

The Modification of Useful Injection-Molded Parts’ Properties Induced Using High-Energy Radiation

 , ,
, ,  , ,
, ,  and
and
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials and Specimen Preparation
2.2. Modification of Specimens by High-Energy Radiation
2.3. Determination of Surface and Adhesive Properties
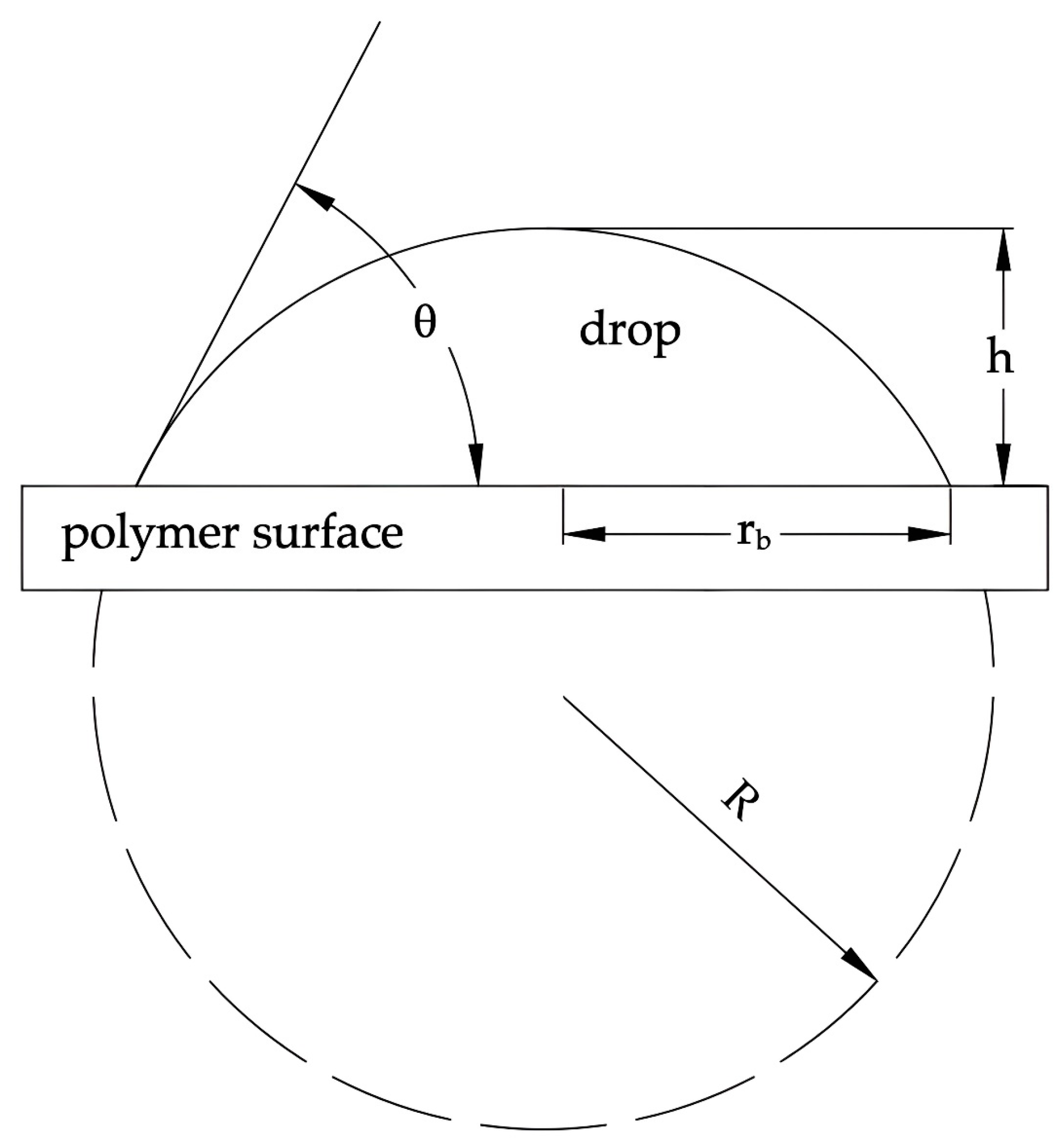
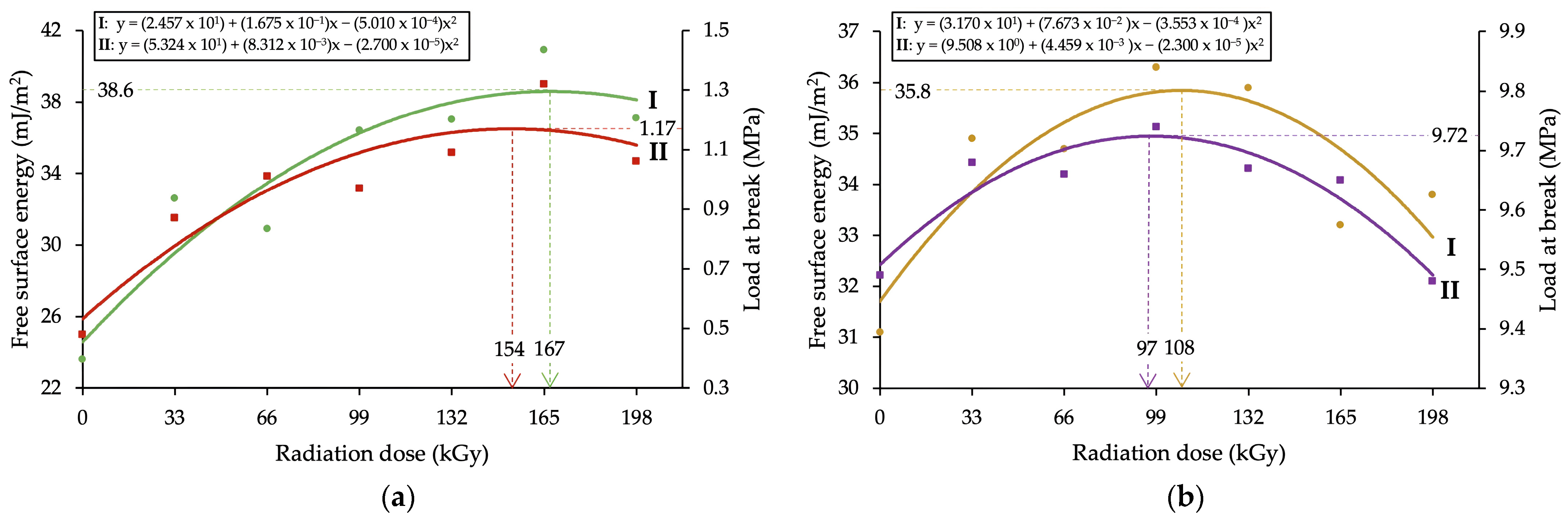
2.3.1. Free Surface Energy
