
Sustainable Polymer Composites Manufacturing through 3D Printing Technologies by Using Recycled Polymer and Filler

 ,
,  ,
, 
Abstract
:
1. Introduction
Background of the Research
2. Materials and Methods
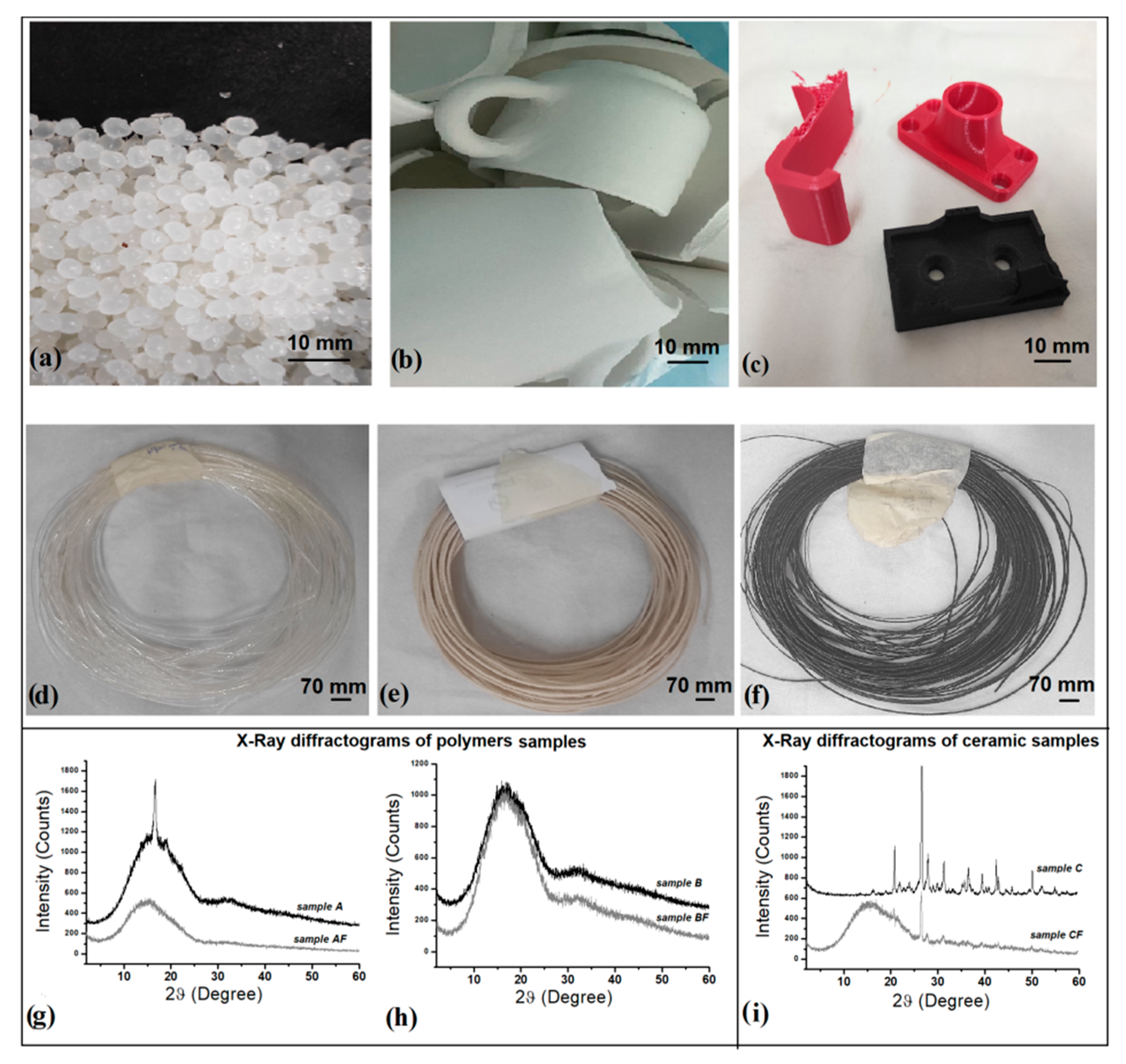
2.1. Materials
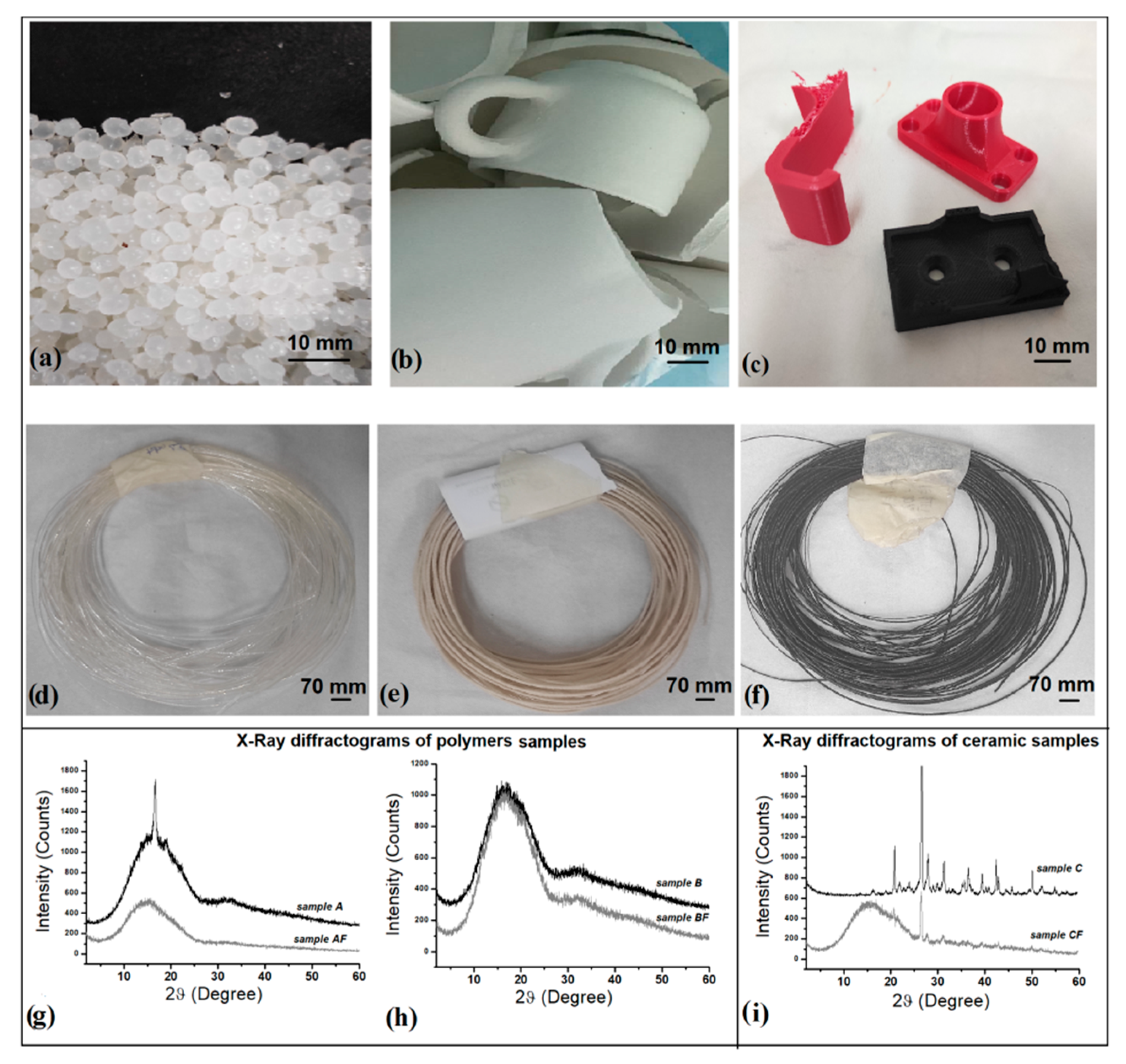
- PLA Ingeo 4043D: pellet (A), filament (AF) and 3D printed sample (A_3D);
- Recycled PLA Sunlu: waste (B), differentiated by color into transparent (Bt), white (Bw), blue (Bb), red (Br), and black (Bbk). Filament (BF) and 3D printed sample (B_3D);
- Ceramic waste: powder (C), filament (CF) and 3D printed sample (C_3D);
- Sunlu commercial filament (DF) and 3D printed sample (D_3D).
2.1.1. Polymers
2.1.2. Filler/Scraps
2.2. Production of Filaments for FFF Printing
2.3. Production of 3D Printed Samples for Bending Tests
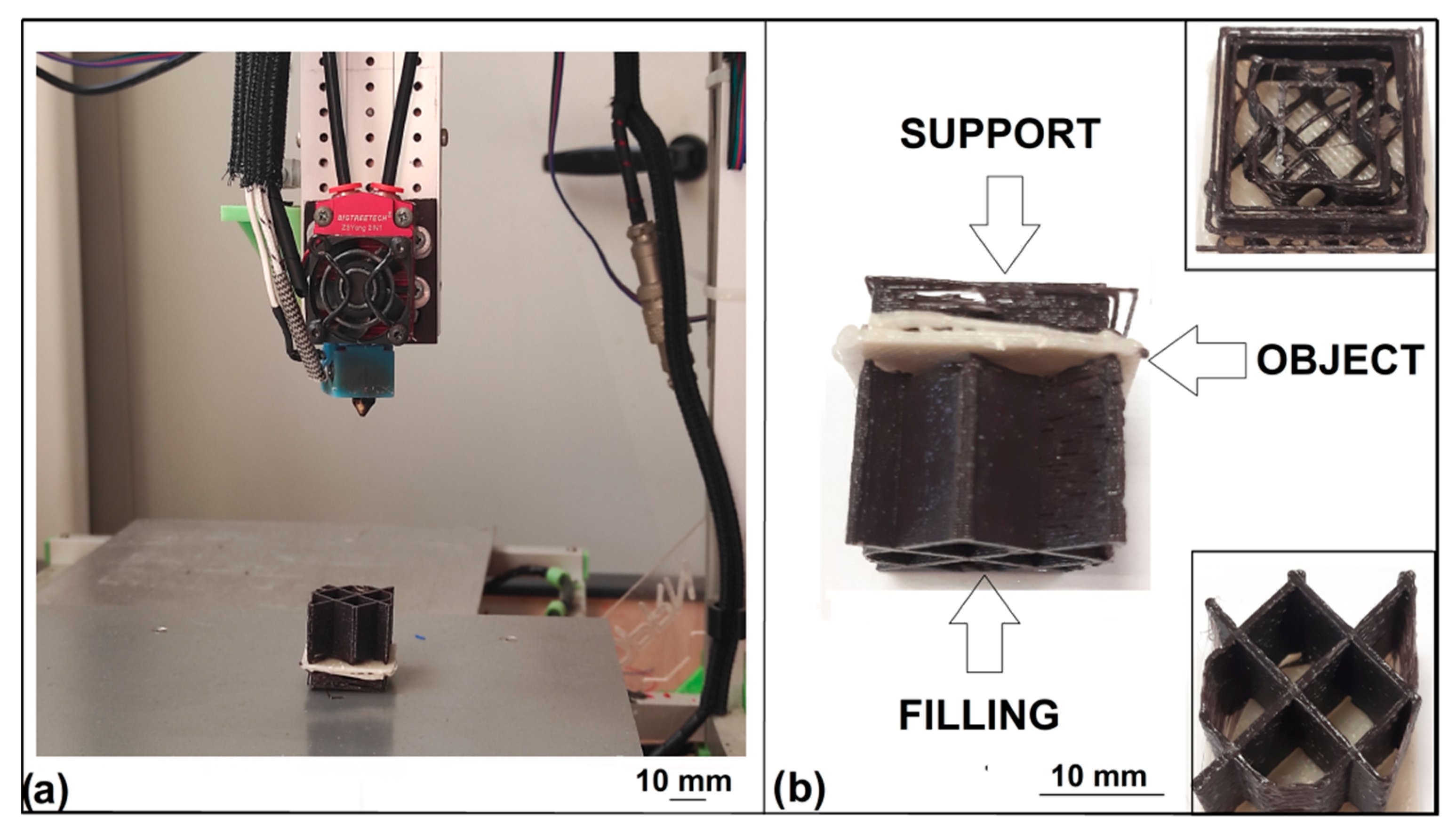
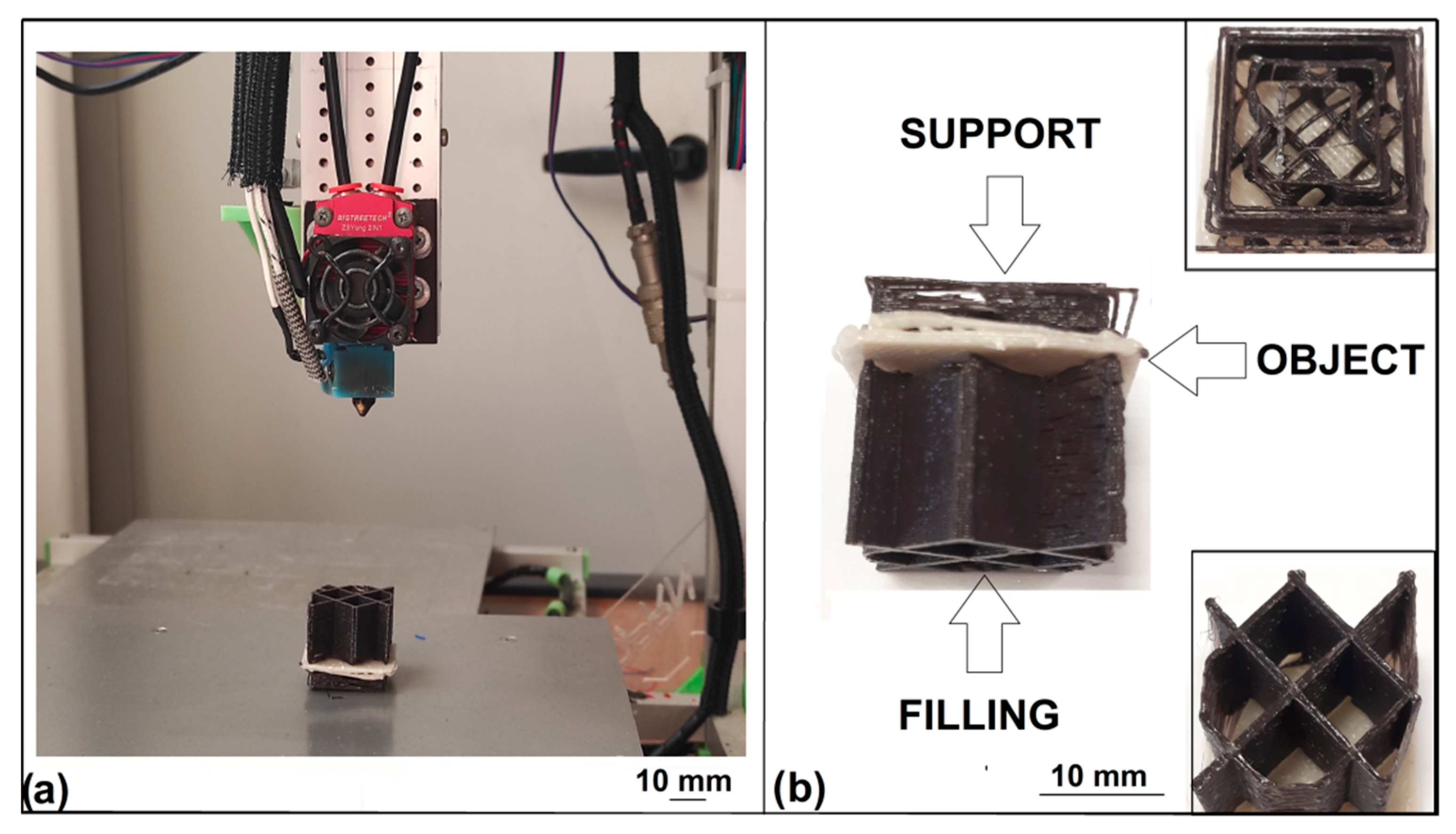
2.4. Printing a Representative 3D Model
- 2 Redrex Aluminum extruders of Improved Bowden type with MK8 40-Tooth Tractor Gear with 2 different directions;
- 1 motor type 42BYGHW609 (12 V) to allow extrusion of a second filament;
- 5 drivers model A4988;
- 1 Hotend JINGERL BigTreeTech 2-in-1 out Hotend Dual Color Bowden Extruder 12 V PTF tube, dual filament input but with single groove in common.

2.5. Methods
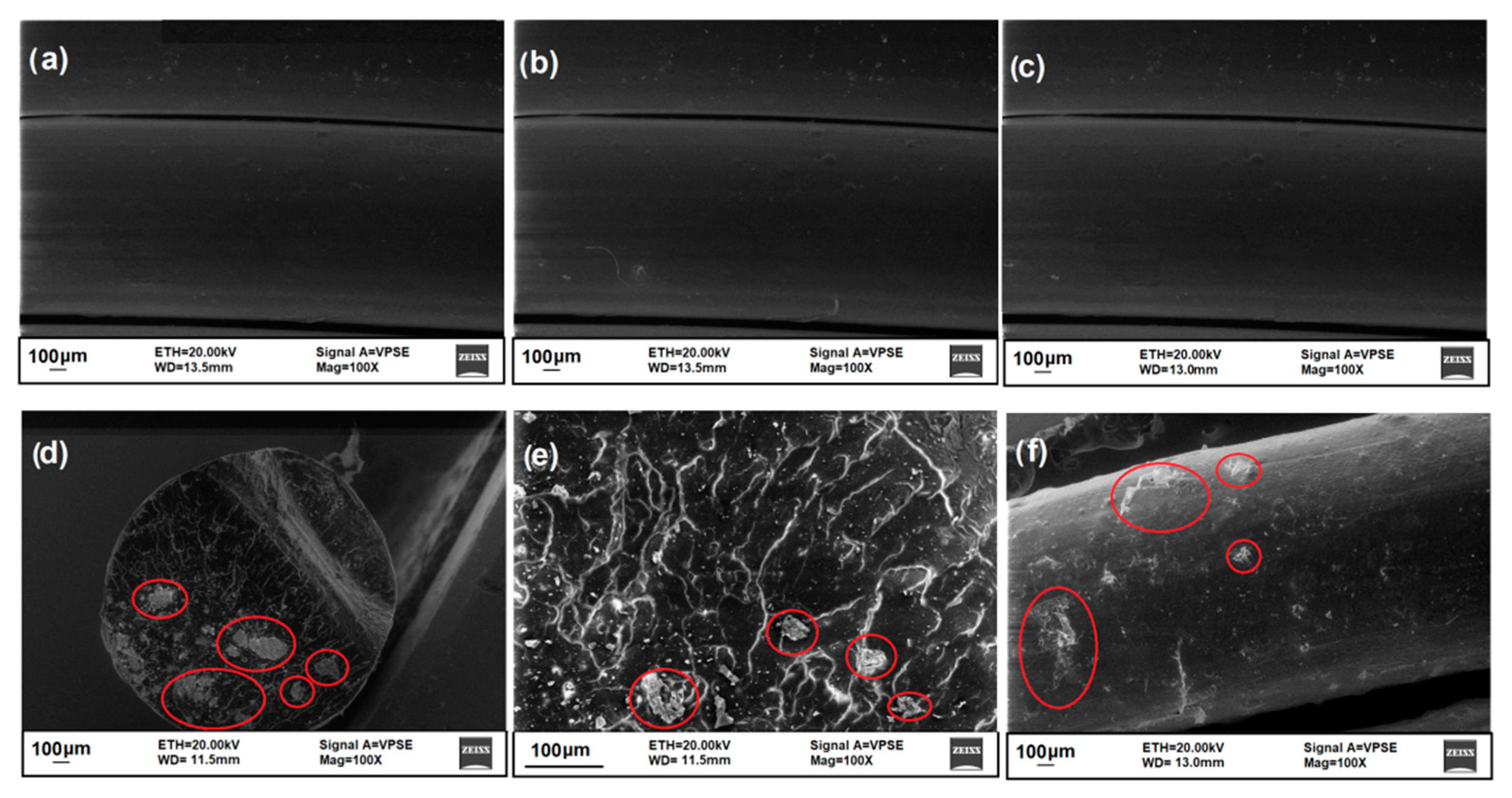
2.5.1. Morphological Analysis
