


Selected Properties of a TPS/PA12 Composite Material Produced in a Two-Stage Method


Abstract

1. Introduction
2. Materials and Methods
2.1. Preparation of Samples
2.2. Extrusion Process
2.3. Pressing Process
2.4. Analyses
2.4.1. Mechanical Properties
2.4.2. Resistance to Water
2.5. Statistical Analysis
3. Discussion of Results
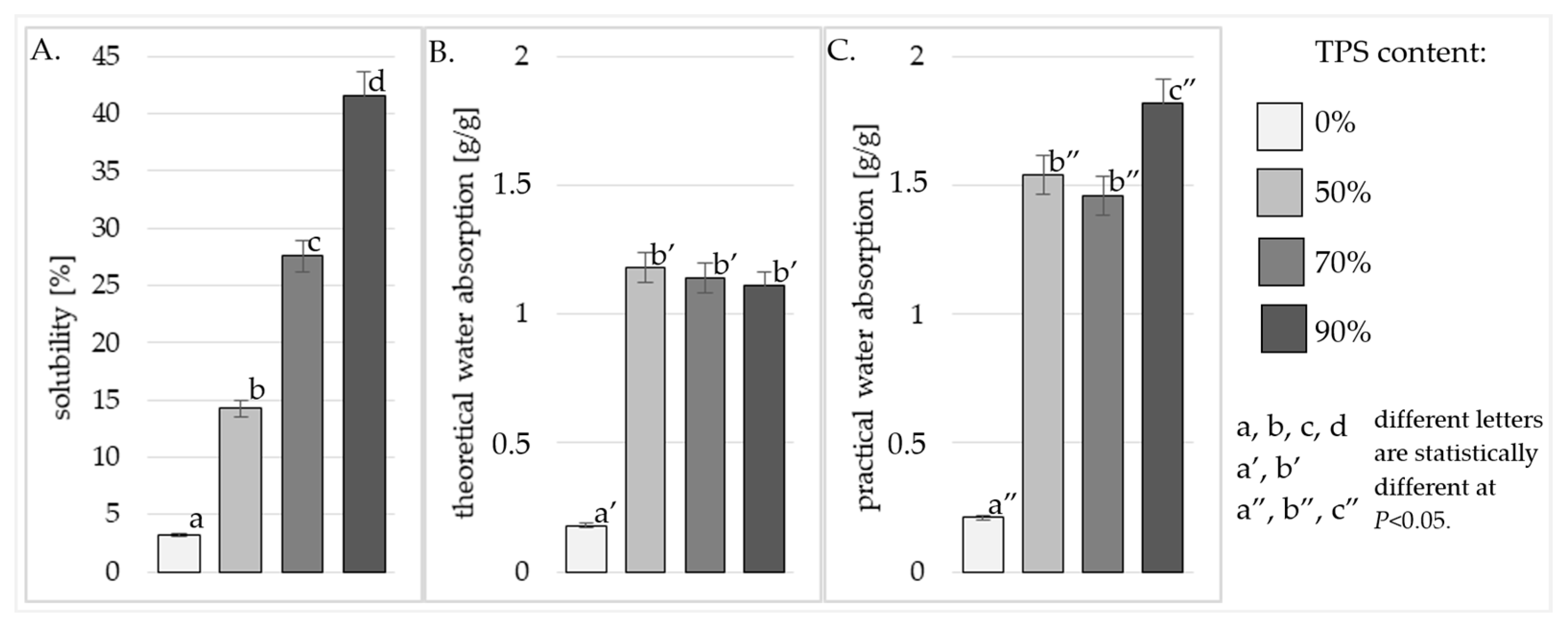
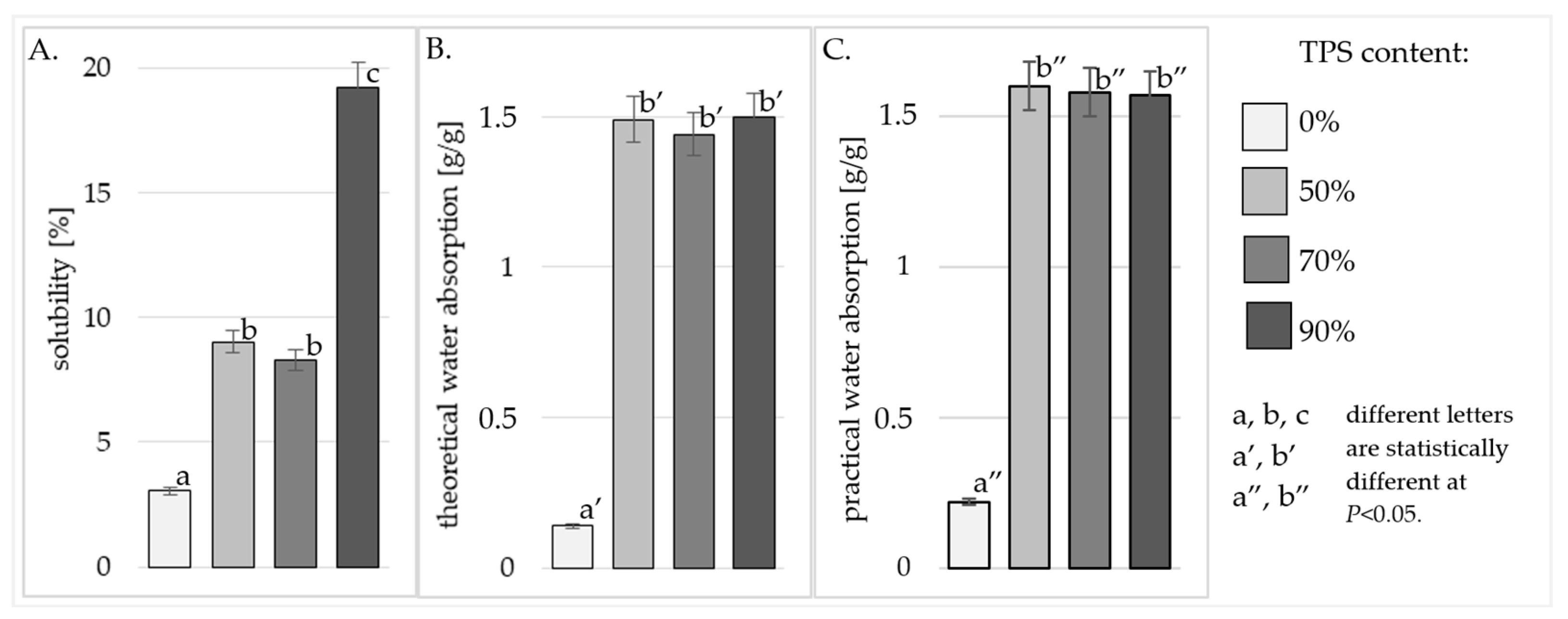
3.1. Water Resistance
3.2. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Pilicode, N.; Naik, P.; Nimith, K.M.; Acharya, M.; Satyanarayan, M.N.; Adhikari, A.V. New cyanopyridine-based π-conjugative poly(azomethine)s: Synthesis, characterization and electroluminescence studies. Polym. Adv. Technol. 2021, 32, 131–141. [Google Scholar] [CrossRef]
- Sunitha, M.S.; Naik, P.; Vishnumurthy, K.A.; Adhikari, A.V. Synthesis of nonlinear heteroaromatic donor–acceptor conjugated polymers: Structural, theoretical, electrochemical, and optical properties. Polym. Eng. Sci. 2025, 65, 1752–1764. [Google Scholar] [CrossRef]
- Zarski, A.; Bajer, K.; Kapuśniak, J. Review of the most important methods of improving the processing properties of starch toward non-food applications. Polymers 2021, 13, 832. [Google Scholar] [CrossRef]
- Fourati, Y.; Magnin, A.; Putaux, J.-L.; Boufi, S. One-step processing of plasticized starch/cellulose nanofibrils nanocomposites via twin-screw extrusion of starch and cellulose fibers. Carbohydr. Polym. 2020, 229, 115554. [Google Scholar] [CrossRef]
- Hietala, M.; Mathew, A.P.; Oksman, K. Bionanocomposites of thermoplastic starch and cellulose nanofibers manufactured using twin-screw extrusion. Eur. Polym. J. 2013, 49, 950–956. [Google Scholar] [CrossRef]
- Piekarska, K.; Sikora, M.; Owczarek, M.; Jóźwik-Pruska, J.; Wiśniewska-Wrona, M. Chitin and Chitosan as Polymers of the Future—Obtaining, Modification, Life Cycle Assessment and Main Directions of Application. Polymers 2023, 15, 793. [Google Scholar] [CrossRef]
- Hisham, F.; Akmal, M.H.M.; Ahmad, F.; Ahmad, K.; Samat, N. Biopolymer chitosan: Potential sources, extraction methods, and emerging applications. Ain Shams Eng. J. 2024, 15, 102424. [Google Scholar] [CrossRef]
