
Studies on the Application of Polyimidobenzimidazole Based Nanofiber Material as the Separation Membrane of Lithium-Ion Battery



Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
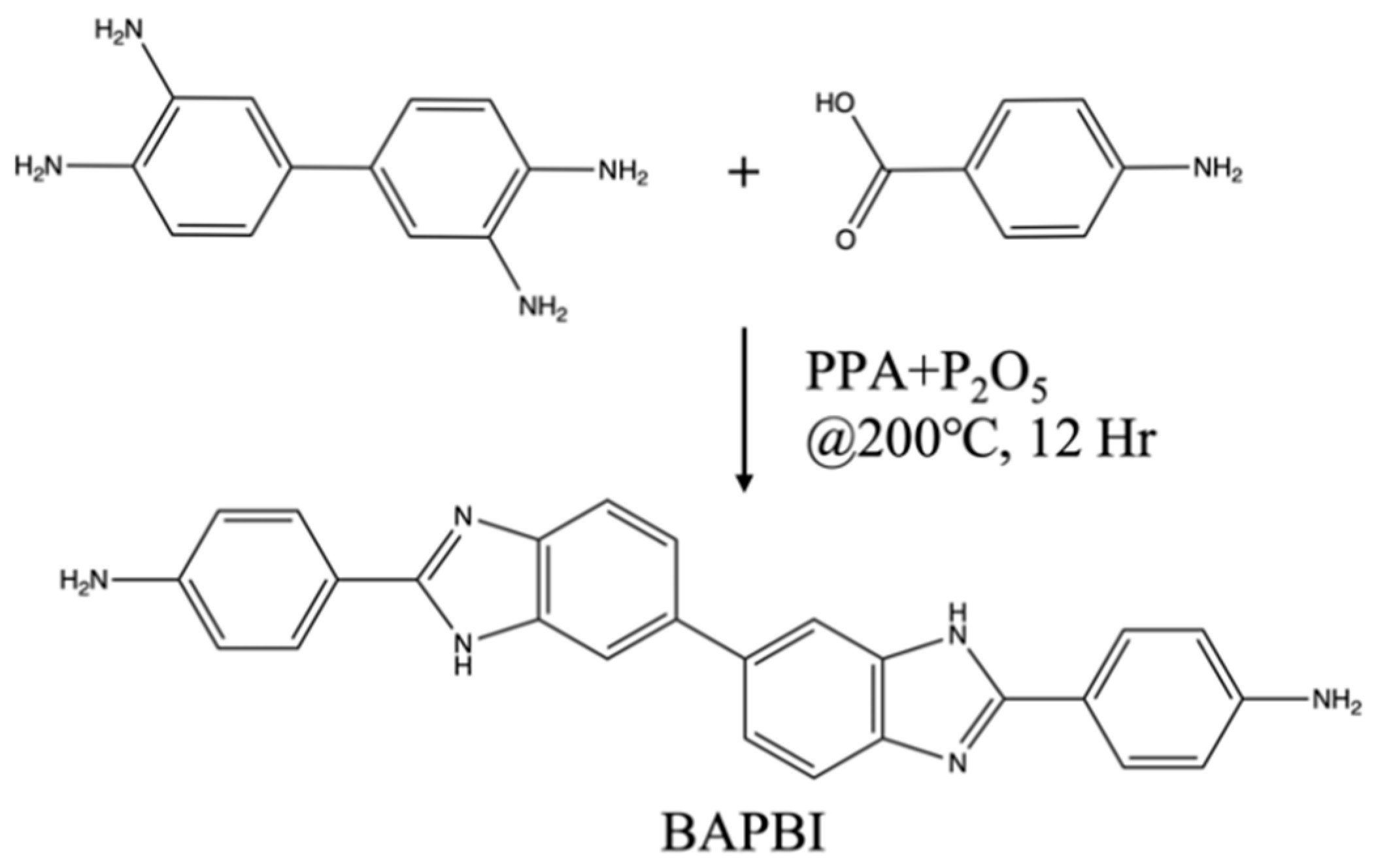
2.2.1. Synthesis of 6,6′-bis[2-(4-Aminophenyl)Benzimidazole] (BAPBI)
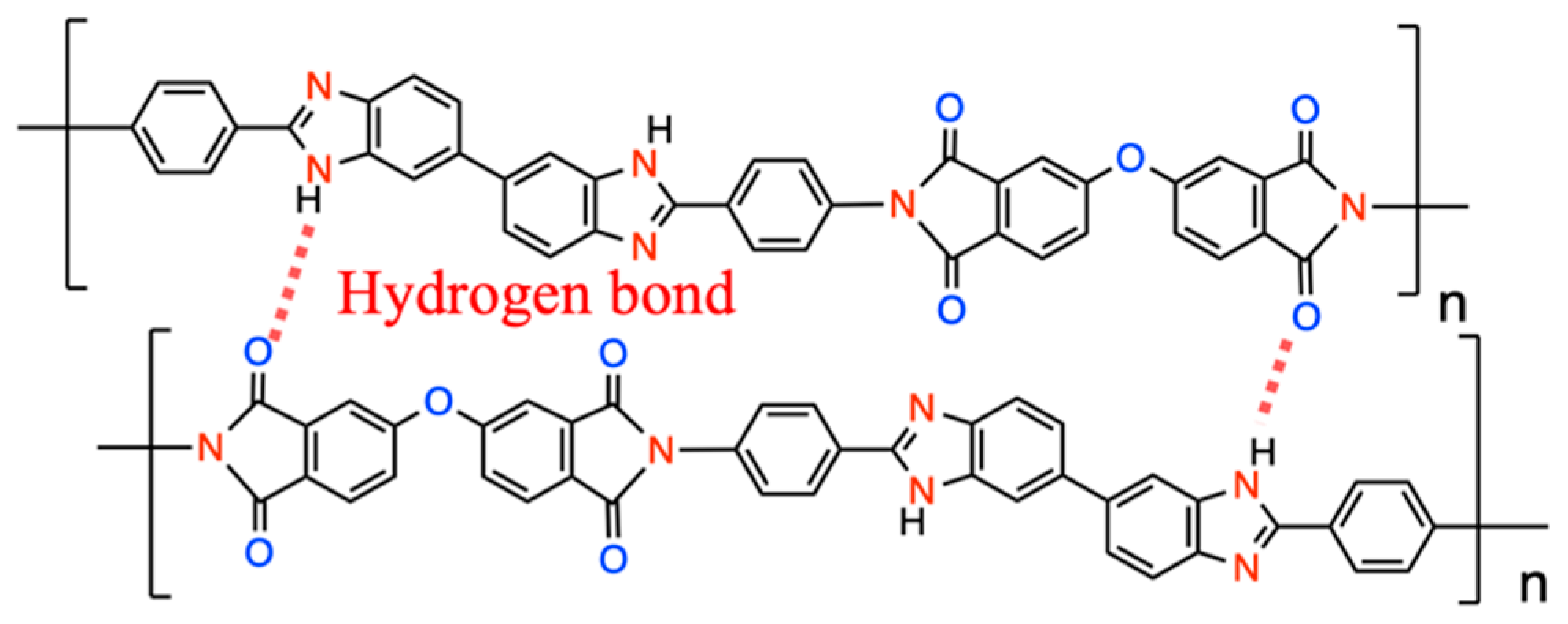
2.2.2. Preparation of BI-PI Polymer
2.3. Characterization
2.4. Electrochemistry Test
3. Results
3.1. Properties of Electrospun BI-PI Separator
3.2. Application of BI-PI as Separators of LIBs
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fathabadi, H. Utilizing solar and wind energy in plug-in hybrid electric vehicles. Energy Convers. Manag. 2018, 156, 317–328. [Google Scholar] [CrossRef]
- Dunn, B.; Kamath, H.; Tarascon, J.-M. Electrical energy storage for the grid: A battery of choices. Science 2011, 334, 928–935. [Google Scholar] [CrossRef]
- Wang, L.; Zhang, Q.; Zhu, J.; Duan, X.; Xu, Z.; Liu, Y.; Yang, H.; Lu, B. Nature of extra capacity in MoS2 electrodes: Molybdenum atoms accommodate with lithium. Energy Storage Mater. 2019, 16, 37–45. [Google Scholar] [CrossRef]
- Bicy, K.; Gueye, A.B.; Rouxel, D.; Kalarikkal, N.; Thomas, S. Lithium-ion battery separators based on electrospun PVDF: A review. Surf. Interfaces 2022, 31, 101977. [Google Scholar] [CrossRef]
- Beard, K.W. Linden′s Handbook of Batteries; McGraw-Hill Education: Columbus, OH, USA, 2019. [Google Scholar]
- Costa, C.M.; Lee, Y.-H.; Kim, J.-H.; Lee, S.-Y.; Lanceros-Méndez, S. Recent advances on separator membranes for lithium-ion battery applications: From porous membranes to solid electrolytes. Energy Storage Mater. 2019, 22, 346–375. [Google Scholar] [CrossRef]
- Pan, Y.; Chou, S.; Liu, H.K.; Dou, S.X. Functional membrane separators for next-generation high-energy rechargeable batteries. Natl. Sci. Rev. 2017, 4, 917–933. [Google Scholar] [CrossRef]
- Lu, W.; Yuan, Z.; Zhao, Y.; Zhang, H.; Zhang, H.; Li, X. Porous membranes in secondary battery technologies. Chem. Soc. Rev. 2017, 46, 2199–2236. [Google Scholar] [CrossRef]
- Costa, C.M.; Silva, M.M.; Lanceros-Méndez, S. Battery separators based on vinylidene fluoride (VDF) polymers and copolymers for lithium ion battery applications. Rsc Adv. 2013, 3, 11404–11417. [Google Scholar] [CrossRef]
