

Improvement of Fire Resistance and Mechanical Properties of Glass Fiber Reinforced Plastic (GFRP) Composite Prepared from Combination of Active Nano Filler of Modified Pumice and Commercial Active Fillers

 , and
, and
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
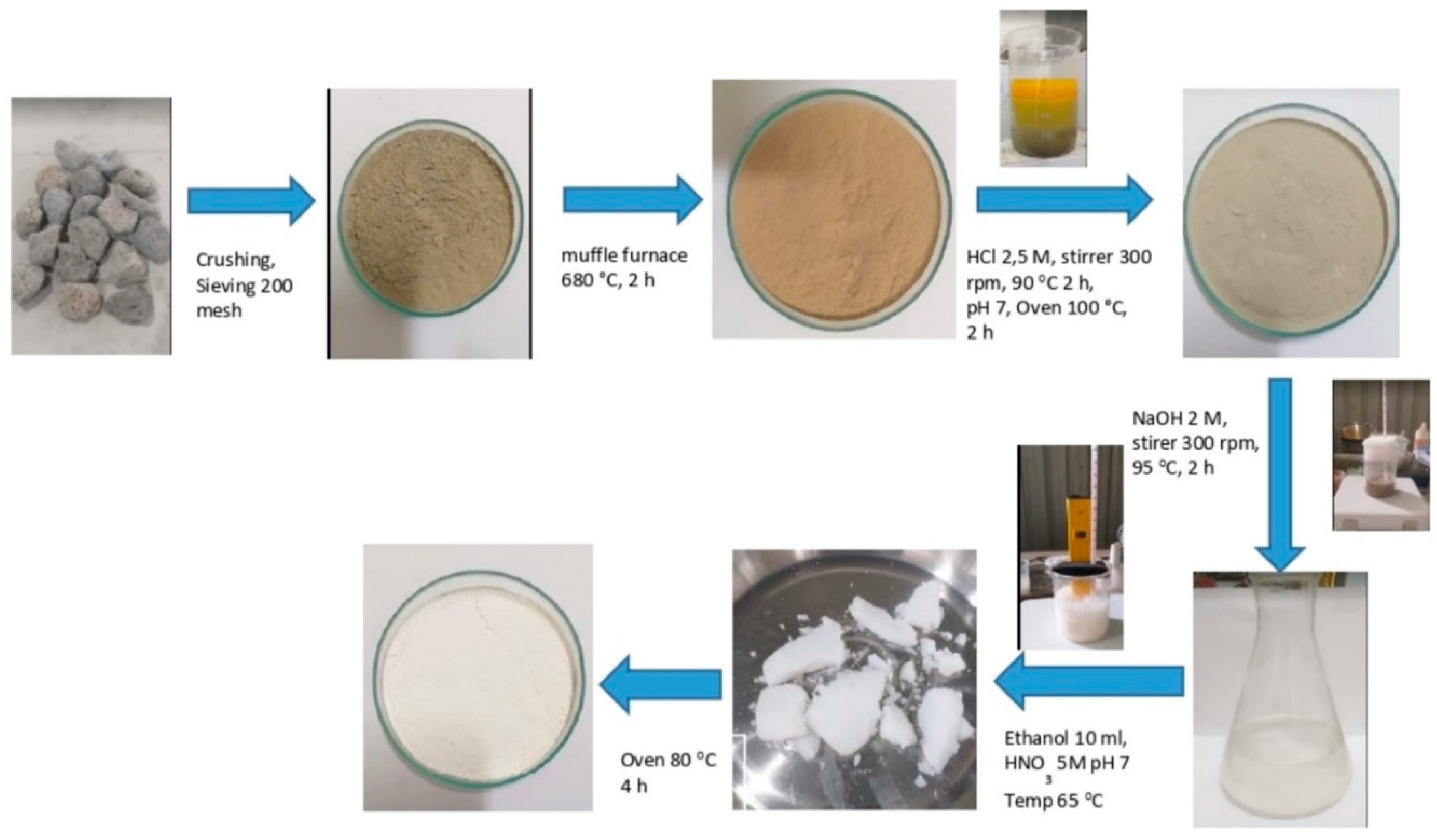
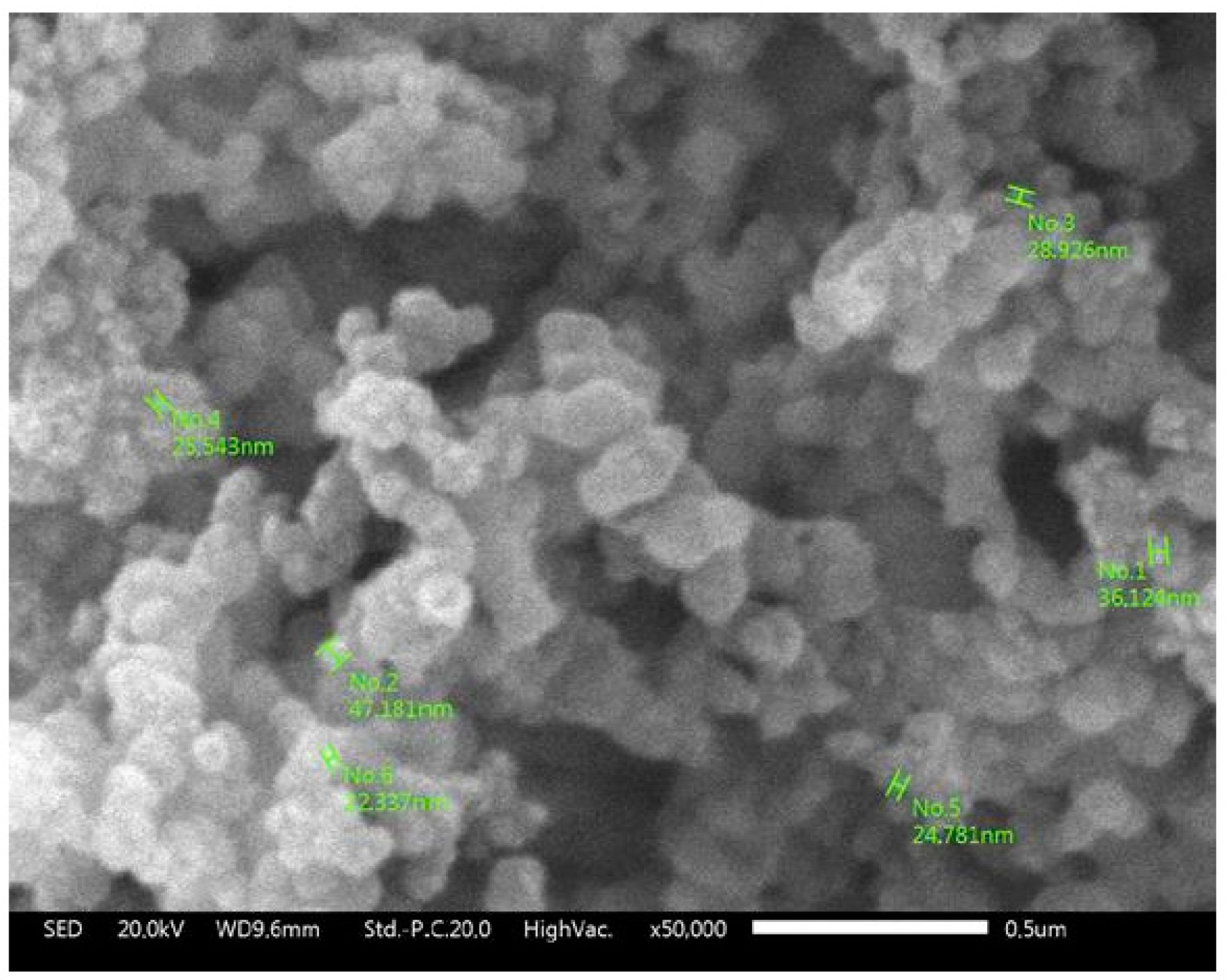
2.2.1. Synthesis of Nano Active Filler Particle Pumice (nAFPP)
2.2.2. Preparation of Composites
2.2.3. Testing of Composites
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sarfraz, M.S.; Hong, H.; Kim, S.S. Recent developments in the manufacturing technologies of composite components and their cost-effectiveness in the automotive industry: A review study. Compos. Struct. 2021, 266, 113864. [Google Scholar] [CrossRef]
- Chandgude, S.; Salunkhe, S. In state of art: Mechanical behavior of natural fiber-based hybrid polymeric composites for application of automobile components. Polym. Compos. 2021, 42, 2678–2703. [Google Scholar] [CrossRef]
- Diharjo, K.; Sutrisno, T.; Afandi, R.; Himawanto, D.A. Enhancing of fire resistance on CFRP using Sokka-clay particle for lightweight car body panel. In Proceedings of the 2014 International Conference on Electrical Engineering and Computer Science (ICEECS), Bali, Indonesia, 24–25 November 2014; pp. 188–192. [Google Scholar] [CrossRef]
- Zhang, W.; Zhang, X.; Qin, Z.; Wu, Y.; Zhang, W.; Yang, R. High-transparency polysilsesquioxane/glycidyl-azide-polymer resin and its fiberglass-reinforced composites with excellent fire resistance, mechanical properties, and water resistance. Compos. Part B Eng. 2021, 219, 108913. [Google Scholar] [CrossRef]
- Raton, M. (Ed.) Fiber-Reinforced Composites: Materials, Manufacturing, and Design; Department of Mechanical Engineering, University of Michigan-Dearborn: Dearborn, MI, USA; CRC Press Taylor & Francis Group 6000 Broken Sound: Parkway, NW, USA, 2007. [Google Scholar]
- Cevahir, A. Glass fibers. In Fiber Technology for Fiber-Reinforced Composites; Elsevier: Amsterdam, The Netherlands, 2017; pp. 99–121. [Google Scholar]
- Rosa, I.; Firmo, J.; Correia, J.; Mazzuca, P. Influence of elevated temperatures on the bond behaviour of GFRP bars to concrete—Pull-out tests. Struct. Eng. Int. 2019, 29, 481–483. [Google Scholar]
