


Sulfur and Peroxide Cross-Linking of Lignosulfonate-Filled Compounds Based on Acrylonitrile–Butadiene Rubber and Styrene–Butadiene Rubber

 , ,
, ,  and
and 
Abstract
1. Introduction
2. Experimental
2.1. Materials
2.2. Methods
2.2.1. Fabrication and Curing
2.2.2. Determination of Curing Characteristics
2.2.3. Determination of Cross-Link Density
2.2.4. Investigation of Physical–Mechanical Characteristics
2.2.5. Microscopic Analysis
3. Results and Discussion
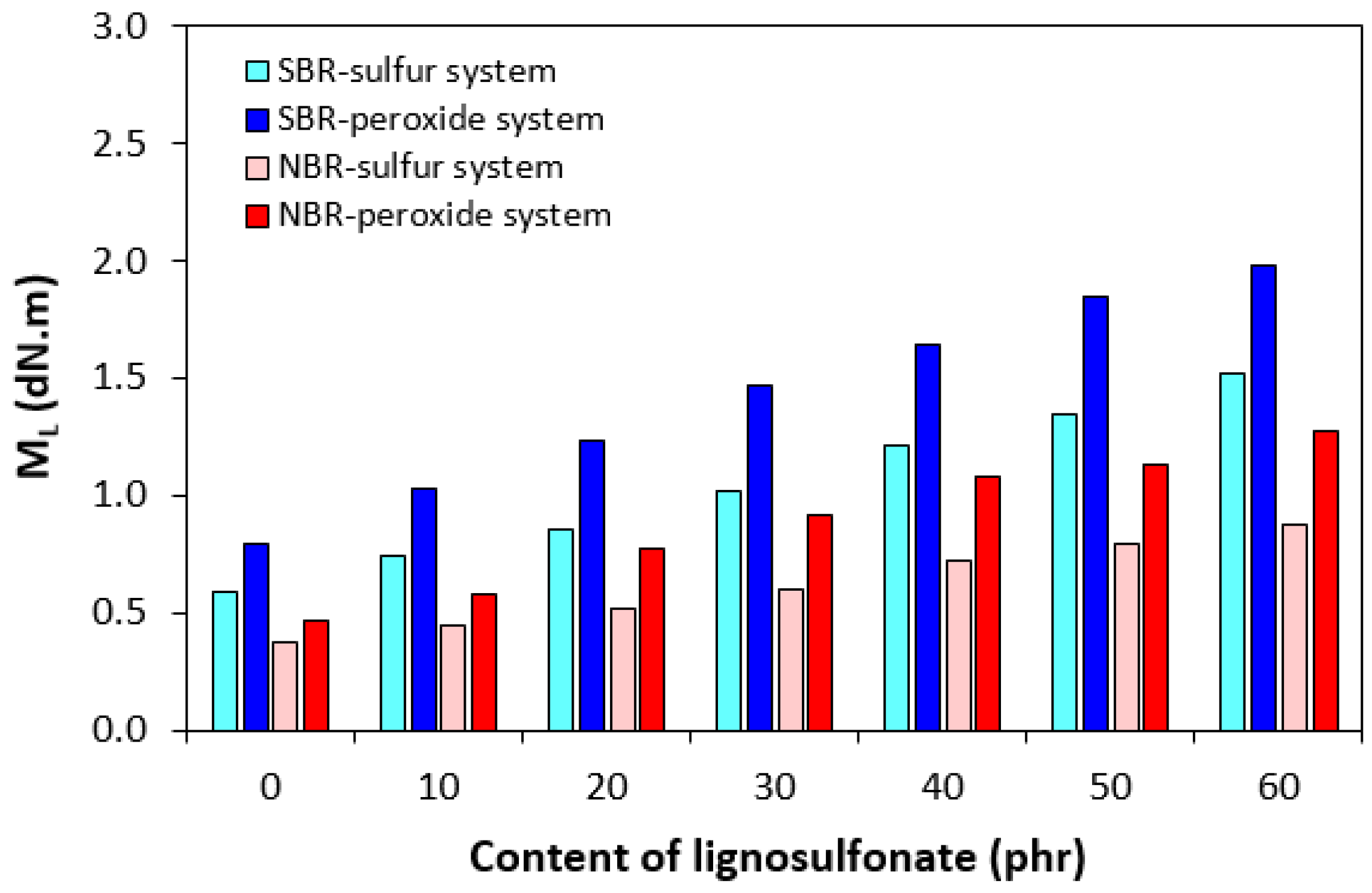
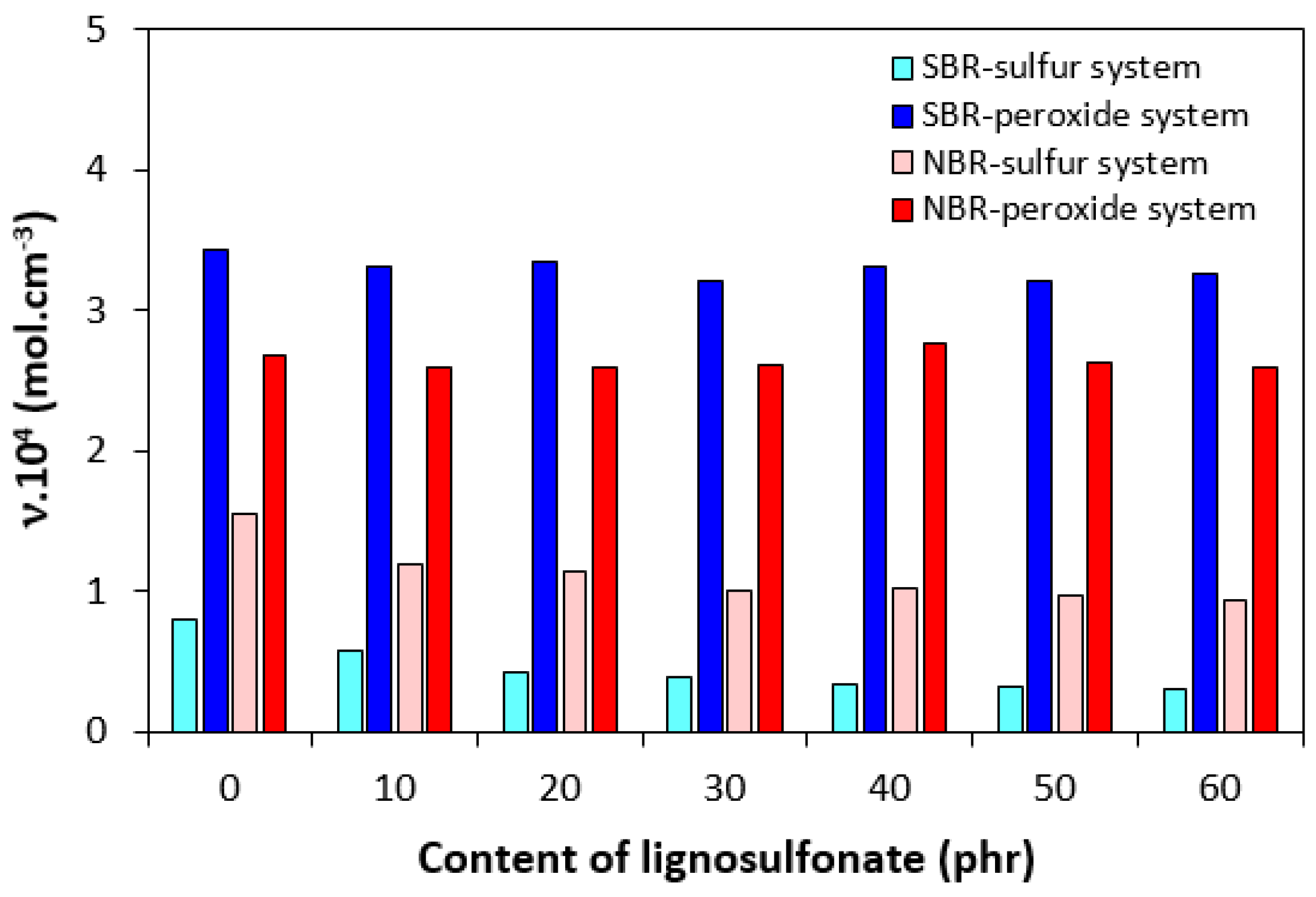
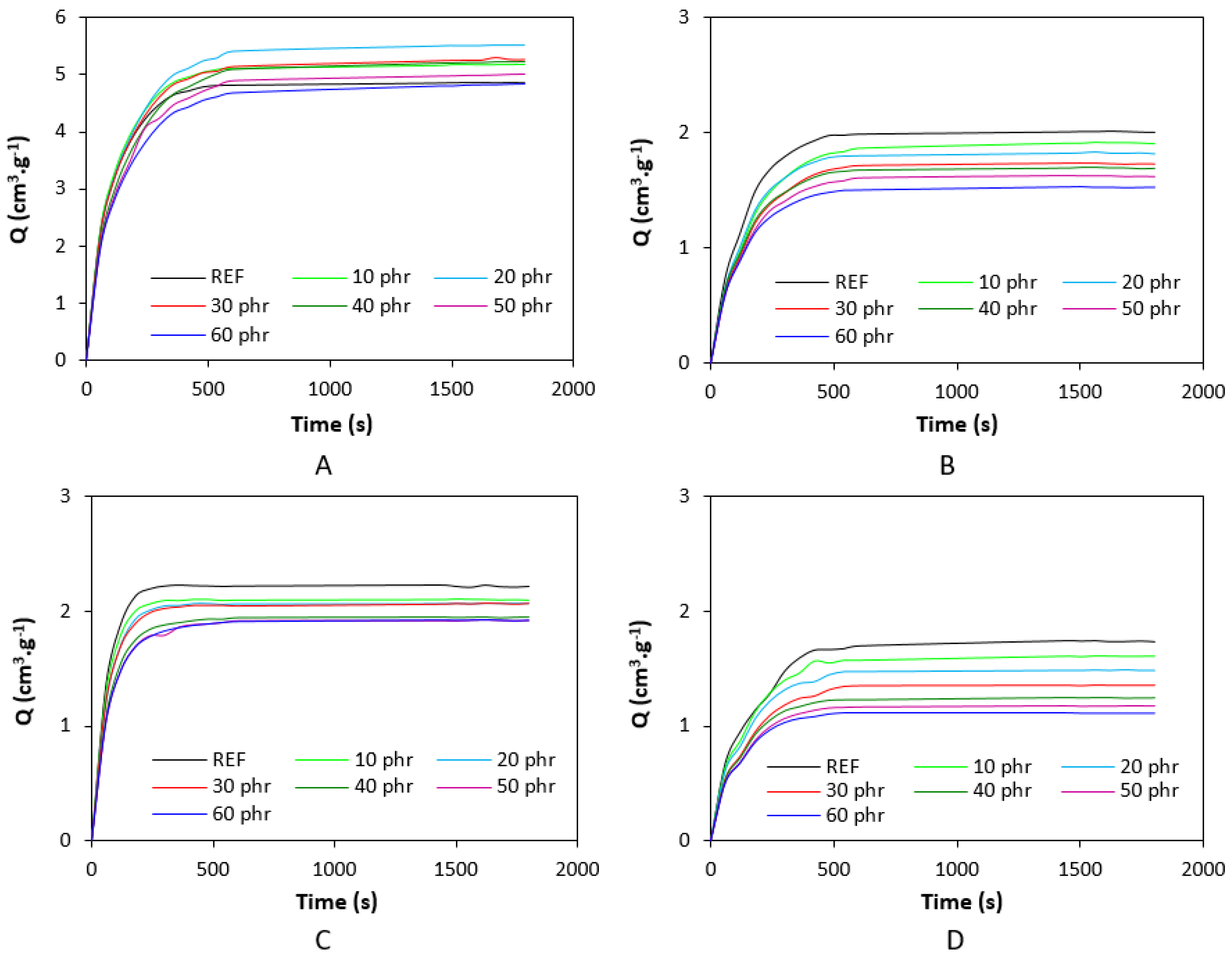
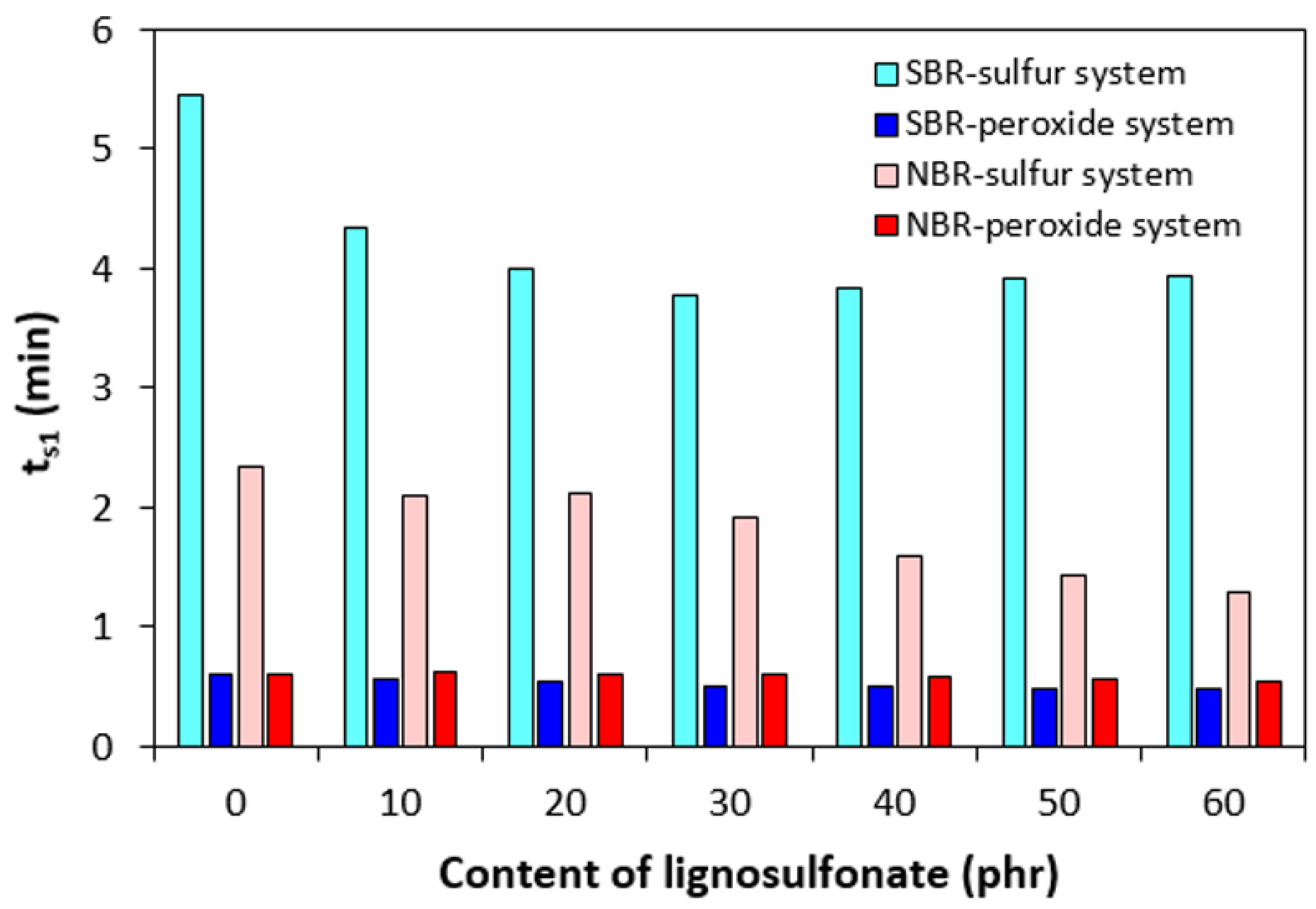
3.1. Curing Process and Cross-Link Density
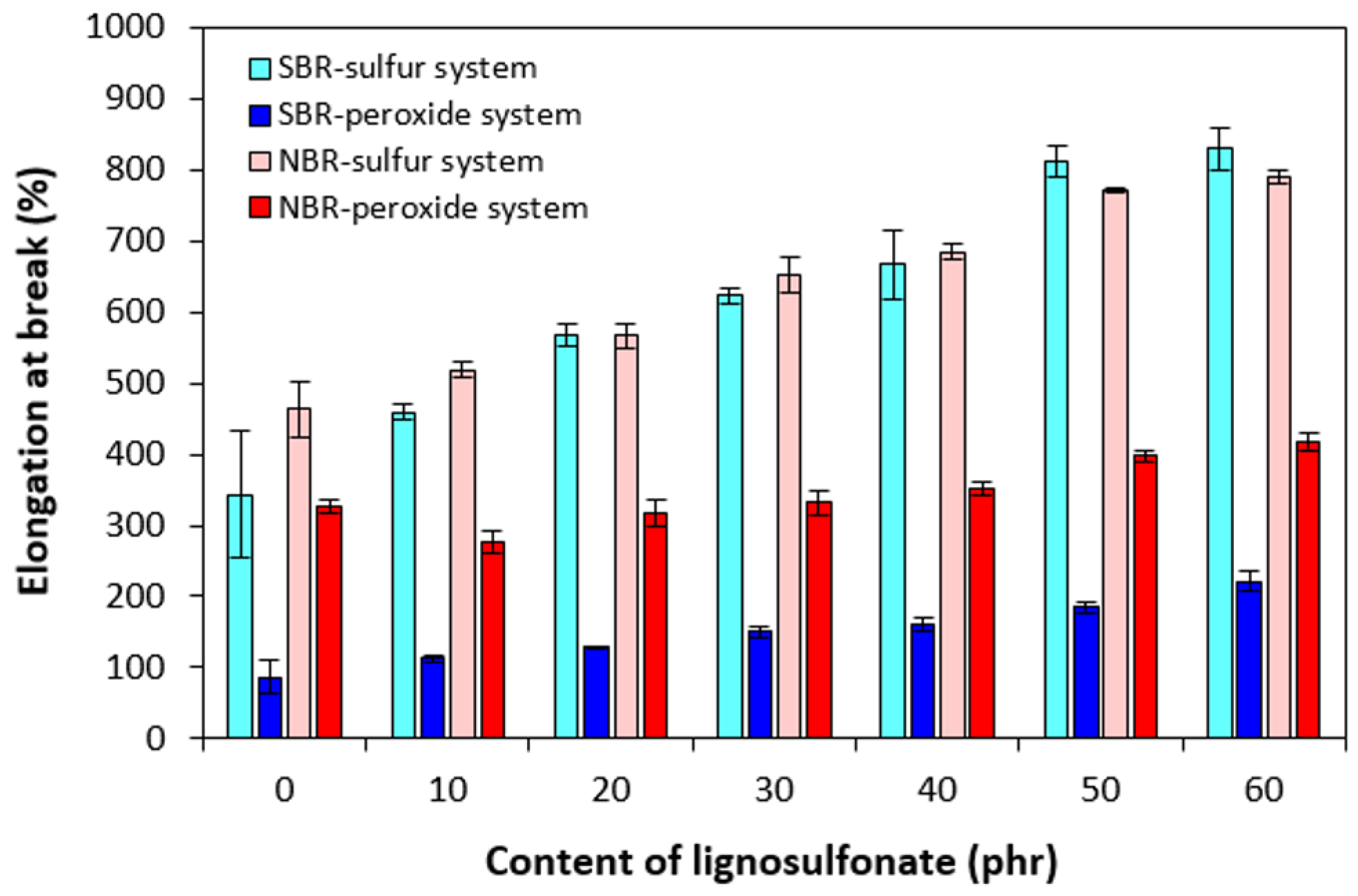
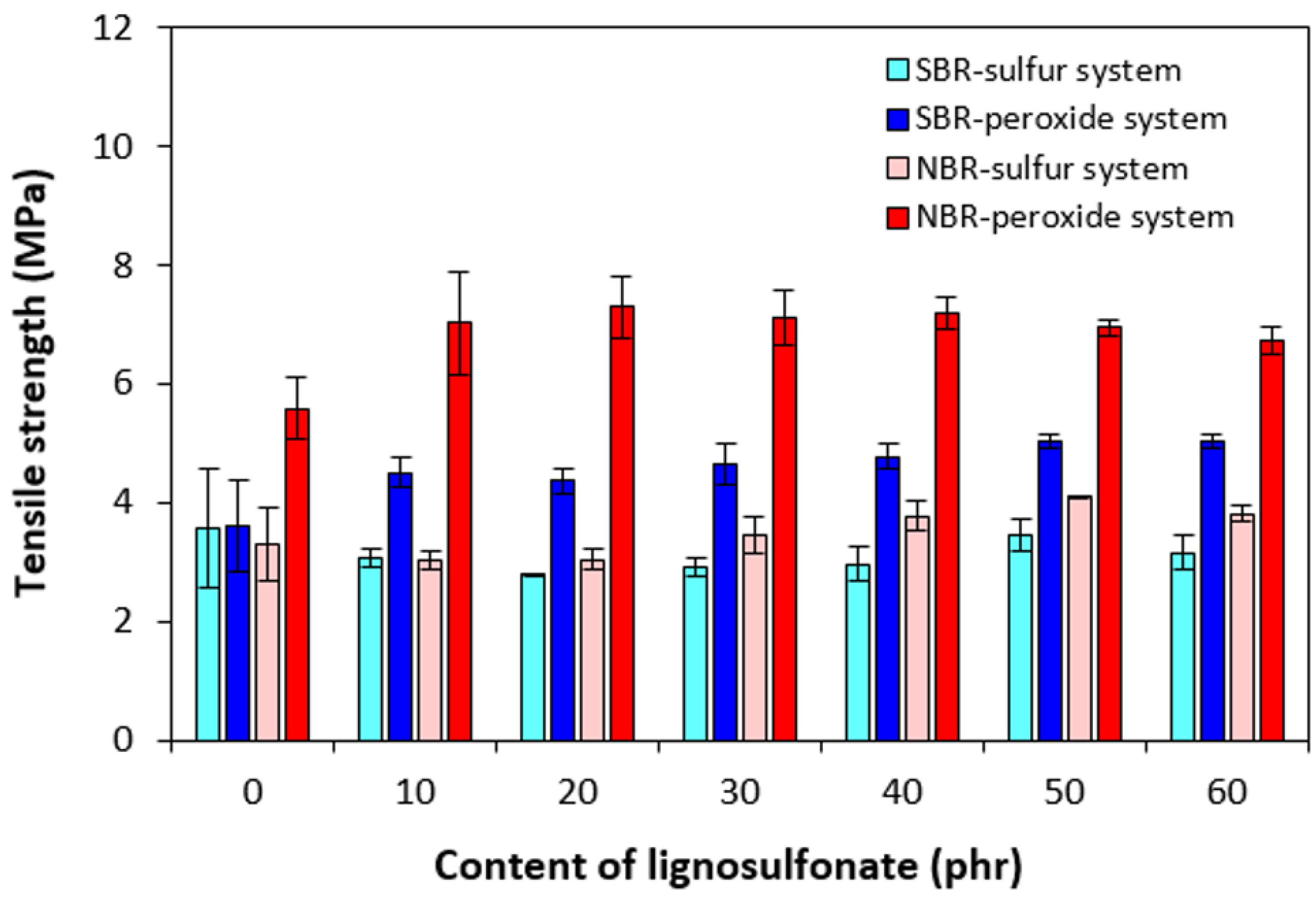
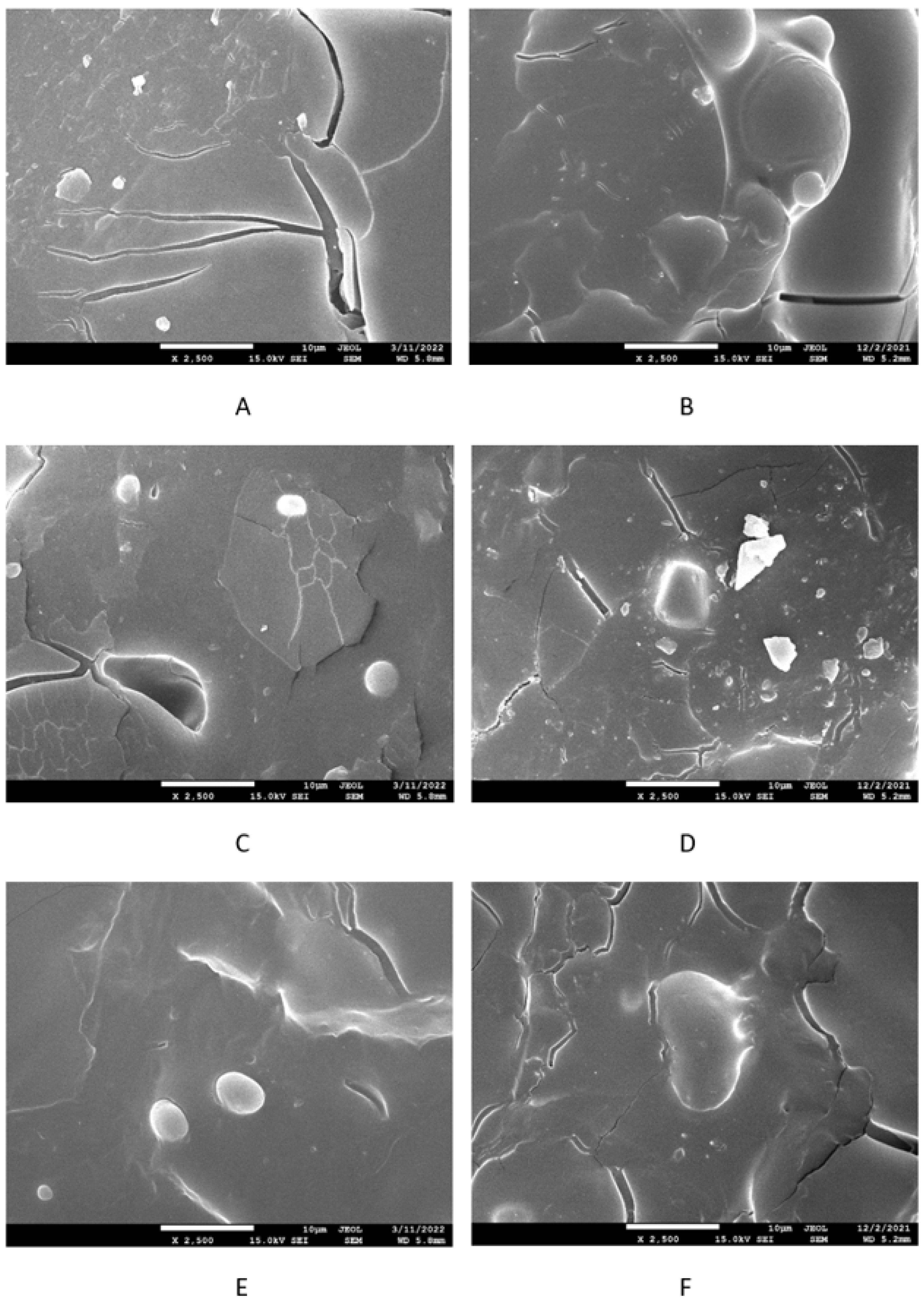
3.2. Physical–Mechanical Properties and Morphology
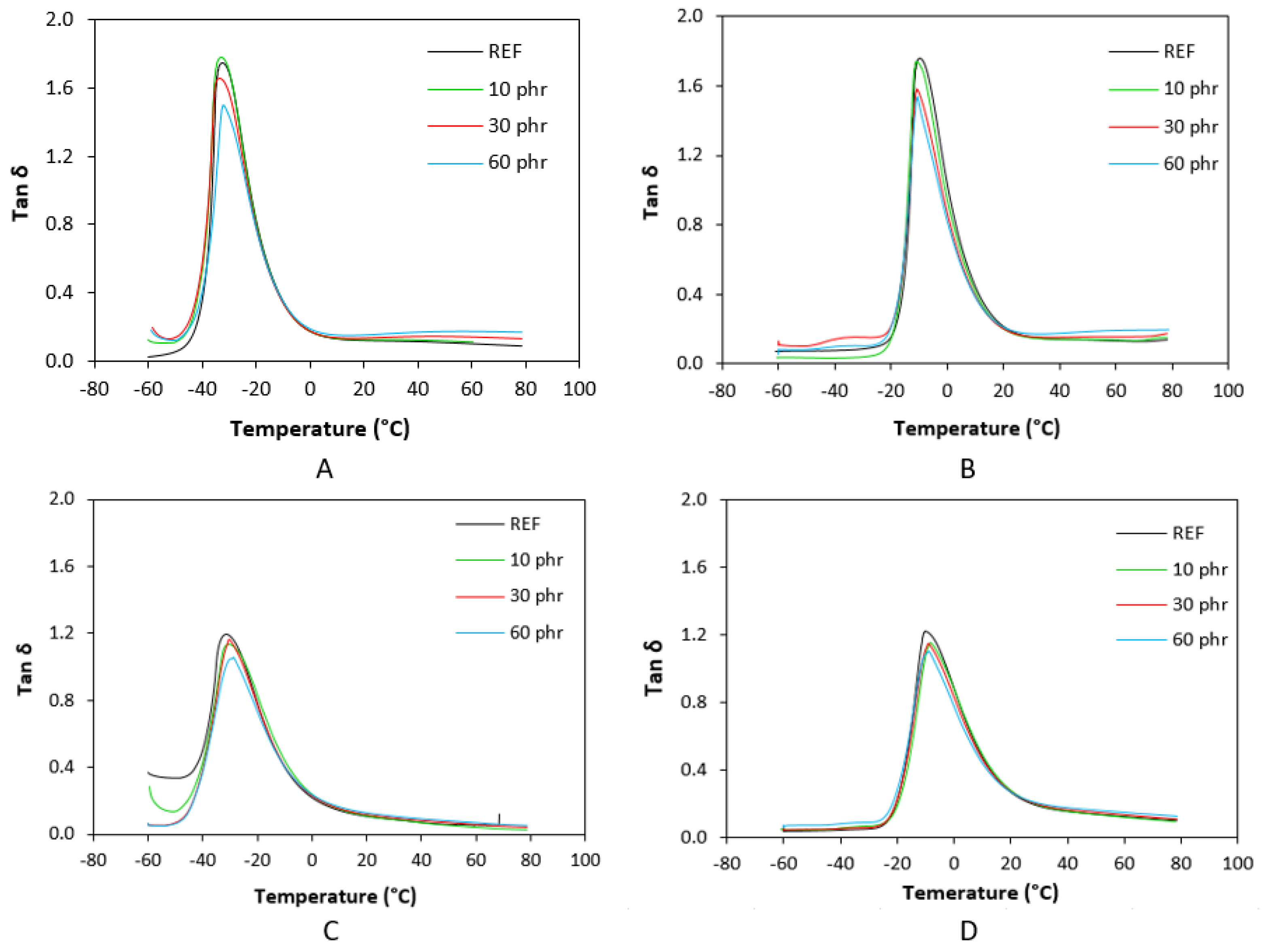
3.3. Dynamic–Mechanical Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Ruwoldt, J. A critical review of the physicochemical properties of lignosulfonates: Chemical structure and behavior in aqueous solution, at surfaces and interfaces. Surfaces 2020, 3, 622–648. [Google Scholar] [CrossRef]
- Hemmilä, V.; Hosseinpourpia, R.; Adamopoulos, S.; Eceiza, A. Characterization of wood-based industrial biorefinery lignosulfonates and supercritical water hydrolysis lignin. Waste Biomass Valori 2020, 11, 5835–5845. [Google Scholar]
- Lu, X.; Gu, X.; Shi, Y. A review on lignin antioxidants: Their sources, isolations, antioxidant activities and various applications. Int. J. Biol. Macromol. 2022, 210, 716–741. [Google Scholar] [PubMed]
- Morena, A.G.; Bassegoda, A.; Natan, M.; Jacobi, G.; Banin, E.; Tzanov, T. Antibacterial properties and mechanisms of action of sonoenzymatically synthesized lignin-based nanoparticles. ACS Appl. Mater. Interfaces 2022, 14, 37270–37279. [Google Scholar]
- Wang, H.; Qiu, X.; Liu, W.; Fu, F.; Yang, D. A novel lignin/ZnO hybrid nanocomposite with excellent UV absorption ability and its application in transparent polyurethane coating. Ind. Eng. Chem. Res. 2017, 56, 11133–11141. [Google Scholar]
