
Chemical Recycling of Mixed Polyolefin Post-Consumer Plastic Waste Sorting Residues (MPO323)—Auto-Catalytic Reforming and Decontamination with Pyrolysis Char as an Active Material
 , ,
, ,
Abstract
1. Introduction
2. Materials and Methods
2.1. Mixed Polyolefin Post-Consumer Plastic Waste (MPO323)
2.2. Thermo-Chemical Conversion
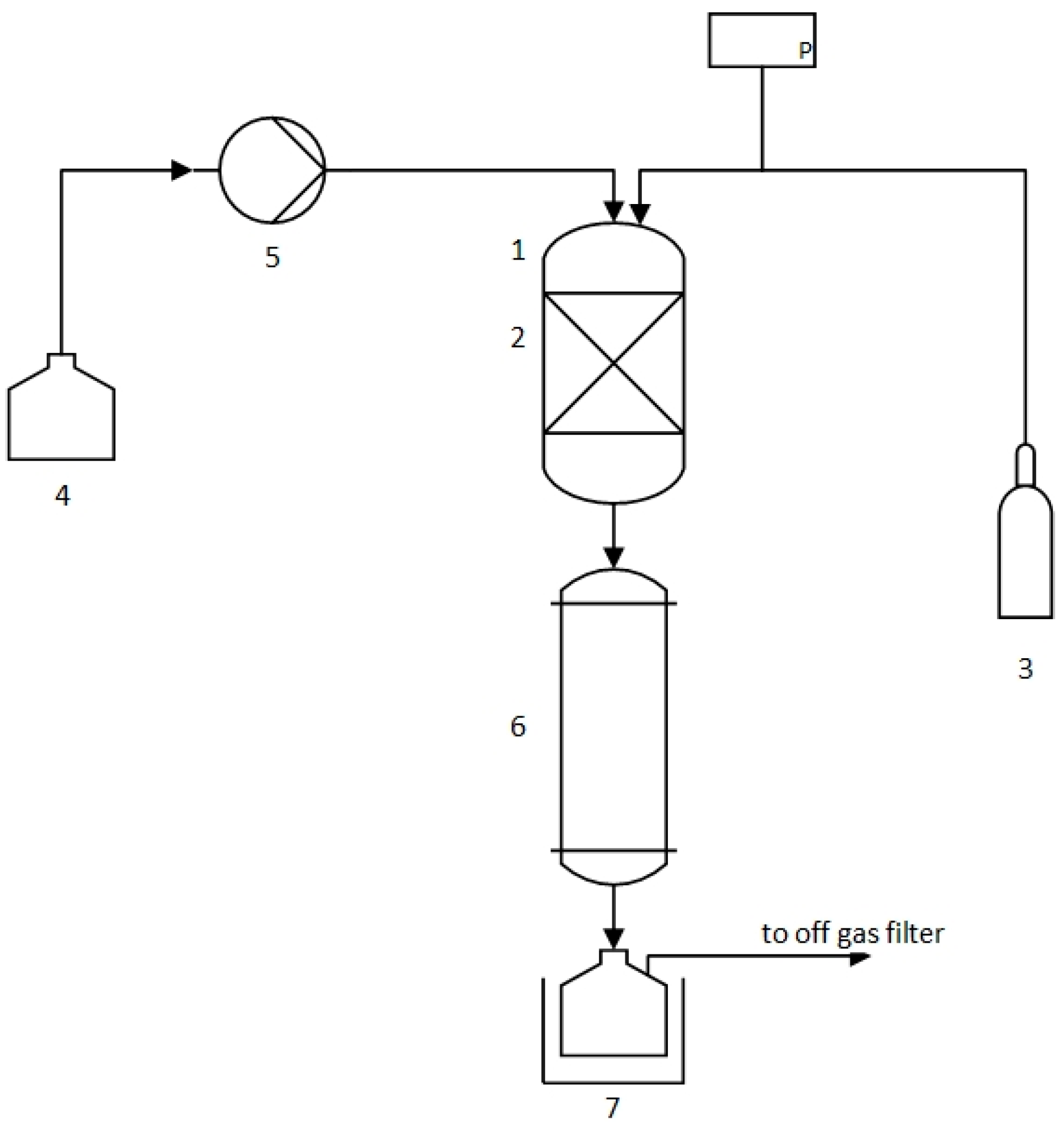
2.3. Auto-Catalytic Reforming Process
2.4. Analytical Methods
2.4.1. Gas Chromatography-Mass Spectrometry (GC-MS) Analysis
2.4.2. Elemental Analysis (CHNS)
2.4.3. Inductively Coupled Plasma with Optical Emission Spectrometry (ICP-OES)
2.4.4. Surface Area, Pore Size, and Pore Volume
3. Results
3.1. Thermo-Chemical Conversion
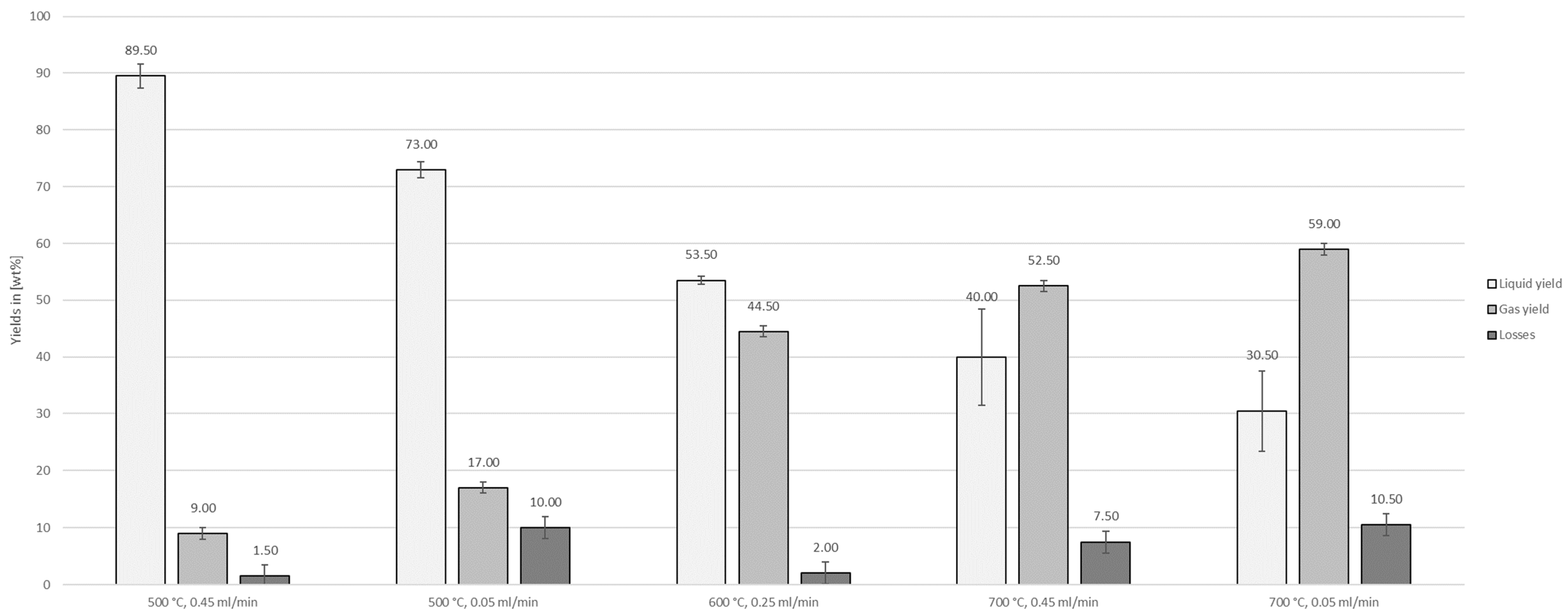
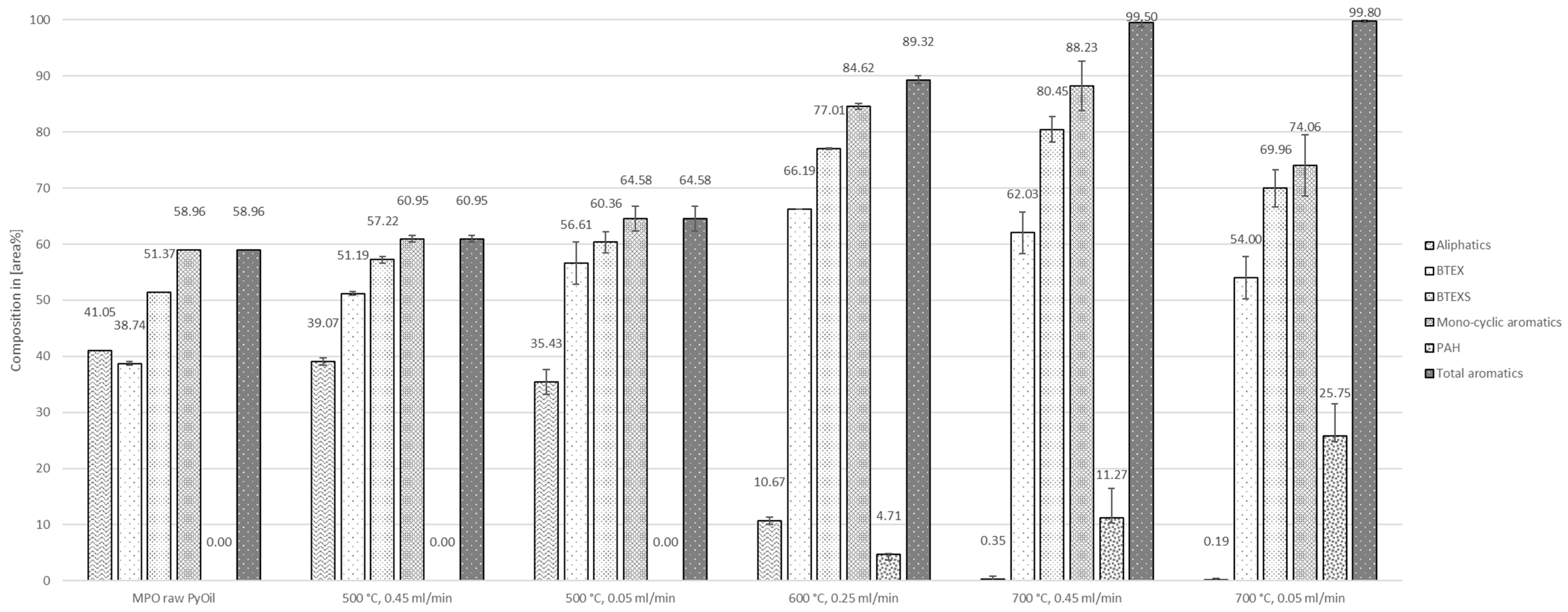
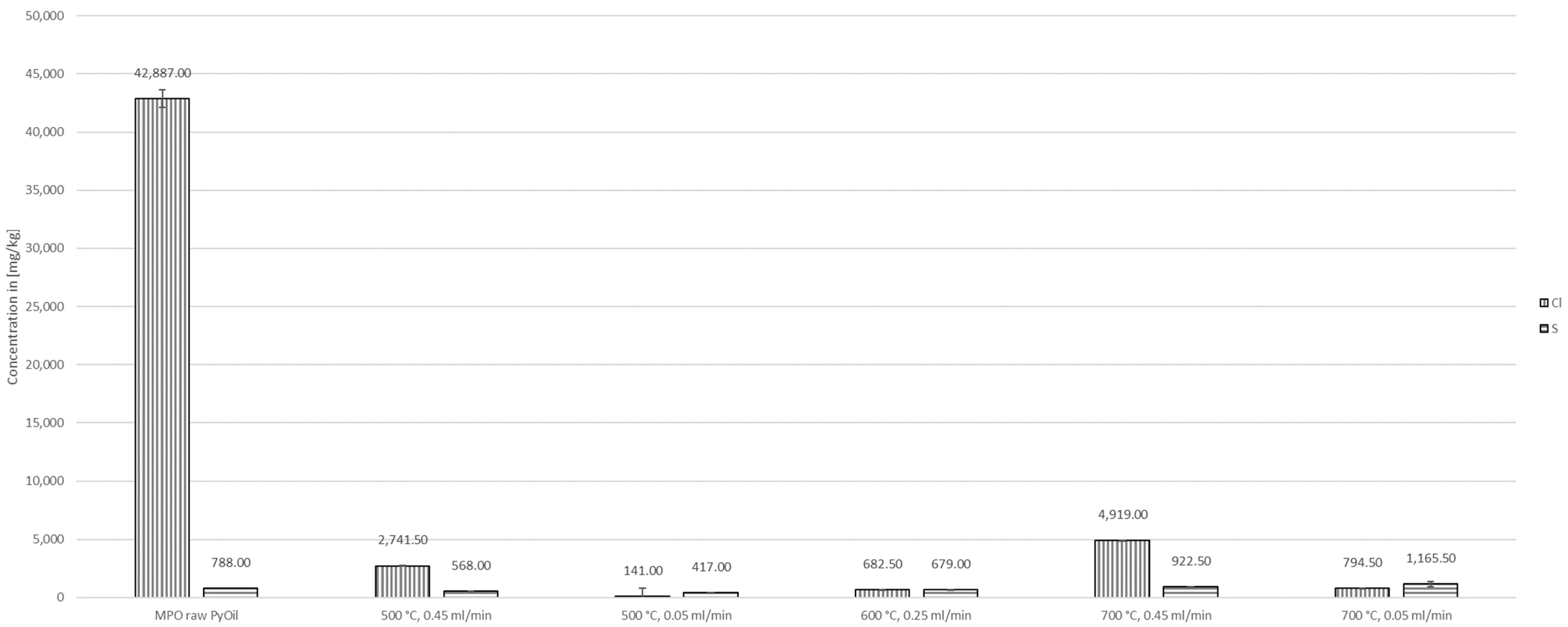
3.2. Auto-Catalytic Reforming Process
4. Discussion
4.1. Aromatization
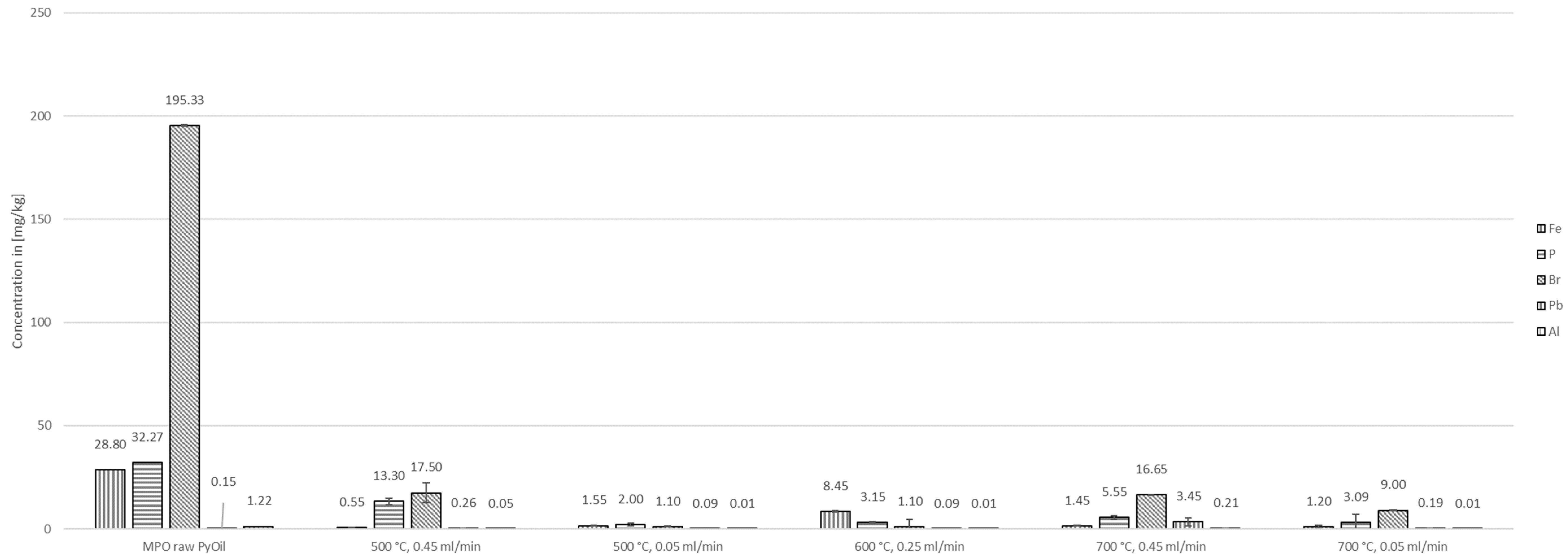
4.2. Decontamination of Pyrolysis Oils
5. Conclusions
6. Patents
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, S.; Li, Z.; Zhang, F.; Chen, J. Upgrading waste plastics to value-added aromatics. Chem Catal. 2024, 4, 100928. [Google Scholar] [CrossRef]
- Pachaly, B. Silicones: [Creating Tomorrow’s Solutions]; Wiley-VCH: Weinheim, Germany, 2005; ISBN 978-3527307708. [Google Scholar]
- Ragaert, K.; Delva, L.; van Geem, K. Mechanical and chemical recycling of solid plastic waste. Waste Manag. 2017, 69, 24–58. [Google Scholar] [CrossRef] [PubMed]
- Grummt, S. Praxis der Sortierung und Verwertung von Verpackungen im Sinne des § 21 VerpackG 2020/2021; Teilbericht No. 125; Umweltbundesamt: Dessau-Roßlau, Germany, 2022; Available online: https://www.umweltbundesamt.de/sites/default/files/medien/1410/publikationen/2023-01-05_texte_125-2022_praxis_der_sortierung_und_verwertung_von_verpackungen.pdf (accessed on 29 July 2024).
- Der Grüne Punkt. Rohstofffraktionsspezifikation 323 Gemischte Polyolefin-Artikel DOC-23-50737. 2024. Available online: https://www.gruener-punkt.de/fileadmin/Dateien/Downloads/PDFs/Rohstofffraktionsspezifikationen2024/April/DOC-23-50737_-_Rohstofffraktionsspezifikation_323_Gemischte_Polyolefin-Artikel_-_v1.00.0001.pdf (accessed on 29 July 2024).
