1. Introduction
Buildings are responsible for 30% of the world’s energy consumption and for 28% of CO2 emissions. A passive way of saving energy is by taking action to improve the thermal enclosure of buildings. In recent times, there are technical materials on the market that offer good insulating properties, including those of plastic origin (expanded polystyrene, extruded polystyrene, polyurethane foam, etc.) and those of mineral origin (glass fiber, rock wool, vermiculite, perlite, etc.), but their production consumes a large amount of energy and they are not biodegradable.
Due to the environmental problems deriving from their manufacture, the use of renewable and eco-friendly resources is growing, and this has led to a considerable increase in research works focusing on the use of plant fibers for developing new thermal insulation products and the use of natural adhesives.
A large amount of plant waste is currently burned, shredded, buried, or taken to landfill sites. Therefore, the use of these plant fibers as a natural and renewable element in insulating materials would have significant environmental and economic benefits, because the product would fix CO2 throughout the building’s lifetime and would also be completely biodegradable at the end of its useful life. When choosing a natural insulating material, several factors should be considered, such as its thermal performance, availability, cost, installation method and ecological impact.
Studies have been carried out on the insulating properties of plant waste and fibers: coconut fiber [
1], paper manufacturing waste and corn peel [
2], kenaf fibers [
3], cotton stalk fibers [
4,
5], coconut husk and bagasse [
6], hemp fibers [
7,
8], date palm fibers and gypsum [
9], flax [
10], flax and hemp [
11], rice straw [
12], sisal [
13], sugarcane bagasse [
14], giant reed [
15,
16], Canary Islands palms [
17], and Washingtonia palms [
18].
Giant reed (Arundo donax L.) was used as a building material in many Mediterranean countries. In the south of the province of Alicante it was used in all buildings up to the beginning of the 20th century, mainly forming part of the roof and floor. It continued to be used in small detached houses and farm buildings until the 1960s. More recently, it is no longer used, thus leading to excessive growth of this plant population along river banks. This poses a serious threat when the water level rises, as the reeds can be easily ripped up by the force of the waters and result in problems such as blockage of bridges and other infrastructures. Therefore, the use of giant reeds for industrial purposes would provide an environmental advantage.
At present, most wood adhesives such as formaldehyde-based resins, vinyl acetate resins, and isocyanate-based resins are composed of different materials derived from fossil resources. Wood adhesives have been developed by the petrochemical industry and offer excellent performance, good working properties and are affordable. However, it is believed that the use of the current wood adhesives will inevitably be restricted in the future due to a decline in the reserves of fossil resources. This has led to a search for different types of natural adhesives for the formation of various insulation panels: lignin [
19], starch [
15] and tannins [
20]. Citric acid has recently been studied as a natural adhesive for wood [
14,
21], bamboo [
22], and sorghum stalk [
23]. Citric acid is an organic polycarboxylic acid that contains three carboxyl groups. It is contained in citrus fruit like lemons and limes and is produced commercially by glucose or glucose and sucrose fermentation. It is stated in the aforementioned works [
14,
21,
22,
23] that the carboxyl groups of the citric acid reacted with the hydroxyl groups of the plant fibers to form ester bonds. This process favours binding between the particles and directly improves the properties of the boards that they form.
In this work, the use of a weed like giant reed for manufacturing particleboards with thermal insulation properties is discussed, using citric acid as a natural binder and consuming less energy in the manufacturing process than conventional industrial particleboards. These panels are completely eco-friendly and will provide considerable environmental benefits.
2. Materials and Methods
2.1. Materials
The materials used in this study were giant reed particles, citric acid monohydrate, and water.
The giant reed biomass was obtained from clearing the banks of the River Segura, in South-East Spain. The reeds were laid out to dry outdoors for 12 months. They were then cut and shredded in a blade mill. The particles were collected in a vibrating sieve and only those which passed through the 4 mm sieve and were retained in the 2 mm sieve were selected. The relative humidity of the particles was 9%.
The citric acid monohydrate used had a minimum purity of 99.5% and was supplied by the company Diasa Industrial S.A., 30100 Murcia, Spain.
The water was taken directly from the municipal mains drinking water supply.
