
Substance Flow Analysis of Zinc in Two Preheater–Precalciner Cement Plants and the Associated Atmospheric Emissions

 , and
, and 
Abstract
:1. Introduction
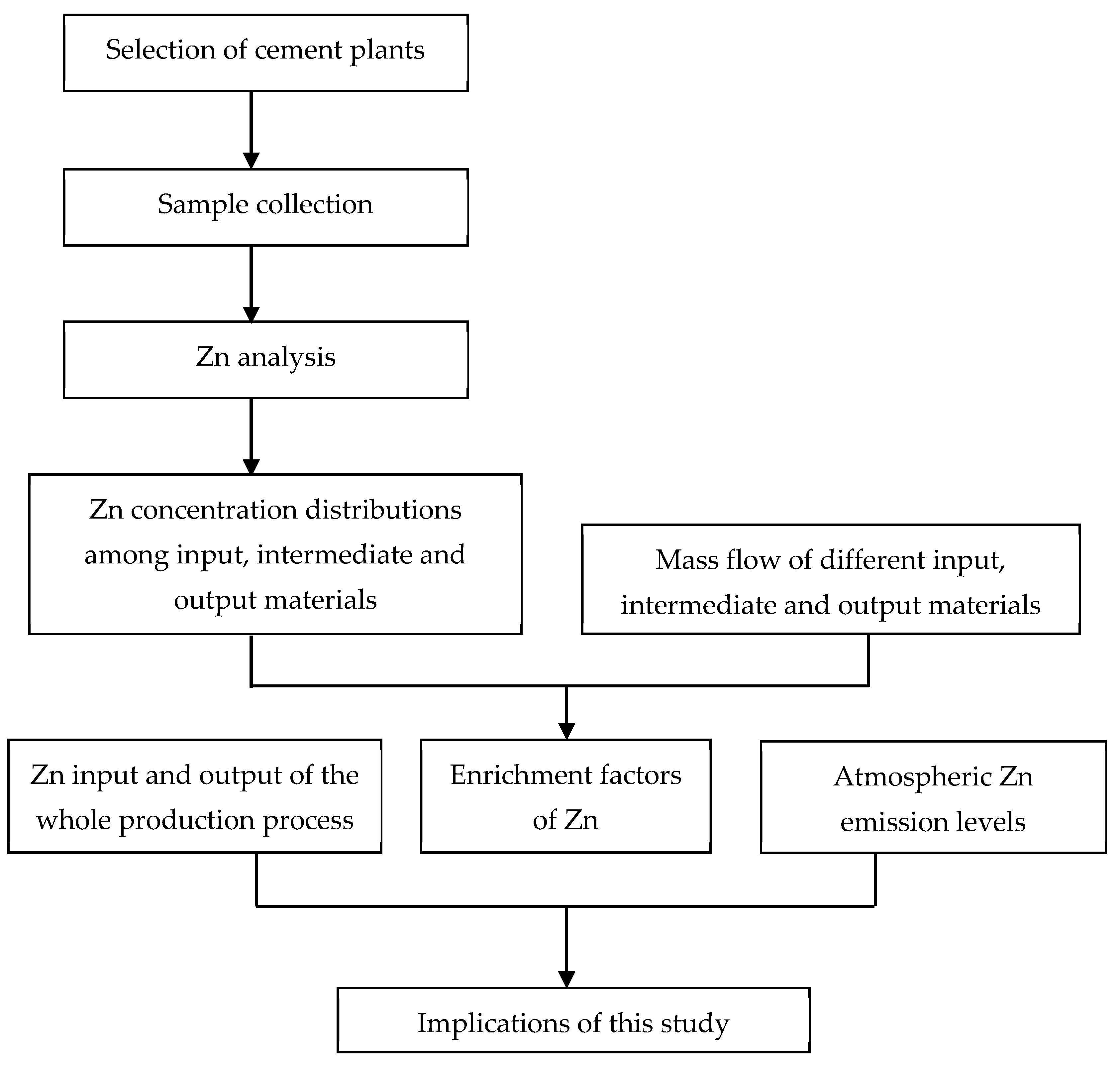
2. Materials and Methods
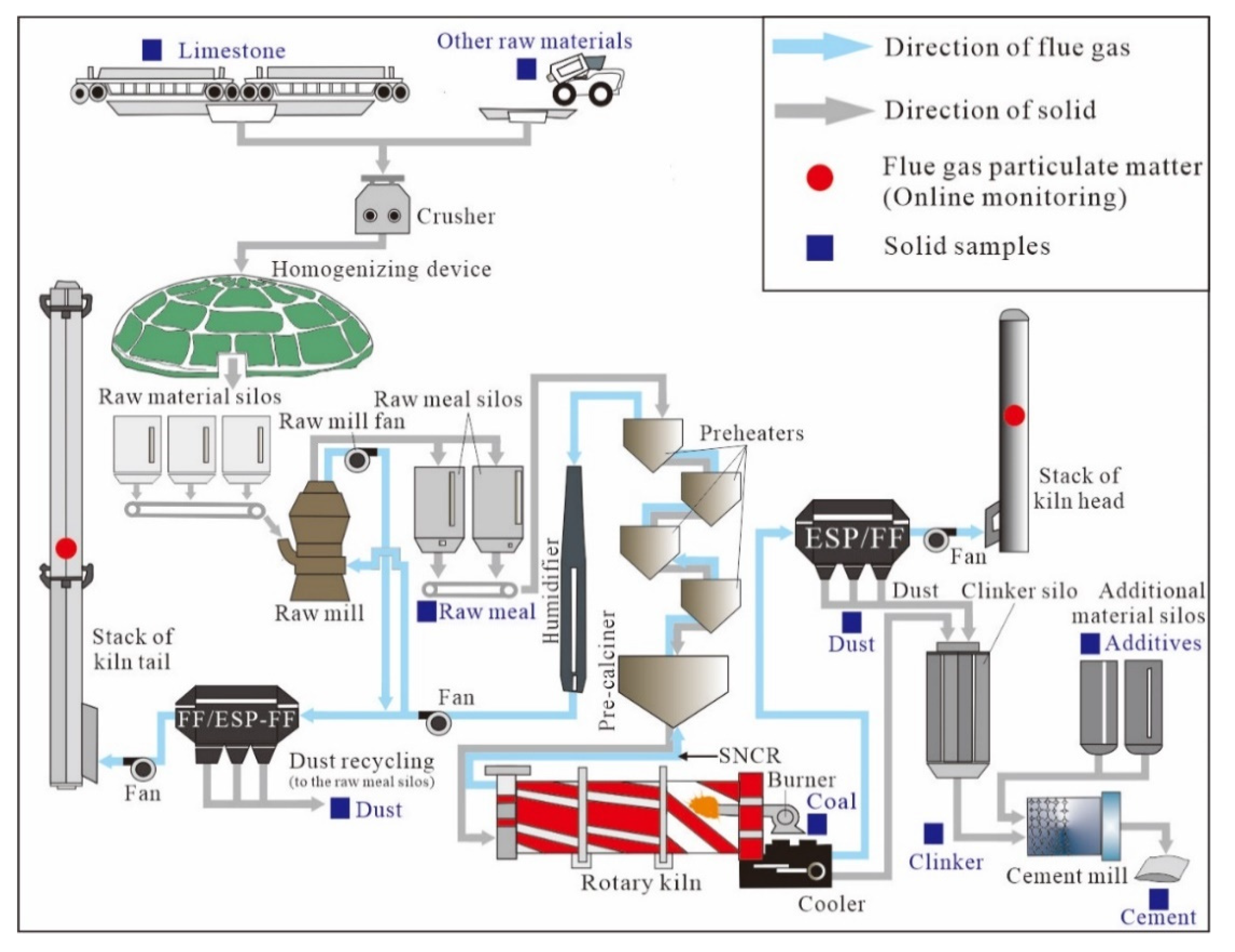
2.1. Cement Plants and Sample Collection
2.2. Sample Preparation and Determination
2.3. Quality Assurance and Quality Control
2.4. Enrichment Factor and Atmospheric Emission Factor Calculations
2.4.1. Enrichment Factor
2.4.2. Atmospheric Emission Factor
3. Results and Discussion
3.1. Concentration of Zn in Different Solid Materials
3.1.1. Raw Materials and Coal
3.1.2. Intermediate Products
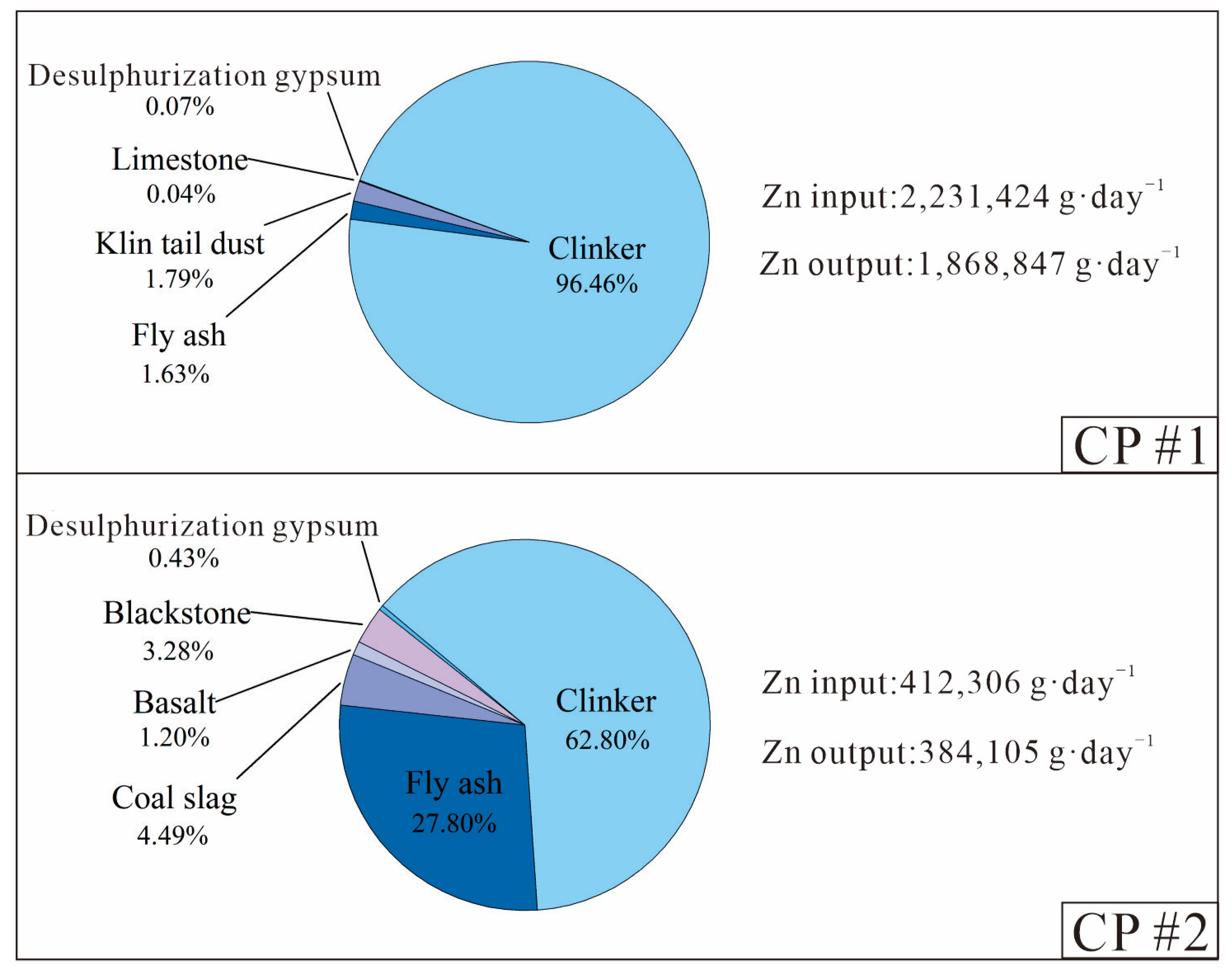
3.1.3. Materials in Clinker-to-Cement Production Process
3.2. Atmospheric Zn Emissions
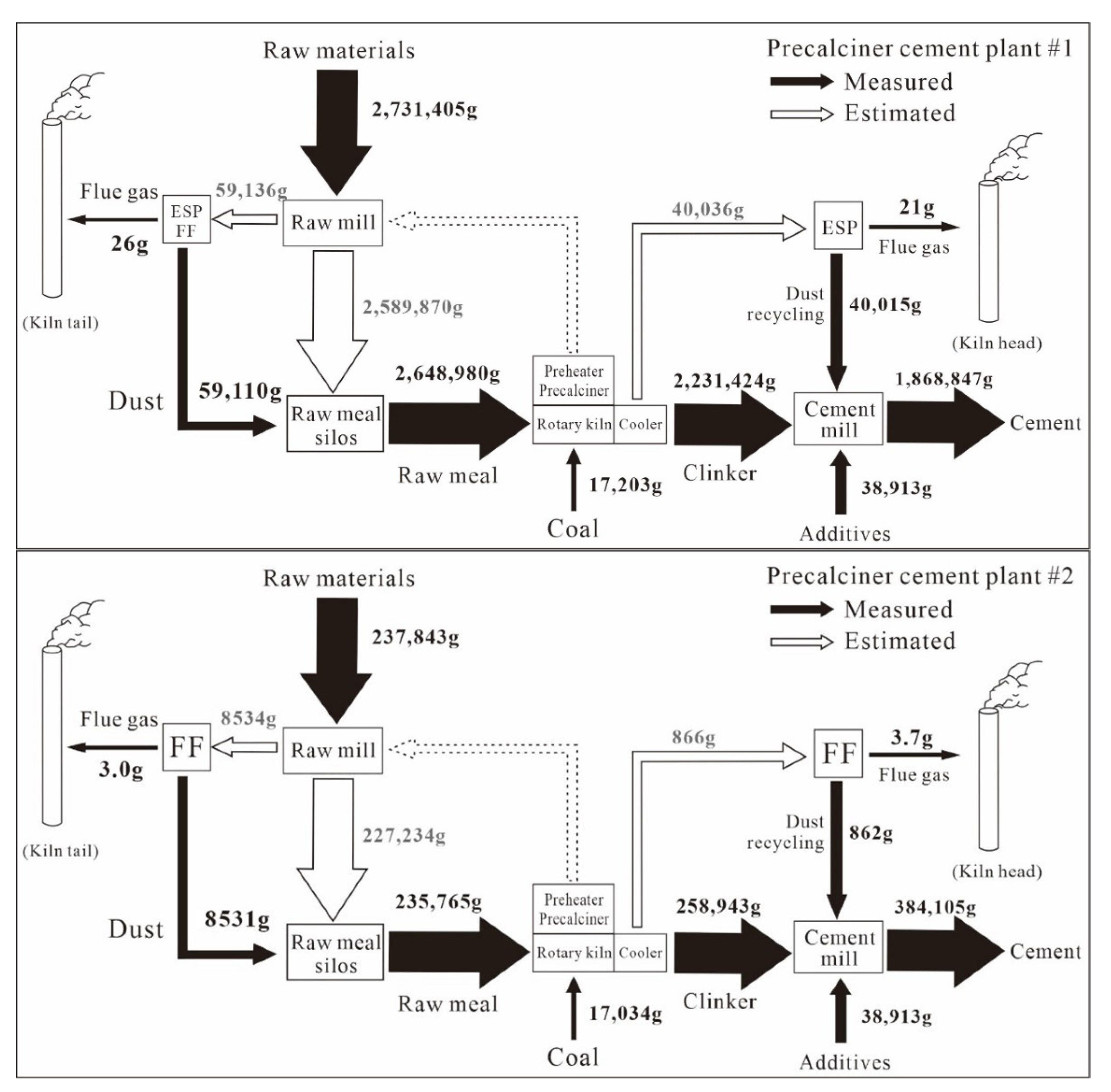
3.3. Mass Flow of Zn during Clinker and Cement Production
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Zn Input/Output | Materials | Zn Concentration (mg·kg−1) | ||
|---|---|---|---|---|
| Cement Plant #1 Rang (Mean ± Standard Deviation) | Cement Plant #2 Rang (Mean ± Standard Deviation) | |||
| Zn input | Raw/alternative materials | Limestone | 4–5 (5 ± 0, n = 3) a | 16–26 (21 ± 4, n = 3) |
| Shale | 95–127 (108 ± 14, n = 3) | 111 (n = 1) | ||
| Iron-rich materials | 18,262–20,868 (19,383 ± 1095, n = 3) | / b | ||
| Beneficiation waste | / | 85–102 (94 ± 9, n = 2) | ||
| Yellow phosphorus slag | / | 35–48 (41 ± 5, n = 3) | ||
| Carbide slag | / | 32–37 (35 ± 3, n = 2) | ||
| Coal slag | / | 85–90 (87 ± 2, n = 3) | ||
| Fuel | Coal | 18–28 (24 ± 4, n = 3) | 20–33 (26 ± 5, n = 3) | |
| Weighted average | 365 | 27 | ||
| Intermediate products | Raw meal | 308–385 (343 ± 32, n = 3) | 27–28 (27 ± 1, n = 3) | |
| Kiln tail dust | 296–357 (320 ± 27, n = 3) | 30–37 (33 ± 3, n = 3) | ||
| Zn output | Kiln head dust | 393–437 (417 ± 18, n = 3) | 43 (n = 1) | |
| Stack flue gas at the kiln tail | 1.76 c | 0.29 c | ||