- Kusenberg, M.; Eschenbacher, A.; Delva, L.; de Meester, S.; Delikonstantis, E.; Stefanidis, G.D.; Ragaert, K.; van Geem, K.M. Towards high-quality petrochemical feedstocks from mixed plastic packaging waste via advanced recycling: The past, present and future. Fuel Process. Technol. 2022, 238, 107474. [Google Scholar] [CrossRef]
- Snow, J.; Kuráň, P.; Kašpárek, A.; Leštinský, P.; Suchopa, R. Virgin polymers via pyrolysis—A review of heteroatom removal options. Fuel Process. Technol. 2024, 254, 108031. [Google Scholar] [CrossRef]
- Belbessai, S.; Azara, A.; Abatzoglou, N. Recent Advances in the Decontamination and Upgrading of Waste Plastic Pyrolysis Products: An Overview. Processes 2022, 10, 733. [Google Scholar] [CrossRef]
- Genuino, H.C.; Ruiz, M.P.; Heeres, H.J.; Kersten, S.R. Pyrolysis of mixed plastic waste (DKR-350): Effect of washing pre-treatment and fate of chlorine. Fuel Process. Technol. 2022, 233, 107304. [Google Scholar] [CrossRef]
- Lee, J.-K.; Shin, J.-H. Triboelectrostatic separation of pvc materials from mixed plastics for waste plastic recycling. Korean J. Chem. Eng. 2002, 19, 267–272. [Google Scholar] [CrossRef]
- Burat, F.; Güney, A.; Olgaç Kangal, M. Selective separation of virgin and post-consumer polymers (PET and PVC) by flotation method. Waste Manag. 2009, 29, 1807–1813. [Google Scholar] [CrossRef] [PubMed]
- Zhao, P.; Li, T.; Yan, W.; Yuan, L. Dechlorination of PVC wastes by hydrothermal treatment using alkaline additives. Environ. Technol. 2018, 39, 977–985. [Google Scholar] [CrossRef]
- Lu, J.; Borjigin, S.; Kumagai, S.; Kameda, T.; Saito, Y.; Fukushima, Y.; Yoshioka, T. Practical dehalogenation of automobile shredder residue in NaOH/ethylene glycol with an up-scale ball mill reactor. J. Mater Cycles Waste Manag. 2020, 22, 1620–1629. [Google Scholar] [CrossRef]
- Rieger, T.; Oey, J.C.; Palchyk, V.; Hofmann, A.; Franke, M.; Hornung, A. Chemical Recycling of WEEE Plastics—Production of High Purity Monocyclic Aromatic Chemicals. Processes 2021, 9, 530. [Google Scholar] [CrossRef]
- Hegedüs, B.; Dobó, Z. Gasoline like fuel from plastic waste pyrolysis and hydrotreatment. Analecta Tech. Szeged. 2021, 15, 58–63. [Google Scholar] [CrossRef]
- Ware, R.L.; Rodgers, R.P.; Marshall, A.G.; Mante, O.D.; Dayton, D.C.; Verdier, S.; Gabrielsen, J.; Rowland, S.M. Tracking Elemental Composition through Hydrotreatment of an Upgraded Pyrolysis Oil Blended with a Light Gas Oil. Energy Fuels 2020, 34, 16181–16186. [Google Scholar] [CrossRef]
