1. Introduction
The absence of commercially available polyamide 6 (PA6) fibres reflects the typical high melt reactivity of aliphatic polyamides in general and the related poor potential flame retardant additive compatibilities [
1]. Furthermore, flame retardants that are commercially acceptable for bulk and engineering polymers including aliphatic nylons such as PA6, incorporate poly(bromostyrene)/antimony trioxide- and melamine cyanurate-based systems, which are unsuitable for fibres because of the high concentrations (>> 10 wt %) required and the associated reduction in fibre tensile properties [
1]. It is well known that inclusion (2–5 wt %) of nanoclays (layered silicates) in polymers such as PA6 improves the latter’s fire performance, typically defined as a reduction in the peak heat release rate and increase in char as determined by cone calorimetry [
2,
3]. When present together with conventional flame retardant additives, synergistic effects have been seen that enables the possibility of reducing the concentrations of flame retardant present in order to achieve a defined level of overall fire resistance [
4,
5,
6]. This has particular significance in the development of new flame retardant fibres where the addition of normally-required, high levels (typically > 15–20 wt %) of flame retardant severely reduces overall tensile and other desirable textile properties.
Of the many reported academic publications [
1,
5,
6,
7,
8,
9,
10,
11] on the flame retardancy of polyamides using halogen-free, conventional flame retardants in the presence of nanoclays, two particularly new flame retardant combinations look promising [
9,
10,
11]; where the potential for their application in fibres exists without compromising physical, mechanical and flame retardant properties. The first one is the use of metal salts (notably aluminium) of dialkyl phosphinates developed by Clariant who manufacture a special low particle diameter (D50 ~ 2–3µm, D95 < 10 µm) fibre grade, Exolit OP935. This phosphinate may be used alone or combined with melamine polyphosphate, although in bulk polymers total levels of approximately 15 wt % are required for acceptable levels of flame retardancy [
1]. To date however, no commercially successful PA6 fibres have been created based on this agent, although our recent work has shown that the addition of up to 5 wt % aluminium diethyl phosphinate, AlPi, produces marginal reductions in burning rates during the vertical fabric strip burn testing of knitted fabrics but does not produce self-extinction [
7]. AlPi in polyamides is believed to function mainly as a gas phase flame retardant, although formation of aluminium phosphate promotes some condensed phase activity in terms of acting as a heat barrier [
9].
The second combination described by Lewin et al., which comprises of small total concentrations (<5 wt %) of ammonium sulphamate (AS) and dipentaerythritol (DP) have been shown to promote significant improvements in the flame retardancy of PA6, primarily functioning in the condensed phase [
10,
11]. Bulk PA6 samples yielded limiting oxygen index (LOI) values > 32 vol % and UL-94 test V-0 ratings, although reductions in both these were observed in the presence of an additional functionalised, montmorillonite clay. We recently extended this work [
8] to investigate this system with fixed levels of AS (2.5 wt %) and DP(1 wt %) in the presence of a number of different functionalised clays and fumed silica, each present at 1–2 wt % levels, with a view to developing an optimised system that could be the basis of an acceptable flame retardant PA6 fibre. While this work corroborated that of Lewin et al. [
10,
11], the effect of an added clay in reducing the melt dripping of PA6 was also identified as a factor in its decreasing the flame retarding effect of the PA6-AS-DP system. We also observed that a pristine, unfunctionalised clay as well as fumed silica partly restored the flame retardancy of the AS/DP combination in terms of increased LOI value. While fibres were not extruded in this work, a significant conclusion was that there is a potential for the development of acceptable, flame retardant PA6 fibres subject to the challenge of being able to accommodate the potential thermal instability of PA6-AS-DP formulations observed during normal melt processing temperatures within the range 260–270 °C for PA6 [
12]. More recent work by Coquelle et al. [
13] has shown that when up to 5 wt % AS alone is present, PA6 filaments were extrudable to yield undrawn fibres, having tensile strengths of 0.060–0.080 GPa (~7–9 cN/tex) and breaking elongations of about 250%, not much different to those respectively obtained for pure, undrawn PA6 filaments, suggesting minimal degradation. Above 5 wt % AS, filaments became brittle. Unfortunately, insufficient fibres were obtained for conversion into fabric and so no measure of flame retardancy was determined.
There is evidence in many of the previously cited references to suggest that optimal fire performance occurs when the dispersion of both clay and flame retardant are maximised, although the assumed superior performance of nanodispersed relative to microdispersed species is not always clear cut [
14]. To improve dispersion, the various strategies used such as multiple-pass compounding [
15], use of master-batches [
16], use of ultrasound [
7,
17,
18] etc., have shown to improve the overall polymer/fibre properties, including fire performance. In our earlier study we have demonstrated the effect of applying ultrasound during the compounding of PA6 containing flame retardants without/with nanoclays to maximise their dispersion, which improves the tensile as well as flammability of derived filaments [
7]. However, in our subsequent work [
8], we demonstrated that nanodispersion of functionalised montmorillionite clays such as Cloisite 25A was achieved during simple compounding.
