
Experimental Investigation of Polypropylene Composite Drawn Fibers with Talc, Wollastonite, Attapulgite and Single-Wall Carbon Nanotubes




Abstract
:
1. Introduction
2. Experimental
2.1. Materials
2.2. Preparation of Composites
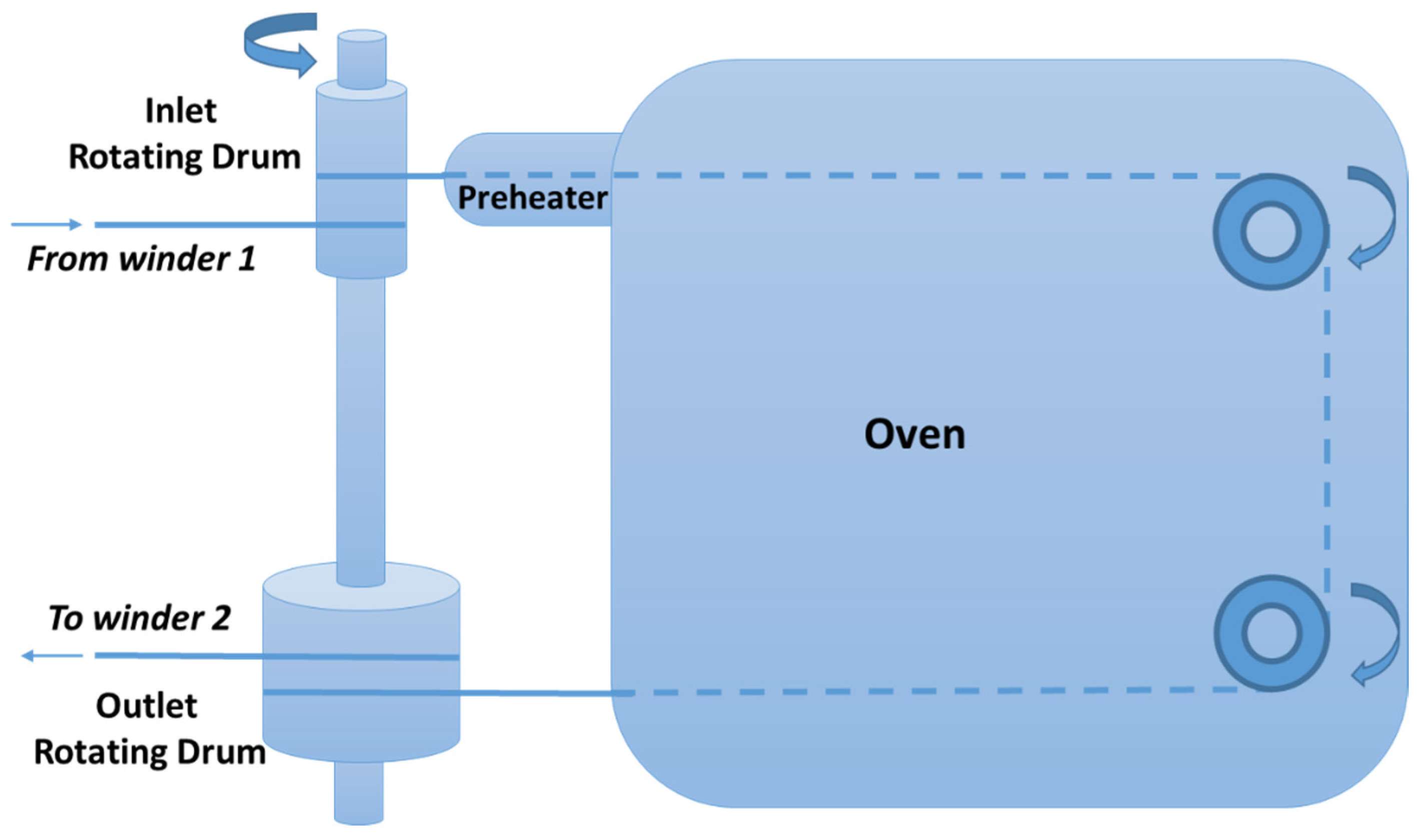
2.3. Drawing of Composite Filaments
2.4. Characterization
3. Results and Discussion
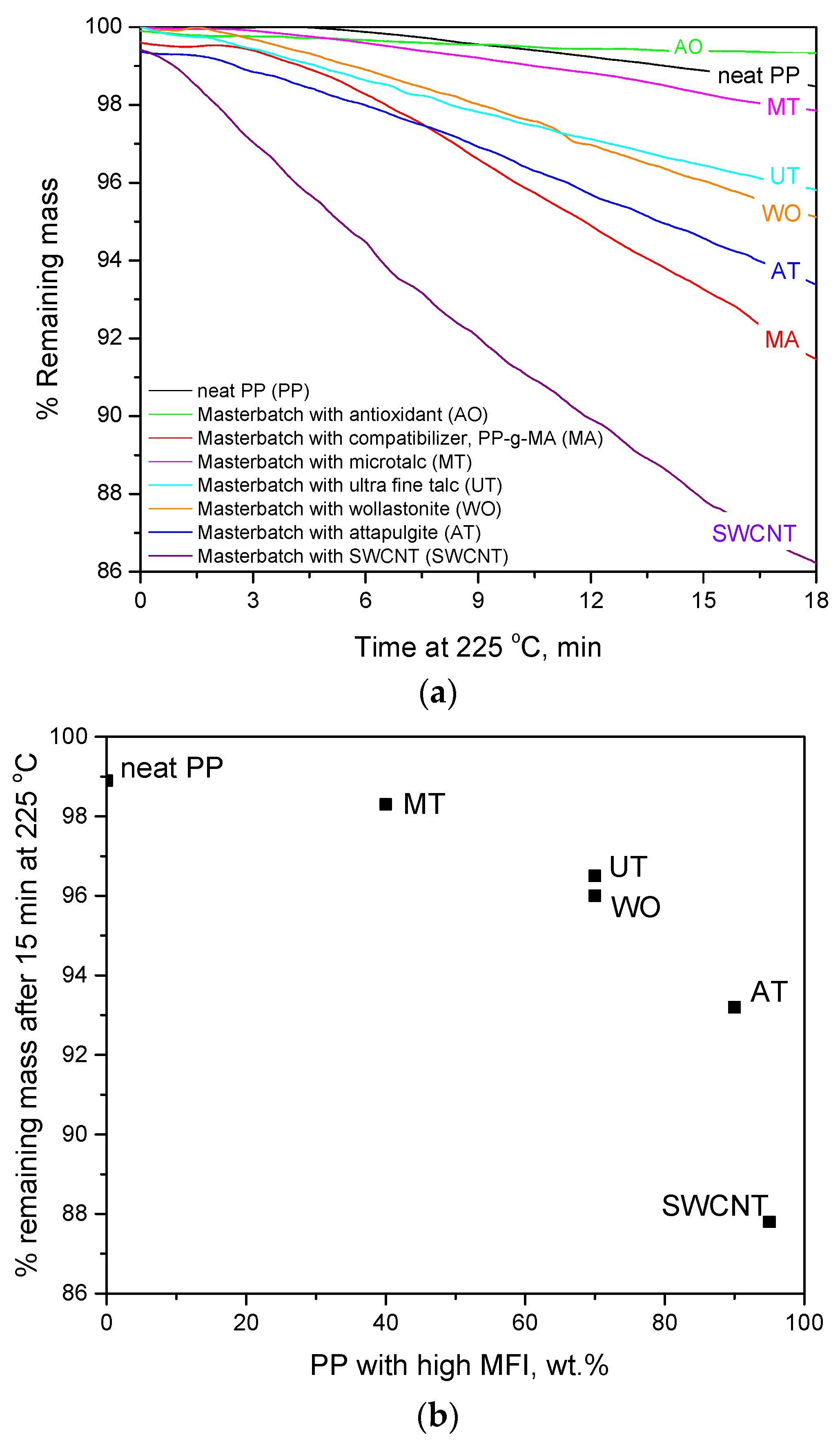
3.1. Constant Temperature TGA Measurements
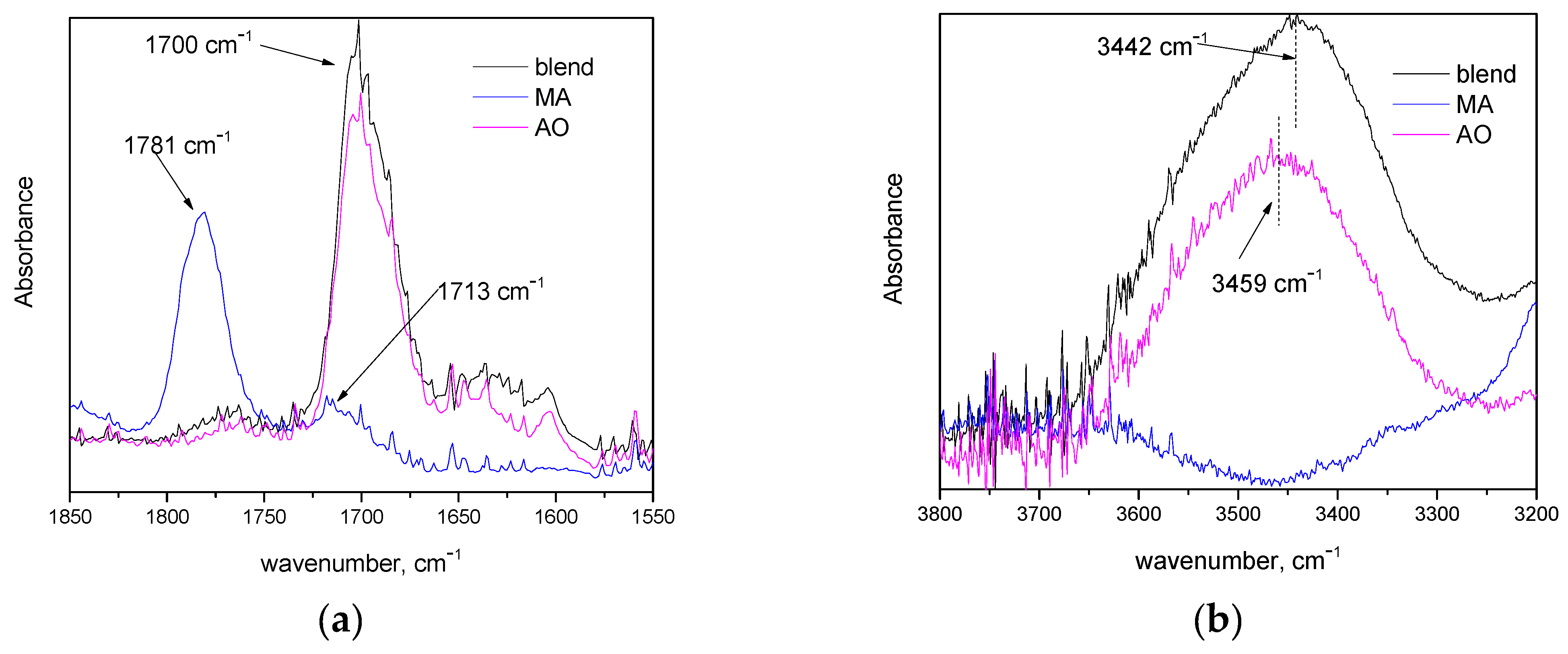
3.2. Compatibilizer–Antioxidant Interactions
3.3. Particle Nature Effect on Mechanical and Thermal Properties of PP Composite Drawn Fibers
3.3.1. Crystallinity of PP Composite Drawn Fibers
3.3.2. Thermal Stability of PP Composite Drawn Fibers
3.3.3. Mechanical Properties of PP Composite Drawn Fibers
Effect of Filler
Effect of Compatibilizer
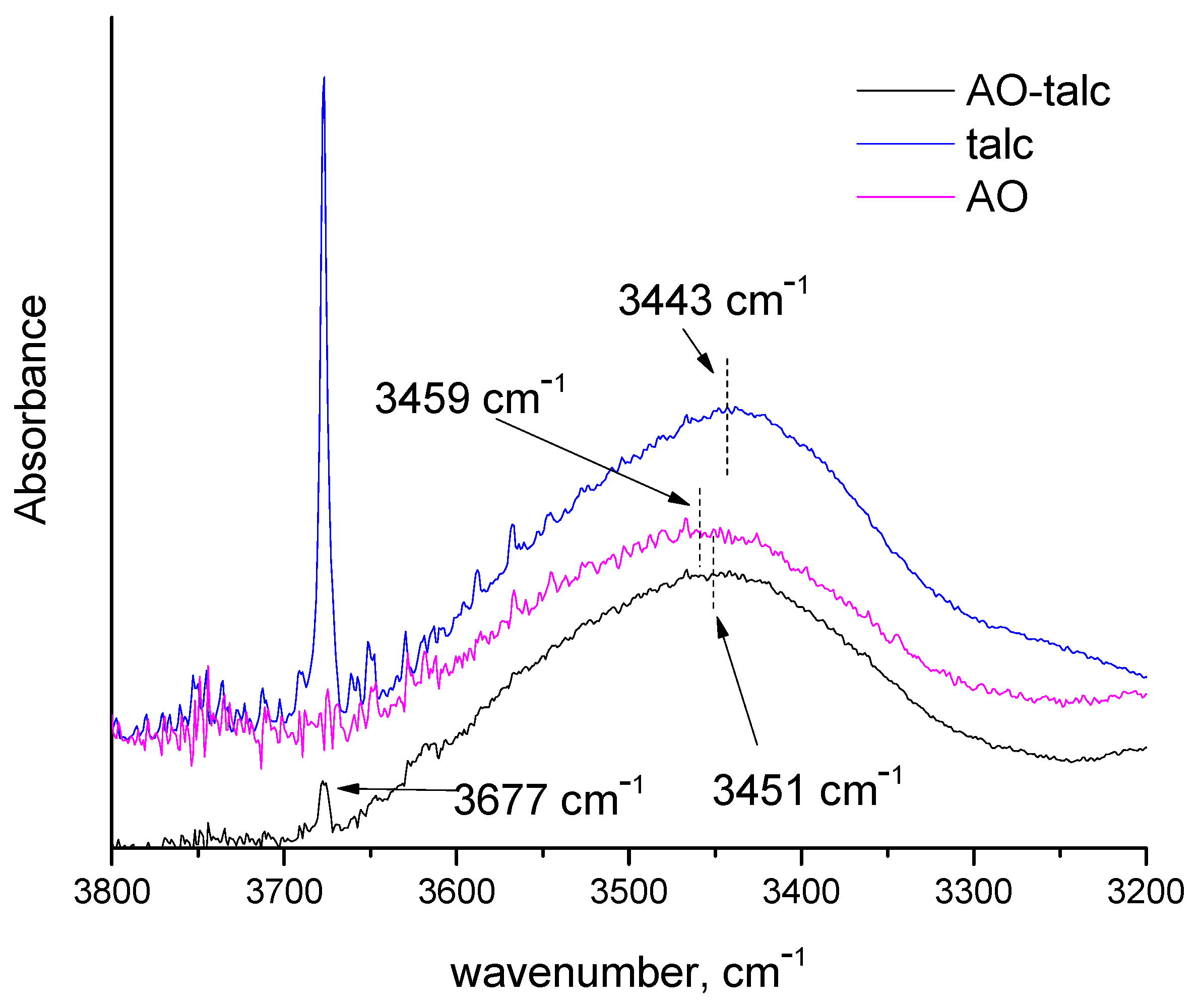
3.4. Antioxidant as Compatibilizing Agent
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Moore, P.E., Jr. Polypropylene Handbook; Hanser/Gardner Publications Inc.: Cincinnati, Ohio, OH, USA, 1996. [Google Scholar]
- Dondero, W.E.; Gorga, R.E. Morphological and mechanical properties of carbon nanotube/polymer composites via melt compounding. J. Polym. Sci. Part B Polym. Phys. 2006, 44, 864–878. [Google Scholar] [CrossRef] [Green Version]
- Chen, J.; Si, X.; Hu, S.; Wang, Y.; Wang, Y. The preparation and study on ultrahigh molecular weight polypropylene gel-spun fibers. J. Macromol. Sci. Part B Phys. 2008, 47, 192–200. [Google Scholar] [CrossRef]
- Milicevic, D.; Micic, M.; Stamboliev, G.; Leskovac, A.; Mitric, M.; Suljovrujic, E. Microstructure and Crystallinity of Polyolefins Oriented via Solid-state Stretching at an Elevated Temperature. Fibers Polym. 2012, 13, 466–470. [Google Scholar] [CrossRef]
- Yang, R.; Mather, R.R.; Fotheringham, A.F. The Influence of Processing Parameters on the Structural and Mechanical Properties of Drawn Polypropylene Fibres: A Factorial Design Approach. J. Appl. Polym. Sci. 2012, 124, 3606–3616. [Google Scholar] [CrossRef]