- Younesi-Kordkheili, H.; Pizzi, A. A comparison among lignin modification methods on the properties of lignin–phenol–formaldehyde resin as wood adhesive. Polymers 2021, 13, 3502. [Google Scholar] [CrossRef]
- Lisý, A.; Ház, A.; Nadányi, R.; Jablonský, M.; Šurina, I. About hydrophobicity of lignin: A review of selected chemical methods for lignin valorisation in biopolymer production. Energies 2022, 15, 6213. [Google Scholar] [CrossRef]
- Sugiarto, S.; Leow, Y.; Li Tan, C.; Wang, G.; Kai, D. How far is Lignin from being a biomedical material? Bioact. Mater. 2022, 8, 71–94. [Google Scholar]
- Fabbri, F.; Bischof, S.; Mayr, S.; Gritsch, S.; Bartolome, M.J.; Schwaiger, N.; Guebitz, G.M.; Weiss, R. The biomodified lignin patform: A review. Polymers 2023, 15, 1694. [Google Scholar]
- Saadan, R.; Alaoui, C.H.; Ihammi, A.; Chigr, M.; Fatimi, A. A brief overview of lignin extraction and isolation processes: From lignocellulosic biomass to added-value biomaterials. Environ. Earth Sci. Proc. 2024, 31, 3. [Google Scholar] [CrossRef]
- Alam, M.M.; Greco, A.; Rajabimashhadi, Z.; Corcione, C.E. Efficient and environmentally friendly techniques for extracting lignin from lignocellulose biomass and subsequent uses: A review. Clean. Mater. 2024, 13, 100253. [Google Scholar] [CrossRef]
- Shorey, R.; Salaghi, A.; Fatehi, P.; Mekonnen, T.H. Valorization of lignin for advanced material applications: A review. RSC Sustain. 2024, 2, 804. [Google Scholar] [CrossRef]
- Gonçalves, S.; Ferra, J.; Paiva, N.; Martins, J.; Carvalho, L.H.; Magalhães, F.D. Lignosulphonates as an alternative to non-renewable binders in wood-based materials. Polymers 2021, 13, 4196. [Google Scholar] [CrossRef]
- Madyaratri, E.W.; Ridho, M.R.; Aristri, M.A.; Lubis, M.A.R.; Iswanto, A.H.; Nawawi, D.S.; Antov, P.; Kristak, L.; Majlingová, A.; Fatriasari, W. Recent advances in the development of fire-resistant biocomposites—A review. Polymers 2022, 14, 362. [Google Scholar] [CrossRef]
- Guterman, R.; Molinari, V.; Josef, E. Ionic liquid lignosulfonate: Dispersant and binder for preparation of biocomposite materials. Angew. Chem. Int. Ed. 2019, 58, 13044–13050. [Google Scholar] [CrossRef]
