
Modification of Cellulose Micro- and Nanomaterials to Improve Properties of Aliphatic Polyesters/Cellulose Composites: A Review



Abstract
:1. Introduction
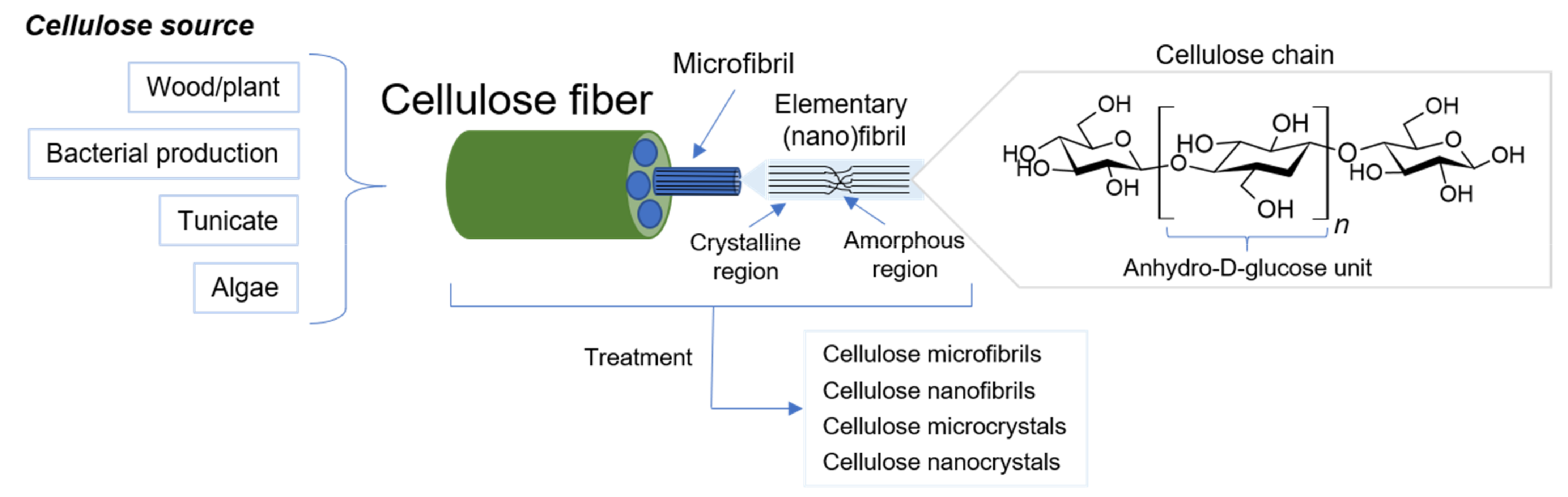
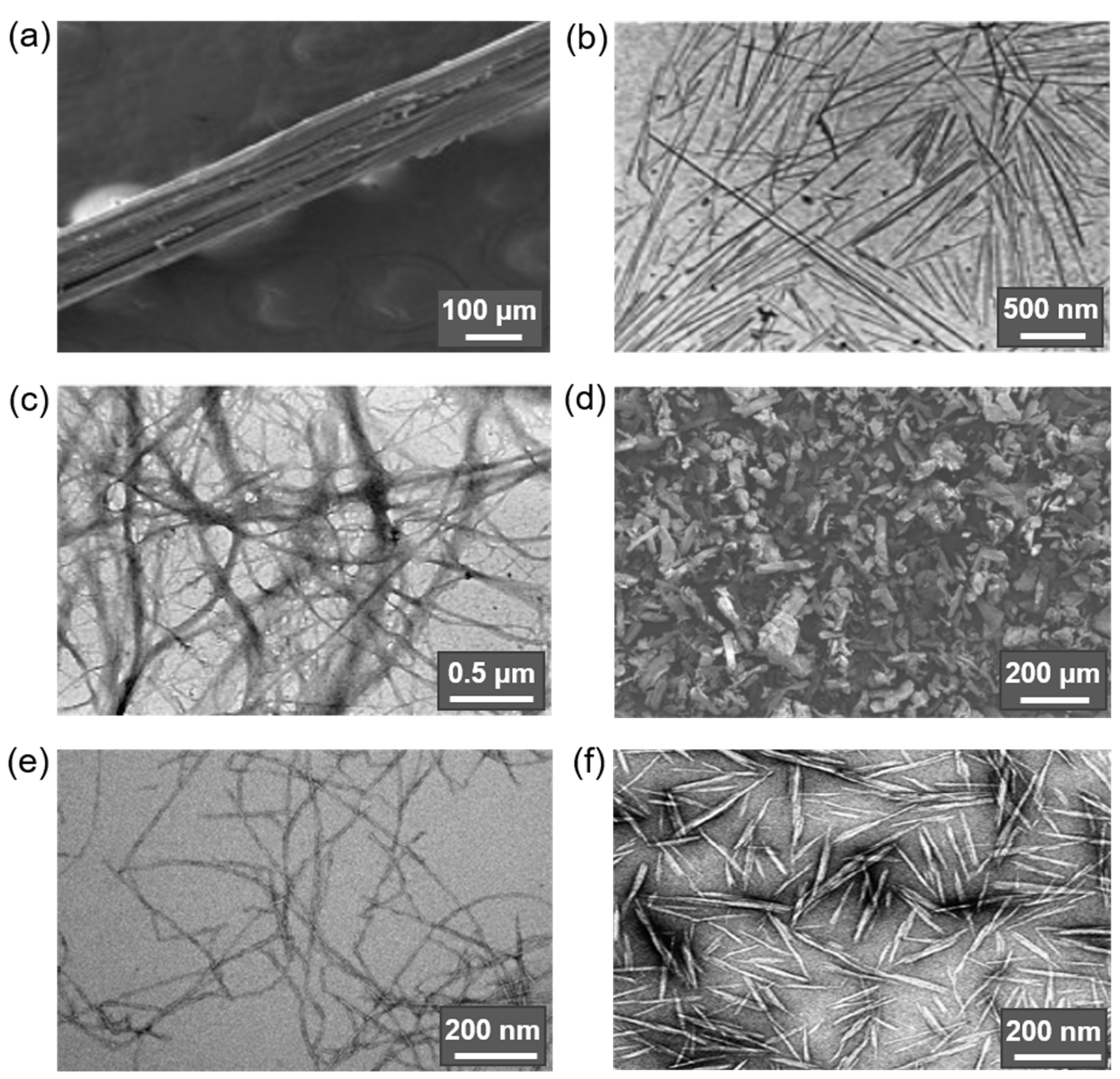
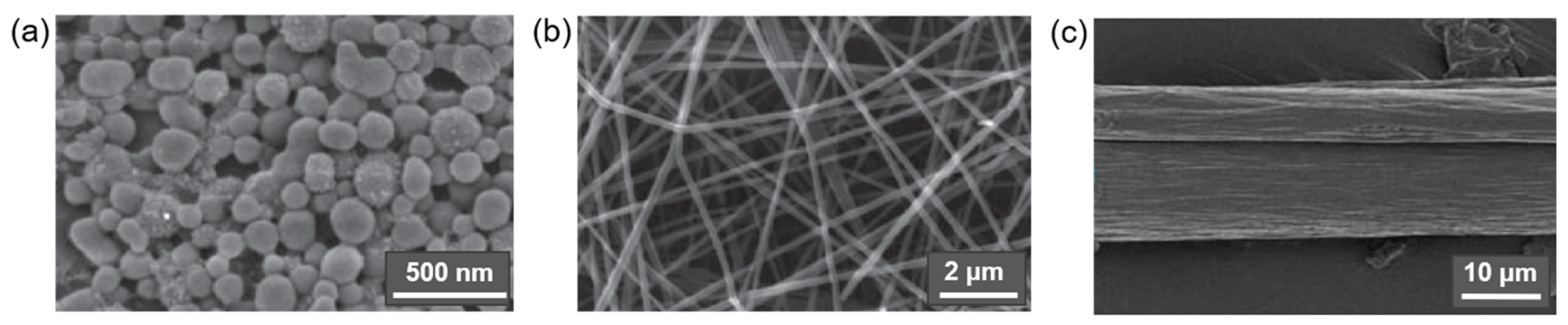
2. Cellulose Micro- and Nanomaterials
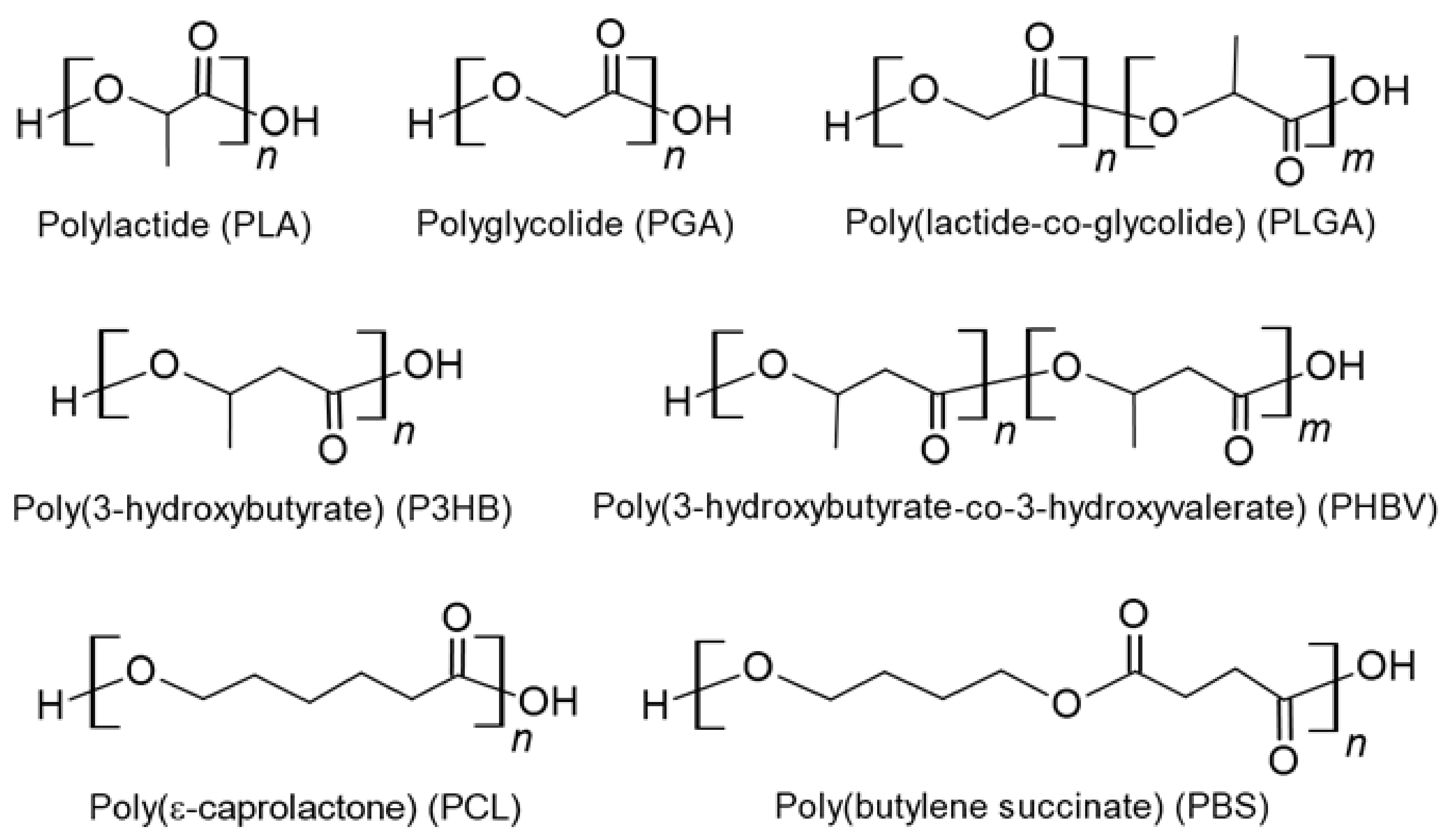
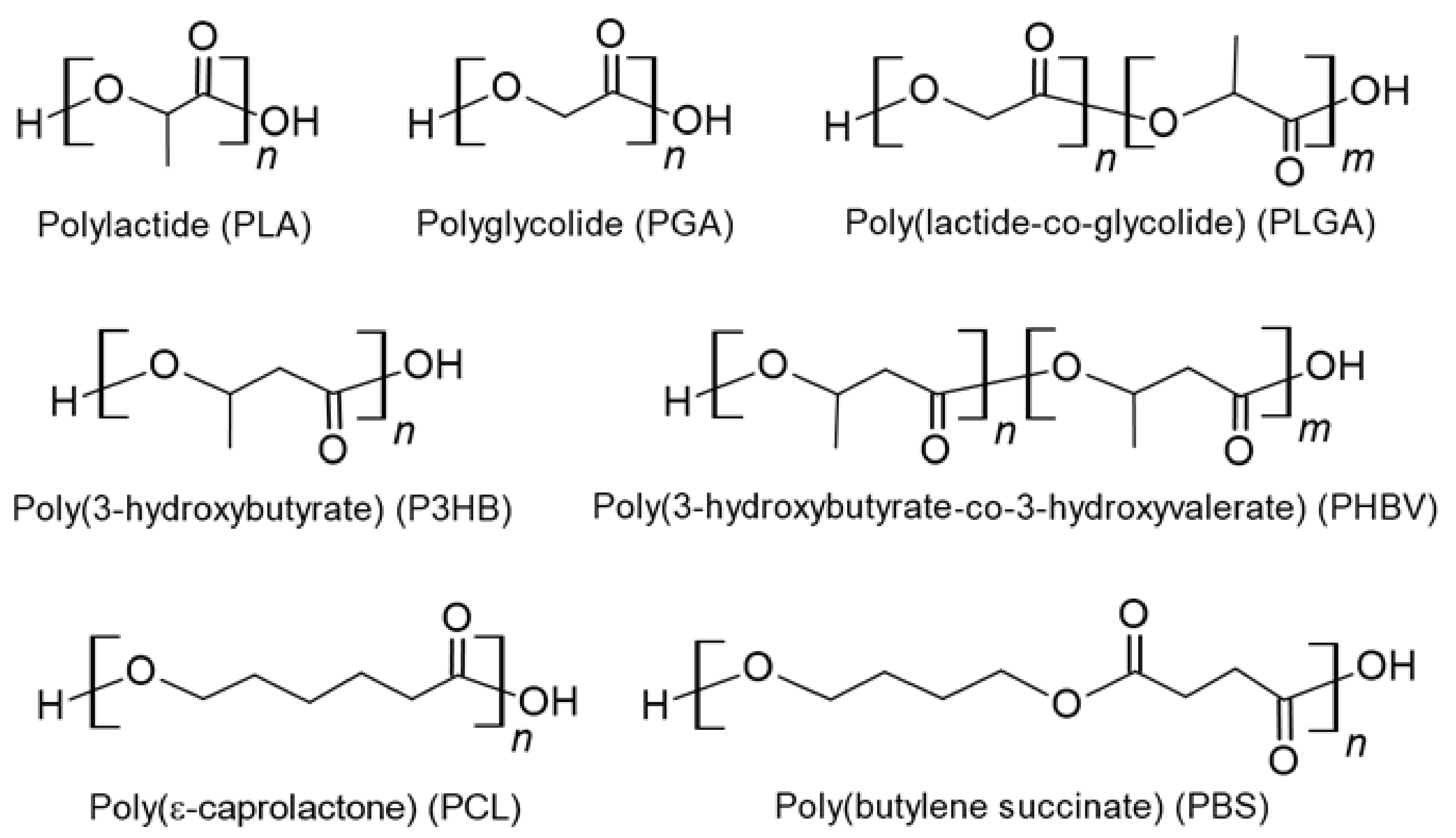
3. Aliphatic Polyesters
3.1. Poly(lactic acid)
3.2. Poly(glycolic acid)
3.3. Poly(hydroxybutyrate)
3.4. Poly(ε-caprolactone)
3.5. Poly(butylene succinate)
4. Modification of Cellulose Micro- and Nanomaterials
4.1. Adsorption

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Cellulose | Modifier | Filler Content (wt%) | Matrix Aliphatic Polyester | Processing/ Design of Composites | Characterization Methods | Refs. |
|---|---|---|---|---|---|---|
| CNC | Ethoxylated nonylphenol phosphate ester | 5 | PLA/PHB | Melt blending/ Films | TEM, FTIR, XRD, TGA and DSC | [119] |
| CNW | Ethoxylated nonylphenol phosphate ester | 5 | PLA | Extrusion + Hot pressing/ Strips | GPC, SEM, TEM, DMA and tensile tests | [114] |
| CNC | Ethoxylated nonylphenol phosphate ester | 1 or 5 | PLA/Ag NPs | Casting/Films; Electrospinning/Mats | TEM, FE-SEM, AFM, DSC, DMTA and tensile tests | [121,122] |
| CNC | CTAB | 0.5, 1, 3 or 5 | PLA | Hot pressing/Strips | FTIR, UVis, TEM, SEM, TGA, DTG and tensile tests | [115] |
| CNC | CTAB | 1–3 | PLA/rGO | Hot pressing/Sheets | FTIR, XRD, AFM, FE-SEM, TGA, DTG, WVP, WAXD, mechanical and MTT-tests | [118] |
| CNC | Decamethylene dicarboxylic dibenzoyl hydrazide | 1 or 3 | PLLA | Torque rheometry or Casting/Films | FTIR, XPS, AFM, SEM, TGA, WAXD, DSC, DMA and tensile tests | [123] |
| Cellulose fibers | Dopamine | 40 | PLA | Extrusion + hotmolding | FTIR, SEM, XRD, DSC, TGA and mechanical tests | [124] |
| CNF | Lignin | 1, 3 or 5 | PLA | Extrusion/Filaments | FTIR, SEM, DSC, DMA, tensile tests | [125] |
| CNC | Lignin | 0.3–2.5 | PLA | Compression molding/Disks | Optical microscopy, SEM, DSC, DMA and rheological tests | [104] |
| Cellulose fibers | Lignin and tannin | 35 | PLA | Compression molding/Sheets | NMR, FTIR, SEM, TGA, DMA, water sorption, SBS and flexural tests | [116] |
| CNC | Poly(vinyl alcohol) | 1 | PLA, PLA/PEG | Casting/Films | ATR-FTIR, XRD, TGA, DSC, mechanical tests | [126] |
| CNC | Poly(N-vinylpyrrolidone) | 5, 9 or 15 | PCL | Casting/Films | DLS, BET, SEM, POM, mechanical tests, molecular dynamics simulation | [127] |
| CNC | PEG300, PEG-1000, PEG monooleate, Pluronic VR L44 | 3 | PLA | Casting/Films | Turbidity measurements, AFM, TGA, mechanical tests | [117] |
| CNC | Poly(vinyl acetate), poly(ethylene glycol) | 2.4 or 4.8 | PHB, PHBV | Melt blending/Films | FTIR, POM, TEM, SEM, AFM, TGA, DSC, mechanical tests | [120] |
| CNC | PEG (after oxidation with TEMPO) | 1–5 | PLA/rGO | Casting/Films | FTIR, XRD, SEM, TEM, DMA, TGA, DSC, WVP, tensile and MTT-tests, antioxidant activity | [128] |
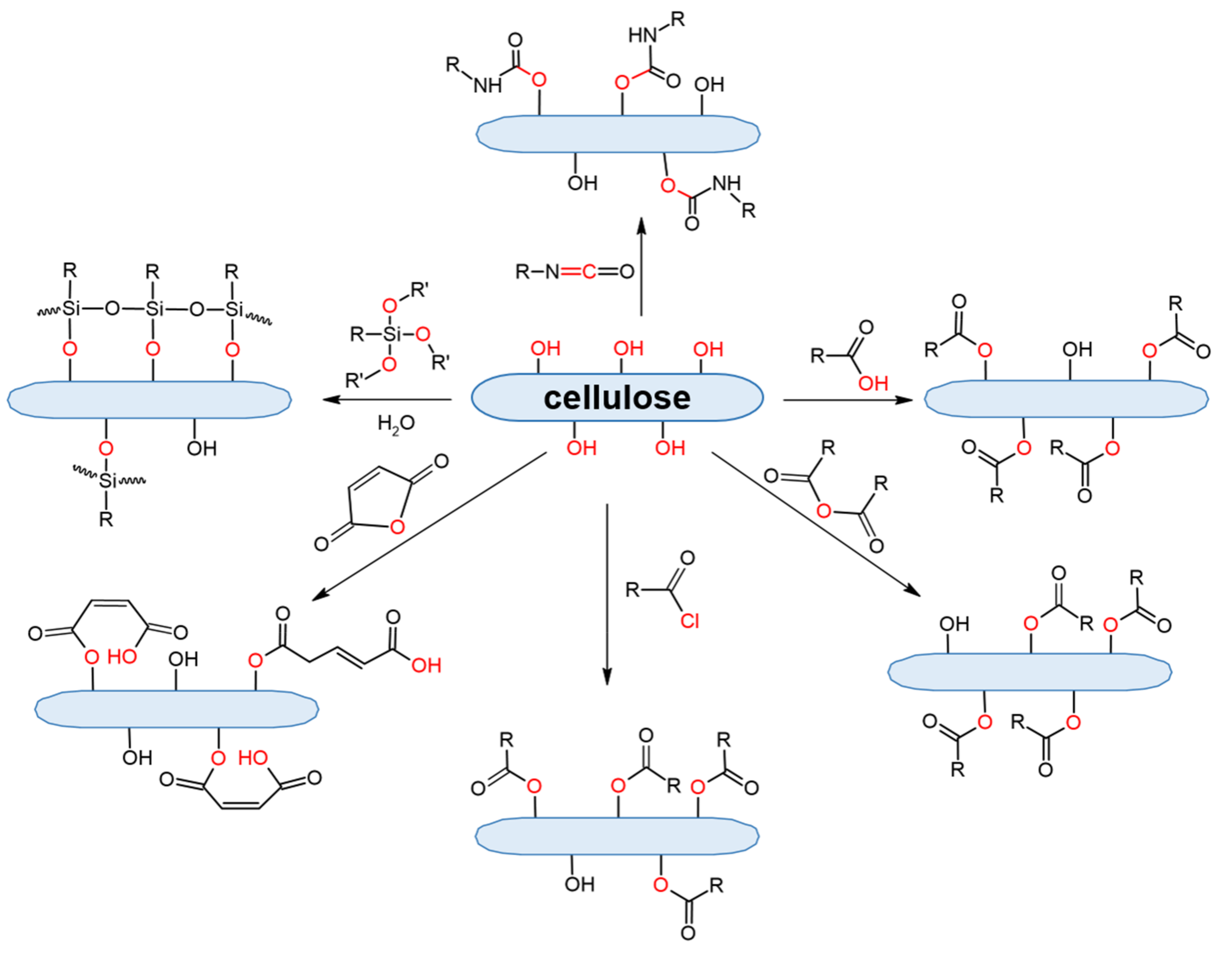
4.2. Covalent Modification with Small Molecules
4.2.1. Ester Bond Formation
- a.