- Alix, S.; Mahieu, A.; Terrie, C.; Soulestin, J.; Garault, E.; Feuilloley, M.G.J.; Gattin, R.; Edon, V.; Ait-Younes, T.; Leblanc, N. Active pseudo-multilayered films from polycaprolactone and starch based matrix for food-packaging applications. Eur. Polym. J. 2013, 49, 1234–1242. [Google Scholar] [CrossRef]
- Temesgen, S.; Rennert, M.; Tesfaye, T.; Nase, M. Review on Spinning of Biopolymer Fibers from Starch. Polymers 2021, 13, 1121. [Google Scholar] [CrossRef]
- Shahbaz, M.; Naeem, H. Application of starch as an active ingredient for the fabrication of nanocomposite in food packaging. In Starch Based Nanomaterials for Food Packaging. Perspectives and Future Prospectus, 1st ed.; Nayik, G.A., Dar, A.H., Eds.; Academic Press: Cambridge, MA, USA; Elsevier Inc.: North Andover, MA, USA, 2024; pp. 161–208. [Google Scholar]
- Ning, W.; Jiugao, Y.; Xiaofei, M. Preparation and characterization of compatible thermoplastic dry starch/poly(lactic acid). Polym. Compos. 2008, 29, 551–559. [Google Scholar] [CrossRef]
- Muller, C.M.O.; Pires, A.T.N.; Yamashita, F. Characterization of thermoplastic starch/poly(lactic acid) blends obtained by extrusion and thermopressing. J. Braz. Chem. 2012, 23, 426–434. [Google Scholar] [CrossRef]
- Raj, A.; Yousfi, M.; Prashantha, K.; Samuel, C. Morphologies, Compatibilization and Properties of Immiscible PLA-Based Blends with Engineering Polymers: An Overview of Recent Works. Polymers 2024, 16, 1776. [Google Scholar] [CrossRef]
- Schwach, E.; Averous, L. Starch-based biodegradable blends: Morphology and interface properties. Polym. Int. 2004, 53, 2115–2124. [Google Scholar] [CrossRef]
- Avella, M.; Errico, M.E. Preparation of PHBV/starch blends by reactive blending and their characterization. J. Appl. Polym. Sci. 2000, 77, 232–6236. [Google Scholar] [CrossRef]
- Parulekar, Y.; Mohanty, A.K. Extruded Biodegradable Cast Films from Polyhydroxyalkanoate and Thermoplastic Starch Blends: Fabrication and Characterization. Macromol. Mater. Eng. 2007, 292, 1218–1228. [Google Scholar] [CrossRef]
- Averous, L.; Fauconnier, N.; Moro, L.; Fringant, C. Blends of thermoplastic starch and polyesteramide: Processing and properties. J. Appl. Polym. Sci. 2000, 76, 1117–1128. [Google Scholar] [CrossRef]
