
Machine Learning Models in Drilling of Different Types of Glass-Fiber-Reinforced Polymer Composites




Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
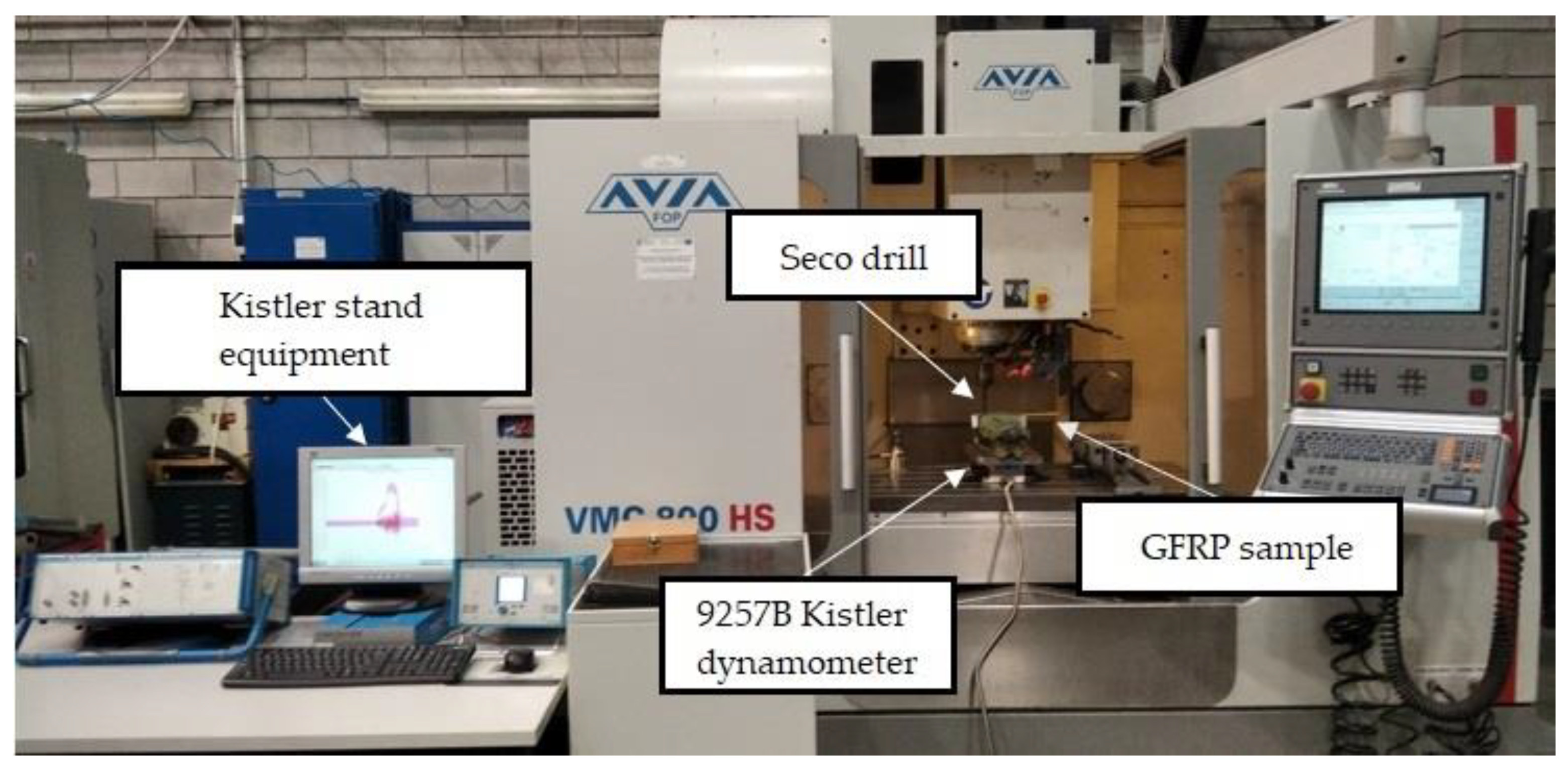
2.2. Drilling GFRP
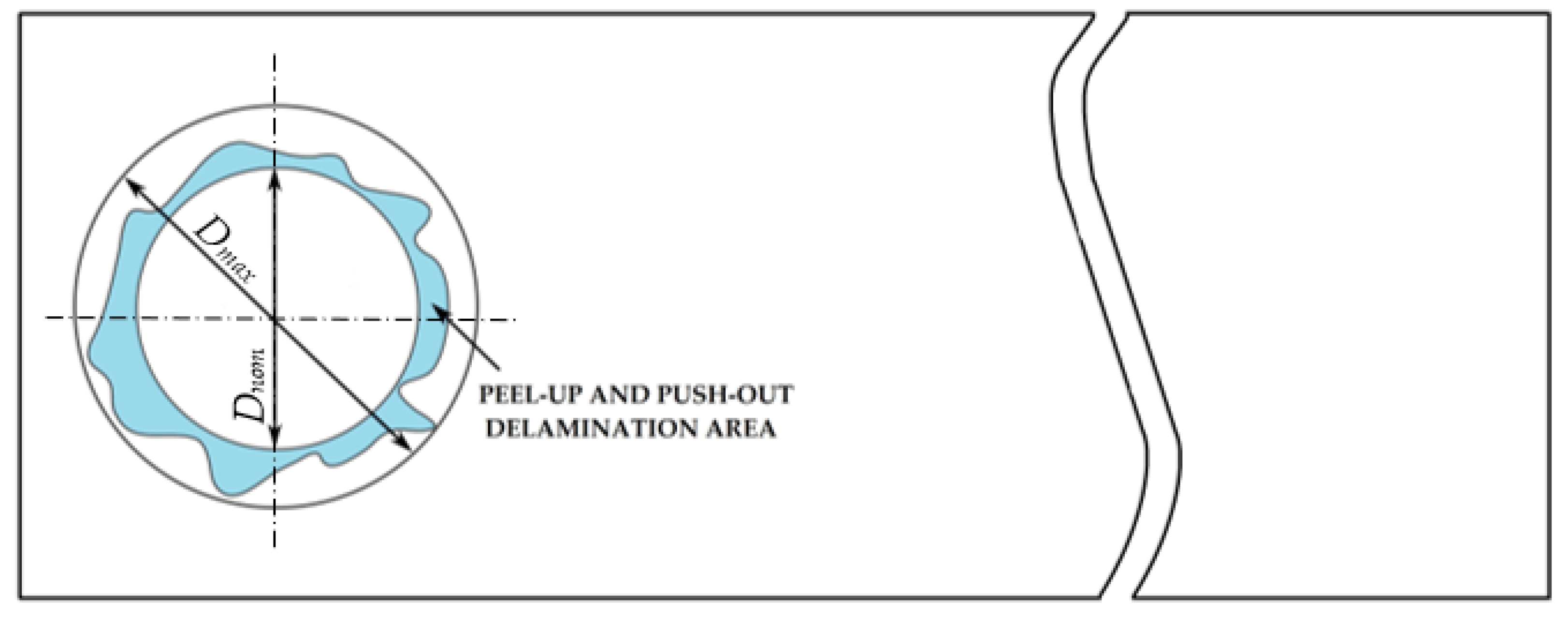
2.3. Delamination Measurements Methods
2.4. Machine Learning
- Linear Regression;
- Decision Tree Regressor;
- Decision Tree Regressor with Ada Boost (Drucker, 1997);
- XGBRF Regressor;
- Gradient Boosting Regressor.