- Esterification and Transesterification
| Type of Cellulose | Modifying Agent(s) | Filler Content, (wt%) | Matrix Aliphatic Polyester | Processing/ Design of Composites | Characterization Methods | Refs. |
|---|---|---|---|---|---|---|
| CNF and CNC | Acetic acid | 1 | PLA | Casting/Films | Crystallinity, optical, barrier and mechanical properties | [139] |
| CNC | Acetic acid | 3 | PLA | Casting/Films | FTIR, XPS, rheological and mechanical tests, TEM, AFM | [140] |
| CNC | Acetic acid | 3 | PCL | Casting/Films | Crystallinity, morphology and mechanical properties | [141] |
| CMC | Acetic acid | 0.25–0.75 | PHB | Casting/Films | TD-NMR, XRD, WAXD, TGA, DSC, molecular dynamics | [142] |
| CMF | Butanoic acid | 30 | PCL/PCL-g-MAGMA | Melt blending/ Films | FTIR, SEM, XRD, DSC, TGA, mechanical tests | [135] |
| CNC | Valeric acid | 1 or 3 | PLA | Extrusion + Molding/ Films | FTIR, TEM, SEM, TGA, DMA, mechanical tests | [138] |
| CNF | Dodecanoic acid | 0.05–1.3 | PLA (+PEG as plasticizer) | Melt Spinning/ Fibers | Optical microscopy, SEM, TEM, DSC, mechanical tests | [143] |
| CNF | Oleic Acid | 4, 8 or 12 | PLA | Casting/Films | FTIR, SEM, XRD, TGA, DSC, WVP and mechanical tests | [136] |
| CMC | Methacrylic acid | 3 or 10 | PLA | Extrusion + Molding/ Films | FTIR, SEM, TGA, DSC, flame retardant and mechanical tests | [144] |
| CNF | Resin acids (from rosin) | 2–10 | PLA/ Chitosan | Casting/Films | Elemental analysis, TEM, SEM, mechanical and antimicrobial tests, XPS | [145] |
| CMC | Palmitic acid (from olive oil) | 0.1–2 | PLA | Casting/Films | FTIR, XRD, WVP, mechanical, UV and biodegradation tests, TGA | [146] |
| CNC | Benzoic acid | 15 | PLA | Casting/Films | TEM, SEM, TGA, DMA and tensile tests | [147] |
| CMF | Formic acid | 1 | PLA | Casting/Films | FTIR, SEM, XRD, WVP, moisture adsorption, light transmittance and tensile tests | [137] |
| CNC | Hexanoic ordodecanoic acid | 2 or 7 | PLLA, PDLLA | Extrusion and melt spinning/Fibers | SEM, DSC, mechanical tests | [134] |
| Cellulose fibers | Vinyl laurate | 5–30 | PLA | Melt blending/ Films | ATR-IR, XPS, XRD, DMA, SEM, DSC, TGA, wettability, rheological and tensile tests | [148] |
| CNF | Triglycerides of Canola oil | 1, 3 or 5 | PLA + PBS | Extrusion and Molding/Dumbbells | FTIR, SEM, DSC, TGA, tensile and flexural tests | [42] |
- b.
- Acylation with Anhydrides of Carboxylic Acids and Acyl Chlorides
| Type of Cellulose | Modifying Agent(s) | Filler Content (wt%) | Matrix Aliphatic Polyester | Processing/ Design of Composites | Characterization Methods | Refs. |
|---|---|---|---|---|---|---|
| CNF | Acetic anhydride | 1 or 2 | PCL/ Gelatin | Electrospinning/ Nanofibrous scaffolds | FTIR, SEM, WAXS, DSC, biodegradation, conductivity and mechanical tests | [149] |
| CNF | Acetic anhydride | 5 | PLA | Extrusion/Strands | FTIR, XRD, TGA, SEM, DMA, tensile and wettability tests | [150] |
| CNF | Acetic anhydride | 0.2–3 | PLA | Casting/Films | FTIR, UV, SEM, DSC, mechanical tests | [151] |
| CNF | Acetic, propionic or butyric anhydride | 2 | PLA | Casting/Films | ATR-IR, SEM, DSC, wettability, transmittance, transparency, and mechanical tests | [152] |
| CMF | Acetic anhydride | 1–20 | PLA/ PLA-EGMA | Casting/Films | FTIR, XRD, TGA, optical microscopy, wettability and mechanical tests | [153] |
| Cellulose fibers | Acetic anhydride | 20, 30 or 40 | PLA | Extrusion + molding/ Films | FTIR, TGA, kinetics study | [154] |
| CNC | Succinic anhydride | 1, 2 or 3 | PLA | Extrusion + molding/Films | FTIR, TEM, SEM, DSC and DMA | [155] |
| CNF | Maleic anhydride | 5–10 | PLA | Casting/Films | FTIR, XRD, SEM, TEM, TGA, mechanical tests | [156] |
| CNC | Maleic anhydride | 1, 3 or 5 | PLA | Casting/Films | FTIR, XPS, FE-SEM, DMA and tensile tests | [157] |
| CNC | Maleic anhydride and furan methylamine | 1 | PCL/TPU | Extrusion/Filaments | FTIR, shape memory, self-healing, conductivity study, molecular dynamics simulations | [158] |
| Mixture of celluloses and lignin fibers | Maleic anhydride or APTES | 5 | PLA | Extrusion + molding/ Films | FTIR, SEM, EDX, wettability and mechanical tests | [159,160] |
| CMC | Butyryl or lauroyl chlorides | 0–9 | PLA/BS CMC | Extrusion/ Pellets and Films | NMR, FTIR, SEM, TGA, and mechanical tests | [161] |
| CNF | Stearoyl chloride | 30 | PLA | Melt blending/ Blends | DSC, hardness, rheological, wettability and mechanical tests | [162] |
| CNC | Dodecanoyl chloride or APTES | 0.5, 1 or 2 | PLA | Extrusion + molding/ Films | ATR-IR, AFM, SEM, XRD, wettability and mechanical tests | [163] |
| CNC | Palmitoyl chloride | 0.5 or 1 | PHBV | Melt blending | SEM, HSPOM, TGA, DSC, rheological and mechanical tests | [164] |
| Lignincellulose | Benzoyl chloride | 1–5 | PLA | Casting/Films | FTIR, DSC, XRD, SEM, DMTA, rheological and tensile tests | [165] |
4.2.2. Silyl Ethers Formation
| Type of Cellulose | Modifying Agent(s) | Filler Content (wt%) | Matrix Aliphatic Polyester | Processing/ Design of Composites | Characterization Methods | Refs. |
|---|---|---|---|---|---|---|
| CMC | APTES | 3 | PLA/PP | Extrusion + Molding/Films | FTIR, SEM, DSC, rheological, DMA and tensile tests | [174] |
| CMC | APTES | 0–25 | PLA | Automated coating/Films | FTIR, XRD, SEM, TGA, degradation study and mechanical tests | [171] |
| CNF | APTES | 9.5 or 17 | PCL | Electro-spinning and compression molding/Films | SEM, XPS, DSC, DMA and tensile tests | [175] |
| CNC | APTES | 2.5 | PLA | Compression molding/Sheets | FTIR, SEM, DMTA | [176] |
| Cellulose fibers | APTES | 6, 8 or 10 | PLA-co-glycerol | Impregnation of filler into resin/Slides | TGA, DSC, SEM, flexural, wettability, water adsorption, conductivity, DMTA and mechanical tests, element and resonance analysis | [169] |
| Cellulose fibers | APTES | 30 | PLA | Blending | FTIR, SEM, DSC, HDT, mechanical tests | [172] |
| CNC | CETMS | 0.5 or 1 | PLA | Hot pressing/Films | FTIR, FE-SEM, WAXS, mechanical tests | [177] |
| CNC | MTMS | 2.5 | PLA | Casting/Films | FTIR, SEM-EDS, TEM, TGA, DSC, mechanical tests | [178] |
| CMF | APTES, DMS and TMS | 1 | PLA | Extrusion + molding/blends | NMR, FTIR, DSC, TGA, and mechanical tests | [179] |
| CNF | MPTMS | 0.25–2 | PLA | Casting; Melt blending/Films | NMR, FTIR, SEM, AFM, TGA, and mechanical tests; XPS, DSC | [170] |
| CNW | MPTMS, APTES, VTMS, MTMS | 2.5; 3 | PLA | Casting/Films | FTIR, DSC, SEM, and mechanical tests | [173,180] |
| CNC/DPF | MPTMS and PEG-6000 | N/A | PLA | Hot molding/Strips | FTIR, SEM, TGA, DSC, water adsorption, degradation and mechanical tests | [181] |
| CNF | VTMS, APTES and GPTES | 5 | PLA | Extrusion + Molding/Films | FTIR, TGA, AFM, SEM, and mechanical tests | [182] |
| Cellulose fibers | GPTES | 30 | PLA + PP | Hot molding/Films | FTIR, SEM, XRD, TGA, DMA | [183] |
| Lignincellulose fibers | MPTMS vs. acetic anhydride | 30 | PLA | Extrusion/Strands | FTIR, TGA, SEM, GPC, TGA, mechanical tests | [184] |
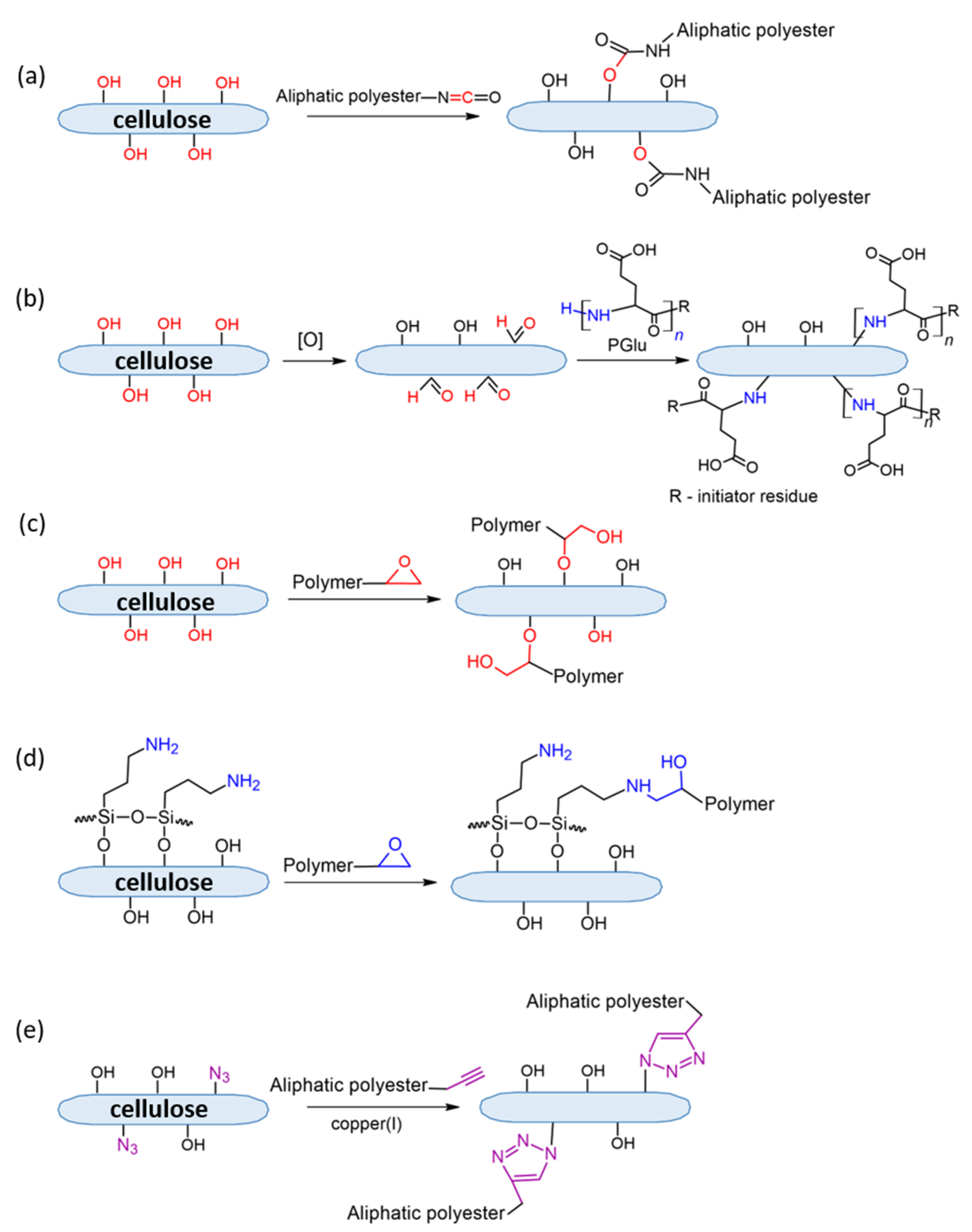
4.2.3. Urethane-Bond Formation
4.2.4. Other Modifications
4.3. Covalent Modification with Polymers
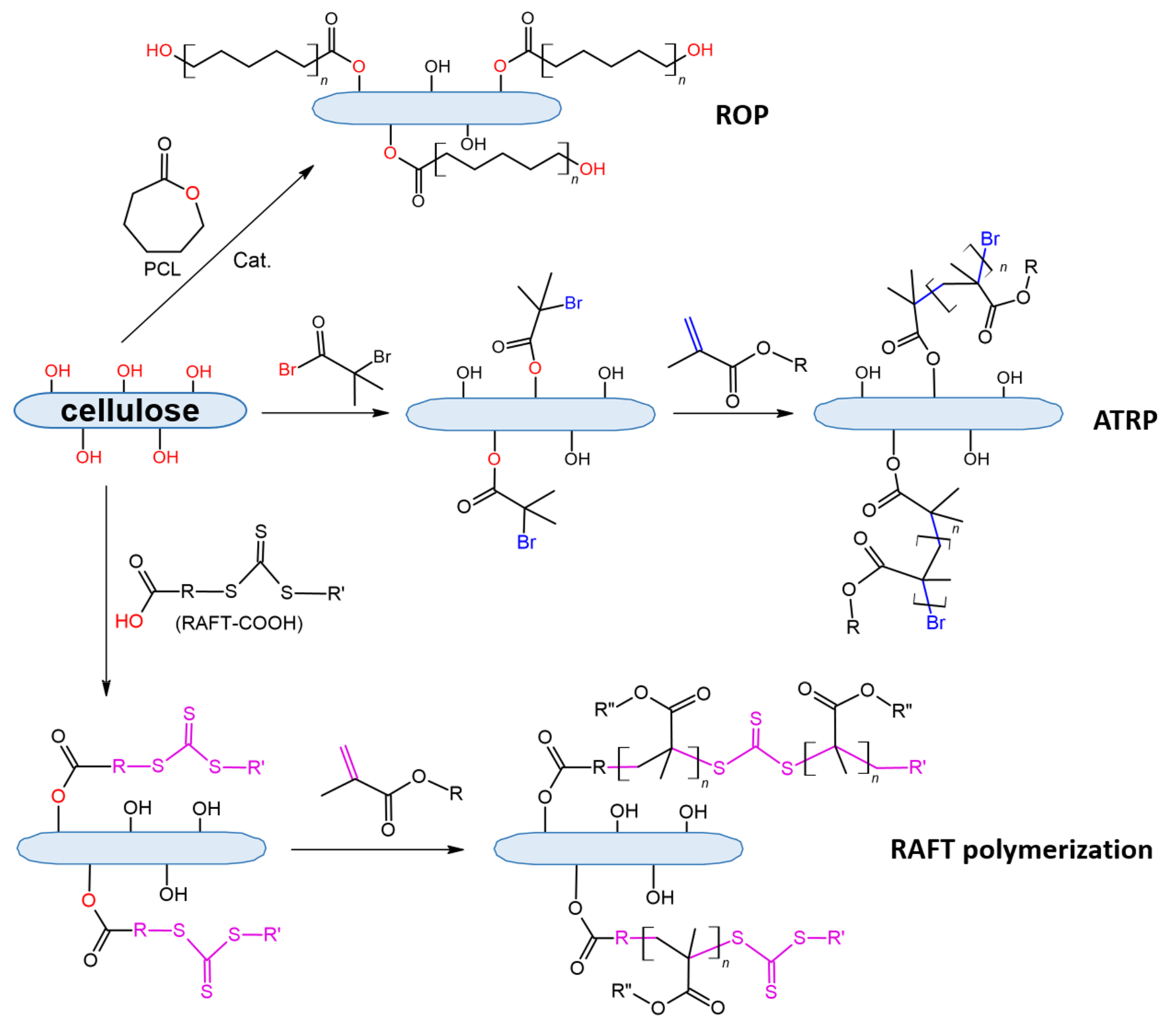
4.3.1. Grafting “from”
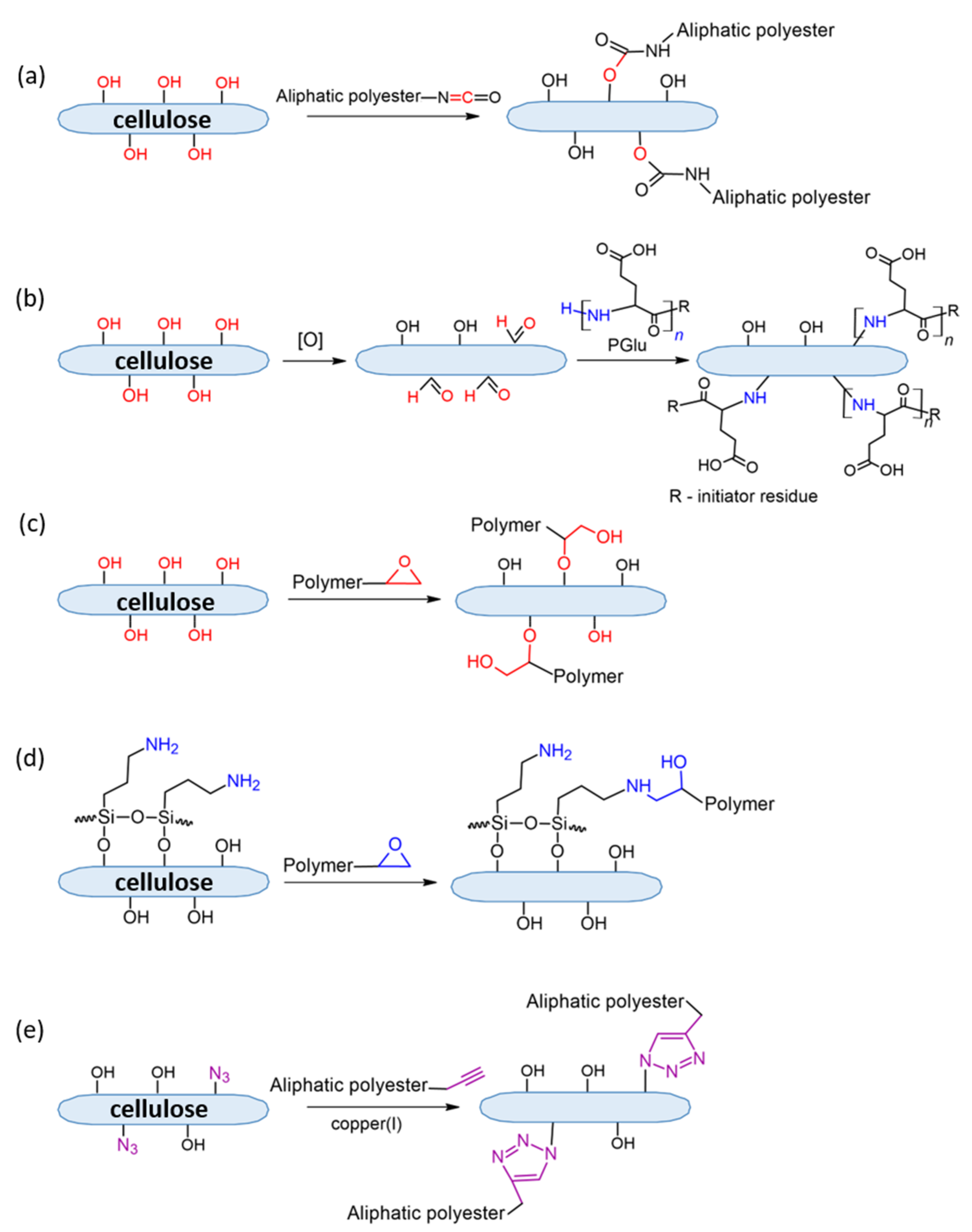
4.3.2. Grafting “to”
| Type of Cellulose | Grafted Polymer | Cellulose Premodification/Polymerization Technique | Filler Content (wt%) | Matrix Aliphatic Polyester | Processing/ Design | Characterization Methods | Refs. |
|---|---|---|---|---|---|---|---|
| CNC | PGlu | Amination/ROP | 5 | PLLA | Casting/Films | NMR, DLS, TGA, mechanical tests | [225] |
| CNC | PGlu | Amination/ROP | 5, 10 or 15 | PLLA, PDLLA, PCL | Casting/Films | OTM, ORM, SEM, POM, mechanical tests, MTT-test, in vivo study, histology | [230,231] |
| CNC | PLA | Toluene diisocyanate | 0.2, 0.5 or 1 | PLA | Casting/ Sheets | NMR, FTIR, GPC, TEM, SEM, DSC, TGA, rheology study | [207] |
| CNC | Propargyl-containing PLA/PBS | Tionyl chloride followed with sodium azide | − | − | − | SEC, MALDI, ATR-IR, XPS, NMR, TGA, SEM | [229] |
| Cellulose fibers | N3-PCL | 10-undecynoic acid | − | − | − | FTIR, NMR, XPS, elemental analysis | [228] |
| CNC | Epoxy-PEG | APTES | 1–5 | PLA | Hot pressing | FTIR, TEM, XPS, XRD, SEM, POM, TGA, DSC, wettability and mechanical tests | [227] |
4.4. Modification with Particles
5. Aliphatic Polyesters/Cellulose Composites
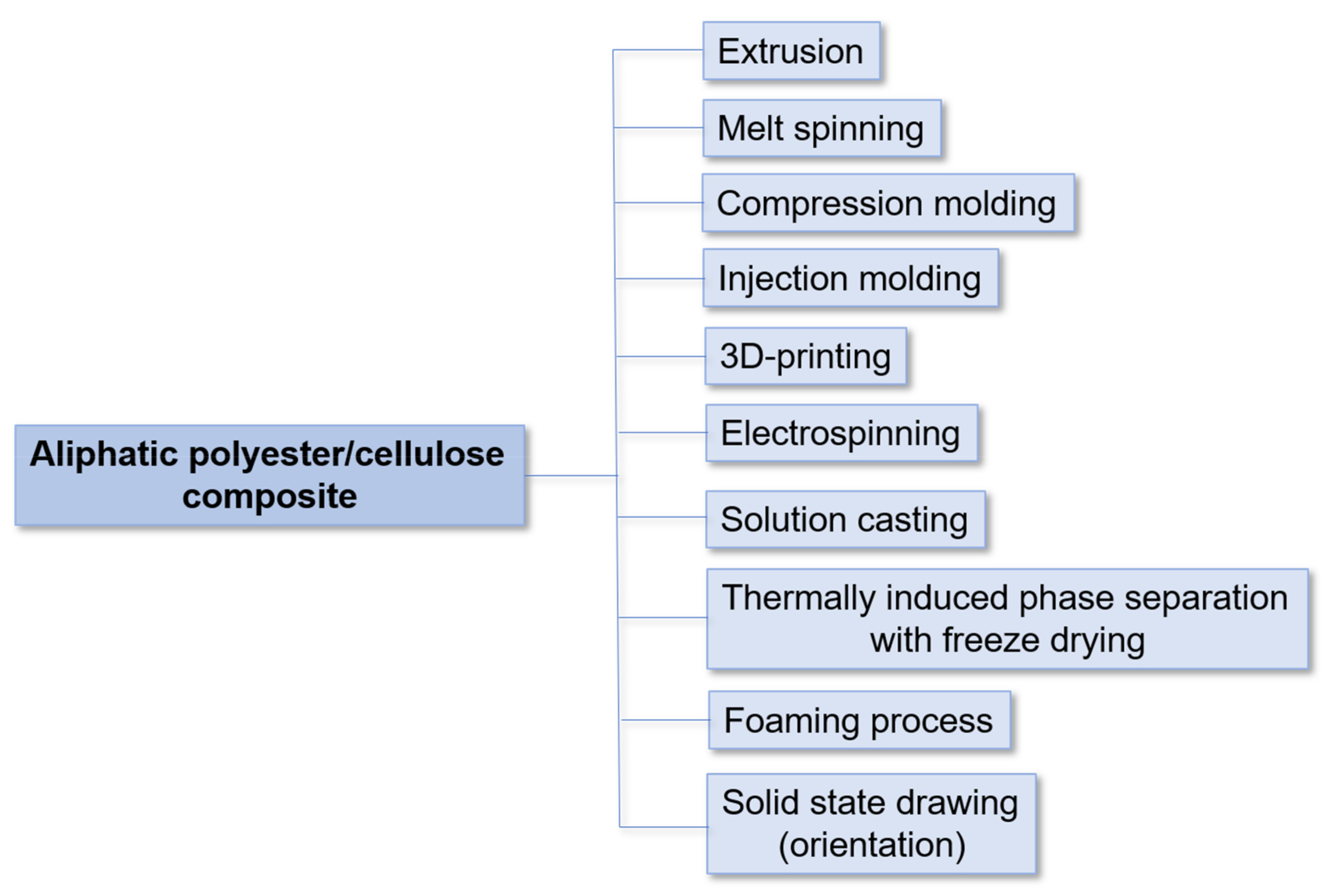
5.1. Preparation of Aliphatic Polyesters/Cellulose Composites
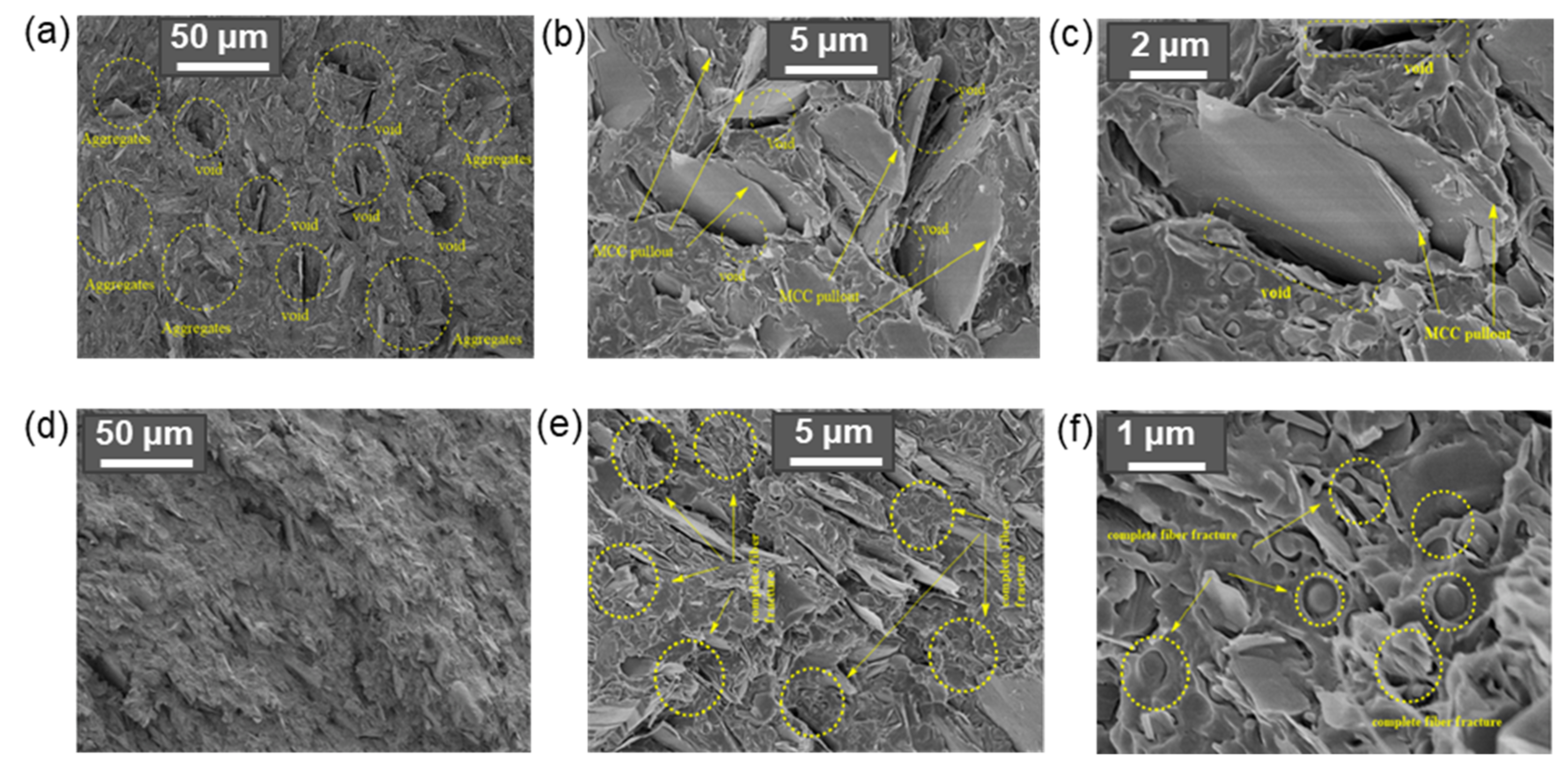
5.2. Effect of Cellulose Modification on Mechanical Properties of Composites
5.3. Effect of Cellulose Modification on Thermal Properties and Crystallization
5.4. Effect of Cellulose Modification on Composite Degradation
5.5. Effect of Cellulose Modification on Biological Properties
6. Conclusions and Future Outlook
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sengupta, S.; Manna, S.; Roy, U.; Das, P. Manufacturing of biodegradable Poly Lactic Acid (PLA): Green alternatives to petroleum derived plastics. In Encyclopedia of Renewable and Sustainable Materials; Elsevier: Oxford, UK, 2020; pp. 561–569. [Google Scholar]
- Mokhena, T.C.; Sefadi, J.S.; Sadiku, E.R.; John, M.J.; Mochane, M.J.; Mtibe, A. Processing of Thermoplastic PLA/Cellulose Nanomaterials Composites. Polymers 2018, 10, 1363. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lim, L.-T.; Auras, R.; Rubino, M. Processing technologies for poly(lactic acid). Prog. Polym. Sci. 2008, 33, 820–852. [Google Scholar] [CrossRef]
- Stepanova, M.; Eremin, A.; Averianov, I.; Gofman, I.; Lavrentieva, A.; Korzhikov-Vlakh, V.; Korzhikova-Vlakh, E. Comparison of Supermacroporous Polyester Matrices Fabricated by Thermally Induced Phase Separation and 3D Printing Techniques. Key Eng. Mater. 2019, 822, 277–283. [Google Scholar] [CrossRef]
- Elsawy, M.A.; Kim, K.-H.; Park, J.-W.; Deep, A. Hydrolytic degradation of polylactic acid (PLA) and its composites. Renew. Sustain. Energy Rev. 2017, 79, 1346–1352. [Google Scholar] [CrossRef]
- Liu, G.; Zhang, X.; Wang, D. Tailoring Crystallization: Towards High-Performance Poly(lactic acid). Adv. Mater. 2014, 26, 6905–6911. [Google Scholar] [CrossRef]
- Garlotta, D. A Literature Review of Poly(Lactic Acid). J. Polym. Environ. 2001, 9, 63–84. [Google Scholar] [CrossRef]
- Rydz, J.; Sikorska, W.; Kyulavska, M.; Christova, D. Polyester-Based (Bio)degradable Polymers as Environmentally Friendly Materials for Sustainable Development. Int. J. Mol. Sci. 2014, 16, 564–596. [Google Scholar] [CrossRef] [Green Version]
- Manavitehrani, I.; Fathi, A.; Badr, H.; Daly, S.; Shirazi, A.N.; Dehghani, F. Biomedical applications of biodegradable polyesters. Polymers 2016, 8, 20. [Google Scholar] [CrossRef] [Green Version]
- Seyednejad, H.; Ghassemi, A.H.; Van Nostrum, C.F.; Vermonden, T.; Hennink, W.E. Functional aliphatic polyesters for biomedical and pharmaceutical applications. J. Control. Release 2011, 152, 168–176. [Google Scholar] [CrossRef]
- Zhao, H. Enzymatic ring-opening polymerization (ROP) of polylactones: Roles of non-aqueous solvents. J. Chem. Technol. Biotechnol. 2018, 93, 9–19. [Google Scholar] [CrossRef]
- Siracusa, V.; Rocculi, P.; Romani, S.; Rosa, M.D. Biodegradable polymers for food packaging: A review. Trends Food Sci. Technol. 2008, 19, 634–643. [Google Scholar] [CrossRef]
- Teixeira, S.; Morawa Eblagon, K.; Miranda, F.; Fernando, M.; Pereira, R.; Figueiredo, J.L.; Morin, J.-F.; Savi, P. Towards Controlled Degradation of Poly(lactic) Acid in Technical Applications. C 2021, 7, 42. [Google Scholar] [CrossRef]
- Murariu, M.; Dubois, P. PLA composites: From production to properties. Adv. Drug Deliv. Rev. 2016, 107, 17–46. [Google Scholar] [CrossRef] [PubMed]
- Vakharia, V.S.; Kuentz, L.; Salem, A.; Halbig, M.C.; Salem, J.A.; Singh, M. Additive Manufacturing and Characterization of Metal Particulate Reinforced Polylactic Acid (PLA) Polymer Composites. Polymers 2021, 13, 3545. [Google Scholar] [CrossRef] [PubMed]
