


Risk Analysis of Five-Axis CNC Water Jet Machining Using Fuzzy Risk Priority Numbers



Abstract
1. Introduction
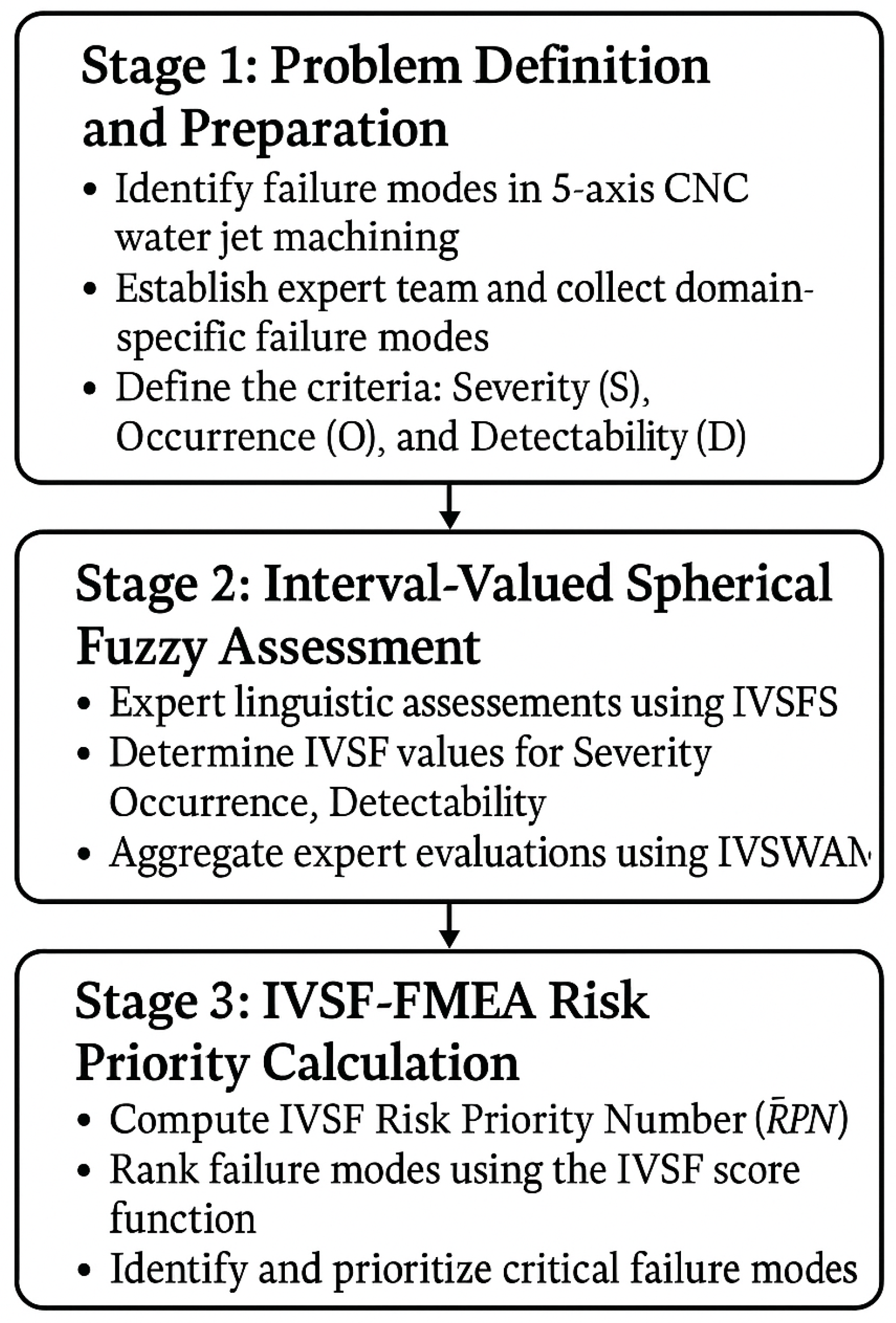
- This study proposes a novel IVSF-FMEA method tailored specifically for five-axis CNC water jet machining. This approach extends traditional FMEA by incorporating interval-valued spherical fuzzy sets, which effectively capture uncertainty, hesitancy, and variability in expert evaluations.
- Based on the analysis, actionable strategies for risk mitigation, such as improved fixture, vibration control, and tool maintenance, are proposed to enhance operational safety and product quality.