2.2. Methods
2.2.1. Manufacture of the Particleboards
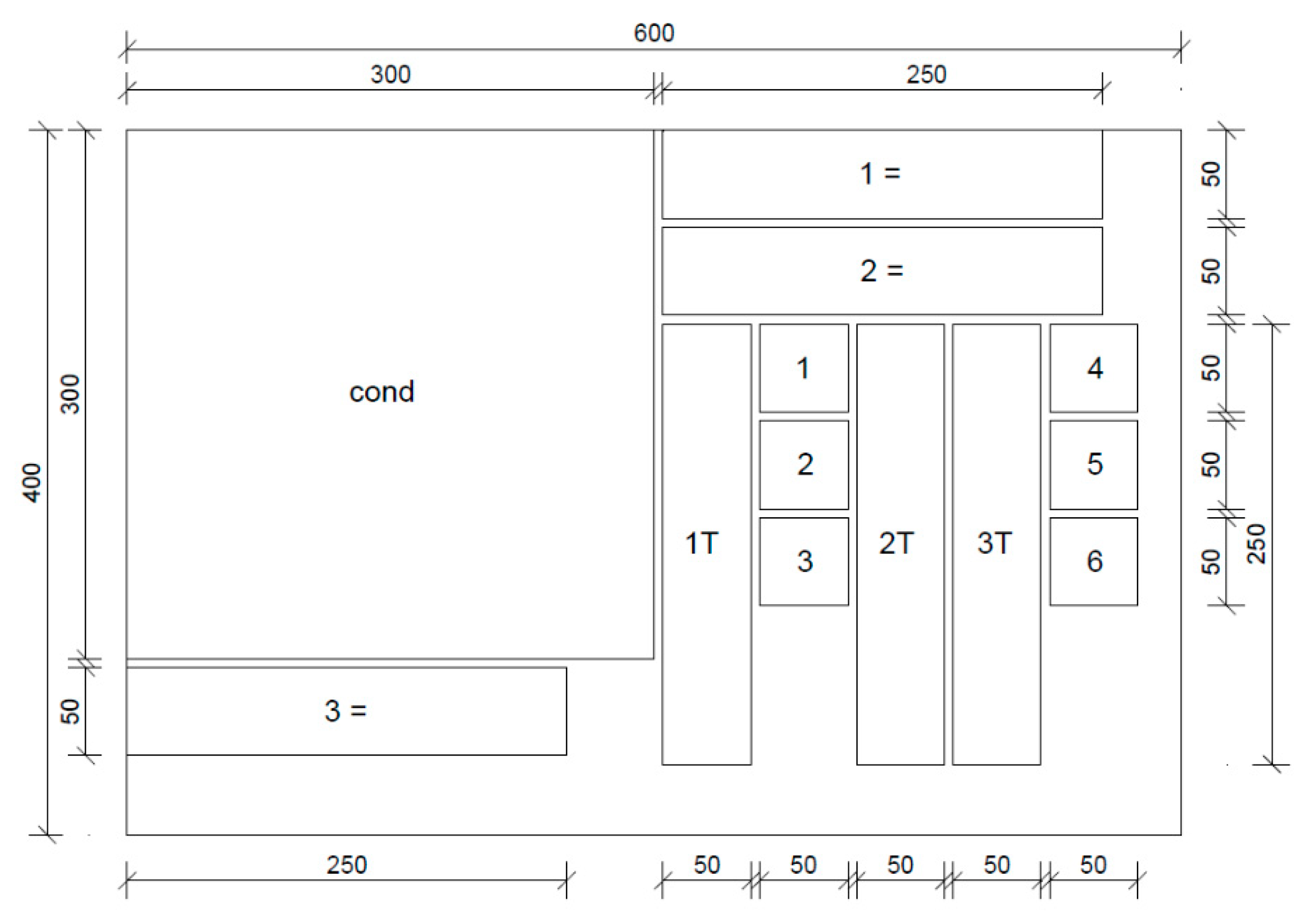
The manufacturing process consisted of dry mixing of giant reed particles with different proportions of citric acid in relation to the weight of the reed particles (5% and 10% by weight). Then 10% by weight of water (based on the weight of the giant reed particles) was sprayed onto the mixture and it was stirred manually for 15 min to homogenise it. The mat was formed in a mould of dimensions 600 mm × 400 mm and was subjected to pressure and heat in a hotplate press. The temperature used was 150 °C and they were pressed for 7 min. The pressure of the press was changed, varying from 1.7 to 2.5 MPa to obtain rigid agglomerated particle panels of different densities (600, 650, 700, 750, 800, 850 kg/m3). The panels were then left to cool in a vertical position. The approximate dimensions of the particleboards were 600 × 400 × 10 mm and they were placed in a normal climate chamber at a temperature of 20 °C and relative humidity of 65% for one week.
Subsequently, samples were cut to perform the tests required to determine the mechanical, physical, and thermal properties of each of the 12 types of boards that were studied, with the appropriate dimensions as specified in the European standards [
24] (
Figure 1).
Preliminary tests were carried out to find out which tests were necessary, using the simplified equation of the Cochran and Cox method for repeated measures. Four panels were manufactured for each type. The characteristics of each type of particleboard are shown in
Table 1.
Figure 2 shows some manufactured particleboards.
2.2.2. Tests Performed
The particleboards’ properties were evaluated by means of experimental testing carried out in the material strength laboratory. Their properties were determined according to the European standards established for wooden particleboards [
25].
The properties of the boards were measured according to the European standards: density [
26], thickness swelling (TS), and water absorption (WA) after 2 and 24 h immersed in water [
27], internal bonding strength (IB) [
28], modulus of rupture (MOR), and modulus of elasticity (MOE) [
29].
The density tests were performed using 6 samples from each board measuring 50 × 50 × 10 mm and the TS and WA tests were performed with three samples from each board measuring 50 × 50 × 10 mm, obtained from the outer and inner parts of the board.
Mechanical tests were performed with the IMAL testing machine (Model IB600), which complies with the constant velocity required for each test, as specified in the applicable European standards. Bending tests were carried out on six samples from each board (three in a longitudinal direction and three in a transversal direction) measuring 250 × 50 × 10 mm, with a test speed of 5 mm/min. IB tests were performed on three samples from each board measuring 50 × 50 × 10 mm, taken from the outer and inner parts of the board, using a constant speed of 2 mm/min.
The conductivity was measured using the heat flow meter method [
30]. Thermal tests were performed with a heat flow meter from NETZSCH Instruments Inc., USA. A sample of dimensions 300 × 300 × 10 mm from each board was used for this test. The standard deviation was obtained from the mean values of the tests. In order to verify that the data obtained fulfil the requirement of normality, the Shapiro–Wilks test (
n < 50) was performed. As a test of significance to verify that the data are appropriate for the model and to find out whether the sample is representative of the study population and there is homogeneity of variances, Bartlett’s test was performed based on the analysis of residuals to test for non-normality. Finally, the results of the analysis of interaction are presented for the two-way ANOVA. The statistical analysis was performed using SPSS v.25.0 software from IBM, Armonk, New York, USA.