3. Results and Discussion
3.1. Cutting Forces
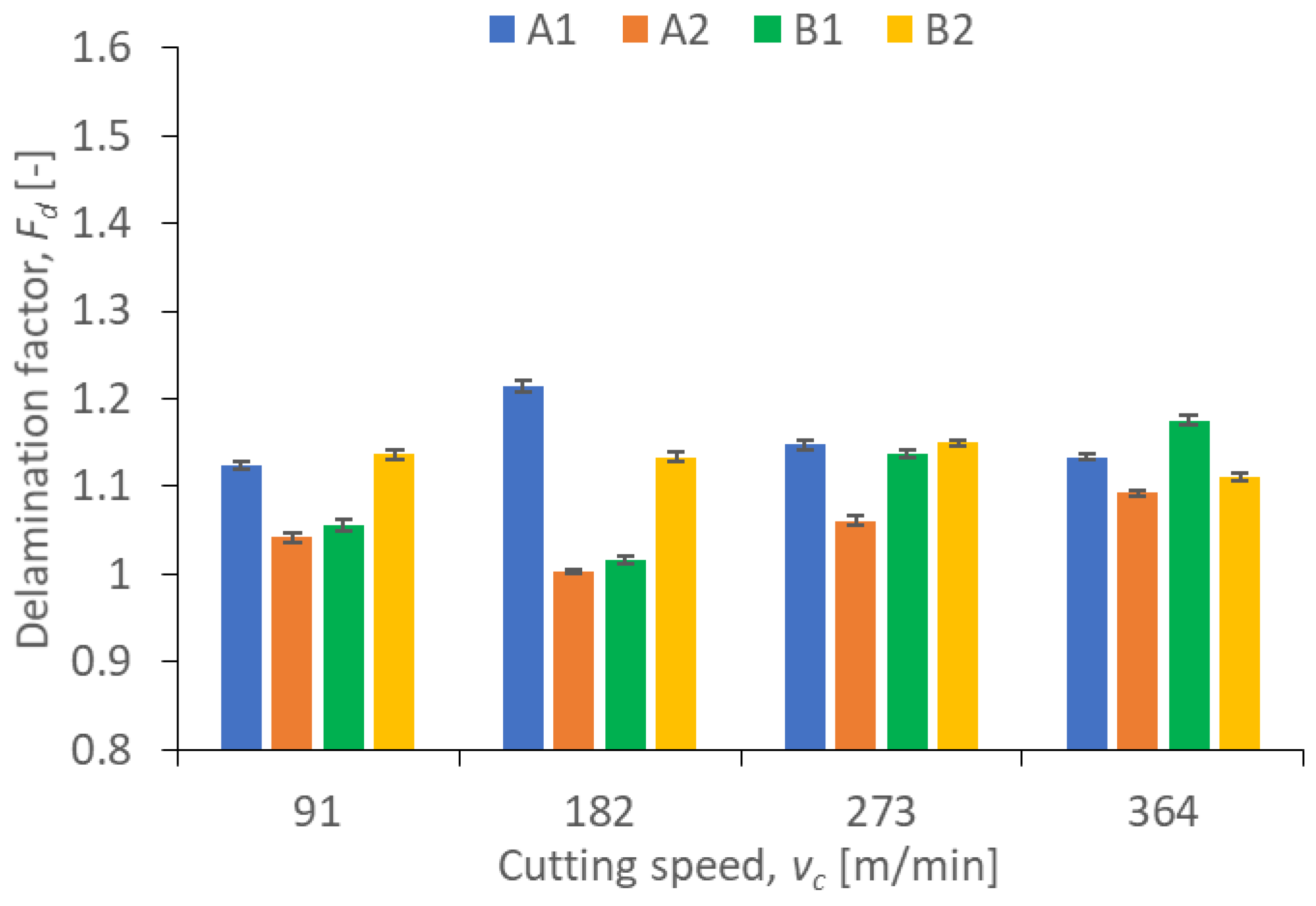
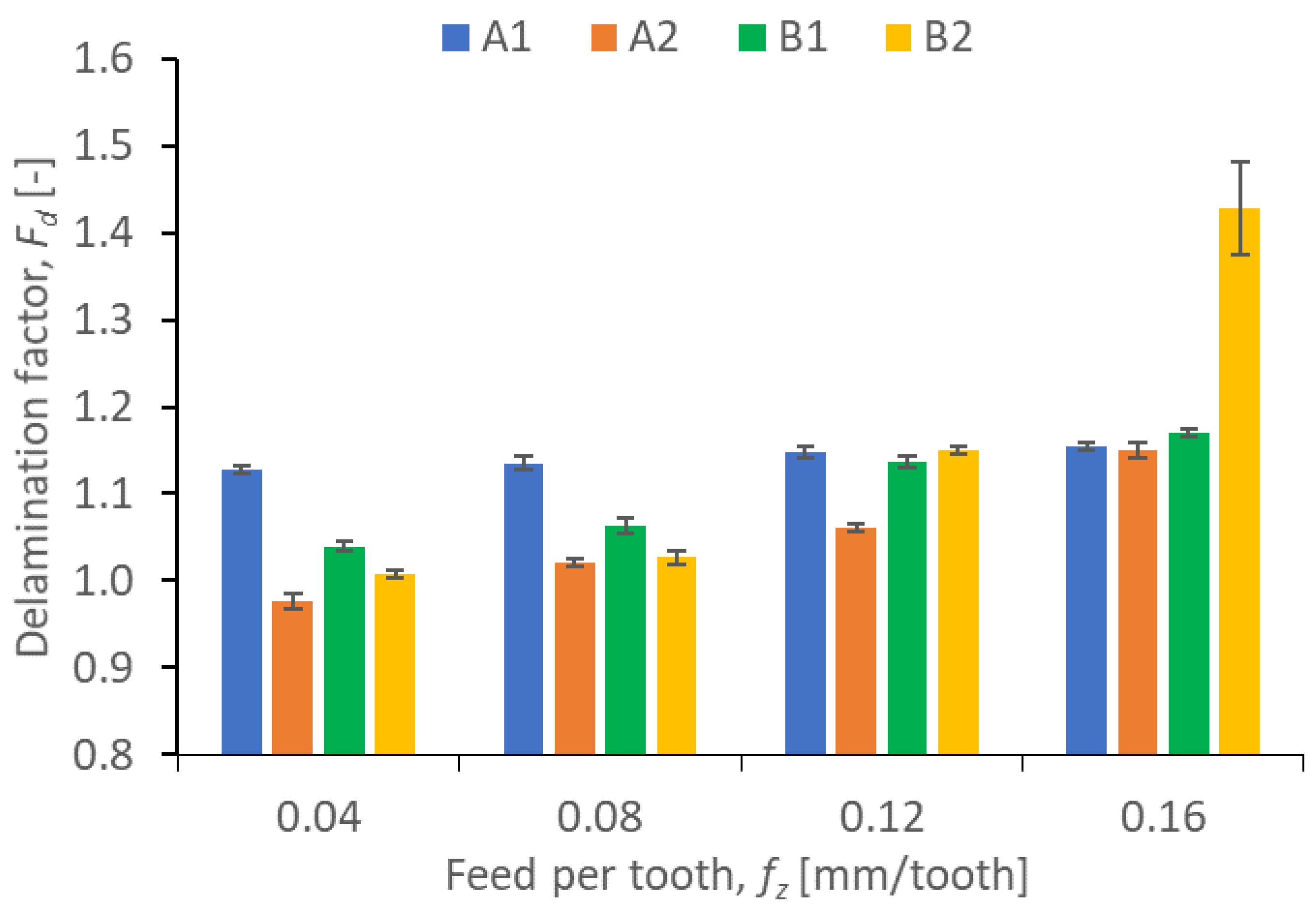
3.2. Delamination of GFRP Materials
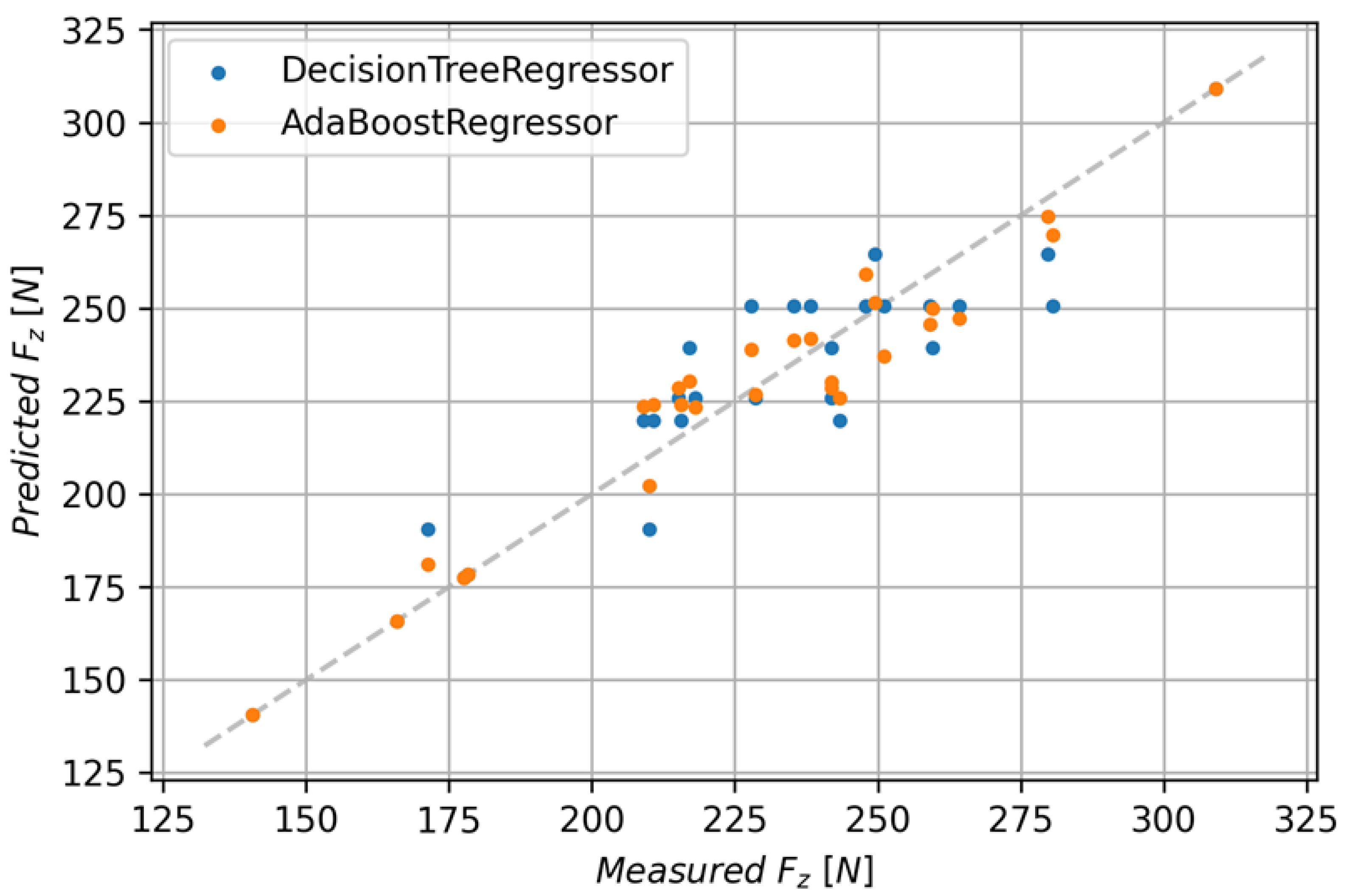
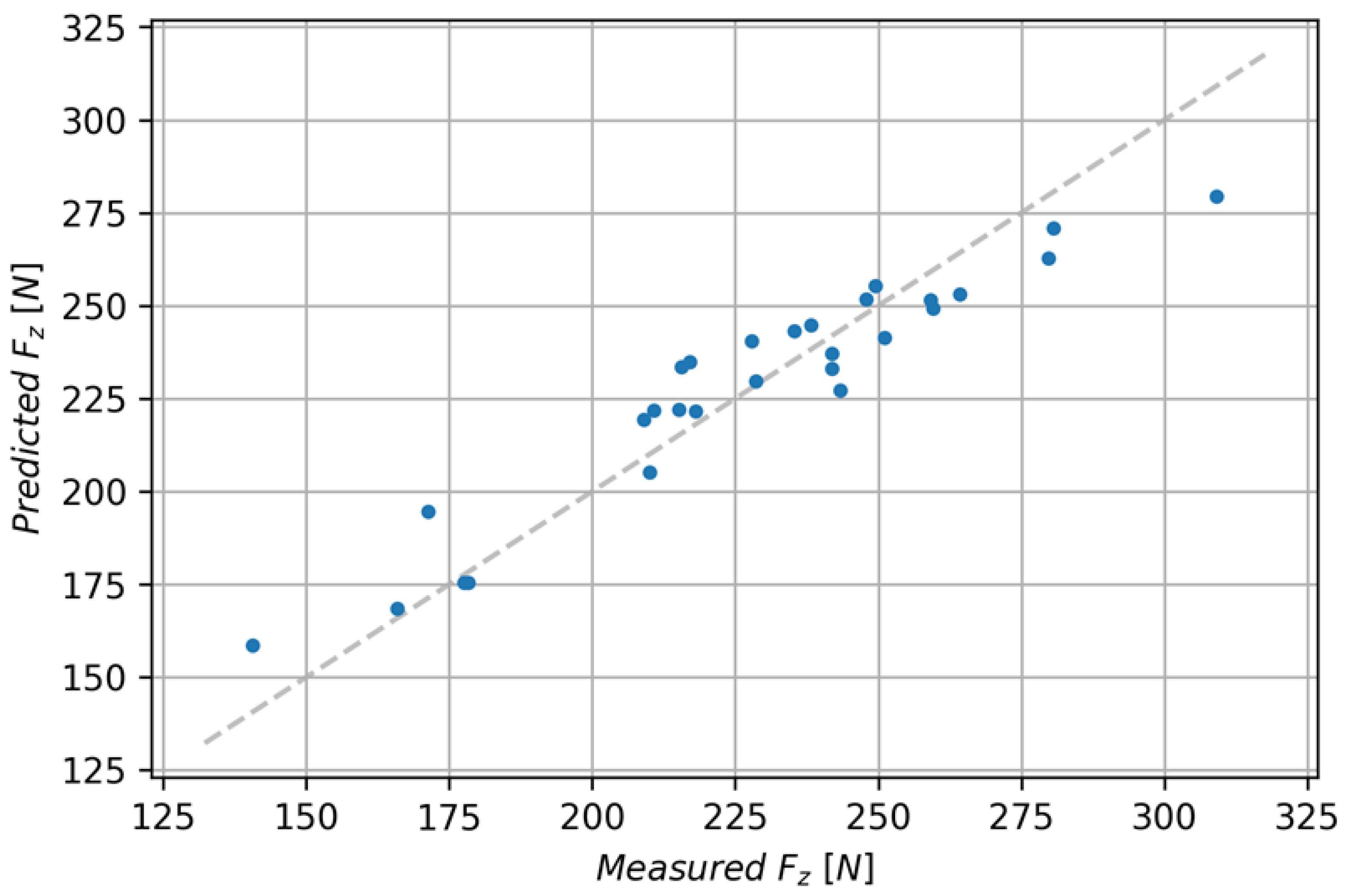
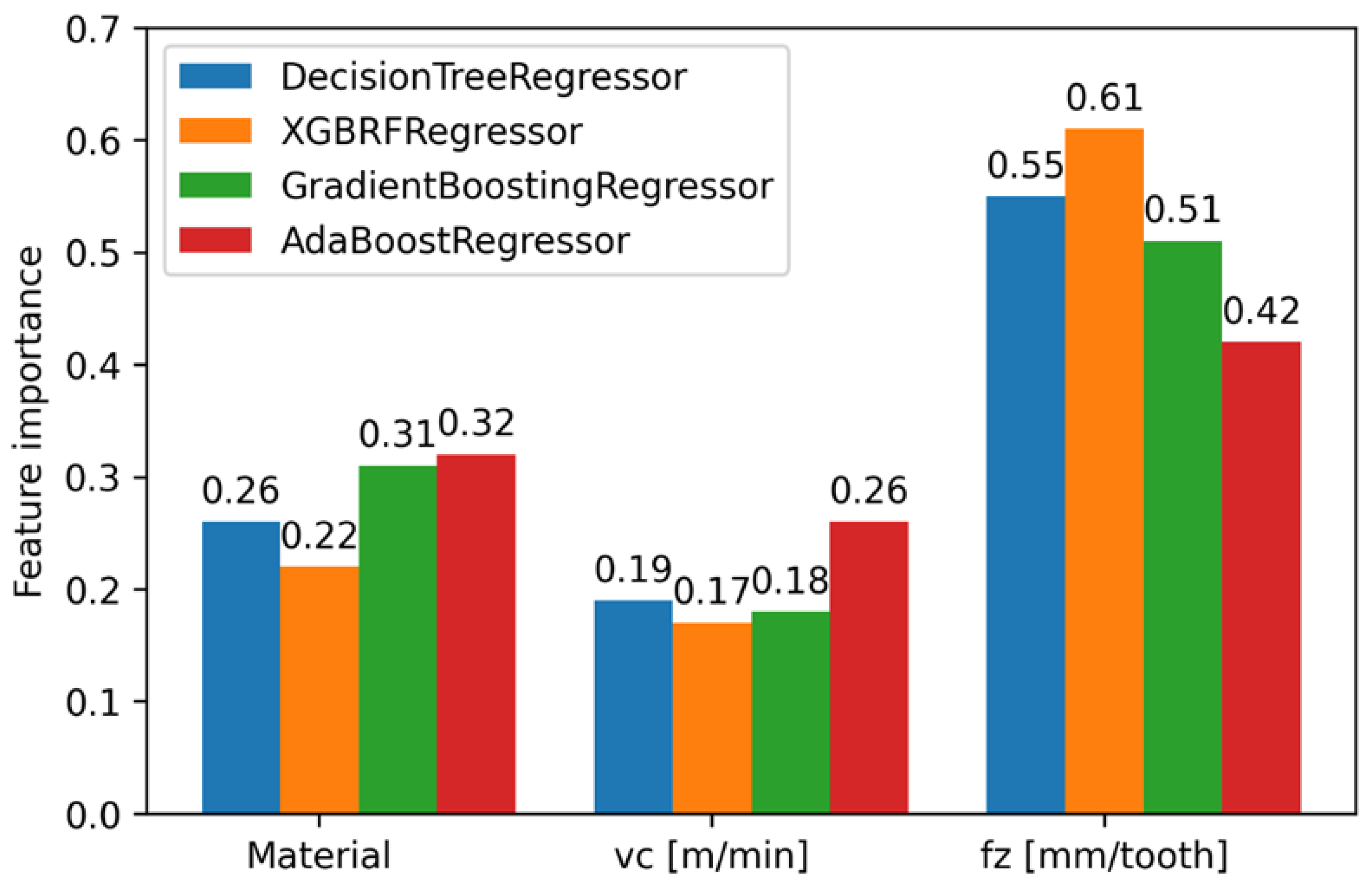
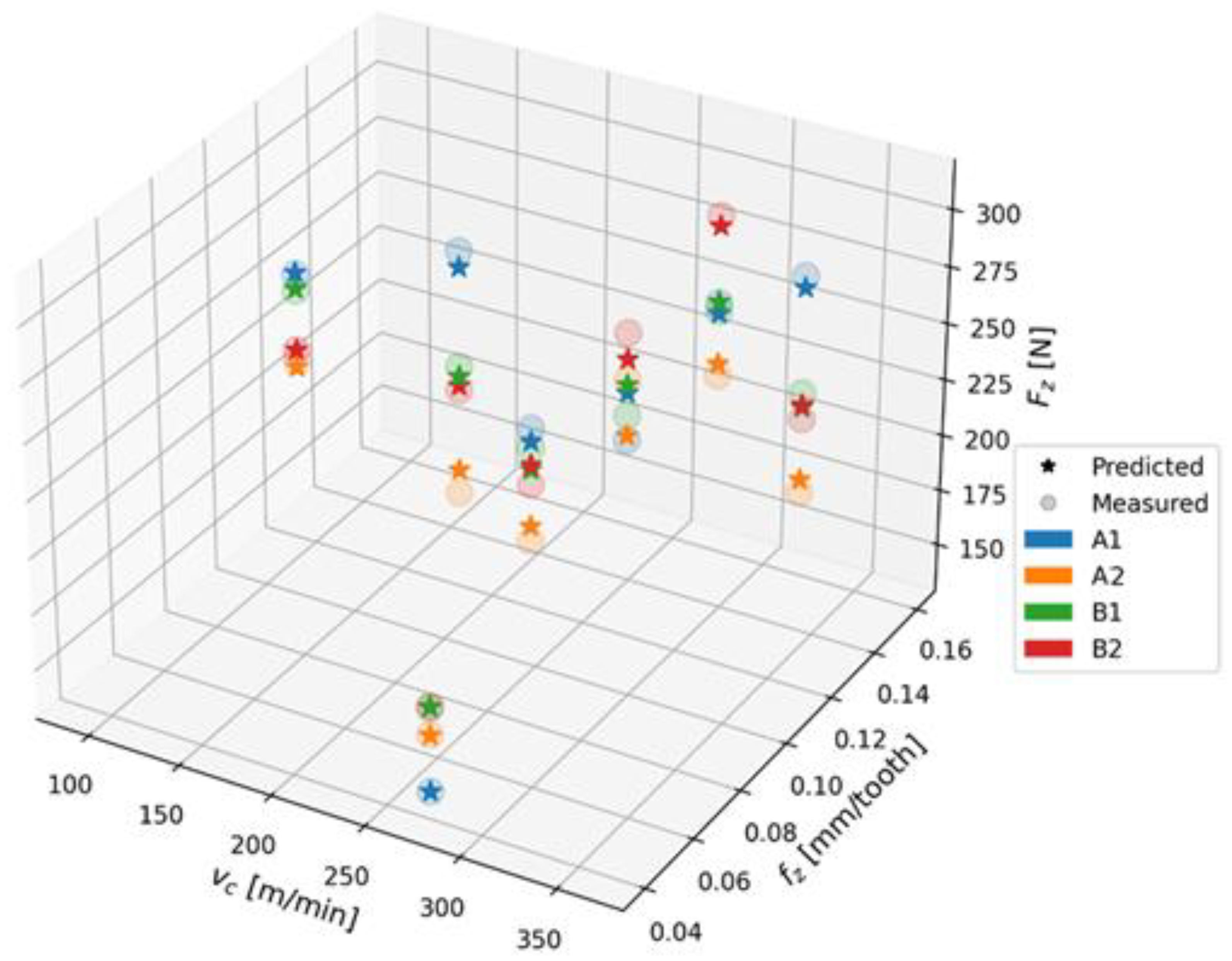
3.3. Machine Learning Models
4. Conclusions
- The new method for assessing delamination by applying ink on the surface of the drilled hole to penetrate the delamination area can be used for both peel-up and push-out delamination assessment. This method also allows for the easy identification of other damage modes, e.g., fiber pullouts, which may go unnoticed due to the color of GFRP composites;
- The method of assessing delamination by applying ink on the composite surface can potentially be used to assess elements of aircraft structures made of GFRP that have undergone, for example, mechanical damage in order to assess delamination and further qualify these parts for repair or replacement;
- The factor having the greatest impact on delamination is the feed rate; the higher the feed rate, the greater the delamination becomes. This mechanism can be related to the rise in the axial thrust force due to the expanding cross-sectional area, which also increased when the feed was increased;
- Push-out delamination has a greater range than peel-up delamination, regardless of the tested material;
- The push-out delamination factors were higher for materials from group B, regardless of the technological cutting parameters (feed per tooth and cutting speed). A comparison of the lowest and the highest feed per tooth values for materials A1 and B1 with different fiber types but the same weight fraction ratios of reinforced material demonstrated that the delamination factor increased by 18.11% for B1 and by 7.63% for A1. It has been found that delamination depends on the type of fabric used. The thicker the type of fabric and the thicker the threads are (threads made up of a larger number of monofilaments), the more pronounced the delamination becomes;
- The cutting force Fz in the drilling process primarily depends on the feed rate, rather than on the cutting speed. The amplitude of the cutting force component Fz increases with the increasing feed per tooth fz;
- The lowest amplitude values of the cutting force component Fz were achieved for the lowest tested feed per tooth value of 0.04 mm/tooth for all tested materials (A1 = 140 N, A2 = 165 N, B1 = 177 N, B2 = 178 N). The cutting force was the highest for type B materials that also showed the highest push-out delamination factor;
