
Urethane Macromonomers: Key Components for the Development of Light-Cured High-Impact Denture Bases

 , ,
, ,  and
and
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Synthesis of Urethane Macromonomers UMs2-8
2.2.1. UM2
- Aspect: colorless viscous resin.
2.2.2. UM3
- Aspect: colorless viscous resin.
2.2.3. UM4
- Aspect: colorless resin.
2.2.4. UM5
- Aspect: colorless resin.
2.2.5. UM6
- Aspect: colorless viscous resin.
2.2.6. UM7
- Aspect: colorless resin.
2.2.7. UM8
- Aspect: colorless resin.
2.3. Formulation of Photopolymerizable BCP-Based Monomer Mixtures
2.4. Measurements
2.4.1. Nuclear Magnetic Resonance (NMR) Spectroscopy
2.4.2. Fourier Transform Infrared Spectroscopy (FT-IR)
2.4.3. Flexural Strength and Flexural Modulus
2.4.4. Fracture Toughness
2.4.5. Viscosity
2.4.6. Measurement of Tg Using Dynamic Mechanical Thermal Analysis (DMTA)
2.4.7. Near-Infrared (NIR) Spectrometry (Measurement of the Double Bond Conversion)
2.4.8. Scanning Transmission Electron Microscopy (STEM)
3. Results
3.1. Synthesis of Urethane Macromonomers UMs2-8 and of BCP1
3.2. Evaluation of Novel Urethane Dimethacrylate Macromonomers: Variation of the Nature of the Diol
3.3. Evaluation of Novel Urethane Dimethacrylate Macromonomers: Variation of the Nature of the Macromonomer Polymerizable End Groups
4. Discussion
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Andjela, L.; Abdurahmanovich, V.M.; Vladimirovna, S.N.; Mikhailovna, G.I.; Yurievich, D.D.; Alekseevna, M.Y. A review on Vat photopolymerization 3D-printing processes for dental application. Dent. Mater. 2022, 38, e284–e296. [Google Scholar] [CrossRef]
- Della Bona, A.; Cantelli, V.; Britto, V.T.; Collares, K.F.; Stansbury, J.W. 3D printing restorative materials using a stereolithographic technique: A systematic review. Dent. Mater. 2021, 37, 336–350. [Google Scholar] [CrossRef] [PubMed]
- Balhaddad, A.A.; Garcia, I.M.; Mokeem, L.; Alsahafi, R.; Majeed-Saidan, A.; Albagami, H.H.; Khan, A.S.; Ahmad, S.; Collares, F.M.; Della Bona, A.; et al. Three-dimensional (3D) printing in dental practice: Applications, areas of interest, and level of evidence. Clin. Oral Investig. 2023, 27, 2465–2481. [Google Scholar] [CrossRef]
- Punia, U.; Kaushik, A.; Garg, R.K.; Chhabra, D.; Sharma, A. 3D printable biomaterials for dental restoration: A systematic review. Mater. Today Proc. 2022, 63, 566–572. [Google Scholar] [CrossRef]
- Cai, H.; Xu, X.; Lu, X.; Zhao, M.; Jia, Q.; Jiang, H.-B.; Kwon, J.-S. Dental materials applied to 3D and 4D printing technologies: A review. Polymers 2023, 15, 2405. [Google Scholar] [CrossRef]
- Tigmeanu, C.V.; Ardelean, L.C.; Rusu, L.-C.; Negrutiu, M.-L. Additive manufactured polymers in dentistry, Current state-of-the-art and future perspectives-a review. Polymers 2022, 14, 3658. [Google Scholar] [CrossRef] [PubMed]
- Altarazi, A.; Haider, J.; Alhotan, A.; Silikas, N.; Devlin, H. Assessing the physical and mechanical properties of 3D printed acrylic material for denture base application. Dent. Mater. 2022, 38, 1841–1854. [Google Scholar] [CrossRef]
- Goodacre, B.J. 3D printing of complete dentures: A narrative review. Int. J. Prosthodont. 2024, 37, 159–164. [Google Scholar] [CrossRef]
- ISO20795-1:2013; Dentistry—Base Polymers—Part 1: Denture Base Polymers. ISO: Geneva, Switzerland, 2013.