2.5.2. X-ray Diffraction Analysis (XRD)
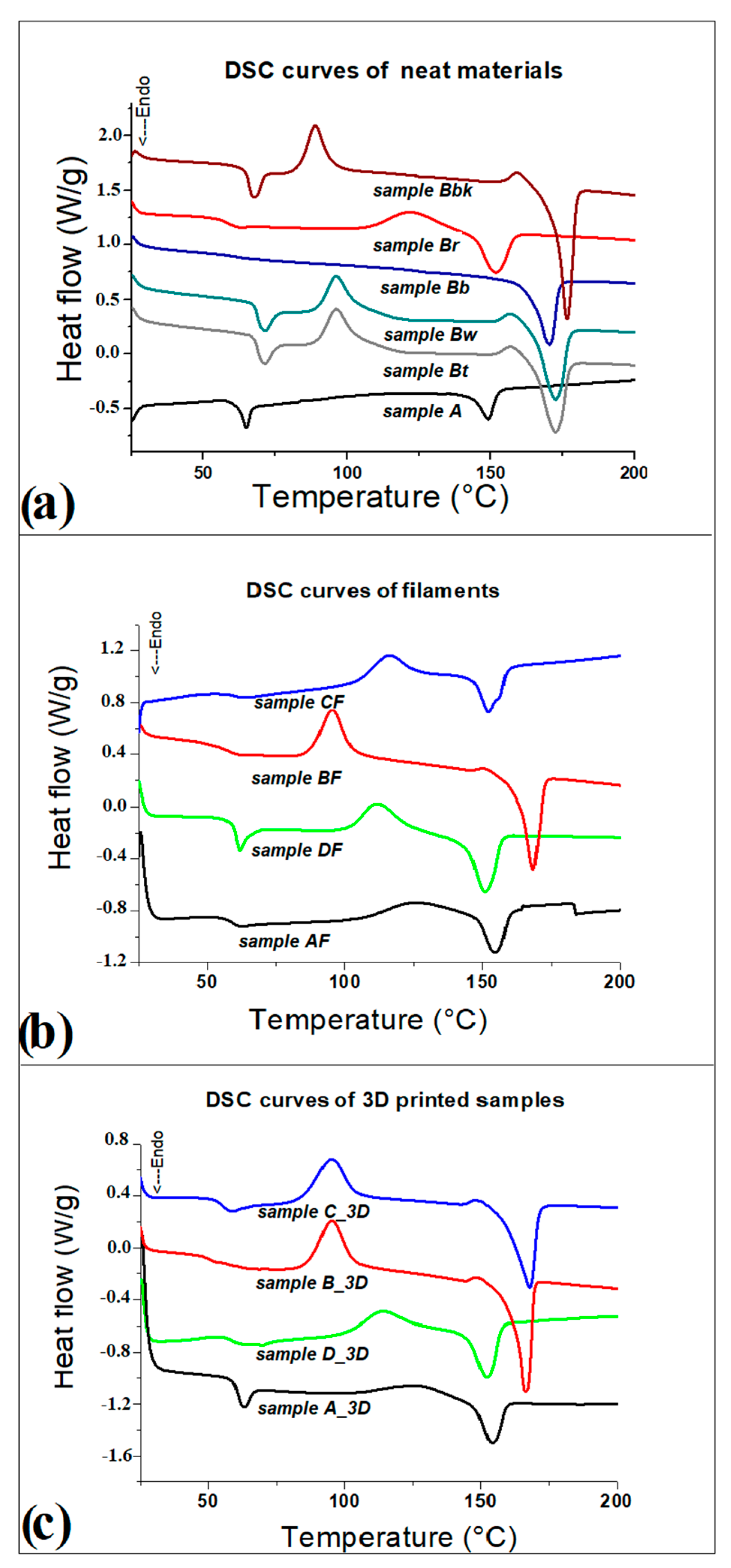
2.5.3. Differential Scanning Calorimetry Analysis (DSC)
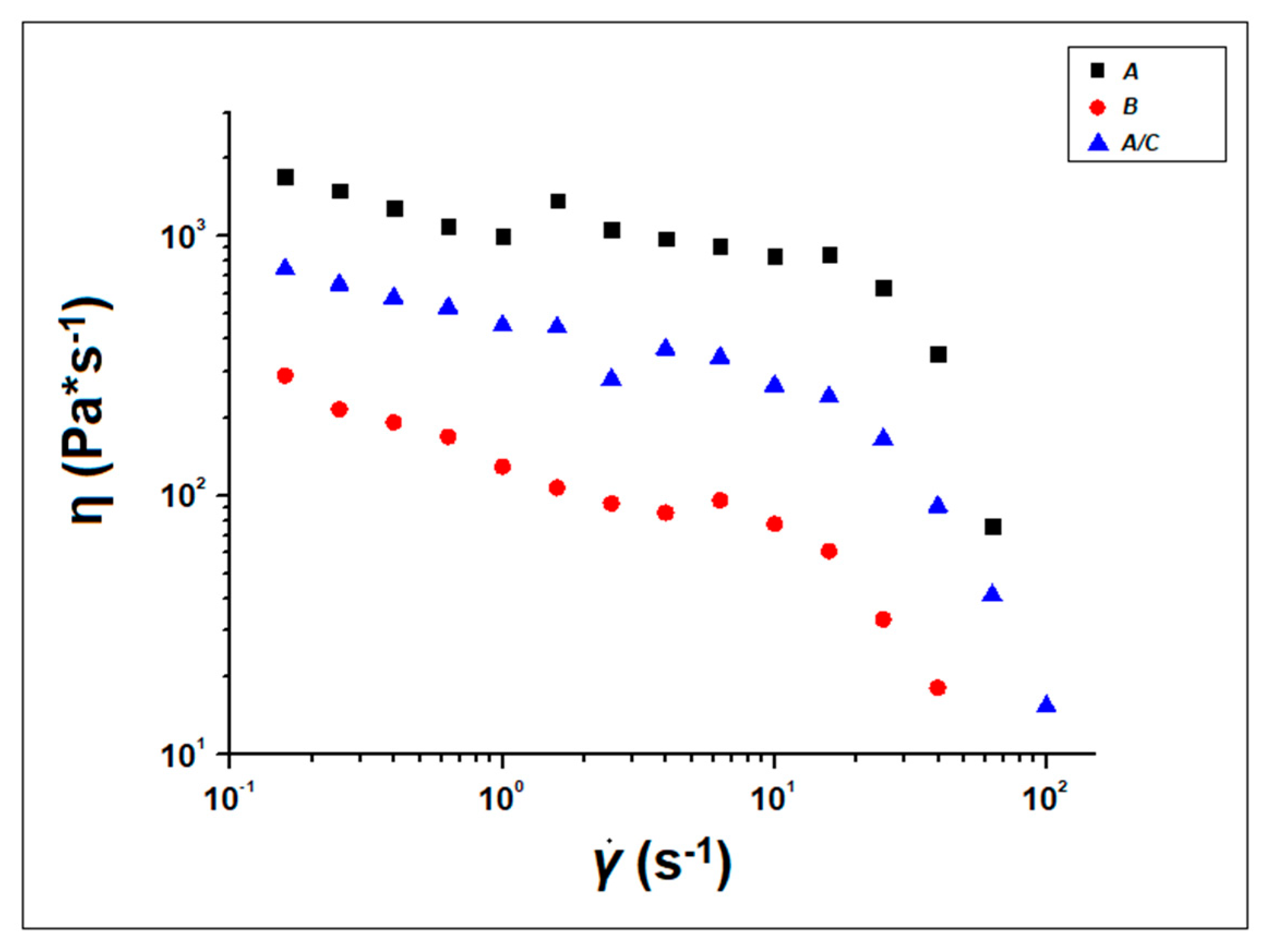
2.5.4. Rheological Analysis
2.5.5. Mechanical Characterization of 3D Printed Samples
3. Results and Discussion
3.1. Characterization of Neat Materials
3.1.1. Polymers
3.1.2. Filler/Scraps
3.2. Morphological, Structural, and Thermal Characterization of Composite Filaments
3.3. Thermal, Mechanical, and Morphological Characterization of 3D Printed Bars
3.4. Example of Sustainable Application
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Xin, X.; Liu, L.; Liu, Y.; Leng, J. 4D Printing Auxetic Metamaterials with Tunable, Programmable, and Reconfigurable Mechanical Properties. Adv. Funct. Mater. 2020, 30, 2004226. [Google Scholar] [CrossRef]
- Arif, Z.U.; Khalid, M.Y.; ur Rehman, E.; Ullah, S.; Atif, M.; Tariq, A. A review on laser cladding of high-entropy alloys, their recent trends and potential applications. J. Manuf. Process. 2021, 68, 225–273. [Google Scholar] [CrossRef]
- Arif, Z.U.; Khalid, M.Y.; Al Rashid, A.; ur Rehman, E.; Atif, M. Laser deposition of high-entropy alloys: A comprehensive review. Opt. Laser Technol. 2022, 145, 107447. [Google Scholar] [CrossRef]
- Wu, J.; Zhang, C.; Meng, Q.; Liu, B.; Sun, Y.; Wen, M.; Ma, S.; He, L. Study on tensile properties of carbon fiber reinforced AA7075 composite at high temperatures. Mater. Sci. Eng. A 2021, 825, 141931. [Google Scholar] [CrossRef]