| Stack flue gas at the kiln head | 1.92 c | 0.62 c | ||
| Clinker | 393–449 (428 ± 25, n = 3) | 48–50 (49 ± 1, n = 3) | ||
| Zn Input/Output | Material | Zn Concentration (Mean ± SD, mg·kg−1) | |
|---|---|---|---|
| Cement Plant #1 Rang (Mean ± Standard Deviation) | Cement Plant #2 Rang (Mean ± Standard Deviation) | ||
| Zn input | Clinker | 393–449 (428 ± 25, n = 3) a | 48–50 (49 ± 1, n = 3) |
| Kiln head dust | 393–437 (417 ± 18, n = 3) | 43 (n = 1) | |
| Fly ash from coal-fired power plants | 79–92 (86 ± 7, n = 3) | 213–215 (214 ± 1, n = 3) | |
| Desulfurization gypsum | 5–6 (6 ± 1, n = 3) | 6–7 (7 ± 0, n = 3) | |
| Limestone | 4–5 (5 ± 0, n = 3) | / b | |
| Bottom ash from coal-fired power plants | / | 85–90 (87 ± 2, n = 3) | |
| Basalt | / | 156–170 (165 ± 6, n = 3) | |
| Black stone | / | 189–292 (225 ± 47, n = 3) | |
| Weighted average | 362 | 65 | |
| Zn output | Cement products | 278–399 (357 ± 45, n = 6) | 58–63 (60 ± 3, n = 6) |
| Material Input/Output | Materials | Mass Flow (t·Day−1) | ||
|---|---|---|---|---|
| Cement Plant #1 | Cement Plant #2 | |||
| Input | Raw/alternative materials | Limestone | 6235 | 7960 |
| Shale | 432 | 52 | ||
| Iron-rich materials | 137 | / a | ||
| Beneficiation waste | / | 494 | ||
| Yellow phosphorus slag | / | 183 | ||
| Carbide slag | / | 165 | ||
| Coal slag | / | 45 | ||
| Fuel | Coal | 723 | 649 | |
| Intermediate products | Raw meal | 7723 | 8600 | |
| Kiln tail dust | 185 | 260 | ||
| Output | Kiln head dust | 134 | 20 | |
| Stack flue gas at the kiln tail | 1486 b | 1046 b | ||
| Stack flue gas at the kiln head | 1098 b | 601 b | ||
| Clinker | 5025 | 5236 | ||
| Material Input/Output | Materials | Mass Flow (t·Day−1) | |
|---|---|---|---|
| Cement Plant #1 | Cement Plant #2 | ||
| Input | Clinker | 5025 | 5236 |
| Kiln head dust | 96 | 20 | |
| Fly ash from coal-fired power plants | 424 | 535 | |
| Desulfurization gypsum | 264 | 271 | |
| Limestone | 212 | / a | |
| Bottom ash from coal-fired power plants | / | 212 | |