- Rosa, I.C.; Firmo, J.P.; Correia, J.R.; Mazzuca, P. Influence of elevated temperatures on the bond behaviour of ribbed Gfrp bars in concrete. Cem. Concr. Compos. 2021, 122, 104119. [Google Scholar] [CrossRef]
- Mazzuca, P.; Firmo, J.P.; Correia, J.R.; Castilho, E. Influence of elevated temperatures on the mechanical properties of glass fibre reinforced polymer laminates produced by vacuum infusion. Constr. Build. Mater. 2022, 345, 128340. [Google Scholar] [CrossRef]
- Kandola, B.K.; Ebdon, J.R. Flammability and Thermal Stability of Unsaturated Polyester Resin-Based Blends and Composites. In Unsaturated Polyester Resins; Elsevier: Amsterdam, The Netherlands, 2019. [Google Scholar]
- Jiang, S.; Gui, Z.; Shi, Y.; Zhou, K.; Yuan, B.; Bao, C.; Lo, S.; Hu, Y. Bismuth subcarbonate nanoplates for thermal stability, fire retardancy and smoke suppression applications in polymers: A new strategy. Polym. Degrad. Stab. 2014, 107, 1–9. [Google Scholar] [CrossRef]
- Troitzsch, J.H. Fires, statistics, ignition sources, and passive fire protection measures. J. Fire Sci. 2016, 34, 171–198. [Google Scholar] [CrossRef]
- Shaw, S.D.; Blum, A.; Weber, R.; Kannan, K.; Rich, D.; Lucas, D.; Koshland, C.P.; Dobraca, D.; Hanson, S.; Birnbaum, L.S. Halogenated flame retardants: Do the fire safety benefits justify the risks? Rev. Environ. Health 2010, 25, 261–305. [Google Scholar] [CrossRef]
- Farag, M.M. Quantitative methods of materials substitution: Application to automotive components. Mater. Des. 2008, 29, 374–380. [Google Scholar] [CrossRef]
- Hull, T.R.; Witkowski, A.; Hollingbery, L. Fire retardant action of mineral fillers. Polym. Degrad. Stab. 2011, 96, 1462–1469. [Google Scholar] [CrossRef]
- Elbasuney, S. Novel multi-component flame retardant system based on nanoscopic aluminium-trihydroxide (ATH). Powder Technol. 2017, 305, 538–545. [Google Scholar] [CrossRef]
- Halim, Z.A.A.; Yajid, M.A.M.; Nurhadi, F.A.; Ahmad, N.; Hamdan, H. Effect of silica aerogel—Aluminium trihydroxide hybrid filler on the physio-mechanical and thermal decomposition behaviour of unsaturated polyester resin composite. Polym. Degrad. Stab. 2020, 182, 109377. [Google Scholar] [CrossRef]