- Anusavice, K.J.; Shen, C.; Rawls, H.R. Phillips’ Science of Dental Materials, 12th ed.; Elsevier Saunders: St Louis, MO, USA, 2013; pp. 474–485. [Google Scholar]
- Alla, R.K.; Raghavendra Swamy, K.N.; Vyas, R.; Konakanchi, A. Conventional and contemporary polymers for the fabrication of denture prosthesis: Part I—Overview, composition and properties. Int. J. Appl. Dent. Sci. 2015, 1, 82–89. [Google Scholar]
- Geiger, V.; Mayinger, F.; Hoffmann, M.; Reymus, M.; Stawarkzyk, B. Fracture toughness, work of fracture, flexural strength and elastic modulus of 3D-printed denture base resins in two measurement environments after artificial aging. J. Mech. Behav. Biomed. Mater. 2024, 150, 106234. [Google Scholar] [CrossRef]
- Roshanali, M.; Nodehi, A.; Atai, M. Synthesis and characterization of core-shell nanoparticles and their application in dental resins. J. Mech. Behav. Biomed. Mater. 2020, 110, 103926. [Google Scholar] [CrossRef] [PubMed]
- Sandmann, B.; Happ, B.; Perevyazko, I.; Rudolph, T.; Schacher, F.H.; Hoeppener, S.; Mansfeld, U.; Hager, M.D.; Fischer, U.K.; Burtscher, P.; et al. Incorporation of core–shell particles into methacrylate based composites for improvement of the mechanical properties. Polym. Chem. 2015, 6, 5273–5280. [Google Scholar] [CrossRef]
- Redline, E.M.; Francis, L.F.; Bates, F.S. Radical-cured block copolymer-modified thermosets. J. Polym. Sci. Part B Polym. Phys. 2011, 49, 540–550. [Google Scholar] [CrossRef]
- Demleitner, M.; Schönl, F.; Angermann, J.; Fässler, P.; Lamparth, I.; Rist, K.; Schnur, T.; Catel, Y.; Rosenfeldt, S.; Retsch, M.; et al. Influence of block copolymer concentration and resin crosslink density on the properties of UV-curable methacrylate resin systems. Macromol. Mater. Eng. 2022, 307, 2200320. [Google Scholar] [CrossRef]
- Ott, E.; Fässler, P.; Grob, B.; Rist, K.; Vidal, L.; Lalevée, J.; Catel, Y. Evaluation of novel urethane dimethacrylates as crosslinkers for the development of fracture tough dental materials containing a poly(ε-caprolactone)-polydimethylsiloxane-poly(ε-caprolactone) triblock copolymer. J. Appl. Polym. Sci. 2024, 141, e55724. [Google Scholar] [CrossRef]
- Fässler, P.; Grob, B.; Lamparth, I.; Omeragic, S.; Rist, K.; Vidal, L.; Lalevée, J.; Catel, Y. Evaluation of various monofunctional monomers for the development of fracture tough dental materials exhibiting a low crosslink density. Eur. Polym. J. 2024, 219, 113332. [Google Scholar] [CrossRef]