- Alam, F.; Verma, P.; Mohammad, W.; Teo, J.; Varadarajan, K.M.; Kumar, S. Architected poly(lactic acid)/poly(ε-caprolactone)/halloysite nanotube composite scaffolds enabled by 3D printing for biomedical applications. J. Mater. Sci. 2021, 56, 14070–14083. [Google Scholar] [CrossRef]
- Chiesa, E.; Dorati, R.; Pisani, S.; Bruni, G.; Rizzi, L.G.; Conti, B.; Modena, T.; Genta, I. Graphene Nanoplatelets for the Development of Reinforced PLA–PCL Electrospun Fibers as the Next-Generation of Biomedical Mats. Polymers 2020, 12, 1390. [Google Scholar] [CrossRef]
- Stepanova, M.; Solomakha, O.; Rabchinskii, M.; Averianov, I.; Gofman, I.; Nashchekina, Y.; Antonov, G.; Smirnov, A.; Ber, B.; Nashchekin, A.; et al. Aminated Graphene-Graft-Oligo(Glutamic Acid) /Poly(ε-Caprolactone) Composites: Preparation, Characterization and Biological Evaluation. Polymers 2021, 13, 2628. [Google Scholar] [CrossRef] [PubMed]
- Liu, Z.; Lei, Q.; Xing, S. Mechanical characteristics of wood, ceramic, metal and carbon fiber-based PLA composites fabricated by FDM. J. Mater. Res. Technol. 2019, 8, 3741–3751. [Google Scholar] [CrossRef]
- Leonés, A.; Salaris, V.; Mujica-Garcia, A.; Arrieta, M.P.; Lopez, D.; Lieblich, M.; Kenny, J.M.; Peponi, L. PLA Electrospun Fibers Reinforced with Organic and Inorganic Nanoparticles: A Comparative Study. Molecules 2021, 26, 4925. [Google Scholar] [CrossRef]
- Sheng, K.; Zhang, S.; Qian, S.; Fontanillo Lopez, C.A. High-toughness PLA/Bamboo cellulose nanowhiskers bionanocomposite strengthened with silylated ultrafine bamboo-char. Compos. Part B Eng. 2019, 165, 174–182. [Google Scholar] [CrossRef]
- Kaščak, J.; Gašpár, Š.; Paško, J.; Husár, J.; Knapčíková, L. Polylactic Acid and Its Cellulose Based Composite as a Significant Tool for the Production of Optimized Models Modified for Additive Manufacturing. Sustainability 2021, 13, 1256. [Google Scholar] [CrossRef]
- Julkapli, N.M.; Bagheri, S. Progress on nanocrystalline cellulose biocomposites. React. Funct. Polym. 2017, 112, 9–21. [Google Scholar] [CrossRef]
- He, W.; Wu, J.; Xu, J.; Mosselhy, D.A.; Zheng, Y.; Yang, S. Bacterial Cellulose: Functional Modification and Wound Healing Applications. Adv. Wound Care 2021, 10, 623–640. [Google Scholar] [CrossRef] [PubMed]
- Teramoto, Y. Recent Advances in Multi-Scale Experimental Analysis to Assess the Role of Compatibilizers in Cellulosic Filler-Reinforced Plastic Composites. J. Compos. Sci. 2021, 5, 138. [Google Scholar] [CrossRef]
- Kargarzadeh, H.; Ioelovich, M.; Ahmad, I.; Thomas, S.; Dufresne, A. Methods for Extraction of Nanocellulose from Various Sources. In Handbook of Nanocellulose and Cellulose Nanocomposites; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2017; pp. 1–49. [Google Scholar]
- Kargarzadeh, H.; Mariano, M.; Gopakumar, D.; Ahmad, I.; Thomas, S.; Dufresne, A.; Huang, J.; Lin, N. Advances in cellulose nanomaterials. Cellulose 2018, 25, 2151–2189. [Google Scholar] [CrossRef]
- Yang, X.; Biswas, S.K.; Han, J.; Tanpichai, S.; Li, M.; Chen, C.; Zhu, S.; Das, A.K.; Yano, H. Surface and Interface Engineering for Nanocellulosic Advanced Materials. Adv. Mater. 2021, 33, 2002264. [Google Scholar] [CrossRef]
- Celebi, H.; Ilgar, M.; Seyhan, A.T. Evaluation of the effect of isocyanate modification on the thermal and rheological properties of poly(ε-caprolactone)/cellulose composites. Polym. Bull. 2021. [Google Scholar] [CrossRef]
- Eyley, S.; Thielemans, W. Surface modification of cellulose nanocrystals. Nanoscale 2014, 6, 7764–7779. [Google Scholar] [CrossRef] [Green Version]
- Kasa, S.N.; Omar, M.F.; Abdullah, M.M.A.B.; Ismail, I.N.; Ting, S.S.; Vac, S.C.; Vizureanu, P. Effect of Unmodified and Modified Nanocrystalline Cellulose Reinforced Polylactic Acid (PLA) Polymer Prepared by Solvent Casting Method Morphology, mechanical and thermal properties. Mater. Plast. 2017, 54, 91–97. [Google Scholar] [CrossRef]
- Olonisakin, K.; Li, R.; Zhang, X.-X.; Xiao, F.; Gao, J.; Yang, W. Effect of TDI-Assisted Hydrophobic Surface Modification of Microcrystalline Cellulose on the Tensile Fracture of MCC/PLA Composite, and Estimation of the Degree of Substitution by Linear Regression. Langmuir 2021, 37, 793–801. [Google Scholar] [CrossRef]
- Lv, S.; Gu, J.; Tan, H.; Zhang, Y. Modification of wood flour/PLA composites by reactive extrusion with maleic anhydride. J. Appl. Polym. Sci. 2016, 133, 43295. [Google Scholar] [CrossRef]
- Fox, D.M.; Novy, M.; Brown, K.; Zammarano, M.; Harris, R.H.; Murariu, M.; McCarthy, E.D.; Seppala, J.E.; Gilman, J.W. Flame retarded poly(lactic acid) using POSS-modified cellulose. 2. Effects of intumescing flame retardant formulations on polymer degradation and composite physical properties. Polym. Degrad. Stab. 2014, 106, 54–62. [Google Scholar] [CrossRef]
- Tao, Y.; Liu, M.; Han, W.; Li, P. Waste office paper filled polylactic acid composite filaments for 3D printing. Compos. Part B Eng. 2021, 221, 108998. [Google Scholar] [CrossRef]
- Fox, D.M.; Temburni, S.; Novy, M.; Flynn, L.; Zammarano, M.; Kim, Y.S.; Gilman, J.W.; Davis, R.D. Thermal and Burning Properties of Poly(lactic acid) Composites Using Cellulose-Based Intumescing Flame Retardants. In Fire and Polymers VI: New Advances in Flame Retardant Chemistry and Science; American Chemical Society: Washington, DC, USA, 2012; pp. 223–234. [Google Scholar]
- Rodríguez Soto, K.X. Laminated composites reinforced with chemically modified sheets-stalk of Musa Cavendish. Rev. Mex. Ing. Química 2019, 18, 749–758. [Google Scholar] [CrossRef]
- Goriparthi, B.K.; Suman, K.N.S.; Mohan Rao, N. Effect of fiber surface treatments on mechanical and abrasive wear performance of polylactide/jute composites. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1800–1808. [Google Scholar] [CrossRef]
- Vatansever, E.; Arslan, D.; Nofar, M. Polylactide cellulose-based nanocomposites. Int. J. Biol. Macromol. 2019, 137, 912–938. [Google Scholar] [CrossRef]
- Saba, N.; Jawaid, M.; Al-Othman, O. An Overview on Polylactic Acid, its Cellulosic Composites and Applications. Curr. Org. Synth. 2017, 14, 156–170. [Google Scholar] [CrossRef] [Green Version]
- Kian, L.K.; Saba, N.; Jawaid, M.; Sultan, M.T.H. A review on processing techniques of bast fibers nanocellulose and its polylactic acid (PLA) nanocomposites. Int. J. Biol. Macromol. 2019, 121, 1314–1328. [Google Scholar] [CrossRef]
- John, M.J.; Dyanti, N.; Mokhena, T.; Agbakoba, V.; Sithole, B. Design and Development of Cellulosic Bionanocomposites from Forestry Waste Residues for 3D Printing Applications. Materials 2021, 14, 3462. [Google Scholar] [CrossRef]
- Getme, A.S.; Patel, B. A Review: Bio-fiber’s as reinforcement in composites of polylactic acid (PLA). Mater. Today Proc. 2020, 26, 2116–2122. [Google Scholar] [CrossRef]
- Zhou, L.; Ke, K.; Yang, M.-B.; Yang, W. Recent progress on chemical modification of cellulose for high mechanical-performance Poly(lactic acid)/Cellulose composite: A review. Compos. Commun. 2021, 23, 100548. [Google Scholar] [CrossRef]
- Ferreira, F.V.; Dufresne, A.; Pinheiro, I.F.; Souza, D.H.S.; Gouveia, R.F.; Mei, L.H.I.; Lona, L.M.F. How do cellulose nanocrystals affect the overall properties of biodegradable polymer nanocomposites: A comprehensive review. Eur. Polym. J. 2018, 108, 274–285. [Google Scholar] [CrossRef]
- Seddiqi, H.; Oliaei, E.; Honarkar, H.; Jin, J.; Geonzon, L.C.; Bacabac, R.G.; Klein-Nulend, J. Cellulose and its derivatives: Towards biomedical applications. Cellulose 2021, 28, 1893–1931. [Google Scholar] [CrossRef]
- Bogolitsyn, K.; Parshina, A.; Aleshina, L. Structural features of brown algae cellulose. Cellulose 2020, 27, 9787–9800. [Google Scholar] [CrossRef]
- Zanchetta, E.; Damergi, E.; Patel, B.; Borgmeyer, T.; Pick, H.; Pulgarin, A.; Ludwig, C. Algal cellulose, production and potential use in plastics: Challenges and opportunities. Algal Res. 2021, 56, 102288. [Google Scholar] [CrossRef]
- Heinze, T. Cellulose: Structure and Properties. In Cellulose Chemistry and Properties: Fibers, Nanocelluloses and Advanced Materials; Springer: Berlin/Heidelberg, Germany, 2015; pp. 1–52. [Google Scholar]
- Liu, Y. Recent Progress in Fourier Transform Infrared (FTIR) Spectroscopy Study of Compositional, Structural and Physical Attributes of Developmental Cotton Fibers. Materials 2013, 6, 299–313. [Google Scholar] [CrossRef] [Green Version]
- Habibi, Y.; Lucia, L.A.; Rojas, O.J. Cellulose Nanocrystals: Chemistry, Self-Assembly, and Applications. Chem. Rev. 2010, 110, 3479–3500. [Google Scholar] [CrossRef]
- Brown, R.M.; Saxena, I.; Kudlicka, K. Cellulose biosynthesis in higher plants. Trends Plant Sci. 1996, 1, 149–156. [Google Scholar]
- Azizi Samir, M.A.S.; Alloin, F.; Dufresne, A. Review of Recent Research into Cellulosic Whiskers, Their Properties and Their Application in Nanocomposite Field. Biomacromolecules 2005, 6, 612–626. [Google Scholar] [CrossRef]
- Klemm, D.; Heublein, B.; Fink, H.-P.; Bohn, A. Cellulose: Fascinating Biopolymer and Sustainable Raw Material. Angew. Chemie Int. Ed. 2005, 44, 3358–3393. [Google Scholar] [CrossRef]
- Lavoine, N.; Desloges, I.; Dufresne, A.; Bras, J. Microfibrillated cellulose—Its barrier properties and applications in cellulosic materials: A review. Carbohydr. Polym. 2012, 90, 735–764. [Google Scholar] [CrossRef] [PubMed]
- Czaja, W.K.; Young, D.J.; Kawecki, M.; Brown, R.M. The Future Prospects of Microbial Cellulose in Biomedical Applications. Biomacromolecules 2007, 8, 1–12. [Google Scholar] [CrossRef]
- Kondo, T. The relationship between intramolecular hydrogen bonds and certain physical properties of regioselectively substituted cellulose derivatives. J. Polym. Sci. Part B Polym. Phys. 1997, 35, 717–723. [Google Scholar] [CrossRef]
- Siqueira, G.; Bras, J.; Dufresne, A. Cellulosic Bionanocomposites: A Review of Preparation, Properties and Applications. Polymers 2010, 2, 728–765. [Google Scholar] [CrossRef] [Green Version]
- Wada, M.; Ike, M.; Tokuyasu, K. Enzymatic hydrolysis of cellulose I is greatly accelerated via its conversion to the cellulose II hydrate form. Polym. Degrad. Stab. 2010, 95, 543–548. [Google Scholar] [CrossRef]
- Krässig, H.A. (Ed.) Cellulose, Structure, Accessibility and Reactivity; Gordon and Breach Publishers: Philadelphia, PA, USA, 1993. [Google Scholar]
- Mariano, M.; El Kissi, N.; Dufresne, A. Cellulose nanocrystals and related nanocomposites: Review of some properties and challenges. J. Polym. Sci. Part B Polym. Phys. 2014, 52, 791–806. [Google Scholar] [CrossRef]
- Guambo, M.P.R.; Spencer, L.; Vispo, N.S.; Vizuete, K.; Debut, A.; Whitehead, D.C.; Santos-Oliveira, R.; Alexis, F. Natural Cellulose Fibers for Surgical Suture Applications. Polymers 2020, 12, 3042. [Google Scholar] [CrossRef]
- Anglès, M.N.; Dufresne, A. Plasticized Starch/Tunicin Whiskers Nanocomposites. 1. Structural Analysis. Macromolecules 2000, 33, 8344–8353. [Google Scholar] [CrossRef]
- Agoda-Tandjawa, G.; Durand, S.; Berot, S.; Blassel, C.; Gaillard, C.; Garnier, C.; Doublier, J.-L. Rheological characterization of microfibrillated cellulose suspensions after freezing. Carbohydr. Polym. 2010, 80, 677–686. [Google Scholar] [CrossRef]
- Murphy, C.A.; Collins, M.N. Microcrystalline cellulose reinforced polylactic acid biocomposite filaments for 3D printing. Polym. Compos. 2018, 39, 1311–1320. [Google Scholar] [CrossRef]
- Saito, T.; Kuramae, R.; Wohlert, J.; Berglund, L.A.; Isogai, A. An Ultrastrong Nanofibrillar Biomaterial: The Strength of Single Cellulose Nanofibrils Revealed via Sonication-Induced Fragmentation. Biomacromolecules 2013, 14, 248–253. [Google Scholar] [CrossRef] [PubMed]
