1. Introduction
The global reliance on plastic has grown due to its lightweight nature, chemical inertness, ease of molding, excellent insulating properties, low thermal conductivity, and impressive transparency. The global plastics production for 2021 was 430.7 Mt and China alone accounts for 28% of global resin production [
1,
2]. Among these polymers, polyethylene (PE) stands out as the most widely used, accounting for 29.7% of the total, closely trailed by polypropylene (PP) at 17.4% [
3]. After the use of PE and PP plastics, the pervasive impact of these millions of tons of plastic pollution in oceans and landfills affects everyone. Collectively, PE and PP are responsible for nearly half of the total plastic waste generated.
Recycling offers the potential to reduce the overall environmental impact across a product’s life cycle. Multiple approaches are available for recycling polyolefin waste, encompassing mechanical recycling, pyrolysis, gasification, depolymerization, and other methods [
4,
5]. Among these methods, mechanical recycling stands out as the most suitable technique for the cost-effective production of recycled plastics, particularly for polymer composite manufacturing.
One of the challenges in polymer recycling involves the necessity of segregating different types of plastic waste. Sometimes, it becomes essential to recycle them as mixed polyolefins. For instance, it is common to encounter PP waste that is contaminated with small quantities of PET and vice versa [
6]. A prime example is plastic water bottles, which feature a PET body and PP caps. Consequently, mechanically recycling immiscible mixtures can result in reduced mechanical properties due to poor interfacial compatibility and a lack of adhesion between dissimilar polymers [
7]. This issue is particularly pronounced in the case of blends involving polar plastics, such as PET, and non-polar plastics like PP, making it challenging to recycle them into products suitable for high-quality applications [
8]. Numerous researchers have detailed the optimization of such blends by employing compatibilizing copolymers like SEBS or grafted PP, where one component can interact with each phase, resulting in mechanical properties that meet the required commercial standards [
9,
10].
Additive manufacturing (AM), commonly referred to as 3D printing, is experiencing growing utilization in significant industrial sectors, including automotive, aerospace, and healthcare. Among various AM techniques, fused deposition modeling (FDM), also known as material extrusion printing, stands out as one of the most extensively adopted methods for rapid prototyping and designing composite components due to its simplicity, high speed, and cost-effectiveness [
11].
The FDM technology can be used for the preparation of recycled plastics, and its process can be roughly divided into three steps. The first step involves using a twin-screw extruder to blend and pelletize the recycled materials to achieve a more uniform phase dispersion. The second step uses a single-screw extruder and stretching equipment to produce filaments with a certain diameter. The third step involves the preparation of samples, where a filament of material is fed into the melting system of a 3D printer via a pinch roller [
