Investigation on the Effect of Type of Cooling on the Properties of Aluminum Alloy during Warm/Hot Hydromechanical Deep Drawing


Abstract
:1. Introduction
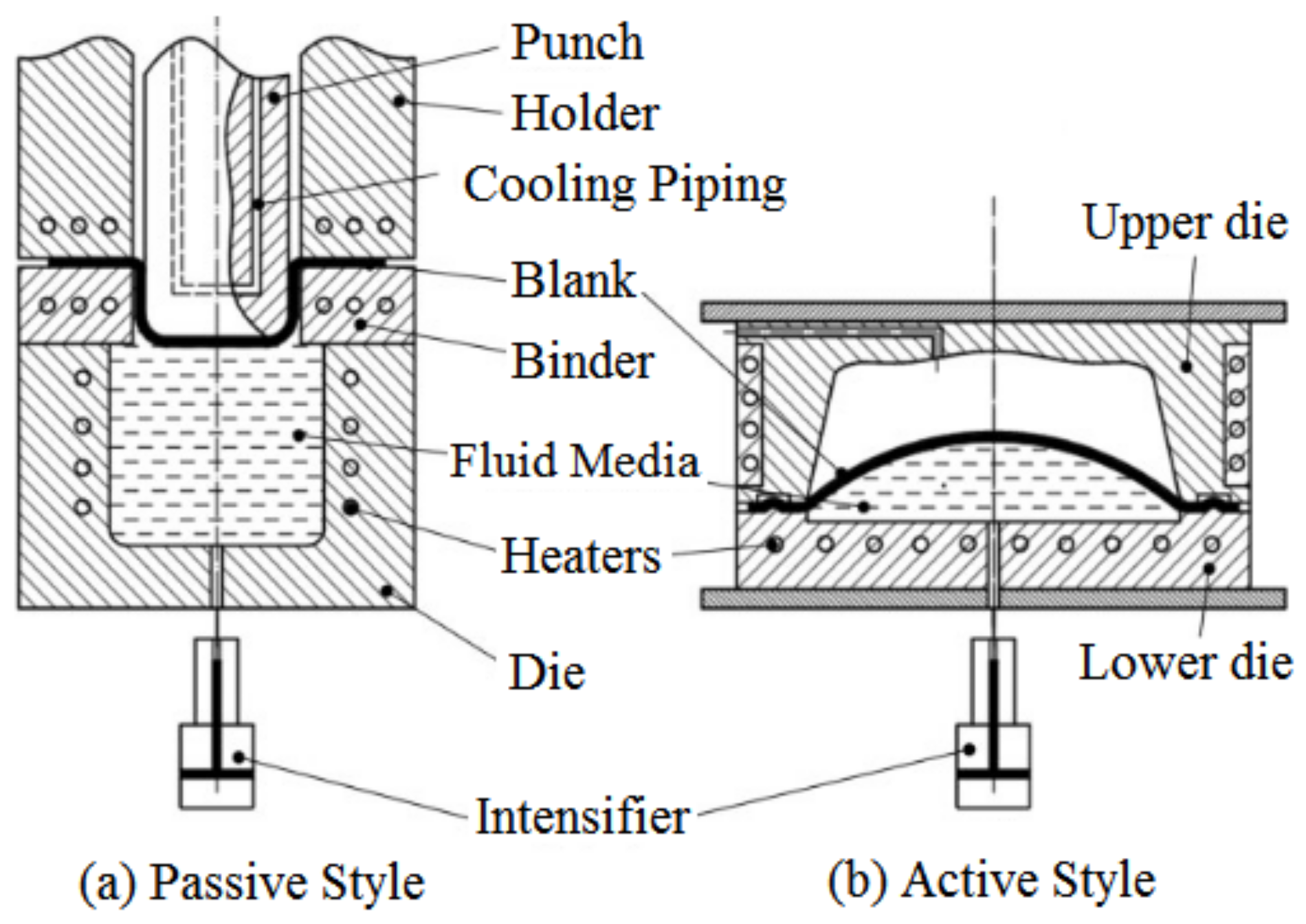
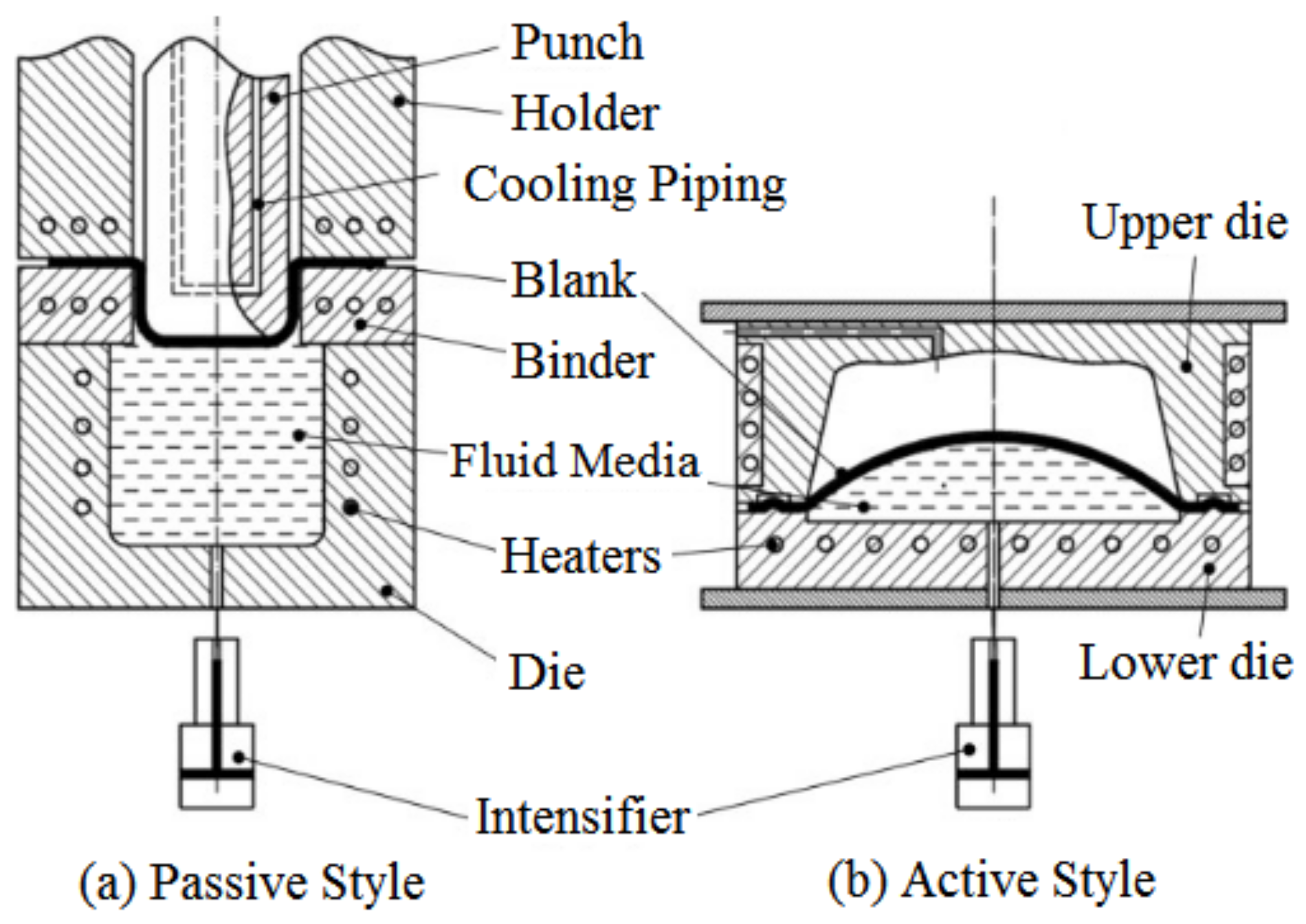
2. Warm/Hot Sheet HDD Experiment
2.1. Experimental Material