- Kusenberg, M.; Eschenbacher, A.; Djokic, M.R.; Zayoud, A.; Ragaert, K.; de Meester, S.; van Geem, K.M. Opportunities and challenges for the application of post-consumer plastic waste pyrolysis oils as steam cracker feedstocks: To decontaminate or not to decontaminate? Waste Manag. 2022, 138, 83–115. [Google Scholar] [CrossRef]
- Zhu, H.M.; Jiang, X.G.; Yan, J.H.; Chi, Y.; Cen, K.F. TG-FTIR analysis of PVC thermal degradation and HCl removal. J. Anal. Appl. Pyrolysis 2008, 82, 1–9. [Google Scholar] [CrossRef]
- Park, K.-B.; Choi, M.-J.; Chae, D.-Y.; Jung, J.; Kim, J.-S. Separate two-step and continuous two-stage pyrolysis of a waste plastic mixture to produce a chlorine-depleted oil. Energy 2022, 244, 122583. [Google Scholar] [CrossRef]
- Cho, M.-H.; Jung, S.-H.; Kim, J.-S. Pyrolysis of Mixed Plastic Wastes for the Recovery of Benzene, Toluene, and Xylene (BTX) Aromatics in a Fluidized Bed and Chlorine Removal by Applying Various Additives. Energy Fuels 2010, 24, 1389–1395. [Google Scholar] [CrossRef]
- Miskolczi, N.; Ateş, F.; Borsodi, N. Comparison of real waste (MSW and MPW) pyrolysis in batch reactor over different catalysts. Part II: Contaminants, char and pyrolysis oil properties. Bioresour. Technol. 2013, 144, 370–379. [Google Scholar] [CrossRef] [PubMed]
- Areeprasert, C.; Khaobang, C. Pyrolysis and catalytic reforming of ABS/PC and PCB using biochar and e-waste char as alternative green catalysts for oil and metal recovery. Fuel Process. Technol. 2018, 182, 26–36. [Google Scholar] [CrossRef]
- Kusenberg, M.; Zayoud, A.; Roosen, M.; Thi, H.D.; Abbas-Abadi, M.S.; Eschenbacher, A.; Kresovic, U.; de Meester, S.; van Geem, K.M. A comprehensive experimental investigation of plastic waste pyrolysis oil quality and its dependence on the plastic waste composition. Fuel Process. Technol. 2022, 227, 107090. [Google Scholar] [CrossRef]
- Kopinke, F.D.; Zimmermann, G.; Reyniers, G.C.; Froment, G.F. Relative rates of coke formation from hydrocarbons in steam cracking of naphtha. 3. Aromatic hydrocarbons. Ind. Eng. Chem. Res. 1993, 32, 2620–2625. [Google Scholar] [CrossRef]
- Kondyli, A.; Schrader, W. Understanding “Fouling” in Extremely Complex Petroleum Mixtures. ACS Appl. Energy Mater. 2020, 3, 7251–7256. [Google Scholar] [CrossRef]
- Muhammad, C.; Onwudili, J.A.; Williams, P.T. Catalytic pyrolysis of waste plastic from electrical and electronic equipment. J. Anal. Appl. Pyrolysis 2015, 113, 332–339. [Google Scholar] [CrossRef]