12,
13].
Traditional FDM-based methods for preparing recycled plastics typically involve three cycles of heating, melting, and cooling. In contrast, screw FDM enables the direct use of plastic pellets for printing. With the utilization of screw FDM, recycled materials are expected to undergo only one melting–cooling process. This reduction streamlines the procedure, reduces energy consumption required for heating, and alleviates thermal degradation of the recycled materials. Moreover, screw FDM has the capability to process a broader range of materials that may not be available in filament form or possess the required stiffness and strength for conventional FDM [
14].
Consequently, the direct use of plastic pellets for printing offers numerous advantages, leading to the development of various screw FDM technologies. For example, Liu et al. [
14] developed a large-scale double-stage-screw 3D printer, capable of efficiently producing large plastic molds and products at a low cost and high speed. Joaquim et al. [
15] outlined a design workflow for a new print head based on co-rotating twin-screw extrusion. Tsan et al. [
16] designed a screw printer with a pellet-feeding mechanism, allowing the printing of high-viscosity PEEK. Netto et al. [
17] discussed more than 30 types of screw-assisted printers and aimed to provide a systematic design approach.
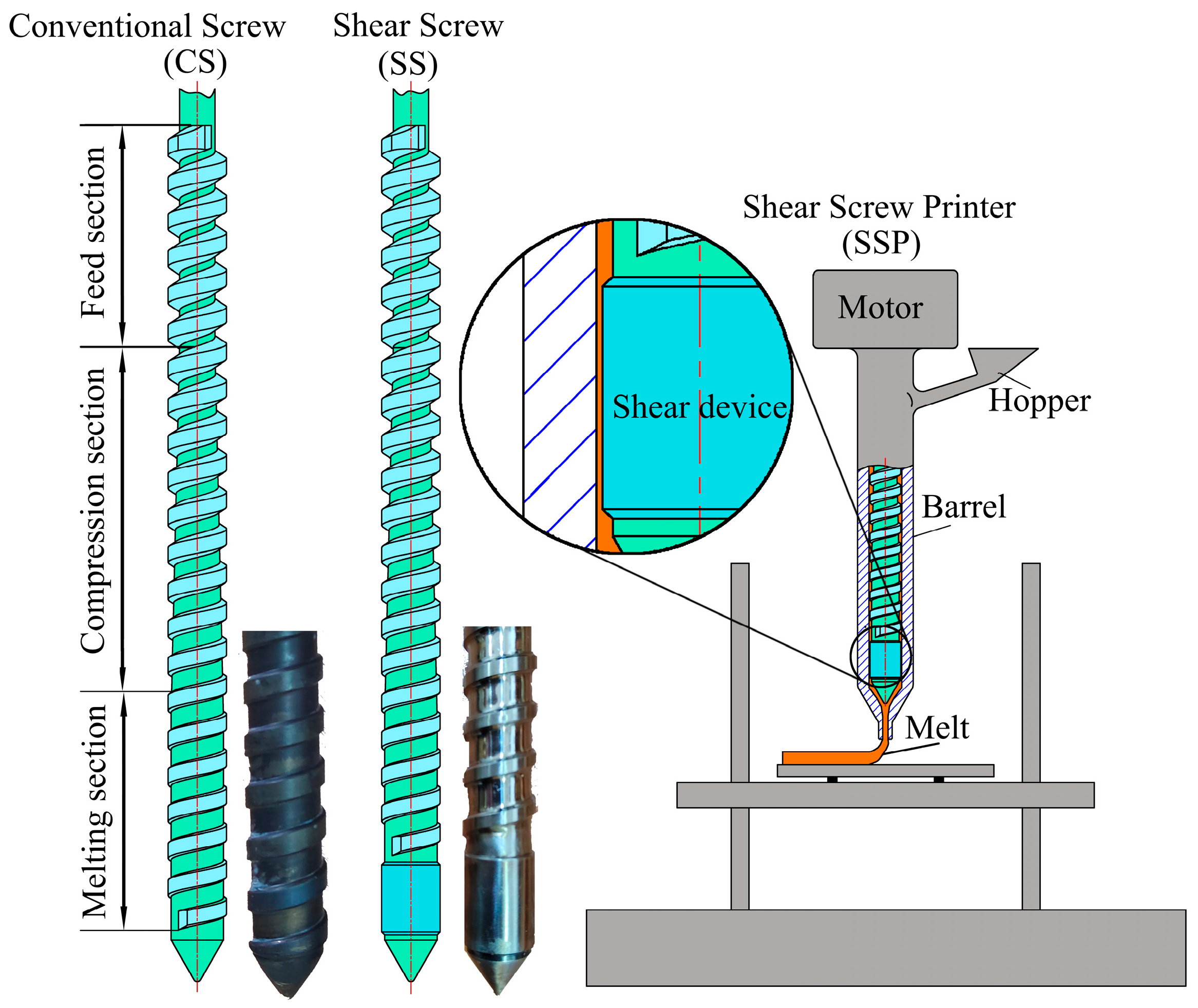
In this research, we developed both a conventional single-screw printer (CSP) and a high-shear single-screw printer (SSP) for 3D printing of recycled polypropylene (rPP) and recycled polyethylene terephthalate (rPET). A comparative analysis was conducted, focusing on printing accuracy, mechanical performance of printed components, and the material degradation between CSP and SSP. Currently, research on 3D printing with recycled materials often employs traditional methods such as blending, filament extrusion, and printing, while limited attention is given to one-step printing. This study explores the influence of screw shearing in 3D printing using recycled materials, proposing an approach that simplifies the recycling process through a single heating step. The research aims to streamline the recycling process of rPP/rPET, saving heating energy. Additionally, it designs an FDM extrusion screw suitable for blending recycled materials, aiming to enhance dimensional stability during printing and improve the dispersion of the blended material.
3. Results and Discussion
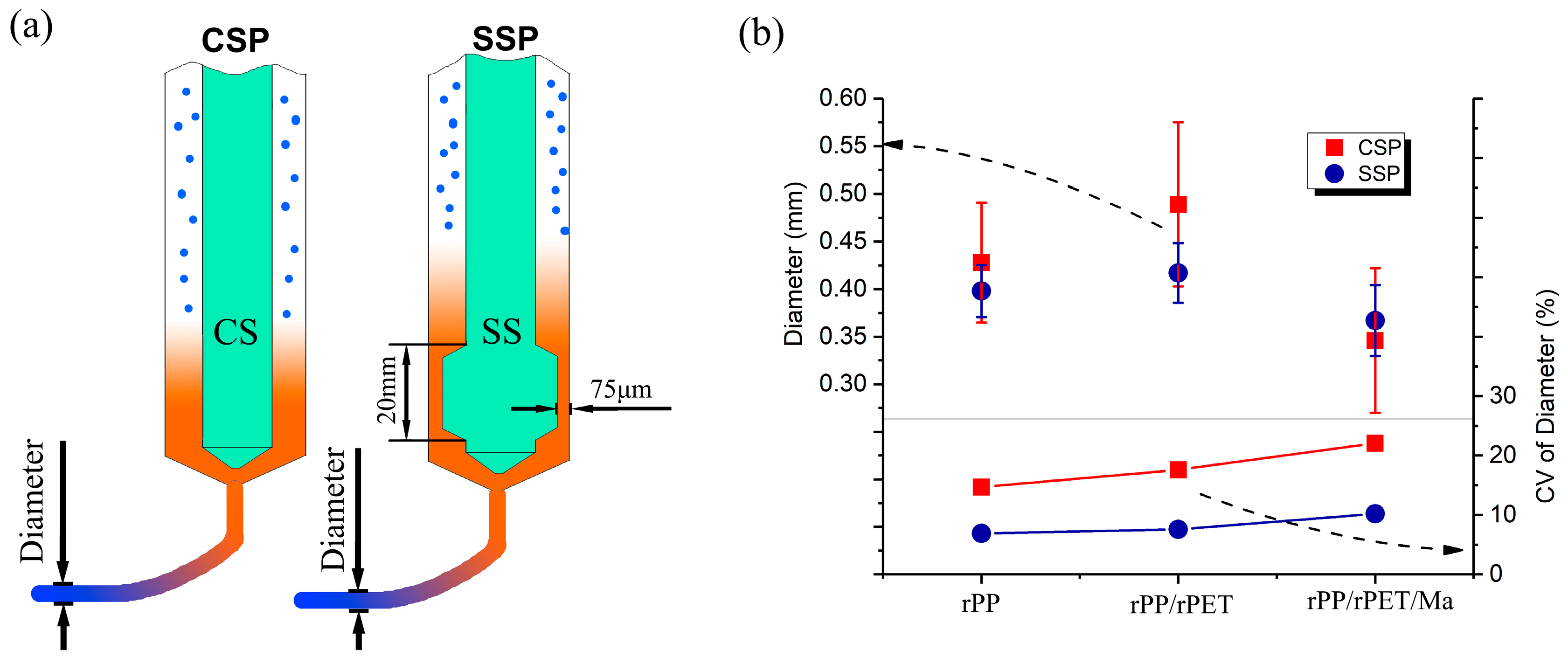
The stability of the extruded filament diameter plays a crucial role in ensuring the dimensional accuracy of FDM parts. In comparison to CSP, SSP is capable of achieving a more consistent extruded filament diameter. As
Figure 3a shows, SSP features a 20 mm long shear device with only a 75 μm gap between the shear device and the barrel wall. This shear device acts as a flow restriction, causing a significant pressure drop as the melt passes through it. Consequently, an increase in screw speed is necessary during SSP operation, and more molten polymer is blocked by the shear device.