- Cardona-Vivas, N.; Correa, M.A.; Colorado, H.A. Multifunctional composites obtained from the combination of a conductive polymer with different contents of primary battery waste powders. Sustain. Mater. Technol. 2021, 28, e00281. [Google Scholar] [CrossRef]
- Fortunati, E.; Peltzer, M.; Armentano, I.; Torre, L.; Jiménez, A.; Kenny, J.M. Effects of modified cellulose nanocrystals on the barrier and migration properties of PLA nano-biocomposites. Carbohydr. Polym. 2012, 90, 948–956. [Google Scholar] [CrossRef]
- Bagheri, A.; Cremona, C. Formulation of mix design for 3D printing of geopolymers: A machine learning approach. Mater. Adv. 2020, 1, 720–727. [Google Scholar] [CrossRef]
- Amasawa, E.; Hasegawa, M.; Yokokawa, N.; Sugiyama, H.; Hirao, M. Environmental performance of an electric vehicle composed of 47% polymers and polymer composites. Sustain. Mater. Technol. 2020, 25, e00189. [Google Scholar] [CrossRef]
- Ghosh, T.; Kim, H.C.; De Kleine, R.; Wallington, T.J.; Bakshi, B.R. Life cycle energy and greenhouse gas emissions implications of using carbon fiber reinforced polymers in automotive components: Front subframe case study. Sustain. Mater. Technol. 2021, 28, e00263. [Google Scholar] [CrossRef]