- Schönl, F.; Demleitner, M.; Angermann, J.; Fässler, P.; Lamparth, I.; Rist, K.; Schnur, T.; Catel, Y.; Rosenfeldt, S.; Ruckdäschel, H. Synthesis and evaluation of novel urethane macromonomers for the formulation of fracture tough 3D printable dental materials. J. Mech. Behav. Biomed. Mater. 2024, 160, 106737. [Google Scholar] [CrossRef] [PubMed]
- Fässler, P.; Lamparth, I.; Omeragic, S.; Grob, B.; Rist, K.; Cousin, F.; Vidal, L.; Lalevée, J.; Catel, Y. Block copolymers: Efficient toughening agents for the preparation of 3D-printable high impact denture base materials. Dent. Mater. 2025, 41, 839–849. [Google Scholar] [CrossRef]
- Hayakawa, Y.; Ono, T.; Watanabe, T.; Tateishi, T.; Sakai, T.; Toyama, K. Anti-Staining Polymer Composites Consisting of a Methacrylic Resin Matrix Containing Biphenyl and Fluorinated Moieties. J. Macromol. Sci. Part A 2013, 50, 498–503. [Google Scholar] [CrossRef]
- Hillmyer, M.A.; Lipic, P.M.; Hajduk, D.A.; Almdal, K.; Bates, F.S. Self-assembly and polymerization of epoxy resin-amphiphilic block copolymer nanocomposites. J. Am. Chem. Soc. 1997, 119, 2749–2750. [Google Scholar] [CrossRef]
- Lipic, P.M.; Bates, F.S.; Hillmyer, M.A. Nanostructured thermosets from self-assembled amphiphilic block copolymer/epoxy resin mixtures. J. Am. Chem. Soc. 1998, 120, 8963–8970. [Google Scholar] [CrossRef]
- Thio, Y.S.; Wu, J.; Bates, F.S. Epoxy toughening using low molecular weight poly(hexylene oxide)−poly(ethylene oxide) diblock copolymers. Macromolecules 2006, 39, 7187–7189. [Google Scholar] [CrossRef]
- Dean, J.M.; Grubbs, R.B.; Saad, W.; Cook, R.F.; Bates, F.S. Mechanical properties of block copolymer vesicle and micelle modified epoxies. J. Polym. Sci. Part B Polym. Phys. 2003, 41, 2444–2456. [Google Scholar] [CrossRef]
- Dean, J.M.; Lipic, P.M.; Grubbs, R.B.; Cook, R.F.; Bates, F.S. Micellar structure and mechanical properties of block copolymer-modified epoxies. J. Polym. Sci. Part B Polym. Phys. 2001, 39, 2996–3010. [Google Scholar] [CrossRef]
- Wu, J.; Thio, Y.S.; Bates, F.S. Structure and properties of PBO-PEO diblock copolymer modified epoxy. J. Polym. Sci. Part B Polym. Phys. 2005, 43, 1950–1965. [Google Scholar] [CrossRef]
- Tao, L.; Sun, Z.; Min, W.; Ou, H.; Qi, L.; Yu, M. Improving the toughness of thermosetting epoxy resins via blending triblock copolymers. RSC Adv. 2020, 10, 1603–1612. [Google Scholar] [CrossRef]