In the case of industrial single-screw extruders, the pressure drop introduced by the shear device can hamper production efficiency and is not commonly employed. However, for small-scale single-screw FDM, where the required extrusion volume is not high, the pressure drop resulting from the shear device has no adverse effect on printing efficiency. Instead, it provides advantages, including improved fluid stability, better plasticization, and enhanced blending effects.
Figure 3b is divided into two sections, with the upper part showing the average extrusion diameters of CSP and SSP, and the lower part illustrating the magnitude of diameter fluctuations. As
Figure 3b demonstrates, when operating at speeds of 39 rpm for SSP and 11.7 rpm for CSP, the extruded filament diameters are quite similar. For example, extruded rPP exhibits diameters of 0.425 mm and 0.450 mm through CSP and SSP, respectively. When rPET and PP-g-Ma are added, changes in viscosity and other parameters result in filament diameter fluctuations within the range of 0.35 mm to 0.50 mm. The average diameter difference between CSP and SSP for the same components is within 16%.
Nevertheless, CSP’s inadequate blending leads to non-uniformity at the exit, causing fluctuations in melt viscosity and, consequently, larger variations in filament diameter, especially in the case of rPP/rPET and rPP/rPET/Ma. For example, the diameter standard deviation after SSP extrusion for rPP/rPET is 0.03 mm, while CSP’s extrusion diameter standard deviation is 0.09 mm. To better measure diameter size fluctuations, the coefficient of variation (CV) was utilized. For CSP, the CV is higher than 10%, and the CV for rPP/rPET and rPP/rPET/Ma reaches 18% and 22%, respectively. In contrast, for SSP, the CV for rPP/rPET and rPP/rPET/Ma is only 8% and 10%, respectively. This is likely attributed to the higher shear screw speed and shear stress of SSP, improving blending effects, and resulting in stable melt viscosity.
Figure 4 and
Table 3 present the melting and cooling curves, along with the relevant crystal data for each sample. Each sample exhibits two distinct melting peaks, situated around 128 °C and 163 °C, respectively. These melting peaks, denoted as T
m1 and T
m2, are expected to correspond to the β-crystal and α-crystal peaks of rPP, respectively. The formation of the β-crystal is linked to the presence of β-nucleating agents, shear forces, and temperature gradients during the crystallization process [
21,
22]. As
Figure 4 depicts, despite CSP and SSP providing varying shear strengths, there is no significant alteration observed in T
m1. This suggests that the genesis of the β-crystal in rPP is more likely influenced by impurities within the recycled material, with some of these impurities acting as β-nucleating agents.