- Uddin, M.; Alabbad, M.; Li, L.; Orell, O.; Sarlin, E.; Haapala, A. Novel Micronized Mica Modified Casein–Aluminum Hydroxide as Fire Retardant Coatings for Wood Products. Coatings 2022, 12, 673. [Google Scholar] [CrossRef]
- Suharty, N.; Ismail, H.; Wibowo, F.; Handayani, D.; Firdaus, M.; Lathifah, L. Effect of Bentonite and Zinc Borate (ZB) Addition on Recycled Polypropylene Composites against Tensile and Burning Rate Properties. Adv. Mater. Res. 2015, 1105, 56–61. [Google Scholar] [CrossRef]
- Kiliaris, P.; Papaspyrides, C.D. Polymer/layered silicate (clay) nanocomposites: An overview of flame retardancy. Prog. Polym. Sci. 2010, 35, 902–958. [Google Scholar] [CrossRef]
- Rasyid, M.F.A.; Salim, M.S.; Akil, H.M.; Karger-Kocsis, J.; Ishak, Z.A.M. Non-woven flax fibre reinforced acrylic based polyester composites: The effect of sodium silicate on mechanical, flammability and acoustic properties. Express Polym. Lett. 2019, 13, 553–564. [Google Scholar] [CrossRef]
- Chen, S.-N.; Li, P.-K.; Hsieh, T.-H.; Ho, K.-S.; Hong, Y.-M. Enhancements on Flame Resistance by Inorganic Silicate-Based Intumescent Coating Materials. Materials 2021, 14, 6628. [Google Scholar] [CrossRef]
- Alizadeh, A.; Geraei, M.; Mahoodi, M.R. In situ fabrication of Al-Al2O3-TiB2 hybrid nanocomposite; evaluating the effect of TiO2 and B2O3 mechanical milling time on properties of composite created through vortex casting. Mater. Res. Express 2019, 6, 045037. [Google Scholar] [CrossRef]
- Hamciuc, C.; Vlad-Bubulac, T.; Serbezeanu, D.; Macsim, A.M.; Lisa, G.; Anghel, I.; Şofran, I.E. Effects of phosphorus and boron compounds on thermal stability and flame retardancy properties of epoxy composites. Polymers 2022, 14, 4005. [Google Scholar] [CrossRef]
- Demirel, M.; Pamuk, V.; Dilsiz, N. Investigation of flame retardancy and physical–mechanical properties of zinc borate/boric acid polyester composites. J. Appl. Polym. Sci. 2010, 115, 2550–2555. [Google Scholar] [CrossRef]
- NKandola, B.K.; Nazaré, S.H.O.N.A.L.I.; Horrocks, A.R. Thermal degradation behaviour of flame-retardant unsaturated polyester resins incorporating functionalised nanoclays. In Fire Retardancy of Polymers: The Use of Mineral Fillers in Micro-and Nanocomposites; Le Bras, M., Ed.; Royal Chemical Society: Cambridge, UK, 2015; pp. 147–160. [Google Scholar]