- Oneesha, H.P.; Gunawardene, O.H.P.; Gunathilake, C.; Amaraweera, S.M.; Fernando, N.M.L.; Wanninayaka, D.B.; Manamperi, A.; Kulatunga, A.K.; Rajapaksha, S.M.; Dassanayake, R.S.; et al. Compatibilization of Starch/Synthetic Biodegradable Polymer Blends for Packaging Applications: A Review. J. Compos. Sci. 2021, 5, 300. [Google Scholar] [CrossRef]
- Mikus, Y.; Alix, S.; Soulestin, J.; Lacrampe, M.F.; Krawczak, P.; Coqueret, X.; Dole, P. Deformation mechanisms of plasticized starch materials. Carbohydr. Polym. 2014, 114, 450–457. [Google Scholar] [CrossRef]
- Mortazavi, S.; Ghasemi, I.; Oromiehie, A. Effect of phase inversion on the physical and mechanical properties of low density polyethylene/thermoplastic starch. Polym. Test. 2013, 32, 482–491. [Google Scholar] [CrossRef]
- Baniasadi, H.; Madani, Z.; Mohan, M.; Vaara, M.; Lipponen, S.; Vapaavuori, J.; Seppälä, J.V. Heat-Induced Actuator Fibers: Starch-Containing Biopolyamide Composites for Functional Textiles. ACS. Appl. Mater. Interfaces 2023, 15, 48584–48600. [Google Scholar] [CrossRef]
- Teyssandier, F.; Cassagnau, P.; Gérard, J.F.; Mignard, N.; Mélis, F. Morphology and mechanical properties of PA12/plasticized starch blends prepared by high-shear extrusion. Mater. Chem. Phys. 2012, 133, 913–923. [Google Scholar] [CrossRef]
- Teyssandier, F.; Cassagnau, P.; Gérard, J.F.; Mignard, N. Reactive compatibilization of PA12/plasticized starch blends: Towards improved mechanical properties. Eur. Polym. J. 2011, 47, 2361–2371. [Google Scholar] [CrossRef]
- Rodriguez-Gonzalez, F.J.; Ramsay, B.A.; Favis, B.D. High Performance LDPE/Thermoplastic Starch Blends: A Sustainable Alternative to Pure Polyethylene. Polymer 2003, 44, 1517–1526. [Google Scholar] [CrossRef]
- Hamdan, S.; Hashim, D.M.A.; Ahmad, M.; Embong, S. Compatibility studies of polypropylene (PP)-sago starch (SS) blends using DMTA. J. Polym. Res. Taiwan 2000, 7, 237–244. [Google Scholar] [CrossRef]
- Lu, Y.; Tighzert, L.; Berzin, F.; Rondot, S. Innovative plasticized starch films modified with waterborne polyurethane from renewable resources. Carbohydr. Polym. 2005, 61, 174–182. [Google Scholar] [CrossRef]