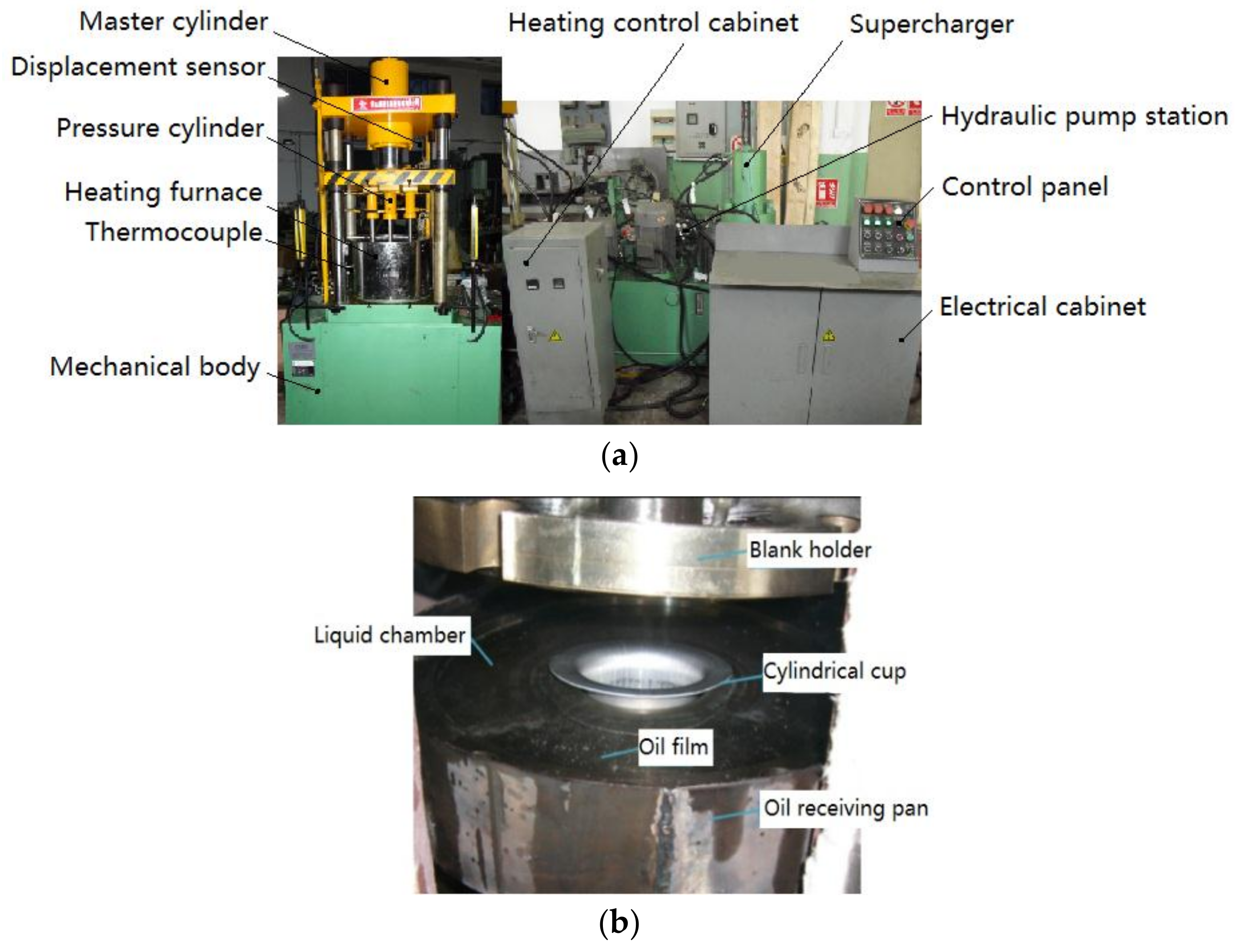
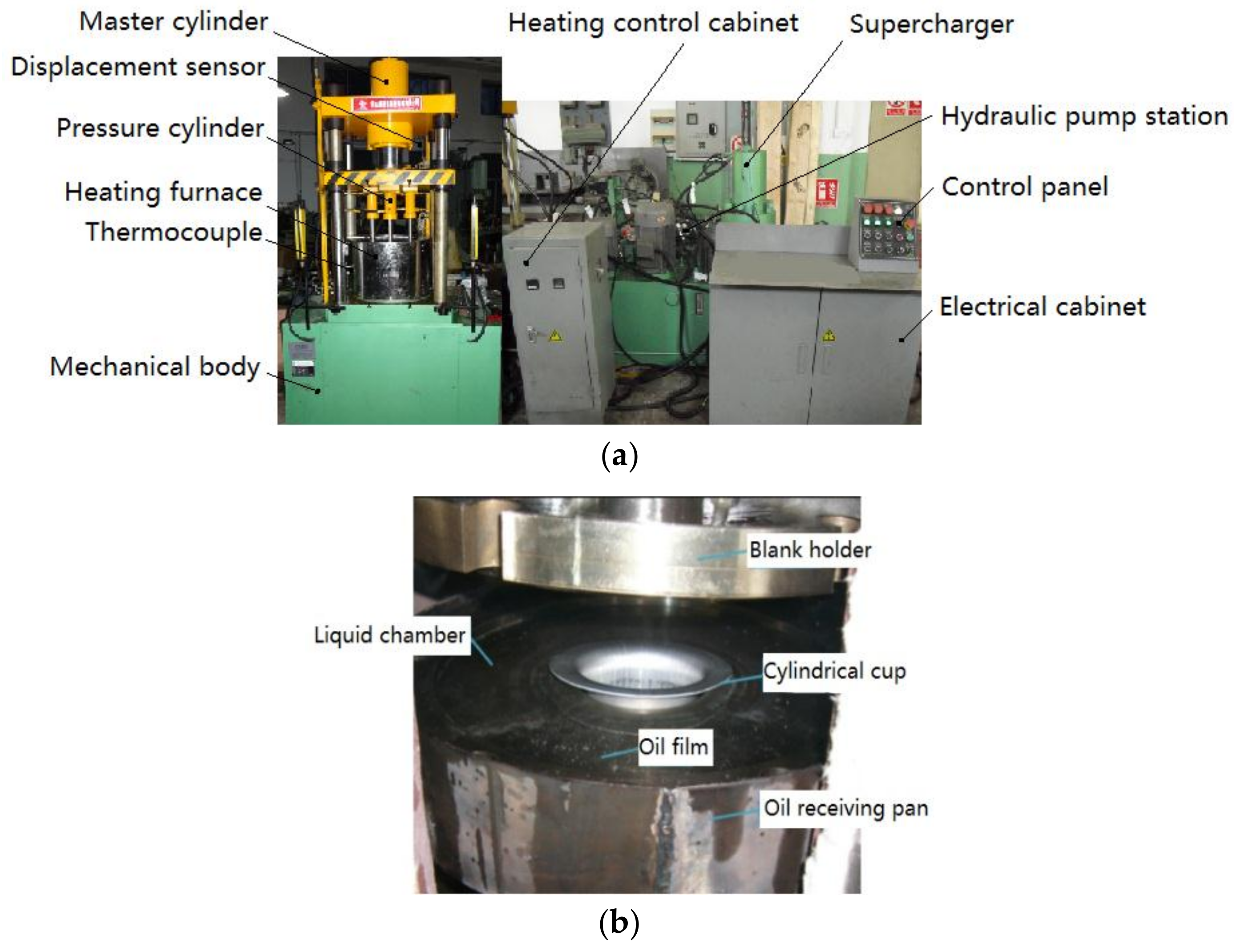
2.2. Test Equipment
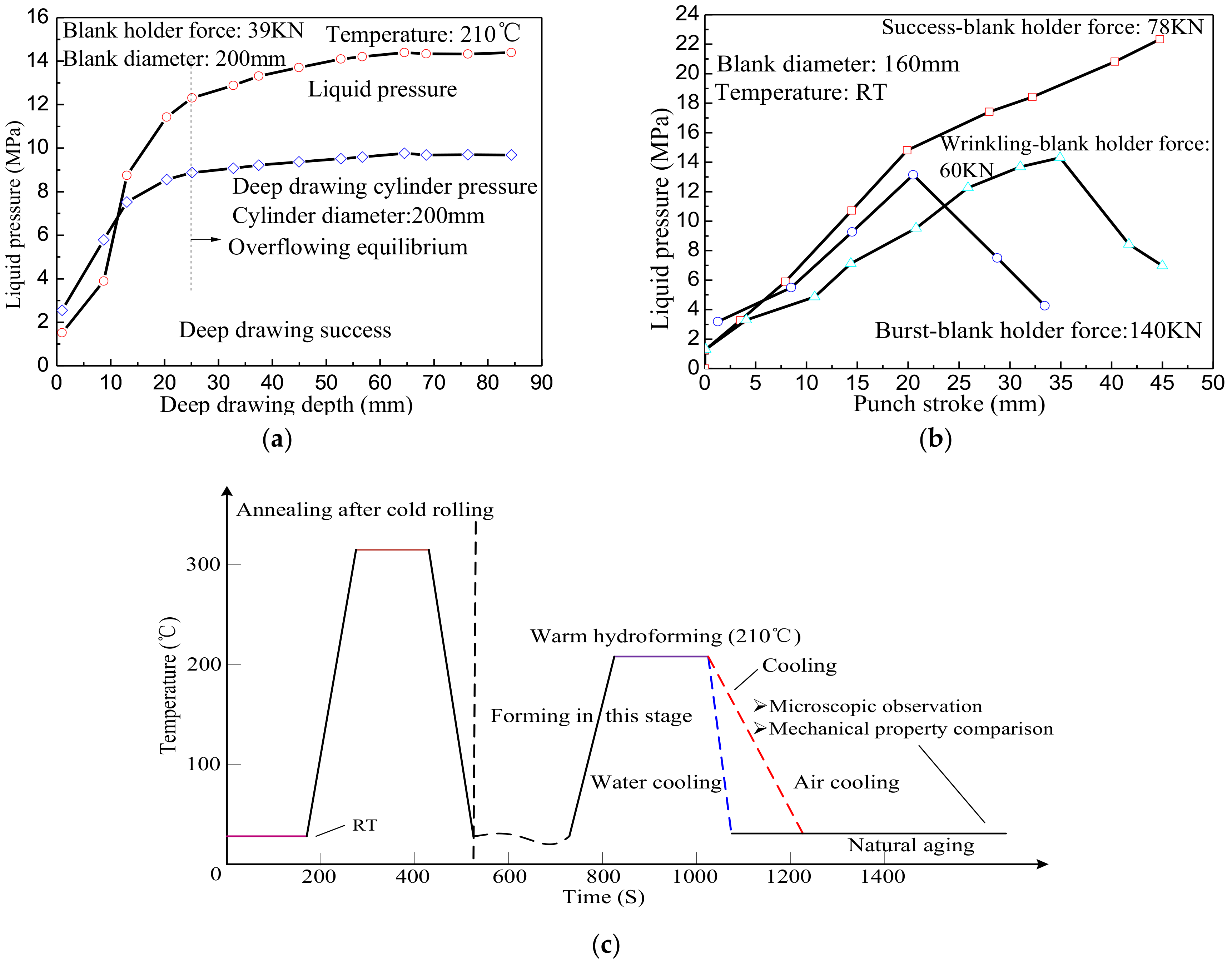
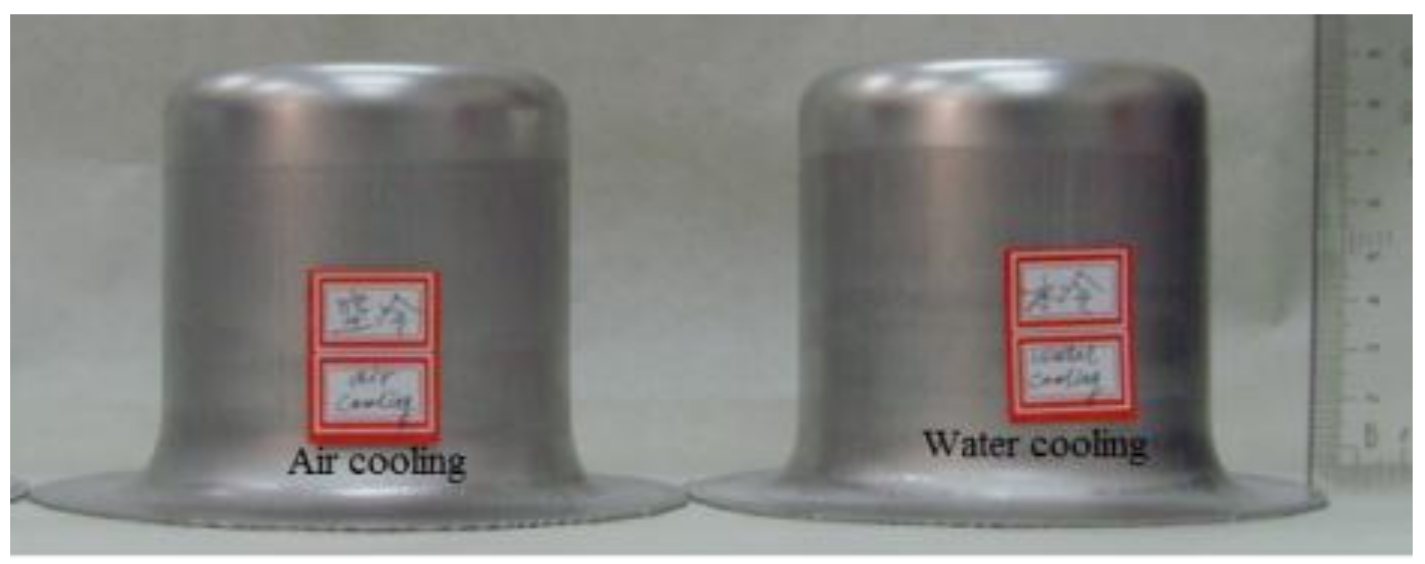
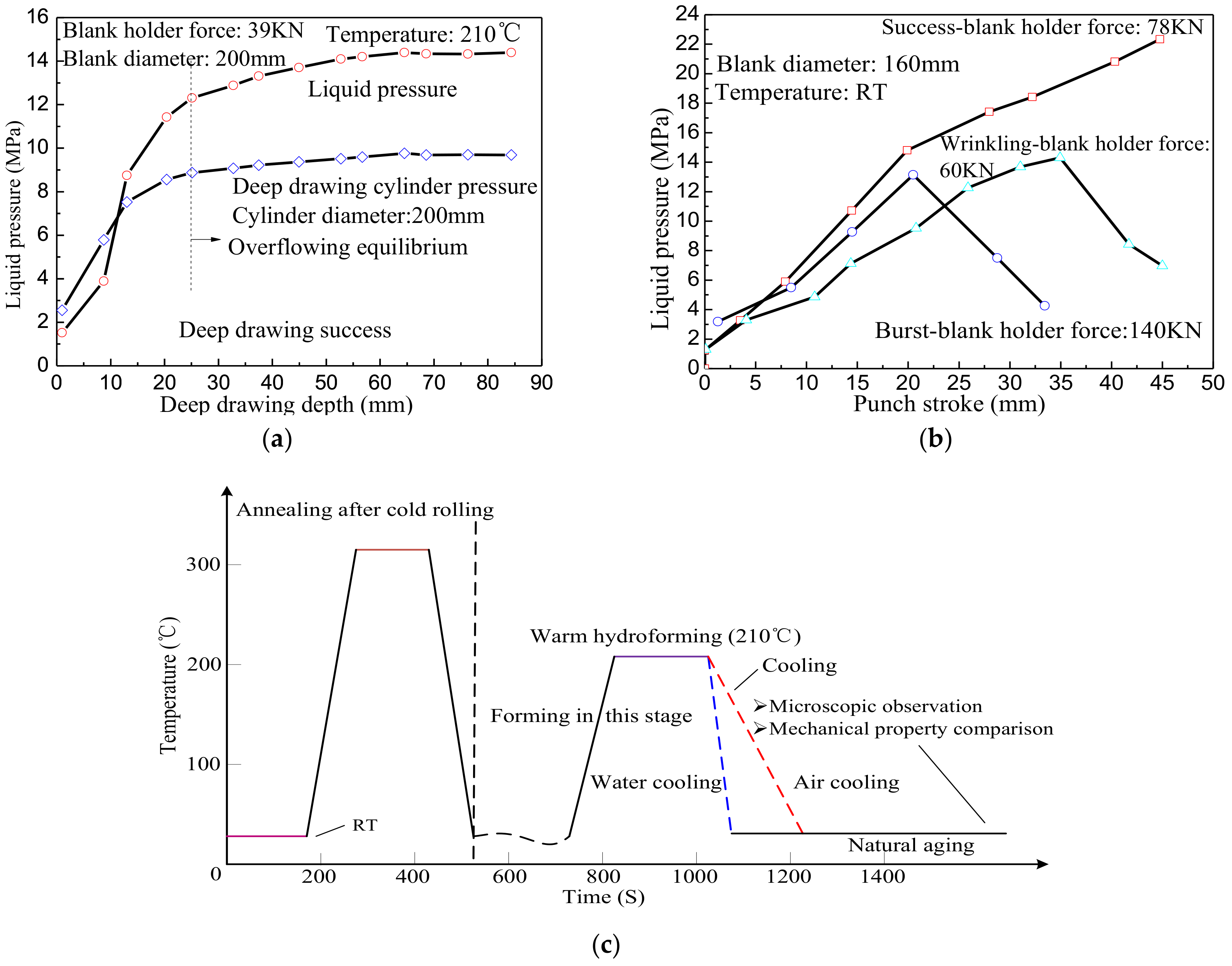
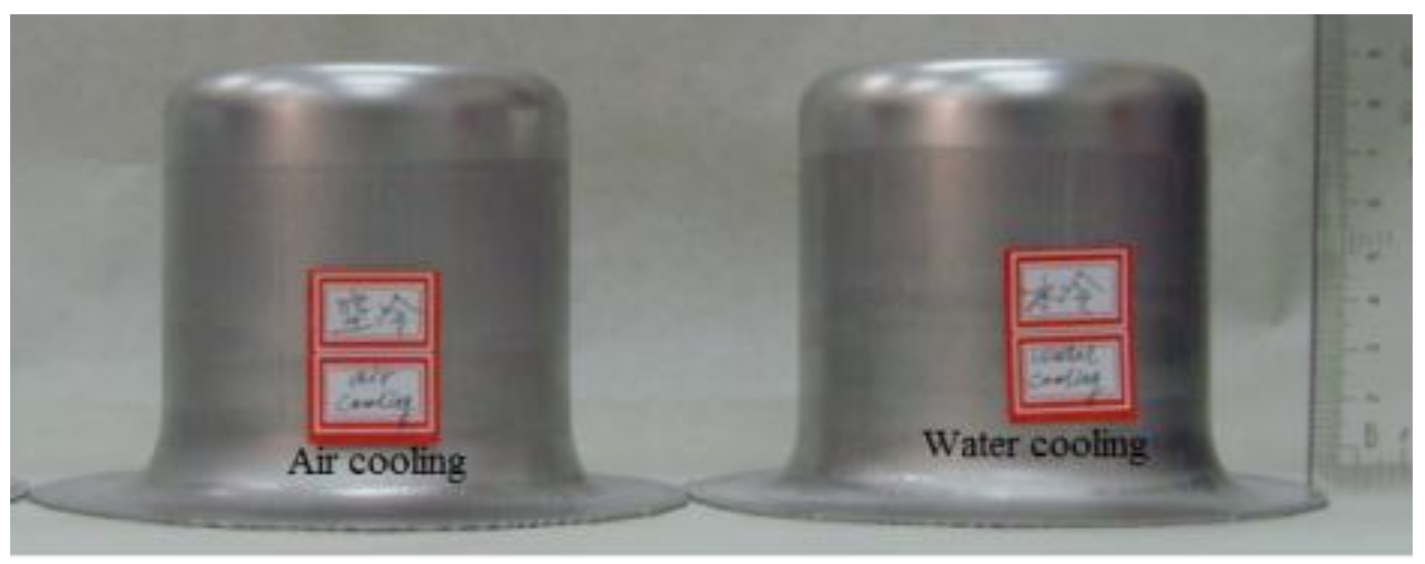
2.3. Experimental Results