3. Results and Discussion
3.1. Physical Properties
Table 2 shows the mean densities obtained for six samples from each board.
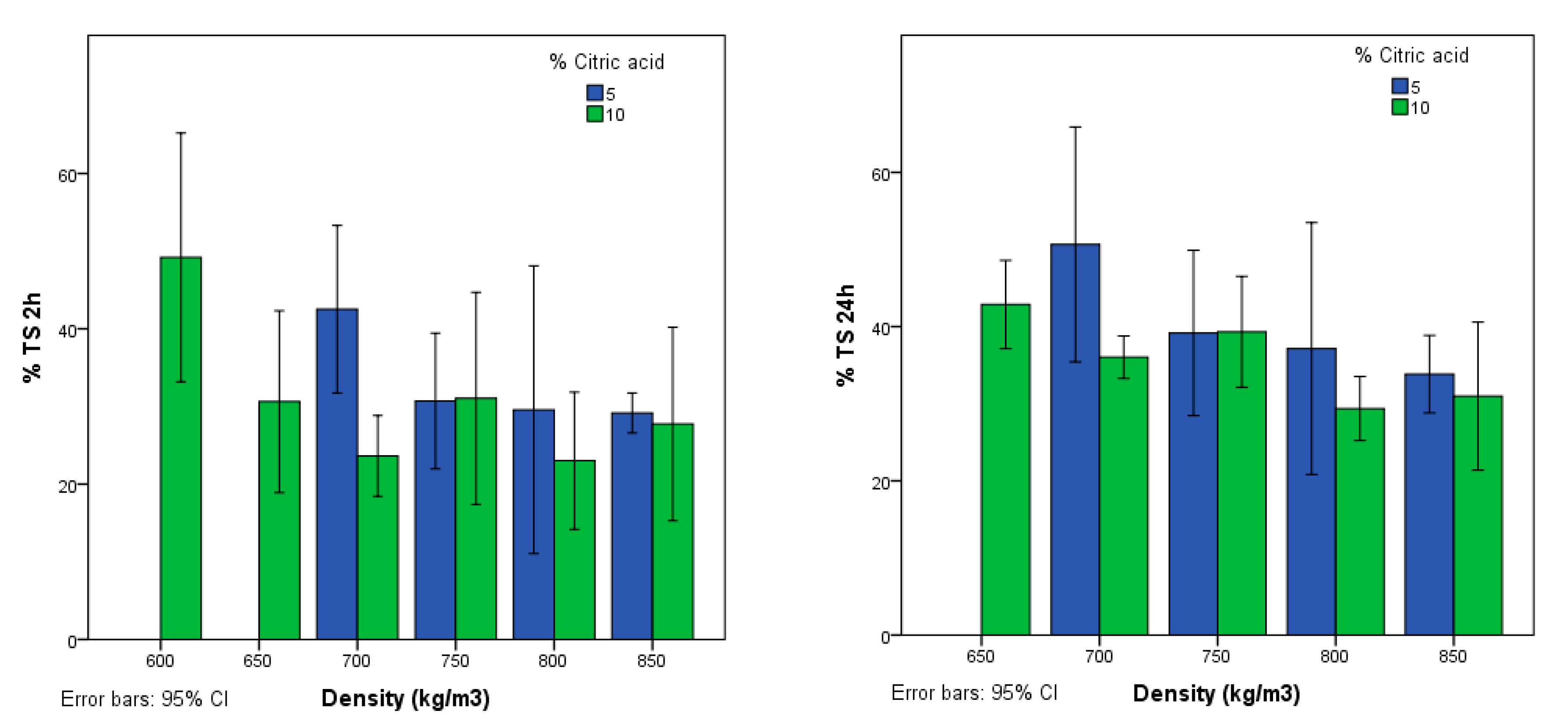
The results of the thickness swelling test are shown in
Figure 3. The boards with a density of 600 and 650 kg/m
3 manufactured with 5% by weight of citric acid disintegrated in the water in less than 2 h and those with a density of 600 kg/m
3 manufactured with 10% by weight of citric acid deteriorated in less than 24 h, so it would be necessary to add some kind of water repellent product to improve their water resistance.
After 2 h of immersion in water there was a large variability of values, since some samples were from the inner part of the board and others were from the outer part. In the test after 24 h, it can be observed that the TS depended on the density and the percentage of citric acid added. Better properties were obtained with greater density and a higher proportion of citric acid, as the boards swelled less.