- Zhao, B. Numerical Simulation and Experimental Study of the Polypropylene Polymer Air Drawing Model and Air Jet Flow Field Model in the Spunbonding Nonwoven Process. Ind. Eng. Chem. Res. 2013, 52, 11061–11069. [Google Scholar] [CrossRef]
- Avci, H.; Kotek, R.; Yoon, J. Developing an ecologically friendly isothermal bath to obtain a new class high-tenacity and high-modulus polypropylene fibers. J. Mater. Sci. 2013, 48, 7791–7804. [Google Scholar] [CrossRef]
- Uddin, A.J.; Mashima, Y.; Ohkoshi, Y.; Gotoh, Y.; Nagura, M.; Sakamoto, A.; Kuroda, R. Drawing Behavior and Characteristics of Laser-Drawn Polypropylene Fibers. J. Polym. Sci. Part B Polym. Phys. 2006, 44, 398–408. [Google Scholar] [CrossRef] [Green Version]
- Kang, Y.-A.; Kim, K.-H.; Ikehata, S.; Ohkoshi, Y.; Gotoh, Y.; Nagura, M.; Urakawa, H. In-situ analysis of fiber structure development for isotactic polypropylene. Polymer 2011, 52, 2044–2050. [Google Scholar] [CrossRef] [Green Version]
- Chatterjee, A.; Deopura, B.L. High modulus and high strength PP nanocomposite filament. Compos. Part A Appl. Sci. Manuf. 2006, 37, 813–817. [Google Scholar] [CrossRef]
- Mukhopadhyay, S.; Deopura, B.L.; Alagirusamy, R. Mechanical Properties of Polypropylene Filaments Drawn on Varying Post Spinning Temperature Gradients. Fibers Polym. 2006, 7, 432–435. [Google Scholar] [CrossRef]
- Schimanski, T.; Loos, J.; Peijs, T.; Alcock, B.; Lemstra, P.J. On the Overdrawing of Melt-Spun Isotactic Polypropylene Tapes. J. Appl. Polym. Sci. 2007, 103, 2920–2931. [Google Scholar] [CrossRef]
- Wang, M.H.; Ruan, W.H.; Huang, Y.F.; Ye, L.; Rong, M.Z.; Zhang, M.Q. A strategy for significant improvement of strength of semi-crystalline polymers with the aid of nanoparticles. J. Mater. Chem. 2012, 22, 4592–4598. [Google Scholar] [CrossRef]
- Marras, S.I.; Zuburtikudis, I.; Panayiotou, I. Nanostructure vs. microstructure: Morphological and thermomechanical characterization of poly(l-lactic acid)/layered silicate hybrids. Eur. Polym. J. 2007, 43, 2191–2206. [Google Scholar] [CrossRef]