- Stephan, A.M. Review on gel polymer electrolytes for lithium batteries. Eur. Polym. J. 2006, 42, 21–42. [Google Scholar] [CrossRef]
- Warner, J.T. Lithium-Ion Battery Chemistries: A Primer; Elsevier: Amsterdam, The Netherlands, 2019. [Google Scholar]
- Liu, Z.; Jiang, Y.; Hu, Q.; Guo, S.; Yu, L.; Li, Q.; Liu, Q.; Hu, X. Safer Lithium-ion batteries from the separator aspect: Development and future perspectives. Energy Environ. Mater. 2021, 4, 336–362. [Google Scholar] [CrossRef]
- Song, Y.-Z.; Zhang, Y.; Yuan, J.-J.; Lin, C.-E.; Yin, X.; Sun, C.-C.; Zhu, B.; Zhu, L.-P. Fast assemble of polyphenol derived coatings on polypropylene separator for high performance lithium-ion batteries. J. Electroanal. Chem. 2018, 808, 252–258. [Google Scholar] [CrossRef]
- Zhu, X.; Jiang, X.; Ai, X.; Yang, H.; Cao, Y. A highly thermostable ceramic-grafted microporous polyethylene separator for safer lithium-ion batteries. ACS Appl. Mater. Interfaces 2015, 7, 24119–24126. [Google Scholar] [CrossRef]
- Fink, J.K. Handbook of Engineering and Specialty Thermoplastics, Volume 1: Polyolefins and Styrenics; John Wiley & Sons: Hoboken, NJ, USA, 2010; Volume 1. [Google Scholar]
- He, L.; Cao, J.-H.; Liang, T.; Wu, D.-Y. Effect of monomer structure on properties of polyimide as LIB separator and its mechanism study. Electrochim. Acta 2020, 337, 135838. [Google Scholar] [CrossRef]
- Xia, Q.; Liu, J.; Dong, J.; Yin, C.; Du, Y.; Xu, Q.; Zhang, Q. Synthesis and characterization of high-performance polyimides based on 6, 4′-diamino-2-phenylbenzimidazole. J. Appl. Polym. Sci. 2013, 129, 145–151. [Google Scholar] [CrossRef]
- Luo, L.; Zhang, J.; Huang, J.; Feng, Y.; Peng, C.; Wang, X.; Liu, X. The dominant factor for mechanical property of polyimide films containing heterocyclic moieties: In-plane orientation, crystallization, or hydrogen bonding. J. Appl. Polym. Sci. 2016, 133, 44000. [Google Scholar] [CrossRef]
- Fong, H.; Chun, I.; Reneker, D.H. Beaded nanofibers formed during electrospinning. Polymer 1999, 40, 4585–4592. [Google Scholar] [CrossRef]
- Dzenis, Y. Spinning continuous fibers for nanotechnology. Science 2004, 304, 1917–1919. [Google Scholar] [CrossRef]