| Basalt | / | 30 | |
| Black stone | / | 60 | |
| Output | Cement products | 6021 | 6364 |
References
- Lefevre, I.; Vogel-Mikus, K.; Jeromel, L.; Vavpetic, P.; Planchon, S.; Arcon, I.; Elteren, J.T.V.; Lepoint, G.; Gobert, S.; Renaut, J. Differential cadmium and zinc distribution in relation to their physiological impact in the leaves of the accumulating Zygophyllum fabago L. Plant Cell Environ. 2014, 37, 1299–1320. [Google Scholar] [CrossRef] [PubMed]
- Li, M.; Liu, Z.; Chen, J.; Huang, X.; Liu, J.; Xie, Y.; Hu, B.; Xu, Z.; Zhang, Y.; Wang, Y. Characteristics and Source Apportionment of Metallic Elements in PM2.5 at Urban and Suburban Sites in Beijing: Implication of Emission Reduction. Atmosphere 2019, 10, 105. [Google Scholar] [CrossRef] [Green Version]
- Li, Z.; Wang, Q.; Xiao, Z.; Fan, L.; Wang, D.; Li, X.; Du, J.; Cheng, J. Behaviors of Chromium in Coal-Fired Power Plants and Associated Atmospheric Emissions in Guizhou, Southwest China. Atmosphere 2020, 11, 951. [Google Scholar] [CrossRef]
- Bañuelos, G.S.; Ajwa, H.A. Trace elements in soils and plants: An overview. J. Environ. Sci. Health A 1999, 34, 951–974. [Google Scholar] [CrossRef]
- Jean-Soro, L.; Le Guern, C.; Bechet, B.; Lebeau, T.; Ringeard, M.-F. Origin of trace elements in an urban garden in Nantes, France. J. Soils Sediments 2015, 15, 1802–1812. [Google Scholar] [CrossRef]
- Streets, D.G.; Horowitz, H.M.; Lu, Z.; Levin, L.; Thackray, C.P.; Sunderland, E.M. Five hundred years of anthropogenic mercury: Spatial and temporal release profiles. Environ. Res. Lett. 2019, 14, 084044. [Google Scholar] [CrossRef] [Green Version]
- Zhao, S.L.; Duan, Y.F.; Li, Y.N.; Liu, M.; Lu, J.H.; Ding, Y.J.; Gu, X.B.; Tao, J.; Du, M.S. Emission characteristic and transformation mechanism of hazardous trace elements in a coal-fired power plant. Fuel 2018, 214, 597–606. [Google Scholar] [CrossRef]