- Tsioptsias, C.; Leontiadis, K.; Tzimpilis, E.; Tsivintzelis, I. Polypropylene nanocomposite fibers. A review of current trends and new developments. J. Plast. Film Sheeting 2021, 37, 283–311. [Google Scholar] [CrossRef]
- Manias, E.; Touny, A.; Wu, L.; Strawhecker, K.; Lu, B.; Chung, T.C. Polypropylene/Montmorillonite Nanocomposites. Review of the Synthetic Routes and Materials Properties. Chem. Mater. 2001, 13, 3516–3523. [Google Scholar] [CrossRef] [Green Version]
- Ellis, T.S.; D’Angelo, J.S. Thermal and Mechanical Properties of a Polypropylene. J. Appl. Polym. Sci. 2003, 90, 1639–1647. [Google Scholar] [CrossRef]
- Skovranova, L.; Borsig, E.; Streller, R.; Thomann, R.; Mulhaupt, R.; Ujhelyiova, A.; Berek, D.; Patsiga, R.A. Polypropylene + boehmite nanocomposite fibers. J. Polym. Eng. 2012, 32, 445–451. [Google Scholar] [CrossRef]
- Borsig, E.; Ujhelyiova, A.; Mlynarcikova, Z.; Kaemfer, D.; Mulhaupt, R.; Marcincin, A.; Berek, D. DSC study of syndiotactic polypropylene/organoclay nanocomposite fibers: Crystallization and melting behavior. Int. J. Polym. Mater. 2007, 56, 771–788. [Google Scholar] [CrossRef]
- Vargas, A.F.; Orozco, V.H.; Rault, F.; Giraud, S.; Devaux, E.; Lopez, B.L. Influence of fiber-like nanofillers on the rheological, mechanical, thermal and fire properties of polypropylene: An application to multifilament yarn. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1797–1806. [Google Scholar] [CrossRef]
- Liang, J.-Z. Impact and Flexural Properties of PP/CaSiO3 Composites. Polym. Compos. 2018, 39, 398–404. [Google Scholar] [CrossRef]
- Ding, Q.; Zhang, Z.; Dai, X.; Li, M.; Mai, K. Effect of Hybrid Wollastonite With Different Nucleation and Morphology on the Crystallization and Mechanical Properties of Polypropylene. Polym. Compos. 2019, 40, E638–E646. [Google Scholar] [CrossRef]
- Singh, U.P.; Biswas, B.K.; Ray, B.C. Evaluation of mechanical properties of polypropylene filled with wollastonite and silicon rubber. Mater. Sci. Eng. A 2009, 501, 94–98. [Google Scholar] [CrossRef]
