
Characterization of PLA/LW-PLA Composite Materials Manufactured by Dual-Nozzle FDM 3D-Printing Processes


Abstract
1. Introduction
2. Experimental Section
2.1. Materials
2.2. Sample Preparation
2.2.1. D Modeling of PLA/LW-PLA Composite Structures
2.2.2. D-Printing Conditions of PLA/LW-PLA Composite Structures
2.3. Characterization
2.3.1. Actual Printing Time and Weight
2.3.2. Morphology
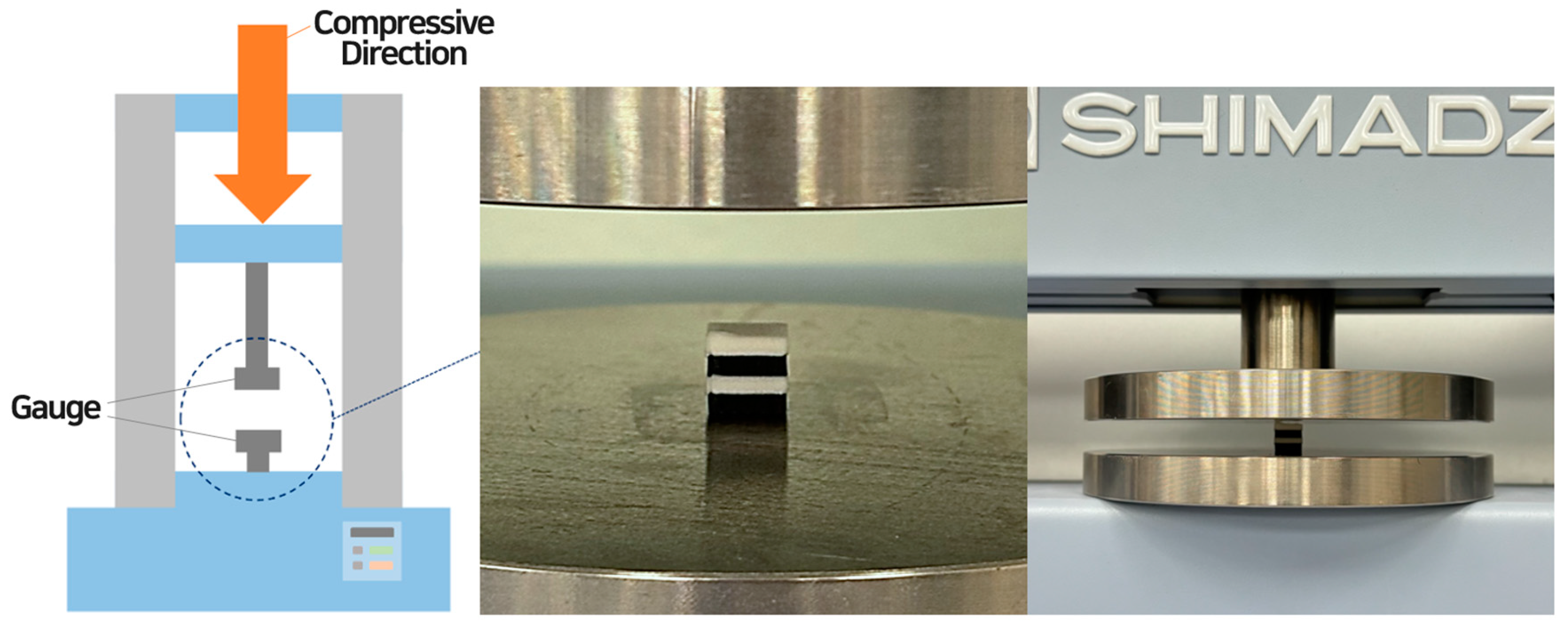
2.3.3. Compressive Property
3. Results and Discussion
3.1. Actual Printing Time and Weight of 3D-Printed PLA/LW-PLA Composite Structures
3.2. Morphology of 3D-Printed PLA/LW-PLA Composite Structures
3.3. Compressive Property of 3D-Printed PLA/LW-PLA Composite Structures
4. Conclusions
- For ST4-Com-PLA/LW-PLA, printing time increased with both nozzle temperature and infill density. Notably, higher nozzle temperatures (230 °C and 240 °C) activated foaming; these structures were 103.5% larger on one side than the modeled dimensions and up to 9.25% lighter. The 100% infill density of ST4-Com-PLA/LW-PLA-240 improved toughness by 246.5% due to better pore compression. ST8-Com-PLA/LW-PLA showed a similar pattern in printing time variations but without a clear trend related to nozzle temperature. The volume also increased with temperature, leading to variable densities. CH4-Com-PLA/LW-PLA exhibited the longest printing times and the highest weights compared to other structures. The structure showed minimal weight variation across different parameters, suggesting a stable printing process.