In this work we build on the previous research discussed above [
7,
8,
9,
10,
11,
13]; to more firmly establish whether the incorporation of Cloisite 25A, together with either aluminium diethyl phosphinate (AlPi) or the ammonium sulphamate/dipentaerythritol system at concentrations in PA6 that will enable filaments to be extruded and drawn and which, after conversion into fabrics, yields acceptable levels of flame retardancy. This clay was selected because we had demonstrated its effectiveness in combination in PA6 with both aluminium diethyl phosphinate and the ammonium sulphamate/dipentaethrythritol in our previous work [
7,
8] and its slightly superior flame resistance, in combination with the latter as measured by LOI. Both tensile and flammability results, supported by thermogravimetric analysis, are used to interpret their respective mechanisms of action.
2. Materials and Methods
2.1. Materials
Polyamide 6 was supplied by Solvay/Rhodia, Lyon, France as Technyl C 301 Natural, where “C” denotes the polymer is PA6, the figure “3” denotes medium to high melt viscosity and “0” indicates that it is un-nucleated. Two different, nominally identical batches of this polymer type were used; the first for the PA6/AlPi/clay formulations; the second for the PA6/AS/DP/clay formulations. The respective control PA6 plaque and filaments derived from these batches are denoted as PA6a and PA6b. Flame retardants selected were aluminium diethyl phosphinate (AlPi), Exolit OP 935 (Clariant, Muttenz, Switzerland) (note that this is fibre grade in that its average particle diameter is < 10 µm), ammonium sulphamate (Sigma-Aldrich, Dorset, UK) and dipentaerythritol (Fisher Scientific, Loughborough, UK) and the nanoclay used was Cloisite 25A (a montmorillonite clay functionalised with dimethyl, n-hexyl, hydrogenated tallow quaternary ammonium sulphate) (Rockwood additives Ltd., Southern Clay Products Inc., Louisville, KY, USA). Previous studies using X-ray diffraction [
8] showed that this clay was nanodispersed in PA6 following a simple melt processing in a laboratory compounder.
The sample matrix is shown in
Table 1 and was designed based on previous experience [
7,
8] with only one level of clay (2 wt %) being chosen together with either 10 wt % AlPi [
7] or 2.5 wt % AS and 1 wt % DP [
8] to yield maximum total additive concentrations of 12.0 wt % and 5.5 wt % respectively.
Table 1 also lists the various forms of compounded samples (filament yarns, plaques or fabrics) and the test methods by which they were assessed.
Samples were compounded in a Prism Eurolab Compounder having a 16 mm screw diameter and L/D = 24 as described previously with the temperatures along the six zones of the compounder barrel being 210, 225, 230, 230, 240 and 245 °C [
7,
8]. Extruded polymer water-cooled strands (~2 mm diameter) were collected and granulated into chips for subsequent extrusion into filaments.
For UL94 tests, plaques (ca. 2.5 mm thickness) were prepared from the pellets by compression moulding with spacer plates between aluminium foil-coated steel plates at a set plate temperature of 190 °C for 2.5 min followed by rapid cooling. These were then cut into 130 × 10 × 2.5 mm3 specimens.
2.2. Melt Extrusion into Filaments
The above compounded samples, dried previously at 80 °C for 24 h, were each extruded into filaments by using a Fibre Extrusion Technology (FET, Leeds, UK) extruder. The filament spinnerette had 20 holes each with a diameter = 0.8 mm. The extruder screw (internal diameter = 21 mm with L/D = 30:1; screw speed 10 rpm) comprised of four different temperature zones and a metering pump/spinnerette zone at 235, 245, 245, and 245 and 245 °C respectively, below the normal 260–270 °C value used for commercial PA6 extrusion [
12] to minimise any possible degradation occurring when either AlPi or AS/DP retardants are present.
Extruded filaments were air-quenched (15 °C and 20 m
3/s flow rate), treated with a proprietary spin finish (JKI-N815, Joongil Oil Chemical Co. Ltd., Jillye-myeon, South Korea) comprising of triglyceride, non-ionic emulsifiers and antistatic agents and passed over three sets of godets to partially draw the filaments. The first set of godets had a surface speed of 100 m/min at 25 °C, the second pair operated at 105 m/min and 50 °C and final set at 130 m/min and 50 °C. Finally, the partly orientated or drawn filaments were wound, using a Leesona winder operating at 135 m/min surface speed thus yielding an overall nominal draw ratio of about 1.3:1. These conditions gave optimum conditions for all filament yarn samples yielding a nominal yarn linear density of 80 tex with an absence of a spinnerette hole blockage and acceptable spinning and drawing performance, in terms of minimal filament breakage and acceptable tensile properties (see
Section 3.1). Higher draw ratios were not possible because of excessive filament breaks at this velocity and lower velocities were not possible arising from excessive molten filament stabilities, a consequence of the relatively low, apparent molten polymer viscosities.