- Joshi, H.; Purnima, J. Development of glass fiber, wollastonite reinforced polypropylene hybrid composite: Mechanical properties and morphology. Mater. Sci. Eng. A 2010, 527, 1946–1951. [Google Scholar]
- Medeiros, E.S.; Tocchetto, R.S.; Carvalho, L.H.; Conceicao, M.M.; Souza, A.G. Nucleating Effect and Dynamic Crystallization of a Poly(propylene)/Attapulgite System. J. Therm. Anal. Calorim. 2002, 67, 279–285. [Google Scholar] [CrossRef]
- Xia, Y.; Zhu, Y.; Zhou, Y.; Nie, W.; Chen, P. Improved Dispersion of Attapulgite in Polypropylene by Grap Oxide and the Enhanced Mechanical Properties. Polym. Compos. 2018, 39, 560–568. [Google Scholar] [CrossRef]
- Tang, Q.; Wang, F.; Tang, M.; Zhang, F. Effect of Attapulgite Modification on Properties of Polypropylene Nanocomposites. Appl. Mech. Mater. 2013, 320, 407–412. [Google Scholar] [CrossRef]
- Lorenzi, D.; Sartori, G.; Ferrara, G.; Fambri, L. Spinnability of Nanofilled Polypropylene. Macromol. Symp. 2011, 301, 73–81. [Google Scholar] [CrossRef]
- Fakoori, E.; Karami, H. Preparation and characterization of ZnO-PP nanocomposite fibers and non-woven fabrics. J. Text. Inst. 2018, 109, 1152–1158. [Google Scholar] [CrossRef]
- Jin, L.; Bower, C.; Zhou, O. Alignment of carbon nanotubes in a polymer matrix by mechanical stretching. Appl. Phys. Lett. 1998, 73, 1197–1199. [Google Scholar] [CrossRef]
- McIntosh, D.; Khabashesku, V.N.; Barrera, E.V. Nanocomposite Fiber Systems Processed from Fluorinated Single-Walled Carbon Nanotubes and a Polypropylene Matrix. Chem. Mater. 2006, 18, 4561–4569. [Google Scholar] [CrossRef]
- Zhou, Y.; Rangari, V.; Mahfuz, H.; Jeelani, S.; Mallick, P.K. Experimental study on thermal and mechanical behavior of polypropylene, talc/polypropylene and polypropylene/clay nanocomposites. Mater. Sci. Eng. A 2005, 402, 109–117. [Google Scholar] [CrossRef]