- Habibi, Y.; Goffin, A.-L.; Schiltz, N.; Duquesne, E.; Dubois, P.; Dufresne, A. Bionanocomposites based on poly(ε-caprolactone)-grafted cellulose nanocrystals by ring-opening polymerization. J. Mater. Chem. 2008, 18, 5002–5010. [Google Scholar] [CrossRef]
- Ebeling, T.; Paillet, M.; Borsali, R.; Diat, O.; Dufresne, A.; Cavaillé, A.J.; Chanzy, H. Shear-Induced Orientation Phenomena in Suspensions of Cellulose Microcrystals, Revealed by Small Angle X-ray Scattering. Langmuir 1999, 15, 6123–6126. [Google Scholar] [CrossRef]
- Li, H.; Cao, Z.; Wu, D.; Tao, G.; Zhong, W.; Zhu, H.; Qiu, P.; Liu, C. Crystallisation, mechanical properties and rheological behaviour of PLA composites reinforced by surface modified microcrystalline cellulose. Plast. Rubber Compos. 2016, 45, 181–187. [Google Scholar] [CrossRef]
- Trache, D.; Hussin, M.H.; Hui Chuin, C.T.; Sabar, S.; Fazita, M.R.N.; Taiwo, O.F.A.; Hassan, T.M.; Haafiz, M.K.M. Microcrystalline cellulose: Isolation, characterization and bio-composites application—A review. Int. J. Biol. Macromol. 2016, 93, 789–804. [Google Scholar] [CrossRef] [PubMed]
- Eichhorn, S.J.; Baillie, C.A.; Zafeiropoulos, N.; Mwaikambo, L.Y.; Ansell, M.P.; Dufresne, A.; Entwistle, K.M.; Herrera-Franco, P.J.; Escamilla, G.C.; Groom, L.; et al. Review: Current international research into cellulosic fibres and composites. J. Mater. Sci. 2001, 36, 2107–2131. [Google Scholar] [CrossRef]
- Tashiro, K.; Kobayashi, M. Theoretical evaluation of three-dimensional elastic constants of native and regenerated celluloses: Role of hydrogen bonds. Polymer 1991, 32, 1516–1526. [Google Scholar] [CrossRef]
- Lahiji, R.R.; Xu, X.; Reifenberger, R.; Raman, A.; Rudie, A.; Moon, R.J. Atomic Force Microscopy Characterization of Cellulose Nanocrystals. Langmuir 2010, 26, 4480–4488. [Google Scholar] [CrossRef] [PubMed]
- Iwamoto, S.; Kai, W.; Isogai, A.; Iwata, T. Elastic Modulus of Single Cellulose Microfibrils from Tunicate Measured by Atomic Force Microscopy. Biomacromolecules 2009, 10, 2571–2576. [Google Scholar] [CrossRef] [PubMed]
- Walther, A.; Timonen, J.V.I.; Díez, I.; Laukkanen, A.; Ikkala, O. Multifunctional High-Performance Biofibers Based on Wet-Extrusion of Renewable Native Cellulose Nanofibrils. Adv. Mater. 2011, 23, 2924–2928. [Google Scholar] [CrossRef] [PubMed]
- Ioelovich, M. Nanoparticles of Amorphous Cellulose and Their Properties. Am. J. Nanosci. Nanotechnol. 2013, 1, 41. [Google Scholar] [CrossRef] [Green Version]
- Frenot, A.; Henriksson, M.W.; Walkenström, P. Electrospinning of cellulose-based nanofibers. J. Appl. Polym. Sci. 2007, 103, 1473–1482. [Google Scholar] [CrossRef]
- Håkansson, K.M.O.; Fall, A.B.; Lundell, F.; Yu, S.; Krywka, C.; Roth, S.V.; Santoro, G.; Kvick, M.; Prahl Wittberg, L.; Wågberg, L.; et al. Hydrodynamic alignment and assembly of nanofibrils resulting in strong cellulose filaments. Nat. Commun. 2014, 5, 4018. [Google Scholar] [CrossRef] [PubMed]
- McAdam, B.; Brennan Fournet, M.; McDonald, P.; Mojicevic, M. Production of Polyhydroxybutyrate (PHB) and Factors Impacting Its Chemical and Mechanical Characteristics. Polymers 2020, 12, 2908. [Google Scholar] [CrossRef] [PubMed]
- Rafiqah, S.A.; Khalina, A.; Harmaen, A.S.; Tawakkal, I.A.; Zaman, K.; Asim, M.; Nurrazi, M.N.; Lee, C.H. A Review on Properties and Application of Bio-Based Poly(Butylene Succinate). Polymers 2021, 13, 1436. [Google Scholar] [CrossRef]
- Lee, B.K.; Yun, Y.; Park, K. PLA micro- and nano-particles. Adv. Drug Deliv. Rev. 2016, 107, 176–191. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Xiao, L.; Mai, Y.; He, F.; Yu, L.; Zhang, L.; Tang, H.; Yang, G. Bio-based green composites with high performance from poly(lactic acid) and surface-modified microcrystalline cellulose. J. Mater. Chem. 2012, 22, 15732–15739. [Google Scholar] [CrossRef]
- Dwivedi, R.; Kumar, S.; Pandey, R.; Mahajan, A.; Nandana, D.; Katti, D.S.; Mehrotra, D. Polycaprolactone as biomaterial for bone scaffolds: Review of literature. J. Oral Biol. Craniofacial Res. 2020, 10, 381–388. [Google Scholar] [CrossRef]
- Lasprilla, A.J.R.; Martinez, G.A.R.; Lunelli, B.H.; Jardini, A.L.; Filho, R.M. Poly-lactic acid synthesis for application in biomedical devices—A review. Biotechnol. Adv. 2012, 30, 321–328. [Google Scholar] [CrossRef]
- Auras, R.; Harte, B.; Selke, S. An Overview of Polylactides as Packaging Materials. Macromol. Biosci. 2004, 4, 835–864. [Google Scholar] [CrossRef]
- Budak, K.; Sogut, O.; Aydemir Sezer, U. A review on synthesis and biomedical applications of polyglycolic acid. J. Polym. Res. 2020, 27, 208. [Google Scholar] [CrossRef]
- Anjana; Raturi, G.; Shree, S.; Sharma, A.; Panesar, P.S.; Goswami, S. Recent approaches for enhanced production of microbial polyhydroxybutyrate: Preparation of biocomposites and applications. Int. J. Biol. Macromol. 2021, 182, 1650–1669. [Google Scholar] [CrossRef] [PubMed]
- Sudesh, K.; Abe, H.; Doi, Y. Synthesis, structure and properties of polyhydroxyalkanoates: Biological polyesters. Prog. Polym. Sci. 2000, 25, 1503–1555. [Google Scholar] [CrossRef]
- Labet, M.; Thielemans, W. Synthesis of polycaprolactone: A review. Chem. Soc. Rev. 2009, 38, 3484. [Google Scholar] [CrossRef]
- Bartnikowski, M.; Dargaville, T.R.; Ivanovski, S.; Hutmacher, D.W. Degradation mechanisms of polycaprolactone in the context of chemistry, geometry and environment. Prog. Polym. Sci. 2019, 96, 1–20. [Google Scholar] [CrossRef]
- Mochane, M.J.; Magagula, S.I.; Sefadi, J.S.; Mokhena, T.C. A Review on Green Composites Based on Natural Fiber-Reinforced Polybutylene Succinate (PBS). Polymers 2021, 13, 1200. [Google Scholar] [CrossRef]
- Yamane, K.; Sato, H.; Ichikawa, Y.; Sunagawa, K.; Shigaki, Y. Development of an industrial production technology for high-molecular-weight polyglycolic acid. Polym. J. 2014, 46, 769–775. [Google Scholar] [CrossRef]
- Low, Y.J.; Andriyana, A.; Ang, B.C.; Zainal Abidin, N.I. Bioresorbable and degradable behaviors of PGA: Current state and future prospects. Polym. Eng. Sci. 2020, 60, 2657–2675. [Google Scholar] [CrossRef]
- Fortelny, I.; Ujcic, A.; Fambri, L.; Slouf, M. Phase Structure, Compatibility, and Toughness of PLA/PCL Blends: A Review. Front. Mater. 2019, 6, 206. [Google Scholar] [CrossRef] [Green Version]
- Garin, M.; Tighzert, L.; Vroman, I.; Marinkovic, S.; Estrine, B. The influence of molar mass on rheological and dilute solution properties of poly(butylene succinate). J. Appl. Polym. Sci. 2014, 131, 40887. [Google Scholar] [CrossRef]
- Ikada, Y.; Tsuji, H. Biodegradable polyesters for medical and ecological applications. Macromol. Rapid Commun. 2000, 21, 117–132. [Google Scholar] [CrossRef]
- Kliem, S.; Kreutzbruck, M.; Bonten, C. Review on the Biological Degradation of Polymers in Various Environments. Materials 2020, 13, 4586. [Google Scholar] [CrossRef] [PubMed]
- Woodruff, M.A.; Hutmacher, D.W. The return of a forgotten polymer—Polycaprolactone in the 21st century. Prog. Polym. Sci. 2010, 35, 1217–1256. [Google Scholar] [CrossRef] [Green Version]
- Puchalski, M.; Szparaga, G.; Biela, T.; Gutowska, A.; Sztajnowski, S.; Krucińska, I. Molecular and Supramolecular Changes in Polybutylene Succinate (PBS) and Polybutylene Succinate Adipate (PBSA) Copolymer during Degradation in Various Environmental Conditions. Polymers 2018, 10, 251. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tserki, V.; Matzinos, P.; Pavlidou, E.; Vachliotis, D.; Panayiotou, C. Biodegradable aliphatic polyesters. Part I. Properties and biodegradation of poly(butylene succinate-co-butylene adipate). Polym. Degrad. Stab. 2006, 91, 367–376. [Google Scholar] [CrossRef]
- Ikada, Y.; Jamshidi, K.; Tsuji, H.; Hyon, S.H. Stereocomplex formation between enantiomeric poly(lactides). Macromolecules 1987, 20, 904–906. [Google Scholar] [CrossRef]
- Saeidlou, S.; Huneault, M.A.; Li, H.; Park, C.B. Poly(lactic acid) crystallization. Prog. Polym. Sci. 2012, 37, 1657–1677. [Google Scholar] [CrossRef]
- Pérez-Fonseca, A.A.; Robledo-Ortíz, J.R.; González-Núñez, R.; Rodrigue, D. Effect of thermal annealing on the mechanical and thermal properties of polylactic acid-cellulosic fiber biocomposites. J. Appl. Polym. Sci. 2016, 133, 43750. [Google Scholar] [CrossRef]
- Gupta, A.; Simmons, W.; Schueneman, G.T.; Hylton, D.; Mintz, E.A. Rheological and Thermo-Mechanical Properties of Poly(lactic acid)/Lignin-Coated Cellulose Nanocrystal Composites. ACS Sustain. Chem. Eng. 2017, 5, 1711–1720. [Google Scholar] [CrossRef]
- Byun, Y.; Rodriguez, K.; Han, J.H.; Kim, Y.T. Improved thermal stability of polylactic acid (PLA) composite film via PLA–β-cyclodextrin-inclusion complex systems. Int. J. Biol. Macromol. 2015, 81, 591–598. [Google Scholar] [CrossRef]
- Zhou, H.; Lawrence, J.G.; Bhaduri, S.B. Fabrication aspects of PLA-CaP/PLGA-CaP composites for orthopedic applications: A review. Acta Biomater. 2012, 8, 1999–2016. [Google Scholar] [CrossRef] [PubMed]
- Casciaro, B.; D’Angelo, I.; Zhang, X.; Loffredo, M.R.; Conte, G.; Cappiello, F.; Quaglia, F.; Di, Y.P.P.; Ungaro, F.; Mangoni, M.L. Poly(lactide- co-glycolide) Nanoparticles for Prolonged Therapeutic Efficacy of Esculentin-1a-Derived Antimicrobial Peptides against Pseudomonas aeruginosa Lung Infection: In Vitro and in Vivo Studies. Biomacromolecules 2019, 20, 1876–1888. [Google Scholar] [CrossRef] [PubMed]
- Alibolandi, M.; Alabdollah, F.; Sadeghi, F.; Mohammadi, M.; Abnous, K.; Ramezani, M.; Hadizadeh, F. Dextran-b-poly (lactide-co-glycolide) polymersome for oral delivery of insulin: In vitro and in vivo evaluation. J. Control. Release 2016, 227, 58–70. [Google Scholar] [CrossRef]
- Abe, H.; Matsubara, I.; Doi, Y.; Hori, Y.; Yamaguchi, A. Physical Properties and Enzymic Degradability of Poly(3-hydroxybutyrate) Stereoisomers with Different Stereoregularities. Macromolecules 1994, 27, 6018–6025. [Google Scholar] [CrossRef]
- Yeo, J.C.C.; Muiruri, J.K.; Thitsartarn, W.; Li, Z.; He, C. Recent advances in the development of biodegradable PHB-based toughening materials: Approaches, advantages and applications. Mater. Sci. Eng. C 2018, 92, 1092–1116. [Google Scholar] [CrossRef] [PubMed]
- Lenz, R.W.; Marchessault, R.H. Bacterial Polyesters: Biosynthesis, Biodegradable Plastics and Biotechnology. Biomacromolecules 2005, 6, 1–8. [Google Scholar] [CrossRef]
- Mitomo, H.; Hsieh, W.-C.; Nishiwaki, K.; Kasuya, K.; Doi, Y. Poly(3-hydroxybutyrate-co-4-hydroxybutyrate) produced by Comamonas acidovorans. Polymer 2001, 42, 3455–3461. [Google Scholar] [CrossRef] [Green Version]
- Pitt, C.G.; Chasalow, F.I.; Hibionada, Y.M.; Klimas, D.M.; Schindler, A. Aliphatic polyesters. I. The degradation of poly(ϵ-caprolactone) in vivo. J. Appl. Polym. Sci. 1981, 26, 3779–3787. [Google Scholar] [CrossRef]
- Bondeson, D.; Oksman, K. Dispersion and characteristics of surfactant modified cellulose whiskers nanocomposites. Compos. Interfaces 2007, 14, 617–630. [Google Scholar] [CrossRef]
- Li, C.; Sun, C.; Wang, C.; Tan, H.; Xie, Y.; Zhang, Y. Cellulose nanocrystal reinforced poly(lactic acid) nanocomposites prepared by a solution precipitation approach. Cellulose 2020, 27, 7489–7502. [Google Scholar] [CrossRef]
- Bayart, M.; Adjallé, K.; Diop, A.; Ovlaque, P.; Barnabé, S.; Robert, M.; Elkoun, S. PLA/flax fiber bio-composites: Effect of polyphenol-based surface treatment on interfacial adhesion and durability. Compos. Interfaces 2021, 28, 287–308. [Google Scholar] [CrossRef]
- Góis, G.S.; Nepomuceno, N.C.; França, C.H.A.; Almeida, Y.M.B.; Hernandéz, E.P.; Oliveira, J.E.; Oliveira, M.P.; Medeiros, E.S.; Santos, A.S.F. Influence of morphology and dispersion stability of CNC modified with ethylene oxide derivatives on mechanical properties of PLA-based nanocomposites. Polym. Compos. 2019, 40, E399–E408. [Google Scholar] [CrossRef]
