
Analyzing Homogeneity of Highly Viscous Polymer Suspensions in Change Can Mixers

Abstract
1. Introduction
2. Methodology
2.1. Material and Mixer Information
2.2. Numerical Model
2.3. Design of Experiments
2.4. Bootstrap Forest
3. Results and Discussion
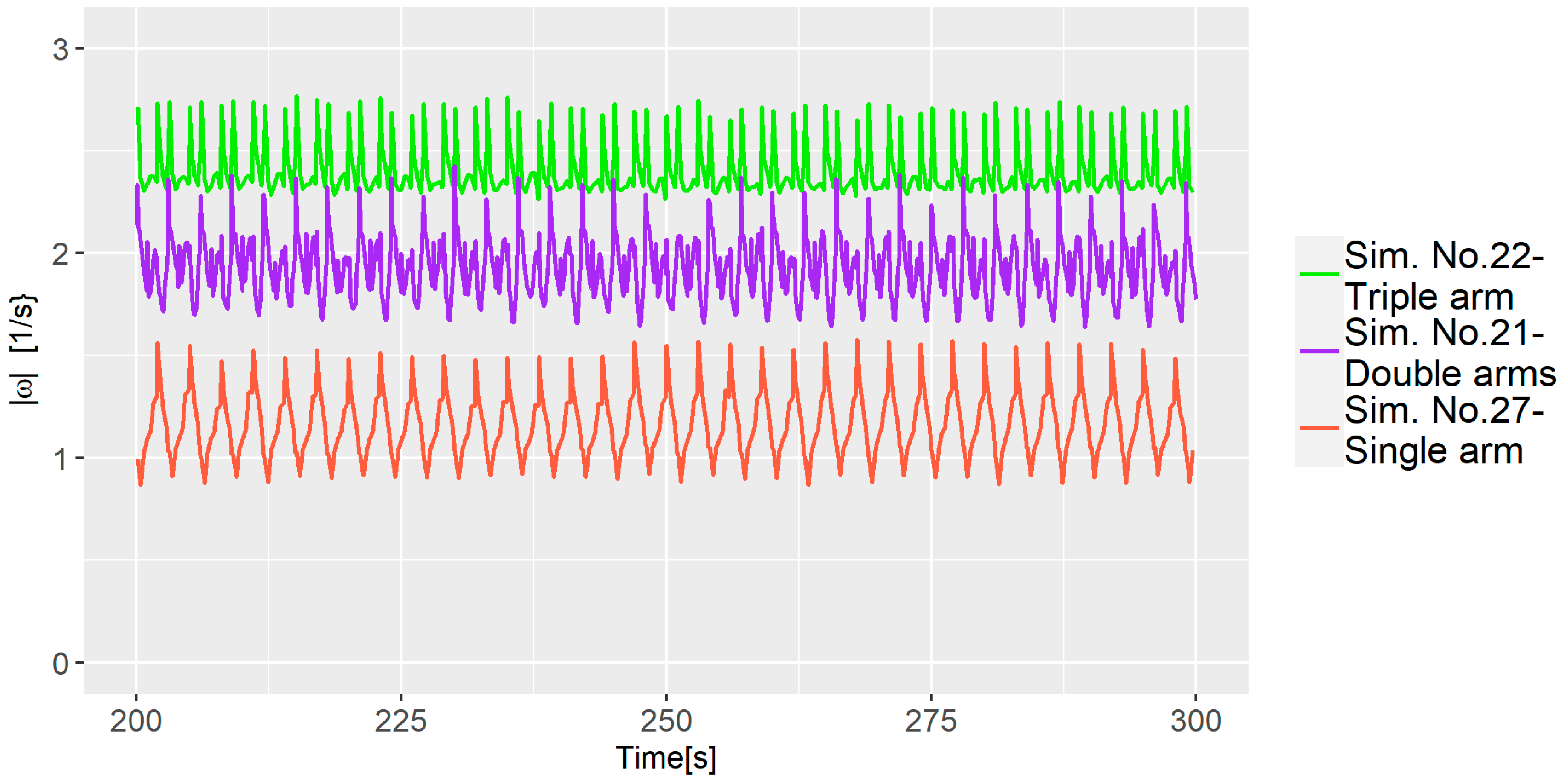
3.1. Velocity Profile
3.2. Temperature Profile
3.3. Dispersive Mixing
3.4. Distributive Mixing
3.5. Bootstrap Forrest