- Sclavons, M.; Franquinet, P.; Carlier, V.; Verfaillie, G.; Fallais, I.; Legras, R.; Laurent, M.; Thyrion, F.C. Quantification of the maleic anhydride grafted onto polypropylene by chemical and viscosimetric titrations, and FTIR spectroscopy. Polymer 2000, 41, 1989–1999. [Google Scholar] [CrossRef]
- Watanabe, R.; Sugahara, A.; Hagihara, H.; Mizukado, J.; Shinzawa, H. Insight into interfacial compatibilization of glass-fiber-reinforced polypropylene (PP) using maleic-anhydride modified PP employing infrared spectroscopic imaging. Compos. Sci. Technol. 2020, 199, 108379. [Google Scholar] [CrossRef]
- Thummajitsakul, S.; Samaikam, S.; Tacha, S.; Silprasit, K. Study on FTIR spectroscopy, total phenolic content, antioxidant activity and anti-amylase activity of extracts and different tea forms of Garcinia schomburgkiana leaves. LWT—Food Sci. Technol. 2020, 134, 110005. [Google Scholar] [CrossRef]
- Wadi, V.S.; Jena, K.K.; Halique, K.; Alhassan, S.M. Enhanced Mechanical Toughness of Isotactic Polypropylene Using Bulk Molybdenum Disulfide. ACS Omega 2020, 5, 11394–11401. [Google Scholar] [CrossRef] [PubMed]
- Bikiaris, D. Microstructure and Properties of Polypropylene/Carbon Nanotube Nanocomposites. Materials 2010, 3, 2884–2946. [Google Scholar] [CrossRef]
- Varga, J. β-modification of polypropylene and its two-component systems. J. Therm. Anal. 1989, 35, 1891–1912. [Google Scholar] [CrossRef]
- Fambri, L.; Dabrowska, I.; Ceccato, R.; Pegoretti, A. Effects of Fumed Silica and Draw Ratio on Nanocomposite Polypropylene Fibers. Polymers 2017, 9, 41. [Google Scholar] [CrossRef] [Green Version]
- Joshi, M.; Viswanathan, V. High-Performance Filaments from Compatibilized Polypropylene/Clay Nanocomposites. J. Appl. Polym. Sci. 2006, 102, 2164–2174. [Google Scholar] [CrossRef]
- Esthappan, S.K.; Kuttappan, S.K.; Joseph, R. Thermal and mechanical properties of polypropylene/titanium dioxide nanocomposite fibers. Mater. Des. 2012, 37, 537–542. [Google Scholar] [CrossRef]