- Pal, N.; Banerjee, S.; Roy, P.; Pal, K. Melt-blending of unmodified and modified cellulose nanocrystals with reduced graphene oxide into PLA matrix for biomedical application. Polym. Adv. Technol. 2019, 30, 3049–3060. [Google Scholar] [CrossRef]
- Arrieta, M.P.; Fortunati, E.; Dominici, F.; Rayón, E.; López, J.; Kenny, J.M. Multifunctional PLA–PHB/cellulose nanocrystal films: Processing, structural and thermal properties. Carbohydr. Polym. 2014, 107, 16–24. [Google Scholar] [CrossRef] [PubMed]
- Pracella, M.; Mura, C.; Galli, G. Polyhydroxyalkanoate Nanocomposites with Cellulose Nanocrystals as Biodegradable Coating and Packaging Materials. ACS Appl. Nano Mater. 2021, 4, 260–270. [Google Scholar] [CrossRef]
- Fortunati, E.; Armentano, I.; Zhou, Q.; Puglia, D.; Terenzi, A.; Berglund, L.A.; Kenny, J.M. Microstructure and nonisothermal cold crystallization of PLA composites based on silver nanoparticles and nanocrystalline cellulose. Polym. Degrad. Stab. 2012, 97, 2027–2036. [Google Scholar] [CrossRef]
- Cacciotti, I.; Fortunati, E.; Puglia, D.; Kenny, J.M.; Nanni, F. Effect of silver nanoparticles and cellulose nanocrystals on electrospun poly(lactic) acid mats: Morphology, thermal properties and mechanical behavior. Carbohydr. Polym. 2014, 103, 22–31. [Google Scholar] [CrossRef] [Green Version]
- Qin, S.; Hu, Y.; Tian, X.; Tian, Y.; Liu, W.; Zhao, L. Modification of cellulose nanocrystals by self-assembly nucleation agents to improve poly(L-lactide) nanocomposite’ properties. Cellulose 2020, 27, 4337–4353. [Google Scholar] [CrossRef]
- Lin, J.; Yang, Z.; Hu, X.; Hong, G.; Zhang, S.; Song, W. The Effect of Alkali Treatment on Properties of Dopamine Modification of Bamboo Fiber/Polylactic Acid Composites. Polymers 2018, 10, 403. [Google Scholar] [CrossRef] [Green Version]
- Gregor-Svetec, D.; Leskovšek, M.; Leskovar, B.; Stanković Elesini, U.; Vrabič-Brodnjak, U. Analysis of PLA Composite Filaments Reinforced with Lignin and Polymerised-Lignin-Treated NFC. Polymers 2021, 13, 2174. [Google Scholar] [CrossRef]
- Alvarado, N.; Romero, J.; Torres, A.; López de Dicastillo, C.; Rojas, A.; Galotto, M.J.; Guarda, A. Supercritical impregnation of thymol in poly(lactic acid) filled with electrospun poly(vinyl alcohol)-cellulose nanocrystals nanofibers: Development an active food packaging material. J. Food Eng. 2018, 217, 1–10. [Google Scholar] [CrossRef]
- Voronova, M.I.; Gurina, D.L.; Surov, O.V.; Zakharov, A.G. Interactions in solvent–polycaprolactone–cellulose nanocrystals–polyvinyl pyrrolidone system: Experiment and molecular dynamics simulation. J. Mol. Liq. 2021, 341, 117409. [Google Scholar] [CrossRef]
- Pal, N.; Banerjee, S.; Roy, P.; Pal, K. Reduced graphene oxide and PEG-grafted TEMPO-oxidized cellulose nanocrystal reinforced poly-lactic acid nanocomposite film for biomedical application. Mater Sci Eng C 2019, 104, 109956. [Google Scholar] [CrossRef]
- Barbosa, R.F.S.; Souza, A.G.; Rosa, D.S. Acetylated cellulose nanostructures as reinforcement materials for PBAT nanocomposites. Polym. Compos. 2020, 41, 2841–2854. [Google Scholar] [CrossRef]
- Suryanegara, L.; Nugraha, R.A.; Achmadi, S.S. Improvement of thermal and mechanical properties of composite based on polylactic acid and microfibrillated cellulose through chemical modification. IOP Conf. Ser. Mater. Sci. Eng. 2017, 223, 012032. [Google Scholar] [CrossRef] [Green Version]
- Abdulkhani, A.; Hosseinzadeh, J.; Ashori, A.; Dadashi, S.; Takzare, Z. Preparation and characterization of modified cellulose nanofibers reinforced polylactic acid nanocomposite. Polym. Test. 2014, 35, 73–79. [Google Scholar] [CrossRef]
- Ávila Ramírez, J.A.; Cerrutti, P.; Bernal, C.; Errea, M.I.; Foresti, M.L. Nanocomposites Based on Poly(lactic acid) and Bacterial Cellulose Acetylated by an α-Hydroxyacid Catalyzed Route. J. Polym. Environ. 2019, 27, 510–520. [Google Scholar] [CrossRef] [Green Version]
- Ling, Z.; Liu, W.; Ren, Y.; Chen, H.; Huang, C.; Lai, C.; Yong, Q. Bioinspired manufacturing of oriented polysaccharides scaffolds for strong, optical haze and anti-UV/bacterial membranes. Carbohydr. Polym. 2021, 270, 118328. [Google Scholar] [CrossRef]
- Blaker, J.J.; Lee, K.-Y.; Walters, M.; Drouet, M.; Bismarck, A. Aligned unidirectional PLA/bacterial cellulose nanocomposite fibre reinforced PDLLA composites. React. Funct. Polym. 2014, 85, 185–192. [Google Scholar] [CrossRef] [Green Version]
- Haque, M.M.-U.; Errico, M.E.; Gentile, G.; Avella, M.; Pracella, M. Functionalization and Compatibilization of Poly(ε-caprolactone) Composites with Cellulose Microfibres: Morphology, Thermal and Mechanical Properties. Macromol. Mater. Eng. 2012, 297, 985–993. [Google Scholar] [CrossRef]
- Almasi, H.; Ghanbarzadeh, B.; Dehghannya, J.; Entezami, A.A.; Asl, A.K. Novel nanocomposites based on fatty acid modified cellulose nanofibers/poly(lactic acid): Morphological and physical properties. Food Packag. Shelf Life 2015, 5, 21–31. [Google Scholar] [CrossRef]
- Long, S.; Zhong, L.; Lin, X.; Chang, X.; Wu, F.; Wu, R.; Xie, F. Preparation of formyl cellulose and its enhancement effect on the mechanical and barrier properties of polylactic acid films. Int. J. Biol. Macromol. 2021, 172, 82–92. [Google Scholar] [CrossRef] [PubMed]
- Shojaeiarani, J.; Bajwa, D.S.; Hartman, K. Esterified cellulose nanocrystals as reinforcement in poly(lactic acid) nanocomposites. Cellulose 2019, 26, 2349–2362. [Google Scholar] [CrossRef]
- Trifol, J.; Plackett, D.; Sillard, C.; Hassager, O.; Daugaard, A.E.; Bras, J.; Szabo, P. A comparison of partially acetylated nanocellulose, nanocrystalline cellulose, and nanoclay as fillers for high-performance polylactide nanocomposites. J. Appl. Polym. Sci. 2016, 133, 58–66. [Google Scholar] [CrossRef]
- Xu, C.; Chen, J.; Wu, D.; Chen, Y.; Lv, Q.; Wang, M. Polylactide/acetylated nanocrystalline cellulose composites prepared by a continuous route: A phase interface-property relation study. Carbohydr. Polym. 2016, 146, 58–66. [Google Scholar] [CrossRef]
- Xu, C.; Wu, D.; Lv, Q.; Yan, L. Crystallization Temperature as the Probe To Detect Polymer–Filler Compatibility in the Poly(ε-caprolactone) Composites with Acetylated Cellulose Nanocrystal. J. Phys. Chem. C 2017, 121, 18615–18624. [Google Scholar] [CrossRef]
- Ribeiro, F.A. dos S.V.; Cavalcante, M. de P.; Tavares, M.I.B.; Melo, A.R.A. Effect of modified microcrystalline cellulose on poly(3-hydroxybutyrate) molecular dynamics by proton relaxometry. Polym. Polym. Compos. 2021, 29, 553–560. [Google Scholar]
- Clarkson, C.M.; El Awad Azrak, S.M.; Chowdhury, R.; Shuvo, S.N.; Snyder, J.; Schueneman, G.; Ortalan, V.; Youngblood, J.P. Melt Spinning of Cellulose Nanofibril/Polylactic Acid (CNF/PLA) Composite Fibers For High Stiffness. ACS Appl. Polym. Mater. 2019, 1, 160–168. [Google Scholar] [CrossRef]
- Zhu, T.; Guo, J.; Fei, B.; Feng, Z.; Gu, X.; Li, H.; Sun, J.; Zhang, S. Preparation of methacrylic acid modified microcrystalline cellulose and their applications in polylactic acid: Flame retardancy, mechanical properties, thermal stability and crystallization behavior. Cellulose 2020, 27, 2309–2323. [Google Scholar] [CrossRef]
- Niu, X.; Liu, Y.; Song, Y.; Han, J.; Pan, H. Rosin modified cellulose nanofiber as a reinforcing and co-antimicrobial agents in polylactic acid /chitosan composite film for food packaging. Carbohydr. Polym. 2018, 183, 102–109. [Google Scholar] [CrossRef]
- Kale, R.D.; Gorade, V.G. Preparation of acylated microcrystalline cellulose using olive oil and its reinforcing effect on poly(lactic acid) films for packaging application. J. Polym. Res. 2018, 25, 81. [Google Scholar] [CrossRef]
- Shojaeiarani, J.; Bajwa, D.S.; Stark, N.M. Green esterification: A new approach to improve thermal and mechanical properties of poly(lactic acid) composites reinforced by cellulose nanocrystals. J. Appl. Polym. Sci. 2018, 135, 46468. [Google Scholar] [CrossRef]
- Li, K.; Mcgrady, D.; Zhao, X.; Ker, D.; Tekinalp, H.; He, X.; Qu, J.; Aytug, T.; Cakmak, E.; Phipps, J.; et al. Surface-modified and oven-dried microfibrillated cellulose reinforced biocomposites: Cellulose network enabled high performance. Carbohydr. Polym. 2021, 256, 1755302. [Google Scholar] [CrossRef] [PubMed]
- Moazzami Goudarzi, Z.; Behzad, T.; Ghasemi-Mobarakeh, L.; Kharaziha, M. An investigation into influence of acetylated cellulose nanofibers on properties of PCL/Gelatin electrospun nanofibrous scaffold for soft tissue engineering. Polymer 2021, 213, 123313. [Google Scholar] [CrossRef]
- Jonoobi, M.; Mathew, A.P.; Abdi, M.M.; Makinejad, M.D.; Oksman, K. A Comparison of Modified and Unmodified Cellulose Nanofiber Reinforced Polylactic Acid (PLA) Prepared by Twin Screw Extrusion. J. Polym. Environ. 2012, 20, 991–997. [Google Scholar] [CrossRef]
- Žepič, V.; Poljanšek, I.; Oven, P.; Čop, M. COST-FP1105: Properties of PLA films reinforced with unmodified and acetylated freeze dried nanofibrillated cellulose. Holzforschung 2016, 70, 1125–1134. [Google Scholar] [CrossRef]
- Jamaluddin, N.; Hsu, Y.-I.; Asoh, T.-A.; Uyama, H. Effects of Acid-Anhydride-Modified Cellulose Nanofiber on Poly(Lactic Acid) Composite Films. Nanomaterials 2021, 11, 753. [Google Scholar] [CrossRef]
- Bin, Y.; Yang, B.; Wang, H. The effect of a small amount of modified microfibrillated cellulose and ethylene–glycidyl methacrylate copolymer on the crystallization behaviors and mechanical properties of polylactic acid. Polym. Bull. 2018, 75, 3377–3394. [Google Scholar] [CrossRef]
- Oza, S.; Ning, H.; Ferguson, I.; Lu, N. Effect of surface treatment on thermal stability of the hemp-PLA composites: Correlation of activation energy with thermal degradation. Compos. Part B Eng. 2014, 67, 227–232. [Google Scholar] [CrossRef]
- Szefer, E.; Leszczyńska, A.; Hebda, E.; Pielichowski, K. The Application of Cellulose Nanocrystals Modified with Succinic Anhydride under the Microwave Irradiation for Preparation of Polylactic Acid Nanocomposites. J. Renew. Mater. 2021, 9, 1127–1142. [Google Scholar] [CrossRef]
- Pandey, J.K.; Lee, C.S.; Ahn, S.-H. Preparation and properties of bio-nanoreinforced composites from biodegradable polymer matrix and cellulose whiskers. J. Appl. Polym. Sci. 2010, 115, 2493–2501. [Google Scholar] [CrossRef]
- Zhou, L.; He, H.; Li, M.; Huang, S.; Mei, C.; Wu, Q. Enhancing mechanical properties of poly(lactic acid) through its in-situ crosslinking with maleic anhydride-modified cellulose nanocrystals from cottonseed hulls. Ind. Crops Prod. 2018, 112, 449–459. [Google Scholar] [CrossRef]
- Bi, H.; Ye, G.; Sun, H.; Ren, Z.; Gu, T.; Xu, M. Mechanically robust, shape memory, self-healing and 3D printable thermoreversible cross-linked polymer composites toward conductive and biomimetic skin devices applications. Addit. Manuf. 2022, 49, 102487. [Google Scholar] [CrossRef]
- Xia, X.; Liu, W.; Zhou, L.; Liu, H.; He, S.; Zhu, C. Study on flax fiber toughened poly (lactic acid) composites. J. Appl. Polym. Sci. 2015, 132, 42573. [Google Scholar] [CrossRef]
- Xia, X.; Liu, W.; Zhou, L.; Hua, Z.; Liu, H.; He, S. Modification of flax fiber surface and its compatibilization in polylactic acid/flax composites. Iran. Polym. J. 2016, 25, 25–35. [Google Scholar] [CrossRef]
- Suchaiya, V.; Aht-Ong, D. Microwave-Assisted Modification of Cellulose as a Compatibilizer for Pla and Mcc Biocomposite Film: Effects of Side Chain Length and Content on Mechanical and Thermal Properties. Polym. Polym. Compos. 2014, 22, 613–624. [Google Scholar] [CrossRef]
- Spiridon, I.; Darie, R.N.; Kangas, H. Influence of fiber modifications on PLA/fiber composites. Behavior to accelerated weathering. Compos. Part B Eng. 2016, 92, 19–27. [Google Scholar] [CrossRef]
- Robles, E.; Urruzola, I.; Labidi, J.; Serrano, L. Surface-modified nano-cellulose as reinforcement in poly(lactic acid) to conform new composites. Ind. Crops Prod. 2015, 71, 44–53. [Google Scholar] [CrossRef]