2. Literature Review

{kind=link}
{kind=link}
{kind=link}
| Study | Year | Fuzzy Set | Application Area | Fuzzified Element |
|---|---|---|---|---|
| [35] | 2017 | IFS | Steel production process | Expert evaluations |
| [20] | 2021 | HFS | Photovoltaic cell manufacturing | Expert evaluations |
| [46] | 2019 | IFS | Healthcare | Expert evaluations |
| [47] | 2021 | PyFS | Super-twisted nematic | Expert evaluations |
| [48] | 2022 | HFS | Gear grinding machining | Expert evaluations |
| [49] | 2014 | IFS | Horizontal directional drilling machining | Expert evaluations |
| [50] | 2016 | HFS | Healthcare | Expert evaluations |
| [51] | 2017 | Z-numbers | Geothermal power plant | Expert evaluations |
| [52] | 2016 | IFS | Healthcare | Expert evaluations |
| [40] | 2021 | z-numbers | Automotive parts manufacturing | RPN |
| [15] | 2022 | IFS | Healthcare | RPN |
| [53] | 2023 | SFS | New product design | Expert evaluations |
| [39] | 2024 | SFS | Smart grid | Expert evaluations |
| [54] | 2023 | SFS | Roadway | Expert evaluations |
| [36] | 2021 | SFS | Ship production | Expert evaluations |
| [55] | 2021 | T2FS | CNC machining | Expert evaluations |
| [56] | 2022 | T1FS | Petroleum pipeline | Rule base |
| [34] | 2024 | SFS | Railway | Expert evaluations |
| [38] | 2021 | T1FS | Industrial centrifugal pump | Rule base |
| [37] | 2021 | T1FS | Automotive parts manufacturing | Rule base |
| [57] | 2021 | T1FS | Refinery | Rule base |
| [58] | 2024 | T1FS | Aeronautical | Rule base |
| [59] | 2023 | T1FS | Test and calibration laboratories | Rule base |
| [19] | 2023 | T1FS | Shipboard compressor system | Rule base |
| [60] | 2024 | T1FS | Water supply | Rule base |
| [61] | 2023 | T1FS | Safety | RPN |
| [62] | 2023 | T1FS | Construction | RPN |
| [63] | 2022 | T1FS | Healthcare | Rule base |
3. Methodological Background
3.1. Risk Priority Number (RPN)
3.2. Spherical Fuzzy Sets (SFSs)
3.3. Interval-Valued Spherical Fuzzy Sets (IVSFSs)
4. Interval-Valued Spherical Fuzzy RPNs
5. An Illustrative Application on Five-Axis CNC Machining
6. Experimental Results
6.1. Comparison with Traditional FMEA
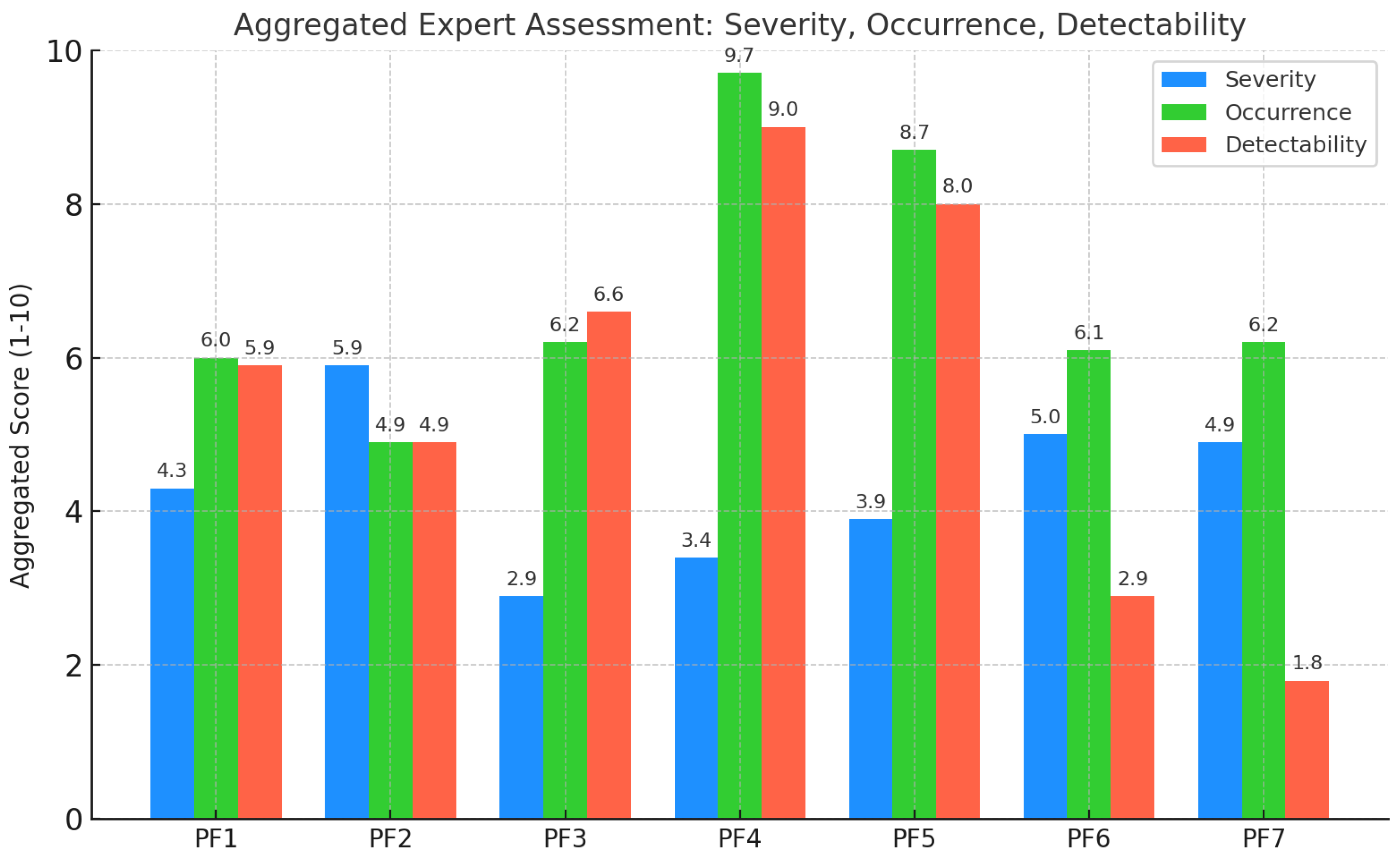
6.2. Aggregated Expert Assessment
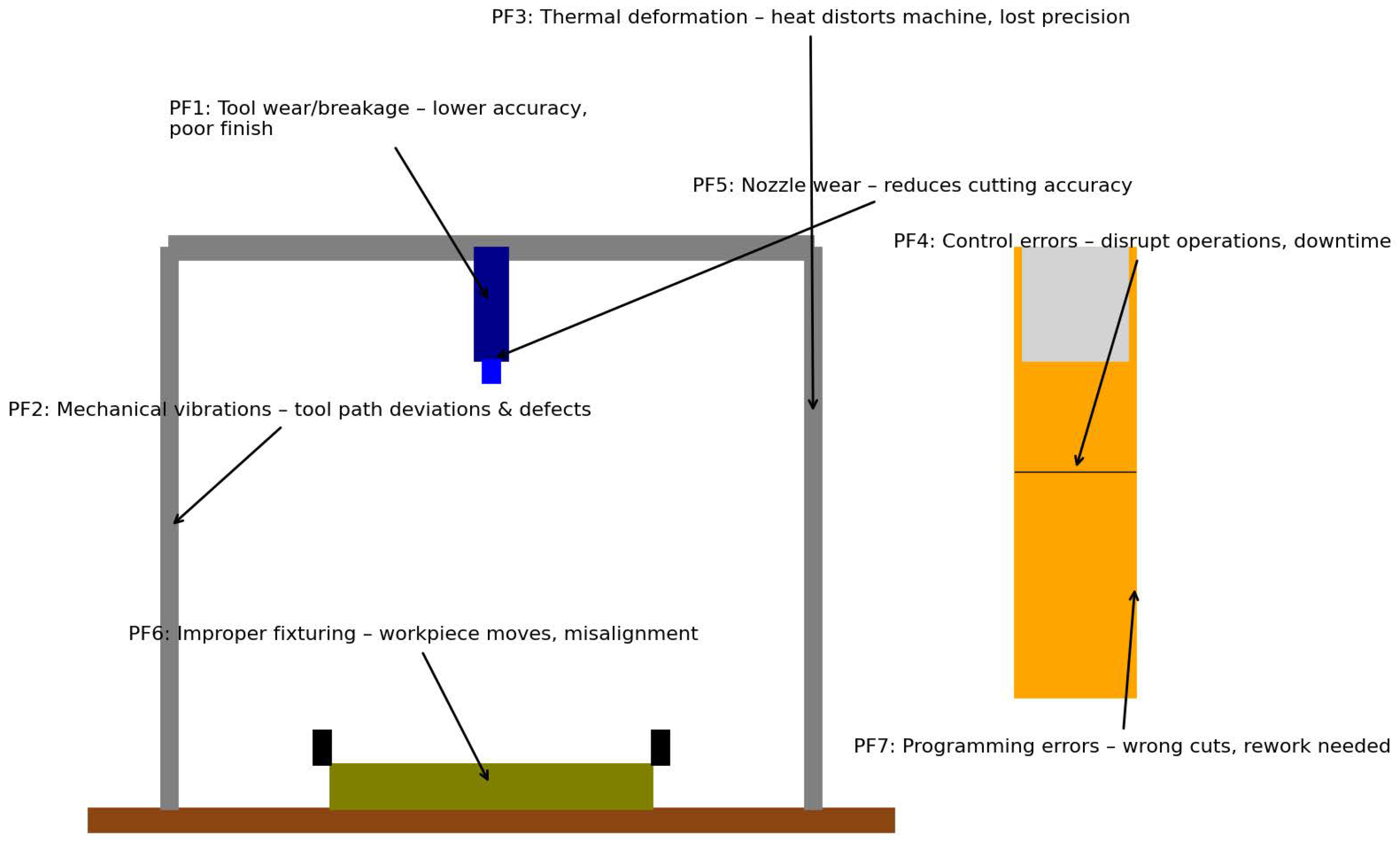
6.3. Failure Mode Impact
7. Results and Discussion
8. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wu, S.; Dong, Z.; Qi, F.; Fan, Z. Prediction of the comprehensive error field in the machining space of the five-axis machine tool based on the “S”-shaped specimen family. Machines 2022, 10, 408. [Google Scholar] [CrossRef]
- Lu, Z.; Huo, G.; Jiang, X. A new method to minimize the five-axis CNC machining error around singular points based on NC program interpolation. J. Manuf. Process. 2024, 131, 1263–1281. [Google Scholar] [CrossRef]
- Sun, X.; Qian, Z.; Xu, Y.; Huang, J. Meshing Characteristic Analysis of CBR Reducer Considering Tooth Modification and Manufacturing Error. Machines 2024, 12, 915. [Google Scholar] [CrossRef]
- Brtiš, J.; Ždánsky, J.; Hrbček, J.; Rástočnỳ, K. Development and Application of a Safety-Related Control System Implementing a Safety Function for a CNC Milling Machine. Electronics 2024, 13, 4870. [Google Scholar] [CrossRef]
- Sun, G.; Fan, K.; Yang, J. Digital-driven in-situ monitoring for thermally-induced volumetric errors of CNC machine tools. J. Manuf. Process. 2024, 131, 2000–2015. [Google Scholar] [CrossRef]
- Haktanir, E.; Kahraman, C. A literature review on fuzzy FMEA and an application on infant car seat design using spherical fuzzy sets. In Customer Oriented Product Design: Intelligent and Fuzzy Techniques; Springer: Berlin/Heidelberg, Germany, 2020; pp. 429–449. [Google Scholar]