2.3. Fabric Production
For each filament, partly drawn yarn sample, sufficient lengths were extruded to knit them into fabrics using a hand-powered V-bed rib flat machine operating with 11 gauge needles. The area density of each fabric was controlled by the gauge of the machine and covered a range 400–509 gm−2 in spite of efforts to control values close to a nominal value of 450 gm−2 for PA6 comprising AlPi and/or Cloisite and in the range 527–638 gm−2 for the PA6 fabric set comprising AS, DP and/or Cloisite 25A. The final differences between fabric values reflected the respective filament yarn linear densities and fabric stitch densities.
2.4. Tensile Properties
Tensile testing of extruded, partly drawn filament yarns was carried out using a Textechnic Statimat M Tester (Textechno, Moenchengladbach, Germany) with a gauge length of 100 mm, load cell 10 N and test speed of 300 mm/min (to BS1932:2:1989). At least ten different partly orientated yarns from the same sample were tested, the results averaged and coefficients of variability calculated for respective, average initial Young’s modulus, tenacity and elongation-at-break values.
Additional tensile testing of the partly orientated PA6/AS/DP-containing set of yarns was conducted using an Instron tensile tester (Instron Ltd., High Wycombe, UK) with a gauge length of 100 mm, load cell 10 N and test speed 100 mm/min to initially elongate them by an additional 100% equivalent to a draw ratio of 2:1 and respective sample linear densities determined. This drawing and subsequent testing was carried out for this set of yarns only because of concerns of the effects that excessive thermal degradation might have based on the observations of Coquelle et al. [
13]. These yarn filaments were considered to be fully drawn (with a total nominal draw ratio = 2.3:1) and hence highly orientated. Full tensile testing of these drawn filaments occurred under the conditions used for partly orientated yarns and the values of initial Young’s modulus, tenacity and elongation-at-break averaged as above.
2.5. Flammability Testing
Limiting oxygen index values were determined for cast plaques, prepared by hot pressing at 190 °C for 3.5 min according to ASTM D2863 with sample sizes 100 × 10 × 3 mm3.
UL-94 testing in both horizontal and vertical geometries was carried out on hot-pressed bar specimens of each sample each with dimensions of 130 × 10 × 2.5 mm3 cut from cast plaques. Five replicas of each sample for UL-94 vertical and two replicas of each sample for UL-94 horizontal testing were used.
Vertical flame spread tests on knitted fabric samples were undertaken using the previously described method [
16], which was based on a modification of the BS 5438:1976: Test 1 and BS5438:1989 [
19] used for vertical ignition testing of fabric samples 190 × 70 mm
2 in size. Samples of this same size were marked at 10, 60, 120 and 180 mm intervals. The first 10 mm of sample burning was not taken into account and so times of burning were recorded from this point onwards after the standard flame had been applied for 10 s to the bottom edge of the fabric, as specified in BS 5438:1989. Video recordings of the burning of each sample were undertaken, times to reach first the 60 mm and, if still burning, the 110 mm marks (=100 mm burnt length) and/or to achieve flame extinction were noted. Where possible, the average number of drips was counted during the entire burning period for each sample enabling average drip rates to be calculated. Three replicates of each sample were burnt and results averaged. The burning behaviour of each sample was observed and recorded digitally.