- A comparison of the lowest and the highest values of feed per tooth demonstrated that the largest increase in the amplitude of the cutting force component Fz of about 71% was obtained for material A1, it was 57% for B2 and 34% for B1, while the lowest Fz increase of 26% was obtained for A2. This means that the feed per tooth has the lowest impact on the cutting force component Fz in the case of the A2 material made of twill fibers and characterized by a lower wf ratio of reinforced material;
- Material A2 made of twill woven fibers, containing 45% of reinforced material, is characterized by the lowest delamination factor, regardless of the type of delamination and technological parameters applied in tests. This also indicates that delamination depends on the wf ratio of reinforced material on delamination;
- The Gradient Boosting Regressor model has the best metric values from all analyzed models. It achieved the coefficient of determination of 0.948 with an MAE of 6.13 and RMSE of 8.46, which implies that machine learning techniques are a suitable tool for modeling the cutting force component Fz as a function of technological parameters. One of the potential applications of the Gradient Boosting Regression model in the industry is to predict the value of the Fz parameter before starting the process, which will allow for optimizing the selection of cutting conditions from the point of view of its energy consumption and minimizing delamination processes. Knowledge of Fz allows for predicting the occurrence of this phenomenon and controlling the process in such a way as to obtain the smallest possible defects in the holes made.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Singh, B.; Kumar, R.; Singh Chohan, J. Polymer Matrix Composites in 3D Printing: A State of Art Review. Mater. Today Proc. 2020, 33, 1562–1567. [Google Scholar] [CrossRef]
- Stanciu, M.D.; Drăghicescu, H.T.; Roșca, I.C. Mechanical Properties of GFRPs Exposed to Tensile, Compression and Tensile–Tensile Cyclic Tests. Polymers 2021, 13, 898. [Google Scholar] [CrossRef] [PubMed]
- Krzyzak, A.; Racinowski, D.; Szczepaniak, R.; Mucha, M.; Kosicka, E. The Impact of Selected Atmospheric Conditions on the Process of Abrasive Wear of CFRP. Materials 2020, 13, 3965. [Google Scholar] [CrossRef] [PubMed]
- Pereszlai, C.; Geier, N.; Poór, D.I.; Balázs, B.Z.; Póka, G. Drilling Fibre Reinforced Polymer Composites (CFRP and GFRP): An Analysis of the Cutting Force of the Tilted Helical Milling Process. Compos. Struct. 2021, 262, 113646. [Google Scholar] [CrossRef]