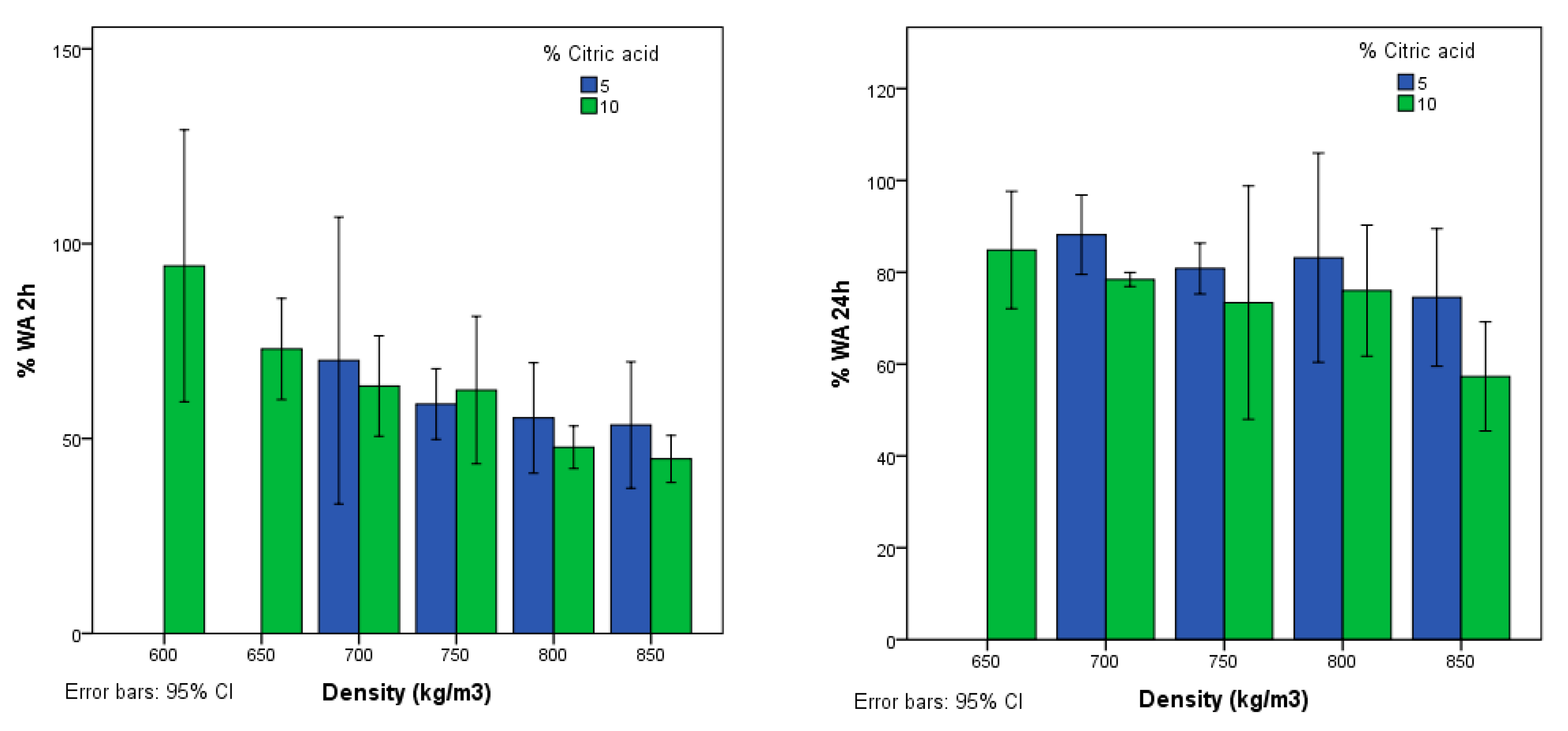
As can be seen in
Figure 4, there were significant differences between the nine types of boards in terms of their water absorption behaviour after immersion. The WA depended on the density and the percentage of citric acid added; the greater the proportion, the lower the WA. The boards that absorbed the least water were type B6, with a WA of 57.30%, and the type that absorbed the most water was A3, with a WA of 88.16%. Type A1, A2 and B1 boards with 5% by weight of citric acid disintegrated in the water in less than 24 h. The 600 and 650 kg/m
3 boards not only had a small amount of citric acid, they also had a smaller number of particles than the other boards. This means that air voids formed inside them, allowing water to enter the board and causing the particles to swell up, thereby breaking the bonds. Different water-repellent substances are added to commercial particleboards to increase their stability against water, but such substances were not used in this work.
Table 3 shows the data obtained in the Shapiro–Wilks test. With regard to Bartlett’s test, assuming a risk of 0.5% (sig. = 0.005) and 1 degree of freedom (d.f. = 1), the critical Chi-square value is 7.879. As can be seen in
Table 4, for all the tests carried out the calculated Chi-square value is higher than the critical Chi-square value obtained. Therefore, the null hypothesis that proposes that the variables are independent is rejected. With a confidence level above 99.5% the test shows that all the properties evaluated are dependent on the type of board manufactured. After verifying that the variables are dependent, that the distribution of the residuals is normal and that there is homogeneity of the variances, the analysis of variance (ANOVA) was performed with respect to the density and the % of citric acid (
Table 5).
The Shapiro–Wilks test (
Table 3) for each type of board was performed with the data obtained from 144 tests after 2 h and 108 after 24 h. The value associated with the statistical digit has a significance of >0.05 for each type of board, thus corroborating the hypothesis of homogeneity of variances of the data obtained for TS and WA after 24 h of immersion in water. Bartlett’s test for TS and WA (
Table 4) with a significance level of <0.05 indicates that the variances are equal and factor analysis can be applied. To verify whether TS and WA depended on the density or the percentage of citric acid, ANOVA was performed (
Table 5) for all the tests carried out (108 tests, as it was not possible to test types A1, B1, and A2 after 24 h).
3.2. Mechanical Properties
As can be seen in
Table 3, the data obtained for MOR, MOE, and IB fulfil the assumption of normality for each type of board, as they have a significance level of >0.05.