3. Performance Evaluation of Aluminum Alloy Cylindrical Cups Hydro-Formed by Warm Sheet HDD
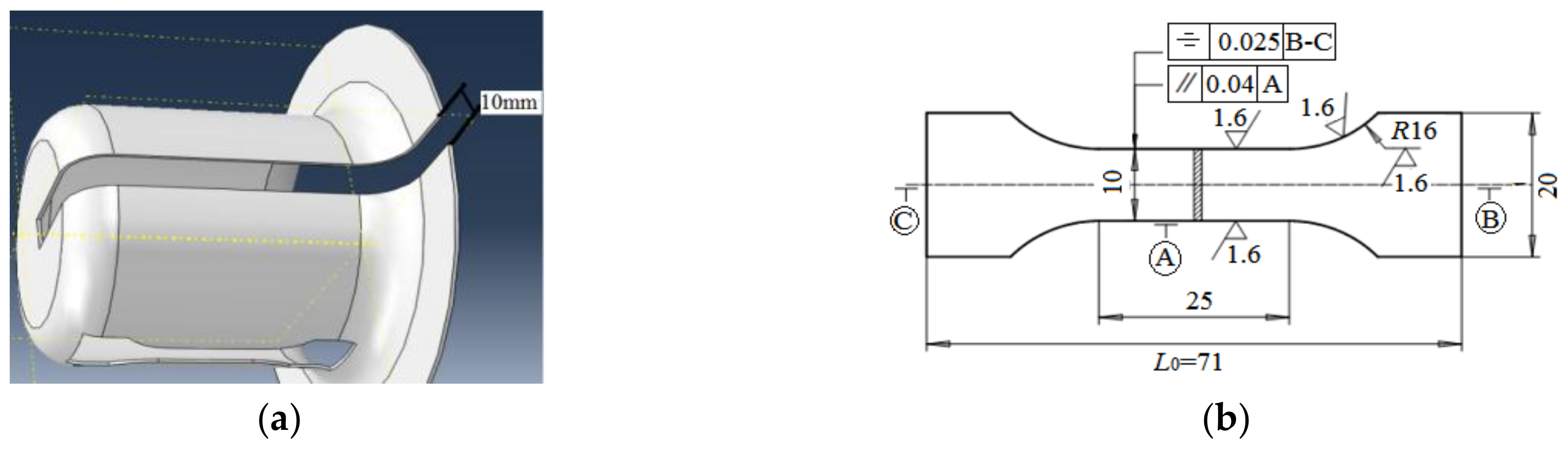
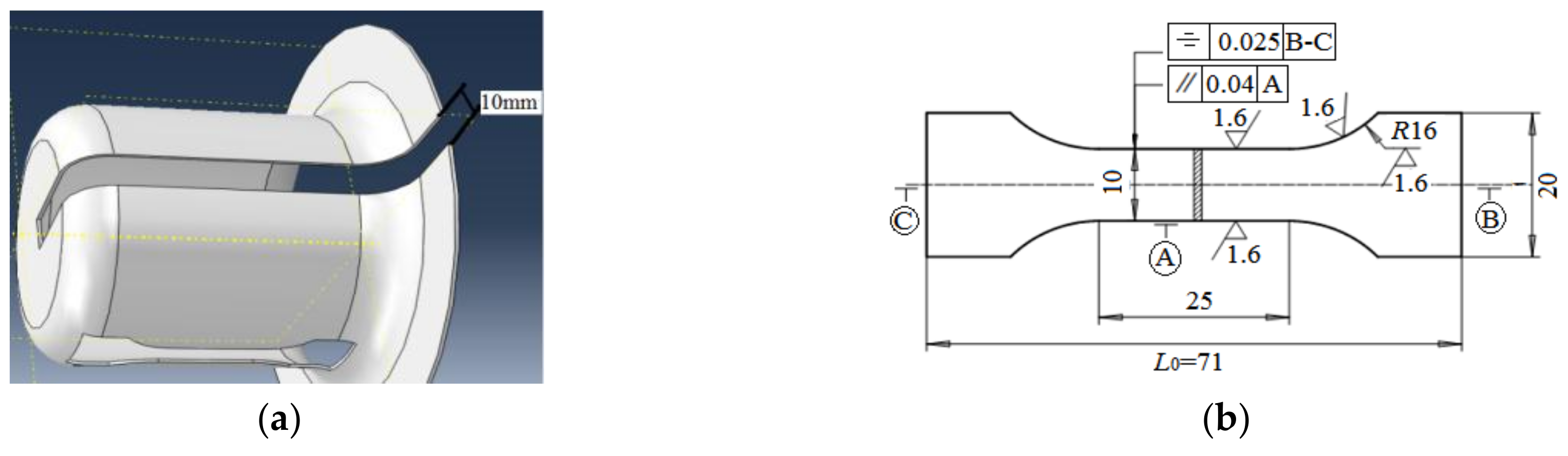
3.1. Evaluation Testing Scheme
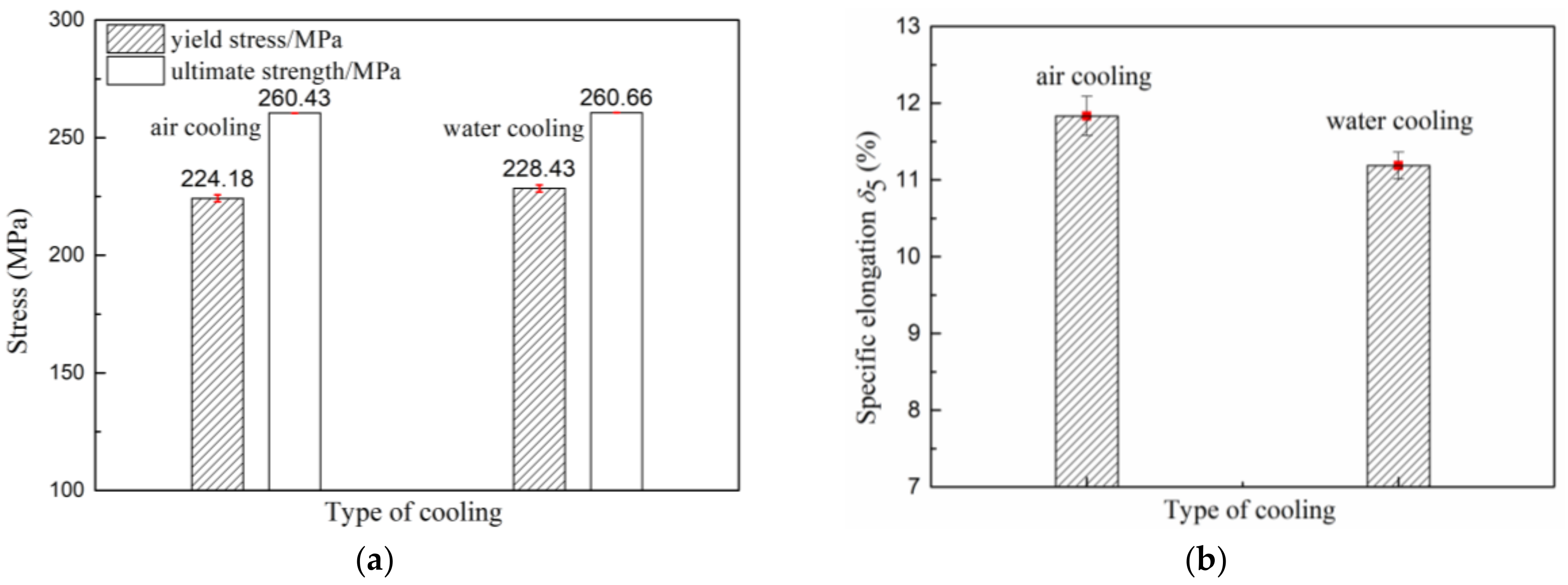
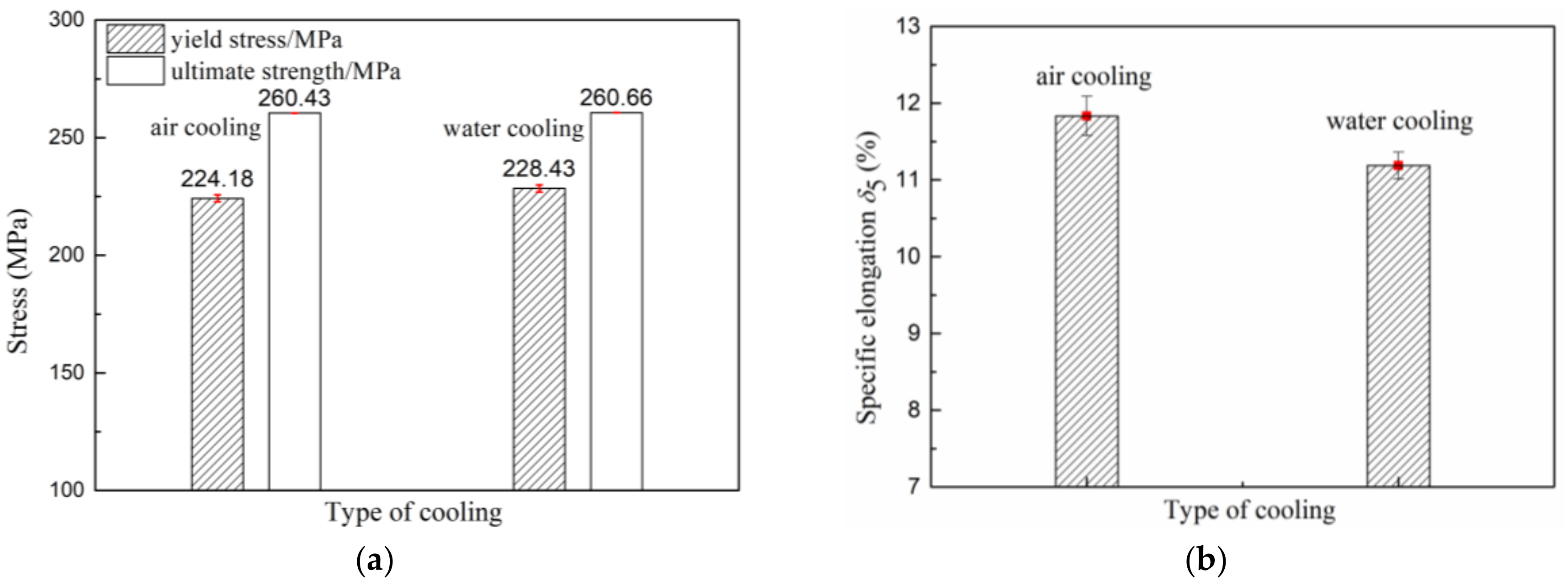
3.2. Effect of Type of Cooling on Mechanical Properties of Testing Samples