- El-Hassan, H.; El Maaddawy, T. Microstructure Characteristics of GFRP Reinforcing Bars in Harsh Environment. Adv. Mater. Sci. Eng. 2019, 2019, 8053843. [Google Scholar] [CrossRef]
- Bere, P.; Popescu, A.; Dudescu, C.; Hancu, L. Influence of the Stacking Sequence on the Mechanical Proprieties of Glass Fiber Reinforced Polymer. MATEC Web Conf. 2017, 112, 04006. [Google Scholar] [CrossRef]
- Bere, P.; Krolczyk, J.B. Determination of Mechanical Properties of Carbon/Epoxy Plates by Tensile Stress Test. E3S Web Conf. 2017, 19, 03018. [Google Scholar] [CrossRef]
- Vinayagamoorthy, R. A Review on the Machining of Fiber-Reinforced Polymeric Laminates. J. Reinf. Plast. Compos. 2018, 37, 49–59. [Google Scholar] [CrossRef]
- Uhlmann, E.; Sammler, F.; Richarz, S.; Heitmüller, F.; Bilz, M. Machining of Carbon Fibre Reinforced Plastics. Procedia CIRP 2014, 24, 19–24. [Google Scholar] [CrossRef]
- Rajak, D.; Pagar, D.; Menezes, P.; Linul, E. Fiber-Reinforced Polymer Composites: Manufacturing, Properties, and Applications. Polymers 2019, 11, 1667. [Google Scholar] [CrossRef]
- Kashfipour, M.A.; Mehra, N.; Zhu, J. A Review on the Role of Interface in Mechanical, Thermal, and Electrical Properties of Polymer Composites. Adv. Compos. Hybrid Mater. 2018, 1, 415–439. [Google Scholar] [CrossRef]
- Biruk-Urban, K.; Józwik, J.; Bere, P. Cutting Forces and 3D Surface Analysis of CFRP Milling. Adv. Sci. Technol. Res. J. 2022, 16, 206–215. [Google Scholar] [CrossRef]
- Marimuthu, P.; Raveendran, P. Experimental Study of Parameter for Turning GFRP Using Coated Tool. Appl. Mech. Mater. 2014, 573, 655–658. [Google Scholar] [CrossRef]
- Effendi, M.K.; Soepangkat, B.O.P.; Suhardjono; Norcahyo, R.; Sutikno; Sampurno. Prediction of Cutting Force in End Milling of Glass Fiber Reinforced Polymer (GFRP) Composites Using Adaptive Neuro Fuzzy Inference System (ANFIS). AIP Conf. Proc. 2019, 2187, 030007. [Google Scholar]
- Ciecieląg, K. Effect of Composite Material Fixing on Hole Accuracy and Defects During Drilling. Adv. Sci. Technol. Res. J. 2021, 15, 54–65. [Google Scholar] [CrossRef]
- Fleischer, J.; Teti, R.; Lanza, G.; Mativenga, P.; Möhring, H.-C.; Caggiano, A. Composite Materials Parts Manufacturing. CIRP Ann. 2018, 67, 603–626. [Google Scholar] [CrossRef]
- Stone, R.; Krishnamurthy, K. A Neural Network Thrust Force Controller to Minimize Delamination during Drilling of Graphite-Epoxy Laminates. Int. J. Mach. Tools Manuf. 1996, 36, 985–1003. [Google Scholar] [CrossRef]
- Xu, J.; Li, L.; Geier, N.; Davim, J.P.; Chen, M. Experimental Study of Drilling Behaviors and Damage Issues for Woven GFRP Composites Using Special Drills. J. Mater. Res. Technol. 2022, 21, 1256–1273. [Google Scholar] [CrossRef]