- Wang, N.; Wang, W.; Yu, S.; Chen, J.; Yang, X. Efficiency Assessment Method for Evoking Cultural Empathy in Symbolic Cultural and Creative Products Based on Fuzzy-FMEA. Appl. Sci. 2024, 15, 221. [Google Scholar] [CrossRef]
- Dogan, O.; Cebeci, U. An Integrated Quality Tools Approach for New Product Development. In Techniques, Tools and Methodologies Applied to Quality Assurance in Manufacturing; Springer: Berlin/Heidelberg, Germany, 2021; pp. 3–22. [Google Scholar]
- Gul, M.; Ak, M.F. A modified failure modes and effects analysis using interval-valued spherical fuzzy extension of TOPSIS method: Case study in a marble manufacturing facility. Soft Comput. 2021, 25, 6157–6178. [Google Scholar] [CrossRef]
- Arslan, Ö.; Karakurt, N.; Cem, E.; Cebi, S. Risk analysis in the food cold chain using Decomposed fuzzy set-based FMEA approach. Sustainability 2023, 15, 13169. [Google Scholar] [CrossRef]
- Ilbahar, E.; Kahraman, C.; Cebi, S. Risk assessment of renewable energy investments: A modified failure mode and effect analysis based on prospect theory and intuitionistic fuzzy AHP. Energy 2022, 239, 121907. [Google Scholar] [CrossRef]
- Karasan, A.; Ilbahar, E.; Cebi, S.; Kahraman, C. A new risk assessment approach: Safety and Critical Effect Analysis (SCEA) and its extension with Pythagorean fuzzy sets. Saf. Sci. 2018, 108, 173–187. [Google Scholar] [CrossRef]
- Pirbalouti, R.G.; Dehkordi, M.K.; Mohammadpour, J.; Zarei, E.; Yazdi, M. An advanced framework for leakage risk assessment of hydrogen refueling stations using interval-valued spherical fuzzy sets (IV-SFS). Int. J. Hydrogen Energy 2023, 48, 20827–20842. [Google Scholar] [CrossRef]
- Chen, Y.; Wang, W.; Yang, Z.; Deveci, M.; Delen, D. Evaluating risk of IoT adoption in the food supply chain using an integrated interval-valued spherical fuzzy generalised TODIM method. Int. J. Prod. Econ. 2024, 277, 109386. [Google Scholar] [CrossRef]
- Chang, K.H. A new emergency-risk-evaluation approach under spherical fuzzy-information environments. Axioms 2022, 11, 474. [Google Scholar] [CrossRef]
- Wu, Z.; Liu, W.; Nie, W. Literature review and prospect of the development and application of FMEA in manufacturing industry. Int. J. Adv. Manuf. Technol. 2021, 112, 1409–1436. [Google Scholar] [CrossRef]
- Hu, Y.; Chen, J.; Dai, Q.; Huang, W.; Wang, X. Recent Advances and Status of Abrasive Jet Machining Technology. Surf. Technol. 2022, 51, 80–98. [Google Scholar]
- Apostolou, G.; Ntemi, M.; Paraschos, S.; Gialampoukidis, I.; Rizzi, A.; Vrochidis, S.; Kompatsiaris, I. Novel framework for quality control in vibration monitoring of CNC machining. Sensors 2024, 24, 307. [Google Scholar] [CrossRef]
- Ceylan, B.O. Shipboard compressor system risk analysis by using rule-based fuzzy FMEA for preventing major marine accidents. Ocean Eng. 2023, 272, 113888. [Google Scholar] [CrossRef]
- Wen, T.C.; Chung, H.Y.; Chang, K.H.; Li, Z.S. A flexible risk assessment approach integrating subjective and objective weights under uncertainty. Eng. Appl. Artif. Intell. 2021, 103, 104310. [Google Scholar] [CrossRef]
- Chen, X.; Yu, H.; Pan, H.; Chen, L.; You, H.; Liang, X. Nozzle Wear in Abrasive Water Jet Based on Numerical Simulation. Materials 2024, 17, 3585. [Google Scholar] [CrossRef]
- Golovin, K.; Pushkarev, A.; Kovaleva, A. Determination of the wear limit value, the optimal operating time, and the consumption of jet-forming elements made of different materials when implementing water jet technologies. Transp. Res. Procedia 2021, 57, 210–219. [Google Scholar] [CrossRef]