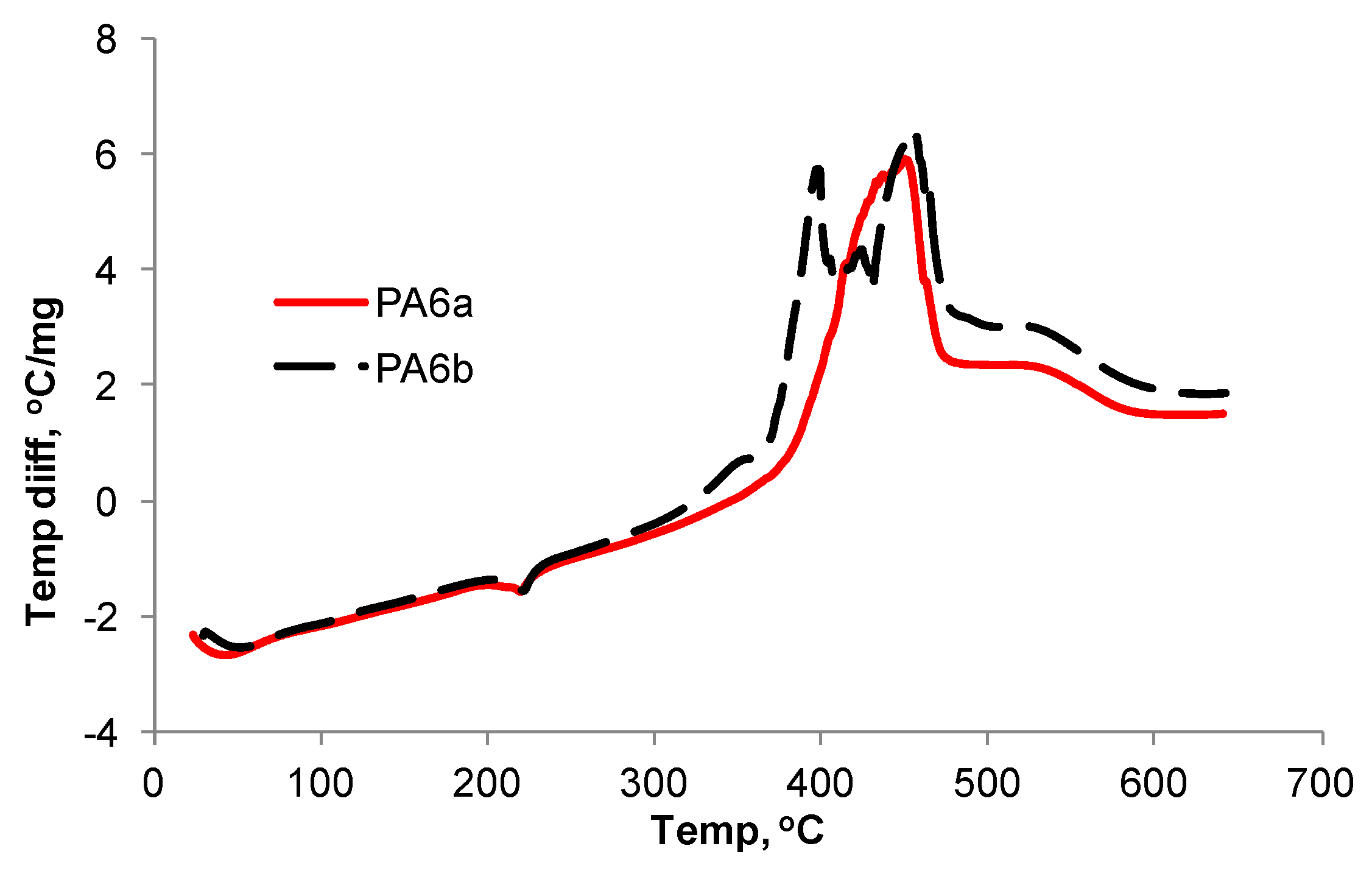
2.6. Thermal Analysis
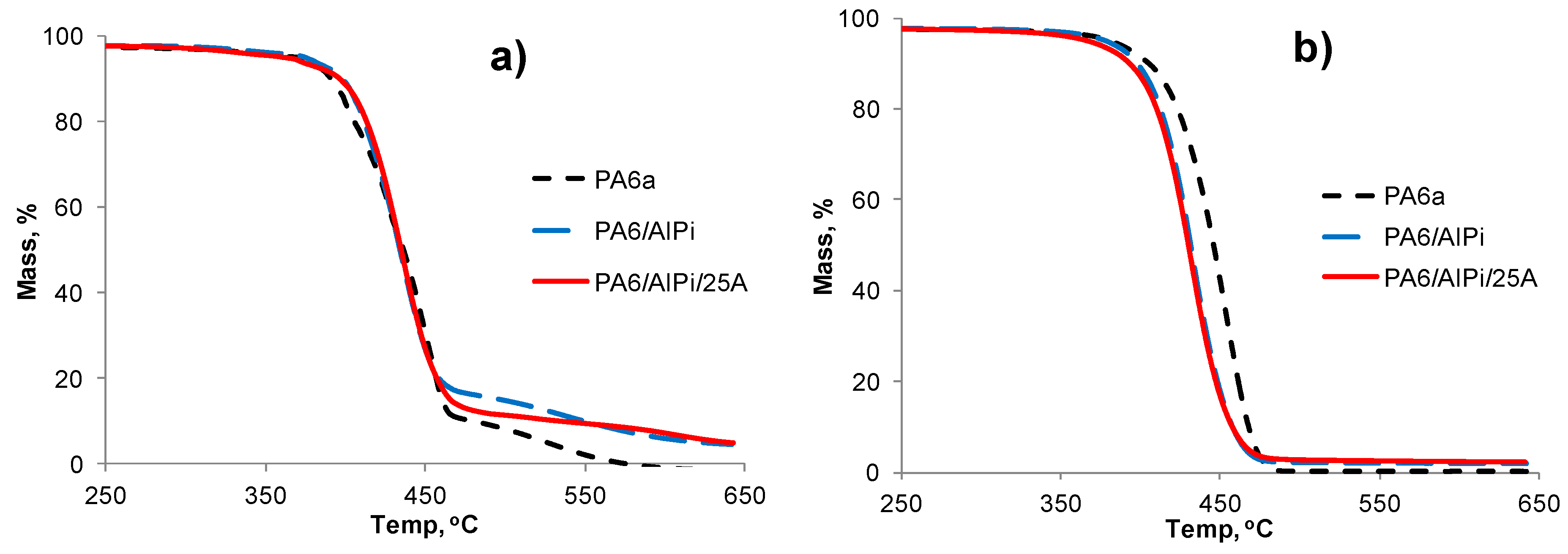
Thermogravimetric (TGA) and differential thermal analysis (DTA) were undertaken for both control PA6 samples and TGA for all compounded samples in
Table 1 as granules using a TA System STD 2690 (TA Instruments Ltd., Elstree, UK) combined TGA/DTA instrument under both nitrogen and air atmospheres (100 mL/min) at a heating rate of 10 °C/min and a sample size of 8–10 mg.