- Chen, J.; Yang, R.; Ou, J.; Tang, C.; Xiang, M.; Wu, D.; Tang, J.; Tam, K.C. Functionalized cellulose nanocrystals as the performance regulators of poly(β-hydroxybutyrate-co-valerate) biocomposites. Carbohydr. Polym. 2020, 242, 116399. [Google Scholar] [CrossRef]
- Ghorbani Chaboki, M.; Mohammadi-Rovshandeh, J.; Hemmati, F. Poly(lactic acid)/thermoplasticized rice straw biocomposites: Effects of benzylated lignocellulosic filler and nanoclay. Iran. Polym. J. 2019, 28, 777–788. [Google Scholar] [CrossRef]
- Sojoudiasli, H.; Heuzey, M.-C.; Carreau, P.J.; Riedl, B. Rheological behavior of suspensions of modified and unmodified cellulose nanocrystals in dimethyl sulfoxide. Rheol. Acta 2017, 56, 673–682. [Google Scholar] [CrossRef]
- Fumagalli, M.; Berriot, J.; de Gaudemaris, B.; Veyland, A.; Putaux, J.-L.; Molina-Boisseau, S.; Heux, L. Rubber materials from elastomers and nanocellulose powders: Filler dispersion and mechanical reinforcement. Soft Matter 2018, 14, 2638–2648. [Google Scholar] [CrossRef] [PubMed]
- Hermanson, G. Bioconjugate Techniques, 2nd ed.; Academic Press: Cambridge, MA, USA, 2008. [Google Scholar]
- Ramamoorthy, S.K.; Bakare, F.; Herrmann, R.; Skrifvars, M. Performance of biocomposites from surface modified regenerated cellulose fibers and lactic acid thermoset bioresin. Cellulose 2015, 22, 2507–2528. [Google Scholar] [CrossRef] [Green Version]
- Qu, P.; Zhou, Y.; Zhang, X.; Yao, S.; Zhang, L. Surface modification of cellulose nanofibrils for poly(lactic acid) composite application. J. Appl. Polym. Sci. 2012, 125, 3084–3091. [Google Scholar] [CrossRef]
- Li, X.; Deng, L.; Li, Y.; Li, K. Preparation of Microcrystalline Cellulose from Bagasse Bleached Pulp Reinforced Polylactic Acid Composite Films. Sugar Tech. 2020, 22, 1138–1147. [Google Scholar] [CrossRef]
- Luo, H.; Zhang, C.; Xiong, G.; Wan, Y. Effects of alkali and alkali/silane treatments of corn fibers on mechanical and thermal properties of its composites with polylactic acid. Polym. Compos. 2016, 37, 3499–3507. [Google Scholar] [CrossRef]
- Ma, Y.; Qian, S.; Hu, L.; Qian, J.; Fontanillo Lopez, C.A.; Xu, L. Mechanical, thermal, and morphological properties of PLA biocomposites toughened with silylated bamboo cellulose nanowhiskers. Polym. Compos. 2019, 40, 3012–3019. [Google Scholar] [CrossRef]
- Lee, J.S.; Ryu, Y.S.; Kim, I.; Kim, S.H. Effect of interface affinity on the performance of a composite of microcrystalline cellulose and polypropylene/polylactide blends. Polym. Int. 2019, 68, 1402–1410. [Google Scholar] [CrossRef]
- Inukai, S.; Kurokawa, N.; Hotta, A. Mechanical properties of poly(ε-caprolactone) composites with electrospun cellulose nanofibers surface modified by 3-aminopropyltriethoxysilane. J. Appl. Polym. Sci. 2020, 137, 48599. [Google Scholar] [CrossRef]
- Frone, A.N.; Berlioz, S.; Chailan, J.-F.; Panaitescu, D.M.; Donescu, D. Cellulose fiber-reinforced polylactic acid. Polym. Compos. 2011, 32, 976–985. [Google Scholar] [CrossRef]
- Montes, S.; Azcune, I.; Cabañero, G.; Grande, H.-J.; Odriozola, I.; Labidi, J. Functionalization of Cellulose Nanocrystals in Choline Lactate Ionic Liquid. Materials 2016, 9, 499. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Qian, S.; Sheng, K. PLA toughened by bamboo cellulose nanowhiskers: Role of silane compatibilization on the PLA bionanocomposite properties. Compos. Sci. Technol. 2017, 148, 59–69. [Google Scholar] [CrossRef]
- Threepopnatkul, P.; Sittattrakul, A.; Supawititpattana, K.; Jittiarpon, P.; Raksawat, P.; Kulsetthanchalee, C. Effect of bacterial cellulose on properties of poly(lactic acid). Mater. Today Proc. 2017, 4, 6605–6614. [Google Scholar] [CrossRef]
- Raquez, J.-M.; Murena, Y.; Goffin, A.-L.; Habibi, Y.; Ruelle, B.; DeBuyl, F.; Dubois, P. Surface-modification of cellulose nanowhiskers and their use as nanoreinforcers into polylactide: A sustainably-integrated approach. Compos. Sci. Technol. 2012, 72, 544–549. [Google Scholar] [CrossRef]
- Zhang, X.; Di, J.; Li, J.; Li, S.; Duan, J.; Lv, J.; Zhu, X.; Xu, L.; Chang, X. Effects of different interfacial modifiers on the properties of digital printing waste paper fiber/nanocrystalline cellulose/poly(lactic acid) composites. Polym. Eng. Sci. 2022, 62, 781–792. [Google Scholar] [CrossRef]
- Araújo, R.S.; Ferreira, L.C.; Rezende, C.C.; Marques, M.F.V.; Errico, M.E.; Avolio, R.; Avella, M.; Gentile, G.; Russo, P. Poly(lactic acid)/Cellulose Composites Obtained from Modified Cotton Fibers by Successive Acid Hydrolysis. J. Polym. Environ. 2018, 26, 3149–3158. [Google Scholar] [CrossRef]
- Kabache, F.; Nekkaa, S.; Guessoum, M. Alkali and epoxy-silane surface modified pine cone flour reinforced polypropylene/poly (lactic acid) blend: Viscoelastic and morphological characterization. J. Adhes. Sci. Technol. 2021, 1–24. [Google Scholar] [CrossRef]
- Way, C.; Dean, K.; Wu, D.Y.; Palombo, E.A. Polylactic Acid Composites Utilising Sequential Surface Treatments of Lignocellulose: Chemistry, Morphology and Properties. J. Polym. Environ. 2011, 19, 849–862. [Google Scholar] [CrossRef]
- Siqueira, G.; Bras, J.; Dufresne, A. Cellulose Whiskers versus Microfibrils: Influence of the Nature of the Nanoparticle and its Surface Functionalization on the Thermal and Mechanical Properties of Nanocomposites. Biomacromolecules 2009, 10, 425–432. [Google Scholar] [CrossRef]
- Gwon, J.-G.; Cho, H.-J.; Chun, S.-J.; Lee, S.; Wu, Q.; Lee, S.-Y. Physiochemical, optical and mechanical properties of poly(lactic acid) nanocomposites filled with toluene diisocyanate grafted cellulose nanocrystals. RSC Adv. 2016, 6, 9438–9445. [Google Scholar] [CrossRef]
- Gwon, J.-G.; Cho, H.-J.; Chun, S.-J.; Lee, S.; Wu, Q.; Li, M.-C.; Lee, S.-Y. Mechanical and thermal properties of toluene diisocyanate-modified cellulose nanocrystal nanocomposites using semi-crystalline poly(lactic acid) as a base matrix. RSC Adv. 2016, 6, 73879–73886. [Google Scholar] [CrossRef]
- Ogunsona, E.O.; Panchal, P.; Mekonnen, T.H. Surface grafting of acrylonitrile butadiene rubber onto cellulose nanocrystals for nanocomposite applications. Compos. Sci. Technol. 2019, 184, 107884. [Google Scholar] [CrossRef]
- Huang, L.; Zhao, H.; Xu, H.; An, S.; Li, C.; Huang, C.; Wang, S.; Liu, Y.; Chen, J. Study of 4,4‘-Methylene Diisocyanate Phenyl Ester-Modified Cassava Residues/Polybutylene Succinate Biodegradable Composites: Preparation and Performance Research. Processes 2019, 7, 588. [Google Scholar] [CrossRef] [Green Version]
- Virtanen, S.; Vuoti, S.; Heikkinen, H.; Lahtinen, P. High strength modified nanofibrillated cellulose-polyvinyl alcohol films. Cellulose 2014, 21, 3561–3571. [Google Scholar] [CrossRef]
- Soman, S.; Chacko, A.S.; Prasad, V.S. Semi-interpenetrating network composites of poly(lactic acid) with cis-9-octadecenylamine modified cellulose-nanofibers from Areca catechu husk. Compos. Sci. Technol. 2017, 141, 65–73. [Google Scholar] [CrossRef]
- Silva, F.; Gracia, N.; McDonagh, B.H.; Domingues, F.C.; Nerín, C.; Chinga-Carrasco, G. Antimicrobial activity of biocomposite films containing cellulose nanofibrils and ethyl lauroyl arginate. J. Mater. Sci. 2019, 54, 12159–12170. [Google Scholar] [CrossRef]
- Eyholzer, C.; Tingaut, P.; Zimmermann, T.; Oksman, K. Dispersion and Reinforcing Potential of Carboxymethylated Nanofibrillated Cellulose Powders Modified with 1-Hexanol in Extruded Poly(Lactic Acid) (PLA) Composites. J. Polym. Environ. 2012, 20, 1052–1062. [Google Scholar] [CrossRef]
- Yin, Y.; Zhao, L.; Jiang, X.; Wang, H.; Gao, W. Cellulose nanocrystals modified with a triazine derivative and their reinforcement of poly(lactic acid)-based bionanocomposites. Cellulose 2018, 25, 2965–2976. [Google Scholar] [CrossRef]
- Hu, Z.; Berry, R.M.; Pelton, R.; Cranston, E.D. One-Pot Water-Based Hydrophobic Surface Modification of Cellulose Nanocrystals Using Plant Polyphenols. ACS Sustain. Chem. Eng. 2017, 5, 5018–5026. [Google Scholar] [CrossRef]
- Sundar, S.; Sain, M.; Oksman, K. Thermal characterization and electrical properties of Fe-modified cellulose long fibers and micro crystalline cellulose. J. Therm. Anal. Calorim. 2011, 104, 841–847. [Google Scholar] [CrossRef]
- Hassan, M.L.; Fadel, S.M.; Ward, A.A.; Moorefield, C.M.; Newkome, G.R. Electrical properties of Fe II -terpyridine-Modified cellulose nanocrystals and polycaprolactone/Fe II -CTP nanocomposites. Polym. Compos. 2016, 37, 2734–2743. [Google Scholar] [CrossRef]
- Ummartyotin, S.; Thiangtham, S.; Manuspiya, H. Strontium-Modified Bacterial Cellulose and a Polyvinylidene Fluoride Composite as an Electroactive Material. For. Prod. J. 2017, 67, 288–296. [Google Scholar] [CrossRef]
- Lönnberg, H.; Zhou, Q.; Brumer, H.; Teeri, T.T.; Malmström, E.; Hult, A. Grafting of cellulose fibers with poly(ε-caprolactone) and poly(L-lactic acid) via ring-opening polymerization. Biomacromolecules 2006, 7, 2178–2185. [Google Scholar] [CrossRef] [PubMed]
- Bitinis, N.; Verdejo, R.; Bras, J.; Fortunati, E.; Kenny, J.M.; Torre, L.; López-Manchado, M.A. Poly(lactic acid)/natural rubber/cellulose nanocrystal bionanocomposites Part I. Processing and morphology. Carbohydr. Polym. 2013, 96, 611–620. [Google Scholar] [CrossRef] [PubMed]
- Chai, H.; Chang, Y.; Zhang, Y.; Chen, Z.; Zhong, Y.; Zhang, L.; Sui, X.; Xu, H.; Mao, Z. The fabrication of polylactide/cellulose nanocomposites with enhanced crystallization and mechanical properties. Int. J. Biol. Macromol. 2020, 155, 1578–1588. [Google Scholar] [CrossRef]
- Goffin, A.-L.; Raquez, J.-M.; Duquesne, E.; Siqueira, G.; Habibi, Y.; Dufresne, A.; Dubois, P. From Interfacial Ring-Opening Polymerization to Melt Processing of Cellulose Nanowhisker-Filled Polylactide-Based Nanocomposites. Biomacromolecules 2011, 12, 2456–2465. [Google Scholar] [CrossRef]
- Gårdebjer, S.; Bergstrand, A.; Idström, A.; Börstell, C.; Naana, S.; Nordstierna, L.; Larsson, A. Solid-state NMR to quantify surface coverage and chain length of lactic acid modified cellulose nanocrystals, used as fillers in biodegradable composites. Compos. Sci. Technol. 2015, 107, 1–9. [Google Scholar] [CrossRef]
- Gårdebjer, S.; Bergstrand, A.; Larsson, A. A mechanistic approach to explain the relation between increased dispersion of surface modified cellulose nanocrystals and final porosity in biodegradable films. Eur. Polym. J. 2014, 57, 160–168. [Google Scholar] [CrossRef]
- Fang, H.-G.; Yang, K.-J.; Xie, Q.-Z.; Chen, X.; Wu, S.-L.; Ding, Y.-S. Influence of Interfacial Enantiomeric Grafting on Melt Rheology and Crystallization of Polylactide/Cellulose Nanocrystals Composites. Chinese J. Polym. Sci. 2022, 40, 93–106. [Google Scholar] [CrossRef]
- Lafia-Araga, R.A.; Sabo, R.; Nabinejad, O.; Matuana, L.; Stark, N. Influence of Lactic Acid Surface Modification of Cellulose Nanofibrils on the Properties of Cellulose Nanofibril Films and Cellulose Nanofibril–Poly(lactic acid) Composites. Biomolecules 2021, 11, 1346. [Google Scholar] [CrossRef]
- Jiang, Y.; Zhang, Y.; Cao, M.; Li, J.; Wu, M.; Zhang, H.; Zheng, S.; Liu, H.; Yang, M. Combining ‘grafting to’ and ‘grafting from’ to synthesize comb-like NCC-g-PLA as a macromolecular modifying agent of PLA. Nanotechnology 2021, 32, 385601. [Google Scholar] [CrossRef] [PubMed]
- Stepanova, M.; Averianov, I.; Gofman, I.; Solomakha, O.; Nashchekina, Y.; Korzhikov-Vlakh, V.; Korzhikova-Vlakh, E. Poly(ϵ-caprolactone)-based biocomposites reinforced with nanocrystalline cellulose grafted with poly(L-lactic acid). IOP Conf. Ser. Mater. Sci. Eng. 2019, 500, 012021. [Google Scholar] [CrossRef]
- Chen, J.; Wu, D.; Tam, K.C.; Pan, K.; Zheng, Z. Effect of surface modification of cellulose nanocrystal on nonisothermal crystallization of poly(β-hydroxybutyrate) composites. Carbohydr. Polym. 2017, 157, 1821–1829. [Google Scholar] [CrossRef] [PubMed]