- Kim, J.G.; Song, J.J. Abrasive water jet cutting methods for reducing blast-induced ground vibration in tunnel excavation. Int. J. Rock Mech. Min. Sci. 2015, 75, 147–158. [Google Scholar] [CrossRef]
- Zhou, Z.D.; Gui, L.; Tan, Y.G.; Liu, M.Y.; Liu, Y.; Li, R.Y. Actualities and development of heavy-duty CNC machine tool thermal error monitoring technology. Chin. J. Mech. Eng. 2017, 30, 1262–1281. [Google Scholar] [CrossRef]
- Reddy, T.N.; Shanmugaraj, V.; Vinod, P.; Krishna, S.G. Real-time thermal error compensation strategy for precision machine tools. Mater. Today Proc. 2020, 22, 2386–2396. [Google Scholar] [CrossRef]
- Sun, J.; Liu, Z.; Qiu, C.; Luo, J.; He, L.; Liu, H.; Sa, G.; Jiang, Z.; Tan, J. Machining accuracy prediction and adaptive compensation method of CNC machine tool under absence of machining process sensing. J. Intell. Manuf. 2024, 1–18. [Google Scholar] [CrossRef]
- Dwianda, Y. Failure mode and effect analysis (FMEA) of pneumatic system of cnc milling machine. J. Ocean Mech.-Aerosp.-Sci. Eng. 2021, 65, 14–18. [Google Scholar] [CrossRef]
- Tian, H.; Sun, Y.; Chen, C.; Zhang, Z.; Liu, T.; Zhang, T.; He, J.; Yu, L. A novel FMECA method for CNC machine tools based on D-GRA and data envelopment analysis. Sci. Rep. 2024, 14, 26596. [Google Scholar] [CrossRef]
- Yu, L.; Zhang, T.; Tian, H.; Yang, Z.; Liu, A.; Zhang, F. FMECA of CNC machine tool design stage based on CBWM and DEA. Qual. Reliab. Eng. Int. 2024, 40, 154–169. [Google Scholar] [CrossRef]
- Jiang, S.; Liu, Z.; Chen, J. A dynamic failure mode and effect analysis (FMEA) method for CNC machine tool in service. J. Phys. Conf. Ser. 2023, 2483, 012047. [Google Scholar] [CrossRef]
- Patil, R.; Kothavale, B. Failure modes and effects analysis (FMEA) of computerized numerical control (CNC) turning center. Int. Rev. Mech. Eng. 2018, 12, 78–87. [Google Scholar] [CrossRef]
- Zhang, K.; Jia, Z.; Bian, R.; He, K.; Jia, Z. Reliability Prediction and FMEA of Loading and Unloading Truss Robot for CNC Punch. Appl. Sci. 2023, 13, 4951. [Google Scholar] [CrossRef]
- Yang, H.; Li, G.; He, J.; Wang, L.; Zhou, X. Improved FMEA based on IVF and fuzzy VIKOR method: A case study of workpiece box system of CNC gear milling machine. Qual. Reliab. Eng. Int. 2021, 37, 2478–2498. [Google Scholar] [CrossRef]
- Ak, M.F.; Demir, E. A novel qualitative risk assessment using the interval-valued spherical fuzzy extension of TOPSIS method: A case study in rail transit systems. Neural Comput. Appl. 2024, 36, 5109–5132. [Google Scholar] [CrossRef]
- Zhao, H.; You, J.X.; Liu, H.C. Failure mode and effect analysis using MULTIMOORA method with continuous weighted entropy under interval-valued intuitionistic fuzzy environment. Soft Comput. 2017, 21, 5355–5367. [Google Scholar] [CrossRef]
- Gündoğdu, F.K.; Seyfi-Shishavan, S.A. Occupational Risk Assessment Using Spherical Fuzzy Safety and Critical Effect Analysis for Shipyards. J. ETA Marit. Sci. 2021, 9, 110–119. [Google Scholar] [CrossRef]
- Godina, R.; Silva, B.G.R.; Espadinha-Cruz, P. A DMAIC integrated fuzzy FMEA model: A case study in the Automotive Industry. Appl. Sci. 2021, 11, 3726. [Google Scholar] [CrossRef]
- Gupta, G.; Ghasemian, H.; Janvekar, A.A. A novel failure mode effect and criticality analysis (FMECA) using fuzzy rule-based method: A case study of industrial centrifugal pump. Eng. Fail. Anal. 2021, 123, 105305. [Google Scholar] [CrossRef]