- Eichhorn, S.J.; Hearle, J.W.S.; Jaffe, M.; Kikutani, T. Handbook of Textile Fibre Structure, 1st ed.; Woodhead Publishing Limited and CRC Press LLC: Boca Raton, FL, USA, 2009. [Google Scholar]
- Moniruzzaman, M.; Winey, K.I. Polymer Nanocomposites Containing Carbon Nanotubes. Macromolecules 2006, 39, 5194–5205. [Google Scholar] [CrossRef]
- Lagadic, I.L.; Mitchell, M.K.; Payne, B.D. Highly Effective Adsorption of Heavy Metal Ions by a Thiol-Functionalized Magnesium Phyllosilicate Clay. Environ. Sci. Technol. 2001, 35, 984–990. [Google Scholar] [CrossRef] [PubMed]
- Cavajda, V.; Uhlik, P.; Derkowski, A.; Caplovicova, M.; Madejova, J.; Mikula, M.; Ifka, T. Influence of grinding and sonication on the crystal structure of talc. Clays Clay Miner. 2015, 63, 311–327. [Google Scholar] [CrossRef]
- Ayana, B.; Suin, S.; Khatua, B.B. Highly exfoliated eco-friendly thermoplastic starch (TPS)/poly (lacticacidacid)(PLA)/clay nanocomposites using unmodified nanoclay. Carbohydr. Polym. 2014, 110, 430–439. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Abbreviation | Characteristics 1,2,3,4 | Supplier |
|---|---|---|---|
| Isotactic PP (ECOLEN HZ42Q) | PP | MFI = 18 g/10 min, TS = 33 MPa, Tm = 168–171 °C | Hellenic Petroleum S.A., Thessaloniki, Greece |
| Masterbatch with compatibilizer (Bondyram 1001) | MA | PP grafted with maleic anhydride (PP-g-MA). MA content 1%, MFI = 100 g/10 min, Tm = 160 °C | Polyram Plastic Industries LTD, Gilboa, Israel |
| Masterbatch with antioxidant (KRITILEN® AO PP9216) | AO | PP with 20.5 wt.% antioxidant (combination of phosphite and phenolic types) | Plastika Kritis S.A., Heraklion, Greece |
| Masterbatch with microtalc (KRITILEN® D05-00014) | MT | PP with 60 wt.% microtalc (D50 = 1.7 μm) MFI 5 = 25 g/10 min | Plastika Kritis S.A., Heraklion, Greece |
| Masterbatch with ultra-fine talc (KRITILEN® D05-00046) | UT | PP with 30 wt.% ultra-fine (D50 = 0.7 μm) MFI 5 = 25 g/10 min | Plastika Kritis S.A., Heraklion, Greece |
| Masterbatch with wollastonite (KRITILEN® D05-00047) | WO | PP with 30 wt.% wollastonite of high aspect ratio (D50 = 3 μm) MFI 5 = 25 g/10 min | Plastika Kritis S.A., Heraklion, Greece |
