
Effect of Silica Fume Utilization on Structural Build-Up, Mechanical and Dimensional Stability Performance of Fiber-Reinforced 3D Printable Concrete


Abstract
1. Introduction

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference | Fiber Type | Supplementary Cementitious Materials (SCM) | SCM Utilization Ratio | Highlights |
|---|---|---|---|---|
| [27] | polypropylene (PP) | nano silica (NS) | 0.005% and 0.01% (of total volume) | The use of NS and PP fiber can decrease the setting time and reduce the collapse of 3DPC. Additionally, the increase in NS and PP fiber usage rate causes the CS values of 3DPC mixtures to decrease. |
| [28] | - | SF | 6%, 10%, and 16% (of cement weight) | With increase of SF dosage, static yield stress (SYS), dynamic yield stress (DYS), and viscosity values of 3D printable foam concrete increase. |
| [29] | polypropylene (PP) | SF | 3% (of cement weight) | The change in PP fiber usage rate significantly affects the viscosity and DYS. The resistance of concrete against cracking is improved by the addition of PP fiber. Concrete using PP fiber can be printed with a low shrinkage when the DYS varies between 250 and 500 Pa and the viscosity varies between 22 and 60 Pa·s. |
| [30] | steel fiber | SF | 5%, 10%, 15%, 20%, and 25% (amount of cement) | 3DPC mixtures produced using 10% to 15% SF have the highest fiber-matrix bond, tensile and flexural properties. By image analysis the SF content at these rates leads to lower viscosity and more evenly distributed fibers. |
2. Material and Method
2.1. Materials
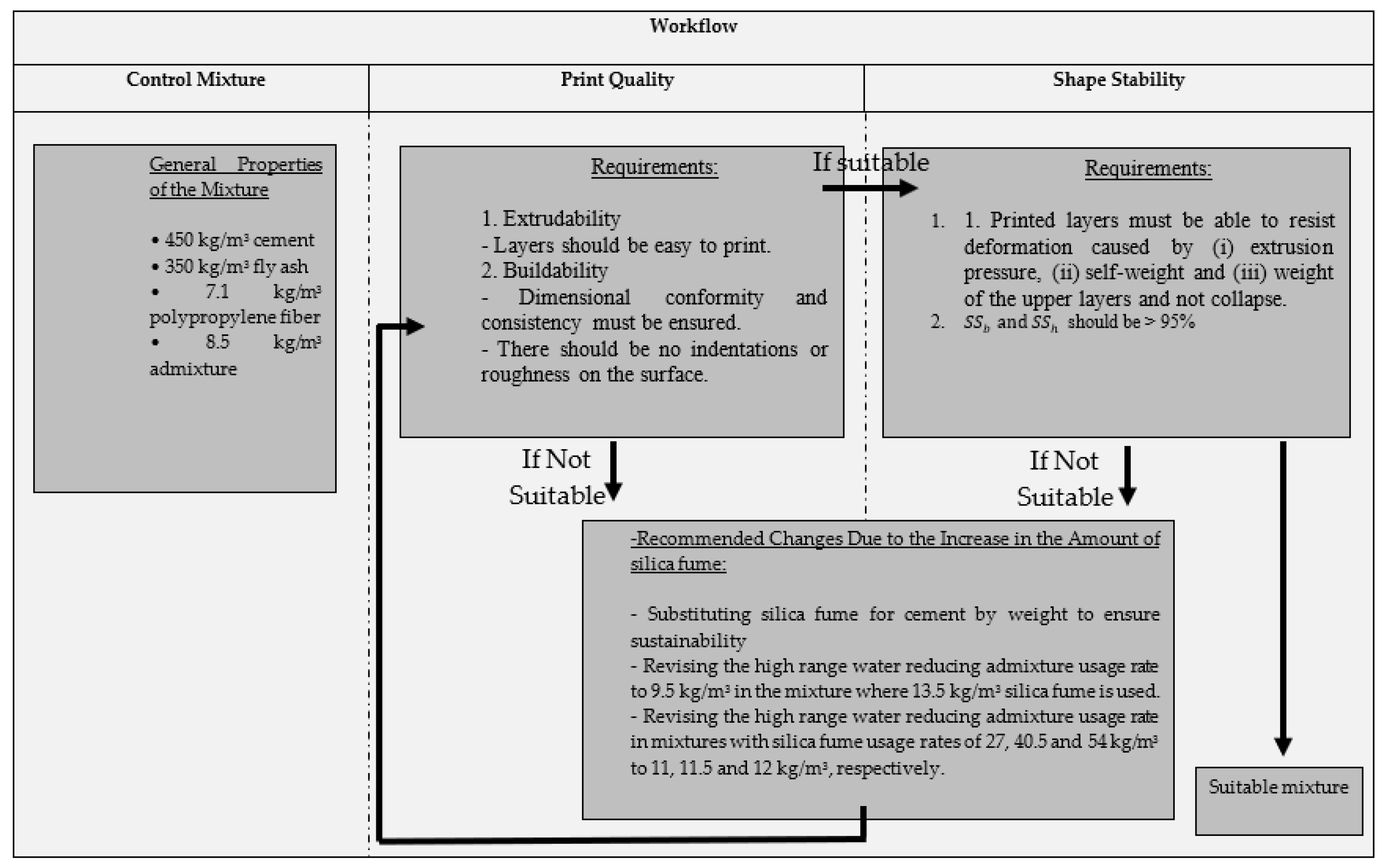
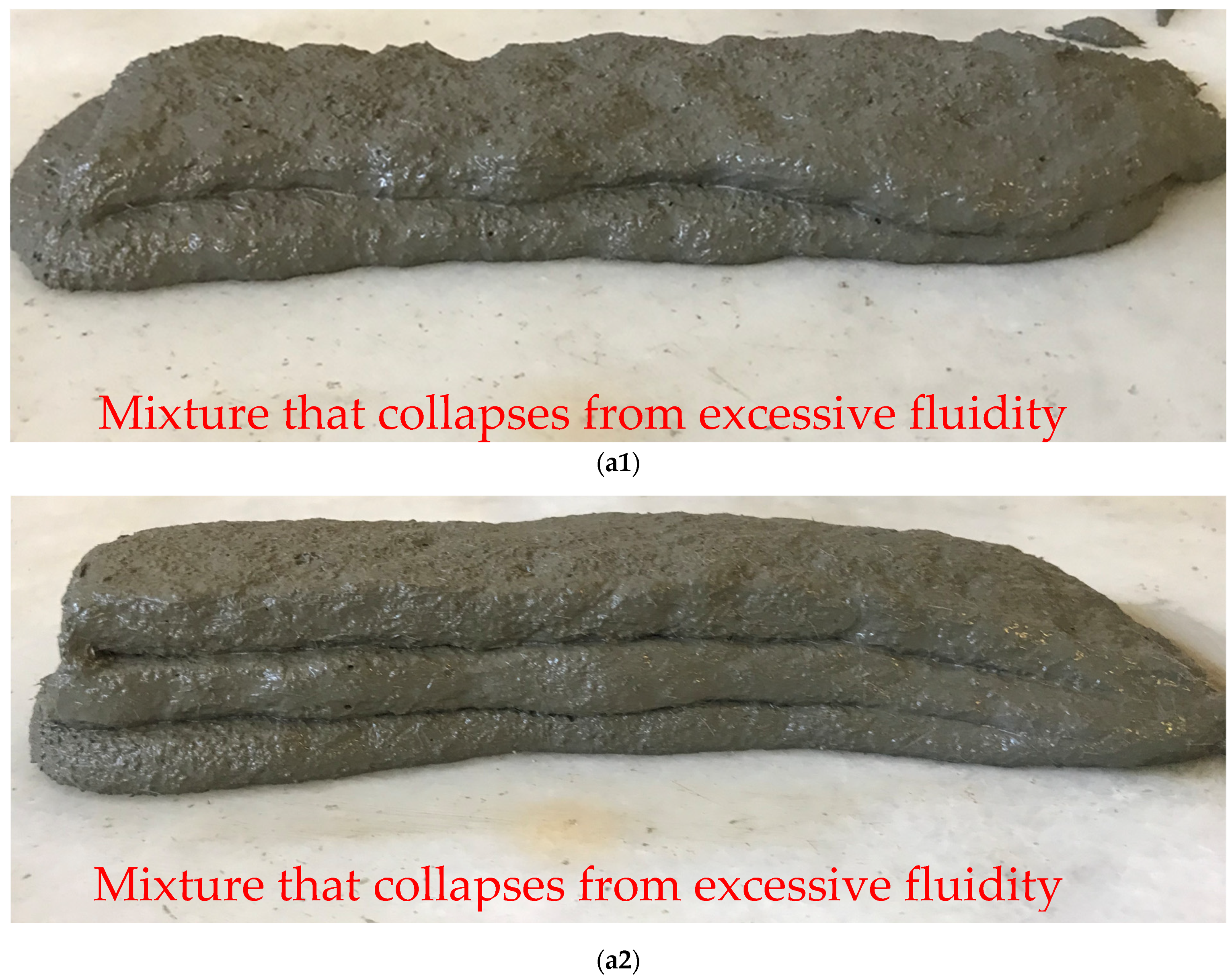
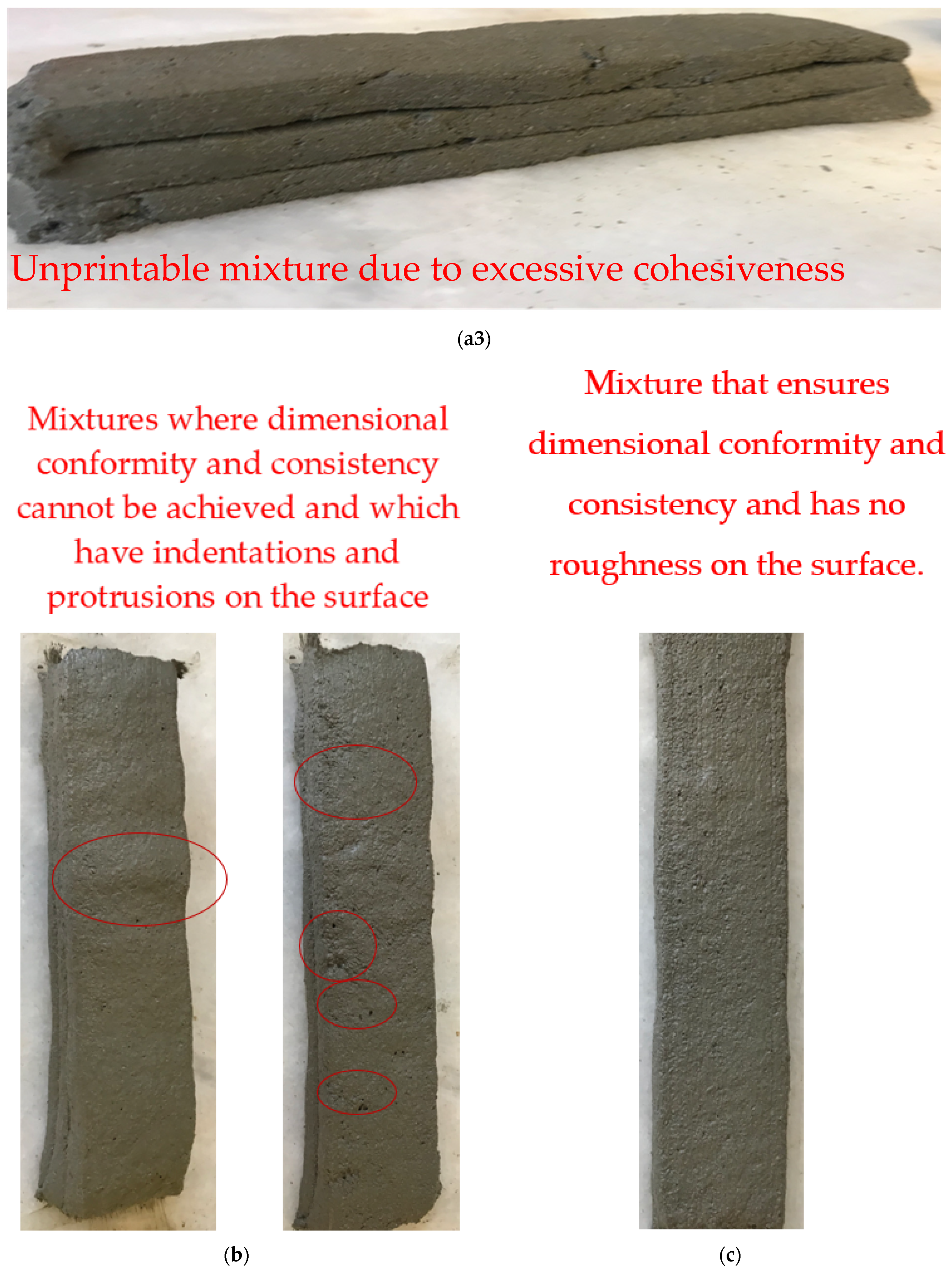
2.2. Mixtures Ratio
2.3. Method
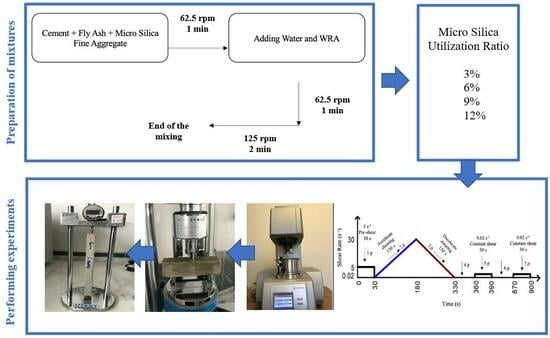