Introducing rPET results in a reduction of both Tm1 and Tm2. For instance, in the case of rPP/rPET-CSP, Tm2 is lowered by 1.5 °C when compared to that of rPP-CSP. This decrease may be attributed to the dispersed phases of rPET hindering the formation of a well-defined rPP crystalline structure. Moreover, the better the dispersibility of rPET, the more pronounced its inhibitory impact on rPP. Therefore, the incorporation of PP-g-Ma and the utilization of SSP can further decrease Tm2, as evidenced by rPP/rPET/Ma-SSP, where Tm2 is reduced by 2.9 °C in contrast to rPP-SSP.
The absence of cold crystallization peaks indicates that both rPP and rPET have fully crystallized after printing. The inclusion of rPET leads to a decrease in the crystallinity of rPP. Nevertheless, the introduction of PP-g-Ma serves to augment interfacial compatibility between rPET and rPP, providing additional nucleation sites. While an increased number of nucleation sites can potentially impede the formation of perfect crystal structures, they contribute to an overall enhancement of crystallinity. Moreover, the presence of rPET suppresses the crystallization of rPP, resulting in a shift of the crystallization peak from 122.5 °C in pure rPP-CSP to 120.0 °C in the PP/r-PET-CSP blend.
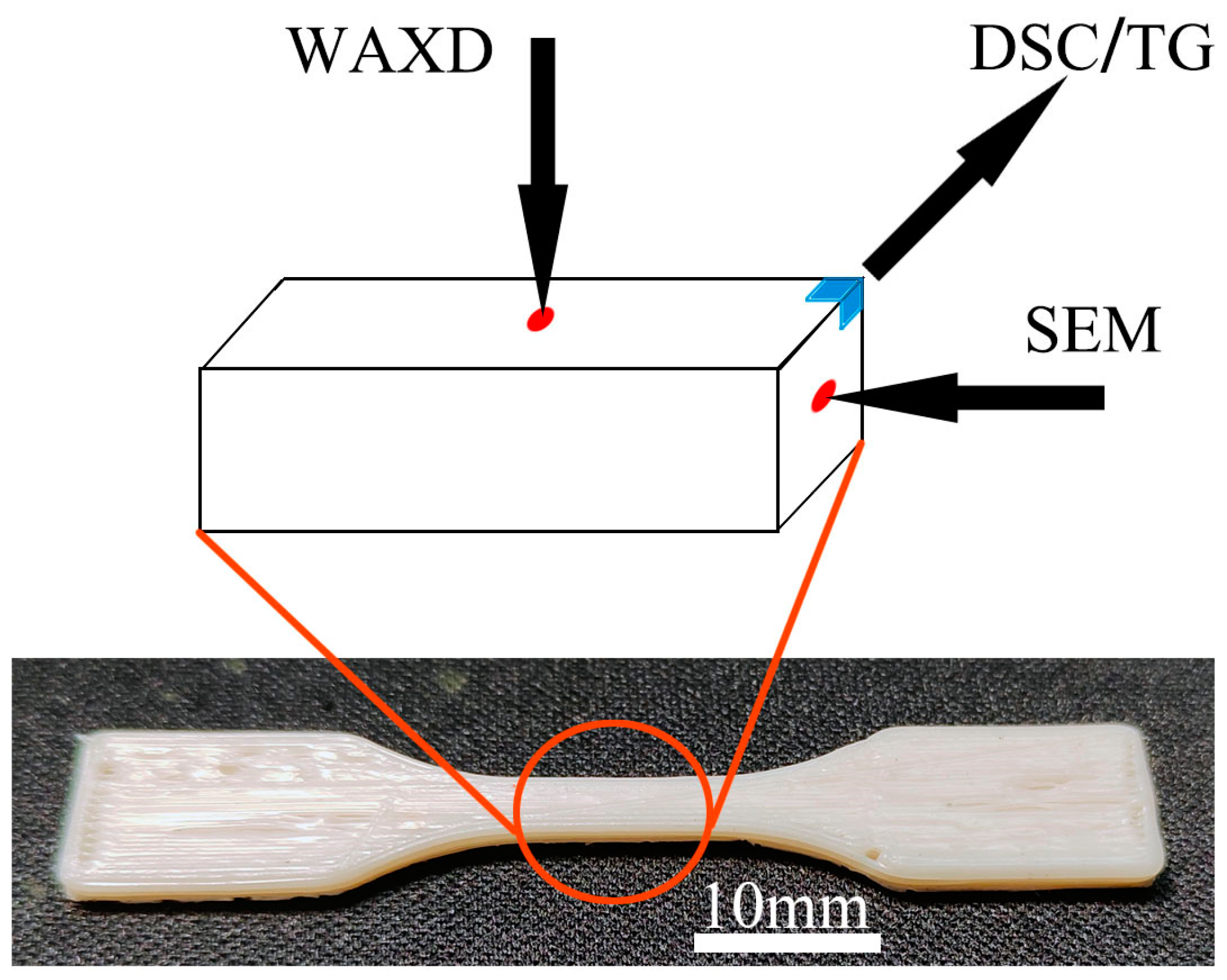
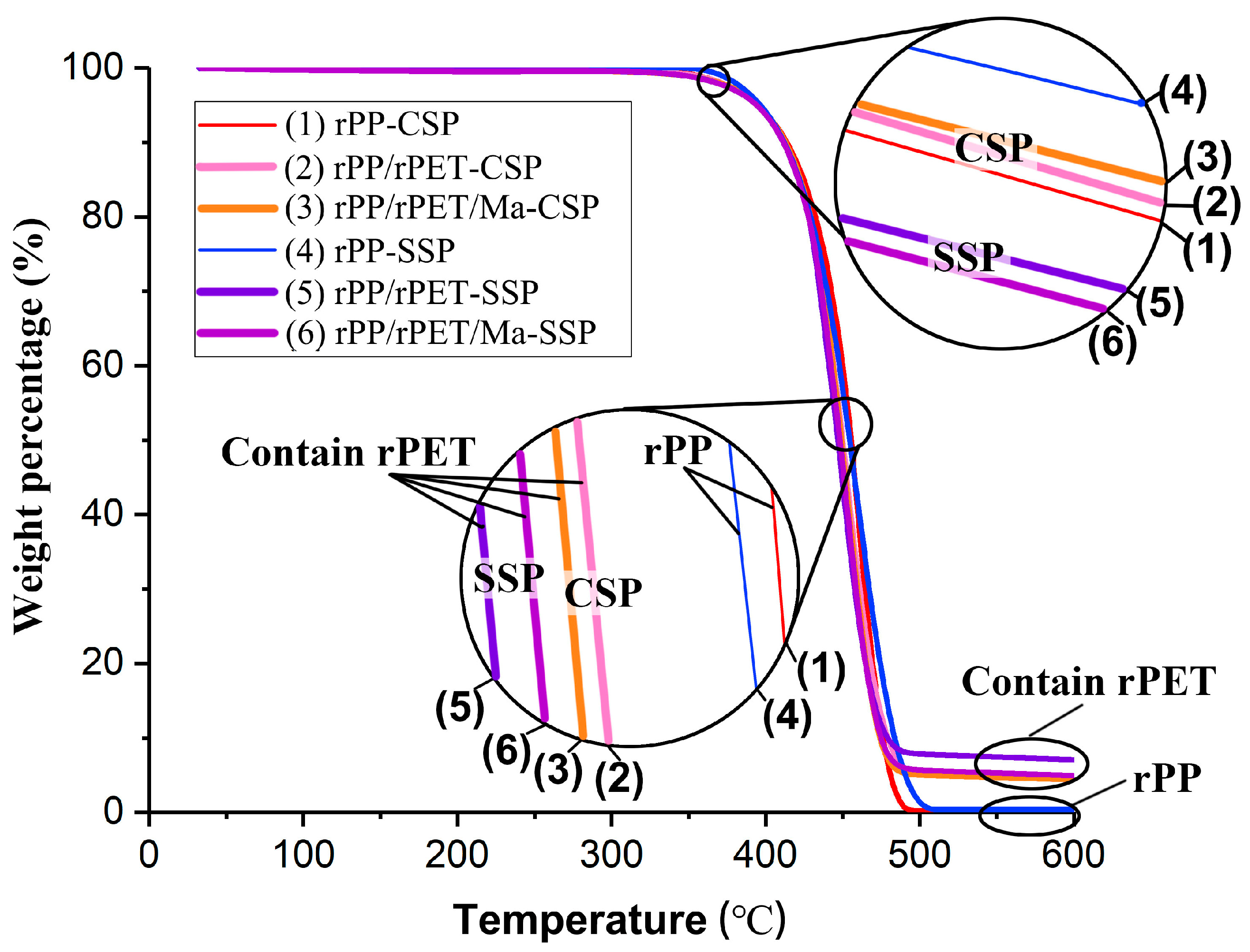
TGA is utilized to characterize the thermal decompositions of recycled polymers.
Figure 5 plots the weight percentage (%) of each sample as a function of temperature. The initiation of specimen degradation occurs at approximately 350 °C. Notably, as observed in the enlarged graph, samples with rPET produced through CSP demonstrate higher initial degradation temperatures than those of SSP. This indicates that rPET exhibits higher thermal stability in CSP.
At the point of 50% thermal weight loss, rPP-SSP and rPP-CSP exhibit comparable thermal stability, suggesting that the residence time effect of SSP has a relatively minor influence on the degradation of rPP. However, the degradation curves for rPP/rPET-SSP and rPP/rPET/Ma-SSP are situated to the left of those for CSP. This indicates that the degradation in rPP/rPET is more pronounced in SSP compared to CSP.
This phenomenon can be attributed to the prolonged residence time and the pronounced shear effect of the SSP shear device. Reclaimed PET materials more often undergo partial deterioration due to thermal and shear degradation compared to virgin materials [
23,
24]. While, for SSP, the melt undergo a longer duration to traverse the heated barrel. Consequently, the rPP/rPET-SSP exhibits lower thermal stability. Furthermore, for samples with added rPET, residues are still present at 600 °C, likely due to inorganic impurities that may be present in the rPET.