| Masterbatch with attapulgite (KRITILEN® D05-00048) | AT | PP with 10 wt.% attapulgite MFI 5 = 25 g/10 min | Plastika Kritis S.A., Heraklion, Greece |
| Masterbatch with SWCNT (KRITILEN® D05-00067) | SWCNT | PP with 5 wt.% SWCNT MFI 5 = 25 g/10 min | Plastika Kritis S.A., Heraklion, Greece |
| Composite | Filler Type | Filler Content (wt.%) | Antioxidant (wt.%) | Copatibilizer Content 1 (wt.%) |
|---|---|---|---|---|
| PP-AO | - | - | 0.82 | - |
| PP-AO-MA | - | - | 0.82 | 1.5 |
| PP-AO-MT | Microtalc | 4 | 0.82 | - |
| PP-AO-MA-MT | Microtalc | 4 | 0.82 | 1.5 |
| PP-AO-UT | Ultrafine talc | 4 | 0.82 | - |
| PP-AO-MA-UT | Ultrafine talc | 4 | 0.82 | 1.5 |
| PP-AO-WO | Wolllastonite | 4 | 0.82 | - |
| PP-AO-MA-WO | Wolllastonite | 4 | 0.82 | 1.5 |
| PP-AO-AT | Attapulgite | 4 | 0.82 | - |
| PP-AO-MA-AT | Attapulgite | 4 | 0.82 | 1.5 |
| PP-AO-SWCNT | Single-Wall Carbon Nanotubes | 1 | 0.82 | - |
| PP-AO-MA- SWCNT | Single-Wall Carbon Nanotubes | 1 | 0.82 | 1.5 |
| Sample | Elastic Modulus/MPa | Stress at Break/MPa | % Εlongation at Break | 1T97%/°C | 2Tmax/°C |
|---|---|---|---|---|---|
| PP-AO | 2035 ± 152 | 314 ± 18 | 165 ± 13 | 263 | 303 |
| PP-AO-MA | 2458 ± 235 | 357 ± 26 | 168 ± 12 | 273 | 310 |
| Sample | Tm/°C | ΔHfus/J g−1 | % Xc |
|---|---|---|---|
| PP-AO | 164 | 83.1 | 40 |
| PP-AO-MA | 162 | 83.6 | 40 |
| PP-AO-MT | 165 | 89.0 | 43 |
| PP-AO-MA-MT | 165 | 86.7 | 42 |
| PP-AO-UT | 162 | 88.9 | 43 |
| PP-AO-MA-UT | 164 | 91.2 | 44 |
| PP-AO-WO | 165 | 91.8 | 44 |
| PP-AO-MA-WO | 167 | 89.0 | 43 |
| PP-AO-AT | 165 | 103.2 | 50 |
| PP-AO-MA-AT | 166 | 99.4 | 48 |
| PP-AO-SWCNT | 165 | 102.7 | 50 |
| PP-AO-ΜA-SWCNT | 164 | 96.6 | 47 |
| Sample | Elastic Modulus, MPa | Stress at Break, MPa | % Elongation at Break | T97%, °C | Tmax, °C |
|---|---|---|---|---|---|
| PP-AO | 2035 ± 152 | 314 ± 18 | 165 ± 13 | 263 | 303 |
| PP-AO-MA | 2458 ± 235 | 357 ± 26 | 168 ± 12 | 273 | 310 |