2.3.1. Preparation of Mixtures
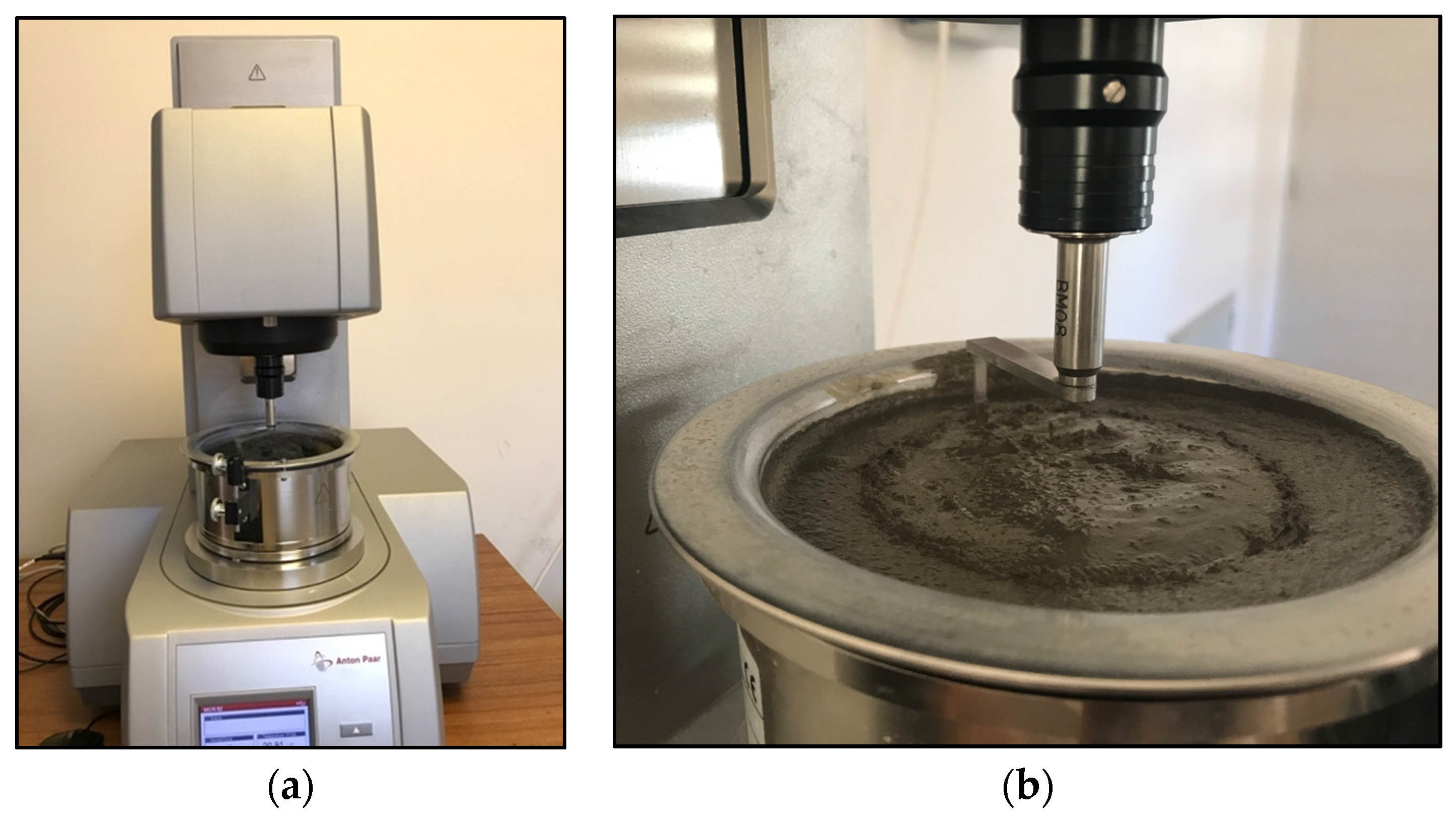
2.3.2. Rheological Procedure
2.3.3. Thixotropic Measurement
2.3.4. Hardened State Properties
3. Results and Discussion
3.1. Setting Time of Mixtures
3.2. Rheological Properties and Thixotropic Behavior
3.3. Hardened State Properties
3.3.1. Compressive Strength
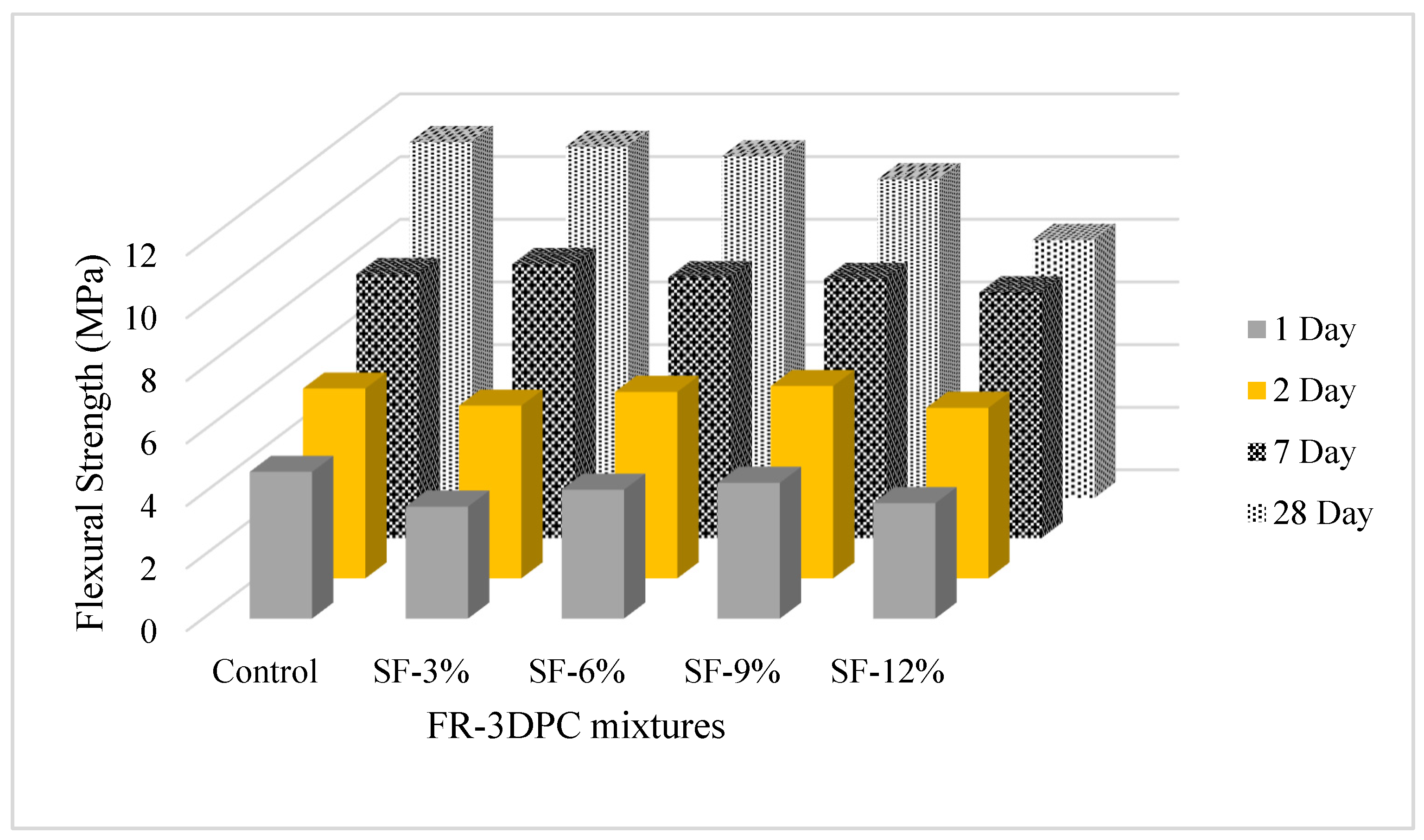
3.3.2. Flexural Strength
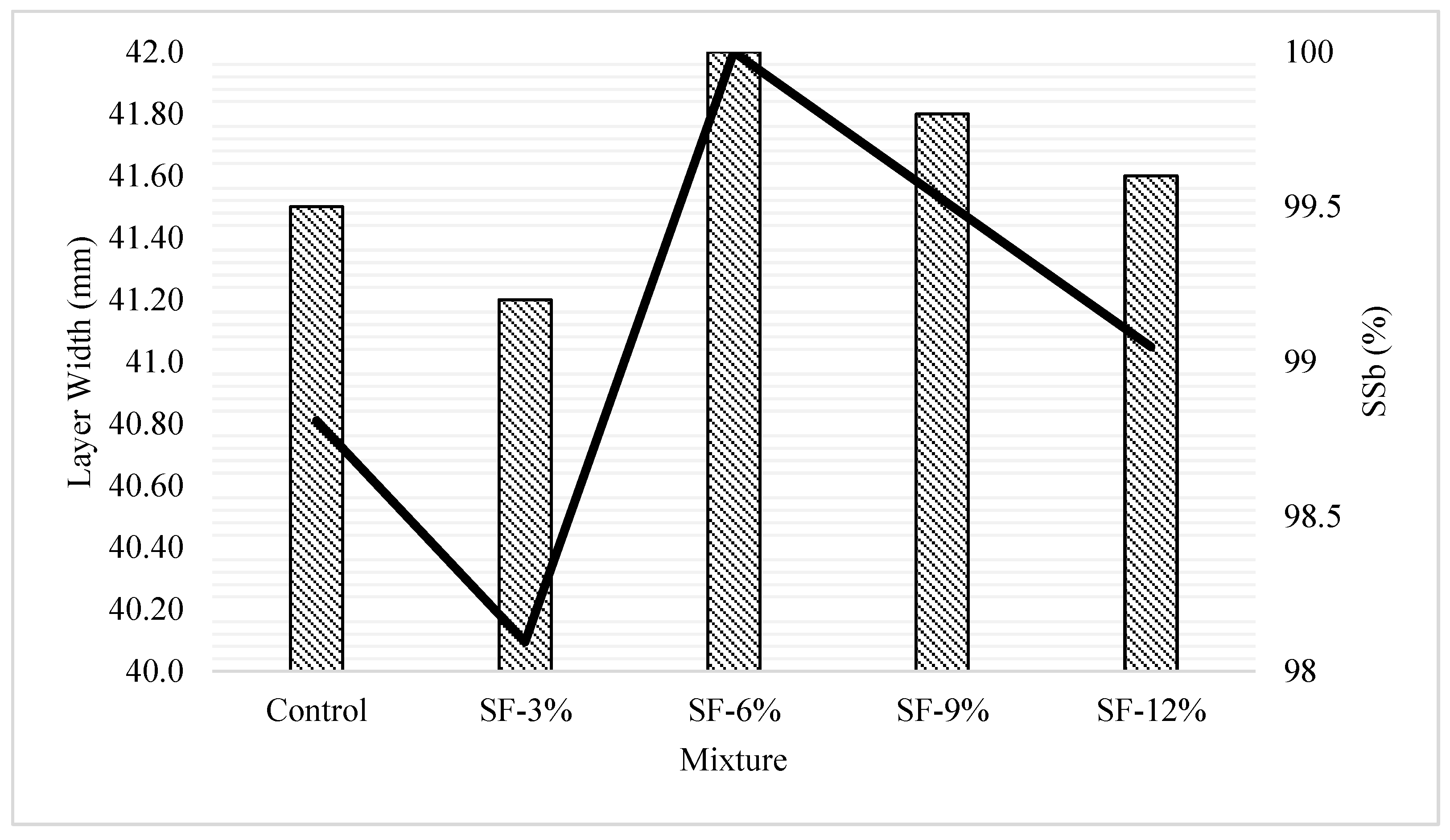
3.3.3. Drying-Shrinkage Performance
4. Conclusions
- The measured DYS value and thixotropic behavior decreased with the addition of 3% silica fume to the control mixture.
- DYS and apparent viscosity values of the mixtures generally increased with the addition of 6, 9, and 12% silica fume to the control mixture.
- The thixotropic behavior of FR-3DPC mixtures generally improved with the increase in silica fume content.
- The highest increase in thixotropic behavior compared to the control mixture was obtained in the SF-6% and SF-9% mixture and the Athix method.
- It was found that the methods with the highest Multiple R value (0.94) were Athix-Ithix in the 7th period.
- It was determined that the lower limit of the values of DYS, D-SBU, Athix, and Ithix in the 5th period and Ithix in the 7th period should be 107.11, 0.75, 0.23, 1.25, and 1.15, respectively, in terms of shape stability.
- It was apparent that adding silica fume generally caused the initial and finish time to decrease.
- It was found that the use of silica fume generally caused a decrease in the 1- and 2-day compressive strength of the mixtures.
- It was shown that the addition of silica fume to the control mixture generally caused a decrease in the 1- and 2-day flexural strength of the mixtures.