- Foaming characteristics became more pronounced at higher temperatures, especially in ST4-Com-PLA/LW-PLA and ST8-Com-PLA/LW-PLA. ST4-Com-PLA/LW-PLA displayed significant foaming and dimensional expansion at higher temperatures, resulting in rougher surfaces. ST8-Com-PLA/LW-PLA showed less dimensional expansion compared to ST4 but exhibited similar trends in surface morphology. CH4-Com-PLA/LW-PLA had the least foaming activity and minimal dimensional change, indicating stable morphology across different conditions.
- ST4-Com-PLA/LW-PLA demonstrated a decrease in stiffness and toughness with increasing temperature, attributed to enhanced foaming. Higher infill densities improved toughness due to better bubble compression. ST8-Com-PLA/LW-PLA showed similar trends to ST4, with decreased stiffness at higher temperatures but generally higher compressive strength and toughness. CH4-Com-PLA/LW-PLA showed consistent compressive properties with little variation across different temperatures and infill densities, highlighting its resistance to temperature-induced changes.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Chua, C.K.; Leong, K.F.; Lim, C.S. Rapid Prototyping: Principles and Applications; World Scientific: Singapore, 2010. [Google Scholar]
- Sing, S.L.; An, J.; Yeong, W.Y.; Wiria, F.E. Laser and electron-beam powder-bed additive manufacturing of metallic implants: A review on processes, materials and designs. J. Orthop. Res. 2016, 34, 369–385. [Google Scholar] [CrossRef] [PubMed]
- Goh, G.D.; Agarwala, S.; Goh, G.L.; Dikshit, V.; Sing, S.L.; Yeong, W.Y. Additive manufacturing in unmanned aerial vehicles (UAVs): Challenges and potential. Aerosp. Sci. Technol. 2017, 63, 140–151. [Google Scholar] [CrossRef]
- Mohseni, M.; Hutmacher, D.W.; Castro, N.J. Independent evaluation of medical-grade bioresorbable filaments for fused deposition modelling/fused filament fabrication of tissue engineered constructs. Polymers 2018, 10, 40. [Google Scholar] [CrossRef] [PubMed]
- Sabourin, E.; Houser, S.A.; Helge Bøhn, J. Accurate exterior, fast interior layered manufacturing. Rapid Prototyp. J. 1997, 3, 44–52. [Google Scholar] [CrossRef]
- Lopes, L.R.; Silva, A.F.; Carneiro, O.S. Multi-material 3D printing: The relevance of materials affinity on the boundary interface performance. Addit. Manuf. 2018, 23, 45–52. [Google Scholar] [CrossRef]
- Mohan, N.; Senthil, P.; Vinodh, S.; Jayanth, N. A review on composite materials and process parameters optimisation for the fused deposition modelling process. Virtual Phys. Prototyp. 2017, 12, 47–59. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.W.; Stucker, B. Additive Manufacturing Technologies: Rapid Prototyping to Direct Digital Manufacturing; Springer: Berlin/Heidelberg, Germany; New York, NY, USA, 2010; pp. 436–449. [Google Scholar]