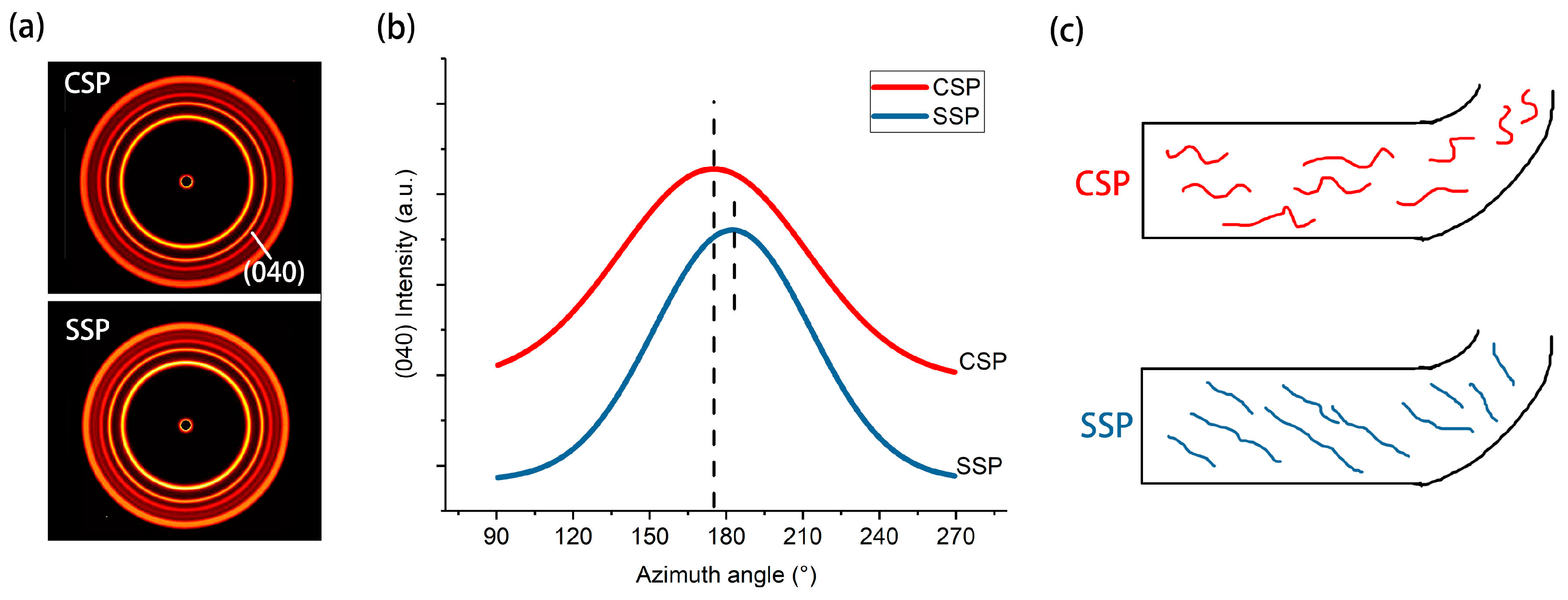
To investigate the shearing impact of SSP on the extruded melt,
Figure 6a presents the 2D-WAXD images of rPP-CSP and rPP-SSP. The azimuthal angle chart in
Figure 6b is derived from the circular integration of the (040) crystal plane, providing insight into the degree of orientation and direction of rPP molecular chains. During the fused deposition modeling (FDM) printing process, the rPP melt undergoes both rotational shearing and drag forces. Rotational shearing encourages circumferential orientation of PP molecular chains around the screw, while the drag forces after extrusion align the chains axially. Consequently, the final orientation of the product results from the combined effects of these two mechanisms.
Both rPP-CSP and rPP-SSP encounter similar drag forces, but they exhibit peak azimuthal angles of 175° and 183°, respectively. This angular variance is a consequence of distinct circumferential shear strengths. Moreover, the calculated orientation degrees for rPP-CSP and rPP-SSP are 0.52 and 0.60, respectively, indicating that the oriented molecules generated by circumferential shear are preserved after extrusion. In
Figure 6c, a molecular arrangement schematic, illustrates that CSP tends to align molecular chains parallel to the printing direction with relatively low orientation, while SSP orients the molecular chains at a specific angle to the printing direction with a higher degree of orientation.
It is anticipated that rPET in the composites should follow a similar orientation pattern. Because of rPET’s higher crystallization temperature in comparison to rPP, its molecular chains are more prone to freezing, facilitating the retention of orientation. Consequently, its orientation degree should be higher than that of rPP. Nevertheless, due to the overlapping diffraction patterns of rPET with those of rPP, it is not feasible to determine the corresponding orientation degree for rPET using 2D-WAXD.