- The 7–28-day compressive strength values of the mixtures increased by adding 3, 6, 9, and 12% silica fume to the control mixture.
- The 28-day flexural strength of the mixtures was negatively affected by increasing the silica fume utilization ratio.
- Adding 3, 6, 9, and 12% silica fume to the control mixture caused the length change due to drying-shrinkage to increase by 0.4, 5, 15, and 38%, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tao, Y.; Lesage, K.; Van Tittelboom, K.; Yuan, Y.; De Schutter, G. Twin-pipe pumping strategy for stiffening control of 3D printable concrete: From transportation to fabrication. Cem. Concr. Res. 2023, 168, 107137. [Google Scholar] [CrossRef]
- Xiao, J.; Hou, S.; Duan, Z.; Zou, S. Rheology of 3D printable concrete prepared by secondary mixing of ready-mix concrete. Cem. Concr. Compos. 2023, 138, 104958. [Google Scholar] [CrossRef]
- Dey, D.; Panda, B. An experimental study of thermal performance of 3D printed concrete slabs. Mater. Lett. 2023, 330, 133273. [Google Scholar] [CrossRef]
- Riaz, R.D.; Usman, M.; Ali, A.; Majid, U.; Faizan, M.; Malik, U.J. Inclusive characterization of 3D printed concrete (3DPC) in additive manufacturing: A detailed review. Constr. Build. Mater. 2023, 394, 132229. [Google Scholar] [CrossRef]
- Ghasemi, A.; Naser, M.Z. Tailoring 3D printed concrete through explainable artificial intelligence. Structures 2023, 56, 104850. [Google Scholar] [CrossRef]
- Shahzad, Q.; Li, F.Y. An innovative method for buildability assessment of 3d printed concrete at early-ages. Constr. Build. Mater. 2023, 403, 133167. [Google Scholar] [CrossRef]
- Yan, Z.; Zeng, J.J.; Zhuge, Y.; Liao, J.; Zhou, J.K.; Ma, G. Compressive behavior of FRP-confined 3D printed ultra-high performance concrete cylinders. J. Build. Eng. 2023, 83, 108304. [Google Scholar] [CrossRef]
- Surehali, S.; Tripathi, A.; Nimbalkar, A.S.; Neithalath, N. Anisotropic chloride transport in 3D printed concrete and its dependence on layer height and interface types. Addit. Manuf. 2023, 62, 103405. [Google Scholar] [CrossRef]
- Şahin, H.G.; Mardani-Aghabaglou, A. Assessment of materials, design parameters and some properties of 3D printing concrete mixtures; a state-of-the-art review. Constr. Build. Mater. 2022, 316, 125865. [Google Scholar] [CrossRef]
- Şahin, H.G.; Mardani, A. How does rheological behaviour affect the interlayer-bonding strength of 3DPC mixtures? J. Adhes. Sci. Technol. 2023, 1–25. [Google Scholar] [CrossRef]
- Zhang, Y.; Jiang, Z.; Zhu, Y.; Zhang, J.; Ren, Q.; Huang, T. Effects of redispersible polymer powders on the structural build-up of 3D printing cement paste with and without hydroxypropyl methylcellulose. Constr. Build. Mater. 2021, 267, 120551. [Google Scholar] [CrossRef]
- Şahin, H.G.; Mardani, A. Mechanical properties, durability performance and interlayer adhesion of 3DPC mixtures: A state-of-the-art review. Struct. Concr. 2023, 24, 5481–5505. [Google Scholar] [CrossRef]
- Souza, M.T.; Ferreira, I.M.; de Moraes, E.G.; Senff, L.; de Oliveira, A.P.N. 3D printed concrete for large-scale buildings: An overview of rheology, printing parameters, chemical admixtures, reinforcements, and economic and environmental prospects. J. Build. Eng. 2020, 32, 101833. [Google Scholar] [CrossRef]
- Jeong, H.; Han, S.J.; Choi, S.H.; Lee, Y.J.; Yi, S.T.; Kim, K.S. Rheological property criteria for buildable 3D printing concrete. Materials 2019, 12, 657. [Google Scholar] [CrossRef]
- Mohan, M.K.; Rahul, A.V.; De Schutter, G.; Van Tittelboom, K. Early age hydration, rheology and pumping characteristics of CSA cement-based 3D printable concrete. Constr. Build. Mater. 2021, 275, 122136. [Google Scholar] [CrossRef]
- Wang, C.; Chen, B.; Vo, T.L.; Rezania, M. Mechanical anisotropy, rheology and carbon footprint of 3D printable concrete: A review. J. Build. Eng. 2023, 76, 107309. [Google Scholar] [CrossRef]
- Muthukrishnan, S.; Ramakrishnan, S.; Sanjayan, J. Effect of alkali reactions on the rheology of one-part 3D printable geopolymer concrete. Cem. Concr. Compos. 2021, 116, 103899. [Google Scholar] [CrossRef]
- Li, L.; Hao, L.; Li, X.; Xiao, J.; Zhang, S.; Poon, C.S. Development of CO2-integrated 3D printing concrete. Constr. Build. Mater. 2023, 409, 134233. [Google Scholar] [CrossRef]
- Salet, T.A.; Ahmed, Z.Y.; Bos, F.P.; Laagland, H.L. Design of a 3D printed concrete bridge by testing. Virtual Phys. Prototyp. 2018, 13, 222–236. [Google Scholar] [CrossRef]
- Asprone, D.; Auricchio, F.; Menna, C.; Mercuri, V. 3D printing of reinforced concrete elements: Technology and design approach. Constr. Build. Mater. 2018, 165, 218–231. [Google Scholar] [CrossRef]
- New China TV. World’s First 3D-Printed House That Can Withstand 8.0-Magnitude Quake. 2016. Available online: https://www.youtube.com/watch?v=OloOc21_u80 (accessed on 29 June 2016).