- Andrzejewski, J.; Gronikowski, M.; Anisko, J. A Novel Manufacturing Concept of LCP Fiber-Reinforced GPET-Based Sandwich Structures with an FDM 3D-Printed Core. Materials 2022, 15, 5405. [Google Scholar] [CrossRef]
- Andrzejewski, J.; Markowski, M.; Barczewski, M. The Use of Nanoscale Montmorillonite (MMT) as Reinforcement for Polylactide Acid (PLA) Prepared by Fused Deposition Modeling (FDM)—Comparative Study with Biocarbon and Talc Fillers. Materials 2022, 15, 5205. [Google Scholar] [CrossRef]
- Vahed, R.; Zareie Rajani, H.R.; Milani, A.S. Can a Black-Box AI Replace Costly DMA Testing?—A Case Study on Prediction and Optimization of Dynamic Mechanical Properties of 3D Printed Acrylonitrile Butadiene Styrene. Materials 2022, 15, 2855. [Google Scholar] [CrossRef]
- Fico, D.; Rizzo, D.; Casciaro, R.; Esposito Corcione, C. A Review of Polymer-Based Materials for Fused Filament Fabrication (FFF): Focus on Sustainability and Recycled Materials. Polymers 2022, 14, 465. [Google Scholar] [CrossRef]
- Ding, H.; Zeng, C.; Raush, J.; Momeni, K.; Guo, S. Developing Fused Deposition Modeling Additive Manufacturing Processing Strategies for Aluminum Alloy 7075: Sample Preparation and Metallographic Characterization. Materials 2022, 15, 1340. [Google Scholar] [CrossRef]
- Åkerlund, E.; Diez-escudero, A.; Grzeszczak, A.; Persson, C. The Effect of PCL Addition on 3D-Printable PLA / HA Composite Filaments for the Treatment of Bone Defects. Polymers 2022, 14, 3305. [Google Scholar] [CrossRef]