- Xiang, H.; Wang, J.; Ma, P.; Cheng, Y.; Yildiz, G. Unveiling the conditioning correlation in ex-situ catalytic pyrolysis of waste polyolefins towards designated conversion into valuable products. J. Anal. Appl. Pyrolysis 2024, 181, 106639. [Google Scholar] [CrossRef]
- Akubo, K.; Nahil, M.A.; Williams, P.T. Aromatic fuel oils produced from the pyrolysis-catalysis of polyethylene plastic with metal-impregnated zeolite catalysts. J. Energy Inst. 2019, 92, 195–202. [Google Scholar] [CrossRef]
- Akin, O.; Varghese, R.J.; Eschenbacher, A.; Oenema, J.; Abbas-Abadi, M.S.; Stefanidis, G.D.; van Geem, K.M. Chemical recycling of plastic waste to monomers: Effect of catalyst contact time, acidity and pore size on olefin recovery in ex-situ catalytic pyrolysis of polyolefin waste. J. Anal. Appl. Pyrolysis 2023, 172, 106036. [Google Scholar] [CrossRef]
- Zhang, J.; Ma, M.; Chen, Z.; Zhang, X.; Yang, H.; Wang, X.; Feng, H.; Yu, J.; Gao, S. Production of monocyclic aromatics and light olefins through ex-situ catalytic pyrolysis of low-density polyethylene over Ga/P/ZSM-5 catalyst. J. Energy Inst. 2023, 108, 101235. [Google Scholar] [CrossRef]
- Sun, K.; Themelis, N.J.; Bourtsalas, A.C.; Huang, Q. Selective production of aromatics from waste plastic pyrolysis by using sewage sludge derived char catalyst. J. Clean. Prod. 2020, 268, 122038. [Google Scholar] [CrossRef]
- Qian, K.; Tian, W.; Li, W.; Wu, S.; Chen, D.; Feng, Y. Catalytic Pyrolysis of Waste Plastics over Industrial Organic Solid-Waste-Derived Activated Carbon: Impacts of Activation Agents. Processes 2022, 10, 2668. [Google Scholar] [CrossRef]
- Sun, K.; Huang, Q.; Ali, M.; Chi, Y.; Yan, J. Producing Aromatic-Enriched Oil from Mixed Plastics Using Activated Biochar as Catalyst. Energy Fuels 2018, 32, 5471–5479. [Google Scholar] [CrossRef]
- Fan, W.; Tahir, M.H.; Chen, D.; Hong, L.; Yin, L.; Yu, H. High quality oil and H2-rich gas production from municipal solid wastes through pyrolysis and catalytic reforming: Comparison of differently modified waste char-based catalysts. J. Anal. Appl. Pyrolysis 2024, 178, 106382. [Google Scholar] [CrossRef]
- DIN 51732:2014-07; Prüfung fester Brennstoffe-Bestimmung des Gesamtgehaltes an Kohlenstoff, Wasserstoff und Stickstoff-Instrumentelle Methoden. DIN Media GmbH: Berlin, Germany, 2014. [CrossRef]