| PP-AO-MT | 2183 ± 230 | 340 ± 38 | 159 ± 14 | 290 | 323 |
| PP-AO-MA-MT | 2468 ± 393 | 351 ± 45 | 154 ± 12 | 290 | 329 |
| PP-AO-UT | 2680 ± 368 | 378 ± 36 | 173 ± 10 | 294 | 332 |
| PP-AO-MA-UT | 2206 ± 384 | 394 ± 46 | 176 ± 17 | 297 | 340 |
| PP-AO-WO | 2611 ± 305 | 390 ± 32 | 178 ± 40 | 329 | 390 |
| PP-AO-MA-WO | 2525 ± 585 | 366 ± 59 | 165 ± 10 | 293 | 330 |
| PP-AO-AT | 2016 ± 324 | 267 ± 05 | 184 ± 11 | 287 | 375 |
| PP-AO-MA-AT | 2332 ± 150 | 310 ± 27 | 181 ± 10 | 280 | 376 |
| PP-AO-SWCNT | 2264 ± 283 | 392 ± 32 | 187 ± 21 | 299 | 365 |
| PP-AO-MA-SWCNT | 2719 ± 656 | 347 ± 103 | 170 ± 06 | 292 | 342 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tsioptsias, C.; Leontiadis, K.; Messaritakis, S.; Terzaki, A.; Xidas, P.; Mystikos, K.; Tzimpilis, E.; Tsivintzelis, I. Experimental Investigation of Polypropylene Composite Drawn Fibers with Talc, Wollastonite, Attapulgite and Single-Wall Carbon Nanotubes. Polymers 2022, 14, 260. https://doi.org/10.3390/polym14020260
Tsioptsias C, Leontiadis K, Messaritakis S, Terzaki A, Xidas P, Mystikos K, Tzimpilis E, Tsivintzelis I. Experimental Investigation of Polypropylene Composite Drawn Fibers with Talc, Wollastonite, Attapulgite and Single-Wall Carbon Nanotubes. Polymers. 2022; 14(2):260. https://doi.org/10.3390/polym14020260
Chicago/Turabian StyleTsioptsias, Costas, Konstantinos Leontiadis, Stavros Messaritakis, Aikaterini Terzaki, Panagiotis Xidas, Kyriakos Mystikos, Evangelos Tzimpilis, and Ioannis Tsivintzelis. 2022. "Experimental Investigation of Polypropylene Composite Drawn Fibers with Talc, Wollastonite, Attapulgite and Single-Wall Carbon Nanotubes" Polymers 14, no. 2: 260. https://doi.org/10.3390/polym14020260
APA StyleTsioptsias, C., Leontiadis, K., Messaritakis, S., Terzaki, A., Xidas, P., Mystikos, K., Tzimpilis, E., & Tsivintzelis, I. (2022). Experimental Investigation of Polypropylene Composite Drawn Fibers with Talc, Wollastonite, Attapulgite and Single-Wall Carbon Nanotubes. Polymers, 14(2), 260. https://doi.org/10.3390/polym14020260