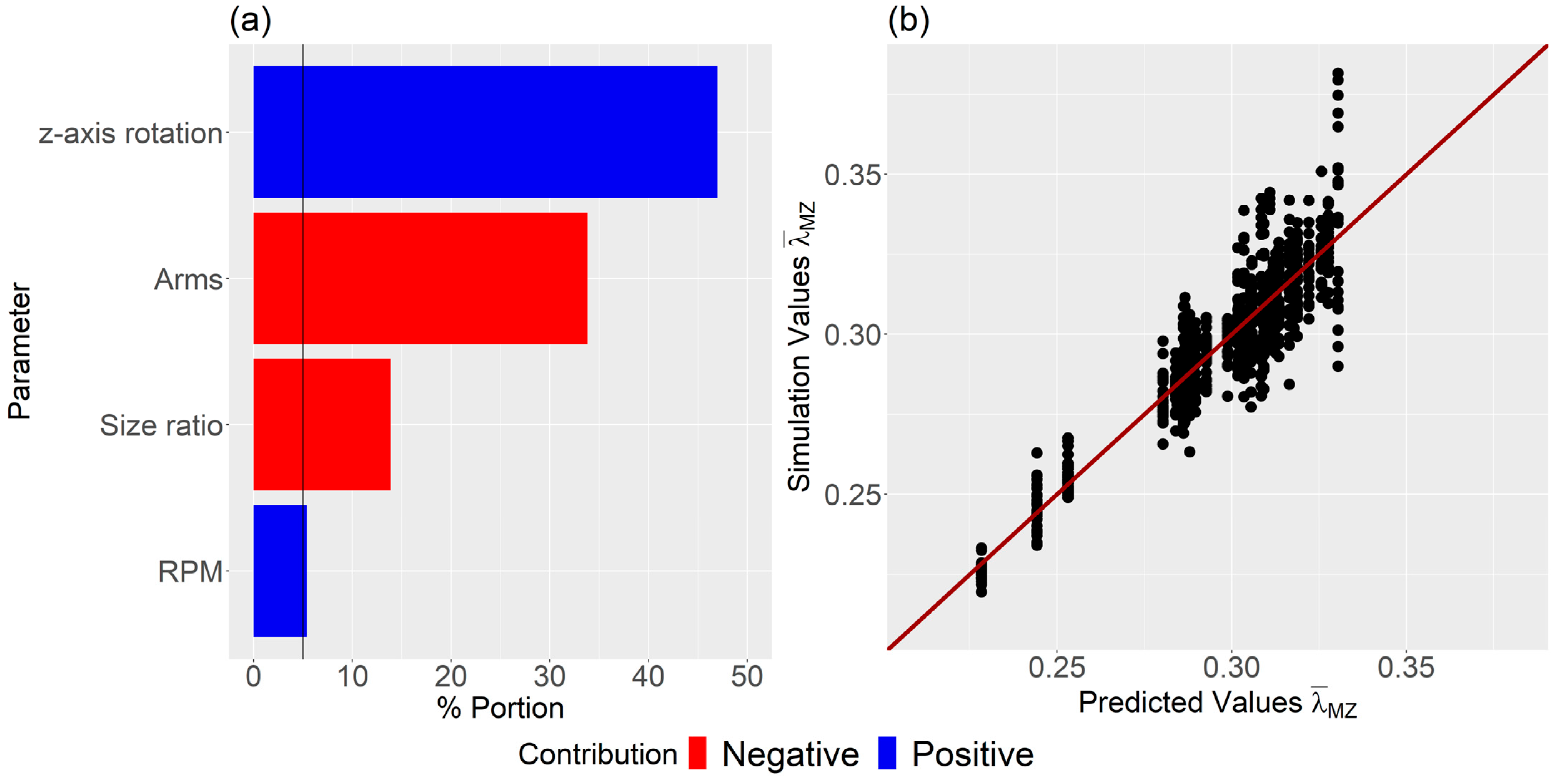
3.5.1. Dispersive Modeling
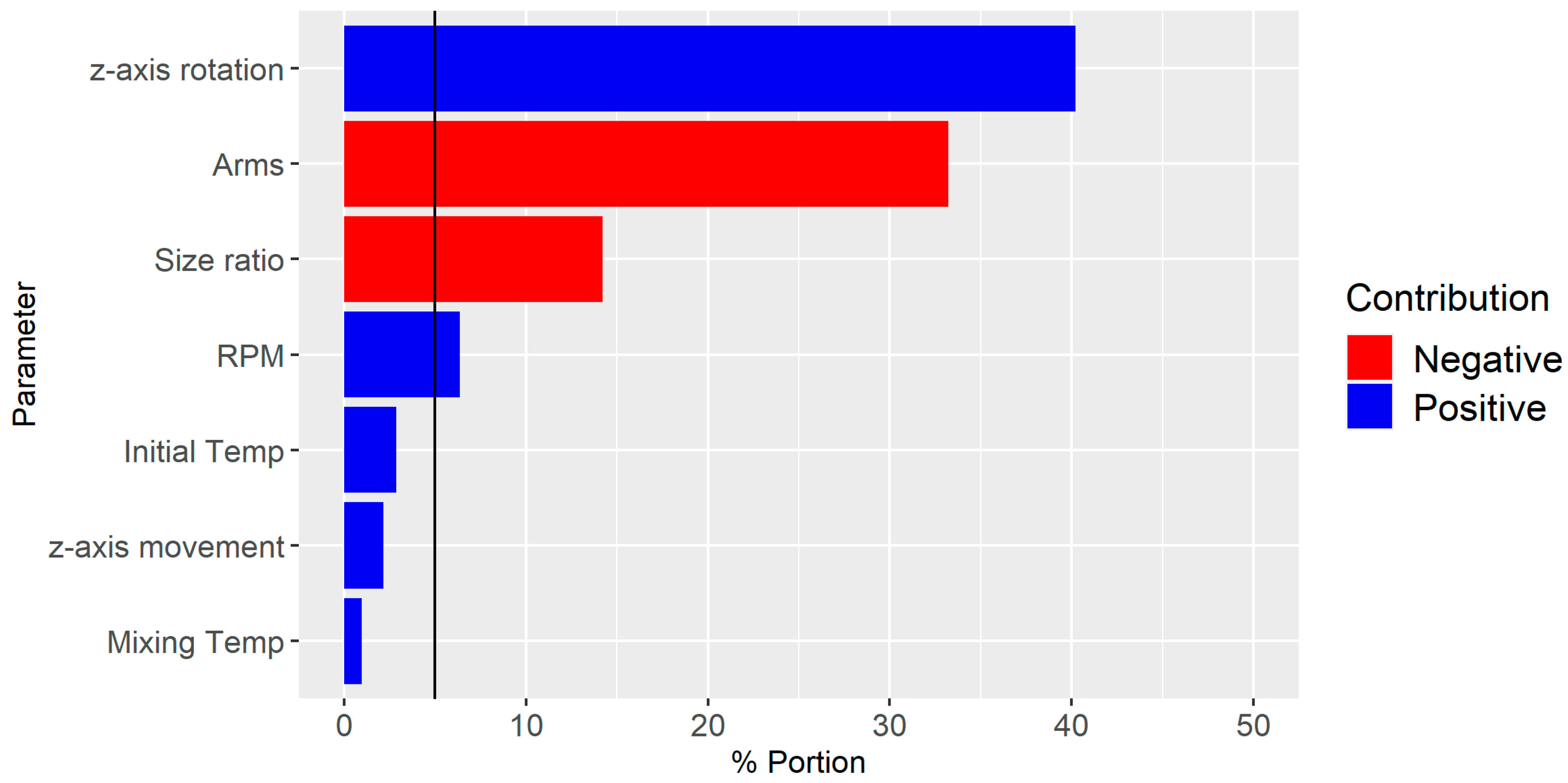
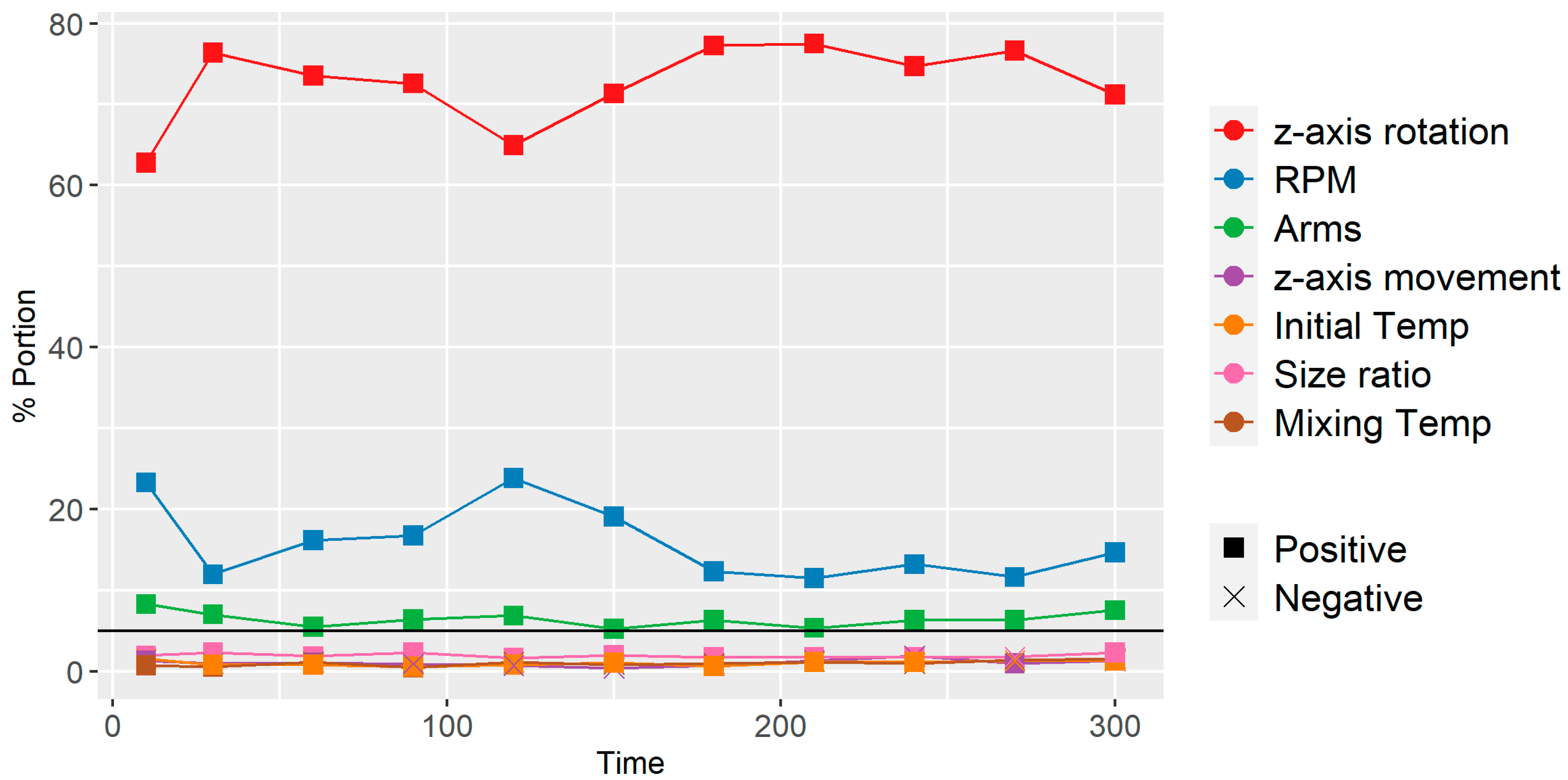
3.5.2. Distributive Mixing Index
4. Conclusions
- Four key parameters significantly influenced dispersive mixing, represented by the average value of , achieving an value of in the predictive model. Similarly, distributive mixing, denoted by , had an value of 0.949 in the predictive models.