- Bing, H.; Wu, Y.; Zhou, J.; Liang, J.; Wang, J.; Yang, Z. Mobility and eco-risk of trace metals in soils at the Hailuogou Glacier foreland in eastern Tibetan Plateau. Environ. Sci. Pollut. Res. 2016, 23, 5721–5732. [Google Scholar] [CrossRef]
- Barandovski, L.; Stafilov, T.; Šajn, R.; Frontasyeva, M.; Bačeva Andonovska, K. Atmospheric Heavy Metal Deposition in North Macedonia from 2002 to 2010 Studied by Moss Biomonitoring Technique. Atmosphere 2020, 11, 929. [Google Scholar] [CrossRef]
- Li, X.; Li, Z.; Lin, C.-J.; Bi, X.; Liu, J.; Feng, X.; Zhang, H.; Chen, J.; Wu, T. Health risks of heavy metal exposure through vegetable consumption near a large-scale Pb/Zn smelter in central China. Ecotoxicol. Environ. Saf. 2018, 161, 99–110. [Google Scholar] [CrossRef]
- Bleiwas, D.I.; Di Francesco, C. Historical zinc smelting in New Jersey, Pennsylvania, Virginia, West Virginia, and Washington, D.C., with estimates of atmospheric zinc emissions and other materials. U.S. Geol. Surv. Open-File Rep. 2010, 1131, 189. [Google Scholar]
- Potter, N.A.; Meltzer, G.Y.; Avenbuan, O.N.; Raja, A.; Zelikoff, J.T. Particulate matter and associated metals: A link with neurotoxicity and mental health. Atmosphere 2021, 12, 425. [Google Scholar] [CrossRef]
- Li, R.; Li, J.; Cui, L.; Wu, Y.; Fu, H.; Chen, J.; Chen, M. Atmospheric emissions of Cu and Zn from coal combustion in China: Spatio-temporal distribution, human health effects, and short-term prediction. Environ. Pollut. 2017, 229, 724–734. [Google Scholar] [CrossRef] [PubMed]
- Meij, R. Trace elements behavior in coal-fired power plants. Fuel Process. Technol. 1994, 39, 199–217. [Google Scholar] [CrossRef]
- Liu, K.; Shang, Q.; Wan, C. Sources and Health Risks of Heavy Metals in PM2.5 in a Campus in a Typical Suburb Area of Taiyuan, North China. Atmosphere 2018, 9, 46. [Google Scholar] [CrossRef] [Green Version]
- Hicks, W.; Beevers, S.; Tremper, A.H.; Stewart, G.; Priestman, M.; Kelly, F.J.; Lanoisellé, M.; Lowry, D.; Green, D.C. Quantification of Non-Exhaust Particulate Matter Traffic Emissions and the Impact of COVID-19 Lockdown at London Marylebone Road. Atmosphere 2021, 12, 190. [Google Scholar] [CrossRef]