- Vega-Baudrit, J.; Navarro-Banon, V.; Vazquez, P.; Martín-Martínez, J.M. Addition of nanosilicas with different silanol content to thermoplastic polyurethane adhesives. Int. J. Adhes. Adhes. 2006, 26, 378–387. [Google Scholar] [CrossRef]
- Su, C.; Wang, X.; Ding, L.; Wu, Z. Enhancement of mechanical behavior of FRP composites modified by silica nanoparticles. Constr. Build. Mater. 2020, 262, 120769. [Google Scholar] [CrossRef]
- Mourhly, A.; Khachani, M.; Hamidi, A.E.; Kacimi, M.; Halim, M.; Arsalane, S. The synthesis and characterization of low-cost mesoporous silica SiO2 from local pumice rock. Nanomater. Nanotechnol. 2015, 5, 35. [Google Scholar] [CrossRef]
- Mourhly, A.; Jhilal, F.; el Hamidi, A.; Halim, M.; Arsalane, S. Highly efficient production of mesoporous nano-silica from unconventional resource: Process optimization using a central composite design. Microchem. J. 2019, 145, 139–145. [Google Scholar] [CrossRef]
- Shu, Z.; Li, T.; Zhou, J.; Chen, Y.; Sheng, Z.; Wang, Y.; Yuan, X. Mesoporous silica derived from kaolin: Specific surface area enlargement via a new zeolite-involved template-free strategy. Appl. Clay Sci. 2016, 123, 76–82. [Google Scholar] [CrossRef]
- Zulfiqar, U.; Subhani, T.; Husain, S.W. Towards tunable size of silica particles from rice husk. J. Non-Cryst. Solids 2015, 429, 61–69. [Google Scholar] [CrossRef]
- İlter, O. Use of Pumice in Mortar and Rendering for Lightweight Building Blocks. Ph.D. Thesis, Eastern Mediterranean University (EMU), Famagusta, North Cyprus, 2010. [Google Scholar]
- Pratomo, I. Classification of Indonesian Active Volcanoes, Case Studies of Several Volcanic Eruptions in History. Indones. J. Geosci. 2014, 1, 209–227. [Google Scholar]
- Putri, M.; Darminto, D. Synthesis of Zeolites from Lombok Pumice As Silica Source for Ion Exchanger. In Proceedings of the International Basic Science Conference, Jember, Indonesia, 26–27 September 2016. [Google Scholar]
- Kaleg, S.; Ariawan, D.; Diharjo, K. The flexural strength of glass fiber reinforced polyester filled with aluminum tri-hydroxide and montmorillonite. Key Eng. Mater. 2018, 772, 28–32. [Google Scholar] [CrossRef]