- Maghami, M.R.; Vahabzadeh, S.; Mutambara, A.G.O.; Ghoushchi, S.J.; Gomes, C. Failure analysis in smart grid solar integration using an extended decision-making-based FMEA model under uncertain environment. Stoch. Environ. Res. Risk Assess. 2024, 38, 3543–3563. [Google Scholar] [CrossRef]
- Abbaspour Onari, M.; Yousefi, S.; Jahangoshai Rezaee, M. Risk assessment in discrete production processes considering uncertainty and reliability: Z-number multi-stage fuzzy cognitive map with fuzzy learning algorithm. Artif. Intell. Rev. 2021, 54, 1349–1383. [Google Scholar] [CrossRef]
- Vaysi, A.; Rohani, A.; Tabasizadeh, M.; Khodabakhshian, R.; Kolahan, F. Using Fuzzy FMEA approach to improve decision-making process in CNC machine Electrical and control equipment failure prediction. Int. J. Ind. Eng. Prod. Res. 2018, 29, 359–376. [Google Scholar]
- Ervural, B.; Ayaz, H.I. A fully data-driven FMEA framework for risk assessment on manufacturing processes using a hybrid approach. Eng. Fail. Anal. 2023, 152, 107525. [Google Scholar] [CrossRef]
- Cardiel-Ortega, J.J.; Baeza-Serrato, R. Failure mode and effect analysis with a Fuzzy Logic approach. Systems 2023, 11, 348. [Google Scholar] [CrossRef]
- Ma, Q.X.; Zhu, X.M.; Bai, K.Y.; Zhang, R.T.; Liu, D.W. A novel failure mode and effect analysis method with spherical fuzzy entropy and spherical fuzzy weight correlation coefficient. Eng. Appl. Artif. Intell. 2023, 122, 106163. [Google Scholar] [CrossRef]
- Huang, G.; Xiao, L.; Pedrycz, W.; Zhang, G.; Martinez, L. Failure mode and effect analysis using T-spherical fuzzy maximizing deviation and combined comparison solution methods. IEEE Trans. Reliab. 2022, 72, 552–573. [Google Scholar] [CrossRef]
- Liu, H.C.; You, J.X.; Duan, C.Y. An integrated approach for failure mode and effect analysis under interval-valued intuitionistic fuzzy environment. Int. J. Prod. Econ. 2019, 207, 163–172. [Google Scholar] [CrossRef]
- Akram, M.; Luqman, A.; Alcantud, J.C.R. Risk evaluation in failure modes and effects analysis: Hybrid TOPSIS and ELECTRE I solutions with Pythagorean fuzzy information. Neural Comput. Appl. 2021, 33, 5675–5703. [Google Scholar] [CrossRef]
- Wang, Z.C.; Ran, Y.; Chen, Y.; Yang, X.; Zhang, G. Group risk assessment in failure mode and effects analysis using a hybrid probabilistic hesitant fuzzy linguistic MCDM method. Expert Syst. Appl. 2022, 188, 116013. [Google Scholar] [CrossRef]
- Liu, H.C.; Liu, L.; Li, P. Failure mode and effects analysis using intuitionistic fuzzy hybrid weighted Euclidean distance operator. Int. J. Syst. Sci. 2014, 45, 2012–2030. [Google Scholar] [CrossRef]
- Liu, H.C.; You, J.X.; Li, P.; Su, Q. Failure mode and effect analysis under uncertainty: An integrated multiple criteria decision making approach. IEEE Trans. Reliab. 2016, 65, 1380–1392. [Google Scholar] [CrossRef]
- Mohsen, O.; Fereshteh, N. An extended VIKOR method based on entropy measure for the failure modes risk assessment–A case study of the geothermal power plant (GPP). Saf. Sci. 2017, 92, 160–172. [Google Scholar] [CrossRef]
- Wang, L.E.; Liu, H.C.; Quan, M.Y. Evaluating the risk of failure modes with a hybrid MCDM model under interval-valued intuitionistic fuzzy environments. Comput. Ind. Eng. 2016, 102, 175–185. [Google Scholar] [CrossRef]
- Chang, K.H. Integrating spherical fuzzy sets and the objective weights consideration of risk factors for handling risk-ranking issues. Appl. Sci. 2023, 13, 4503. [Google Scholar] [CrossRef]
- Jafarzadeh Ghoushchi, S.; Shaffiee Haghshenas, S.; Memarpour Ghiaci, A.; Guido, G.; Vitale, A. Road safety assessment and risks prioritization using an integrated SWARA and MARCOS approach under spherical fuzzy environment. Neural Comput. Appl. 2023, 35, 4549–4567. [Google Scholar] [CrossRef] [PubMed]