- Breilly, D.; Fadlallah, S.; Froidevaux, V.; Colas, A.; Allais, F. Origin and industrial applications of lignosulfonates with a focus on their use as superplasticizers in concrete. Constr. Build. Mater. 2021, 301, 124065. [Google Scholar] [CrossRef]
- Antov, P.; Mantanis, G.I.; Savov, V. Development of wood composites from recycled fibres bonded with magnesium lignosulfonate. Forests 2020, 11, 613. [Google Scholar] [CrossRef]
- Mohamad Aini, N.A.; Othman, N.; Hussin, M.H.; Sahakaro, K.; Hayeemasae, N. Lignin as alternative reinforcing filler in the rubber industry: A review. Front. Mater. 2020, 6, 329. [Google Scholar] [CrossRef]
- Thungphotrakul, N.; Dittanet, P.; Loykulnunt, S.; Tanpichai, S.; Parpainainar, P. Synthesis of sodium lignosulfonate from lignin extracted from oil palm empty fruit bunches by acid/ alkaline treatment for reinforcement in natural rubber composites. IOP Conf. Ser. Mater. Sci. Eng. 2019, 526, 012022. [Google Scholar] [CrossRef]
- Kruželák, J.; Džuganová, M.; Kvasničáková, A.; Preťo, J.; Hronkovič, J.; Hudec, I. Influence of plasticizers on cross-linking process, morphology, and properties of lignosulfonate-filled rubber compounds. Polymers 2025, 17, 393. [Google Scholar] [CrossRef]
- An, D.; Cheng, S.; Jiang, C.; Duan, X.; Yang, B.; Zhang, Z.; Li, J.; Liu, Y.; Wong, C.P. A novel environmentally friendly boron nitride/lignosulfonate/natural rubber composite with improved thermal conductivity. J. Mater. Chem. C 2020, 8, 4801–4809. [Google Scholar]
- Džuganová, M.; Stoček, R.; Pöschl, M.; Kruželák, J.; Kvasničáková, A.; Hronkovič, J.; Preťo, J. Strategy for reducing rubber wear emissions: The prospect of using calcium lignosulfonate. Express Polym. Lett. 2024, 18, 1277–1290. [Google Scholar]
- Nardelli, F.; Calucci, L.; Carignani, E.; Borsacchi, S.; Cettolin, M.; Arimondi, M.; Giannini, L.; Geppi, M.; Martini, F. Influence of sulfur-curing conditions on the dynamics and crosslinking of rubber networks: A time-domain NMR study. Polymers 2022, 14, 767. [Google Scholar] [CrossRef] [PubMed]