- Demirhan, Y.; Yurtseven, R.; Usta, N. The effect of boric acid on flame retardancy of intumescent flame retardant polypropylene composites including nanoclay. J. Thermoplast. Compos. Mater. 2021. [Google Scholar] [CrossRef]
- Hossain, M.; Uddin, M.B.; Khan, R.A.; Chowdhury, A. Preparation and characterization of sodium silicate–treated jute-cotton blended polymer–reinforced UPR-based composite: Effect of γ-radiation. Adv. Compos. Hybrid Mater. 2021, 4, 257–264. [Google Scholar] [CrossRef]
- Susilo, M.; Raharjo, W.W.; Diharjo, K. Inflammability of GFRP composite with the addition of aluminum tri-hydroxide, boric acid, and sodium silicate. In AIP Conference Proceedings; AIP Publishing LLC: New York, NY, USA, 2021; Volume 2338, p. 040009. [Google Scholar]
- Chowdary, M.S.; Raghavendra, G.; Kumar, M.; Ojha, S.; Boggarapu, V. Influence of nano-silica on enhancing the mechanical properties of sisal/kevlar fiber reinforced polyester hybrid composites. Silicon 2020, 4, 1–8. [Google Scholar] [CrossRef]
- Diharjo, K.; Suharty, N.; Nusantara, A.; Afandi, R. The effect of sokka clay on the tensile and burning properties of rPP/clay composite. Adv. Mater. Res. 2015, 1123, 338–342. [Google Scholar] [CrossRef]
- Mega Putri, K.; Regina, G.L.D.; Ade, L.N.F.; Haiyina, H.A.; Nura, H.H.; Darminto, D. Synthesis Of Zeolites From Lombok Pumice As Silica Source For Ion Exchanger. UNEJ E-Proceeding, 8 August 2017. Available online: https://jurnal.unej.ac.id/index.php/prosiding/article/view/4232 (accessed on 26 March 2021).
- Utama, P.; Yamsaengsung, R.; Sangwichien, C. Production And Characterization Of Precipitated Silica From Palm Oil Mill Fly Ash Using Co2 Impregnation And Mechanical Fragmentation. Braz. J. Chem. Eng. 2019, 36, 523–530. [Google Scholar] [CrossRef]
- Hapuarachchi, T. Aluminium trihydroxide in combination with ammonium polyphosphate as flame retardants for unsaturated polyester resin. Express Polym. Lett. Express Polym. Lett. 2009, 3, 743–751. [Google Scholar] [CrossRef]
- ASTM D 635; Standard Test Method for Rate of Burning and/or Extent and Time of Burning of Plastics in a Horizontal Position. ASTM International: Conshohocken, PA, USA, 1998.