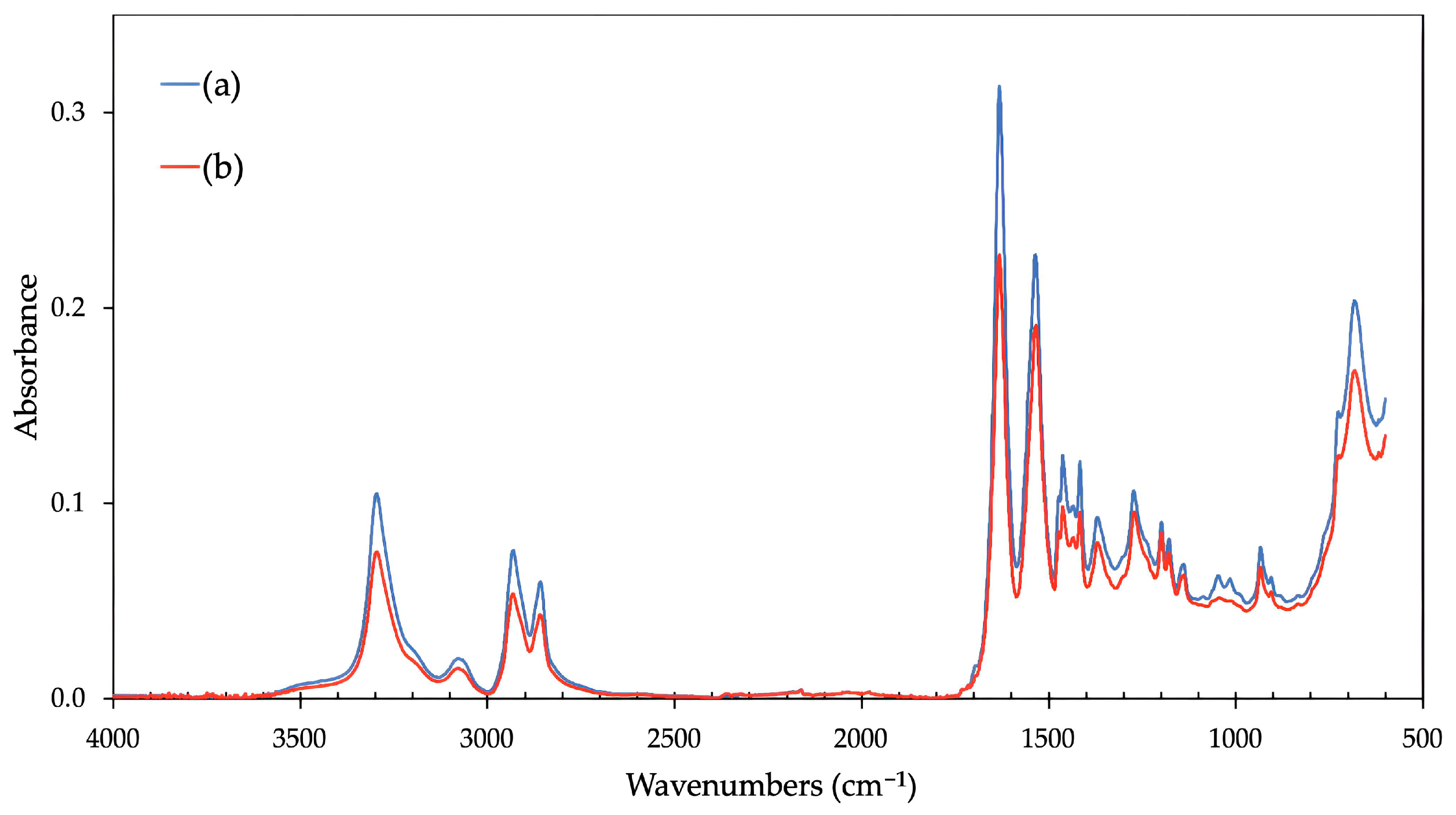
2.3.2. Fourier-Transform Infrared (FTIR) Spectroscopy
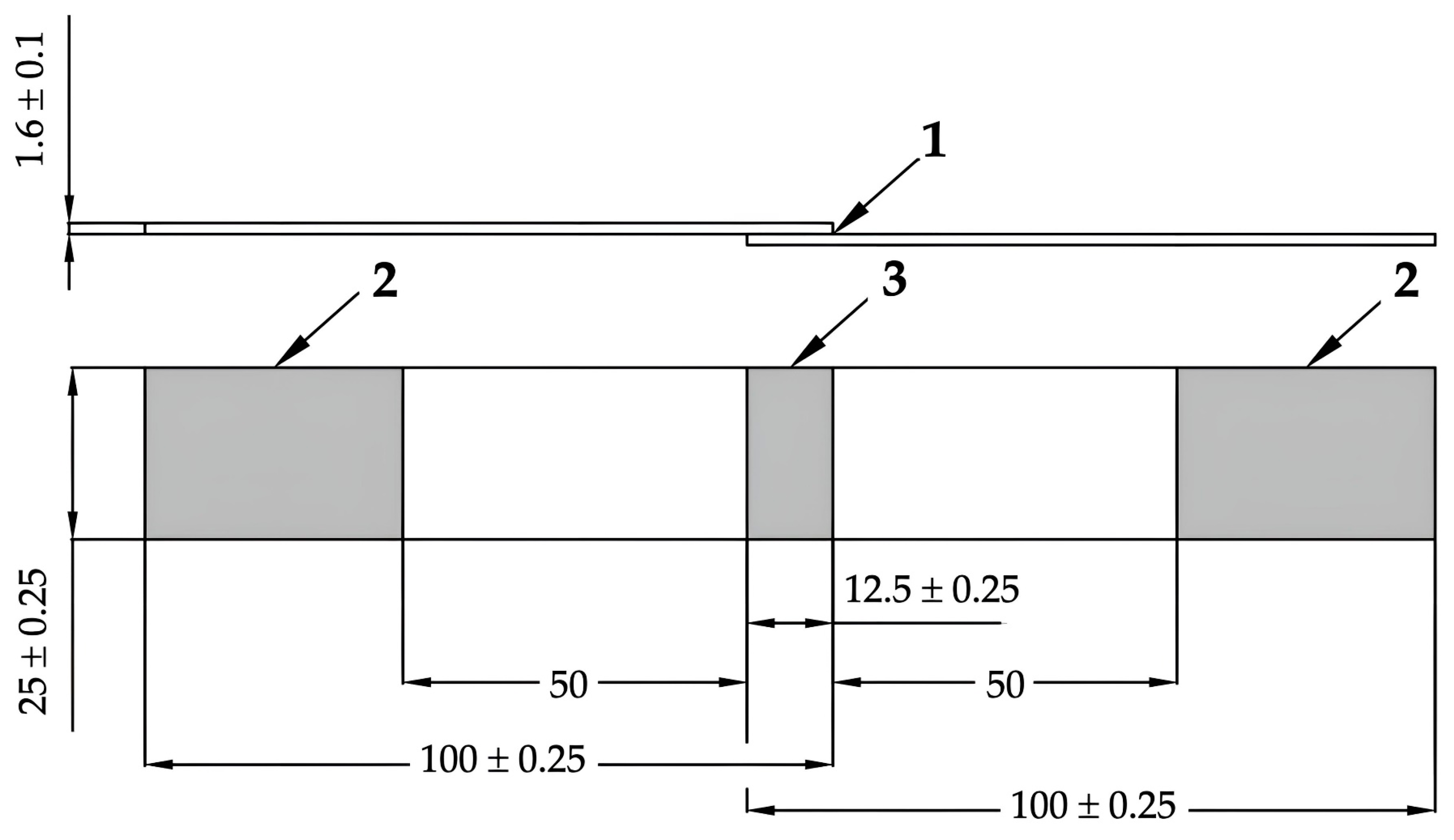
2.3.3. Strength of Bonded Joints in Shear
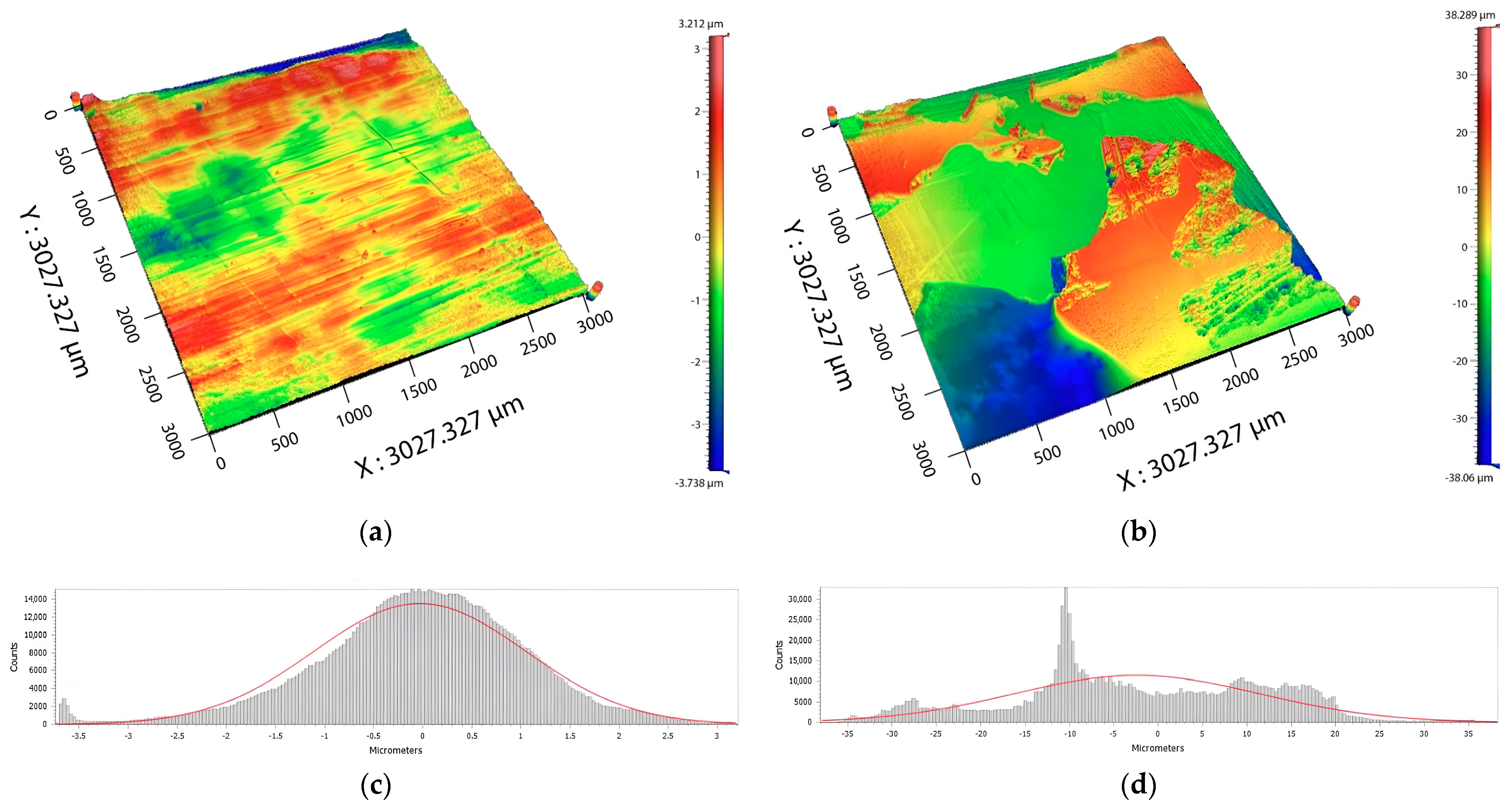
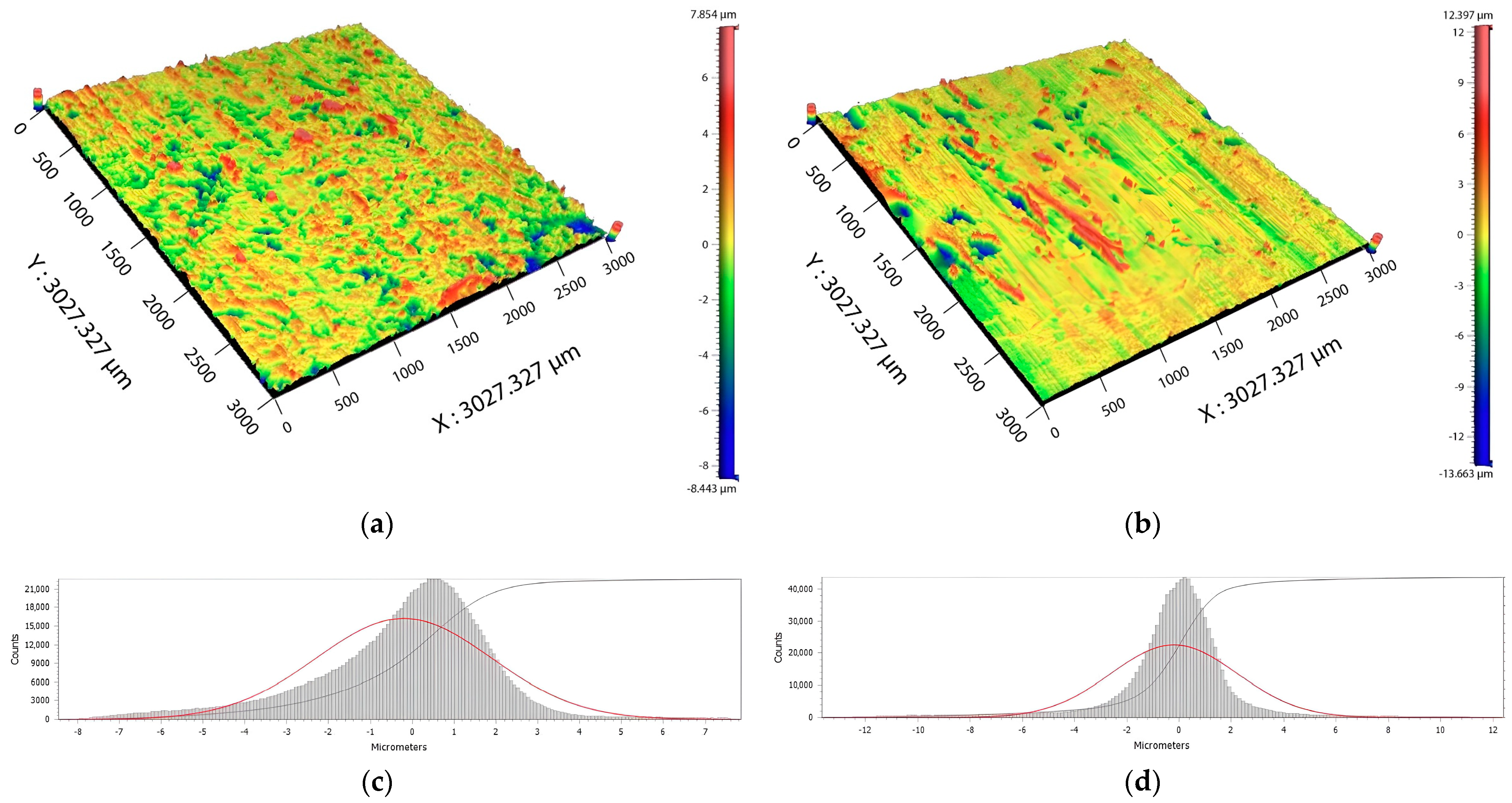
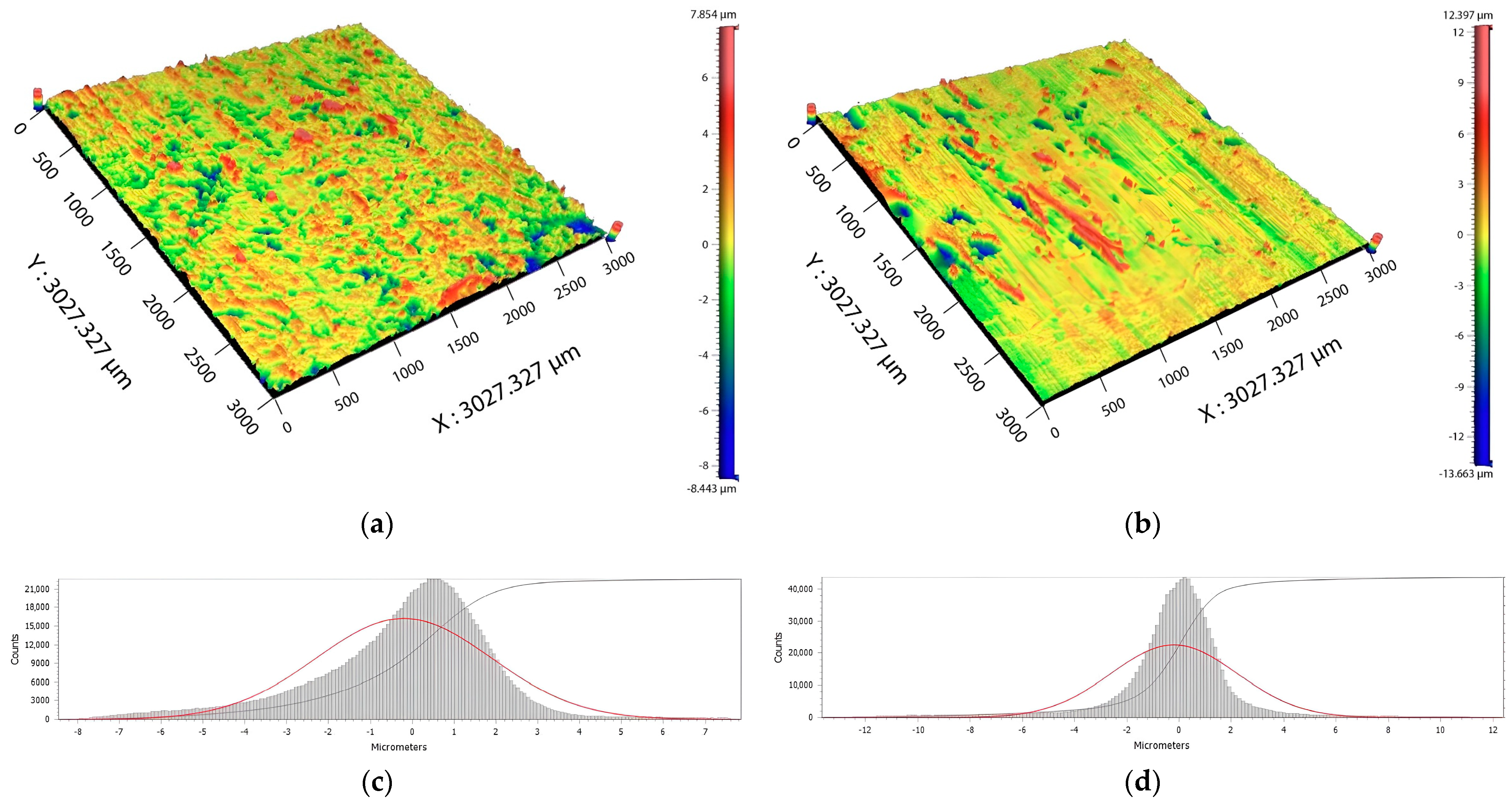
2.3.4. Analysis of Bonded Surfaces
2.4. Measurement of Mechanical Properties and Gel Content
2.4.1. Mechanical Properties