- Kaur, A.; Fefar, M.M.; Griggs, T.; Akutagawa, K.; Chen, B.; Busfield, J.J.C. Recyclable sulfur cured natural rubber with controlled disulfide metathesis. Commun. Mater. 2024, 5, 212. [Google Scholar]
- Naebpetch, W.; Junhasavasdikul, B.; Saetung, A.; Tulyapitak, T.; Nithi-Uthai, N. Influence of accelerator/sulphur and co-agent/peroxide ratios in mixed vulcanisation systems on cure characteristics, mechanical properties and heat aging resistance of vulcanised SBR. Plast. Rubber Compos. 2016, 45, 436–444. [Google Scholar]
- Shahrampour, H.; Motavalizadehkakhky, A. The Effects of sulfur curing systems (insoluble-rhombic) on physical and thermal properties of the matrix polymeric of styrene butadiene rubber. Pet. Chem. 2017, 57, 700–704. [Google Scholar]
- Kruželák, J.; Sýkora, R.; Hudec, I. Sulphur and peroxide vulcanisation of rubber compounds—Overview. Chem. Pap. 2016, 70, 1533–1555. [Google Scholar] [CrossRef]
- Rodríguez Garraza, A.L.; Mansilla, M.A.; Depaoli, E.L.; Macchi, C.; Cerveny, S.; Marzocca, A.J.; Somoza, A. Comparative study of thermal, mechanical and structural properties of polybutadiene rubber isomers vulcanized using peroxide. Polym. Test. 2016, 52, 117–123. [Google Scholar]
- Peidayesh, H.; Nógellová, Z.; Chodák, I. Effects of peroxide and sulfur curing systems on physical and mechanical properties of nitrile rubber composites: A comparative study. Materials 2024, 17, 71. [Google Scholar]
- Wei, B.X.; Yi, X.T.; Xiong, Y.J.; Wei, X.J.; Wu, Y.D.; Huang, Y.D.; He, J.M.; Bai, Y.P. The preparation and characterization of a carbon fiber-reinforced epoxy resin and EPDM composite using the co-curing method. RSC Adv. 2020, 10, 20588. [Google Scholar]
- Bhattacharya, A.B.; Gopalan, A.M.; Chatterjee, T.; Vennemann, N.; Naskar, K. Exploring the thermomechanical properties of peroxide/co-agent assisted thermoplastic vulcanizates through temperature scanning stress relaxation measurements. Polym. Eng. Sci. 2021, 61, 2466–2476. [Google Scholar]
- Laing, B.; De Keyzer, J.; Seveno, D.; Van Bael, A. Effect of co-agents on adhesion between peroxide cured ethylene–propylene–diene monomer and thermoplastics in two-component injection molding. J. Appl. Polym. Sci. 2020, 137, 48414. [Google Scholar]