- Boral, S.; Chakraborty, S. Failure analysis of CNC machines due to human errors: An integrated IT2F-MCDM-based FMEA approach. Eng. Fail. Anal. 2021, 130, 105768. [Google Scholar] [CrossRef]
- Hassan, S.; Wang, J.; Kontovas, C.; Bashir, M. Modified FMEA hazard identification for cross-country petroleum pipeline using Fuzzy Rule Base and approximate reasoning. J. Loss Prev. Process. Ind. 2022, 74, 104616. [Google Scholar] [CrossRef]
- Ivančan, J.; Lisjak, D. New FMEA risks ranking approach utilizing four fuzzy logic systems. Machines 2021, 9, 292. [Google Scholar] [CrossRef]
- Resende, B.A.d.; Dedini, F.G.; Eckert, J.J.; Sigahi, T.F.; Pinto, J.d.S.; Anholon, R. Proposal of a facilitating methodology for fuzzy FMEA implementation with application in process risk analysis in the aeronautical sector. Int. J. Qual. Reliab. Manag. 2024, 41, 1063–1088. [Google Scholar] [CrossRef]
- Testik, O.M.; Unlu, E.T. Fuzzy FMEA in risk assessment for test and calibration laboratories. Qual. Reliab. Eng. Int. 2023, 39, 575–589. [Google Scholar] [CrossRef]
- Beiranvand, B. Development of modified fuzzy FMEA method in environmental risk assessment of earth dams. Sci. Rep. 2024, 14, 17585. [Google Scholar] [CrossRef]
- Kamsefidi, M.M.; Shahraki, A.; Saljooghi, F.H. Improving the Calculation of RPN in the FMEA Method by Combining a Nonlinear Model with Revised TOPSIS and Fuzzy Logic. J. Health Saf. Work. 2023, 12, 854–871. [Google Scholar]
- ul Hassan, F.; Nguyen, T.; Le, T.; Le, C. Automated prioritization of construction project requirements using machine learning and fuzzy Failure Mode and Effects Analysis (FMEA). Autom. Constr. 2023, 154, 105013. [Google Scholar] [CrossRef]
- Jin, G.; Meng, Q.; Feng, W. Optimization of logistics system with fuzzy FMEA-AHP methodology. Processes 2022, 10, 1973. [Google Scholar] [CrossRef]
- Zhang, H.; Xu, Z.; Qian, H.; Su, X. Failure Mode and Effects Analysis Based on Z-Numbers and the GradedMean Integration Representation. CMES-Comput. Model. Eng. Sci. 2023, 134, 1005–1019. [Google Scholar]
- Kutlu Gündoğdu, F.; Kahraman, C. Spherical fuzzy sets and spherical fuzzy TOPSIS method. J. Intell. Fuzzy Syst. 2019, 36, 337–352. [Google Scholar] [CrossRef]
- Gundogdu, F.K.; Kahraman, C. A novel spherical fuzzy analytic hierarchy process and its renewable energy application. Soft Comput. 2020, 24, 4607–4621. [Google Scholar] [CrossRef]
- Gundogdu, F.K.; Kahraman, C. A novel fuzzy TOPSIS method using emerging interval-valued spherical fuzzy sets. Eng. Appl. Artif. Intell. 2019, 85, 307–323. [Google Scholar] [CrossRef]
| Study | Year | Fuzzy Set | Fuzzified Element |
|---|---|---|---|
| [27] | 2021 | - | - |
| [28] | 2024 | - | - |
| [30] | 2023 | - | - |
| [29] | 2024 | - | - |
| [31] | 2018 | - | - |
| [32] | 2023 | - | - |
| [33] | 2021 | T1FS | Expert evaluations |
| Linguistic | IVSF Value for Severity | IVSF Value for Occurrence | IVSF Value for Detectability |
|---|---|---|---|
| Extremely High (EH) | ([0.00, 0.05], [0.90, 0.95], [0.10, 0.15]) | ([0.00, 0.05], [0.90, 0.95], [0.10, 0.15]) | ([0.00, 0.05], [0.90, 0.95], [0.10, 0.15]) |
| Very Very High (VVH) | ([0.10, 0.15], [0.80, 0.85], [0.20, 0.25]) | ([0.10, 0.15], [0.80, 0.85], [0.20, 0.25]) | ([0.10, 0.15], [0.80, 0.85], [0.20, 0.25]) |
| Very High (VH) | ([0.20, 0.25], [0.70, 0.75], [0.30, 0.35]) | ([0.20, 0.25], [0.70, 0.75], [0.30, 0.35]) | ([0.20, 0.25], [0.70, 0.75], [0.30, 0.35]) |