- ASTM D 790; Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials. ASTM International: Conshohocken, PA, USA, 2020.
- Underwriters’ Laboratories. UL-94 Test for Flammability of Plastic Materials for Parts in Devices and Appliances; Underwriters’ Laboratories: Northbrook, IL, USA, 2003. [Google Scholar]
- Alam, M.S.; Chowdhury, M.A. Characterization of epoxy composites reinforced with CaCO3-Al2O3-MgO-TiO2/CuO filler materials. Alex. Eng. J. 2020, 59, 4121–4137. [Google Scholar] [CrossRef]
- Cai, X.; Hong, R.Y.; Wang, L.S.; Wang, X.Y.; Li, H.Z.; Zheng, Y.; Wei, D.G. Synthesis of silica powders by pressured carbonation. Chem. Eng. J. 2009, 151, 380–386. [Google Scholar] [CrossRef]
- Lee, J.-Y.; Lee, T.; Kim, K.; Kim, B.; Kwag, G.; Kim, J.Y.; Paik, H.J. Poly(styrene-r-butadiene)-b-poly(poly(ethylene glycol) methyl ether methacrylate) as a silica dispersant in rubber compounds. Polym. Int. 2014, 63, 908–914. [Google Scholar] [CrossRef]
- Zhang, L.; Li, J.; Ding, X. Research of the properties of flame-retardant flexible PVC. Am. J. Mater. Res. 2014, 1, 20–25. [Google Scholar]
- Pantic, O.; Spasojevic, M.; Dzunuzovic, E.; Nikolic, M.S.; Savic, S.; Markovic, M.; Spasojevic, P. The Effect of Glycol Derivatives on the Properties of Bio-Based Unsaturated Polyesters. Polymers 2022, 14, 2970. [Google Scholar] [CrossRef]
- Aurer. Unsaturated Polyester Resins Polymers with Unlimited Possibilities; Verlag Moderne Industrie: München, Germany, 2003. [Google Scholar]
- Hou, X.; Li, Z.; Zhang, Z. Selectively Producing Acetic Acid via Boric Acid-Catalyzed Fast Pyrolysis of Woody Biomass. Catalysts 2021, 11, 494. [Google Scholar] [CrossRef]
- Eryani, E.; Aprilia, S.; Mulana, F. Characterization of Bionanofillers from Rice Waste as an Alternative for Reinforcement in Composite Polymers. J. Serambi Eng. 2018, 3. [Google Scholar]
- Chukwunwike, S.A. Flammability properties of flame retarded natural fibre reinforced polymer composites: An overview. J. Mater. Environ. Sci. 2019, 10, 647–656. [Google Scholar]
- Korniejenko, K.; Figiela, B.; Miernik, K.; Ziejewska, C.; Marczyk, J.; Hebda, M.; Lin, W.T. Mechanical and Fracture Properties of Long Fiber Reinforced Geopolymer Composites. Materials 2021, 14, 5183. [Google Scholar] [CrossRef]
- Hiremath, P.; Arunkumar, H.S.; Shettar, M. Investigation on Effect of Aluminium Hydroxide on Mechanical and Fire Retardant Properties of GFRP- Hybrid Composites. Mater. Today Proc. 2017, 4, 10952–10956. [Google Scholar] [CrossRef]
- Baskaran, R.; Sarojadevi, M.; Vijayakumar, C.T. Unsaturated polyester nanocomposites filled with nano alumina. J. Mater. Sci. 2011, 46, 4864–4871. [Google Scholar] [CrossRef]
- Prasad, G.V.; Nagappa, S.; Kanth, Y.R.; Lakshmi, I.G.; Rao, J.B. Effect of brachyura shell particles on glass fibre reinforced epoxy polymer composite. Mater. Today Proc. 2021, 42, 555–562. [Google Scholar] [CrossRef]
- Laoubi, K.; Hamadi, Z.; Benyahia, A.A.; Serier, A.; Azari, Z. Thermal behavior of E-glass fiber-reinforced unsaturated polyester composites. Compos. Part B Eng. 2014, 56, 520–526. [Google Scholar] [CrossRef]