- Hayichelaeh, C.; Boonkerd, K. Enhancement of the properties of carbon-black-filled natural rubber compounds containing soybean oil cured with peroxide through the addition of coagents. Ind. Crop Prod. 2022, 187, 115306. [Google Scholar]
- Kruželák, J.; Kvasničáková, A.; Hložeková, K.; Hudec, I. Influence of dicumyl peroxide and Type I and II co-agents on cross-linking and physical–mechanical properties of rubber compounds based on NBR. Plast. Rubber Compos. 2020, 49, 307–320. [Google Scholar]
- Zhao, X.; Cornish, K.; Vodovotz, Y. Synergistic mechanisms underlie the peroxide and coagent improvement of natural-rubber-toughened poly(3-hydroxybutyrate-co-3-hydroxyvalerate) mechanical performance. Polymers 2019, 11, 565. [Google Scholar] [CrossRef]
- Kruželák, J.; Sýkora, R.; Hudec, I. Vulcanization of rubber compounds with peroxide curing systems. Rubber Chem. Technol. 2017, 90, 60–88. [Google Scholar]
- Kraus, G. Swelling of filler-reinforced vulcanizates. J. Appl. Polym. Sci. 1963, 7, 861–871. [Google Scholar]
- Hosseini, S.M.; Razzaghi-Kashani, M. On the role of nano-silica in the kinetics of peroxide vulcanization of ethylene propylene diene rubber. Polymer 2017, 133, 8–19. [Google Scholar]
- Nikolova, S.; Mihaylov, M.; Dishovsky, N. Mixed peroxide/sulfur vulcanization of ethylene-propylene terpolymer based on composites. Curing characteristics, curing kinetics and mechanical properties. J. Chem. Technol. Metall. 2022, 57, 881–894. [Google Scholar]
- Wang, H.; Zhuang, T.; Shi, X.; Van Duin, M.; Zhao, S. Peroxide cross-linking of EPDM using moving die rheometer measurements. II. Effects of the process oils. Rubber Chem. Technol. 2018, 91, 561–576. [Google Scholar]
- George, B.; Alex, R. Stable free radical assisted scorch control in peroxide vulcanization of EPDM. Rubber Sci. 2013, 27, 135–145. [Google Scholar]
- Choi, S.S.; Kim, J.C. Lifetime prediction and thermal aging behaviors of SBR and NBR composites using crosslink density changes. J. Ind. Eng. Chem. 2012, 18, 1166–1170. [Google Scholar] [CrossRef]