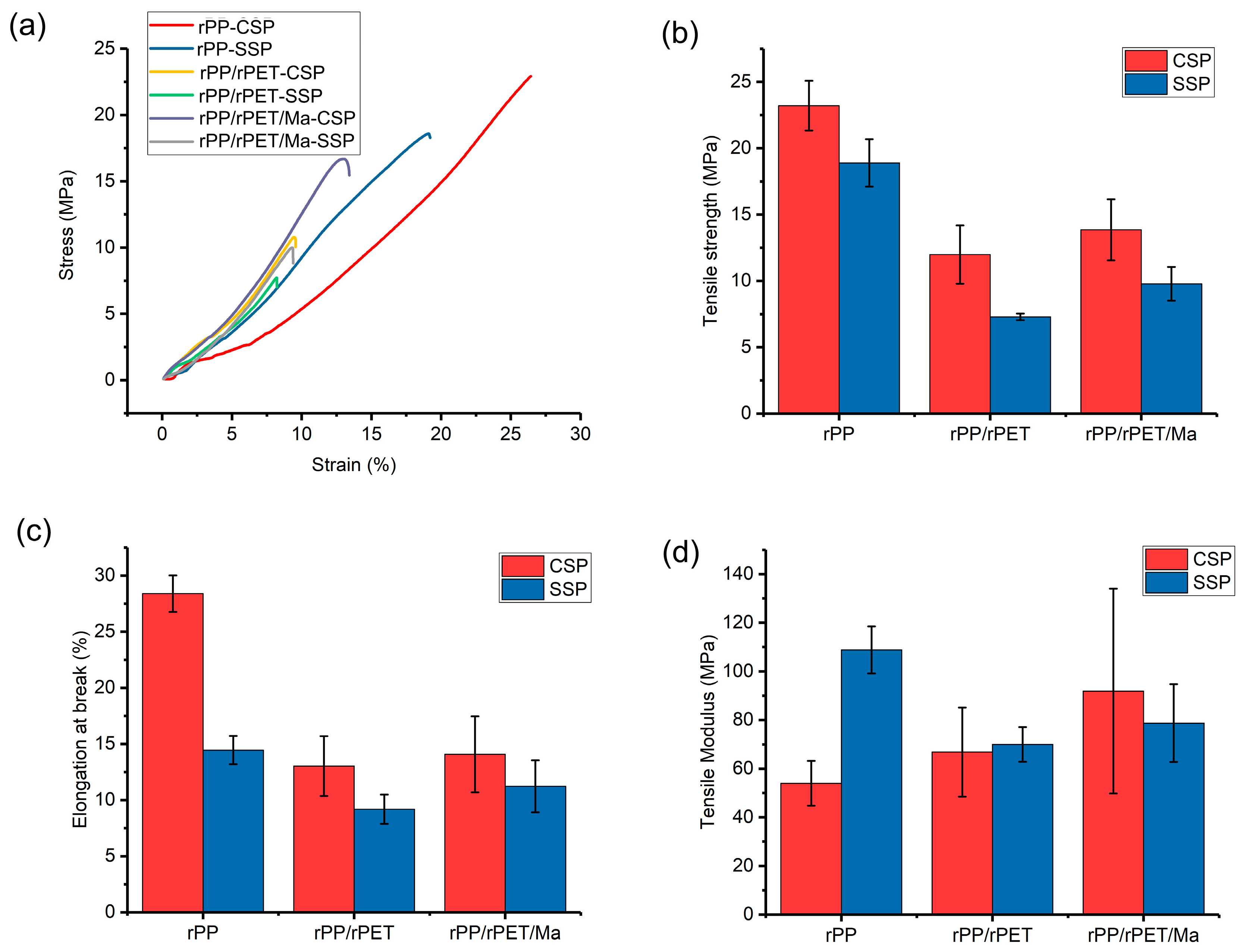
Figure 7a displays the selective stress–strain curves, while
Figure 7b presents the tensile strengths. rPP-CSP exhibits the highest tensile strength, reaching approximately 23 MPa. In contrast, SSP reduces the tensile strength of rPP-SSP to 19 MPa. This difference is primarily due to the printing direction set at 0°. In CSP samples, the molecular chains align parallel to the direction of the applied force. However, in SSP samples, the molecular chains are oriented at an angle to the applied force direction, making them more susceptible to chain slippage under stress, resulting in a reduction in tensile strength. Previous experiments have also indicated that while higher orientation enhances tensile strength in the direction of orientation, it can lead to reduced strength in other directions, causing the tensile strength of SSP samples to be lower than that of CSP samples [
25].
rPET serves as a stress concentration point in rPP, and the poor interfacial compatibility between them results in a substantial reduction in tensile strength. The introduction of PP-g-Ma enhances interfacial compatibility and subsequently increases tensile strength. For instance, the tensile strength of rPP/rPET/Ma-SSP surpasses that of rPP/rPET-SSP by 34%.
rPP-CSP exhibits the highest elongation at the break, which is twice that of rPP-SSP. In the case of rPP-SSP, the direction of the force is not parallel to the orientation of the molecular chains, resulting in a reduced elongation at the break. Furthermore, SSP samples have a higher degree of orientation, and the oriented molecules are challenging to further elongate, as they exhibit greater rigidity. Consequently, rPP-SSP achieves the highest tensile modulus (109 MPa), a 102% increase compared to rPP-CSP (54 MPa). Additionally, due to the higher modulus of rPET compared to rPP, the addition of rPET contributes to an increase in the tensile modulus, while the improvement in interfacial compatibility resulting from PP-g-Ma further enhances the modulus.
Additionally,
Figure 7 reveals that the CSP composites display a significantly larger error bar in various performances compared to the SSP composites. Excessive variation in sample performance can impede product utility. Therefore, it is imperative to delve deeper into the coefficient of variation (CV) for performance.