- Bos, F.P.; Ahmed, Z.Y.; Jutinov, E.R.; Salet, T.A. Experimental exploration of metal cable as reinforcement in 3D printed concrete. Materials 2017, 10, 1314. [Google Scholar] [CrossRef]
- Panda, B.; Ruan, S.; Unluer, C.; Tan, M.J. Improving the 3D printability of high volume fly ash mixtures via the use of nano attapulgite clay. Compos. Part B Eng. 2019, 165, 75–83. [Google Scholar] [CrossRef]
- Panda, B.; Tan, M.J. Rheological behavior of high volume fly ash mixtures containing micro silica for digital construction application. Mater. Lett. 2019, 237, 348–351. [Google Scholar] [CrossRef]
- Yang, H.; Che, Y.; Shi, M. Influences of calcium carbonate nanoparticles on the workability and strength of 3D printing cementitious materials containing limestone powder. J. Build. Eng. 2021, 44, 102976. [Google Scholar] [CrossRef]
- Liu, C.; Zhang, Y.; Banthia, N. Unveiling pore formation and its influence on micromechanical property and stress distribution of 3D printed foam concrete modified with hydroxypropyl methylcellulose and silica fume. Addit. Manuf. 2023, 71, 103606. [Google Scholar] [CrossRef]
- Jiang, Q.; Liu, Q.; Wu, S.; Zheng, H.; Sun, W. Modification effect of nanosilica and polypropylene fiber for extrusion-based 3D printing concrete: Printability and mechanical anisotropy. Addit. Manuf. 2022, 56, 102944. [Google Scholar]
- Liu, C.; Wang, X.; Chen, Y.; Zhang, C.; Ma, L.; Deng, Z.; Chen, C.; Zhang, Y.; Pan, J.; Banthia, N. Influence of hydroxypropyl methylcellulose and silica fume on stability, rheological properties, and printability of 3D printing foam concrete. Cem. Concr. Compos. 2021, 122, 104158. [Google Scholar] [CrossRef]
- Tran, M.V.; Cu, Y.T.; Le, C.V. Rheology and shrinkage of concrete using polypropylene fiber for 3D concrete printing. J. Build. Eng. 2021, 44, 103400. [Google Scholar] [CrossRef]
- Wu, Z.; Khayat, K.H.; Shi, C. Changes in rheology and mechanical properties of ultra-high performance concrete with silica fume content. Cem. Concr. Res. 2019, 123, 105786. [Google Scholar] [CrossRef]
- Kruger, J.; Zeranka, S.; van Zijl, G. An ab initio approach for thixotropy characterisation of (nanoparticle-infused) 3D printable concrete. Constr. Build. Mater. 2019, 224, 372–386. [Google Scholar] [CrossRef]
- Soltan, D.G.; Li, V.C. A self-reinforced cementitious composite for building-scale 3D printing. Cem. Concr. Compos. 2018, 90, 1–13. [Google Scholar] [CrossRef]
- Marchon, D.; Kawashima, S.; Bessaies-Bey, H.; Mantellato, S.; Ng, S. Hydration and rheology control of concrete for digital fabrication: Potential admixtures and cement chemistry. Cem. Concr. Res. 2018, 112, 96–110. [Google Scholar] [CrossRef]
- Ma, L.; Zhang, Q.; Lombois-Burger, H.; Jia, Z.; Zhang, Z.; Niu, G.; Zhang, Y. Pore structure, internal relative humidity, and fiber orientation of 3D printed concrete with polypropylene fiber and their relation with shrinkage. J. Build. Eng. 2022, 61, 105250. [Google Scholar] [CrossRef]
- ASTM C618-19; Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete. ASTM International: West Conshohocken, PA, USA, 2019.
- ASTM C1240-03; Standard Specification for Use of Silica Fume as a Mineral Admixture in Hydraulic-Cement Concrete, Mortar, and Grout. ASTM International: West Conshohocken, PA, USA, 2018.
- BS EN 197-1: 2011; Cement. Composition, Specifications and Conformity Criteria for Common Cements. British Standards Institution: London, UK, 2011.
- BS EN 1097-6; Tests for Mechanical and Physical Properties of Aggregates. Part 6: Determination of Particle Density and Water Absorption. British Standard Institution: London, UK, 2000.
- Bentur, A. Microstructure, interfacial effects and micromechanics of cementitious composites, Advances in Cementitious Materials. Am. Ceram. Soc. 1990, 16, 523–550. [Google Scholar]
- Wang, W.; Shen, A.; Lyu, Z.; He, Z.; Nguyen, K.T. Fresh and rheological characteristics of fiber reinforced concrete—A review. Constr. Build. Mater. 2021, 296, 123734. [Google Scholar] [CrossRef]
- Weng, Y.; Lu, B.; Li, M.; Liu, Z.; Tan, M.J.; Qian, S. Empirical models to predict rheological properties of fiber reinforced cementitious composites for 3D printing. Constr. Build. Mater. 2018, 189, 676–685. [Google Scholar] [CrossRef]
- Latifi, M.R.; Biricik, Ö.; Mardani Aghabaglou, A. Effect of the addition of polypropylene fiber on concrete properties. J. Adhes. Sci. Technol. 2022, 36, 345–369. [Google Scholar] [CrossRef]
- Mardani-Aghabaglou, A.; İlhan, M.; Özen, S. The effect of shrinkage reducing admixture and polypropylene fibers on drying shrinkage behaviour of concrete. Cem. Lime Concr. 2019, 24, 227–237. [Google Scholar] [CrossRef]
- Swamy, R.N.; Mangat, P.S. Influence of fiber geometry on the properties of steel fiber reinforced concrete. Cem. Concr. Res. 1974, 4, 451–465. [Google Scholar] [CrossRef]
- Şahin, H.; Mardani, A. Effect of cement C3A content on some fresh state properties and compressive strength of 3D printing concrete mixtures. J. Uludag Univ. Fac. Eng. 2022, 27, 831–846. [Google Scholar] [CrossRef]
- Kazemian, A.; Yuan, X.; Cochran, E.; Khoshnevis, B. Cementitious materials for construction-scale 3D printing: Laboratory testing of fresh printing mixture. Constr. Build. Mater. 2017, 145, 639–647. [Google Scholar] [CrossRef]
- Saruhan, V.; Keskinateş, M.; Felekoğlu, K.T.; Felekoğlu, B. Effect of fiber reinforcement on extrudability and buildability of mineral additive modified Portland cement mortars: A rheometer based simulation analysis. J. Build. Eng. 2022, 54, 104636. [Google Scholar] [CrossRef]
- Yalçınkaya, Ç. Influence of Hydroxypropyl Methylcellulose Dosage on the Mechanical Properties of 3D Printable Mortars with and without Fiber Reinforcement. Buildings 2022, 12, 360. [Google Scholar] [CrossRef]
- Mardani-Aghabaglou, A. Investigation of Cement-Superplasticizer Admixture Compatibility. Ph.D. Thesis, Civil Engineering Department, Engineering Faculty, Ege University, Izmir, Turkey, 2016. [Google Scholar]
- Yao, H.; Xie, Z.; Li, Z.; Huang, C.; Yuan, Q.; Zheng, X. The relationship between the rheological behavior and interlayer bonding properties of 3D printing cementitious materials with the addition of attapulgite. Constr. Build. Mater. 2022, 316, 125809. [Google Scholar] [CrossRef]
- Qian, Y.; Kawashima, S. Distinguishing dynamic and static yield stress of fresh cement mortars through thixotropy. Cem. Concr. Compos. 2018, 86, 288–296. [Google Scholar] [CrossRef]
- EN-196-1; Methods of Testing Cement—Determination of Strength. British Standard Institution: London, UK, 2005.