- Valentín, J.L.; Posadas, P.; Fernández-Torres, A.; Malmierca, M.A.; González, L.; Chassé, W.; Saalwächter, K. Inhomogeneities and chain dynamics in diene rubbers vulcanized with different cure systems. Macromolecules 2010, 43, 4210–4222. [Google Scholar] [CrossRef]
- González, L.; Rodríguez, A.; Marcos-Fernández, A.; Valentín, J.L.; Fernández-Torres, A. Effect of network heterogeneities on the physical properties of nitrile rubbers cured with dicumyl peroxide. J. Appl. Polym. Sci. 2007, 103, 3377–3382. [Google Scholar] [CrossRef]
- Kruželák, J.; Kvasničáková, A.; Hudec, I. Peroxide curing systems applied for cross-linking of rubber compounds based on SBR. Adv. Ind. Eng. Polym. Res. 2020, 3, 120–128. [Google Scholar] [CrossRef]
- Liu, X.; Zhou, T.; Liu, Y.; Zhang, A.; Yuan, C.; Zhang, W. Cross-linking process of cis-polybutadiene rubber with peroxides studied by two-dimensional infrared correlation spectroscopy: A detailed tracking. RSC Adv. 2015, 5, 10231–10242. [Google Scholar] [CrossRef]
- González, L.; Rodríguez, A.; Del Campo, A.; Marcos-Fernández, A. Effect of heterogeneities on the physical properties of elastomers derived from butadiene cured with dicumyl peroxide. Polym. Int. 2004, 53, 1426–1430. [Google Scholar] [CrossRef]
- Valentín, J.L.; Rodríguez, A.; Marcos-Fernández, A.; Gonzáles, L. Dicumyl peroxide cross-linking of nitrile rubbers with different content in acrylonitrile. J. Appl. Polym. Sci. 2005, 96, 1–5. [Google Scholar] [CrossRef]
- Charoeythornkhajhornchai, P.; Samthong Ch Somwangthanaroj, A. Influence of sulfenamide accelerators on cure kinetics and properties of natural rubber foam. J. Appl. Polym. Sci. 2017, 134, 44822. [Google Scholar] [CrossRef]
- Ghosh, J.; Ghorai, S.; Jalan, A.K.; Roy, M.; De, D. Manifestation of accelerator type and vulcanization system on the properties of silica-reinforced SBR/devulcanize SBR blend vulcanizates. Adv. Polym. Technol. 2018, 37, 2636–2650. [Google Scholar] [CrossRef]
- Lian, Q.; Li, Y.; Li, K.; Cheng, J.; Zhang, J. Insights into the vulcanization mechanism through a simple and facile approach to the sulfur cleavage behavior. Macromolecules 2017, 50, 803–810. [Google Scholar] [CrossRef]