| High (H) | ([0.30, 0.35], [0.60, 0.65], [0.40, 0.45]) | ([0.30, 0.35], [0.60, 0.65], [0.40, 0.45]) | ([0.30, 0.35], [0.60, 0.65], [0.40, 0.45]) |
| Slightly High (SH) | ([0.40, 0.45], [0.50, 0.55], [0.50, 0.55]) | ([0.40, 0.45], [0.50, 0.55], [0.50, 0.55]) | ([0.40, 0.45], [0.50, 0.55], [0.50, 0.55]) |
| Moderate (M) | ([0.50, 0.55], [0.40, 0.45], [0.40, 0.45]) | ([0.50, 0.55], [0.40, 0.45], [0.40, 0.45]) | ([0.50, 0.55], [0.40, 0.45], [0.40, 0.45]) |
| Slightly Low (SL) | ([0.60, 0.65], [0.30, 0.35], [0.30, 0.35]) | ([0.60, 0.65], [0.30, 0.35], [0.30, 0.35]) | ([0.60, 0.65], [0.30, 0.35], [0.30, 0.35]) |
| Low (L) | ([0.70, 0.75], [0.20, 0.25], [0.20, 0.25]) | ([0.70, 0.75], [0.20, 0.25], [0.20, 0.25]) | ([0.70, 0.75], [0.20, 0.25], [0.20, 0.25]) |
| Very Low (VL) | ([0.80, 0.85], [0.10, 0.15], [0.10, 0.15]) | ([0.80, 0.85], [0.10, 0.15], [0.10, 0.15]) | ([0.80, 0.85], [0.10, 0.15], [0.10, 0.15]) |
| Non-detection (ND) | ([0.90, 0.95], [0.00, 0.05], [0.00, 0.05]) | ([0.90, 0.95], [0.00, 0.05], [0.00, 0.05]) | ([0.90, 0.95], [0.00, 0.05], [0.00, 0.05]) |
| DM1 | |||
|---|---|---|---|
| PF1 | ([0.60, 0.65], [0.30, 0.35], [0.30, 0.35]) | ([0.40, 0.45], [0.50, 0.55], [0.50, 0.55]) | ([0.30, 0.35], [0.60, 0.65], [0.40, 0.45]) |
| PF2 | ([0.40, 0.45], [0.50, 0.55], [0.50, 0.55]) | ([0.50, 0.55], [0.40, 0.45], [0.40, 0.45]) | ([0.40, 0.45], [0.50, 0.55], [0.50, 0.55]) |
| PF3 | ([0.60, 0.65], [0.30, 0.35], [0.30, 0.35]) | ([0.10, 0.15], [0.80, 0.85], [0.20, 0.25]) | ([0.30, 0.35], [0.60, 0.65], [0.40, 0.45]) |
| PF4 | ([0.80, 0.85], [0.10, 0.15], [0.10, 0.15]) | ([0.00, 0.05], [0.90, 0.95], [0.10, 0.15]) | ([0.10, 0.15], [0.80, 0.85], [0.20, 0.25]) |
| PF5 | ([0.70, 0.75], [0.20, 0.25], [0.20, 0.25]) | ([0.10, 0.15], [0.80, 0.85], [0.20, 0.25]) | ([0.20, 0.25], [0.70, 0.75], [0.30, 0.35]) |
| PF6 | ([0.50, 0.55], [0.40, 0.45], [0.40, 0.45]) | ([0.10, 0.15], [0.80, 0.85], [0.20, 0.25]) | ([0.60, 0.65], [0.30, 0.35], [0.30, 0.35]) |
| PF7 | ([0.60, 0.65], [0.30, 0.35], [0.30, 0.35]) | ([0.10, 0.15], [0.80, 0.85], [0.20, 0.25]) | ([0.70, 0.75], [0.20, 0.25], [0.20, 0.25]) |
| DM2 | |||
| PF1 | ([0.50, 0.55], [0.40, 0.45], [0.40, 0.45]) | ([0.40, 0.45], [0.50, 0.55], [0.50, 0.55]) | ([0.50, 0.55], [0.40, 0.45], [0.40, 0.45]) |
| PF2 | ([0.30, 0.35], [0.60, 0.65], [0.40, 0.45]) | ([0.60, 0.65], [0.30, 0.35], [0.30, 0.35]) | ([0.60, 0.65], [0.30, 0.35], [0.30, 0.35]) |
| PF3 | ([0.70, 0.75], [0.20, 0.25], [0.20, 0.25]) | ([0.70, 0.75], [0.20, 0.25], [0.20, 0.25]) | ([0.40, 0.45], [0.50, 0.55], [0.50, 0.55]) |
| PF4 | ([0.80, 0.85], [0.10, 0.15], [0.10, 0.15]) | ([0.00, 0.05], [0.90, 0.95], [0.10, 0.15]) | ([0.20, 0.25], [0.70, 0.75], [0.30, 0.35]) |
| PF5 | ([0.50, 0.55], [0.40, 0.45], [0.40, 0.45]) | ([0.20, 0.25], [0.70, 0.75], [0.30, 0.35]) | ([0.20, 0.25], [0.70, 0.75], [0.30, 0.35]) |
| PF6 | ([0.50, 0.55], [0.40, 0.45], [0.40, 0.45]) | ([0.50, 0.55], [0.40, 0.45], [0.40, 0.45]) | ([0.70, 0.75], [0.20, 0.25], [0.20, 0.25]) |
| PF7 | ([0.50, 0.55], [0.40, 0.45], [0.40, 0.45]) | ([0.10, 0.15], [0.80, 0.85], [0.20, 0.25]) | ([0.80, 0.85], [0.10, 0.15], [0.10, 0.15]) |
| DM3 | |||
| PF1 | ([0.60, 0.65], [0.30, 0.35], [0.30, 0.35]) | ([0.40, 0.45], [0.50, 0.55], [0.50, 0.55]) | ([0.40, 0.45], [0.50, 0.55], [0.50, 0.55]) |
| PF2 | ([0.50, 0.55], [0.40, 0.45], [0.40, 0.45]) | ([0.40, 0.45], [0.50, 0.55], [0.50, 0.55]) | ([0.50, 0.55], [0.40, 0.45], [0.40, 0.45]) |
| PF3 | ([0.80, 0.85], [0.10, 0.15], [0.10, 0.15]) | ([0.10, 0.15], [0.80, 0.85], [0.20, 0.25]) | ([0.30, 0.35], [0.60, 0.65], [0.40, 0.45]) |
| PF4 | ([0.00, 0.05], [0.90, 0.95], [0.10, 0.15]) | ([0.10, 0.15], [0.80, 0.85], [0.20, 0.25]) | ([0.00, 0.05], [0.90, 0.95], [0.10, 0.15]) |