- Kuo, C.C.; Chen, J.Y.; Chang, Y.H. Optimization of process parameters for fabricating polylactic acid filaments using design of experiments approach. Polymers 2021, 13, 1222. [Google Scholar] [CrossRef]
- Jang, Y.C.; Lee, G.; Kwon, Y.; Lim, J.H.; Jeong, J.-H. Recycling and management practices of plastic packaging waste towards a circular economy in South Korea. Resour. Conserv. Recycl. 2020, 158, 104798. [Google Scholar] [CrossRef]
- Vo Dong, P.A.; Azzaro-Pantel, C.; Boix, M.; Jacquemin, L.; Domenech, S. Modelling of Environmental Impacts and Economic Benefits of Fibre Reinforced Polymers Composite Recycling Pathways; Elsevier: Amsterdam, The Netherlands, 2015; Volume 37. [Google Scholar]
- Zhou, A.; Zhang, W.; Wei, H.; Liu, T.; Zou, D.; Guo, H. A novel approach for recycling engineering sediment waste as sustainable supplementary cementitious materials. Resour. Conserv. Recycl. 2021, 167, 105435. [Google Scholar] [CrossRef]
- Correia, J.R.; Almeida, N.M.; Figueira, J.R. Recycling of FRP composites: Reusing fine GFRP waste in concrete mixtures. J. Clean. Prod. 2011, 19, 1745–1753. [Google Scholar] [CrossRef]
- Gharde, S.; Kandasubramanian, B. Mechanothermal and chemical recycling methodologies for the Fibre Reinforced Plastic (FRP). Environ. Technol. Innov. 2019, 14, 100311. [Google Scholar] [CrossRef]