- Udayanga, W.C.; Veksha, A.; Giannis, A.; Lisak, G.; Chang, V.W.C.; Lim, T.T. Fate and distribution of heavy metals during thermal processing of sewage sludge. Fuel 2018, 226, 721–744. [Google Scholar] [CrossRef]
- Mlakar, T.L.; Horvat, M.; Vuk, T.; Stergarsek, A.; Kotnik, J.; Tratnik, J.; Fajon, V. Mercury species, mass flows and processes in a cement plant. Fuel 2010, 89, 1936–1945. [Google Scholar] [CrossRef]
- Nriagu, J.O.; Pacyna, J.M. Quantitative assessment of worldwide contamination of air, water and soils by trace metals. Nature 1988, 333, 134–139. [Google Scholar] [CrossRef] [PubMed]
- Arfala, Y.; Douch, J.; Assabbane, A.; Kaaouachi, K.; Tian, H.; Hamdani, M. Assessment of heavy metals released into the air from the cement kilns co-burning waste: Case of Oujda cement manufacturing (Northeast Morocco). Sustain. Environ. Res. 2018, 28, 363–373. [Google Scholar] [CrossRef]
- Hua, S.; Tian, H.; Wang, K.; Zhu, C.; Gao, J.; Ma, Y.; Xue, Y.; Wang, Y.; Duan, S.; Zhou., J. Atmospheric emission inventory of hazardous air pollutants from China’s cement plants: Temporal trends, spatial variation characteristics and scenario projections. Atmos. Environ. 2016, 128, 1–9. [Google Scholar] [CrossRef]
- Gołuchowska, B.; Strzyszcz, Z.; Kusza, G. Magnetic susceptibility and heavy metal content in dust from the lime plant and the cement plant in Opole Voivodeship. Arch. Environ. Prot. 2012, 38, 71–80. [Google Scholar] [CrossRef]
- National Bureau of Statistics of China. China Statistical Yearbook; China Statistics Press: Beijing, China, 1991. (In Chinese) [Google Scholar]
- National Bureau of Statistics of China. China Statistical Yearbook; China Statistics Press: Beijing, China, 2021. (In Chinese) [Google Scholar]