- Singaravel, B.; Radhika, M.; Mohammed Asif, M.; Reddy, K.P. Analysis of Hole Quality Errors in Drilling of GFRP Composite. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1057, 012069. [Google Scholar] [CrossRef]
- Ciecieląg, K.; Skoczylas, A.; Matuszak, J.; Zaleski, K.; Kęcik, K. Defect Detection and Localization in Polymer Composites Based on Drilling Force Signal by Recurrence Analysis. Measurement 2021, 186, 110126. [Google Scholar] [CrossRef]
- Girot, F.; Dau, F.; Gutiérrez-Orrantia, M.E. New Analytical Model for Delamination of CFRP during Drilling. J. Mater. Process. Technol. 2017, 240, 332–343. [Google Scholar] [CrossRef]
- Khashaba, U.A.; Abd-Elwahed, M.S.; Najjar, I.; Melaibari, A.; Ahmed, K.I.; Zitoune, R.; Eltaher, M.A. Heat-Affected Zone and Mechanical Analysis of GFRP Composites with Different Thicknesses in Drilling Processes. Polymers 2021, 13, 2246. [Google Scholar] [CrossRef] [PubMed]
- Bhat, R.; Mohan, N.; Sharma, S.; Pai, D.; Kulkarni, S. Multiple Response Optimisation of Process Parameters during Drilling of GFRP Composite with a Solid Carbide Twist Drill. Mater. Today Proc. 2020, 28, 2039–2046. [Google Scholar] [CrossRef]
- Mohan, N.S.; Kulkarni, S.M.; Ramachandra, A. Delamination Analysis in Drilling Process of Glass Fiber Reinforced Plastic (GFRP) Composite Materials. J. Mater. Process. Technol. 2007, 186, 265–271. [Google Scholar] [CrossRef]
- Geng, D.; Liu, Y.; Shao, Z.; Lu, Z.; Cai, J.; Li, X.; Jiang, X.; Zhang, D. Delamination Formation, Evaluation and Suppression during Drilling of Composite Laminates: A Review. Compos. Struct. 2019, 216, 168–186. [Google Scholar] [CrossRef]
- Kilickap, E. Optimization of Cutting Parameters on Delamination Based on Taguchi Method during Drilling of GFRP Composite. Expert Syst. Appl. 2010, 37, 6116–6122. [Google Scholar] [CrossRef]
- Campos Rubio, J.; Abrao, A.M.; Faria, P.E.; Correia, A.E.; Davim, J.P. Effects of High Speed in the Drilling of Glass Fibre Reinforced Plastic: Evaluation of the Delamination Factor. Int. J. Mach. Tools Manuf. 2008, 48, 715–720. [Google Scholar] [CrossRef]
- Malik, K.; Ahmad, F.; Keong, W.T.; Gunister, E. The Effects of Drilling Parameters on Thrust Force, Temperature and Hole Quality of Glass Fiber Reinforced Polymer Composites. Polym. Polym. Compos. 2022, 30, 096739112211311. [Google Scholar] [CrossRef]
- Hu, S.; Liu, H.; Feng, Y.; Cui, C.; Ma, Y.; Zhang, G.; Huang, X. Tool Wear Prediction in Glass Fiber Reinforced Polymer Small-Hole Drilling Based on an Improved Circle Chaotic Mapping Grey Wolf Algorithm for BP Neural Network. Appl. Sci. 2023, 13, 2811. [Google Scholar] [CrossRef]