- Górak, P.; Postawa, P.; Trusilewicz, L.N.; Kalwik, A. Cementitious eco-composites and their physicochemical/mechanical properties in Portland cement-based mortars with a lightweight aggregate manufactured by upcycling waste by-products. J. Clean. Prod. 2021, 289, 125156. [Google Scholar] [CrossRef]
- Berger, F.; Gauvin, F.; Brouwers, H.J.H. The recycling potential of wood waste into wood-wool/cement composite. Constr. Build. Mater. 2020, 260, 119786. [Google Scholar] [CrossRef]
- Corcione, C.E.; Striani, R.; Ferrari, F.; Visconti, P.; Rizzo, D.; Greco, A. An innovative method for the recycling of waste carbohydrate-based flours. Polymers 2020, 12, 1414. [Google Scholar] [CrossRef]
- Stasi, E.; Giuri, A.; Ferrari, F.; Armenise, V.; Colella, S.; Listorti, A.; Rizzo, A.; Ferraris, E.; Corcione, C.E. Biodegradable carbon-based ashes/maize starch composite films for agricultural applications. Polymers 2020, 12, 524. [Google Scholar] [CrossRef]
- Kuo, C.C.; Wu, Y.R.; Li, M.H.; Wu, H.W. Minimizing warpage of ABS prototypes built with low-cost fused deposition modeling machine using developed closed-chamber and optimal process parameters. Int. J. Adv. Manuf. Technol. 2019, 101, 593–602. [Google Scholar] [CrossRef]
- Park, M.J.; Bae, J.; Ju, Y.K. Structural Behavior of a Composite Curtain Wall Fabricated by the Fused Deposition Modeling 3D Printing Method. Polymers 2022, 14, 1431. [Google Scholar] [CrossRef]