- DIN EN ISO 54321:2021-04; Boden, behandelter Bioabfall, Schlamm und Abfall-Aufschluss von mit Königswasser löslichen Anteilen von Elementen (ISO 54321:2020). DIN Media GmbH: Berlin, Germany, 2021. [CrossRef]
- DIN ISO 9277:2014-01; Bestimmung der spezifischen Oberfläche von Festkörpern mittels Gasadsorption-BET-Verfahren (ISO 9277:2010). DIN Media GmbH: Berlin, Germany, 2014. [CrossRef]
- Hu, S.; Jiang, L.; Wang, Y.; Su, S.; Sun, L.; Xu, B.; He, L.; Xiang, J. Effects of inherent alkali and alkaline earth metallic species on biomass pyrolysis at different temperatures. Bioresour. Technol. 2015, 192, 23–30. [Google Scholar] [CrossRef]
- Pan, Y.; Sima, J.; Wang, X.; Zhou, Y.; Huang, Q. BTEX recovery from waste rubbers by catalytic pyrolysis over Zn loaded tire derived char. Waste Manag. 2021, 131, 214–225. [Google Scholar] [CrossRef]
- Al-Salem, S.M.; Antelava, A.; Constantinou, A.; Manos, G.; Dutta, A. A review on thermal and catalytic pyrolysis of plastic solid waste (PSW). J. Environ. Manag. 2017, 197, 177–198. [Google Scholar] [CrossRef] [PubMed]
- Anuar Sharuddin, S.D.; Abnisa, F.; Wan Daud, W.M.A.; Aroua, M.K. A review on pyrolysis of plastic wastes. Energy Convers. Manag. 2016, 115, 308–326. [Google Scholar] [CrossRef]
- Armenise, S.; SyieLuing, W.; Ramírez-Velásquez, J.M.; Launay, F.; Wuebben, D.; Ngadi, N.; Rams, J.; Muñoz, M. Plastic waste recycling via pyrolysis: A bibliometric survey and literature review. J. Anal. Appl. Pyrolysis 2021, 158, 105265. [Google Scholar] [CrossRef]
- Liu, D.; Cao, L.; Zhang, G.; Zhao, L.; Gao, J.; Xu, C. Catalytic conversion of light alkanes to aromatics by metal-containing HZSM-5 zeolite catalysts—A review. Fuel Process. Technol. 2021, 216, 106770. [Google Scholar] [CrossRef]
- Lok, C.M.; van Doorn, J.; Aranda Almansa, G. Promoted ZSM-5 catalysts for the production of bio-aromatics, a review. Renew. Sustain. Energy Rev. 2019, 113, 109248. [Google Scholar] [CrossRef]
- Miandad, R.; Barakat, M.A.; Aburiazaiza, A.S.; Rehan, M.; Nizami, A.S. Catalytic pyrolysis of plastic waste: A review. Process Saf. Environ. Prot. 2016, 102, 822–838. [Google Scholar] [CrossRef]
- Peng, Y.; Wang, Y.; Ke, L.; Dai, L.; Wu, Q.; Cobb, K.; Zeng, Y.; Zou, R.; Liu, Y.; Ruan, R. A review on catalytic pyrolysis of plastic wastes to high-value products. Energy Convers. Manag. 2022, 254, 115243. [Google Scholar] [CrossRef]