4. Conclusions
It is well known that the production of flame retarded PA6 fabrics with self-extinguishing properties in which component fibres still have acceptable tensile properties requires low levels (preferably ≤ 10 wt %) of flame retardants which would need to demonstrate highly effective flame extinguishing properties. This work has compared the flame retarding effectiveness of the recently commercialised aluminium diethyl phosphinate (AlPi) present at 10 wt % with the ammonium sulphamate/dipentaerythritol system reported by Lewin et al. [
10,
11] present at 2.5 and 1 wt %, respectively. Both systems have been investigated in the presence and absence of the organofunctionalised nanoclay, Cloisite 25A. However, it is evident that there is a slight difference in the chemical character of both control PA6 polymers and derived plaques and yarns which may be responsible for PA6a partly drawn filament yarns having modulus and tenacity values more than twice those for PA6b samples (
Table 2) and a greater LOI value (22.2 vol %,
Table 4). As stated above however, the difference in respective fabric burning properties is more likely to be a consequence of the difference in area densities. Notwithstanding these differences in the respective control PA6 yarns, within each set of formulations there appears to be consistency of results generally.
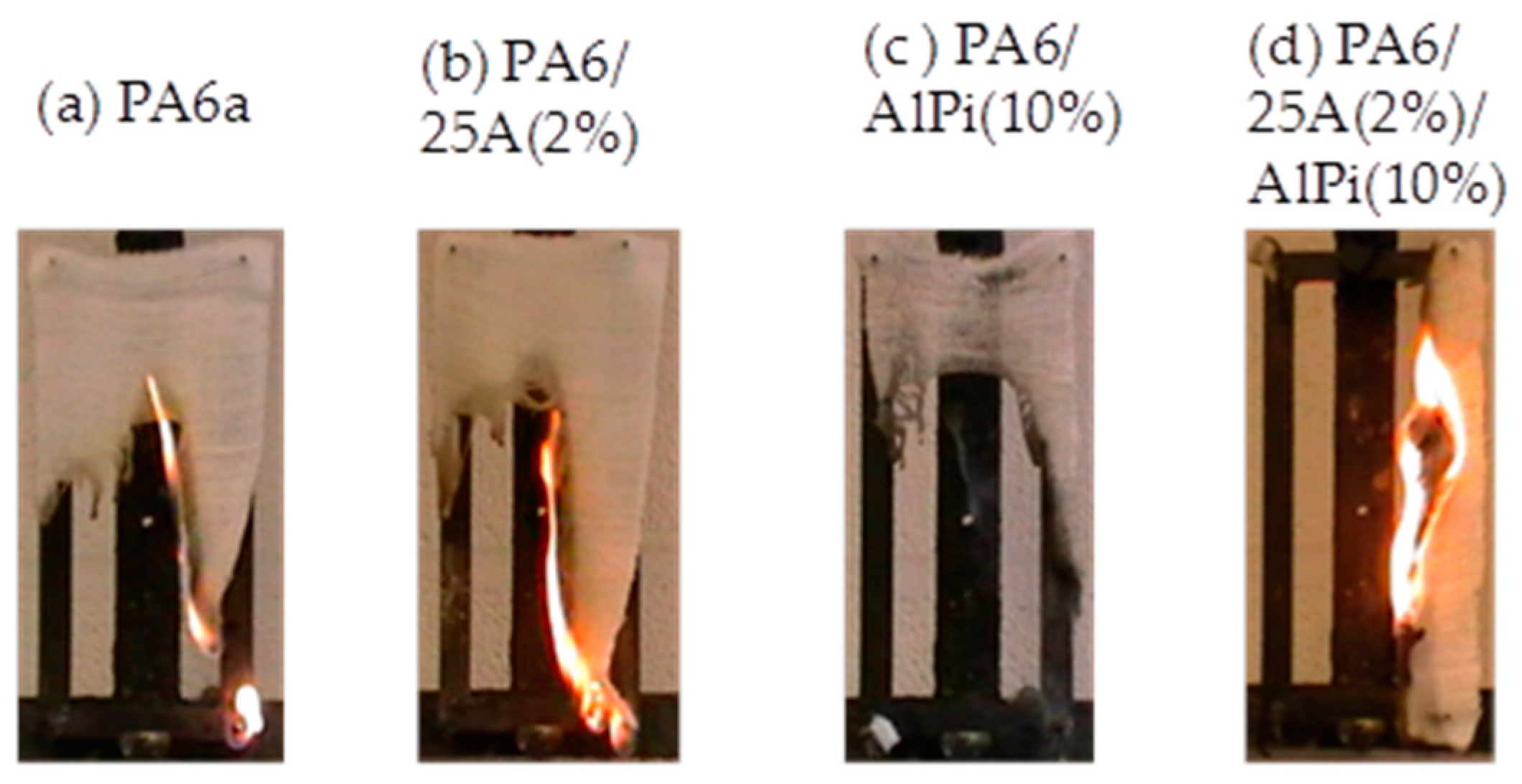
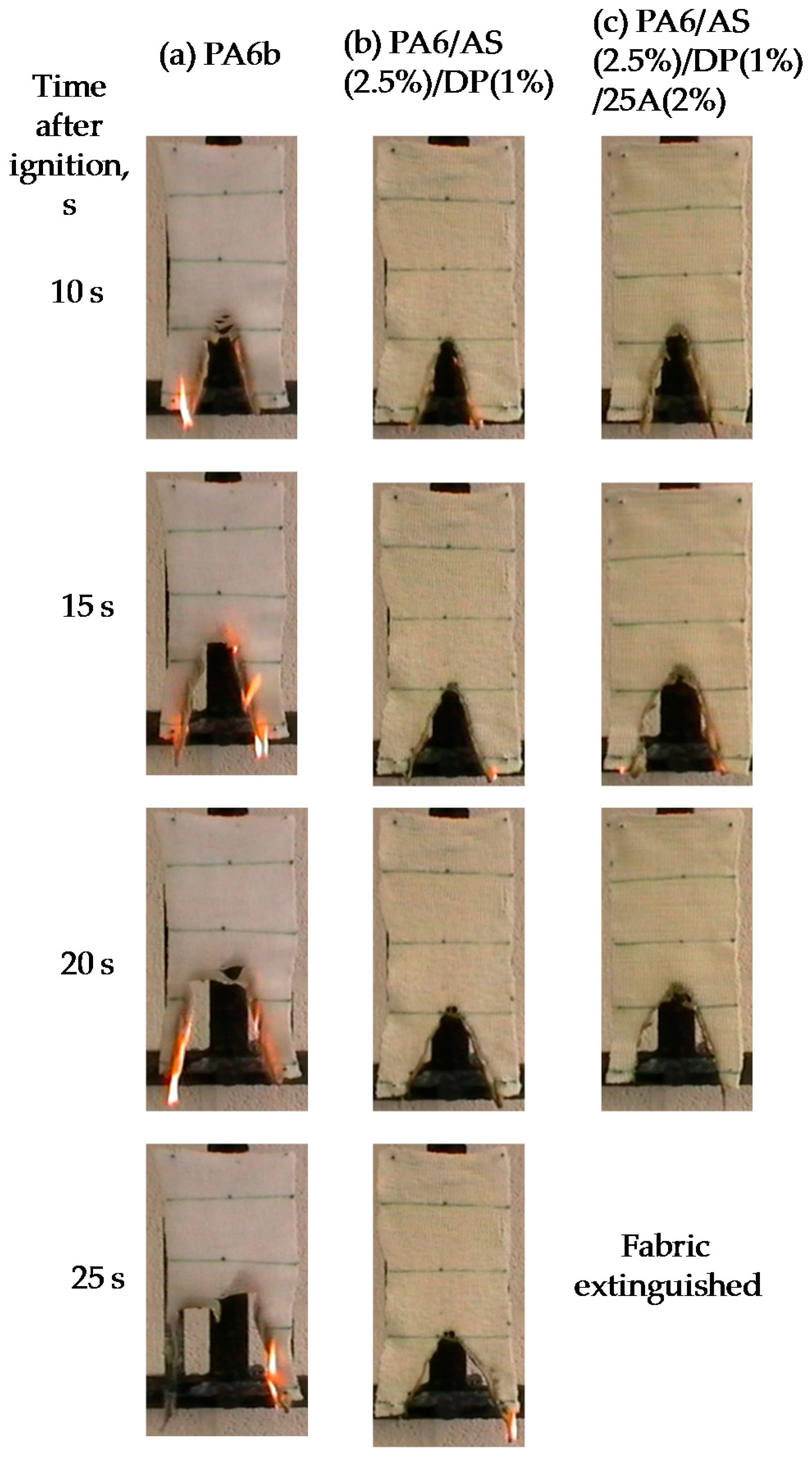
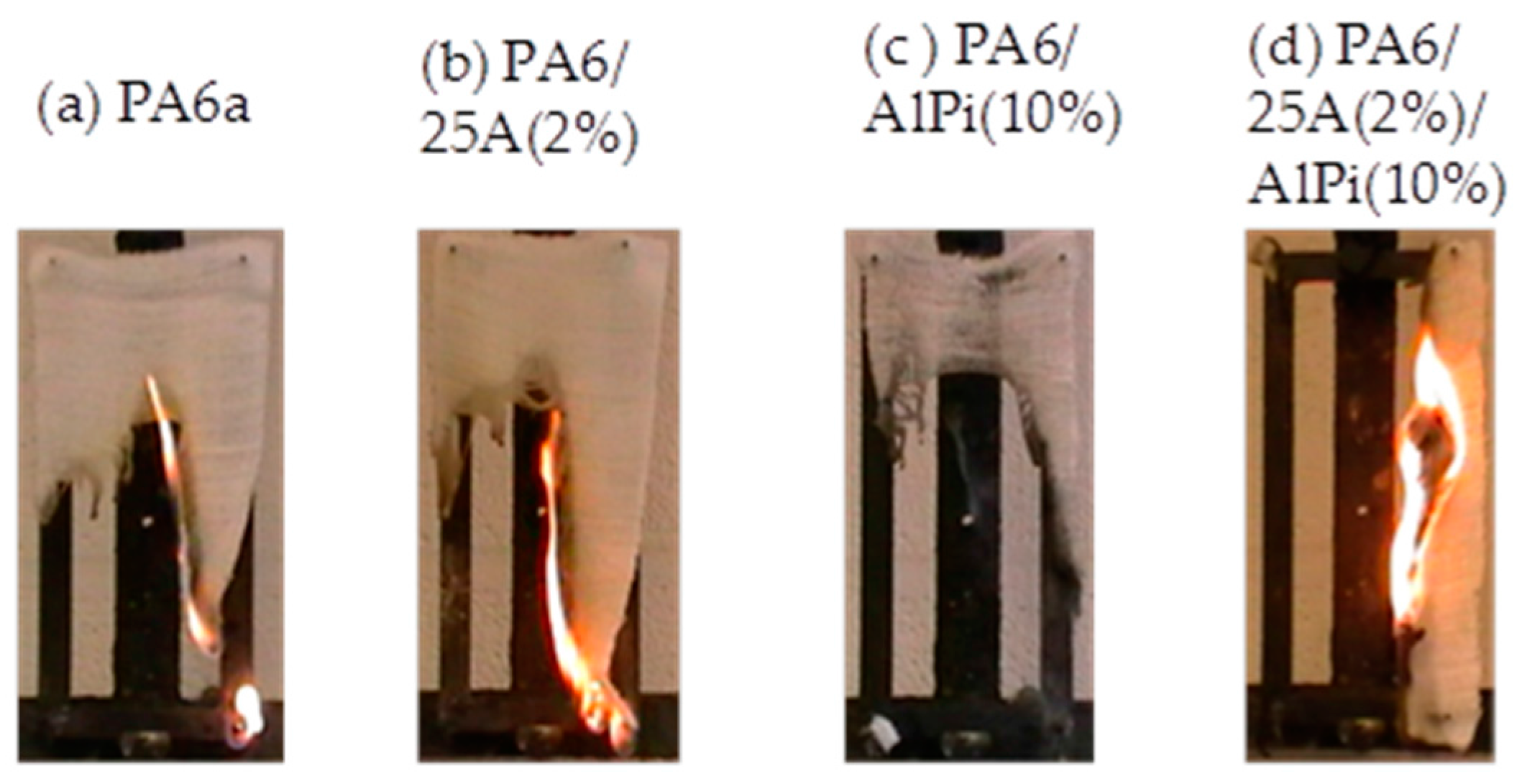
In terms of flammability, none of the AlPi-containing fabrics achieved self-extinguishability, although the PA6/AlPi(10%)/25A(2%) sample had a low burning rate and the lowest level of melt dripping. Both AS/DP-containing formulations with total flame retardant levels of 5.5 wt % or less showed self-extinction times of 31s or less and reduced dripping tendencies when tested as fabrics in a vertical orientation. The further addition of Cloisite 25A clay reduced the extinction time to about 23 s which is reflected in the slight increase in LOI from 27.2 to 29.0 vol % (