- Devitte, C.; Souza, A.J.; Amorim, H.J. Assessment of the GFRP/Ti Hybrid Stack Drilling Under High-Speed Cutting and Cooled-Compressed Air. Appl. Compos. Mater. 2023, 30, 1667–1687. [Google Scholar] [CrossRef]
- Wang, C.; Cheng, K.; Rakowski, R.; Greenwood, D.; Wale, J. Comparative Studies on the Effect of Pilot Drillings with Application to High-Speed Drilling of Carbon Fibre Reinforced Plastic (CFRP) Composites. Int. J. Adv. Manuf. Technol. 2017, 89, 3243–3255. [Google Scholar] [CrossRef]
- Sun, Z.; Geng, D.; Meng, F.; Zhou, L.; Jiang, X.; Zhang, D. High Performance Drilling of T800 CFRP Composites by Combining Ultrasonic Vibration and Optimized Drill Structure. Ultrasonics 2023, 134, 107097. [Google Scholar] [CrossRef] [PubMed]
- Vedernikov, A.N.; Safonov, A.A.; Gusev, S.A.; Carlone, P.; Tucci, F.; Akhatov, I.S. Spring-in Experimental Evaluation of L-Shaped Pultruded Profiles. IOP Conf. Ser. Mater. Sci. Eng. 2020, 747, 012013. [Google Scholar] [CrossRef]
- Hu, M.; Tan, Q.; Knibbe, R.; Wang, S.; Li, X.; Wu, T.; Jarin, S.; Zhang, M.-X. Prediction of Mechanical Properties of Wrought Aluminium Alloys Using Feature Engineering Assisted Machine Learning Approach. Metall. Mater. Trans. A 2021, 52, 2873–2884. [Google Scholar] [CrossRef]
- Kujawska, J.; Kulisz, M.; Oleszczuk, P.; Cel, W. Machine Learning Methods to Forecast the Concentration of PM10 in Lublin, Poland. Energies 2022, 15, 6428. [Google Scholar] [CrossRef]
- Tomiło, P. Classification of the Condition of Pavement with the Use of Machine Learning Methods. Transp. Telecommun. J. 2023, 24, 158–166. [Google Scholar] [CrossRef]
- Kulisz, M.; Zagórski, I.; Weremczuk, A.; Rusinek, R.; Korpysa, J. Analysis and Prediction of the Impact of Technological Parameters on Cutting Force Components in Rough Milling of AZ31 Magnesium Alloy. Arch. Civ. Mech. Eng. 2022, 22, 1. [Google Scholar] [CrossRef]
- Abd-Elwahed, M.S. Drilling Process of GFRP Composites: Modeling and Optimization Using Hybrid ANN. Sustainability 2022, 14, 6599. [Google Scholar] [CrossRef]
- Kumar, P. Machine Learning in Drilling of GFRP Composite Using ANN. In Advancement in Materials Processing Technology; Springer Proceedings in Materials; Prasad, R., Sahu, R., Sahoo, K.L., Jadhav, G.N., Eds.; Springer: Singapore, 2022; Volume 12, pp. 157–169. ISBN 9789811632969. [Google Scholar]
- Bere, P.; Berce, P.; Nemes, O.; Balc, N. Process and Device for Making Plates of Polymeric Composite Materials Reinforced with Fibers. Patent No. RO128093-A0, RO128093-B1, RO128093-A8, Derwent Primary Accession Number: 2013-C64056. Available online: https://worldwide.espacenet.com (accessed on 16 November 2022).