- Baca, D.; Ahmad, R. The impact on the mechanical properties of multi-material polymers fabricated with a single mixing nozzle and multi-nozzle systems via fused deposition modeling. Int. J. Adv. Manuf. Tech. 2020, 106, 4509–4520. [Google Scholar] [CrossRef]
- Espalin, D.; Alberto Ramirez, J.; Medina, F.; Wicker, R. Multi-material, multi-technology FDM: Exploring build process variations. Rapid Prototyp. J. 2014, 20, 236–244. [Google Scholar] [CrossRef]
- Seeler, K.A.; Kumar, V. Tension-tension fatigue of microcellular polycarbonate: Initial results. J. Reinf. Plast. Compos. 1993, 12, 359–376. [Google Scholar] [CrossRef]
- Gupta, N.; Zeltmann, S.E.; Shunmugasamy, V.C.; Pinisetty, D. Applications of polymer matrix syntactic foams. JOM 2014, 66, 245–254. [Google Scholar] [CrossRef]
- Wong, A.; Chu, R.K.; Leung, S.N.; Park, C.B.; Zong, J.H. A batch foaming visualization system with extensional stress-inducing ability. Chem. Eng. Sci. 2011, 66, 55–63. [Google Scholar] [CrossRef]
- Kumar, S.; Yan, J.; Poon, J.F.; Singh, V.P.; Lu, X.; Karlsson Ott, M.; Engman, L.; Kumar, S. Multifunctional antioxidants: Regenerable radical-trapping and hydroperoxide-decomposing ebselenols. Angew. Chem. Int. Ed. 2016, 55, 3729–3733. [Google Scholar] [CrossRef]
- Nofar, M.; Utz, J.; Geis, N.; Altstädt, V.; Ruckdäschel, H. Foam 3D printing of thermoplastics: A symbiosis of additive manufacturing and foaming technology. Adv. Sci. 2022, 9, 2105701. [Google Scholar] [CrossRef]
- Yousefi Kanani, A.; Rennie, A.E.; Abd Rahim, S.Z.B. Additively manufactured foamed polylactic acid for light weight structures. Rapid Prototyp. J. 2023, 29, 50–66. [Google Scholar] [CrossRef]
- Jung, D.W.; Jeong, J.H.; Park, C.B.; Shin, B.S. UV laser aided micro-cell opening of EPP foam for improvement of sound absorption. Int. J. Precis. Eng. Manuf. 2013, 14, 1127–1131. [Google Scholar] [CrossRef]
- Park, C.; Shin, B.S.; Kang, M.S.; Ma, Y.W.; Oh, J.Y.; Hong, S.M. Experimental study on micro-porous patterning using UV pulse laser hybrid process with chemical foaming agent. Int. J. Precis. Eng. Manuf. 2015, 16, 1385–1390. [Google Scholar] [CrossRef]
- Yoo, C.J.; Shin, B.S.; Kang, B.S.; Gwak, C.Y.; Park, C.; Ma, Y.W.; Hong, S.M. A study on a new 3D porous polymer printing based on EPP beads containing CO2 gas. Procedia Eng. 2017, 184, 10–15. [Google Scholar] [CrossRef]
- Jin, F.L.; Zhao, M.; Park, M.; Park, S.J. Recent trends of foaming in polymer processing: A review. Polymers 2019, 11, 953. [Google Scholar] [CrossRef]