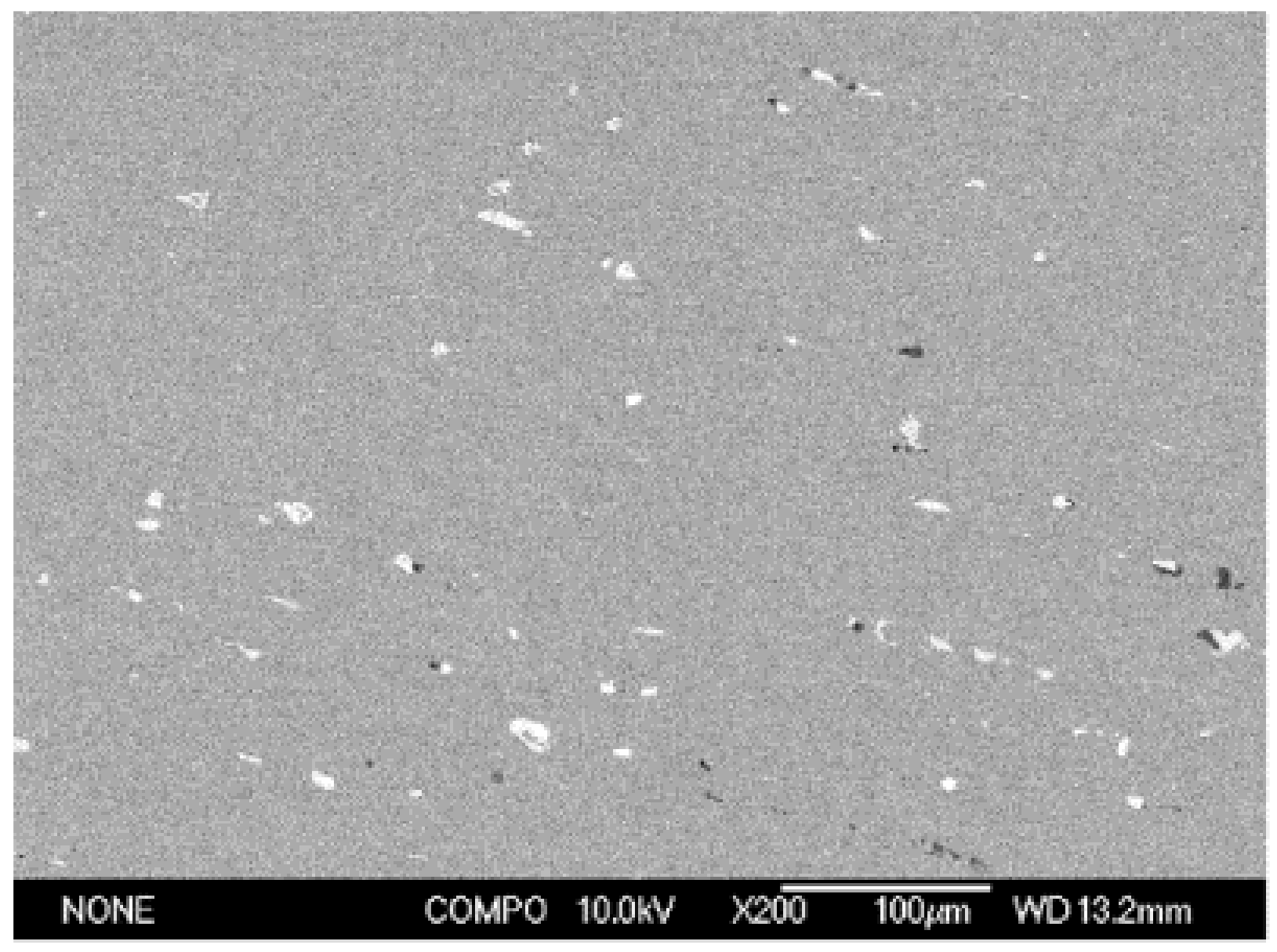
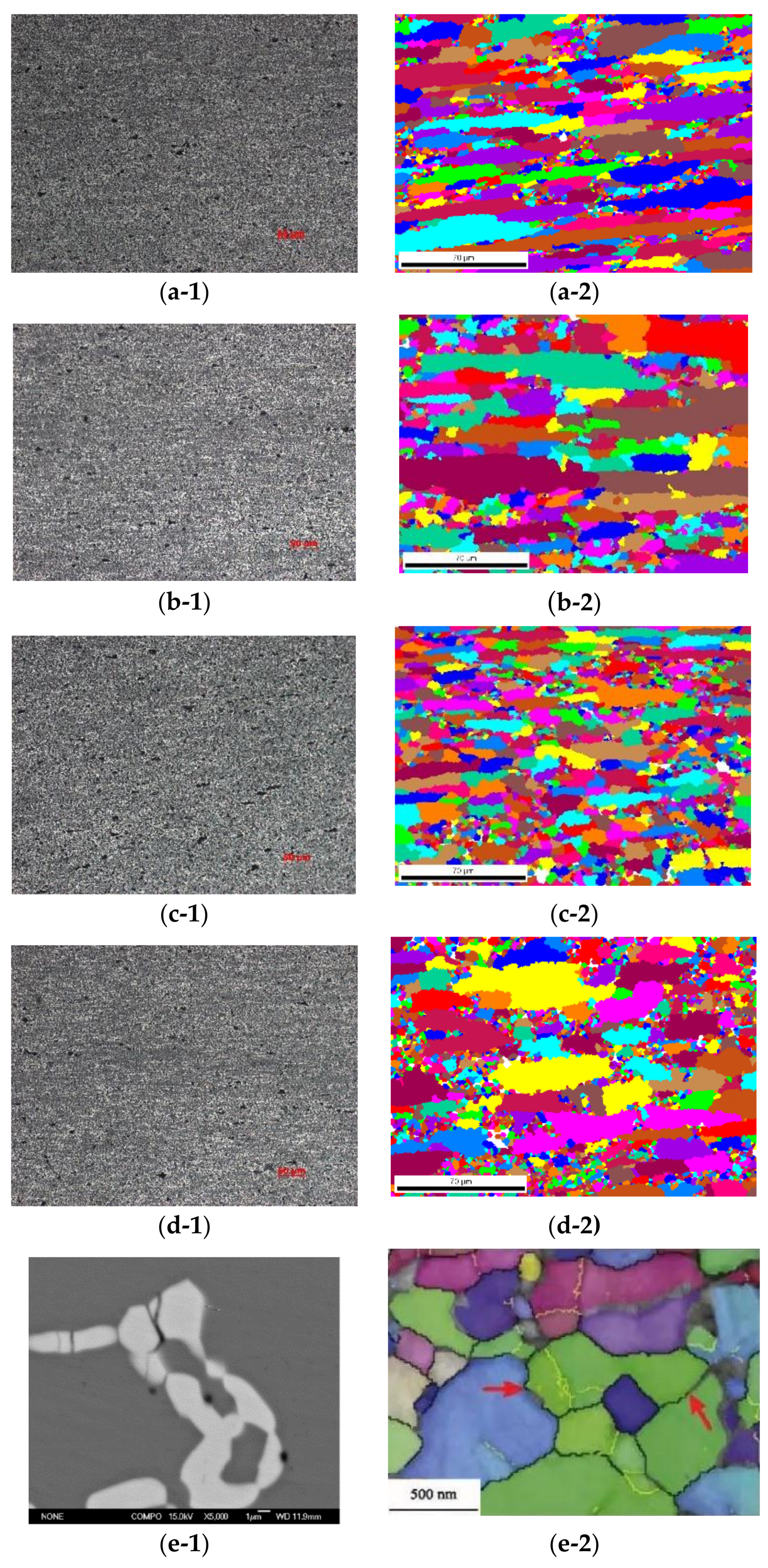
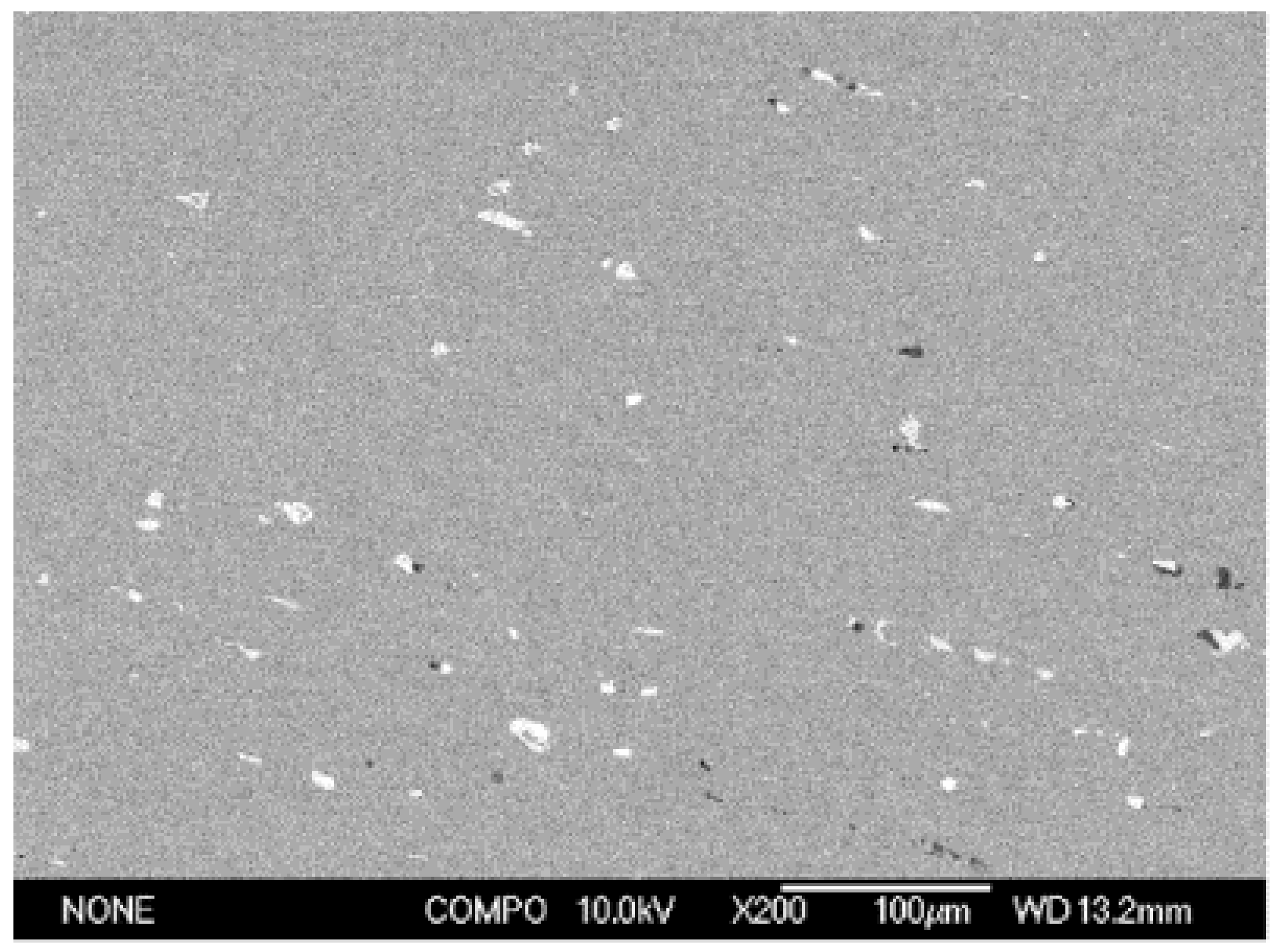
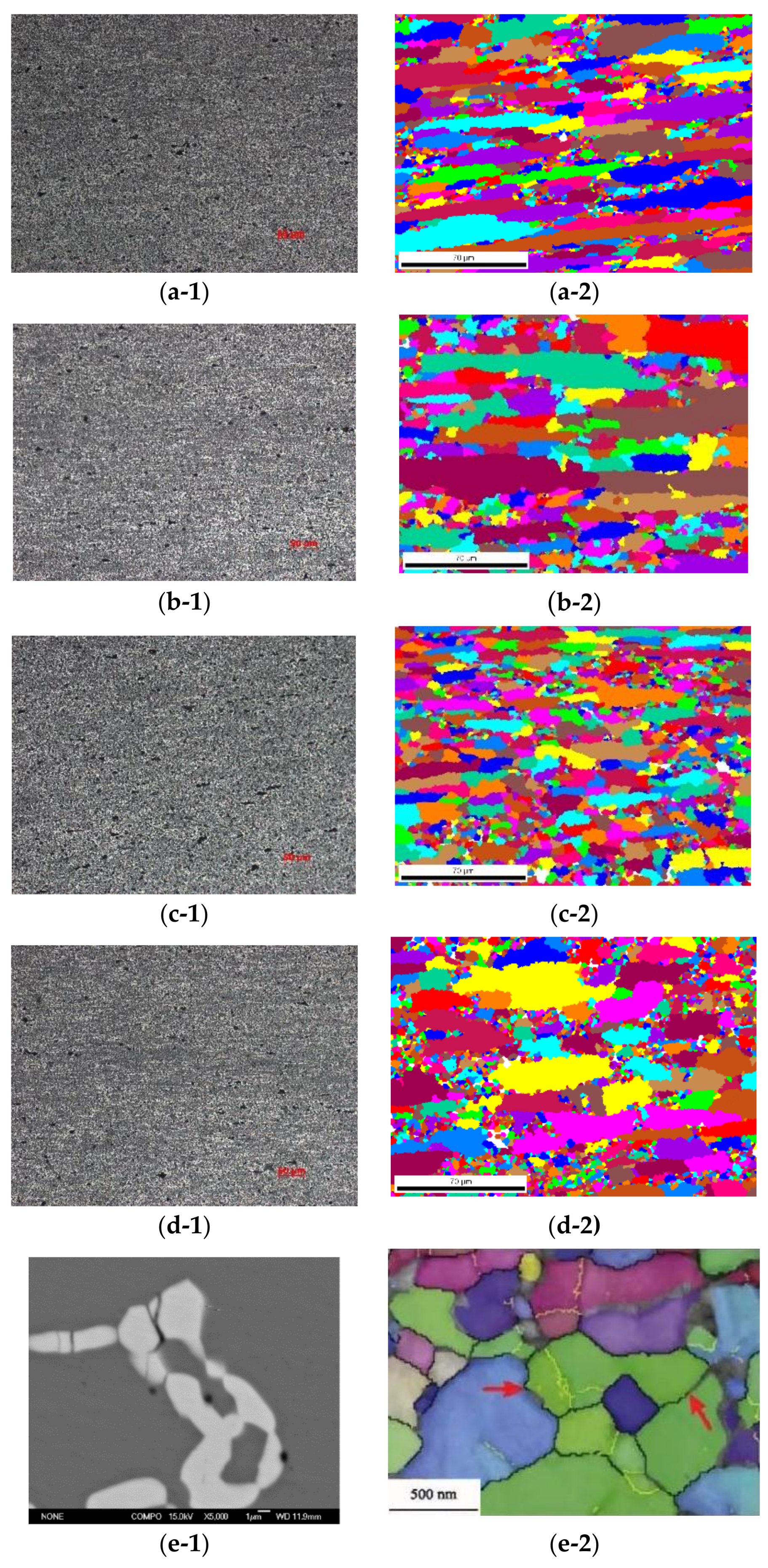
3.3. Effect of Type of Cooling on the Microstructure of Testing Samples
4. Conclusions