- Sheng, C.; Hu, Z.; Martin, H.; Duan, Y.; Zhang, J. Effect of a small amount of sulfur on the physical and mechanical properties of peroxide-cured fully saturated HNBR compounds. J. Appl. Polym. Sci. 2015, 132, 41612. [Google Scholar] [CrossRef]
- Strohmeier, L.; Balasooriya, W.; Schrittesser, B.; van Duin, M.; Schlögl, S. Hybrid in situ reinforcement of EPDM rubber compounds based on phenolic novolac resin and ionic coagent. Appl. Sci. 2022, 12, 2432. [Google Scholar] [CrossRef]
- Siaw, C.; Baharulrazi, N.; Che Man, S.H.; Othman, N. Effect of zinc dimethacrylate concentrations on properties of emulsion styrene butadiene rubber/butadiene rubber blends. Plast. Rubber Compos. 2023, 52, 315–329. [Google Scholar] [CrossRef]
- Li, C.; Yuan, Z.; Ye, L. Facile construction of enhanced multiple interfacial interactions in EPDM/zinc dimethacrylate (ZDMA) rubber composites: Highly reinforcing effect and improvement mechanism of sealing resilience. Compos. A Appl. Sci. 2019, 126, 105580. [Google Scholar] [CrossRef]
- Cao, Y.; Gu, N.; Hu, S.; Jin, R.; Zhang, J. Preparation and properties of zinc-diacrylate-modified montmorillonite/rubber nanocomposite. Appl. Mech. Mater. 2012, 182–183, 47–51. [Google Scholar] [CrossRef]
- Henning, S.K.; Costin, R. Fundamentals of curing elastomers with peroxides and coagents. Rubber World 2006, 233, 28–35. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Lignosulfonate (phr) | Tg (°C) | tan δ at Tg | tan δ (−50 °C) | tan δ (−20 °C) | tan δ (0 °C) | tan δ (20 °C) | tan δ (50 °C) |
|---|---|---|---|---|---|---|---|
| 0 | −32.4 | 1.74 | 0.06 | 0.83 | 0.18 | 0.12 | 0.11 |
| 10 | −33.0 | 1.77 | 0.11 | 0.81 | 0.17 | 0.13 | 0.12 |
| 30 | −33.6 | 1.66 | 0.14 | 0.79 | 0.18 | 0.14 | 0.15 |
| 60 | −32.4 | 1.50 | 0.12 | 0.77 | 0.18 | 0.15 | 0.17 |
| Lignosulfonate (phr) | Tg (°C) | tan δ at Tg | tan δ (−50 °C) | tan δ (−20 °C) | tan δ (0 °C) | tan δ (20 °C) | tan δ (50 °C) |
|---|---|---|---|---|---|---|---|
| 0 | −31.3 | 1.20 | 0.33 | 0.78 | 0.22 | 0.10 | 0.06 |
| 10 | −30.7 | 1.13 | 0.14 | 0.82 | 0.24 | 0.11 | 0.05 |
| 30 | −30.4 | 1.16 | 0.06 | 0.77 | 0.23 | 0.12 | 0.07 |