- Puttonen, T.; Salmi, M.; Partanen, J. Mechanical properties and fracture characterization of additive manufacturing polyamide 12 after accelerated weathering. Polym. Test. 2021, 104, 107376. [Google Scholar] [CrossRef]
- PN EN ISO 527-2:2012; Plastics—Determination of Tensile Properties Part 2: Test Conditions for Moulding and Extrusion Plastics. Polish Standard: Warsaw, Poland, 2012.
- Tomaszewska-Ciosk, E.; Zdybel, E.; Lech, K.; Nemś, A. Effect of ethanol on properties of extrudates enriched with high-fibre by-products. Int. J. Food Sci. Tech. 2019, 54, 10. [Google Scholar] [CrossRef]
- Richter, M.; Augustat, S.; Schierbaum, F. Ausgewählte Methoden der Stärkechemie: Isolierung, Charakterisierung und Analytik von Stärkepolysacchariden; Wissenschaftliche Verlagsgesellschaft m.b.H.: Stuttgart, Germany, 1968; p. 208. [Google Scholar]
- Drożdż, W.; Kapelko-Żeberska, M.; Zięba, T.; Gryszkin, A.; Tomaszewska-Ciosk, E.; Sielczak, U. Production of Starch Esters by Roasting Potato Starch with Unripe Apple Juice. Appl. Sci. 2025, 15, 3374. [Google Scholar] [CrossRef]
- Ghasemlou, M.; Daver, F.; Murdoch, B.J.; Ball, A.S.; Ivanova, E.P.; Adhikari, B. Biodegradation of novel bioplastics made of starch, polyhydroxyurethanes and cellulose nanocrystals in soil environment. Sci. Total Environ. 2022, 815, 152684. [Google Scholar] [CrossRef]
- Nazrin, A.; Sapuan, S.M.; Zuhri, M.Y.M.; Tawakkal, I.S.M.A.; Ilyas, R.A. Water barrier and mechanical properties of sugar palm crystalline nanocellulose reinforced thermoplastic sugar palm starch (TPS)/poly(lactic acid) (PLA) blend bionanocomposites. Nanotechnol. Rev. 2021, 10, 431–442. [Google Scholar] [CrossRef]
- Nazrin, A.; Sapuan, S.M.; Zuhri, M.Y.M. Mechanical, Physical and Thermal Properties of Sugar Palm Nanocellulose Reinforced Thermoplastic Starch (TPS)/Poly (Lactic Acid) (PLA) Blend Bionanocomposites. Polymers 2020, 12, 2216. [Google Scholar] [CrossRef]
- Li, X.; Ma, C.; Shi, T.; Yang, H. Robust, fluorine-free, bioinspired PU superhydrophobic composite coating based on modified ceramics nanoparticle: Preparation, characterization and mechanism. Prog. Org. Coat. 2025, 204, 109226. [Google Scholar] [CrossRef]