- Brebu, M.; Bhaskar, T.; Murai, K.; Muto, A.; Sakata, Y.; Uddin, M.A. Removal of nitrogen, bromine, and chlorine from PP/PE/PS/PVC/ABS–Br pyrolysis liquid products using Fe- and Ca-based catalysts. Polym. Degrad. Stab. 2005, 87, 225–230. [Google Scholar] [CrossRef]
- Hubáček, J.; Lederer, J.; Kuráň, P.; Koutník, P.; Gholami, Z.; Zbuzek, M.; Bačiak, M. Dechlorination during pyrolysis of plastics: The potential of stepwise pyrolysis in combination with metal sorbents. Fuel Process. Technol. 2022, 231, 107226. [Google Scholar] [CrossRef]
- Jeong, Y.-S.; Park, K.-B.; Kim, J.-S. Kinetics and characteristics of activator-assisted pyrolysis of municipal waste plastic and chlorine removal using hot filter filled with absorbents. Energy 2022, 238, 121814. [Google Scholar] [CrossRef]
- Sakata, Y.; Bhaskar, T.; Uddin, M.A.; Muto, A.; Matsui, T. Development of a catalytic dehalogenation (Cl, Br) process for municipal waste plastic-derived oil. J. Mater Cycles Waste Manag. 2003, 5, 113–124. [Google Scholar] [CrossRef]
- Bhaskar, T.; Kaneko, J.; Muto, A.; Sakata, Y.; Jakab, E.; Matsui, T.; Uddin, M. Pyrolysis studies of PP/PE/PS/PVC/HIPS-Br plastics mixed with PET and dehalogenation (Br, Cl) of the liquid products. J. Anal. Appl. Pyrolysis 2004, 72, 27–33. [Google Scholar] [CrossRef]
- Brebu, M.; Bhaskar, T.; Murai, K.; Muto, A.; Sakata, Y.; Uddin, M. Thermal degradation of PE and PS mixed with ABS-Br and debromination of pyrolysis oil by Fe- and Ca-based catalysts. Polym. Degrad. Stab. 2004, 84, 459–467. [Google Scholar] [CrossRef]
- Chen, Y.; Zhang, Y.; Yang, J.; Liang, S.; Liu, K.; Xiao, K.; Deng, H.; Hu, J.; Xiao, B. Improving bromine fixation in co-pyrolysis of non-metallic fractions of waste printed circuit boards with Bayer red mud. Sci. Total Environ. 2018, 639, 1553–1559. [Google Scholar] [CrossRef]
- Altarawneh, M.; Ahmed, O.H.; Jiang, Z.-T.; Dlugogorski, B.Z. Thermal Recycling of Brominated Flame Retardants with Fe2O3. J. Phys. Chem. A 2016, 120, 6039–6047. [Google Scholar] [CrossRef]
- Hornung, A.; Apfelbacher, A.; Ouadi, M.; Neumann, J. Pyrolysis Oil and Method and Plant for Producing Same. Patent CA2975003C, 24 January 2023. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experiment | Catalytically Active Material | Temperature [°C] | Flow Rate [mL/min] | Feed Material |
|---|---|---|---|---|