- Damanpack, A.R.; Sousa, A.; Bodaghi, M. Porous PLAs with controllable density by FDM 3D printing and chemical foaming agent. Micromachines 2021, 12, 866. [Google Scholar] [CrossRef]
- Baumann, F.; Bugdayci, H.; Grunert, J.; Keller, F.; Roller, D. Influence of slicing tools on quality of 3D printed parts. Comput.-Aided Des. Appl. 2016, 13, 14–31. [Google Scholar] [CrossRef]
- Wang, S.; Ma, Y.; Deng, Z.; Zhang, S.; Cai, J. Effects of fused deposition modeling process parameters on tensile, dynamic mechanical properties of 3D printed polylactic acid materials. Polym. Test. 2020, 86, 106483. [Google Scholar] [CrossRef]
- Haryńska, A.; Carayon, I.; Kosmela, P.; Szeliski, K.; Łapiński, M.; Pokrywczyńska, M.; Kucińska-Lipka, J.; Janik, H. A comprehensive evaluation of flexible FDM/FFF 3D printing filament as a potential material in medical application. Eur. Polym. J. 2020, 138, 109958. [Google Scholar] [CrossRef]
- Farazin, A.; Mohammadimehr, M. Effect of different parameters on the tensile properties of printed Polylactic acid samples by FDM: Experimental design tested with MDs simulation. Int. J. Adv. Manuf. Technol. 2022, 118, 103–118. [Google Scholar] [CrossRef]
- Park, Y.E.; Jung, I. Characterization of 3D printed wrist brace with various tilting angles of re-entrant pattern using thermoplastic elastomer. J. Korean Soc. Cloth. Text. 2022, 46, 1074–1087. [Google Scholar] [CrossRef]
- Jung, I.; Lee, S. Compressive properties of 3D printed TPU samples with various infill conditions. J. Korean Soc. Cloth. Text. 2022, 46, 481–493. [Google Scholar]
- Park, Y.E.; Lee, S. A Study on the compressive characteristics of hinged folded structures using FDM 3D printer. Text. Sci. Eng. 2023, 60, 256–263. [Google Scholar]
- Chowdhury, D.; Park, Y.E.; Jung, I.; Lee, S. Characterization of exterior parts for 3D-printed humanoid robot arm with various patterns and thicknesses. Polymers 2024, 16, 988. [Google Scholar] [CrossRef]
- Park, Y.E.; Chowdhury, D.; Lee, S. Characterization of Exterior Materials for Cylindrical 3D Printed Humanoid Robot Arm with Various Thicknesses. Text. Sci. Eng. 2024, 61, 110–120. [Google Scholar]
- Chen, X.; Lee, S. Morphology and compressive property of 3D-printed 3-pointed star shape prepared using lightweight thermoplastic polyurethane. Fibers Polym. 2022, 23, 1779–1788. [Google Scholar] [CrossRef]
- Chen, X.; Lee, S. Physical property of 3D-printed N-pointed star-shaped outsole prepared by FDM 3D printer using the lightweight TPU. Polymers 2022, 14, 3189. [Google Scholar] [CrossRef]
- KS M ISO 604; Standard Test Method for Plastics—Determination of Compressive Properties. Korean Standard: Gwacheon-si, Republic of Korea, 2023. Available online: https://standard.go.kr/KSCI (accessed on 8 December 2023).