- Ichimura, H.; Kurokawa, N.; Hotta, A. Enhancement of the mechanical property of poly(ε-caprolactone) composites with surface-modified cellulose nanofibers fabricated via electrospinning. MRS Adv. 2019, 4, 385–391. [Google Scholar] [CrossRef]
- Simão, J.A.; Bellani, C.F.; Branciforti, M.C. Thermal properties and crystallinity of PCL/PBSA/cellulose nanocrystals grafted with PCL chains. J. Appl. Polym. Sci. 2017, 134, 44493. [Google Scholar] [CrossRef]
- Labet, M.; Thielemans, W. Citric acid as a benign alternative to metal catalysts for the production of cellulose-grafted-polycaprolactone copolymers. Polym. Chem. 2012, 3, 679. [Google Scholar] [CrossRef]
- Peng, Q.; Cheng, J.; Lu, S.; Li, Y. Electrospun hyperbranched polylactic acid–modified cellulose nanocrystals/polylactic acid for shape memory membranes with high mechanical properties. Polym. Adv. Technol. 2020, 31, 15–24. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, Y. Reinforcement effect of poly(butylene succinate) (PBS)-grafted cellulose nanocrystal on toughened PBS/polylactic acid blends. Carbohydr. Polym. 2016, 140, 374–382. [Google Scholar] [CrossRef]
- Shanks, R.A.; Hodzic, A.; Ridderhof, D. Composites of poly(lactic acid) with flax fibers modified by interstitial polymerization. J. Appl. Polym. Sci. 2006, 101, 3620–3629. [Google Scholar] [CrossRef]
- Boujemaoui, A.; Cobo Sanchez, C.; Engström, J.; Bruce, C.; Fogelström, L.; Carlmark, A.; Malmström, E. Polycaprolactone Nanocomposites Reinforced with Cellulose Nanocrystals Surface-Modified via Covalent Grafting or Physisorption: A Comparative Study. ACS Appl. Mater. Interfaces 2017, 9, 35305–35318. [Google Scholar] [CrossRef]
- Shih, Y.-F.; Chou, M.-Y.; Chang, W.-C.; Lian, H.-Y.; Chen, C.-M. Completely biodegradable composites reinforced by the cellulose nanofibers of pineapple leaves modified by eco-friendly methods. J. Polym. Res. 2017, 24, 209. [Google Scholar] [CrossRef]
- Popa, M.S.; Frone, A.N.; Radu, I.C.; Stanescu, P.O.; Truşcă, R.; Rădiţoiu, V.; Nicolae, C.A.; Gabor, A.R.; Panaitescu, D.M. Microfibrillated Cellulose Grafted with Metacrylic Acid as a Modifier in Poly(3-hydroxybutyrate). Polymers 2021, 13, 3970. [Google Scholar] [CrossRef] [PubMed]
- Chuensangjun, C.; Kitaoka, T.; Chisti, Y.; Sirisansaneeyakul, S. Chemo-enzymatic preparation and characterization of cellulose nanofibers-graft-poly(lactic acid)s. Eur. Polym. J. 2019, 114, 308–318. [Google Scholar] [CrossRef]
- Yoo, Y.; Youngblood, J.P. Green One-Pot Synthesis of Surface Hydrophobized Cellulose Nanocrystals in Aqueous Medium. ACS Sustain. Chem. Eng. 2016, 4, 3927–3938. [Google Scholar] [CrossRef]
- Rosli, N.A.; Ahmad, I.; Anuar, F.H.; Abdullah, I. Application of polymethylmethacrylate-grafted cellulose as reinforcement for compatibilised polylactic acid/natural rubber blends. Carbohydr. Polym. 2019, 213, 50–58. [Google Scholar] [CrossRef]
- Thérien-Aubin, H.; Wang, Y.; Nothdurft, K.; Prince, E.; Cho, S.; Kumacheva, E. Temperature-Responsive Nanofibrillar Hydrogels for Cell Encapsulation. Biomacromolecules 2016, 17, 3244–3251. [Google Scholar] [CrossRef]
- Li, Y.; Khuu, N.; Gevorkian, A.; Sarjinsky, S.; Therien-Aubin, H.; Wang, Y.; Cho, S.; Kumacheva, E. Supramolecular Nanofibrillar Thermoreversible Hydrogel for Growth and Release of Cancer Spheroids. Angew. Chemie Int. Ed. 2017, 56, 6083–6087. [Google Scholar] [CrossRef]
- Paquet, O.; Krouit, M.; Bras, J.; Thielemans, W.; Belgacem, M.N. Surface modification of cellulose by PCL grafts. Acta Mater. 2010, 58, 792–801. [Google Scholar] [CrossRef]
- Averianov, I.V.; Stepanova, M.A.; Gofman, I.V.; Nikolaeva, A.l.; Korzhikov-Vlakh, V.A.; Karttunen, M.; Korzhikova-Vlakh, E.G. Chemical modification of nanocrystalline cellulose for enchanced interfacial compatibility with poly(lactic acid). Mendeleev Commun. 2019, 29, 220–222. [Google Scholar] [CrossRef]
- Hong, S.-H.; Hwang, S.-H. Enhancing the mechanical performance of surface-modified microcrystalline cellulose reinforced high-density polyethylene composites. Mater. Today Commun. 2021, 27, 102426. [Google Scholar] [CrossRef]
- Yin, Y.; Ma, J.; Tian, X.; Jiang, X.; Wang, H.; Gao, W. Cellulose nanocrystals functionalized with amino-silane and epoxy-poly(ethylene glycol) for reinforcement and flexibilization of poly(lactic acid): Material preparation and compatibility mechanism. Cellulose 2018, 25, 6447–6463. [Google Scholar] [CrossRef]
- Krouit, M.; Bras, J.; Belgacem, M.N. Cellulose surface grafting with polycaprolactone by heterogeneous click-chemistry. Eur. Polym. J. 2008, 44, 4074–4081. [Google Scholar] [CrossRef]
- Mincheva, R.; Jasmani, L.; Josse, T.; Paint, Y.; Raquez, J.-M.; Gerbaux, P.; Eyley, S.; Thielemans, W.; Dubois, P. Binary Mixed Homopolymer Brushes Tethered to Cellulose Nanocrystals: A Step Towards Compatibilized Polyester Blends. Biomacromolecules 2016, 17, 3048–3059. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Stepanova, M.; Averianov, I.; Solomakha, O.; Zabolotnykh, N.; Gofman, I.; Serdobintsev, M.; Vinogradova, T.; Korzhikov-Vlakh, V.; Korzhikova-Vlakh, E. Composite biomaterials based on poly(L-lactic acid) and functionalized cellulose nanocrystals. J. Renew. Mater. 2020, 8, 383–395. [Google Scholar] [CrossRef]
- Stepanova, M.; Averianov, I.; Serdobintsev, M.; Gofman, I.; Blum, N.; Semenova, N.; Nashchekina, Y.; Vinogradova, T.; Korzhikov-Vlakh, V.; Karttunen, M.; et al. PGlu-Modified Nanocrystalline Cellulose Improves Mechanical Properties, Biocompatibility, and Mineralization of Polyester-Based Composites. Materials 2019, 12, 3435. [Google Scholar] [CrossRef] [Green Version]
- Lu, J.; Sun, C.; Yang, K.; Wang, K.; Jiang, Y.; Tusiime, R.; Yang, Y.; Fan, F.; Sun, Z.; Liu, Y.; et al. Properties of Polylactic Acid Reinforced by Hydroxyapatite Modified Nanocellulose. Polymers 2019, 11, 1009. [Google Scholar] [CrossRef] [Green Version]
- Sridevi, S.; Sutha, S.; Kavitha, L.; Gopi, D. Valorization of biowaste derived nanophase yttrium substituted hydroxyapatite/citrate cellulose/ opuntia mucilage biocomposite: A template assisted synthesis for potential biomedical applications. Mater. Chem. Phys. 2021, 273, 125144. [Google Scholar] [CrossRef]
- Fortunati, E.; Rinaldi, S.; Peltzer, M.; Bloise, N.; Visai, L.; Armentano, I.; Jiménez, A.; Latterini, L.; Kenny, J.M. Nano-biocomposite films with modified cellulose nanocrystals and synthesized silver nanoparticles. Carbohydr. Polym. 2014, 101, 1122–1133. [Google Scholar] [CrossRef] [Green Version]
- Fortunati, E.; Armentano, I.; Zhou, Q.; Iannoni, A.; Saino, E.; Visai, L.; Berglund, L.A.; Kenny, J.M. Multifunctional bionanocomposite films of poly(lactic acid), cellulose nanocrystals and silver nanoparticles. Carbohydr. Polym. 2012, 87, 1596–1605. [Google Scholar] [CrossRef]
- Reis, R.S.; Souza, D. de H.S.; Marques, M. de F.V.; da Luz, F.S.; Monteiro, S.N. Novel bionanocomposite of polycaprolactone reinforced with steam-exploded microfibrillated cellulose modified with ZnO. J. Mater. Res. Technol. 2021, 13, 1324–1335. [Google Scholar] [CrossRef]
- Vilela, C.; Engström, J.; Valente, B.F.A.; Jawerth, M.; Carlmark, A.; Freire, C.S.R. Exploiting poly(ɛ-caprolactone) and cellulose nanofibrils modified with latex nanoparticles for the development of biodegradable nanocomposites. Polym. Compos. 2019, 40, 1342–1353. [Google Scholar] [CrossRef]
- Engström, J.; Hatton, F.L.; Wågberg, L.; D’Agosto, F.; Lansalot, M.; Malmström, E.; Carlmark, A. Soft and rigid core latex nanoparticles prepared by RAFT-mediated surfactant-free emulsion polymerization for cellulose modification—A comparative study. Polym. Chem. 2017, 8, 1061–1073. [Google Scholar] [CrossRef] [Green Version]
- Liu, R.; Liu, M.; Hu, S.; Huang, A.; Ma, E. Comparison of six WPCs made of organo-montmorillonite-modified fibers of four trees, moso bamboo and wheat straw and poly(lactic acid) (PLA). Holzforschung 2018, 72, 735–744. [Google Scholar] [CrossRef]
- Gao, F.; Zeng, D.; Liu, H.; Qin, R.; Zhang, J.; Chen, Y.; Wang, W.; Peng, C.; Li, M.; Li, Q.; et al. Porous cellulose microspheres coated in one step with a polydopamine suspension of hydroxyapatite for bone tissue engineering. Cellulose 2022, 29, 1955–1967. [Google Scholar] [CrossRef]
- Li, K.; Wang, J.; Liu, X.; Xiong, X.; Liu, H. Biomimetic growth of hydroxyapatite on phosphorylated electrospun cellulose nanofibers. Carbohydr. Polym. 2012, 90, 1573–1581. [Google Scholar] [CrossRef]
- Szymańska-Chargot, M.; Chylińska, M.; Pieczywek, P.M.; Walkiewicz, A.; Pertile, G.; Frąc, M.; Cieślak, K.J.; Zdunek, A. Evaluation of Nanocomposite Made of Polylactic Acid and Nanocellulose from Carrot Pomace Modified with Silver Nanoparticles. Polymers 2020, 12, 812. [Google Scholar] [CrossRef] [Green Version]
- Carbone, M.; Donia, D.T.; Sabbatella, G.; Antiochia, R. Silver nanoparticles in polymeric matrices for fresh food packaging. J. King Saud Univ. Sci. 2016, 28, 273–279. [Google Scholar] [CrossRef] [Green Version]
- Hasan, A.; Waibhaw, G.; Saxena, V.; Pandey, L.M. Nano-biocomposite scaffolds of chitosan, carboxymethyl cellulose and silver nanoparticle modified cellulose nanowhiskers for bone tissue engineering applications. Int. J. Biol. Macromol. 2018, 111, 923–934. [Google Scholar] [CrossRef]
- Lertprapaporn, T.; Manuspiya, H.; Laobuthee, A. Dielectric improvement from novel polymeric hybrid films derived by polylactic acid/nanosilver coated microcrystalline cellulose. Mater. Today Proc. 2018, 5, 9326–9335. [Google Scholar] [CrossRef]
- Nakagaito, A.N.; Fujimura, A.; Sakai, T.; Hama, Y.; Yano, H. Production of microfibrillated cellulose (MFC)-reinforced polylactic acid (PLA) nanocomposites from sheets obtained by a papermaking-like process. Compos. Sci. Technol. 2009, 69, 1293–1297. [Google Scholar] [CrossRef]
- JOHN, M.; THOMAS, S. Biofibres and biocomposites. Carbohydr. Polym. 2008, 71, 343–364. [Google Scholar] [CrossRef]
- Hongwei Ma; Chang Whan Joo Structure and mechanical properties of jute—Polylactic acid biodegradable composites. J. Compos. Mater. 2011, 45, 1451–1460. [CrossRef]
- Codreanu, A.; Balta, C.; Herman, H.; Cotoraci, C.; Mihali, C.V.; Zurbau, N.; Zaharia, C.; Rapa, M.; Stanescu, P.; Radu, I.-C.; et al. Bacterial Cellulose-Modified Polyhydroxyalkanoates Scaffolds Promotes Bone Formation in Critical Size Calvarial Defects in Mice. Materials 2020, 13, 1433. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Braun, B.; Dorgan, J.R.; Knauss, D.M. Reactively Compatibilized Cellulosic Polylactide Microcomposites. J. Polym. Environ. 2006, 14, 49–58. [Google Scholar] [CrossRef]
- Fortunati, E.; Puglia, D.; Kenny, J.M.; Minhaz-Ul Haque, M.; Pracella, M. Effect of ethylene-co-vinyl acetate-glycidylmethacrylate and cellulose microfibers on the thermal, rheological and biodegradation properties of poly(lactic acid) based systems. Polym. Degrad. Stab. 2013, 98, 2742–2751. [Google Scholar] [CrossRef] [Green Version]
- Liu, H.; He, H.; Peng, X.; Huang, B.; Li, J. Three-dimensional printing of poly(lactic acid) bio-based composites with sugarcane bagasse fiber: Effect of printing orientation on tensile performance. Polym. Adv. Technol. 2019, 30, 910–922. [Google Scholar] [CrossRef]
- Wei, L.; Agarwal, U.P.; Hirth, K.C.; Matuana, L.M.; Sabo, R.C.; Stark, N.M. Chemical modification of nanocellulose with canola oil fatty acid methyl ester. Carbohydr. Polym. 2017, 169, 108–116. [Google Scholar] [CrossRef] [Green Version]
- Chen, P.-Y.; Lian, H.-Y.; Shih, Y.-F.; Chen-Wei, S.-M. Chemically Functionalized Plant Fibers and Carbon Nanotubes for High Compatibility and Reinforcement in Polylactic Acid (PLA) Composite. J. Polym. Environ. 2018, 26, 1962–1968. [Google Scholar] [CrossRef]
- Hong, H.; Xiao, R.; Guo, Q.; Liu, H.; Zhang, H. Quantitively Characterizing the Chemical Composition of Tailored Bagasse Fiber and Its Effect on the Thermal and Mechanical Properties of Polylactic Acid-Based Composites. Polymers 2019, 11, 1567. [Google Scholar] [CrossRef] [Green Version]