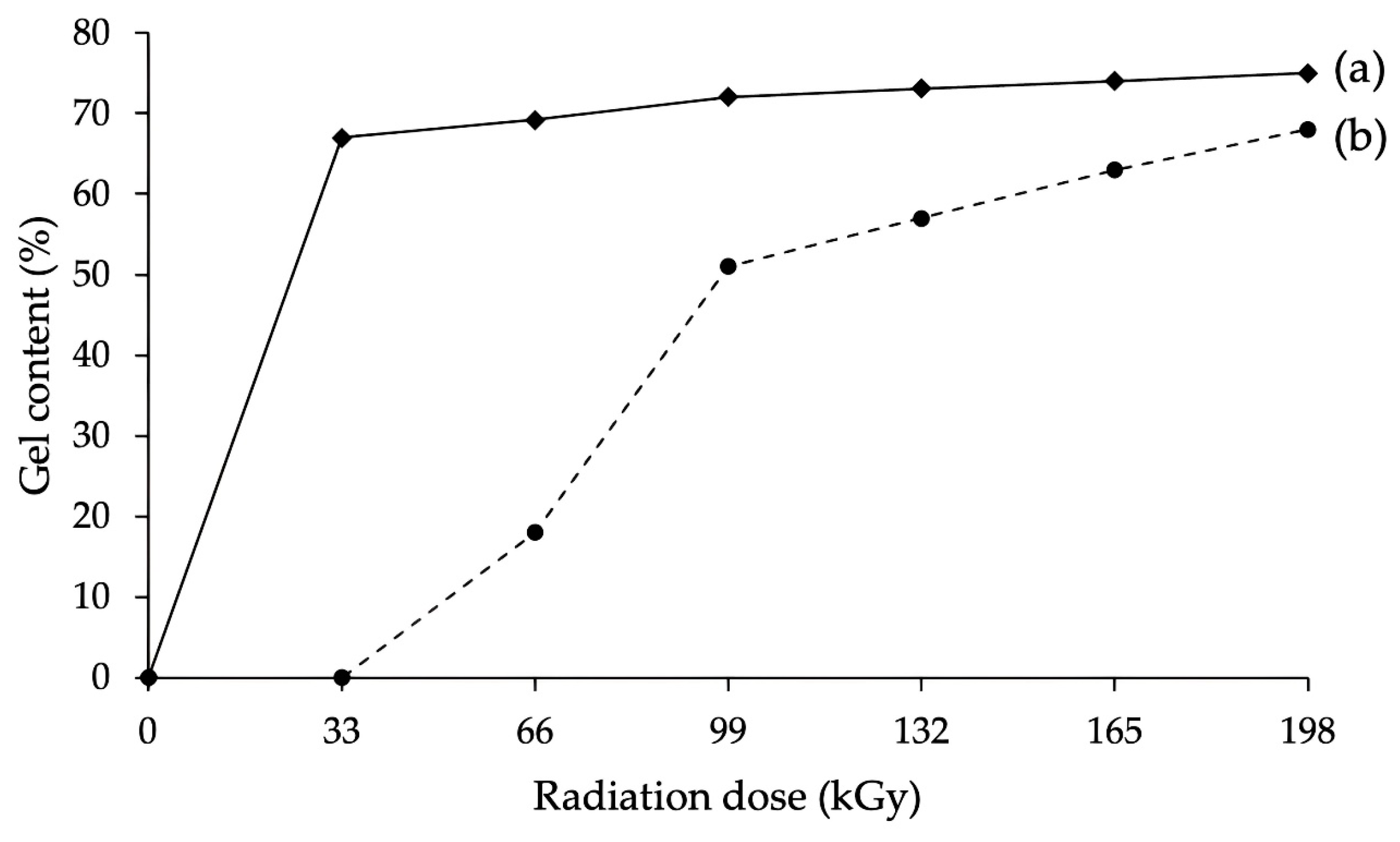
2.4.2. Gel Content (Degree of Cross-Linking)
3. Results
3.1. Surface and Adhesive Properties
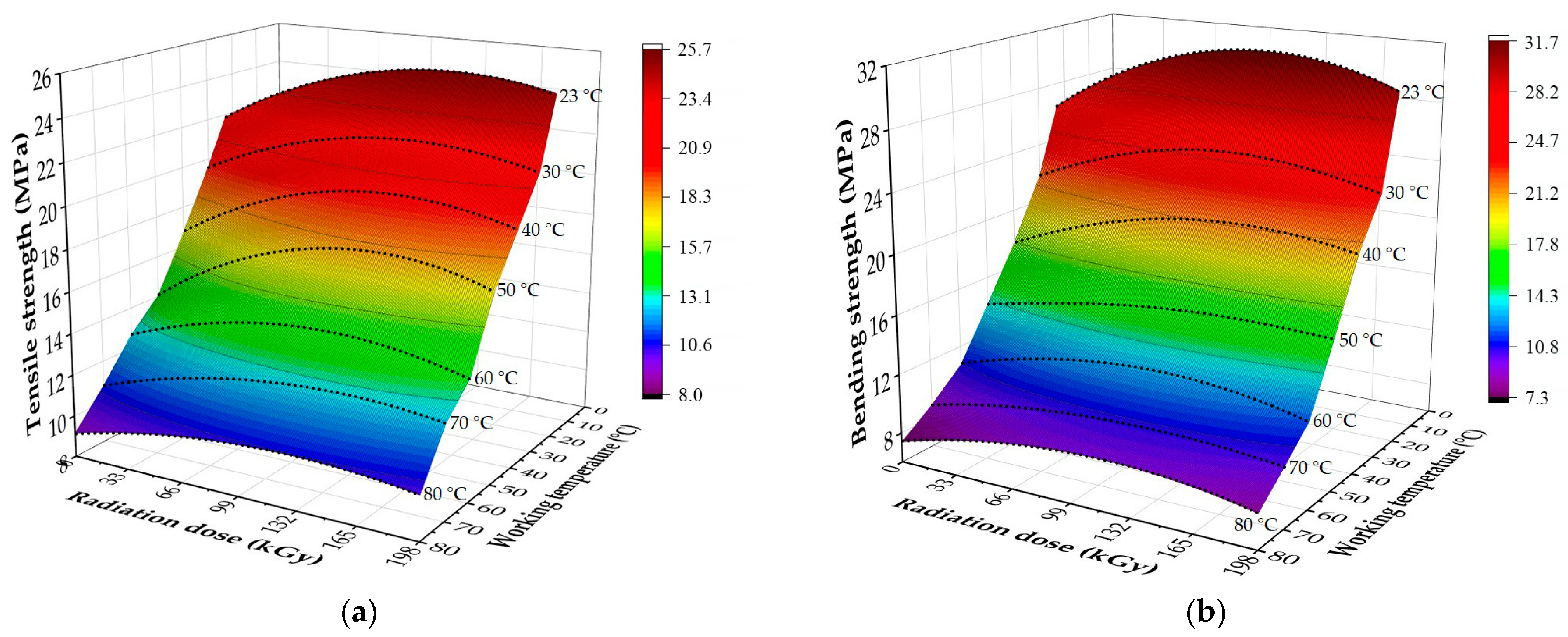
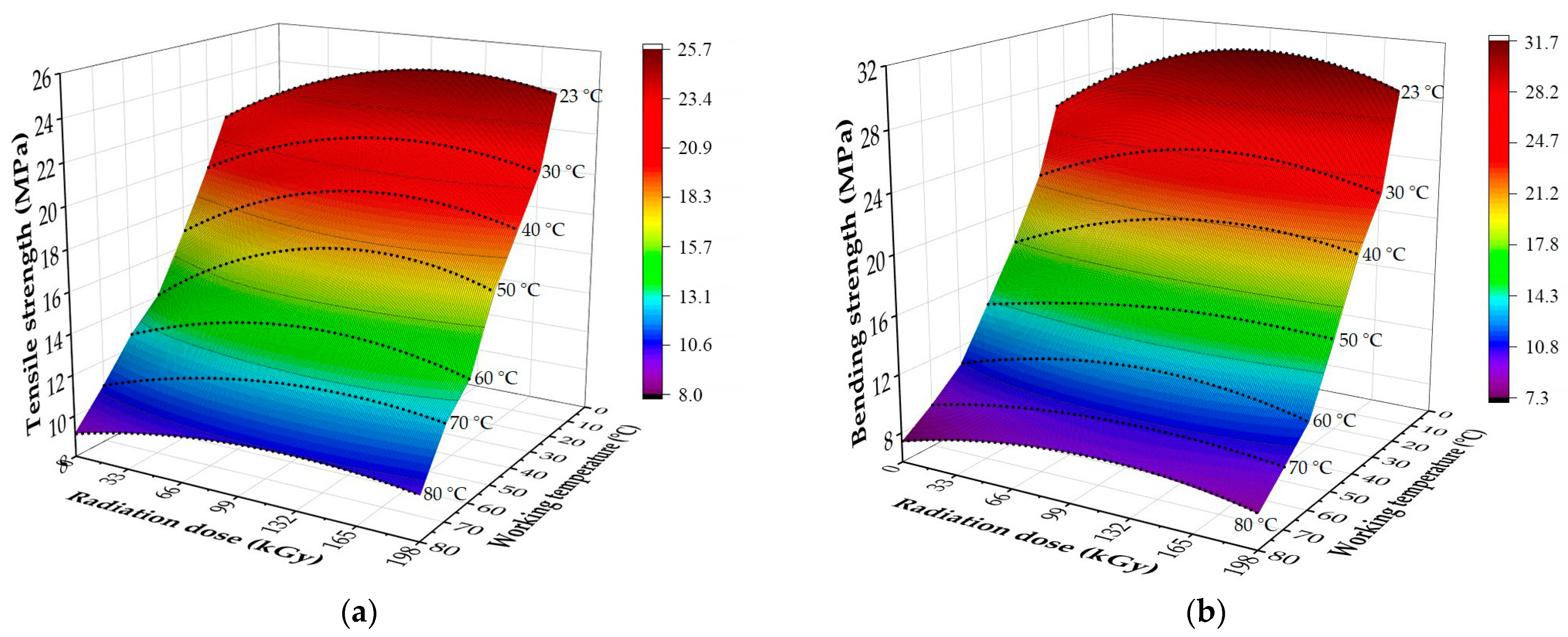
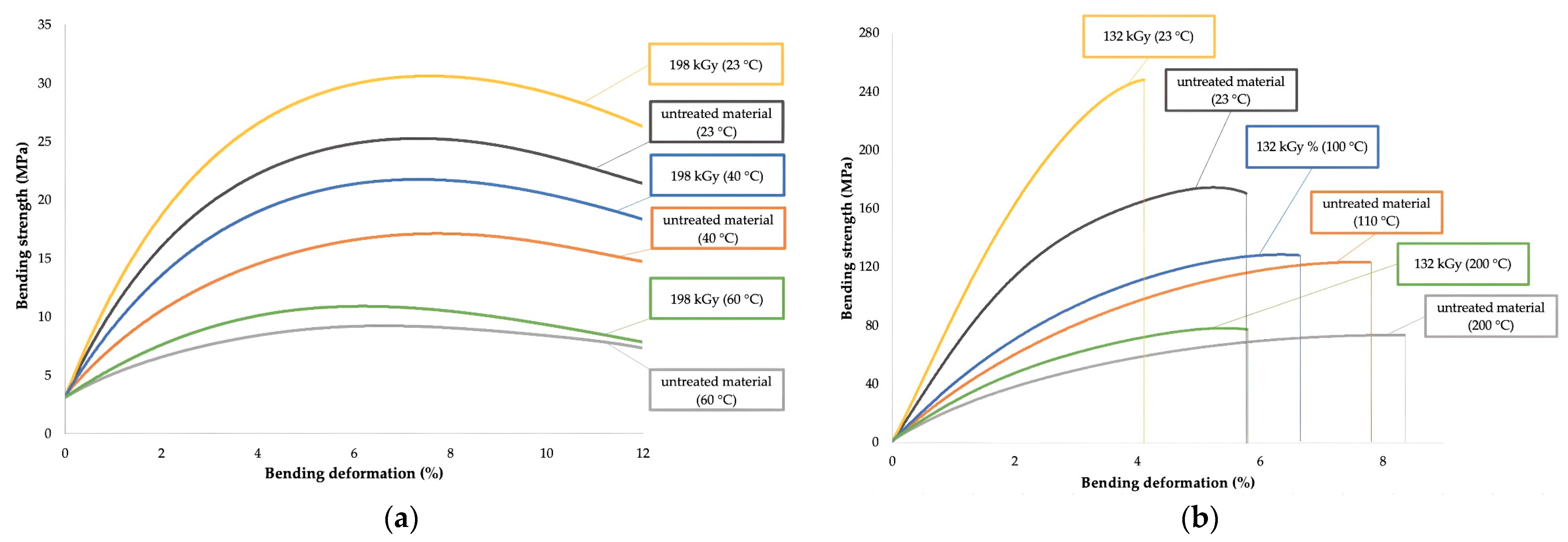
3.2. Mechanical Properties
4. Discussion
5. Conclusions
- The modification of polymer materials by β radiation leads to the improvement of useful properties of injection-molded parts.
- Well-chosen doses of radiation can lead to improvement of both the mechanical and the surface properties.
- The designed regression models can be used as a suitable tool for choosing the optimal dose of radiation in terms of the required properties of the given part and its application in a specific working environment.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dua, R.; Rashad, Z.; Spears, J.; Dunn, G.; Maxwell, M. Applications of 3D-printed PEEK via fused filament fabrication: A Systematic review. Polymers 2021, 13, 4046. [Google Scholar] [CrossRef]
- Friedman, M.; Walsh, G. High performance films: Review of new materials and trends. Polym. Eng. Sci. 2002, 42, 1756–1788. [Google Scholar] [CrossRef]
- BGS: Radiation Crosslinking and Radiation Sterilization. Available online: https://en.bgs.eu (accessed on 13 November 2023).