- Park, K.-W.; Cho, W.-J. High-Performance IGZO Nanowire-Based Field-Effect Transistors with Random-Network Channels by Electrospun PVP Nanofiber Template Transfer. Polymers 2022, 14, 651. [Google Scholar] [CrossRef]
- Wu, H.; Shi, J.; Ning, X.; Long, Y.-Z.; Zheng, J. The High Flux of Superhydrophilic-Superhydrophobic Janus Membrane of cPVA-PVDF/PMMA/GO by Layer-by-Layer Electrospinning for High Efficiency Oil-Water Separation. Polymers 2022, 14, 621. [Google Scholar] [CrossRef]
- Zhu, L.; Zhu, W.; Hu, X.; Lin, Y.; Machmudah, S.; Wahyudiono; Kanda, H.; Goto, M. PVP/Highly Dispersed AgNPs Nanofibers Using Ultrasonic-Assisted Electrospinning. Polymers 2022, 14, 599. [Google Scholar] [CrossRef]
- Wu, D.; Shi, C.; Huang, S.; Qiu, X.; Wang, H.; Zhan, Z.; Zhang, P.; Zhao, J.; Sun, D.; Lin, L. Electrospun nanofibers for sandwiched polyimide/poly (vinylidene fluoride)/polyimide separators with the thermal shutdown function. Electrochim. Acta 2015, 176, 727–734. [Google Scholar] [CrossRef]
- Jiang, W.; Liu, Z.; Kong, Q.; Yao, J.; Zhang, C.; Han, P.; Cui, G. A high temperature operating nanofibrous polyimide separator in Li-ion battery. Solid State Ion. 2013, 232, 44–48. [Google Scholar] [CrossRef]
- Lu, Y.H.; Wang, Y.Z.; Tsai, M.Y.; Lin, H.P.; Hsu, C.H. Electrospun Benzimidazole-Based Polyimide Membrane for Supercapacitor Applications. Membranes 2022, 12, 961. [Google Scholar] [CrossRef] [PubMed]
- Zhang, F.; Ma, X.; Cao, C.; Li, J.; Zhu, Y. Poly(vinylidene fluoride)/SiO2 composite membranes prepared by electrospinning and their excellent properties for nonwoven separators for lithium-ion batteries. J. Power Sources 2014, 251, 423–431. [Google Scholar] [CrossRef]
- Cai, H.; Tong, X.; Chen, K.; Shen, Y.; Wu, J.; Xiang, Y.; Wang, Z.; Li, J. Electrospun polyethylene terephthalate nonwoven reinforced polypropylene separator: Scalable synthesis and its lithium ion battery performance. Polymers 2018, 10, 574. [Google Scholar] [CrossRef]
- Zhang, M.Y.; Niu, H.Q.; Qi, S.L.; Tian, G.F.; Wang, X.D.; Wu, D.Z. Structure evolutions involved in the carbonization of polyimide fibers with different chemical constitution. Mater. Today Commun. 2014, 1, 1–8. [Google Scholar] [CrossRef]