| 60 | −28.9 | 1.05 | 0.06 | 0.73 | 0.23 | 0.13 | 0.08 |
| Lignosulfonate (phr) | Tg (°C) | tan δ at Tg | tan δ (−50 °C) | tan δ (−20 °C) | tan δ (0 °C) | tan δ (20 °C) | tan δ (50 °C) |
|---|---|---|---|---|---|---|---|
| 0 | −9.8 | 1.76 | 0.07 | 0.15 | 1.03 | 0.21 | 0.13 |
| 10 | −10.9 | 1.74 | 0.04 | 0.14 | 0.96 | 0.20 | 0.14 |
| 30 | −10.7 | 1.58 | 0.10 | 0.21 | 0.88 | 0.21 | 0.16 |
| 60 | −10.7 | 1.53 | 0.08 | 0.21 | 0.82 | 0.21 | 0.19 |
| Lignosulfonate (phr) | Tg (°C) | tan δ at Tg | tan δ (−50 °C) | tan δ (−20 °C) | tan δ (0 °C) | tan δ (20 °C) | tan δ (50 °C) |
|---|---|---|---|---|---|---|---|
| 0 | −10.1 | 1.22 | 0.04 | 0.22 | 0.89 | 0.27 | 0.14 |
| 10 | −8.2 | 1.15 | 0.05 | 0.18 | 0.88 | 0.28 | 0.14 |
| 30 | −8.9 | 1.15 | 0.05 | 0.23 | 0.83 | 0.27 | 0.15 |
| 60 | −8.9 | 1.10 | 0.07 | 0.28 | 0.77 | 0.27 | 0.16 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kruželák, J.; Džuganová, M.; Kvasničáková, A.; Hronkovič, J.; Preťo, J.; Chodák, I.; Hudec, I. Sulfur and Peroxide Cross-Linking of Lignosulfonate-Filled Compounds Based on Acrylonitrile–Butadiene Rubber and Styrene–Butadiene Rubber. Polymers 2025, 17, 950. https://doi.org/10.3390/polym17070950
Kruželák J, Džuganová M, Kvasničáková A, Hronkovič J, Preťo J, Chodák I, Hudec I. Sulfur and Peroxide Cross-Linking of Lignosulfonate-Filled Compounds Based on Acrylonitrile–Butadiene Rubber and Styrene–Butadiene Rubber. Polymers. 2025; 17(7):950. https://doi.org/10.3390/polym17070950
Chicago/Turabian StyleKruželák, Ján, Michaela Džuganová, Andrea Kvasničáková, Ján Hronkovič, Jozef Preťo, Ivan Chodák, and Ivan Hudec. 2025. "Sulfur and Peroxide Cross-Linking of Lignosulfonate-Filled Compounds Based on Acrylonitrile–Butadiene Rubber and Styrene–Butadiene Rubber" Polymers 17, no. 7: 950. https://doi.org/10.3390/polym17070950
APA StyleKruželák, J., Džuganová, M., Kvasničáková, A., Hronkovič, J., Preťo, J., Chodák, I., & Hudec, I. (2025). Sulfur and Peroxide Cross-Linking of Lignosulfonate-Filled Compounds Based on Acrylonitrile–Butadiene Rubber and Styrene–Butadiene Rubber. Polymers, 17(7), 950. https://doi.org/10.3390/polym17070950