- The z-axis rotation and RPM positively affected both mixing indexes, with z-axis rotation showing the greatest impact but also increased uncertainty.
- The number of arms negatively influenced dispersive mixing but positively impacted distributive mixing. The size ratio negatively affected dispersive mixing, while time significantly influenced distributive mixing.
- The z-axis movement, mixing temperature, and initial temperature demonstrated no significant effect in this study.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Manas-Zloczower, I. Analysis of mixing in polymer processing equipment. Rheol. Bull. 1997, 66, 5–8. Available online: http://www.rheology.org/sor/publications/rheology_b/Jan97/mixing.pdf (accessed on 22 July 2022). [CrossRef]
- Lacey, P.M.C. The mixing of solid particles. Chem. Eng. Res. Des. 1943, 75, S49–S55. [Google Scholar] [CrossRef]
- Lacey, P.M.C. Developments in the theory of particle mixing. J. Appl. Chem. 1954, 4, 257–268. [Google Scholar] [CrossRef]
- Kramer, H.A. Effect of Grain Velocity and Flow Rate upon the Performance of a Diverter-Type Sampler; U.S. Department of Agriculture, Agricultural Research Service: Washington, DC, USA, 1968.
- Ashton, M.D.; Valentin, F.H.H. The mixing of powders and particles in industrial mixers. Trans. Inst. Chem. Eng. 1966, 44, 166–188. [Google Scholar]
- Larsen, M.R.; Ottsen, T.; Olofsson, E.T.H.; Spangenberg, J. Numerical Modeling of the Mixing of Highly Viscous Polymer Suspensions in Partially Filled Sigma Blade Mixers. Polymers 2023, 15, 1938. [Google Scholar] [CrossRef]
- Ahmed, I.; Chandy, A.J. 3D numerical investigations of the effect of fill factor on dispersive and distributive mixing of rubber under non-isothermal conditions. Polym. Eng. Sci. 2019, 59, 535–546. [Google Scholar] [CrossRef]
- Cheng, W.; Xin, S.; Chen, S.; Zhang, X.; Chen, W.; Wang, J.; Feng, L. Hydrodynamics and mixing process in a horizontal self-cleaning opposite-rotating twin-shaft kneader. Chem. Eng. Sci. 2021, 241, 116700. [Google Scholar] [CrossRef]
- Danckwerts, P.V. The definition and measurement of some characteristics of mixtures. Appl. Sci. Res. Sect. A 1952, 3, 279–296. [Google Scholar] [CrossRef]
- Connelly, R.K.; Kokini, J.L. Examination of the mixing ability of single and twin screw mixers using 2D finite element method simulation with particle tracking. J. Food Eng. 2007, 79, 956–969. [Google Scholar] [CrossRef]
- Tolt, T.; Feke, D.L. Analysis and application of acoustics to suspension processing. Proc. Intersoc. Energy Convers. Eng. Conf. 1988, 4, 327–331. [Google Scholar]
- Yang, H.-H.; Manas-Zloczower, I. Flow field analysis of the kneading disc region in a co-rotating twin screw extruder. Polym. Eng. Sci. 1992, 32, 1411–1417. [Google Scholar] [CrossRef]
- Wang, J.; Tan, G.; Wang, J.; Feng, L.F. Numerical study on flow, heat transfer and mixing of highly viscous non-newtonian fluid in Sulzer mixer reactor. Int. J. Heat Mass Transf. 2022, 183, 122203. [Google Scholar] [CrossRef]