Table 4). These same filaments also show superior tensile properties in terms of elevated initial Young’s modulus relative to 100% PA6 and PA6/AlPi-containing filament yarns. The role of additional clay appears to be inconsistent in the two sample sets in that its presence increased both the burn time and burnt length for the PA6/AlPi(10%)/25A(2%) fabric but reduced both parameters for the PA6/AS(2.5%)/DP(1%)/25A(2%) fabric (
Table 6), in spite of the claimed deactivating effect that an organoclay has on AS/DP by Lewin et al. [
11] and observed as a reduction in LOI in
Table 4. The UL94 vertical orientation results for the former’s parent polymer reflects this effect of added clay in terms of increased average burning time,
t1, but no marked effect is shown for the latter’s polymer plaque
t1 value (
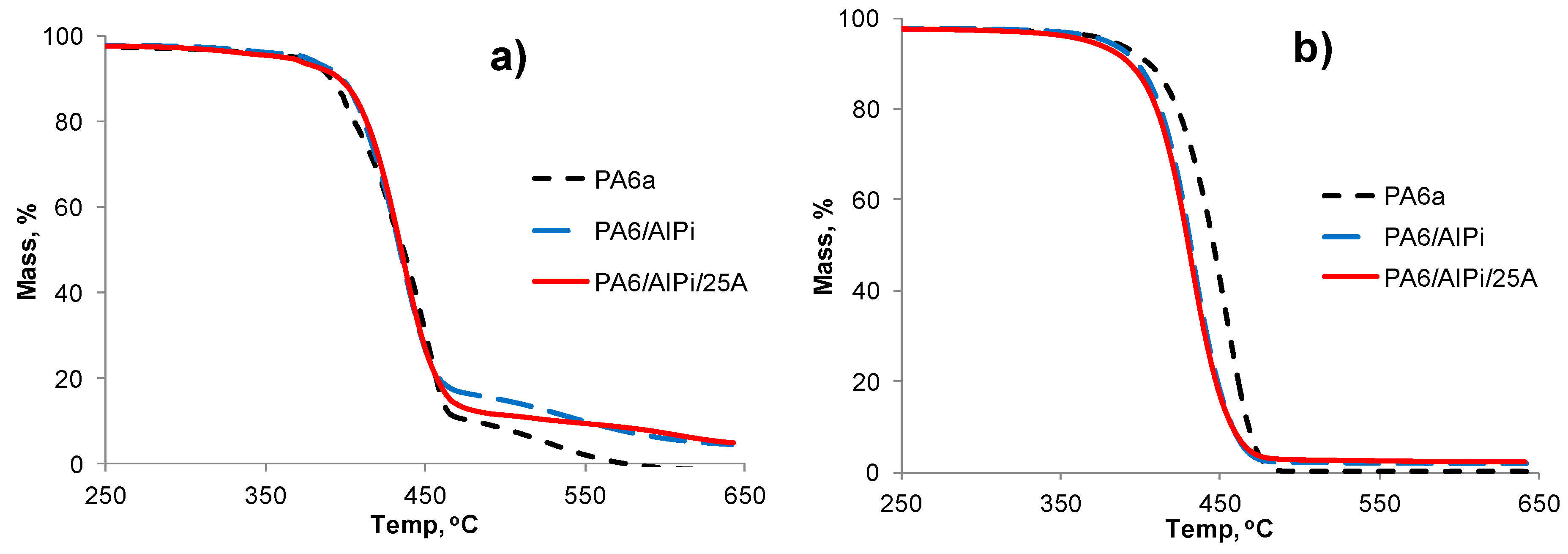
Table 5). The improved flame retardancy of the PA6/AS/DA/25A fabrics is also reflected in the achievement of a UL-94 V-2 rating. However, TGA results of residues remaining at 600 °C in nitrogen (see
Table 7) suggest that the presence of AS and DP and subsequent addition of Cloisite 25A, both promote char formation in PA6, which effects are not observed in the PA6/AlPi/25A formulations.
In terms of tensile properties, the effect of addition of 2 wt % Cloisite 25A clay to both PA6/AlPi and PA6/AS/DP formulated yarns is consistent in that respective reductions in initial Young’s modulus, tenacity and elongation-at-break values occurring as a consequence of either flame retardant present alone, are partly restored. Finally and in spite of the known thermal degradation occurring in PA6/AS/DP formulations, which have been reported to be significant at temperatures ≥ 270 °C, the acceptable filament tensile properties indicate that these effects are not greatly significant when extrusion temperatures of about 245 °C are used. This then suggests that the PA6/AS/DP/clay system described in this work could lay the basis for a possible scaling up for full commercial evaluation as a flame resistant polyamide fibre. However, one property of ammonium sulphamate requiring mention is its water solubility which could limit the wash durability of these fibres and so the impact of this would require consideration in any such evaluation.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}