Bartlett’s test (
Table 4) for MOR, MOE, and IB with a significance level of <0.05 indicates that the variances are equal. To verify whether MOR, MOE, and IB depended on the density and the percentage of citric acid, ANOVA was performed for the tests carried out (288 bending tests and 144 traction tests).
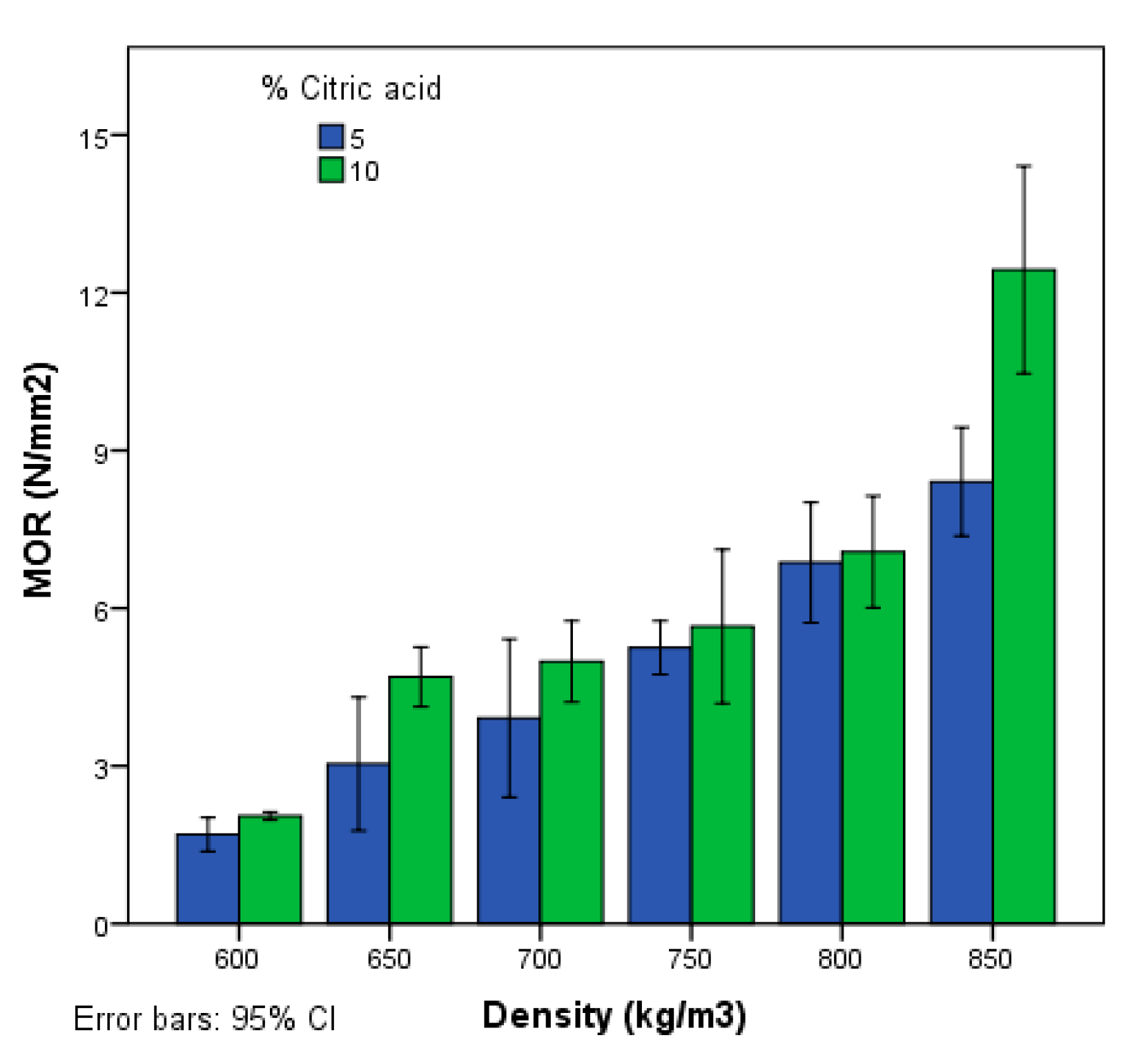
Table 5 shows that MOR, MOE, and IB depend on the density and the % of citric acid. Bending test results are shown in
Figure 5 and
Figure 6 and the MOR values obtained ranged from 1.7 N/mm
2 to 12.5 N/mm
2. It can be seen that the MOR values tended to increase with density. In fact, the worse performances were obtained with the 600 kg/m
3 particleboards. It is also interesting to note that the greater the citric acid content, the higher the MOR value.