- Peng, Y.Y.; Srinivas, S.; Narain, R. Modification of polymers. In Polymer Science and Nanotechnology; Elsevier: Amsterdam, The Netherlands, 2020; pp. 95–104. [Google Scholar] [CrossRef]
- Manas, D.; Bednarik, M.; Mizera, A.; Manas, M.; Ovsik, M.; Stoklasek, P. Effect of beta radiation on the quality of the bonded joint for difficult to bond polyolefins. Polymers 2019, 11, 1863. [Google Scholar] [CrossRef]
- Sanchis, M.; Blanes, V.; Blanes, M.; Garcia, D.; Balart, R. Surface modification of low density polyethylene (LDPE) film by low pressure O2 plasma treatment. Eur. Polym. J. 2006, 42, 1558–1568. [Google Scholar] [CrossRef]
- Ebnesajjad, S. Surface Treatment of Materials for Adhesion Bonding; William Andrew Publishing: Norwich, NY, USA, 2006; p. 260. ISBN 0-8155-1523-5. [Google Scholar]
- Pappas, D.; Bujanda, A.; Demaree, J.D.; Hirvonen, J.K.; Kosik, W.; Jensen, R.; McKnigh, S. Surface modification of polyamide fibers and films using atmospheric plasmas. Surf. Coat. Technol. 2006, 201, 4384–4388. [Google Scholar] [CrossRef]
- Tang, J.; Tang, W.; Yuan, H.; Jin, R. Mechanical behaviors of ethylene/styrene interpolymer compatibilized polystyrene/polyethylene blends. J. Appl. Polym. Sci. 2007, 104, 4001–4007. [Google Scholar] [CrossRef]
- Veilleux, J.; Rodrigue, D. Properties of recycled PS/SBR blends: Effect of SBR pretreatment. Prog. Rubber Plast. Recycl. Technol. 2016, 32, 111–128. [Google Scholar] [CrossRef]
- Alves, A.C.L.; Grande, R.; Carvalho, A.J.F. Thermal and mechanical properties of thermoplastic starch and poly(vinyl alcohol-co-ethylene) blends. J. Renew. Mater. 2019, 7, 245–252. [Google Scholar] [CrossRef]
- Nemani, S.K.; Annavarapu, R.K.; Mohammadian, B.; Raiyan, A.; Heil, J.; Haque, M.A.; Abdelaal, A.; Sojoudi, H. Surface modification of polymers: Methods and applications. Adv. Mater. Interfaces 2018, 5, 1801247. [Google Scholar] [CrossRef]
- Encinas, N.; Díaz-Benito, B.; Abenojar, J.; Martínez, M.A. Extreme durability of wettability changes on polyolefin surfaces by atmospheric pressure plasma torch. Surf. Coat. Technol. 2010, 205, 396–402. [Google Scholar] [CrossRef]
- Dryakhlov, V.O.; Shaikhiev, I.G.; Galikhanov, M.F.; Sverguzova, S.V. Modification of polymeric membranes by corona discharge. Membr. Membr. Technol. 2020, 2, 195–202. [Google Scholar] [CrossRef]
- Yasuda, H.; Gazicki, M. Biomedical applications of plasma polymerization and plasma treatment of polymer surfaces. Biomaterials 1982, 3, 68–77. [Google Scholar] [CrossRef]
- Zhu, G.; Su, Y.; Bai, P.; Chen, J.; Jing, Q.; Yang, W.; Wang, Z.L. Harvesting water wave energy by asymmetric screening of electrostatic charges on a nanostructured hydrophobic thin-film surface. ACS Nano 2014, 8, 6031–6037. [Google Scholar] [CrossRef]
- Van Deynse, A.; Cools, P.; Leys, C.; Morent, R.; De Geyter, N. Influence of ambient conditions on the aging behavior of plasma-treated polyethylene surfaces. Surf. Coat. Technol. 2014, 258, 359–367. [Google Scholar] [CrossRef]
- Bradler, P.R.; Fischer, J.; Wallner, G.M.; Lang, R.W. Characterization of irradiation crosslinked polyamides for solar thermal applications—Basic thermo-analytical and mechanical properties. Polymers 2018, 10, 969. [Google Scholar] [CrossRef]
- Manas, D.; Mizera, A.; Navratil, M.; Manas, M.; Ovsik, M.; Sehnalek, S.; Stoklasek, P. The electrical, mechanical and surface properties of thermoplastic polyester elastomer modified by electron beta radiation. Polymers 2018, 10, 1057. [Google Scholar] [CrossRef]
- Makuuchi, K.; Cheng, S. Radiation Processing of Polymer Materials and Its Industrial Applications; Wiley: Hoboken, NJ, USA, 2012; p. 415. ISBN 978-0-470-58769-0. [Google Scholar]
- Drobny, J.G. Ionizing Radiation and Polymers: Principles, Technology and Applications; Elsevier/William Andrew: Oxford, UK, 2013; p. 298. ISBN 978-1-4557-7881-2. [Google Scholar]
- Lee, J.-G.; Jeong, J.-O.; Jeong, S.-I.; Park, J.-S. Radiation-based crosslinking technique for enhanced thermal and mechanical properties of HDPE/EVA/PU blends. Polymers 2021, 13, 2832. [Google Scholar] [CrossRef]
- Gheysari, D.; Behjat, A.; Haji-Saeid, M. The effect of high-energy electron beam on mechanical and thermal properties of LDPE and HDPE. Eur. Polym. J. 2001, 37, 295–302. [Google Scholar] [CrossRef]
- Jeong, J.-O.; Oh, Y.-H.; Jeong, S.-I.; Park, J.-S. Optimization of the Physical Properties of HDPE/PU Blends through Improved Compatibility and Electron Beam Crosslinking. Polymers 2022, 14, 3607. [Google Scholar] [CrossRef] [PubMed]
- Ovsik, M.; Stanek, M.; Dockal, A.; Vanek, J.; Hylova, L. Influence of cross-linking agent concentration/beta radiation surface modification on the micro-mechanical properties of polyamide 6. Materials 2021, 14, 6407. [Google Scholar] [CrossRef] [PubMed]
- Kopal, I.; Vršková, J.; Labaj, I.; Ondrušová, D.; Hybler, P.; Harničárová, M.; Valíček, J.; Kušnerová, M. The effect of high-energy ionizing radiation on the mechanical properties of a melamine resin, phenol-formaldehyde resin, and nitrile rubber blend. Materials 2018, 11, 2405. [Google Scholar] [CrossRef] [PubMed]
- Ovsik, M.; Stanek, M.; Bednarik, M. Evaluation of cross-linked polyamide 6 micro-indentation properties: TAIC concentration and electron radiation intensity. Materials 2023, 16, 2391. [Google Scholar] [CrossRef]
- Malinowski, R. Application of the electron radiation and triallyl isocyanurate for production of aliphatic-aromatic co-polyester of modified properties. Int. J. Adv. Manuf. Technol. 2016, 87, 3307–3314. [Google Scholar] [CrossRef]
- Ovsik, M.; Manas, M.; Stanek, M.; Dockal, A.; Vanek, J.; Mizera, A.; Adamek, M.; Stoklasek, P. Polyamide surface layer nano-indentation and thermal properties modified by irradiation. Materials 2020, 13, 2915. [Google Scholar] [CrossRef] [PubMed]
- Hama, Y.; Oka, T.; Uchiyama, J.; Kanbe, H.; Nebeta, K.; Yatagai, F. Long-term oxidative degradation in polyethylene irradiated with ion beams. Radiat. Phys. Chem. 2001, 62, 133–139. [Google Scholar] [CrossRef]
- Buttafava, A.; Tavares, A.; Arimondi, M.; Zaopo, A.; Nesti, S.; Dondi, D.; Mariani, M.; Faucitano, A. Dose rate effects on the radiation induced oxidation of polyethylene. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. At. 2007, 265, 221–226. [Google Scholar] [CrossRef]
- Mouaci, S.; Saidi, M.; Saidi-Amroun, N. Oxidative degradation and morphological properties of gamma-irradiated isotactic polypropylene films. Micro Nano Lett. 2017, 12, 478–481. [Google Scholar] [CrossRef]
- Holik, Z.; Danek, M.; Manas, M.; Cerny, J.; Malochova, M. The influence of ionizing radiation on chemical resistance of polymers. Int. J. Mech. 2011, 5, 210–217. [Google Scholar]
- Holik, Z.; Danek, M.; Manas, M.; Cerny, J. Influence of the amount of cross-linking agent on properties of irradiated polyamide 6. Int. J. Mech. 2011, 5, 218–225. [Google Scholar]
- CSN EN ISO 527-1; Plasticss—Determination of Tensile Properties—Part 1: General Principles. CEN: Brussels, Belgium, 2019.
- CSN EN ISO 527-2; Plasticss—Determination of Tensile Propertiess—Part 2: Test Conditions for Moulding and Extrusion Plastic. CEN: Brussels, Belgium, 2012.
- CSN EN ISO 178; Plastics—Determination of Flexural Properties. CEN: Brussels, Belgium, 2019.
- EN 15802; Conservation of Cultural Property—Test Methods—Determination of Static Contact Angle. CEN: Brussels, Belgium, 2009.
- CSN EN 1465; Adhesives—Determination of Tensile Lap-Shear Strength of Bonded Assemblies. CEN: Brussels, Belgium, 2009.
- Bednarik, M.; Mizera, A.; Manas, M.; Navratil, M.; Huba, J.; Achbergerova, E.; Stoklasek, P. Influence of the β− radiation/cold atmospheric-pressure plasma surface modification on the adhesive bonding of polyolefins. Materials 2021, 14, 76. [Google Scholar] [CrossRef]
- ASTM 51261; Practice for Calibration of Routine Dosimetry Systems for Radiation Processing, 2nd ed. ASTM International: West Conshohocken, PA, USA, 2013.