- Li, L.; Peng, W.; Liu, L.; Zheng, S. Toughening of epoxy by nanostructures with ABA triblock copolymers: An influence of organosilicon modification of block copolymer. Polym. Eng. Sci. 2022, 62, 392–404. [Google Scholar] [CrossRef]
- Xu, Q.; Zhou, Q.; Shen, K.; Jiang, D.; Ni, L. Nanostructured epoxy thermoset templated by an amphiphilic PCL-b-PES-b-PCL triblock copolymer. J. Polym. Sci. Part B Polym. Phys. 2016, 54, 424–432. [Google Scholar] [CrossRef]
- Yang, X.; Yi, F.; Xin, Z.; Zheng, S. Morphology and mechanical properties of nanostructured blends of epoxy resin with poly(3-caprolactone)-block-poly(butadiene-co-acrylonitrile)-block-poly(3-caprolactone) triblock copolymer. Polymer 2009, 50, 4089–4100. [Google Scholar] [CrossRef]
- Uhlig, C.; Kahle, O.; Schäfer, O.; Ewald, D.; Oswaldbauer, H.; Bauer, J.; Bauer, M. Blends of tri-block copolymers and addition curing resins: Influence of block copolymer-resin compatibility on toughness and matrix properties on toughenability. React. Funct. Polym. 2019, 142, 159–182. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Resin | Viscosity (Pa s) | DBC (%) | Tg (°C) |
|---|---|---|---|
| UM1/OMIMA (1/1: wt/wt) + 5.0 wt% BCP1 | 3.38 | 100 | 84 |
| UM2/OMIMA (1/1: wt/wt) + 5.0 wt% BCP1 | 6.09 | 100 | 78 |
| UM3/OMIMA (1/1: wt/wt) + 5.0 wt% BCP1 | 3.07 | 100 | 72 |
| UM4/OMIMA (1/1: wt/wt) + 5.0 wt% BCP1 | 3.12 | 100 | 79 |
| UM5/OMIMA (1/1: wt/wt) + 5.0 wt% BCP1 | 6.60 | 100 | 89 |
| UM6/OMIMA (1/1: wt/wt) + 5.0 wt% BCP1 | 8.02 | 100 | 87 |
| DMA1/OMIMA (1/1: wt/wt) + 5.0 wt% BCP1 | 2.27 | 100 | 101 |
| Resin | BCP1 (wt%) | Flexural Strength (MPa) | Flexural Modulus (MPa) |
|---|---|---|---|
| UM1/OMIMA (1/1: wt/wt) | 5.0 | 65.9 ± 1.0 | 2037 ± 60 |
| UM1/OMIMA (1/1: wt/wt) | 4.0 | 70.1 ± 2.0 | 2171 ± 56 |
| UM2/OMIMA (1/1: wt/wt) | 5.0 | 62.1 ± 3.8 | 1872 ± 140 |
| UM2/OMIMA (1/1: wt/wt) | 4.0 | 72.0 ± 1.9 | 2250 ± 80 |
| UM3/OMIMA (1/1: wt/wt) | 5.0 | 58.5 ± 1.9 | 1861 ± 70 |
| UM3/OMIMA (1/1: wt/wt) | 4.0 | 60.7 ± 1.5 | 1857 ± 57 |
| UM3/OMIMA (1/1: wt/wt) | 3.0 | 63.9 ± 4.9 | 1963 ± 216 |
| DMA1/OMIMA (1/1: wt/wt) | 5.0 | 75.2 ± 3.0 | 2166 ± 175 |
| DMA1/OMIMA (1/1: wt/wt) | 6.0 | 67.0 ± 1.5 | 2009 ± 50 |
| DMA1/OMIMA (1/1: wt/wt) | 7.0 | 61.6 ± 1.7 | 1900 ± 106 |
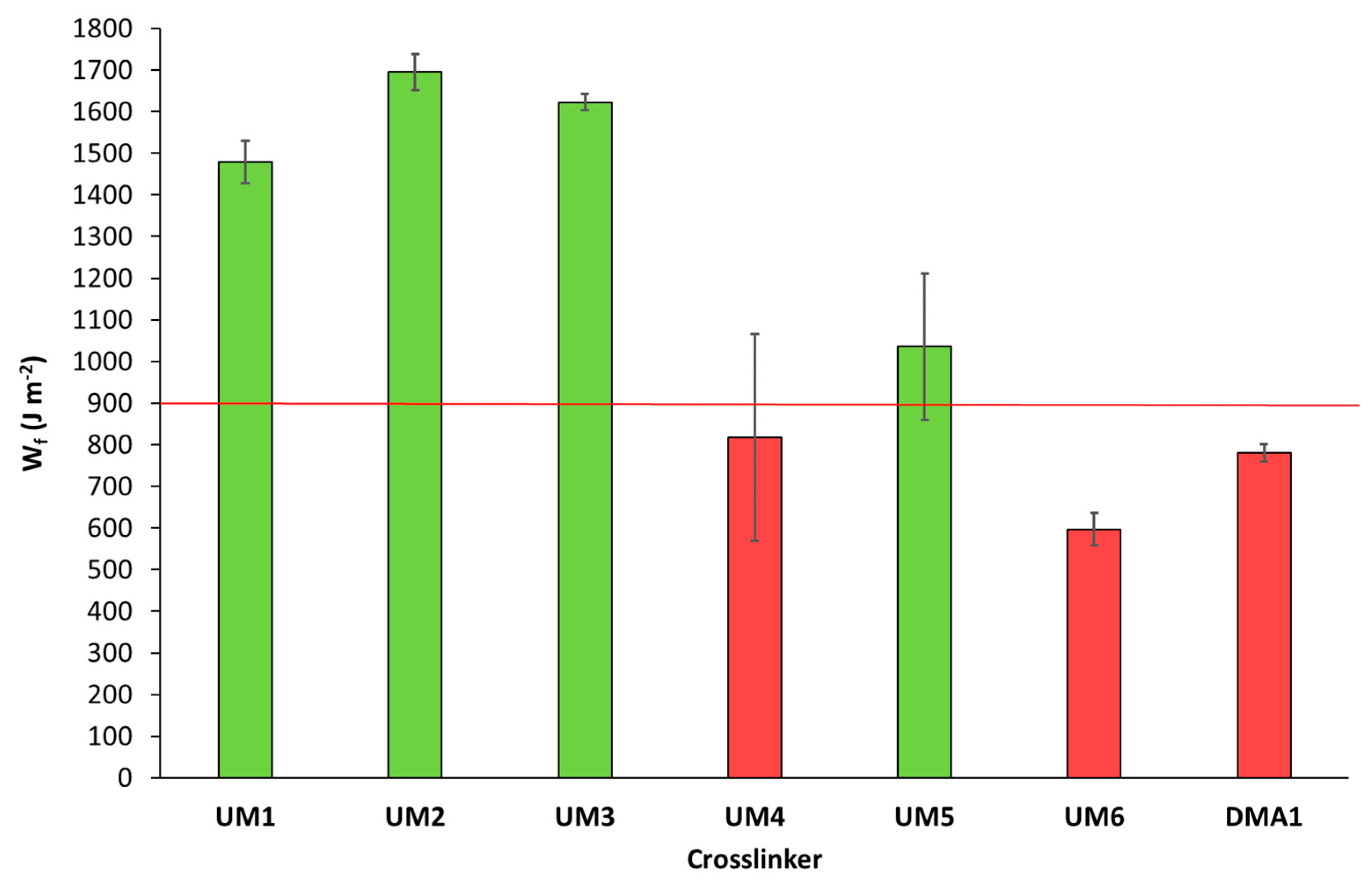
| Resin | BCP1 (wt%) | Kmax (MPa m1/2) | Wf (J m−2) |
|---|---|---|---|
| UM1/OMIMA (1/1: wt/wt) | 5.0 | 2.477 ± 0.142 | 1478 ± 51 |
| UM1/OMIMA (1/1: wt/wt) | 4.0 | 2.285 ± 0.123 | 844 ± 18 |