- Şahin, H.G.; Altun, Ö.B.; Mardani, A. Multi-effect of fineness and replacement ratio of binders on thixotropic and some fresh state properties of cementitious systems, a comparative study. Adv. Powder Technol. 2024, 35, 104324. [Google Scholar] [CrossRef]
- Wallevik, O.H.; Gjørv, O.E. Effekt av Silika på Betongens Støpelighetog Arbeidbarhet; Report no. BML 88.202; Institutt for Bygningsmateriallære: Trondheim, Norway, 1988. [Google Scholar]
- Srinivas, D.; Dey, D.; Panda, B.; Sitharam, T.G. Printability, Thermal and Compressive Strength Properties of Cementitious Materials: A Comparative Study with Silica Fume and Limestone. Materials 2022, 15, 8607. [Google Scholar] [CrossRef] [PubMed]
- Mardani-Aghabaglou, A.; Sezer, G.İ.; Ramyar, K. Comparison of fly ash, silica fume and metakaolin from mechanical properties and durability performance of mortar mixtures view point. Constr. Build. Mater. 2014, 70, 17–25. [Google Scholar] [CrossRef]
- Zhang, B.; Tan, H.; Shen, W.; Xu, G.; Ma, B.; Ji, X. Nano-silica and silica fume modified cement mortar used as Surface Protection Material to enhance the impermeability. Cem. Concr. Compos. 2018, 92, 7–17. [Google Scholar] [CrossRef]
- De Belie, N.; Soutsos, M.; Gruyaert, E. Properties of Fresh and Hardened Concrete Containing Supplementary Cementitious Materials; Springer: Cham, Switzerland, 2018; Volume 25. [Google Scholar]
- Sandvik, M.; Haug, A.K.; Hunsbedt, O.S.; Moksnes, J. Condensed Silica Fume in High Strength Concrete for Offshore Structures—A Case Record. Spec. Publ. 1989, 114, 1117–1130. [Google Scholar]
- Burnett, I.D. The development of silica fume concrete in Melbourne, Australia. In Proceedings of the International Conference on Concrete for the Nineties, Leura, Australia, 2–5 September 1990. [Google Scholar]
- Inozemtcev, A.; Korolev, E.; Qui, D.T. Study of mineral additives for cement materials for 3D-printing in construction. IOP Conf. Ser. Mater. Sci. Eng. 2018, 365, 032009. [Google Scholar] [CrossRef]
- Chen, Y.; Zhang, Y.; Xie, Y.; Zhang, Z.; Banthia, N. Unraveling pore structure alternations in 3D-printed geopolymer concrete and corresponding impacts on macro-properties. Addit. Manuf. 2022, 59, 103137. [Google Scholar] [CrossRef]
- Geng, Z.; She, W.; Zuo, W.; Lyu, K.; Pan, H.; Zhang, Y.; Miao, C. Layer-interface properties in 3D printed concrete: Dual hierarchical structure and micromechanical characterization. Cem. Concr. Res. 2020, 138, 106220. [Google Scholar] [CrossRef]
- Özen, S.; Altun, M.G.; Durgun, M.Y.; Yıldırım, M. Silis Dumanı Kullanımının Kolemanit ve Kolemanit Atığı İçeren Harç Karışımların Dayanımına Etkisi. Int. Conf. Appl. Eng. Nat. Sci. 2023, 1, 996–1004. [Google Scholar]
- Saraya, M.E.S.I. Study physico-chemical properties of blended cements containing fixed amount of silica fume, blast furnace slag, basalt and limestone, a comparative study. Constr. Build. Mater. 2014, 72, 104–112. [Google Scholar] [CrossRef]
- Cong, X.; Gong, S.; Darwin, D.; McCabe, S.L. Role of Silica Fume in Compressive Strength of Cement Paste, Mortar, and Concrete; University of Kansas Center for Research, Inc.: Lawrence, KS, USA, 1990. [Google Scholar]
- Cuesta, A.; Santacruz, I.; Angeles, G.; Dapiaggi, M.; Zea-Garcia, J.D.; Aranda, M.A. Local structure and Ca/Si ratio in CSH gels from hydration of blends of tricalcium silicate and silica fume. Cem. Concr. Res. 2021, 143, 106405. [Google Scholar] [CrossRef]
- Afroughsabet, V.; Ozbakkaloglu, T. Mechanical and durability properties of high-strength concrete containing steel and polypropylene fibers. Constr. Build. Mater. 2015, 94, 73–82. [Google Scholar] [CrossRef]
- Prokopski, G.; Halbiniak, J. Interfacial transition zone in cementitious materials. Cem. Concr. Res. 2000, 30, 579–583. [Google Scholar] [CrossRef]
- Siddique, R. Utilization of silica fume in concrete: Review of hardened properties. Resour. Conserv. Recycl. 2011, 55, 923–932. [Google Scholar] [CrossRef]
- Toutanji, H.A. Properties of polypropylene fiber reinforced silica fume expansive-cement concrete. Constr. Build. Mater. 1999, 13, 171–177. [Google Scholar] [CrossRef]
- Khan, M.; Cao, M.; Hussain, A.; Chu, S.H. Effect of silica-fume content on performance of CaCO3 whisker and basalt fiber at matrix interface in cement-based composites. Constr. Build. Mater. 2021, 300, 124046. [Google Scholar] [CrossRef]
- Papadakis, V.G.; Fardis, M.N.; Vayenas, C.G. Hydration and carbonation of pozzolanic cements. Mater. J. 1992, 89, 119–130. [Google Scholar]
- Gesoğlu, M.; Güneyisi, E.; Özbay, E. Properties of self-compacting concretes made with binary, ternary, and quaternary cementitious blends of fly ash, blast furnace slag, and silica fume. Constr. Build. Mater. 2009, 23, 1847–1854. [Google Scholar] [CrossRef]
- Bhanja, S.; Sengupta, B. Influence of silica fume on the tensile strength of concrete. Cem. Concr. Res. 2005, 35, 743–747. [Google Scholar] [CrossRef]
- Okoye, F.N.; Durgaprasad, J.; Singh, N.B. Effect of silica fume on the mechanical properties of fly ash based-geopolymer concrete. Ceram. Int. 2016, 42, 3000–3006. [Google Scholar] [CrossRef]