- Cai, X.; Cai, B.; Zhang, H.; Chen, L.; Zheng, C.; Tong, P.; Lin, H.; Zhang, Q.; Liu, M.; Tong, Y.; et al. Establishment of high-resolution atmospheric mercury emission inventories for Chinese cement plants based on the mass balance method. Environ. Sci. Technol. 2020, 54, 13399–13408. [Google Scholar] [CrossRef] [PubMed]
- Bureau of Statistics of Guizhou Province. Guizhou Statistical Yearbook; China Statistics Press: Beijing, China, 2021. (In Chinese) [Google Scholar]
- Zhu, J.; Yang, K.; Chen, Y.; Fan, G.; Zhang, L.; Guo, B.; Guan, X.; Zhao, R. Revealing the substitution preference of zinc in ordinary Portland cement clinker phases: A study from experiments and DFT calculations. J. Hazard. Mater. 2021, 409, 124504. [Google Scholar] [CrossRef] [PubMed]
- Qi, L.; Grégoire, D.C. Determination of trace elements in twenty-six Chinese geochemistry reference materials by inductively coupled plasma-mass spectrometry. Geostand. Geoanal. Res. 2000, 24, 51–63. [Google Scholar]
- Li, X.Y.; Li, Z.G.; Wu, T.T.; Chen, J.; Fu, C.C.; Zhang, L.M.; Feng, X.B.; Fu, X.W.; Tang, L.; Wang, Z.K.; et al. Atmospheric mercury emissions from two precalciner cement plants in Southwest China. Atmos. Environ. 2019, 199, 177–188. [Google Scholar] [CrossRef]
- Cui, J.; He, J.; Xiao, Y.; Li, J.; Di, Y. Characterization of input materials to provide an estimate of mercury emissions related to China’s cement industry. Atmos. Environ. 2021, 246, 118133. [Google Scholar] [CrossRef]
- GB 30760-2014; Technical Specification for Coprocessing of Solid Waste in Cement Kiln. General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China and China National Standardization Administration Committee: Beijing, China, 2014. (In Chinese)
- Achternbosch, M.; Bräutigam, K.-R.; Hartlieb, N.; Kupsch, C.; Richers, U.; Stemmermann, P. Impact of the use of waste on trace element concentrations in cement and concrete. Waste Manag. Res. 2005, 23, 328–337. [Google Scholar] [CrossRef] [PubMed]
- Yan, D.; Peng, Z.; Yu, L.; Sun, Y.; Yong, R.; Karstensen, K.H. Characterization of heavy metals and PCDD/Fs from water-washing pretreatment and a cement kiln co-processing municipal solid waste incinerator fly ash. Waste Manag. 2018, 76, 106–116. [Google Scholar] [CrossRef]