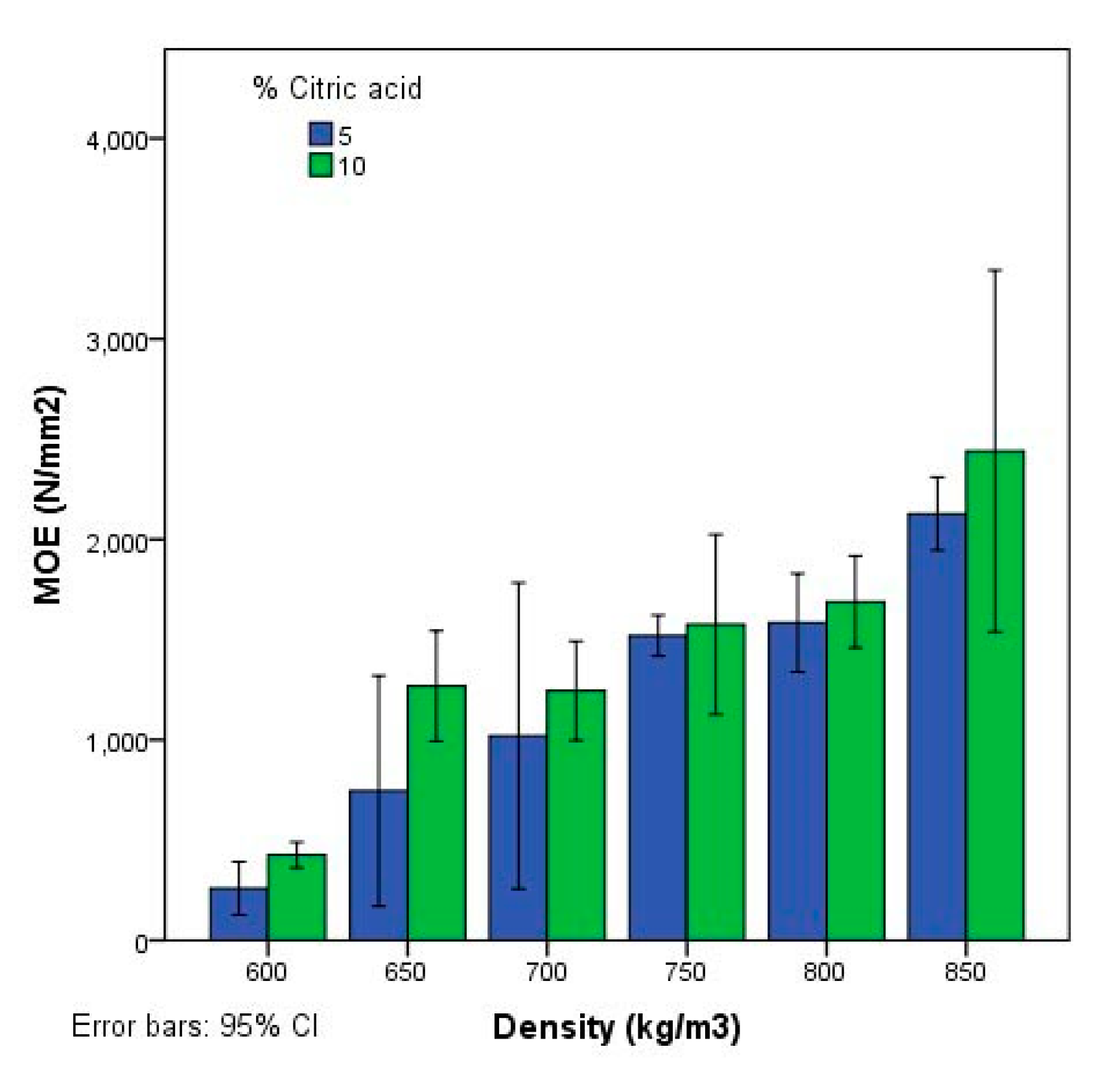
Figure 6 shows the values obtained for the modulus of elasticity (MOE), which depends on the citric acid content and density. The MOE varies greatly from one type of board to another, ranging from 260 N·mm
−2 to 2440 N·mm
−2. Density strongly influences the MOE value. The MOR and MOE values obtained are not very high, as better properties have been achieved using giant reed biomass with urea-formaldehyde resin [
31]. However, it must be considered that this synthetic resin is toxic and that in this work boards were manufactured with natural products that are entirely eco-friendly and biodegradable.
Increasing the % of citric acid favours particle binding, possibly due to the chemical reaction between the hydroxyl groups of the giant reed and the carboxyl groups of the citric acid. Thus, a larger number of particles in the board will result in better mechanical properties. The great difference in MOR and MOE values between the different types of board tested can be explained by the fact that the higher the density, the greater the number of particles. Likewise, the boards with a lower density have a larger number of air voids, meaning that they have a lower particle content to resist stress.