- Dwynda, I.; Zainul, R. Boric Acid (H3(BO3): Recognize The Molecular Interactions in Solutions; INA-Rxiv: Bandung, Indonesia, 2018. [Google Scholar]
- Salasinska, K.; Celiński, M.; Barczewski, M.; Leszczyński, M.K.; Borucka, M.; Kozikowski, P. Fire behavior of flame retarded unsaturated polyester resin with high nitrogen content additives. Polym. Test. 2020, 84, 106379. [Google Scholar] [CrossRef]
- Pawelec, W. New Families of Highly Efficient, Halogen-Free Flame Retardants for Polypropylene (PP). Ph.D. Thesis, Laboratory of Polymer Technology Center of Excellence for Functional Materials Department of Chemical Engineering Åbo Akademi University, Turku, Finland, 2014. [Google Scholar]
- Mouritz, A.P.; Gibson, A.G. Fire Properties of Polymer Composite Materials. ACI Struct. J. 2006, 105, 60–67. [Google Scholar]
- Aguiar, A.E.; da Silva, L.G.; Barbosa, H.F.d.; Glória, R.F.; Espanhol-Soares, M.; Gimenes, R. Synthesis of Al2O3-0.5B2O3-SiO2 fillers by sol-gel method for dental resin composites. J. Non-Cryst. Solids 2017, 458, 86–96. [Google Scholar] [CrossRef]
- Zhang, Z.; Berns, A.E.; Willbold, S.; Buitenhuis, J. Synthesis of poly(ethylene glycol) (PEG)-grafted colloidal silica particles with improved stability in aqueous solvents. J. Colloid Interface Sci. 2007, 310, 446–455. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No | Composite Code | GF | UPRs | Filler | |||
|---|---|---|---|---|---|---|---|
| nAFPP | ATH | SS | BA | ||||
| wt% | wt% | wt% | wt% | wt% | wt% | ||
| 1 | C | 20 | 80 | 0 | 0 | 0 | 0 |
| 2 | C81 | 20 | 70 | 1 | 4 | 2 | 3 |
| 3 | C82 | 20 | 70 | 2 | 3 | 2 | 3 |
| 4 | C83 | 20 | 70 | 3 | 2 | 2 | 3 |
| 5 | C84 | 20 | 70 | 4 | 1 | 2 | 3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rakhman, A.; Diharjo, K.; Raharjo, W.W.; Suryanti, V.; Kaleg, S. Improvement of Fire Resistance and Mechanical Properties of Glass Fiber Reinforced Plastic (GFRP) Composite Prepared from Combination of Active Nano Filler of Modified Pumice and Commercial Active Fillers. Polymers 2023, 15, 51. https://doi.org/10.3390/polym15010051
Rakhman A, Diharjo K, Raharjo WW, Suryanti V, Kaleg S. Improvement of Fire Resistance and Mechanical Properties of Glass Fiber Reinforced Plastic (GFRP) Composite Prepared from Combination of Active Nano Filler of Modified Pumice and Commercial Active Fillers. Polymers. 2023; 15(1):51. https://doi.org/10.3390/polym15010051
Chicago/Turabian StyleRakhman, Andry, Kuncoro Diharjo, Wijang Wisnu Raharjo, Venty Suryanti, and Sunarto Kaleg. 2023. "Improvement of Fire Resistance and Mechanical Properties of Glass Fiber Reinforced Plastic (GFRP) Composite Prepared from Combination of Active Nano Filler of Modified Pumice and Commercial Active Fillers" Polymers 15, no. 1: 51. https://doi.org/10.3390/polym15010051
APA StyleRakhman, A., Diharjo, K., Raharjo, W. W., Suryanti, V., & Kaleg, S. (2023). Improvement of Fire Resistance and Mechanical Properties of Glass Fiber Reinforced Plastic (GFRP) Composite Prepared from Combination of Active Nano Filler of Modified Pumice and Commercial Active Fillers. Polymers, 15(1), 51. https://doi.org/10.3390/polym15010051