- Li, C.; Nie, Z.; Cui, S.; Gong, X.; Wang, Z.; Meng, X. The life cycle inventory study of cement manufacture in China. J. Clean. Prod. 2014, 72, 204–211. [Google Scholar] [CrossRef]
- Chen, C.; Habert, G.; Bouzidi, Y.; Jullien, A. Environmental impact of cement production: Detail of the different processes and cement plant variability evaluation. J. Clean. Prod. 2010, 18, 478–485. [Google Scholar] [CrossRef]
- Zhou, X.; Feng, X.; Bi, X.; Li, X.; Wang, Q.; Li, S.; He, T.; Li, Z. Partitioning behaviors of zinc in eight coal-fired power plants with different fueled coals and air pollution control devices. Environ. Sci. Pollut. Res. 2021, 28, 21599–21609. [Google Scholar] [CrossRef] [PubMed]
- Huang, Y.M.; Liu, J.L.; Feng, X.B.; Hu, G.J.; Li, X.Y.; Zhang, L.M.; Yang, L.; Wang, G.; Sun, G.Y.; Li, Z.G. Fate of thallium during precalciner cement production and the at-mospheric emissions. Process Saf. Environ. Prot. 2021, 151, 158–165. [Google Scholar] [CrossRef]
- Huang, Y.M.; Liu, J.L.; Yang, L.; Li, X.Y.; Hu, G.J.; Wang, G.; Sun, G.Y.; Li, Z.G. Fate of lead and cadmium in precalciner cement plants and their atmospheric releases. ACS Omega 2021, 6, 21265–21275. [Google Scholar] [CrossRef] [PubMed]
- Lederer, J.; Trinkel, V.; Fellner, J. Wide-scale utilization of MSWI fly ashes in cement production and its impact on average heavy metal contents in cements: The case of Austria. Waste Manag. 2017, 60, 247–258. [Google Scholar] [CrossRef] [PubMed]
- Tian, L. Migration and Transformation of Heavy Metals in Co-Processing of Waste Incineration Fly Ash Cement Kiln under Different Pretreatment Modes. Master’s Thesis, Beijing University of Chemical Technology, Beijing, China, 2020. (In Chinese with English Abstract). [Google Scholar]
- Gineys, N.; Aouad, G.; Sorrrentino, F.; Damidot, D. Incorporation of trace elements in Portland cement clinker: Thresholds limits for Cu, Ni, Sn or Zn. Cem. Concr. Res. 2011, 41, 1177–1184. [Google Scholar] [CrossRef]