- Kaelble, D.H. Dispersion-polar surface tension properties of organic solids. J. Adhes. 1970, 2, 66–81. [Google Scholar] [CrossRef]
- Rabel, W. Aspekte der benetzungstheorie und ihre anwendung auf die untersuchung und veränderung der oberflächeneigenschaften von polymeren. Farbe Lacke 1971, 77, 997–1005. [Google Scholar]
- Owens, D.K.; Wendt, R.C. Estimation of the surface free energy of polymers. J. Appl. Polym. Sci. 1969, 13, 1741–1747. [Google Scholar] [CrossRef]
- Schrader, M.E.; Loeb, G.I. Modern Approaches to Wettability; Online; Springer: Boston, MA, USA, 1992; ISBN 978-1-4899-1178-0. [Google Scholar] [CrossRef]
- Kwok, D.Y.; Neumann, A.W. Contact angle measurement and contact angle interpretation. Adv. Colloid Interface Sci. 1999, 81, 167–249. [Google Scholar] [CrossRef]
- Erbil, H. Surface Chemistry of Solid and Liquid Interfaces; Online; Blackwell: Oxford, UK, 2006; p. 352. ISBN 978-1-444-30540-1. [Google Scholar] [CrossRef]
- ASTM D2765; Standard Test Methods for Determination of Gel Content and Swell Ratio of Crosslinked Ethylene Plastics. ASTM International: West Conshohocken, PA, USA, 2016.
- Manas, D.; Ovsik, M.; Mizera, A.; Manas, M.; Hylova, L.; Bednarik, M.; Stanek, M. The Effect of irradiation on mechanical and thermal properties of selected types of polymers. Polymers 2018, 10, 158. [Google Scholar] [CrossRef]
- Meloun, M.; Militky, J. A Compendium of Statistical Data Processing; Karolinum: Prague, Czech Republic, 2013; p. 984. ISBN 978-80-246-2196-8. [Google Scholar]
- Rivaton, A.; Lalande, D.; Gardette, J.L. Influence of the structure on the γ- irradiation of polypropylene and on the post-irradiation effects. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. At. 2004, 222, 187–200. [Google Scholar] [CrossRef]
- Carpentieri, I.; Brunella, V.; Bracco, P.; Paganini, M.C.; Del Prever, E.M.B.; Luda, M.P.; Bonomi, S.; Costa, L. Post-irradiation oxidation of different polyethylenes. Polym. Degrad. Stab. 2011, 96, 624–629. [Google Scholar] [CrossRef]
- Costa, L.; Carpentieri, I.; Bracco, P. Post electron-beam irradiation oxidation of orthopaedic UHMWPE. Polym. Degrad. Stab. 2008, 93, 1695–1703. [Google Scholar] [CrossRef]
- Holik, Z.; Manas, M.; Stanek, M.; Danek, M.; Kocourek, J. Improvement of mechanical and termomechanical properties of polyethylene by irradiation crosslinking. Chem. Listy 2009, 103, 60–63. [Google Scholar]
- Manas, M.; Stanek, M.; Manas, D.; Danek, M.; Holik, Z. Modification of polyamides properties by irradiation. Chem. Listy 2009, 103, 24–28. [Google Scholar]
- Khonakdar, H.A.; Morshedian, J.; Mehrabzadeh, M.; Wagenknecht, U.; Jafari, S.H. Thermal and shrinkage behaviour of stretched peroxide-crosslinked high-density polyethylene. Eur. Polym. J. 2003, 39, 1729–1734. [Google Scholar] [CrossRef]
- Piątek-Hnat, M.; Bomba, K.; Pęksiński, J.; Kozłowska, A.; Sośnicki, J.G.; Idzik, T.J. Effect of E-beam irradiation on thermal and mechanical properties of ester elastomers containing multifunctional alcohols. Polymers 2020, 12, 1043. [Google Scholar] [CrossRef] [PubMed]
- Motaleb, K.Z.M.A.; Abakeviciene, B.; Milasius, R. Development and characterization of bio-composites from the plant wastes of water hyacinth and sugarcane bagasse: Effect of water repellent and gamma radiation. Polymers 2023, 15, 1609. [Google Scholar] [CrossRef] [PubMed]
- Egghe, T.; Van Guyse, F.R.; Ghobeira, R.; Morent, R.; Hoogenboom, R.; De Geyter, N. Evaluation of cross-linking and degradation processes occurring at polymer surfaces upon plasma activation via size-exclusion chromatography. Polym. Degrad. Stab. 2021, 187, 109543. [Google Scholar] [CrossRef]
- Gheysari, D.; Behjat, A. Radiation crosslinking of LDPE and HDPE with 5 and 10 MeV electron beams. Eur. Polym. J. 2001, 37, 2011–2016. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Processing Conditions | HDPE | PA66 |
|---|---|---|
| Injection Rate (mm/s) | 60 | 60 |
| Injection Pressure (MPa) | 80 | 88 |
| Holding Pressure (MPa) | 60 | 70 |
| Holding Time (s) | 30 | 25 |
| Cooling Time (s) | 20 | 30 |
| Mold Temperature (°C) | 40 | 75 |
| Plastic Unit Temperature Bands | ||
| Zone 1 (°C) | 200 | 265 |
| Zone 2 (°C) | 205 | 280 |
| Zone 3 (°C) | 210 | 285 |
| Zone 4 (°C) | 225 | 290 |
| Material | Mechanical Properties (MPa) | Working Temperatures (°C) |
|---|---|---|
| HDPE | Tensile and Bending Strength | 23, 30, 40, 50, 60, 70, 80 |
| PA66 | 23, 50, 80, 110, 140, 170, 200 |
| Material | Tested Parameter | Estimations of Regression Parameters | ||
|---|---|---|---|---|
| b0 | b1 | b2 | ||
| HDPE | Free Surface Energy (mJ/m2) | 2.457 × 101 | 1.675 × 10−1 | −5.010 × 10−4 |
| Load-Bearing of Adhered Joints (MPa) | 5.324 × 10−1 | 8.312 × 10−3 | −2.700 × 10−5 | |
| PA66 | Free Surface Energy (mJ/m2) | 3.170 × 101 | 7.673 × 10−2 | −3.553 × 10−4 |
| Load-Bearing of Adhered Joints (MPa) | 9.508 × 100 | 4.459 × 10−3 | −2.300 × 10−5 | |
| Parameters | HDPE | PA66 | ||
|---|---|---|---|---|
| Free Surface Energy | Load-Bearing of Adhered Joints | Free Surface Energy | Load-Bearing of Adhered Joints | |
| Coefficient of Multiple Correlation | 9.352 × 10−1 | 9.223 × 10−1 | 8.579 × 10−1 | 9.424 × 10−1 |
| Coefficient of Determination | 8.745 × 10−1 | 8.507 × 10−1 | 7.360 × 10−1 | 8.881 × 10−1 |
| Predicted Correlation Coefficient | 3.503 × 10−1 | 2.188 × 10−1 | 1.626 × 10−1 | 4.422 × 10−1 |
| Mean Squared Error of Prediction | 1.117 × 101 | 3.016 × 10−2 | 3.763 × 100 | 2.842 × 10−3 |
| Testing of Regression Triplet | ||||
| Fisher–Snedecor Test of Model Significance | model is significant | |||
| Scott’s Criteria of Multicollinearity | model is correct | |||
| Cook–Weisberg Score Test for Heteroskedasticity | residue demonstrating homoskedasticity | |||
| Jarque–Berra Test of Normality | residue has normal distribution | |||
| Wald Test of Auto Correlation | autocorrelation is insignificant | |||
| Durbin–Watson Test of Auto Correlation | negative autocorrelation of residues not demonstrated | |||
| Tested Property (MPa) | Working Temperature (°C) | Estimations of Regression Parameters | ||
|---|---|---|---|---|
| b0 | b1 | b2 | ||
| Tensile Strength | 23 | 2.189 × 101 | 4.892 × 10−2 | −1.727 × 10−4 |
| 30 | 1.965 × 101 | 3.950 × 10−2 | −1.520 × 10−4 | |
| 40 | 1.674 × 101 | 5.195 × 10−2 | −1.968 × 10−4 | |
| 50 | 1.406 × 101 | 5.952 × 10−2 | −2.230 × 10−4 | |