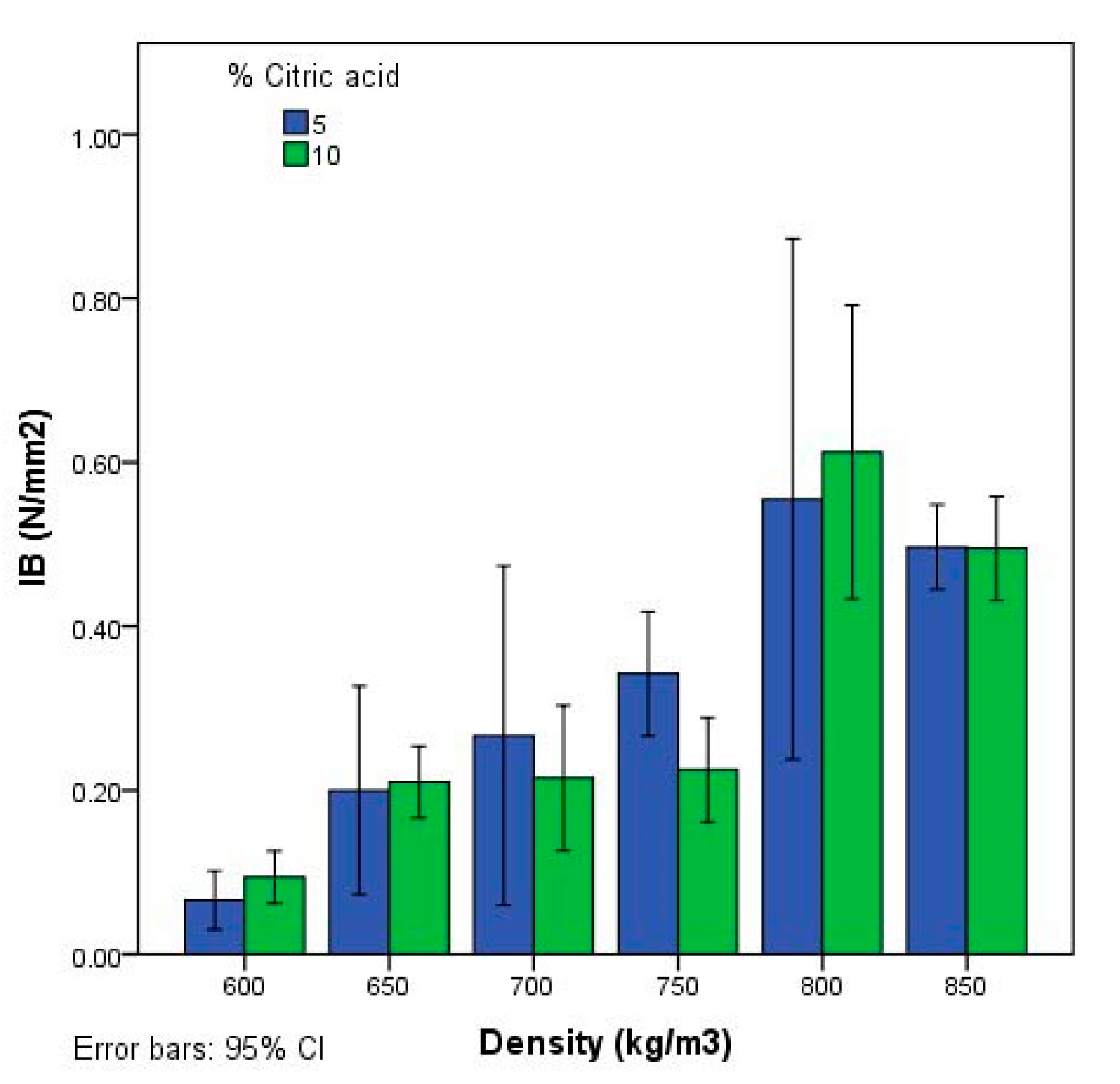
The internal bonding strength (IB) values are shown in
Figure 7, and it can be seen that they increase with greater densities and in proportion to the citric acid added. The average value for type B5 boards is 0.61 N·mm
−2 and for type A1 boards, 0.07 N·mm
−2.
Table 6 shows a comparison of the results obtained with the values required by the European standards [
32] to determine the compatibility of uses of boards with a thickness of 6 to 13 mm.
The type B6 board could be classified as P2, non-structural boards for indoor use in furniture manufacture. It cannot be classified as P3, structural board for outdoor use, because the necessary MOR and MOE values are not reached.
3.3. Thermal Properties
Two thermal conductivity and resistance tests were carried out per board and statistical analysis was performed (
Table 3,
Table 4 and
Table 5).
The Shapiro–Wilks test has a significance level of >0.05 for all the types of board (
Table 3), so they have equal variances. In general, the data obtained follow a normal distribution for each type of board.
Bartlett’s test for thermal conductivity and thermal resistance with a significance level of <0.05 (
Table 4) indicates that the variances are equal and factor analysis can be applied.
Table 5 showing ANOVA with a significance level of <0.05 indicates that the thermal conductivity and resistance depended on the density, although the thermal properties did not depend on the % of citric acid.
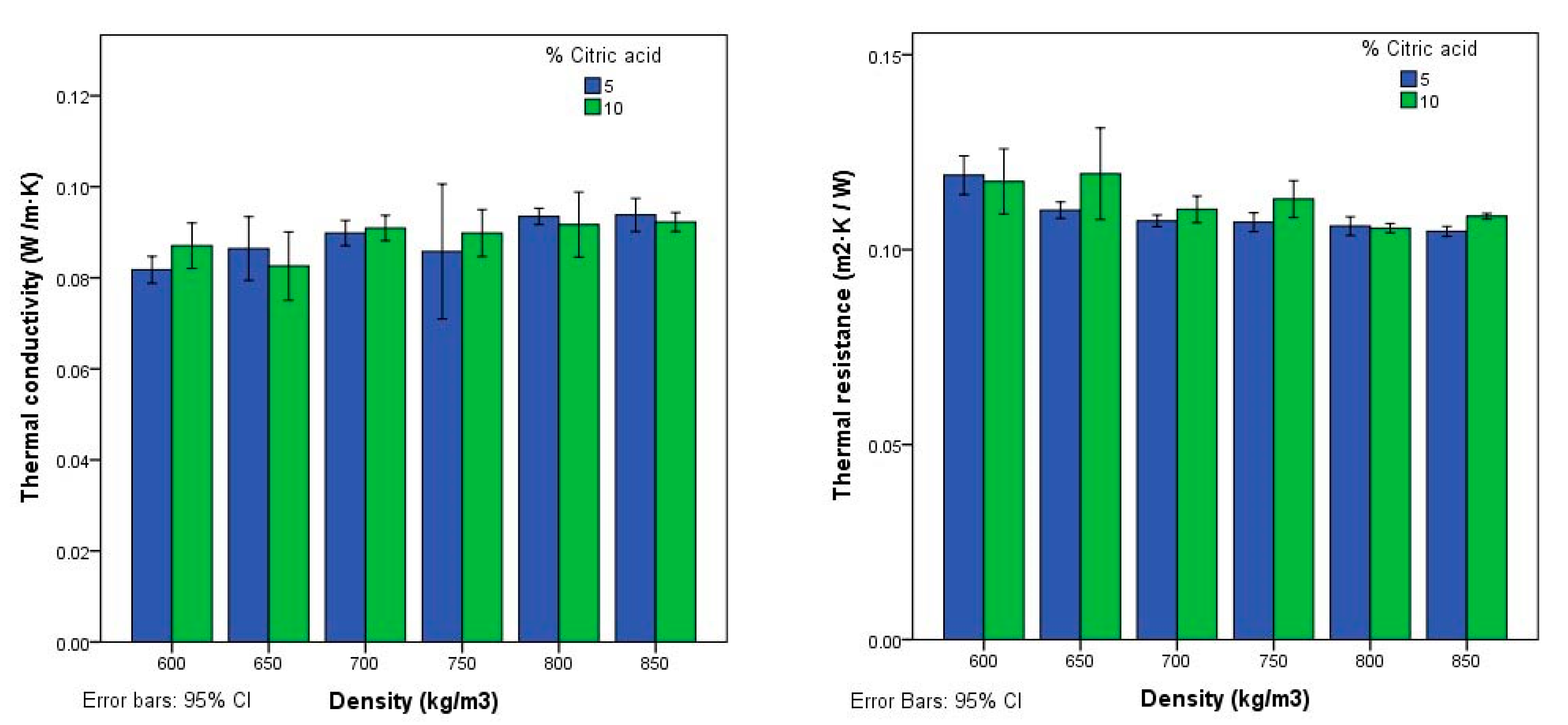
Figure 8 summarises the average thermal conductivity values obtained for all particleboards. The values obtained ranged from 0.081 to 0.093 W·m
−1·K
−1 and this means that these materials can be used for thermal insulation. As the density increased, the thermal conductivity increased and the thermal resistance decreased. Therefore, the boards with the lowest density had better thermal properties, which could be attributed to the greater amount of air inside them.
As MOR, MOE, IB, and TS depend on the % of citric acid, it is possible to produce good insulating panels with good physical and mechanical properties with low-density boards by increasing the % of citric acid used to produce the boards, which needs to be tested.
Table 7 compares the thermal conductivity values obtained by other authors with other plant fibers. In tests with boards of similar densities to those of our study, similar values were obtained.
The natural materials that are used commercially (flax, hemp, cotton, etc.) had better thermal properties than the boards obtained in this work, but these materials are only pressed and they do not have any mechanical strength, so they are used as a filler or coated with other stronger materials. Furthermore, giant reed is a waste product, a contaminating weed, while other natural materials can be used for other applications.
Commercial rigid wood fiber insulation boards have a similar thermal conductivity to the boards obtained in this work, but they are manufactured using urea-formaldehyde as an adhesive, which can be carcinogenic and its use is becoming increasingly limited. Moreover, giant reed particleboards using a natural adhesive have better mechanical properties than commercial wood fiber insulation boards.