- Park, Y.E.; Lee, S. Mechanical Property of Light Weight Polylactic Acid Prepared by Micro Forming Process with Various Extruding Temperatures. In Proceedings of the 2024 International Conference on Clothing and Textiles, International Convention Center, Jeju, Republic of Korea, 10–11 May 2024. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specification | Filament | |
|---|---|---|
| PLA | LW-PLA | |
| Company | Ultimaker B.V. (Geldermalsen, The Netherlands) | colorFabb B.V. (Belfeld, The Netherlands) |
| Color | Black | White |
| Diameter (mm) | 2.85 | 2.85 |
| Hardness | 83 D | 95 A |
| Density (g/mm3) | 1.24 | 1.24 |
| Recommended nozzle temperature (°C) | 200 | 195–260 |
| Recommended bed temperature (°C) | 60 | 50–60 |
| Recommended print speed (mm/s) | 70 | 40–100 |
| Specification | Dual-Nozzle FDM 3D Printer |
|---|---|
| Ultimaker S5 Pro Bundle | |
| Company | Ultimaker B.V. (Geldermalsen, The Netherlands) |
| Nozzle (mm) | AA 0.4 Dual-nozzle |
| Slicing software | Ultimaker Cura 5.2.1 |
| 3D Modeling of Cube | |
|---|---|
| Software | Fusion 360 v.2.0.20460 (Autodesk, Inc., San Francisco, CA, USA) |
| Size (cm3) | 10 × 10 × 10 |
| ST4 |  |
| ST8 |  |
| CH4 |  |
| Nozzle1 | Nozzle2 | Dual-Nozzle | |
|---|---|---|---|
| PLA | LW-PLA | PLA/LW-PLA | |
| ST4 |  |  |  |
| ST8 |  |  |  |
| CH4 |  |  |  |
| Nozzle1 | Nozzle2 | |
|---|---|---|
| PLA | LW-PLA | |
| Nozzle (mm) | AA 0.4 | |
| Nozzle temp. (°C) | 200 | 220, 230, 240 |
| Bed temp. (°C) | 60 | |
| Printing speed (mm/s) | 70 | |
| Infill pattern | Zigzag | |
| Infill density (%) | 25, 50, 75, 100 | |
| Infill Density (%) | |||||
|---|---|---|---|---|---|
| 25 | 50 | 75 | 100 | ||
| Initial modulus (MPa) | ST4-Com-PLA/LW-PLA-220 | 234.37 ± 2.83 | 281.06 ± 18.78 | 271.90 ± 12.72 | 263.17 ± 34.72 |
| ST4-Com-PLA/LW-PLA-230 | 112.42 ± 4.25 | 148.94 ± 12.31 | 56.55 ± 5.70 | 68.05 ± 2.05 | |
| ST4-Com-PLA/LW-PLA-240 | 79.18 ± 3.30 | 36.56 ± 1.98 | 56.00 ± 1.45 | 63.31 ± 2.46 | |
| Stress at 50% (MPa) | ST4-Com-PLA/LW-PLA-220 | 41.04 ± 0.21 | 50.00 ± 0.00 | 50.00 ± 0.00 | 50.00 ± 0.00 |
| ST4-Com-PLA/LW-PLA-230 | 39.05 ± 0.17 | 50.00 ± 0.00 | 50.00 ± 0.00 | 50.00 ± 0.00 | |
| ST4-Com-PLA/LW-PLA-240 | 38.22 ± 0.45 | 43.91 ± 0.27 | 50.00 ± 0.00 | 50.00 ± 0.00 | |
| Toughness (J) | ST4-Com-PLA/LW-PLA-220 | 19.14 ± 0.14 | 16.15 ± 0.48 | 4.96 ± 0.41 | 2.71 ± 0.05 |
| ST4-Com-PLA/LW-PLA-230 | 17.57 ± 0.29 | 14.84 ± 0.22 | 8.12 ± 0.37 | 6.03 ± 0.16 | |
| ST4-Com-PLA/LW-PLA-240 | 16.99 ± 0.46 | 14.64 ± 0.48 | 9.99 ± 0.29 | 9.39 ± 0.10 | |
| Infill Density (%) | |||||
|---|---|---|---|---|---|
| 25 | 50 | 75 | 100 | ||