- Chen, S.; Hu, P.; Greiner, A.; Cheng, C.; Cheng, H.; Chen, F.; Hou, H. Electrospun nanofiber belts made from high performance copolyimide. Nanotechnology 2008, 19, 015604. [Google Scholar] [CrossRef]
- Sroog, C.E. Polyimides. Prog. Polym. Sci. 1991, 16, 561–694. [Google Scholar] [CrossRef]
- Hatori, H.; Yamada, Y.; Shiraishi, M.; Yoshihara, M.; Kimura, T. The mechanism of polyimide pyrolysis in the early stage. Carbon 1996, 34, 201–208. [Google Scholar] [CrossRef]
- Lian, M.; Zheng, F.; Wu, Q.; Lu, X.; Lu, Q. Incorporating bis-benzimidazole into polyimide chains for effectively improving thermal resistance and dimensional stability. Polym. Int. 2019, 69, 93–99. [Google Scholar] [CrossRef]
- Nikol’skii, O.; Ponomarev, I.; Perov, N.; Martirosov, V. Acoustic, dielectric, and mechanical properties of a new rigid-rod poly (heteroarylene). Acoust. Phys. 2003, 49, 704–710. [Google Scholar] [CrossRef]
- Ahn, T.-K.; Kim, M.; Choe, S. Hydrogen-Bonding Strength in the Blends of Polybenzimidazole with BTDA- and DSDA-Based Polyimides. Macromolecules 1997, 30, 3369–3374. [Google Scholar] [CrossRef]
- Pai, J.-Y.; Hsieh, C.-T.; Lee, C.-H.; Wang, J.-A.; Ku, H.-Y.; Huang, C.-L.; Hardwick, L.J.; Hu, C.-C. Engineering of electrospun polyimide separators for electrical double-layer capacitors and lithium-ion cells. J. Power Sources 2021, 482, 229054. [Google Scholar] [CrossRef]
- Arora, P.; Zhang, Z.J. Battery separators. Chem. Rev. 2004, 104, 4419–4462. [Google Scholar] [CrossRef]
- Rao, M.; Geng, X.; Liao, Y.; Hu, S.; Li, W. Preparation and performance of gel polymer electrolyte based on electrospun polymer membrane and ionic liquid for lithium ion battery. J. Membr. Sci. 2012, 399–400, 37–42. [Google Scholar] [CrossRef]
- Lu, Y.; Tu, Z.; Archer, L.A. Stable lithium electrodeposition in liquid and nanoporous solid electrolytes. Nat. Mater. 2014, 13, 961–969. [Google Scholar] [CrossRef]
- Liu, X.; Zhang, B.; Wu, Y.; Chen, J.; Fang, M.; Wang, L.; Wang, L. The effects of polybenzimidazole nanofiber separator on the safety and performance of lithium-ion batteries: Characterization and analysis from the perspective of mechanism. J. Power Sources 2020, 475, 228624. [Google Scholar] [CrossRef]