| 60 | 1.267 × 101 | 3.409 × 10−2 | −1.432 × 10−4 | |
| 70 | 1.082 × 101 | 2.835 × 10−2 | −1.006 × 10−4 | |
| 80 | 9.150 × 100 | 2.165 × 10−2 | −8.527 × 10−5 | |
| Bending Strength | 23 | 2.642 × 101 | 8.323 × 10−2 | −3.290 × 10−4 |
| 30 | 2.183 × 101 | 5.530 × 10−2 | −2.285 × 10−4 | |
| 40 | 1.769 × 101 | 5.519 × 10−2 | −2.033 × 10−4 | |
| 50 | 1.410 × 101 | 2.781 × 10−2 | −9.073 × 10−5 | |
| 60 | 1.071 × 101 | 4.004 × 10−2 | −1.749 × 10−4 | |
| 70 | 8.898 × 100 | 2.597 × 10−2 | −1.028 × 10−4 | |
| 80 | 7.386 × 100 | 3.517 × 10−2 | −1.541 × 10−4 | |
| Tested Property (MPa) | Working Temperature (°C) | Estimations of Regression Parameters | ||
|---|---|---|---|---|
| b0 | b1 | b2 | ||
| Tensile strength | 23 | 1.669 × 102 | 2.908 × 10−1 | −9.806 × 10−4 |
| 50 | 1.262 × 102 | 1.735 × 10−1 | −5.302 × 10−4 | |
| 80 | 1.056 × 102 | 8.377 × 10−2 | −3.280 × 10−4 | |
| 110 | 8.970 × 101 | 9.665 × 10−2 | −3.903 × 10−4 | |
| 140 | 7.853 × 101 | 2.489 × 10−2 | −2.274 × 10−4 | |
| 170 | 6.714 × 101 | 2.771 × 10−2 | −7.871 × 10−5 | |
| 200 | 5.525 × 101 | 2.435 × 10−2 | −7.980 × 10−5 | |
| Bending strength | 23 | 1.889 × 102 | 9.491 × 10−1 | −3.594 × 10−3 |
| 50 | 1.651 × 102 | 4.370 × 10−1 | −1.675 × 10−3 | |
| 80 | 1.385 × 102 | 2.314 × 10−1 | −9.030 × 10−4 | |
| 110 | 1.192 × 102 | 6.753 × 10−2 | −1.968 × 10−4 | |
| 140 | 1.032 × 102 | 7.727 × 10−2 | −1.793 × 10−4 | |
| 170 | 8.870 × 101 | 5.942 × 10−2 | −2.241 × 10−4 | |
| 200 | 7.257 × 101 | 1.054 × 10−1 | −3.170 × 10−4 | |
| Parameters | Working Temperature (°C) | |||||||
|---|---|---|---|---|---|---|---|---|
| 23 | 30 | 40 | 50 | 60 | 70 | 80 | ||
| Coefficient of Multiple Correlation | Tensile strength | 9.099 × 10−1 | 9.187 × 10−1 | 8.646 × 10−1 | 8.810 × 10−1 | 8.590 × 10−1 | 9.297 × 10−1 | 8.524 × 10−1 |
| Bending strength | 9.121 × 10−1 | 9.266 × 10−1 | 8.771 × 10−1 | 9.445 × 10−1 | 8.315 × 10−1 | 8.631 × 10−1 | 8.756 × 10−1 | |
| Coefficient of Determination | Tensile strength | 8.279 × 10−1 | 8.439 × 10−1 | 7.475 × 10−1 | 7.762 × 10−1 | 7.378 × 10−1 | 8.643 × 10−1 | 7.265 × 10−1 |
| Bending strength | 8.318 × 10−1 | 8.586 × 10−1 | 7.693 × 10−1 | 8.922 × 10−1 | 6.913 × 10−1 | 7.449 × 10−1 | 7.666 × 10−1 | |
| Predicted Correlation Coefficient | Tensile strength | 2.090 × 10−2 | 4.271 × 10−3 | 3.806 × 10−1 | 7.883 × 10−2 | 2.528 × 10−1 | 1.113 × 10−1 | 7.581 × 10−1 |
| Bending strength | 3.031 × 10−2 | 1.986 × 10−2 | 2.075 × 10−2 | 4.968 × 10−2 | 6.614 × 10−1 | 3.936 × 10−1 | 2.980 × 10−2 | |
| Mean Squared Error of Prediction | Tensile strength | 1.892 × 100 | 9.023 × 10−1 | 2.781 × 100 | 2.865 × 100 | 8.863 × 10−1 | 3.503 × 10−1 | 5.207 × 10−1 |
| Bending strength | 4.183 × 100 | 1.185 × 100 | 2.320 × 100 | 4.701 × 10−1 | 1.476 × 100 | 6.297 × 10−1 | 4.667 × 10−1 | |
| Testing of Regression Triplet | ||||||||
| Fisher–Snedecor Test of Model Significance | model is significant | |||||||
| Scott’s Criteria of Multicollinearity | model is correct | |||||||
| Cook–Weisberg Score Test for Heteroskedasticity | residue demonstrating homoskedasticity | |||||||
| Jarque–Berra Test of Normality | residue has normal distribution | |||||||
| Wald Test of Auto Correlation | autocorrelation is insignificant | |||||||
| Durbin–Watson Test of Auto Correlation | negative autocorrelation of residues not demonstrated | |||||||
| Parameters | Working Temperature (°C) | |||||||
|---|---|---|---|---|---|---|---|---|
| 23 | 50 | 80 | 110 | 140 | 170 | 200 | ||
| Coefficient of Multiple Correlation | Tensile strength | 9.053 × 10−1 | 9.478 × 10−1 | 9.311 × 10−1 | 8.935 × 10−1 | 9.772 × 10−1 | 9.721 × 10−1 | 9.468 × 10−1 |
| Bending strength | 8.888 × 10−1 | 8.509 × 10−1 | 8.679 × 10−1 | 9.759 × 10−1 | 9.801 × 10−1 | 8.549 × 10−1 | 9.559 × 10−1 | |
| Coefficient of Determination | Tensile strength | 8.196 × 10−1 | 8.983 × 10−1 | 8.670 × 10−1 | 7.984 × 10−1 | 9.548 × 10−1 | 9.449 × 10−1 | 8.964 × 10−1 |
| Bending strength | 7.900 × 10−1 | 7.240 × 10−1 | 7.532 × 10−1 | 9.523 × 10−1 | 9.605 × 10−1 | 7.308 × 10−1 | 9.138 × 10−1 | |
| Predicted Correlation Coefficient | Tensile strength | 2.192 × 10−2 | 3.816 × 10−1 | 1.299 × 10−2 | 3.082 × 10−2 | 6.202 × 10−1 | 5.790 × 10−1 | 3.429 × 10−1 |
| Bending strength | 7.791 × 10−2 | 9.397 × 10−2 | 2.320 × 10−1 | 7.983 × 10−1 | 7.307 × 10−1 | 1.908 × 10−2 | 1.739 × 10−1 | |
| Mean Squared Error of Prediction | Tensile strength | 7.616 × 101 | 1.040 × 101 | 3.143 × 100 | 5.599 × 100 | 5.565 × 10−1 | 1.842 × 10−1 | 1.891 × 10−1 |
| Bending strength | 6.953 × 102 | 1.594 × 102 | 4.653 × 101 | 4.594 × 10−1 | 1.218 × 100 | 2.006 × 100 | 5.965 × 100 | |
| Testing of regression triplet | ||||||||
| Fisher–Snedecor Test of Model Significance | model is significant | |||||||
| Scott’s Criteria of Multicollinearity | model is correct | |||||||
| Cook–Weisberg Score Test for Heteroskedasticity | residue demonstrating homoskedasticity | |||||||
| Jarque–Berra Test of Normality | residue has normal distribution | |||||||
| Wald Test of Auto Correlation | autocorrelation is insignificant | |||||||
| Durbin–Watson Test of Auto Correlation | negative autocorrelation of residues not demonstrated | |||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bednarik, M.; Pata, V.; Ovsik, M.; Mizera, A.; Husar, J.; Manas, M.; Hanzlik, J.; Karhankova, M. The Modification of Useful Injection-Molded Parts’ Properties Induced Using High-Energy Radiation. Polymers 2024, 16, 450. https://doi.org/10.3390/polym16040450
Bednarik M, Pata V, Ovsik M, Mizera A, Husar J, Manas M, Hanzlik J, Karhankova M. The Modification of Useful Injection-Molded Parts’ Properties Induced Using High-Energy Radiation. Polymers. 2024; 16(4):450. https://doi.org/10.3390/polym16040450
Chicago/Turabian StyleBednarik, Martin, Vladimir Pata, Martin Ovsik, Ales Mizera, Jakub Husar, Miroslav Manas, Jan Hanzlik, and Michaela Karhankova. 2024. "The Modification of Useful Injection-Molded Parts’ Properties Induced Using High-Energy Radiation" Polymers 16, no. 4: 450. https://doi.org/10.3390/polym16040450
APA StyleBednarik, M., Pata, V., Ovsik, M., Mizera, A., Husar, J., Manas, M., Hanzlik, J., & Karhankova, M. (2024). The Modification of Useful Injection-Molded Parts’ Properties Induced Using High-Energy Radiation. Polymers, 16(4), 450. https://doi.org/10.3390/polym16040450