| Initial modulus (MPa) | ST8-Com-PLA/LW-PLA-220 | 198.05 ± 9.36 | 286.43 ± 13.96 | 274.95 ± 39.68 | 297.93 ± 23.00 |
| ST8-Com-PLA/LW-PLA-230 | 94.36 ± 4.06 | 129.47 ± 16.20 | 116.72 ± 6.49 | 138.54 ± 31.80 | |
| ST8-Com-PLA/LW-PLA-240 | 96.94 ± 4.53 | 81.09 ± 2.05 | 90.27 ± 3.49 | 93.81 ± 3.66 | |
| Stress at 50% (MPa) | ST8-Com-PLA/LW-PLA-220 | 50.00 ± 0.00 | 50.00 ± 0.00 | 50.00 ± 0.00 | 50.00 ± 0.00 |
| ST8-Com-PLA/LW-PLA-230 | 41.67 ± 0.26 | 50.00 ± 0.00 | 50.00 ± 0.00 | 50.00 ± 0.00 | |
| ST8-Com-PLA/LW-PLA-240 | 43.66 ± 0.66 | 50.00 ± 0.00 | 50.00 ± 0.00 | 50.00 ± 0.00 | |
| Toughness (J) | ST8-Com-PLA/LW-PLA-220 | 15.34 ± 0.12 | 10.95 ± 0.05 | 4.67 ± 0.61 | 3.05 ± 0.07 |
| ST8-Com-PLA/LW-PLA-230 | 15.04 ± 0.15 | 13.47 ± 0.02 | 7.56 ± 0.11 | 5.06 ± 0.10 | |
| ST8-Com-PLA/LW-PLA-240 | 14.09 ± 0.03 | 11.68 ± 0.68 | 9.28 ± 0.07 | 7.83 ± 0.55 | |
| Infill Density (%) | |||||
|---|---|---|---|---|---|
| 25 | 50 | 75 | 100 | ||
| Initial modulus (MPa) | CH4-Com-PLA/LW-PLA-220 | 217.78 ± 1.99 | 187.75 ± 7.90 | 270.97 ± 8.78 | 332.43 ± 11.36 |
| CH4-Com-PLA/LW-PLA-230 | 229.02 ± 4.41 | 204.60 ± 2.16 | 227.50 ± 1.38 | 251.98 ± 6.72 | |
| CH4-Com-PLA/LW-PLA-240 | 275.30 ± 5.27 | 251.19 ± 6.89 | 273.86 ± 17.85 | 235.98 ± 6.10 | |
| Stress at 50% (MPa) | CH4-Com-PLA/LW-PLA-220 | 50.00 ± 0.00 | 50.00 ± 0.00 | 50.00 ± 0.00 | 50.00 ± 0.00 |
| CH4-Com-PLA/LW-PLA-230 | 50.00 ± 0.00 | 50.00 ± 0.00 | 50.00 ± 0.00 | 50.00 ± 0.00 | |
| CH4-Com-PLA/LW-PLA-240 | 50.00 ± 0.00 | 50.00 ± 0.00 | 50.00 ± 0.00 | 50.00 ± 0.00 | |
| Toughness (J) | CH4-Com-PLA/LW-PLA-220 | 11.45 ± 0.16 | 11.88 ± 0.08 | 10.38 ± 0.37 | 8.30 ± 0.34 |
| CH4-Com-PLA/LW-PLA-230 | 11.36 ± 0.21 | 12.00 ± 0.04 | 11.68 ± 0.07 | 11.38 ± 0.17 | |
| CH4-Com-PLA/LW-PLA-240 | 9.87 ± 0.03 | 10.50 ± 0.10 | 10.15 ± 0.46 | 10.77 ± 0.09 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Park, Y.-E.; Lee, S. Characterization of PLA/LW-PLA Composite Materials Manufactured by Dual-Nozzle FDM 3D-Printing Processes. Polymers 2024, 16, 2852. https://doi.org/10.3390/polym16202852
Park Y-E, Lee S. Characterization of PLA/LW-PLA Composite Materials Manufactured by Dual-Nozzle FDM 3D-Printing Processes. Polymers. 2024; 16(20):2852. https://doi.org/10.3390/polym16202852
Chicago/Turabian StylePark, Ye-Eun, and Sunhee Lee. 2024. "Characterization of PLA/LW-PLA Composite Materials Manufactured by Dual-Nozzle FDM 3D-Printing Processes" Polymers 16, no. 20: 2852. https://doi.org/10.3390/polym16202852
APA StylePark, Y.-E., & Lee, S. (2024). Characterization of PLA/LW-PLA Composite Materials Manufactured by Dual-Nozzle FDM 3D-Printing Processes. Polymers, 16(20), 2852. https://doi.org/10.3390/polym16202852