- Pandey, V.; Maia, J.M. Comparative computational analysis of dispersive mixing in extension-dominated mixers for single-screw extruders. Polym. Eng. Sci. 2020, 60, 2390–2402. [Google Scholar] [CrossRef]
- Zhu, X.Z.; Wang, G.; He, Y.D. Numerical Simulation of Temperature and Mixing Performances of Tri-screw Extruders with Non-isothermal Modeling. Res. J. Appl. Sci. Eng. Technol. 2013, 5, 3393–3401. [Google Scholar] [CrossRef]
- Venczel, M.; Bognár, G.; Veress, Á. Temperature-Dependent Viscosity Model for Silicone Oil and Its Application in Viscous Dampers. Processes 2021, 9, 331. [Google Scholar] [CrossRef]
- Bird, R.B.; Stewart, W.E.; Lightfoot, E.N. Transport Phenomena; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2007. [Google Scholar]
- Tomar, A.S.; Harish, K.G.; Prakash, K.A. Numerical estimation of thermal load in a three blade vertically agitated mixer. E3S Web Conf. 2019, 128, 08004. [Google Scholar] [CrossRef]
- Duan, G.; Takemi, T. Predicting Urban Surface Roughness Aerodynamic Parameters Using Random Forest. J. Appl. Meteorol. Clim. 2021, 60, 999–1018. [Google Scholar] [CrossRef]
- N., G.; Jain, P.; Choudhury, A.; Dutta, P.; Kalita, K.; Barsocchi, P. Random Forest Regression-Based Machine Learning Model for Accurate Estimation of Fluid Flow in Curved Pipes. Processes 2021, 9, 2095. [Google Scholar] [CrossRef]
- Comminal, R.; da Silva, W.R.L.; Andersen, T.J.; Stang, H.; Spangenberg, J. Influence of Processing Parameters on the Layer Geometry in 3D Concrete Printing: Experiments and Modelling; Springer International Publishing: Cham, Switzerland, 2020; pp. 852–862. [Google Scholar] [CrossRef]
- Jacobsen, S.; Cepuritis, R.; Peng, Y.; Geiker, M.R.; Spangenberg, J. Visualizing and simulating flow conditions in concrete form filling using pigments. Constr. Build. Mater. 2013, 49, 328–342. [Google Scholar] [CrossRef]
- Hirt, C.W.; Nichols, B.D. Volume of fluid (VOF) method for the dynamics of free boundaries. J. Comput. Phys. 1981, 39, 201–225. [Google Scholar] [CrossRef]
- Einstein, A. Eine neue Bestimmung der Moleküldimensionen. Ann. Phys. 1906, 324, 289–306. [Google Scholar] [CrossRef]
- Manas-Zloczower, I.; Feke, D.L. Analysis of Agglomerate Separation in Linear Flow Fields. Int. Polym. Process. 1988, 2, 185–190. [Google Scholar] [CrossRef]
- Manas-Zloczower, I.; Feke, D.L. Analysis of Agglomerate Rupture in Linear Flow Fields. Int. Polym. Process. 1989, 4, 3–8. [Google Scholar] [CrossRef]
- Takagaki, K.; Ito, T.; Arai, H.; Obata, Y.; Takayama, K.; Onuki, Y. The Usefulness of Definitive Screening Design for a Quality by Design Approach as Demonstrated by a Pharmaceutical Study of Orally Disintegrating Tablet. Chem. Pharm. Bull. 2019, 67, 1144–1151. [Google Scholar] [CrossRef]
- Jung, U.-H.; Kim, J.-H.; Kim, J.-H.; Park, C.-H.; Jun, S.-O.; Choi, Y.-S. Optimum design of diffuser in a small high-speed centrifugal fan using CFD & DOE. J. Mech. Sci. Technol. 2016, 30, 1171–1184. [Google Scholar] [CrossRef]