- Landreau, E.; Tighzert, L.; Bliard, C.; Berzin, F.; Lacoste, C. Morphologies and properties of plasticized starch/polyamide compatibilized blends. Eur. Polym. J. 2009, 45, 2609–2618. [Google Scholar] [CrossRef]
- Anwajler, B.; Zdybel, E.; Tomaszewska-Ciosk, E. Innovative Polymer Composites with Natural Fillers Produced by Additive Manufacturing (3D Printing)—A Literature Review. Polymers 2023, 15, 3534. [Google Scholar] [CrossRef]
- Masanabo, M.A.; Ray, S.S.; Emmambux, M.N. Properties of thermoplastic maize starch-zein composite films prepared by extrusion process under alkaline conditions. Int. J. Biol. Macromol. 2022, 208, 443–452. [Google Scholar] [CrossRef]
- Li, X.; Li, Z.; Dong, L.; Liu, B.; Wang, H.; Shi, T.; Yuan, S.; Zhang, Y.; Ma, C. Study of microstructure evolution and fatigue crack extension properties of 42CrMo steel strengthened by induction hardening. J. Mater. Res. Technol. 2025, 35, 3887–3901. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
| TPS Content | Force [mN] | Tensile Strength [mPa] | Work Necessary to Break [mJ] | Elongation of the Sample at Break [%] |
|---|---|---|---|---|
| 0% | 77.03 a | 3.94 a | 48.21 a | 2.55 a |
| 50% | 68.37 b | 3.42 b | 39.43 b | 2.13 a |
| 70% | 63.39 b | 3.17 b | 32.59 b | 1.58 b |
| 90% | 53.59 c | 2.68 c | 9.66 c | 0.60 c |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tomaszewska-Ciosk, E.; Zdybel, E.; Kapelko-Żeberska, M.; Anwajler, B. Selected Properties of a TPS/PA12 Composite Material Produced in a Two-Stage Method. Polymers 2025, 17, 1517. https://doi.org/10.3390/polym17111517
Tomaszewska-Ciosk E, Zdybel E, Kapelko-Żeberska M, Anwajler B. Selected Properties of a TPS/PA12 Composite Material Produced in a Two-Stage Method. Polymers. 2025; 17(11):1517. https://doi.org/10.3390/polym17111517
Chicago/Turabian StyleTomaszewska-Ciosk, Ewa, Ewa Zdybel, Małgorzata Kapelko-Żeberska, and Beata Anwajler. 2025. "Selected Properties of a TPS/PA12 Composite Material Produced in a Two-Stage Method" Polymers 17, no. 11: 1517. https://doi.org/10.3390/polym17111517
APA StyleTomaszewska-Ciosk, E., Zdybel, E., Kapelko-Żeberska, M., & Anwajler, B. (2025). Selected Properties of a TPS/PA12 Composite Material Produced in a Two-Stage Method. Polymers, 17(11), 1517. https://doi.org/10.3390/polym17111517