- Sehhat, M.H.; Mahdianikhotbesara, A.; Yadegari, F. Impact of temperature and material variation on mechanical properties of parts fabricated with fused deposition modeling (FDM) additive manufacturing. Int. J. Adv. Manuf. Technol. 2022, 120, 4791–4801. [Google Scholar] [CrossRef]
- Hassanifard, S.; Behdinan, K. Effects of voids and raster orientations on fatigue life of notched additively manufactured PLA components. Int. J. Adv. Manuf. Technol. 2022, 120, 6241–6250. [Google Scholar] [CrossRef]
- Berrio Bernal, J.D.; Silva, E.C.N.; Montealegre Rubio, W. Characterization of effective Young’s modulus for Fused Deposition Modeling manufactured topology optimization designs. Int. J. Adv. Manuf. Technol. 2019, 103, 2879–2892. [Google Scholar] [CrossRef]
- Zhu, Q.; Yu, K.; Li, H.; Zhang, Q.; Tu, D. Rapid residual stress prediction and feedback control during fused deposition modeling of PLA. Int. J. Adv. Manuf. Technol. 2022, 118, 3229–3240. [Google Scholar] [CrossRef]
- Ramesh, M.; Rajeshkumar, L.; Balaji, D. Influence of Process Parameters on the Properties of Additively Manufactured Fiber-Reinforced Polymer Composite Materials: A Review. J. Mater. Eng. Perform. 2021, 30, 4792–4807. [Google Scholar] [CrossRef]
- Ramesh, M.; Niranjana, K. Effect of Process Parameters on Fused Filament Fabrication Printed Composite Materials. In High-Performance Composite Structures; Springer: Berlin/Heidelberg, Germany, 2022; ISBN 978-981-16-7376-4. [Google Scholar]