- Lira, J.O.B.; Riella, H.G.; Padoin, N.; Soares, C. CFD + DoE optimization of a flat plate photocatalytic reactor applied to NOx abatement. Chem. Eng. Process.-Process Intensif. 2020, 154, 107998. [Google Scholar] [CrossRef]
- Ferry, J.D.; Parks, G.S. Viscous Properties of Polyisobutylene. Physics 1935, 6, 356–362. [Google Scholar] [CrossRef]
- Rajavathsavai, D.; Khapre, A.; Munshi, B. Study of mixing behavior of cstr using CFD. Braz. J. Chem. Eng. 2014, 31, 119–129. [Google Scholar] [CrossRef]
- Ho, T.K. Random decision forests. In Proceedings of the 3rd International Conference on Document Analysis and Recognition, Montreal, QC, Canada, 14–16 August 1995; pp. 278–282. [Google Scholar] [CrossRef]
- Saha, S.; Roy, J.; Pradhan, B.; Hembram, T.K. Hybrid ensemble machine learning approaches for landslide susceptibility mapping using different sampling ratios at East Sikkim Himalayan, India. Adv. Space Res. 2021, 68, 2819–2840. [Google Scholar] [CrossRef]
- Bendixen, M.R. Experimental and Numerical Analysis of Mixing for Adhesive Barriers; Technical University of Denmark: Lyngby, Denmark, 2023; ISBN 8774757806/9788774757801. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name of the Property | Values | Unit |
|---|---|---|
| Density | ||
| Heat capacity | ||
| Heat conductivity |
| Symbol | Value | Unit |
|---|---|---|
| 2 | ||
| - | ||
| 29,307 | ||
| 0.853 | - | |
| 0.00175 | ||
| 82.557 | ||
| 0.14 |
| Sim. No. | Init. Temp | Mix Temp | RPM | Z-Axis Rotation | Z-Axis Movement | Arms | Size Ratio |
|---|---|---|---|---|---|---|---|
| 19 | 80 | 20 | 10 | 10 | 0 | 2 | 0.75 |
| 20 | 80 | 20 | 10 | 10 | 0 | 3 | 0.75 |
| 21 | 80 | 20 | 10 | 30 | 0 | 2 | 1.1 |
| 22 | 80 | 20 | 10 | 30 | 0 | 3 | 1.1 |
| 23 | 80 | 20 | 20 | 20 | 0 | 2 | 1.1 |
| 24 | 80 | 20 | 20 | 20 | 0 | 3 | 1.1 |
| 25 | 80 | 20 | 20 | 60 | 0 | 2 | 0.75 |
| 26 | 80 | 20 | 20 | 60 | 0 | 3 | 0.75 |
| 27 | 80 | 20 | 20 | 20 | 0 | 1 | 1 |
| 28 | |||||||
| 29 | 157.5 | ||||||
| 30 | 80 | 20 | 10 | 30 | 0 | 1 | 1.1 |
| 31 | |||||||
| 32 | 82.5 | ||||||
| 33 | 80 | 20 | 10 | 30 | 0 | 2 | 0.75 |
| 34 | 80 | 20 | 10 | 50 | 0 | 2 | 0.75 |
| 35 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Larsen, M.R.; Holmen Olofsson, E.T.; Spangenberg, J. Analyzing Homogeneity of Highly Viscous Polymer Suspensions in Change Can Mixers. Polymers 2024, 16, 2675. https://doi.org/10.3390/polym16182675
Larsen MR, Holmen Olofsson ET, Spangenberg J. Analyzing Homogeneity of Highly Viscous Polymer Suspensions in Change Can Mixers. Polymers. 2024; 16(18):2675. https://doi.org/10.3390/polym16182675
Chicago/Turabian StyleLarsen, Michael Roland, Erik Tomas Holmen Olofsson, and Jon Spangenberg. 2024. "Analyzing Homogeneity of Highly Viscous Polymer Suspensions in Change Can Mixers" Polymers 16, no. 18: 2675. https://doi.org/10.3390/polym16182675
APA StyleLarsen, M. R., Holmen Olofsson, E. T., & Spangenberg, J. (2024). Analyzing Homogeneity of Highly Viscous Polymer Suspensions in Change Can Mixers. Polymers, 16(18), 2675. https://doi.org/10.3390/polym16182675