| PF5 | ([0.60, 0.65], [0.30, 0.35], [0.30, 0.35]) | ([0.10, 0.15], [0.80, 0.85], [0.20, 0.25]) | ([0.20, 0.25], [0.70, 0.75], [0.30, 0.35]) |
| PF6 | ([0.50, 0.55], [0.40, 0.45], [0.40, 0.45]) | ([0.50, 0.55], [0.40, 0.45], [0.40, 0.45]) | ([0.80, 0.85], [0.10, 0.15], [0.10, 0.15]) |
| PF7 | ([0.40, 0.45], [0.50, 0.55], [0.50, 0.55]) | ([0.70, 0.75], [0.20, 0.25], [0.20, 0.25]) | ([0.90, 0.95], [0.00, 0.05], [0.00, 0.05]) |
| PF | Aggregated | Aggregated | Aggregated |
| PF1 | ([0.57, 0.62], [0.33, 0.38], [0.33, 0.38]) | ([0.40, 0.45], [0.50, 0.55], [0.50, 0.55]) | ([0.40, 0.45], [0.50, 0.55], [0.43, 0.49]) |
| PF2 | ([0.41, 0.46], [0.49, 0.55], [0.45, 0.50]) | ([0.51, 0.56], [0.39, 0.44], [0.40, 0.45]) | ([0.50, 0.55], [0.40, 0.45], [0.41, 0.46]) |
| PF3 | ([0.70, 0.76], [0.19, 0.25], [0.21, 0.26]) | ([0.14, 0.19], [0.77, 0.82], [0.24, 0.29]) | ([0.33, 0.38]. [0.57, 0.62], [0.44, 0.49]) |
| PF4 | ([0.84, 0.89], [0.00, 0.18], [0.08, 0.11]) | ([0.05, 0.09], [0.87, 0.92], [0.14, 0.19]) | ([0.13, 0.17]. [0.80, 0.85], [0.21, 0.264) |
| PF5 | ([0.62, 0.67], [0.28, 0.33], [0.29, 0.34]) | ([0.14, 0.19], [0.77, 0.82], [0.24, 0.29 ]) | ([0.20, 0.25]. [0.70, 0.75], [0.30, 0.35]) |
| PF6 | ([0.50, 0.55], [0.40, 0.45], [0.40, 0.45) | ([0.40, 0.45], [0.50, 0.55], [0.43, 0.49]) | ([0.70, 0.76], [0.19, 0.25], [0.21, 0.26]) |
| PF7 | ([0.52, 0.57], [0.38, 0.43], [0.39, 0.44]) | ([0.14, 0.19], [0.77, 0.82], [0.24, 0.29]) | ([0.81, 0.87], [0.00, 0.13], [0.11, 0.15]) |
| Importance score | |||
| PF1 | ([0.09, 0.13], [0.71, 0.77], [0.53, 0.53]) | −0.68 | |
| PF2 | ([0.11, 0.14], [0.68, 0.74], [0.53, 0.54]) | −0.63 | |
| PF3 | ([0.03, 0.05], [0.86, 0.90], [0.33, 0.33]) | −0.83 | |
| PF4 | ([0.01, 0.02], [0.95, 0.98], [0.13, 0.14]) | −0.94 | |
| PF5 | ([0.02, 0.03], [0.90, 0.93], [0.26, 0.26]) | −0.87 | |
| PF6 | ([0.14, 0.19], [0.63, 0.69], [0.51, 0.53]) | −0.54 | |
| PF7 | ([0.06, 0.09], [0.81, 0.86], [0.33, 0.34]) | −0.75 | |
| DM1 | S | O | D | DM2 | S | O | D | DM3 | S | O | D |
|---|---|---|---|---|---|---|---|---|---|---|---|
| PF1 | 4 | 6 | 7 | PF1 | 5 | 6 | 5 | PF1 | 4 | 6 | 6 |
| PF2 | 6 | 5 | 6 | PF2 | 7 | 4 | 4 | PF2 | 5 | 6 | 5 |
| PF3 | 4 | 9 | 7 | PF3 | 3 | 3 | 6 | PF3 | 2 | 9 | 7 |
| PF4 | 2 | 10 | 9 | PF4 | 2 | 10 | 8 | PF4 | 10 | 9 | 10 |
| PF5 | 3 | 9 | 8 | PF5 | 5 | 8 | 8 | PF5 | 4 | 9 | 8 |
| PF6 | 5 | 9 | 4 | PF6 | 5 | 5 | 3 | PF6 | 5 | 5 | 2 |
| PF7 | 4 | 9 | 3 | PF7 | 5 | 9 | 2 | PF7 | 6 | 3 | 1 |
| S | O | D | RPN | |
|---|---|---|---|---|
| PF1 | 4.3 | 6 | 5.9 | 152 |
| PF2 | 5.9 | 4.9 | 4.9 | 142 |
| PF3 | 2.9 | 6.2 | 6.6 | 119 |
| PF4 | 3.4 | 9.7 | 9 | 297 |
| PF5 | 3.9 | 8.7 | 8 | 271 |
| PF6 | 5 | 6.1 | 2.9 | 88 |
| PF7 | 4.9 | 6.2 | 1.8 | 55 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cebeci, U.; Simsir, U.; Dogan, O. Risk Analysis of Five-Axis CNC Water Jet Machining Using Fuzzy Risk Priority Numbers. Symmetry 2025, 17, 1086. https://doi.org/10.3390/sym17071086
Cebeci U, Simsir U, Dogan O. Risk Analysis of Five-Axis CNC Water Jet Machining Using Fuzzy Risk Priority Numbers. Symmetry. 2025; 17(7):1086. https://doi.org/10.3390/sym17071086
Chicago/Turabian StyleCebeci, Ufuk, Ugur Simsir, and Onur Dogan. 2025. "Risk Analysis of Five-Axis CNC Water Jet Machining Using Fuzzy Risk Priority Numbers" Symmetry 17, no. 7: 1086. https://doi.org/10.3390/sym17071086
APA StyleCebeci, U., Simsir, U., & Dogan, O. (2025). Risk Analysis of Five-Axis CNC Water Jet Machining Using Fuzzy Risk Priority Numbers. Symmetry, 17(7), 1086. https://doi.org/10.3390/sym17071086