- It shows that, under the condition of warm hydroforming, the mechanical properties of the 7075-O aluminum alloy cylindrical cups were influenced very little by different types of cooling. Compared with air cooling, there were more precipitates of the cups with water cooling, but the ultimate strength was nearly unchanged. While the yield strength increased slightly and the specific elongation tended to decrease a little under the condition of water cooling.
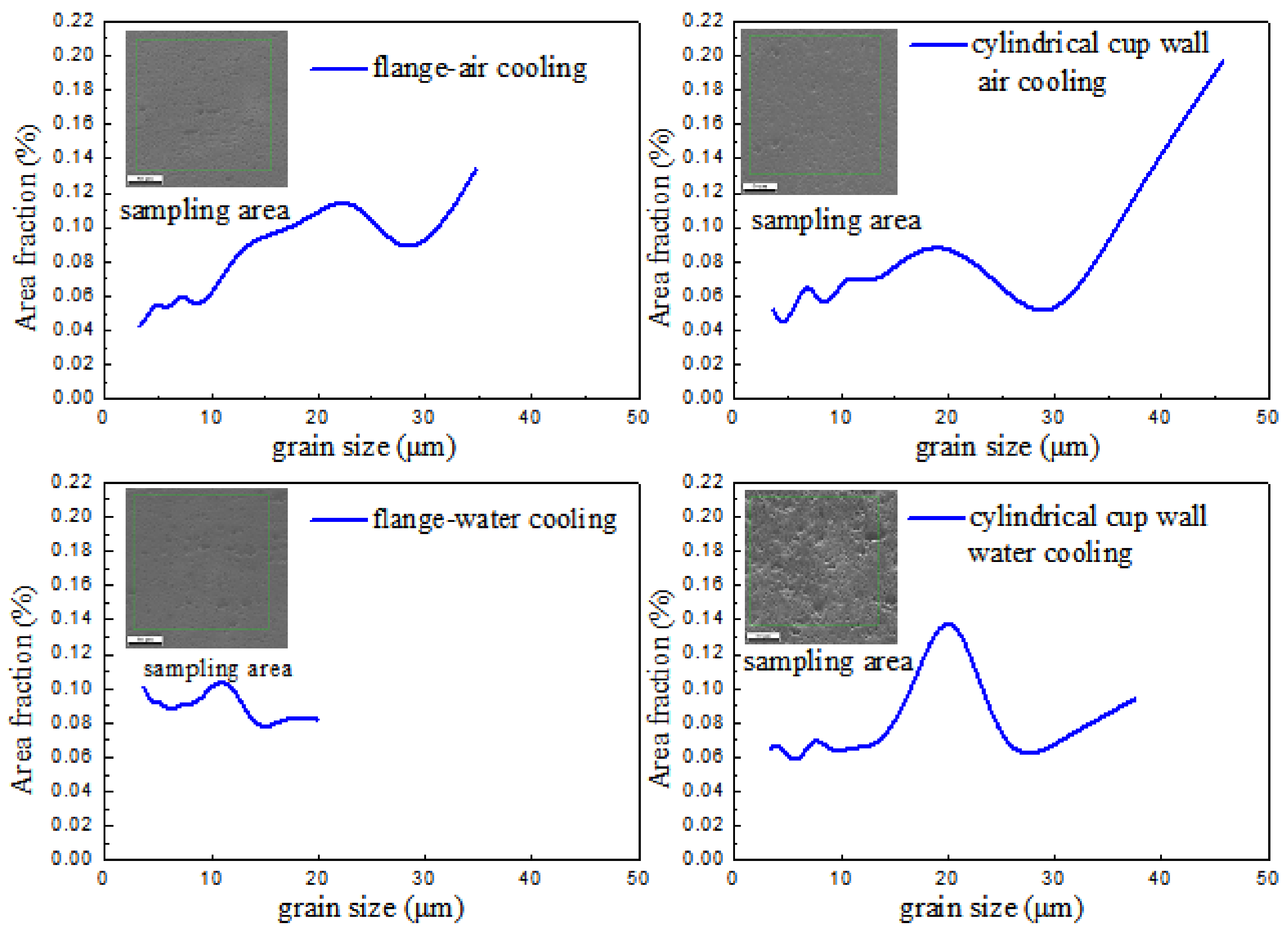
- Under the condition of air cooling, the grain of the flange and the cylindrical cup wall of the formed cups were coarsened inordinately and the grain of the cylindrical cup wall was the most serious in which the maximum grain size was 45 μm. Alternately, under the condition of water cooling, the grain size of the flange and the cylindrical cup wall of the cups were inhibited effectively and the grain size was smaller and more uniform than that of air cooling.