- Biruk-Urban, K.; Bere, P.; Józwik, J.; Leleń, M. Experimental Study and Artificial Neural Network Simulation of Cutting Forces and Delamination Analysis in GFRP Drilling. Materials 2022, 15, 8597. [Google Scholar] [CrossRef]
- Biruk-Urban, K.; Józwik, J.; Bere, P.; Parparita, M. Influence of Different Technological Parameters on Cutting Force in Drilling GFRP Composites. In Proceedings of the 2023 IEEE 10th International Workshop on Metrology for AeroSpace (MetroAeroSpace), Milan, Italy, 19–22 June 2023; pp. 275–279. [Google Scholar]
- Biruk-Urban, K.; Jozwik, J.; Bere, P. Influence of Technological Parameters on Cutting Force Components During Drilling of GFRP Composite. In Proceedings of the 2022 IEEE 9th International Workshop on Metrology for AeroSpace (MetroAeroSpace), Pisa, Italy, 27–29 June 2022; pp. 81–86. [Google Scholar]
- Chen, W.-C. Some Experimental Investigations in the Drilling of Carbon Fiber-Reinforced Plastic (CFRP) Composite Laminates. Int. J. Mach. Tools Manuf. 1997, 37, 1097–1108. [Google Scholar] [CrossRef]
- Joshi, A.G.; Manjaiah, M.; Suresh, R.; Davangeri, M.B. ANN Modeling of Surface Roughness and Thrust Force During Drilling of SiC Filler-Incorporated Glass/Epoxy Composites. In Nature-Inspired Optimization in Advanced Manufacturing Processes and Systems, 1st ed.; Kakandikar, G.M., Thakur, D.G., Eds.; CRC Press: Boca Raton, FL, USA, 2020; pp. 149–173. ISBN 978-1-00-308116-6. [Google Scholar]
- Kabir, S.; Ahmad, F.; Shahed, C.A.; Gunister, E. Influence of Drilling Parameters on the Delamination and Surface Roughness of Insulative-Coated Glass/Carbon-Hybrid Composite. Adv. Polym. Technol. 2023, 2023, 6271115. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Notation | A1 | A2 | B1 | B2 |
|---|---|---|---|---|
| wf [%] | 60 | 45 | 60 | 45 |
| Thickness [mm] | 1.2 | 1.7 | 1.3 | 1.8 |
| Number of layers | 4 | |||
| (a) | (b) | (c) | (d) | |
|---|---|---|---|---|
| A1 |  | 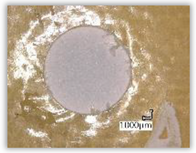 |  | 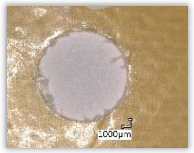 |
| A1 with ink | 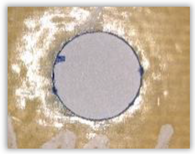 | 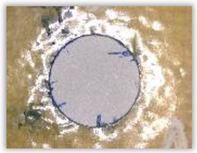 | 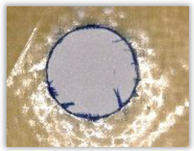 | 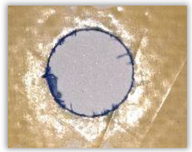 |
| A2 | 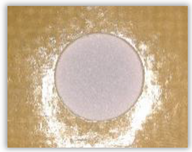 | 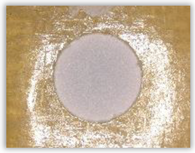 |  | 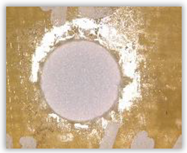 |
| A2 with ink | 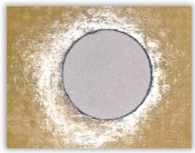 | 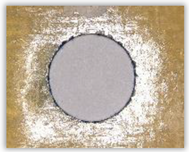 | 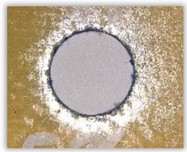 | 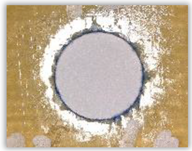 |