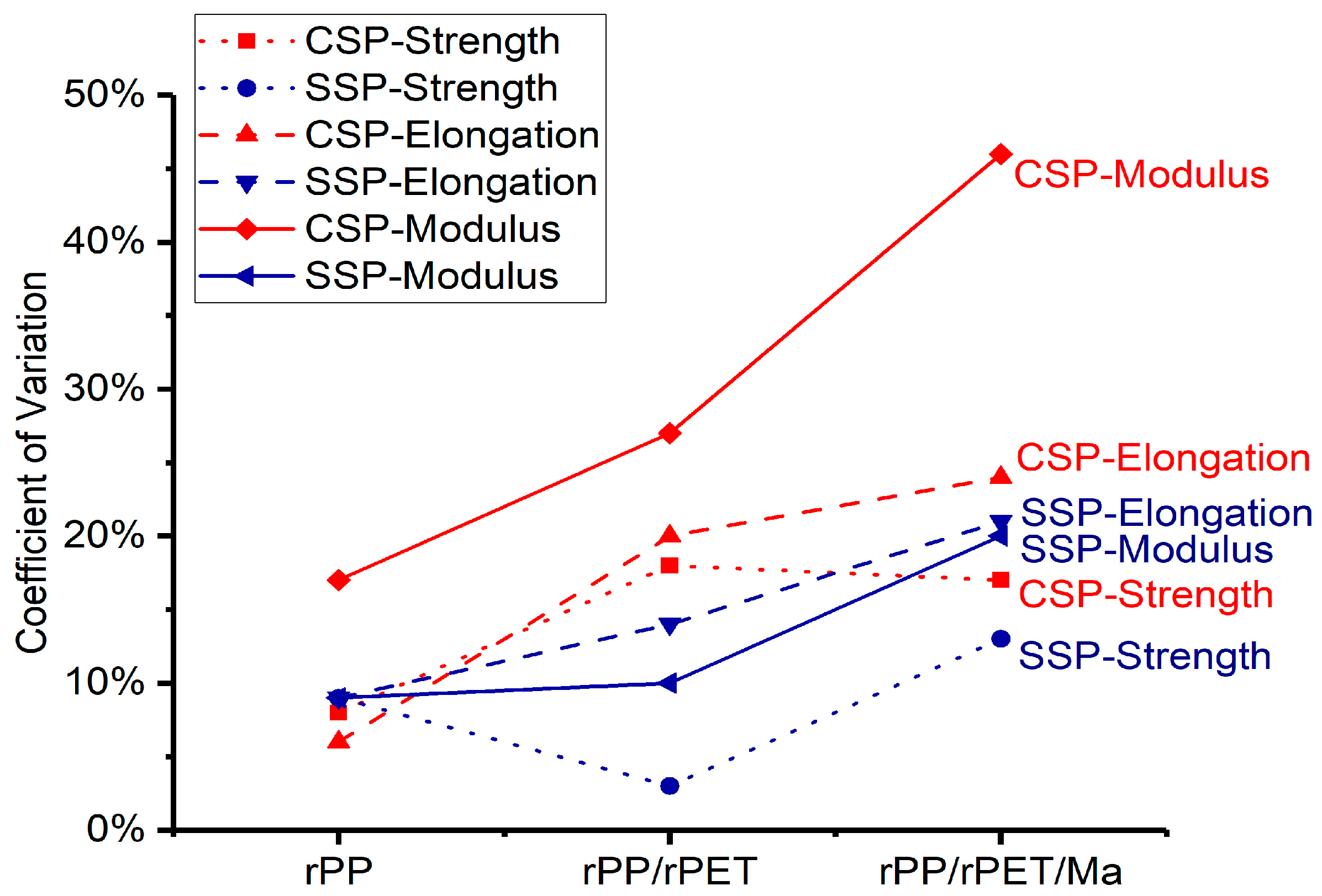
As
Figure 8 depicts, the CV is represented by red and blue lines for CSP and SSP, respectively. In the case of rPP, except for CSP-Modulus, which exceeds 15%, the CV for all other performance parameters remains below 10%. However, the introduction of rPET leads to CV values exceeding 15% for all CSP’s tensile properties. In contrast, the CV values for SSP exhibit a milder increase, all remaining below 15%. The inclusion of PP-g-Ma results in an overall increase in CV values for all performance parameters, attributed to the lower PP-g-Ma content, which hinders the achievement of more uniform blending.
In general, for these blends, the SSP-CV of tensile properties are lower compared to CSP-CV. This phenomenon is attributed to the superior blending effect of SSP, facilitated by the high shear forces it provides. In CSP blends, the uneven dispersion of rPET and PP-Ma leads to significant fluctuations in mechanical performance. This is particularly noticeable in the case of the tensile modulus for rPP/rPET/Ma-CSP, where the CV approaches 50%, significantly impairing its utilization. Consequently, for multi-component recycled plastics, SSP offers a more stable tensile performance compared to CSP.
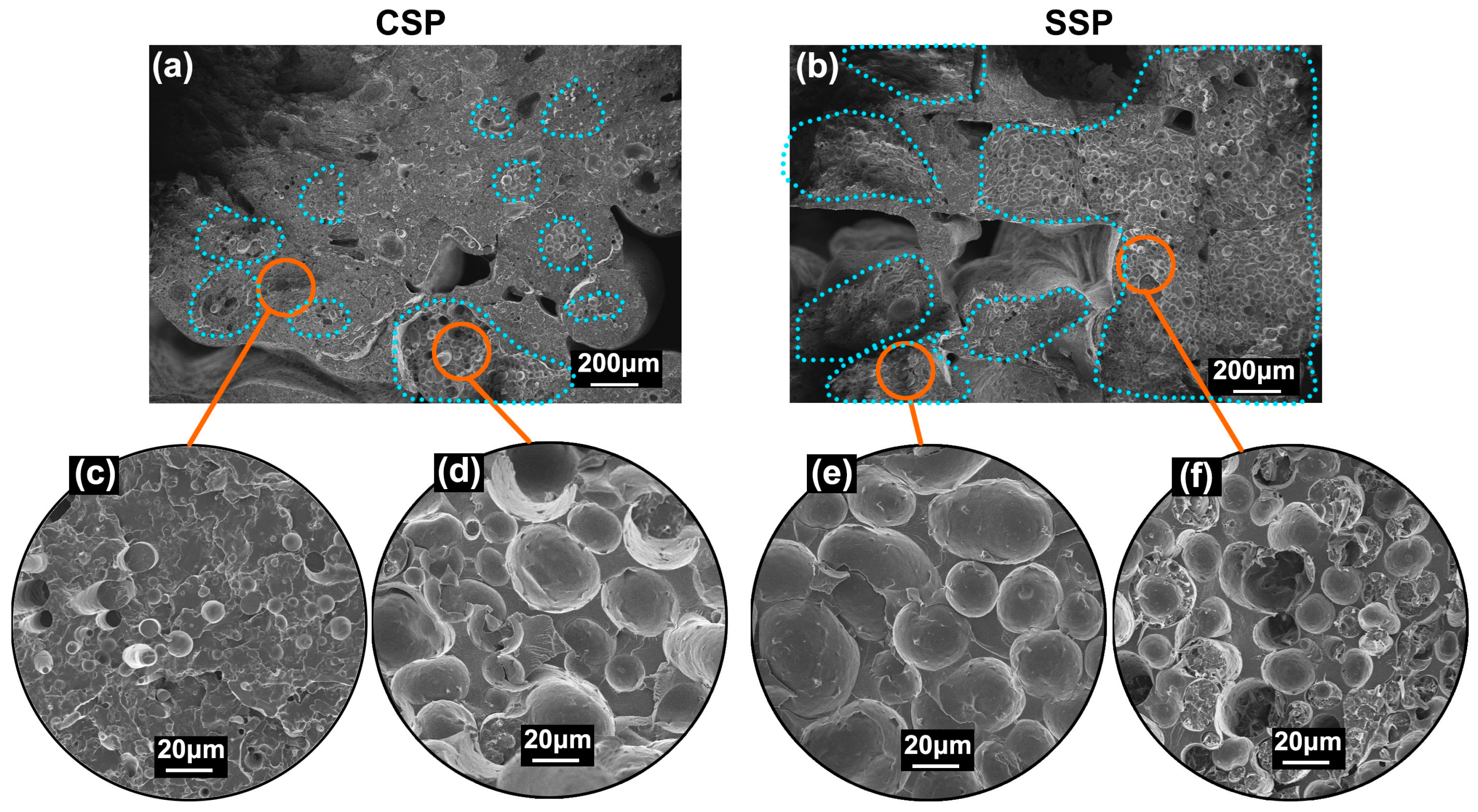
The SEM images of the tensile fracture surfaces offer a more visually compelling illustration of the disparities between CSP and SSP.