- Volokitina, M.V.; Korzhikov-Vlakh, V.A.; Tennikova, T.B.; Korzhikova-Vlakh, E.G. Macroporous monoliths for biodegradation study of polymer particles considered as drug delivery systems. J. Pharm. Biomed. Anal. 2017, 145, 169–177. [Google Scholar] [CrossRef]
- Azevedo, H.S.; Reis, R.L. Understanding the Enzymatic Degradation of Biodegradable Polymers and Strategies to Control Their Degradation Rate. In Biodegradable Systems in Tissue Engineering and Regenerative Medicine; Reis, R.L., Roman, J.S., Eds.; CRC Press: Boca Raton, FL, USA, 2004; pp. 177–201. [Google Scholar]
- Ambrosio, G.; Faglia, G.; Tagliabue, S.; Baratto, C. Study of the Degradation of Biobased Plastic after Stress Tests in Water. Coatings 2021, 11, 1330. [Google Scholar] [CrossRef]
- Luzi, F.; Fortunati, E.; Puglia, D.; Petrucci, R.; Kenny, J.M.; Torre, L. Study of disintegrability in compost and enzymatic degradation of PLA and PLA nanocomposites reinforced with cellulose nanocrystals extracted from Posidonia Oceanica. Polym. Degrad. Stab. 2015, 121, 105–115. [Google Scholar] [CrossRef]
- Gois, G.; Da, S.; de Andrade, M.F.; Garcia, S.M.S.; Vinhas, G.M.; Santos, A.S.F.; Medeiros, E.S.; Oliveira, J.E.; Almeida, Y.M.B. de Soil Biodegradation of PLA/CNW Nanocomposites Modified with Ethylene Oxide Derivatives. Mater. Res. 2018, 20, 899–904. [Google Scholar] [CrossRef] [Green Version]
- Abdul Khalil, H.P.S.; Bhat, A.H.; Ireana Yusra, A.F. Green composites from sustainable cellulose nanofibrils: A review. Carbohydr. Polym. 2012, 87, 963–979. [Google Scholar] [CrossRef]
- Yang, W.; Zhao, X.; Fortunati, E.; Dominici, F.; Kenny, J.M.; Puglia, D.; Wang, D.-Y. Effect of Cellulose Nanocrystals on Fire, Thermal and Mechanical Behavior of N,N’-Diallyl-phenylphosphoricdiamide Modified Poly(lactic acid). J. Renew. Mater. 2017, 5, 423–434. [Google Scholar] [CrossRef]
- Lin, N.; Dufresne, A. Nanocellulose in biomedicine: Current status and future prospect. Eur. Polym. J. 2014, 59, 302–325. [Google Scholar] [CrossRef] [Green Version]
- Mary Stella, S.; Vijayalakshmi, U. Influence of chemically modified Luffa on the preparation of nanofiber and its biological evaluation for biomedical applications. J. Biomed. Mater. Res. Part A 2019, 107, 610–620. [Google Scholar] [CrossRef] [PubMed]
- Rabbi, M.A.; Rahman, M.M.; Minami, H.; Rahman, M.A.; Hoque, S.M.; Ahmad, H. Biocomposites of synthetic polymer modified microcrystalline jute cellulose particles and their hemolytic behavior. Cellulose 2019, 26, 8713–8727. [Google Scholar] [CrossRef]


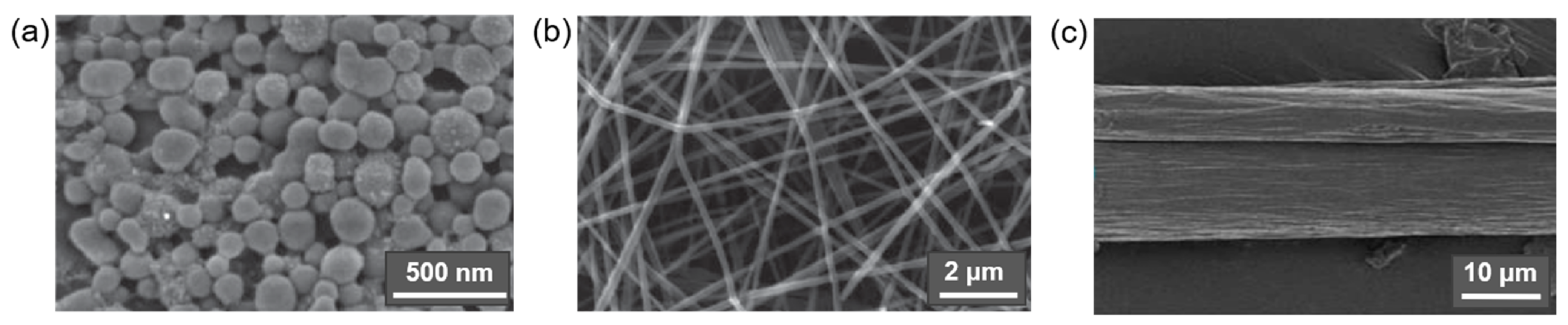










| Type | Fabrication [26,28,39,44] | Structure [26,27,39,46] | Size [26,27,28,46,69,70] |
|---|---|---|---|
| CMF | Mechanical treatment | Long thin flexible aggregates of elementary fibrils/microfibrils with amorphous and crystalline domains | Width 20–100 nm Length 0.5—several μm |
| CNF | Mechanical with/without chemical and/or enzymatic treatment | Long thin flexible structures with amorphous and crystalline domains | Width 2–100 nm Length 0.5—several μm |
| CMC | Hydrolysis with diluted inorganic acids with/without mechanical treatment | Rigid crystalline spherical or rod-shaped particles (large aggregates of nanocrystals) | 10–200 μm |
| CNC | Hydrolysis with concentrated inorganic acids with mechanical and/or ultrasound treatment | Rigid whiskers, needle-like crystalline particles | Width 3–50 nm Length 100–500 nm (up to several μm for cellulose from algae, tunicate and BC) |
| Characteristics | PLLA | PDLA | PDLLA | PGA | PHB | PCL | PBS |
|---|---|---|---|---|---|---|---|
| Crystallinity, (%) | Up to 40 (50, thermal treatment) [3,11,84,85] | Amorphous [11,84] | 45–77 [86] | 50–80 [79,87,88] | Up to 69 (up to 80 during degradation) [89,90] | 35–45 [80,91] | |
| Density, (g/cm3) | 1.29 [84] | 1.25 [84] | 1.25 [84] | 1.50–1.71 [86,92] | 1.26 [88] | 1.07–1.20 [89] | 1.23–1.26 [80,91] |
| Tg, (oC) | 55–80 [84] | 40–50 [84] | 43–60 [11,84] | 35–40 [86,93] | 4–9 [79,87] | (−65)–(−54) [89,93] | (−45)–(−10) [91] |
| Tm, (oC) | 170–200 [11,79,84] | 120–150 [84] | 120–170 [84] | 220–230 [86,93] | 165–185 [79,87] | 55–70 [90,93,94] | 90–120 [91] |
| E, (GPa) | 2–4 [93] | 1–3.5 [93] | 6–7 [86,93] | 2.5–3.5 [79,87,88] | 0.21–0.44 [89,90] | 0.03–0.71 [80] | |
| Tensile strength, (MPa) | 60–70 [93] | 40 [93] | 60–110 [86] | 20–43 [79,87,88] | 4–785 [89,90] | 20–35 [80,91] | |
| Elongation at break, (%) | 2–6 [93] | 1–2 [93] | 1–20 [86,93] | 5–10 [79,88] | 20–4000 [89,93] | 560 [91] | |
| Solubility | CHCl3, 1,4-dioxan, furan [84] | Ethyl lactate, ethyl acetate, THF, DMF, DMSO, xylene [84] | Aceton, CDCl3, 1,4-dioxan, furan [84] | Hexafluoro-isopropanol (only for polymers with M ˂ 45,000) [86,93] | Hot CHCl3 and CH2Cl2 [87] | 1,4-dioxane, 2-nitropropane,cyclohexanone, THF, toluene, benzene, CHCl3, CCl4, CH2Cl2 [90] | CHCl3 [95] |
| Degradation | More than 2 years [93] | 3–6 months [93] | From 6 weeks to 6 months [86,93,96] | 4–12 weeks [97] | From several months to several years [89,98] | 1–30% for 6 months [99,100] | |
| Type of Cellulose | Modifying Agent(s) | Filler Content (wt%) | Matrix Aliphatic Polyester | Processing/ Design of Composites | Characterization Methods | Refs. |
|---|---|---|---|---|---|---|
| CNF and CMF | n-Octadecyl isocyanate | 3–12 | PCL | Casting/Films | TEM, SEM, DSC, DMA and tensile tests | [185] |
| CNC | n-Octadecyl isocyanate | 5 or 10 | PCL | Casting/Films | FTIR, XPS, SEM, TGA, rheological and wettability tests | [29] |
| CMC | Toluene-2,4- diisocyanate | 1–5 | PLA | Extrusion + Molding/ Films | Elemental analysis, FTIR, SEM, wettability and mechanical tests | [32] |
| CNC | Toluene-2,4- diisocyanate | 1–5; 1–9 | PLA | Casting/Films | ATR-FTIR, UVis, TEM, AFM, TGA, tensile tests; NMR, SEM, XRD, DSC | [186,187] |
| CNC | Isophorone diisocyanate | 1 or 5 | PLA | Casting/Films | Elemental analysis, NMR, XRD, SEM, wettability and mechanical tests | [188] |
| Holocellulose powder | 4,4′-Methylenebis(phenyl isocyanate) | 5–30 | PBS | Hot pressing/Sheets | FTIR, SEM, wettability, water adsorption, degradation and mechanical tests | [189] |
| Type of Cellulose | Grafted Polymer | Cellulose Premodification/Polymerization Technique | Filler Content (wt%) | Matrix Aliphatic Polyester | Processing/ Design | Characterization Methods | Refs. |
|---|---|---|---|---|---|---|---|
| CNC | PLA | −/ROP | 1 or 5 | PLA | Extrusion + Casting/Films | Elemental analysis, FTIR, SEM, TEM, XRD, TGA | [200] |
| CNC | PLLA, PDLA | −/ROP | 1–10 | PLA | Casting/Films | NMR, FTIR, XRD, TEM, SEM, POM, DSC, mechanical tests | [201] |
| CNW | PLLA | −/ROP | 2, 4 or 8 | PLA | Molding | FTIR, AFM, DSC, DMTA | [202] |
| CNC | PLLA | −/ROP | 5, 10 or 20 | PLA, PLGA, PHB | Casting/Films | NMR, FTIR, AFM, mechanical tests | [203,204] |
| CNC | PLLA, PDLA | −/ROP | 5 or 15 | PLLA | Casting/Films | NMR, FTIR, WAXD, POM, DSC, rheological tests | [205] |
| CMC | OLLA | −/ROP | 10, 30 or 50 | PLA | Hot pressing/Films | NMR, FTIR, SEM, DSC, mechanical tests | [82] |
| CNF | PLA | −/ROP | 2 | PLA | Extrusion/ Filaments | FTIR, SEM, WVP, oxygen permeability, water adsorption and mechanical tests | [206] |
| CNC | PLLA, PDLA | −/ROP | 0.2, 0.5 or 1 | PLA | Casting/Sheets | NMR, FTIR, GPC, TEM, SEM, DSC, TGA, rheology study | [207] |
| CNC | PLLA | −/ROP | 5 | PCL | Casting/Films | FTIR, TGA, DLS, POM, mechanical and MTT-tests | [208] |
| CNC | PLA | −/ROP | 2 | PHB | Melt mixing | NMR, FTIR, DSC, XRD, TEM, XPS, SAXS | [209] |
| CNF | PCL | −/ROP | 10 | PCL | Molding/Films | FTIR, SEM, mechanical tests | [210] |
| CNW | PCL | −/ROP | 1 or 5 | PBSA | Casting/Films | FTIR, XRD, SEM, TGA, DSC | [211] |
| CNC | PCL | −/ROP | 0.5 or 1 | PHVB | Melt Blending | FTIR, FE-SEM, DSC, HSPOM, rheological and mechanical tests | [164] |
| CNW | PCL | −/ROP | − | − | − | SEC, XPS, FTIR, contact angles measurements | [212] |
| CNW | PCL | −/ROP | 0–40 | PCL | Casting/Films | FTIR, TOF-SIMS, WAXS, XPS, TEM, TGA, DMA, DSC, wettability and tensile tests | [67] |
| CNC | PLA | APTES + 3,5-diaminobenzoic acid/ROP | 1–7 | PLA | Electrospining/Nanofibers film | FTIR, XPS, SEM, TGA, tensile and shape memory tests | [213] |
| CNC | PBS | −/Polycondensation of 1,4-butanediol and succinic anhydride | 0.5, 1 or 2 | PLA/PBS | Compression molding/Sheets | NMR, FTIR, XPC, SEC, elemental analysis, SEM, DSC, TGA, WAXD, DMA, | [214] |
| Cellulose fibers | PBA, PEHA or PMMA | Adsorption of monomers/radical polymerization | 50 | PLA | Hot pressing/Sheets | Optical microscopy, SEM, DMA, fungal growth test | [215] |
| CNC | PBMA | α-bromoisobutyryl bromide/ATRP | 0.5, 1 or 3 | PCL | Extrusion + hot pressing/Sheets | FTIR, AFM, SEM, wettability, mechanical tests | [216] |
| CNF | PMMA | Oxidation with TEMPO + GPTMS/radical polymerization | 1, 2 or 3 | PLA | Compression molding/Sheets | FTIR, NMR, TEM, SEM, TGA, DSC, wettability and transparency study, mechanical tests | [217] |
| CMF | PMMA | VTES, MPTMS | 2 | PHB | Molding/Films | FTIR, TGA, DSC, POM, SEM, DMA and tensile tests | [218] |
| Aliphatic Polyester | Filler | Filler Content (wt%) | Processing | Mean Tensile Modulus (GPa) | Mean Tensile Strength (MPa) | Mean Elongation at Break (%) | Refs. | |||
|---|---|---|---|---|---|---|---|---|---|---|
| Polyester | Composite | Polyester | Composite | Polyester | Composite | |||||
| PLA | Acetylated CNF | 10 | Solution casting | 1.08 | 2.37 | 28.3 | 44.1 | 29.9 | 30.1 | [151] |
| PLA | Acetylated CNC | 3 | Solution casting | 1.8 | 1.8 | 57 | 52 | 3.3 | 4.2 | [140] |
| PLA/PBS (70/30) | CNF-fatty acids | 5 | Moulding | 1.5 | 2.0 | 34 | 47 | N/A | N/A | [42] |
| PLA | CNF-oleate | 8 | Solution casting | 0.58 | 1.0 | 10 | 18.5 | 7 | 7.5 | [136] |
| PLA | CNF-propionate | 4 | Solution casting | 1.24 | 1.74 | 46.1 | 53 | 1.54 | 1.31 | [152] |
| PLA | Silanized CNF | 2 | Solution casting | 1.78 | 1.82 | 52.5 | 54.7 | 7.3 | 5.3 | [177] |
| PLA | CNC with adsorbed PVA | 1 | Solution casting | 1.61 | 1.82 | 47.9 | 45.3 | 3.4 | 12.3 | [126] |
| PCL | CNC with adsorbed PVP | 5 | Solution casting | 0.18 | 0.29 | 20.6 | 10.4 | 903 | 15 | [127,131] |
| PLA | CNC-g-PDLA | 2 | Solution casting | 2.50 | 3.25 | 60 | 80 | 7.5 | 4.5 | [201] |
| PCL | CNC-g-PLLA | 5 | Solution casting | 0.32 | 0.51 | 25 | 13 | 830 | 25 | [208] |
| PLGA | CNC-g-PLLA | 5 | Solution casting | 1.4 | 1.2 | 40 | 29 | 4 | 5 | [203] |
| PCL | CNC-g-PCL | 20 | Solution casting | 0.23 | 0.48 | 21 | 18 | 640 | 30 | [67] |
| PLA | CNC-g-PLA | 5 | Electro-spinning | N/A | N/A | 4.7 | 13 | 14.5 | 32.5 | [213] |
| PLA | CNC-g-APTES-PEG | 2 | Hot pressing | N/A | N/A | 25 | 56 | 1.9 | 3.9 | [227] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stepanova, M.; Korzhikova-Vlakh, E. Modification of Cellulose Micro- and Nanomaterials to Improve Properties of Aliphatic Polyesters/Cellulose Composites: A Review. Polymers 2022, 14, 1477. https://doi.org/10.3390/polym14071477
Stepanova M, Korzhikova-Vlakh E. Modification of Cellulose Micro- and Nanomaterials to Improve Properties of Aliphatic Polyesters/Cellulose Composites: A Review. Polymers. 2022; 14(7):1477. https://doi.org/10.3390/polym14071477
Chicago/Turabian StyleStepanova, Mariia, and Evgenia Korzhikova-Vlakh. 2022. "Modification of Cellulose Micro- and Nanomaterials to Improve Properties of Aliphatic Polyesters/Cellulose Composites: A Review" Polymers 14, no. 7: 1477. https://doi.org/10.3390/polym14071477
APA StyleStepanova, M., & Korzhikova-Vlakh, E. (2022). Modification of Cellulose Micro- and Nanomaterials to Improve Properties of Aliphatic Polyesters/Cellulose Composites: A Review. Polymers, 14(7), 1477. https://doi.org/10.3390/polym14071477