- Nie, P.; Liu, X.; Fu, R.; Wu, Y.; Jiang, J.; Dou, H.; Zhang, X. Mesoporous Silicon Anodes by Using Polybenzimidazole Derived Pyrrolic N-Enriched Carbon toward High-Energy Li-Ion Batteries. ACS Energy Lett. 2017, 2, 1279–1287. [Google Scholar] [CrossRef]
- Hussain, A.; Li, D.; Luo, Y.; Zhang, H.; Zhang, H.; Li, X. Porous membrane with improved dendrite resistance for high-performance lithium metal-based battery. J. Membr. Sci. 2020, 605, 118108. [Google Scholar] [CrossRef]
- Zhu, M.; Wu, J.; Liu, B.; Zhong, W.-H.; Lan, J.; Yang, X.; Sui, G. Multifunctional polymer electrolyte improving stability of electrode-electrolyte interface in lithium metal battery under high voltage. J. Membr. Sci. 2019, 588, 117194. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| BI-PI | Celgard H1612 | |
|---|---|---|
| Thickness (μm) | 50 | 16 |
| Porosity (%) | 73 | 44 |
| Electrolyte uptake (%) | 1454 | 101 |
| Ionic conductivity (mS cm−1) | 2.02 | 0.105 |
| Tensile Modulus (MPa) | Tensile Strength (MPa) | Elongation under 1000 Psi Stress (%) | |
|---|---|---|---|
| Non-hot-pressed | 171 ± 5.77 | 10.92 ± 0.97 | 3.64 ± 0.21 |
| Hot-pressed | 763 ± 22.01 | 51.15 ± 1.61 | 0.78 ± 0.02 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lu, Y.-H.; Huang, Y.-C.; Wang, Y.-Z.; Ho, K.-S. Studies on the Application of Polyimidobenzimidazole Based Nanofiber Material as the Separation Membrane of Lithium-Ion Battery. Polymers 2023, 15, 1954. https://doi.org/10.3390/polym15081954
Lu Y-H, Huang Y-C, Wang Y-Z, Ho K-S. Studies on the Application of Polyimidobenzimidazole Based Nanofiber Material as the Separation Membrane of Lithium-Ion Battery. Polymers. 2023; 15(8):1954. https://doi.org/10.3390/polym15081954
Chicago/Turabian StyleLu, Yu-Hsiang, Yu-Chang Huang, Yen-Zen Wang, and Ko-Shan Ho. 2023. "Studies on the Application of Polyimidobenzimidazole Based Nanofiber Material as the Separation Membrane of Lithium-Ion Battery" Polymers 15, no. 8: 1954. https://doi.org/10.3390/polym15081954
APA StyleLu, Y.-H., Huang, Y.-C., Wang, Y.-Z., & Ho, K.-S. (2023). Studies on the Application of Polyimidobenzimidazole Based Nanofiber Material as the Separation Membrane of Lithium-Ion Battery. Polymers, 15(8), 1954. https://doi.org/10.3390/polym15081954