Citric acid can be a good adhesive because esterification takes place during the particleboard production process [
14]. Based on the results obtained in this work, it is assumed that the giant reed particles are bonded, but it is necessary to continue investigating this type of adhesive to try to improve its properties.
Type B6 boards have properties of non-structural boards, for indoor use in furniture manufacture [
35], especially kitchen furniture due to its good water resistance. They also offer good thermal properties, meaning that they could be used to construct interior divisions in buildings without the need for coatings. Therefore, with the right manufacturing conditions, it would be possible to produce giant reed particleboards with citric acid that offer good resistance and insulating properties.
4. Conclusions
Based on the mechanical and thermal properties obtained in this work, it can be stated that all the particleboards could be used as insulating material.
The type B6 boards could be used inside buildings as a dividing element and for manufacturing furniture.
It can be concluded from the results obtained that the boards with 10% by weight of citric acid may offer better performance against water. Considering that the MOR, MOE, IB and TS depend on the % of citric acid, future research could focus on seeking the right dosages to achieve boards with suitable properties for outdoor use.
The boards with 10% by weight of citric acid perform well against water. Given that the MOR, MOE, IB, and TS depend on the % of citric acid, it would be possible to produce boards with suitable properties for outdoor use.
Bonding of the particles may be due to changes in the chemical components (esterification) of the giant reed during treatment in the hot plate press and to the chemical reaction between the hydroxyl groups in the giant reed and the carboxyl groups in the citric acid.
Resistant boards with good insulating properties can be manufactured using two natural biodegradable products: giant reed and citric acid.
The production of the boards in this work consumes less energy than that of industrial particleboards. In order to manufacture commercial particleboards with a dry process (such as the one used in this work), initially the material is left to air dry before being ground and dried in dryers. Wood particles are dried to 4% RH and the particles in this work had an RH of 9%. Commercial wood boards consume the same or a larger amount of energy in the grinding process, as the giant reed stems are easier to grind than a tree trunk. Finally, in our work it was not necessary to dry the material after grinding and the temperature of the press (150 °C) is lower than the temperature used in the manufacture of industrial particleboards (180 °C). Therefore, using giant reed waste to manufacture agglomerated particleboards has two advantages: on the one hand, it has environmental benefits and, on the other, the manufacturing process generates lower energy costs than those involved in conventional manufacturing of such products.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}