- González-Fonteboa, B.; Martínez-Abella, F. Concretes with aggregates from demolition waste and silica fume. Materials and mechanical properties. Build. Environ. 2008, 43, 429–437. [Google Scholar] [CrossRef]
- Sivakumar, A.; Santhanam, M. A quantitative study on the plastic shrinkage cracking in high strength hybrid fibre reinforced concrete. Cem. Concr. Compos. 2007, 29, 575–581. [Google Scholar] [CrossRef]






| Oxides (%) | Cement | Fly Ash | Silica Fume | |
|---|---|---|---|---|
| SiO2 | 18.00 | 58.79 | 79.13 | |
| Al2O3 | 4.75 | 22.51 | 0.71 | |
| Fe2O3 | 3.58 | 7.89 | 0.33 | |
| CaO | 63.00 | 3.70 | 0.21 | |
| MgO | 1.40 | 2.18 | 7.73 | |
| Na2O + 0.658 K2O | 0.70 | 1.93 | ||
| SO3 | 3.11 | 0.29 | 0.97 | |
| Specific gravity | 3.06 | 2.35 | 2.10 | |
| Specific surface (cm2/g) | 3441 | 4000 | 18,000 | |
| Setting Time (min) | Initial | 170 | - | - |
| Final | 240 | - | - | |
| Compressive Strength (MPa) | 7-Day | 42.80 | - | - |
| 28-Day | 51.80 | - | - | |
| Pozzolanic activity index (%) | 28-Day | 77.70 | 100 | |
| 90-Day | 92.50 | 132 | ||
| Density (g/cm3) | Solid Matter (%) | pH | Na2O (%) | Chlorine (%) |
|---|---|---|---|---|
| 1.060 | 32 | 2–5 | <10 | <0.1 |
| Aspect Ratio (Length/Diameter) | Fiber Length (mm) | Modulus of Elasticity (MPa) | Tensile Strength (MPa) | Specific Weight | Surface Area (m2/kg) |
|---|---|---|---|---|---|
| 200 | 6 | 4861 | 500 | 0.91 | 140 |
| Mix | Cement | Fly Ash | Silica Fume | Aggregate | Polypropylene Fiber | HRWR | w/b |
|---|---|---|---|---|---|---|---|
| Control | 450 | 350 | - | 1024.2 | 7.1 | 8.5 | 0.35 |
| SF-3% | 436.5 | 13.5 | 1016.6 | 9.5 | |||
| SF-6% | 423 | 27 | 1007.7 | 11.0 | |||
| SF-9% | 409.5 | 40.5 | 1001.3 | 11.5 | |||
| SF-12% | 396 | 54 | 994.9 | 12 |
| Mixture | DYS in the 2nd Period (Pa) | DYS in the 3rd Period (Pa) | Maximum SYS in the 5th Period (Pa) | Equilibrium SYS in the 5th Period (Pa) | Maximum SYS in the 7th Period (Pa) | Equilibrium SYS in the 7th Period (Pa) | Viscosity in the 3rd Period (Pa·s) |
|---|---|---|---|---|---|---|---|
| Control | 138.7 | 143.3 | 420.06 | 289.95 | 641.62 | 494.88 | 17.62 |
| SF-3% | 142.28 | 107.11 | 257.36 | 205.7 | 369.12 | 321.42 | 24.44 |
| SF-6% | 258.14 | 201.97 | 573.19 | 363.84 | 1055.7 | 805.26 | 48.38 |
| SF-9% | 306.1 | 476.63 | 999.69 | 615.01 | 1865.9 | 1256 | 42.18 |
| SF-12% | 139.9 | 144.15 | 461.55 | 268.53 | 879.68 | 671.24 | 40.06 |
| Mixture | D-SBU | Athix (Pa/s) | Ithix in the 5th Period (Pa) | Ithix in the 7th Period (Pa) |
|---|---|---|---|---|
| Control | 1.03 | 0.46 | 1.45 | 1.30 |
| SF-3% | 0.75 | 0.23 | 1.25 | 1.15 |
| SF-6% | 0.78 | 1.01 | 1.58 | 1.31 |
| SF-9% | 1.56 | 1.80 | 1.63 | 1.49 |
| SF-12% | 1.03 | 0.87 | 1.72 | 1.31 |
| Method | D-SBU-Athix | D-SBU-Ithix in the 5th Period | D-SBU-Ithix in the 7th Period | Athix-Ithix in the 5th Period | Athix-Ithix in the 7th Period | Ithix in the 5th Period-Ithix in the 7th Period |
|---|---|---|---|---|---|---|
| Multiple R | 0.81 | 0.50 | 0.89 | 0.70 | 0.94 | 0.73 |
| R2 | 0.66 | 0.25 | 0.79 | 0.49 | 0.89 | 0.53 |
| Standard Error | 0.22 | 0.32 | 0.17 | 0.50 | 0.23 | 0.14 |
| Method | SSb-DYS in the 3rd Period | SSb-Viscosity in the 3rd Period | SSb-D-SBU | SSb-Athix | SSb-Ithix in the 5th Period | SSb-Ithix in the 7th Period |
|---|---|---|---|---|---|---|
| Multiple R | 0.53 | 0.82 | 0.30 | 0.73 | 0.72 | 0.69 |
| R Square | 0.29 | 0.67 | 0.09 | 0.54 | 0.52 | 0.48 |
| Adjusted R Square | 0.05 | 0.55 | −0.21 | 0.39 | 0.37 | 0.30 |
| Method | SSh-DYS in the 3rd Period | SSh-Viscosity in the 3rd Period | SSh-D-SBU | SSh-Athix | SSh-Ithix in the 5th period | SSh-Ithix in the 7th period |
| Multiple R | 0.53 | 0.80 | 0.48 | 0.79 | 0.96 | 0.78 |
| R Square | 0.28 | 0.64 | 0.23 | 0.62 | 0.92 | 0.61 |
| Adjusted R Square | 0.04 | 0.52 | −0.02 | 0.49 | 0.90 | 0.48 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Şahin, H.G.; Mardani, A.; Beytekin, H.E. Effect of Silica Fume Utilization on Structural Build-Up, Mechanical and Dimensional Stability Performance of Fiber-Reinforced 3D Printable Concrete. Polymers 2024, 16, 556. https://doi.org/10.3390/polym16040556
Şahin HG, Mardani A, Beytekin HE. Effect of Silica Fume Utilization on Structural Build-Up, Mechanical and Dimensional Stability Performance of Fiber-Reinforced 3D Printable Concrete. Polymers. 2024; 16(4):556. https://doi.org/10.3390/polym16040556
Chicago/Turabian StyleŞahin, Hatice Gizem, Ali Mardani, and Hatice Elif Beytekin. 2024. "Effect of Silica Fume Utilization on Structural Build-Up, Mechanical and Dimensional Stability Performance of Fiber-Reinforced 3D Printable Concrete" Polymers 16, no. 4: 556. https://doi.org/10.3390/polym16040556
APA StyleŞahin, H. G., Mardani, A., & Beytekin, H. E. (2024). Effect of Silica Fume Utilization on Structural Build-Up, Mechanical and Dimensional Stability Performance of Fiber-Reinforced 3D Printable Concrete. Polymers, 16(4), 556. https://doi.org/10.3390/polym16040556