| CR1_MPO_1 | Raw MPO323 char | 500 | 0.05 | MPO323 oil |
| CR1_MPO_2 | Raw MPO323 char | 500 | 0.05 | MPO323 oil |
| CR2_MPO_1 | Raw MPO323 char | 500 | 0.45 | MPO323 oil |
| CR2_MPO_2 | Raw MPO323 char | 500 | 0.45 | MPO323 oil |
| CR3_MPO_1 | Raw MPO323 char | 600 | 0.25 | MPO323 oil |
| CR3_MPO_2 | Raw MPO323 char | 600 | 0.25 | MPO323 oil |
| CR4_MPO_1 | Raw MPO323 char | 700 | 0.05 | MPO323 oil |
| CR4_MPO_2 | Raw MPO323 char | 700 | 0.05 | MPO323 oil |
| CR5_MPO_1 | Raw MPO323 char | 700 | 0.45 | MPO323 oil |
| CR5_MPO_2 | Raw MPO323 char | 700 | 0.45 | MPO323 oil |
| Area% | Ret. Time | Name |
|---|---|---|
| 19.10 | 7.468 | Ethylbenzene |
| 12.82 | 8.111 | Styrene |
| 11.10 | 5.486 | Toluene |
| 8.73 | 6.994 | 2,4-Dimethyl-1-heptene |
| 6.87 | 3.591 | Benzene |
| 3.54 | 10.000 | 1-Decene |
| 3.34 | 5.242 | AH C8 |
| 3.19 | 8.055 | AH C9 |
| 3.11 | 6.801 | AH C8 |
| 2.98 | 15.020 | AH C13 |
| 2.20 | 8.752 | Benzene, (1-methylethyl)- |
| 2.09 | 11.775 | 1-Undecene |
| 2.06 | 5.957 | 1-Octene |
| 1.99 | 9.574 | AH C10 |
| 1.88 | 14.906 | 1-Tridecene |
| 1.69 | 13.398 | 1-Dodecene |
| 1.64 | 4.010 | 1-Heptene |
| 1.62 | 9.893 | Alpha-Methylstyrene |
| 1.61 | 7.665 | Xylene |
| 1.59 | 15.267 | AH C13 |
| 1.59 | 16.317 | 1-Tetradecene |
| 1.47 | 17.646 | 1-Pentadecene |
| 1.31 | 11.506 | AH C11 |
| 1.27 | 9.650 | Mesitylene |
| 1.22 | 5.435 | AH C8 |
| Species | Concentration [ppm] | Standard Deviation [ppm] |
|---|---|---|
| Cl | 42,887.00 | 747.24 |
| S | 788.00 | 3.46 |
| Br | 195.33 | 3.51 |
| P | 32.27 | 0.15 |
| Fe | 28.80 | 4.92 |
| Al | 1.22 | 0.43 |
| Pb | 0.15 | 0.06 |
| Species | Concentration [wt%] | Species | Concentration [wt%] |
|---|---|---|---|
| Al | 11.00 | Mn | 0.05 |
| Ba | 0.73 | N | 0.67 |
| C | 63.66 | Na | 1.60 |
| Ca | 12.00 | Ni | 0.06 |
| Cu | 2.10 | P | 0.34 |
| Cr | 0.06 | Pb | 0.05 |
| Fe | 1.80 | S | 0.14 |
| H | 3.14 | Si | 8.30 |
| K | 0.67 | Ti | 3.10 |
| Mg | 1.20 | Zn | 2.70 |
| Name, Property | Unit | MPO323 Char | Biochar [22] | Electronic Waste Char [22] | Fe/Biochar [22] | Fe/Electronic Char [22] |
|---|---|---|---|---|---|---|
| SiO2 | [wt%] | 7.30 | 10.88 | 0.676 | 33.3 | 2.28 |
| Al2O3 | [wt%] | 9.30 | 1.28 | 0.165 | 5.46 | 0.627 |
| CaO | [wt%] | 23.0 | 1.28 | 1.89 | 5.13 | 7.55 |
| Fe2O3 | [wt%] | 2.20 | 1.12 | 1.21 | 17.2 | 8.92 |
| TiO2 | [wt%] | 2.50 | 0.06 | 0 | 0.236 | 2.29 |