Figure 9a,b depict the fracture surfaces of rPP/rPET-CSP and rPP/rPET-SSP, respectively. The region enclosed by the blue dashed lines contains dispersed rPET phases, with minimal rPET found outside this enclosed area.
In the magnified views of
Figure 9c,d, the distribution of rPET within different zones of CSP samples exhibits significant non-uniformity, leading to notable fluctuations in extruded filament diameter and tensile performance. In contrast, the dashed areas in SSP samples encompass almost the entire cross-section (
Figure 9b), and the magnified images reveal similar rPET dispersion (
Figure 9e,f). This creates conditions for achieving more consistent melt extrusion diameter and tensile performance in SSP samples.
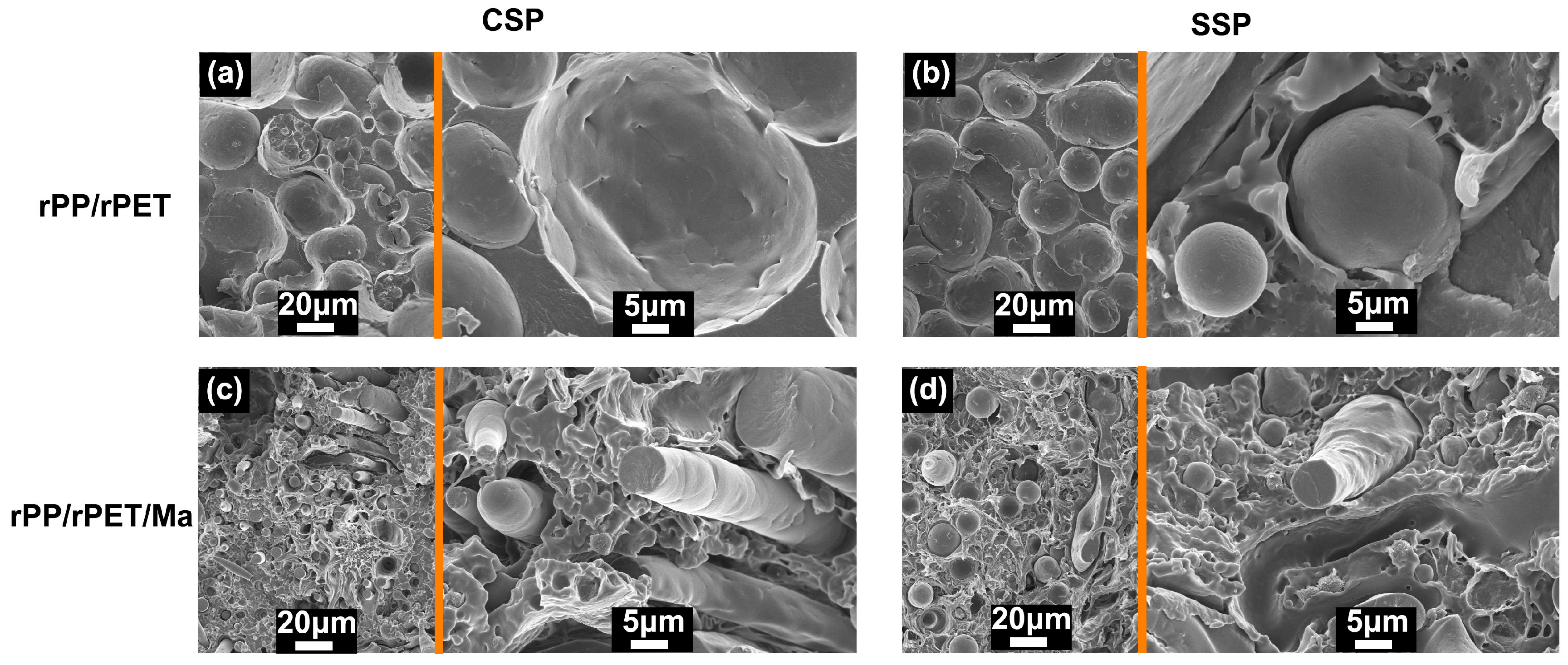
Figure 10 illustrates the influence of PP-g-Ma on the morphology of rPET. As seen in
Figure 10, rPP and rPET exhibit distinct, separate phases, indicating their complete immiscibility even in the presence of the compatibilizer. However, PP-g-Ma has a noticeable effect on the shape of rPET. In the absence of PP-g-Ma, rPET retains a spherical shape in both CSP and SSP (
Figure 10a,b). With the incorporation of the compatibilizer, rPP/rPET/Ma-CSP reveals the presence of rPET fibers (
Figure 10c), and these fibers are oriented perpendicular to the fracture surface. This arrangement is beneficial for enhancing the ability of rPET fibers to withstand greater external forces, resulting in improved tensile strength and modulus. Such composites are referred to as “in situ microfiber or microfibril composites”, known for their advantages, including reduced energy consumption, enhanced production efficiency, and decreased wear on processing machinery [
26]. In contrast, rPP/rPET/Ma-SSP features fewer fibers, which can be attributed to the offset orientation in SSP samples. While rPET fibers are present, they are not oriented perpendicular to the interface, limiting their contribution to the enhancement of mechanical performance.
Comparing the various properties of CSP and SSP samples, as
Table 4 indicates, CSP demonstrates strengths in terms of degradation resistance, increased tensile strength, and elongation at break. In contrast, SSP enhances dimensional stability, blending efficiency, tensile modulus, and the stability of tensile properties.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}