| B1 | 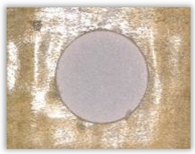 |  | 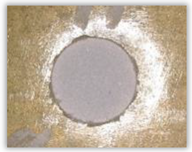 |  |
| B1 with ink | 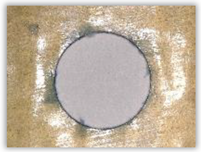 |  |  |  |
| B2 | 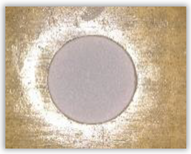 | 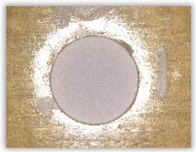 | 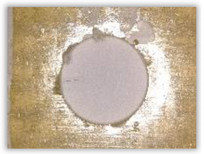 | 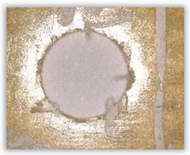 |
| B2 with ink |  | 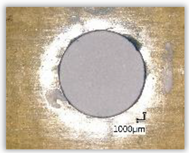 | 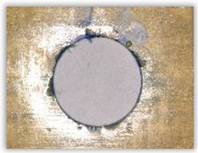 | 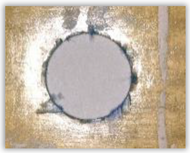 |
| (a) | (b) | (c) | (d) | |
|---|---|---|---|---|
| A1 | 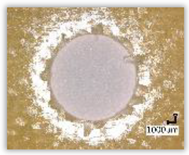 | 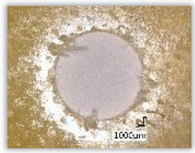 | 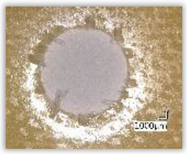 |  |
| A1 with ink |  |  | 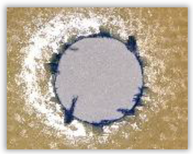 | 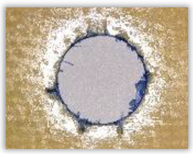 |
| A2 |  | 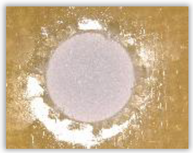 | 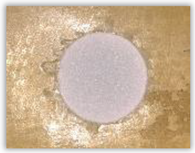 | 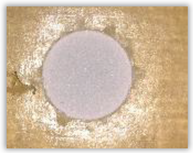 |
| A2 with ink | 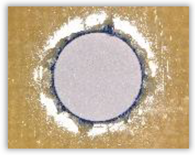 |  | 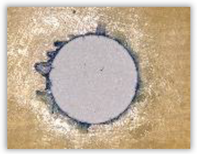 |  |
| B1 |  | 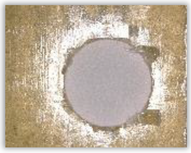 |  |  |
| B1 with ink | 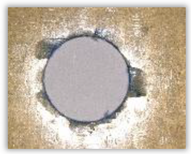 | 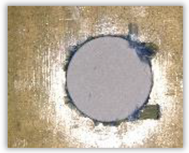 |  |  |
| B2 |  |  |  |  |
| B2 with ink |  | 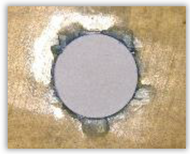 | 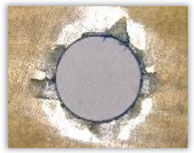 | 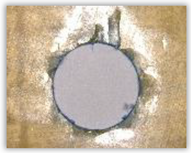 |
| Model | R2 | MAE | RMSE |
|---|---|---|---|
| Linear Regression | 0.352 | 24.05 | 29.92 |
| Decision Tree Regressor | 0.860 | 10.87 | 13.89 |
| Ada Boost Regressor | 0.927 | 8.37 | 10.07 |
| XGBRF Regressor | 0.893 | 10.16 | 12.18 |
| Gradient Boosting Regressor | 0.948 | 6.13 | 8.46 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Biruk-Urban, K.; Bere, P.; Józwik, J. Machine Learning Models in Drilling of Different Types of Glass-Fiber-Reinforced Polymer Composites. Polymers 2023, 15, 4609. https://doi.org/10.3390/polym15234609
Biruk-Urban K, Bere P, Józwik J. Machine Learning Models in Drilling of Different Types of Glass-Fiber-Reinforced Polymer Composites. Polymers. 2023; 15(23):4609. https://doi.org/10.3390/polym15234609
Chicago/Turabian StyleBiruk-Urban, Katarzyna, Paul Bere, and Jerzy Józwik. 2023. "Machine Learning Models in Drilling of Different Types of Glass-Fiber-Reinforced Polymer Composites" Polymers 15, no. 23: 4609. https://doi.org/10.3390/polym15234609
APA StyleBiruk-Urban, K., Bere, P., & Józwik, J. (2023). Machine Learning Models in Drilling of Different Types of Glass-Fiber-Reinforced Polymer Composites. Polymers, 15(23), 4609. https://doi.org/10.3390/polym15234609