| UM2/OMIMA (1/1: wt/wt) | 5.0 | 2.303 ± 0.124 | 1695 ± 43 |
| UM2/OMIMA (1/1: wt/wt) | 4.0 | 2.531 ± 0.075 | 963 ± 33 |
| UM3/OMIMA (1/1: wt/wt) | 5.0 | 2.466 ± 0.042 | 1623 ± 19 |
| UM3/OMIMA (1/1: wt/wt) | 4.0 | 2.561 ± 0.044 | 1512 ± 220 |
| UM3/OMIMA (1/1: wt/wt) | 3.0 | 2.443 ± 0.086 | 834 ± 21 |
| DMA1/OMIMA (1/1: wt/wt) | 5.0 | 2.318 ± 0.065 | 781 ± 21 |
| DMA1/OMIMA (1/1: wt/wt) | 6.0 | 2.329 ± 0.073 | 893 ± 43 |
| DMA1/OMIMA (1/1: wt/wt) | 7.0 | 2.240 ± 0.090 | 1264 ± 147 |
| Resin | Viscosity (Pa s) | DBC (%) | Tg (°C) |
|---|---|---|---|
| UM1/OMIMA (1/1: wt/wt) + 5.0 wt% BCP1 | 3.38 | 100 | 84 |
| UM7/OMIMA (1/1: wt/wt) + 5.0 wt% BCP1 | 3.35 | 93 ± 1 | 107 |
| UM8/OMIMA (1/1: wt/wt) + 5.0 wt% BCP1 | 4.35 | 100 | 72 |
| Resin | Flexural Strength (MPa) | Flexural Modulus (MPa) |
|---|---|---|
| UM1/OMIMA (1/1: wt/wt) + 5.0 wt% BCP1 | 65.9 ± 1.0 | 2037 ± 60 |
| UM7/OMIMA (1/1: wt/wt) + 5.0 wt% BCP1 | 71.2 ± 9.1 | 2496 ± 125 |
| UM8/OMIMA (1/1: wt/wt) + 5.0 wt% BCP1 | 58.8 ± 2.1 | 1836 ± 114 |
| Resin | Kmax (MPa m1/2) | Wf (J m−2) |
|---|---|---|
| UM1/OMIMA (1/1: wt/wt) + 5.0 wt% BCP1 | 2.477 ± 0.142 | 1478 ± 51 |
| UM7/OMIMA (1/1: wt/wt) + 5.0 wt% BCP1 | 1.081 ± 0.045 | 135 ± 8 |
| UM8/OMIMA (1/1: wt/wt) + 5.0 wt% BCP1 | 2.108 ± 0.028 | 1161 ± 183 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grob, B.; Fässler, P.; Lamparth, I.; Omeragic, S.; Rist, K.; Vidal, L.; Lalevée, J.; Catel, Y. Urethane Macromonomers: Key Components for the Development of Light-Cured High-Impact Denture Bases. Polymers 2025, 17, 1761. https://doi.org/10.3390/polym17131761
Grob B, Fässler P, Lamparth I, Omeragic S, Rist K, Vidal L, Lalevée J, Catel Y. Urethane Macromonomers: Key Components for the Development of Light-Cured High-Impact Denture Bases. Polymers. 2025; 17(13):1761. https://doi.org/10.3390/polym17131761
Chicago/Turabian StyleGrob, Benjamin, Pascal Fässler, Iris Lamparth, Sadini Omeragic, Kai Rist, Loïc Vidal, Jacques Lalevée, and Yohann Catel. 2025. "Urethane Macromonomers: Key Components for the Development of Light-Cured High-Impact Denture Bases" Polymers 17, no. 13: 1761. https://doi.org/10.3390/polym17131761
APA StyleGrob, B., Fässler, P., Lamparth, I., Omeragic, S., Rist, K., Vidal, L., Lalevée, J., & Catel, Y. (2025). Urethane Macromonomers: Key Components for the Development of Light-Cured High-Impact Denture Bases. Polymers, 17(13), 1761. https://doi.org/10.3390/polym17131761