| Cement Plants | Process Types | Production Capacity (t Clinker·Day−1 Line−1) | Raw Materials | Air Pollution Control Devices a | |
|---|---|---|---|---|---|
| Kiln Tail | Kiln Head | ||||
| CP#1 | Preheater–Precalciner | 5000 | Limestone/Shale/Iron-rich materials (nonferrous smelting slag) | SNCR + ESP − FF | ESP |
| CP#2 | Preheater–Precalciner | 4500 | Limestone/Shale/Beneficiation waste/Yellow phosphorus slag/Carbide slag/Coal slag | SNCR + FF | FF |
| Cement Plants | EMF1 (mg Zn·t−1 Clinker) | EMF2 (mg Zn·t−1 Cement) | ||||
|---|---|---|---|---|---|---|
| Kiln Tail | Kiln Head | Total | Kiln Tail | Kiln Head | Total | |
| CP#1 | 5.20 | 4.19 | 9.39 | 4.99 | 4.02 | 9.01 |
| CP#2 | 0.57 | 0.71 | 1.28 | 0.48 | 0.60 | 1.08 |
| Mean | 2.89 | 2.45 | 5.34 | 2.74 | 2.31 | 5.05 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Z.; Huang, Y.; Li, X.; Wang, G.; Wang, Q.; Sun, G.; Feng, X. Substance Flow Analysis of Zinc in Two Preheater–Precalciner Cement Plants and the Associated Atmospheric Emissions. Atmosphere 2022, 13, 128. https://doi.org/10.3390/atmos13010128
Li Z, Huang Y, Li X, Wang G, Wang Q, Sun G, Feng X. Substance Flow Analysis of Zinc in Two Preheater–Precalciner Cement Plants and the Associated Atmospheric Emissions. Atmosphere. 2022; 13(1):128. https://doi.org/10.3390/atmos13010128
Chicago/Turabian StyleLi, Zhonggen, Yiming Huang, Xinyu Li, Guan Wang, Qingfeng Wang, Guangyi Sun, and Xinbin Feng. 2022. "Substance Flow Analysis of Zinc in Two Preheater–Precalciner Cement Plants and the Associated Atmospheric Emissions" Atmosphere 13, no. 1: 128. https://doi.org/10.3390/atmos13010128
APA StyleLi, Z., Huang, Y., Li, X., Wang, G., Wang, Q., Sun, G., & Feng, X. (2022). Substance Flow Analysis of Zinc in Two Preheater–Precalciner Cement Plants and the Associated Atmospheric Emissions. Atmosphere, 13(1), 128. https://doi.org/10.3390/atmos13010128