| Na2O | [wt%] | 0.93 | 0.82 | 0.112 | 3.33 | 1.5 |
| MgO | [wt%] | 0.80 | 0.48 | 0.421 | 2.03 | 0 |
| ZnO | [wt%] | 1.8 | - | - | - | - |
| BET | [m2/g] | 5.3 | 4.2 | 4.5 | 52.4 | 10.8 |
| Pore volume | [cm2/g] | 0.013 | 0.008 | 0.006 | 0.055 | 0.02 |
| Pore size | [nm] | 10.2 | 7.65 | 5.43 | 4.2 | 7.34 |
| Initial Pyrolysis Oil | Auto-Catalytically Reformed at 600 °C, 0.25 mL/min | ||
|---|---|---|---|
| Area% | Name | Area% | Name |
| 6.87 | Benzene | 14.63 | Benzene |
| 11.1 | Toluene | 22.17 | Toluene |
| 19.1 | Ethylbenzene | 23.69 | Ethylbenzene |
| 1.61 | Xylene | 6.08 | Xylene |
| 12.82 | Styrene | 10.52 | Styrene |
| 2.2 | Benzene, (1-methylethyl)- | 1.73 | Benzene, (1-methylethyl)- |
| 0.88 | Benzene, 1-ethyl-3-methyl- | ||
| 0.68 | Benzene, 1-ethyl-2-methyl- | ||
| 0.99 | Benzene, 1,2,3-trimethyl- | ||
| 1.62 | Alpha-Methylstyrene | 1.23 | Alpha-Methylstyrene |
| 1.27 | Mesitylene | 2.37 | Mesitylene |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rieger, T.; Nieberl, M.; Palchyk, V.; Shah, P.; Fehn, T.; Hofmann, A.; Franke, M. Chemical Recycling of Mixed Polyolefin Post-Consumer Plastic Waste Sorting Residues (MPO323)—Auto-Catalytic Reforming and Decontamination with Pyrolysis Char as an Active Material. Polymers 2024, 16, 2567. https://doi.org/10.3390/polym16182567
Rieger T, Nieberl M, Palchyk V, Shah P, Fehn T, Hofmann A, Franke M. Chemical Recycling of Mixed Polyolefin Post-Consumer Plastic Waste Sorting Residues (MPO323)—Auto-Catalytic Reforming and Decontamination with Pyrolysis Char as an Active Material. Polymers. 2024; 16(18):2567. https://doi.org/10.3390/polym16182567
Chicago/Turabian StyleRieger, Tobias, Martin Nieberl, Volodymyr Palchyk, Pujan Shah, Thomas Fehn, Alexander Hofmann, and Matthias Franke. 2024. "Chemical Recycling of Mixed Polyolefin Post-Consumer Plastic Waste Sorting Residues (MPO323)—Auto-Catalytic Reforming and Decontamination with Pyrolysis Char as an Active Material" Polymers 16, no. 18: 2567. https://doi.org/10.3390/polym16182567
APA StyleRieger, T., Nieberl, M., Palchyk, V., Shah, P., Fehn, T., Hofmann, A., & Franke, M. (2024). Chemical Recycling of Mixed Polyolefin Post-Consumer Plastic Waste Sorting Residues (MPO323)—Auto-Catalytic Reforming and Decontamination with Pyrolysis Char as an Active Material. Polymers, 16(18), 2567. https://doi.org/10.3390/polym16182567