- It proves that the grain coarsening of the 7075-O aluminum alloy hydro-formed cups can be inhibited to a certain extent during warm/hot sheet hydroforming with subsequent rapid water cooling, which indicates that there is a positive significance in maintaining the stability of macro mechanical properties and inhibiting the degradation of the materials’ microstructure.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Lang, L.H.; Liu, B.S.; Liu, H.J.; Lyamina, E. Simulation of aluminium alloy 5A06 warm/hot hydromechanical sheet deep drawing. Mater. Sci. Forum. 2009, 623, 61–69. [Google Scholar] [CrossRef]
- Lang, L.H.; Wang, Z.R.; Kang, D.C.; Yuan, S.J.; Zhang, S.H.; Danckert, J.; Nielsen, K.B. Hydroforming highlights: Sheet hydroforming and tube hydroforming. J. Mater. Process. Technol. 2004, 151, 165–177. [Google Scholar] [CrossRef]
- Liu, B.S.; Lang, L.H.; Zeng, Y.S.; Lin, J.G. Forming characteristic of sheet hydroforming under the influence of through-thickness normal stress. J. Mater. Process. Technol. 2012, 212, 1875–1884. [Google Scholar] [CrossRef]
- Lang, L.H.; Cai, G.S.; Liu, K.N.; Alexandrov, S.; Du, P.M.; Zheng, H. Investigation on the effect of through thickness normal stress on forming limit at elevated temperature by using modified M-K model. Int. J. Mater. Form. 2015, 8, 211–228. [Google Scholar] [CrossRef]
- Lang, L.H.; Liu, B.S.; Li, T.; Zhao, X.N.; Zeng, Y.S. Experimental investigation on hydromechanical deep drawing of aluminum alloy with heated media. Steel Res. Int. 2012, 83, 230–237. [Google Scholar] [CrossRef]
- Cai, G.S.; Wu, C.Y.; Gao, Z.P.; Lang, L.H.; Alexandrov, S. Research on Al-alloy sheet forming formability during warm/hot sheet hydroforming based on elliptical warm bulging test. AIP Adv. 2018, 8, 1–9. [Google Scholar] [CrossRef]
- Lang, L.H.; Du, P.M.; Liu, B.S.; Cai, G.S.; Liu, K.N. Pressure rate controlled unified constitutive equations based on microstructure evolution for warm hydroforming. J. Alloys Compd. 2013, 574, 41–48. [Google Scholar] [CrossRef]
- Liu, K.N.; Lang, L.H.; Cai, G.S.; Yang, X.Y.; Guo, C.; Liu, B.S. A novel approach to determine plastic hardening curves of AA7075 sheet utilizing hydraulic bulging test at elevated temperature. Int. J. Mech. Sci. 2015, 100, 328–338. [Google Scholar] [CrossRef]
- Kaya, S.; Altan, T.; Groche, P.; Klöpsch, C. Determination of the flow stress of magnesium Az31-O sheet at elevated temperatures using the hydraulic bulge test. Int. J. Mach. Tools Manuf. 2008, 48, 550–557. [Google Scholar] [CrossRef]
- Mahabunphachai, S.; Koc, M. Investigations on forming of aluminum 5052 and 6061 sheet alloys at warm temperatures. Mater. Des. 2010, 31, 2422–2434. [Google Scholar] [CrossRef]
- Jeong, Y.; Gnäupel-Herold, T.; Barlat, F.; Iadicola, M.; Creuziger, A.; Lee, M.-G. Evaluation of biaxial flow stress based on elasto-viscoplastic self-consistent analysis of X-ray diffraction measurements. Int. J. Plast. 2015, 66, 103–118. [Google Scholar] [CrossRef]
- Min, J.Y.; Stoughton, T.B.; Carsley, J.E.; Carlson, B.E.; Lin, J.P.; Gao, X.L. Accurate characterization of biaxial stress-strain response of sheet metal from bulge testing. Int. J. Plast. 2017, 94, 192–213. [Google Scholar] [CrossRef]
- Groche, P.; Huber, R.; Doerr, J.; Schmoeckel, D. Hydromechanical deep-drawing of aluminium-alloys at Elevated Temperatures. CIRP Ann. 2002, 51, 215–218. [Google Scholar] [CrossRef]
- Zafar, R.; Lang, L.H.; Zhang, R.J. Analysis of hydro-mechanical deep drawing and the effects of cavity pressure on quality of simultaneously formed three-layer Al alloy parts. Int. J. Adv. Manuf. Tech. 2015, 80, 2117–2128. [Google Scholar] [CrossRef]
- He, D.G.; Lin, Y.C.; Chen, J.; Chen, D.D.; Huang, J.; Tang, Y.; Chen, M.S. Microstructural evolution and support vector regression model for an aged Ni-based superalloy during two-stage hot forming with stepped strain rates. Mater. Des. 2018, 154, 51–62. [Google Scholar] [CrossRef]
- Ji, H.C.; Liu, J.P.; Wang, B.Y.; Tang, X.F.; Lin, J.G.; Huo, Y.M. Microstructure evolution and constitutive equations for the high-temperature deformation of 5Cr21Mn9Ni4N heat-resistant steel. J. Alloys Compd. 2017, 693, 674–687. [Google Scholar] [CrossRef]
- Lin, Y.C.; Luo, S.C.; Yin, L.X.; Huang, J. Microstructural evolution and high temperature flow behaviors of a homogenized Sr-modified Al-Si-Mg alloy. J. Alloys Compd. 2018, 739, 590–599. [Google Scholar] [CrossRef]
- Cai, G.S.; Zhou, X.J.; Lang, L.H.; Alexandrov, S. Research on aluminum alloy sheet thermoplastic deformation behavior based upon warm bulging test. AIP Adv. 2016, 6, 1–8. [Google Scholar] [CrossRef]
- Cai, G.S.; Lang, L.H.; Liu, K.N.; Alexandrov, S.; Zhang, D.X.; Yang, X.Y.; Guo, C. Research on the effect of flow stress calculation on aluminum alloy sheet deformation behavior based on warm bulging test. Met. Mater. Int. 2015, 21, 365–373. [Google Scholar] [CrossRef]
- Koç, M.; Billur, E.; Necati, Ö.N. An experimental study on the comparative assessment of hydraulic bulge test analysis methods. Mater. Des. 2011, 32, 272–281. [Google Scholar] [CrossRef]
- Hu, J.Q. Experimental Simulation of Control Rolling Process of 7075 Aluminum Alloy. Master’s Thesis, Central South University, Changsha, China, 2003. [Google Scholar]
- Lu, J.; Song, Y.L.; Hua, L.; Zheng, K.L.; Dai, D.G. Thermal deformation behavior and processing maps of 7075 aluminum alloy sheet based on isothermal uniaxial tensile tests. J. Alloys Compd. 2018, 767, 856–869. [Google Scholar] [CrossRef]
- Tian, W.M.; Li, S.M.; Liu, J.H.; Yu, M.; Du, Y.J. Preparation of bimodal grain size 7075 aviation aluminum alloys and their corrosion properties. Chin. J. Aeronaut. 2017, 30, 1777–1788. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Zn | Mg | Cu | Mn | Cr | Fe | Si | Ti | others | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| Percent (%) | 5.1 | 2.1 | 1.2 | 0.3 | 0.18 | 0.5 | 0.4 | 0.2 | 0.2 | rest |
| Serial Number | Temperature (°C) | Maximum Pressure (MPa) | Sizes of Cylindrical Cups (mm) | Type of Cooling | Samples of Uniaxial Tension (mm) | Rolling Direction (°) |
|---|---|---|---|---|---|---|
| 1 | 210 | Pmax = 14.5 | t0 = 1.0; φ = 80; h = 85 | Water cooling | L0 = 71 | 0 |
| 2 | 210 | Pmax = 14.4 | t0 = 1.0; φ = 80; h = 85 | Water cooling | L0 = 71 | 0 |
| 3 | 210 | Pmax = 14.3 | t0 = 1.0; φ = 80; h = 85 | Water cooling | L0 = 71 | 0 |
| 4 | 210 | Pmax = 14.5 | t0 = 1.0; φ = 80; h = 85 | Air cooling | L0 = 71 | 0 |
| 5 | 210 | Pmax = 14.4 | t0 = 1.0; φ = 80; h = 85 | Air cooling | L0 = 71 | 0 |
| 6 | 210 | Pmax = 14.3 | t0 = 1.0; φ = 80; h = 85 | Air cooling | L0 = 71 | 0 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cai, G.; Wu, C.; Zhang, D. Investigation on the Effect of Type of Cooling on the Properties of Aluminum Alloy during Warm/Hot Hydromechanical Deep Drawing. Symmetry 2018, 10, 362. https://doi.org/10.3390/sym10090362
Cai G, Wu C, Zhang D. Investigation on the Effect of Type of Cooling on the Properties of Aluminum Alloy during Warm/Hot Hydromechanical Deep Drawing. Symmetry. 2018; 10(9):362. https://doi.org/10.3390/sym10090362
Chicago/Turabian StyleCai, Gaoshen, Chuanyu Wu, and Dongxing Zhang. 2018. "Investigation on the Effect of Type of Cooling on the Properties of Aluminum Alloy during Warm/Hot Hydromechanical Deep Drawing" Symmetry 10, no. 9: 362. https://doi.org/10.3390/sym10090362
APA StyleCai, G., Wu, C., & Zhang, D. (2018). Investigation on the Effect of Type of Cooling on the Properties of Aluminum Alloy during Warm/Hot Hydromechanical Deep Drawing. Symmetry, 10(9), 362. https://doi.org/10.3390/sym10090362