- Ahmad, M.N.; Ishak, M.R.; Mohammad Taha, M.; Mustapha, F.; Leman, Z.; Anak Lukista, D.D.; Irianto; Ghazali, I. Application of Taguchi Method to Optimize the Parameter of Fused Deposition Modeling (FDM) Using Oil Palm Fiber Reinforced Thermoplastic Composites. Polymers 2022, 14, 2140. [Google Scholar] [CrossRef]
- Nguyen, H.T.; Crittenden, K.; Weiss, L.; Bardaweel, H. Experimental Modal Analysis and Characterization of Additively Manufactured Polymers. Polymers 2022, 14, 2071. [Google Scholar] [CrossRef]
- Arrigo, R.; Frache, A. FDM Printability of PLA Based-Materials: The Key Role of the Rheological Behavior. Polymers 2022, 14, 1754. [Google Scholar] [CrossRef] [PubMed]
- Harris, M.; Mohsin, H.; Potgieter, J.; Ishfaq, K.; Archer, R.; Qun, C.; De Silva, K.; Guen, M.J.L.; Wilson, R.; Arif, K.M. Partial Biodegradable Blend with High Stability against Biodegradation for Fused Deposition Modeling. Polymers 2022, 14, 1541. [Google Scholar] [CrossRef]
- Wang, F.; Zhou, Q.; Zhang, Z.; Gu, Y.; Zhang, J.; Jiang, K. Microwave Absorption Properties of Carbon Black-Carbonyl Iron/Polylactic Acid Composite Filament for Fused Deposition Modeling. Materials 2022, 15, 5455. [Google Scholar] [CrossRef]
- Medellin-Castillo, H.I.; Zaragoza-Siqueiros, J. Design and Manufacturing Strategies for Fused Deposition Modelling in Additive Manufacturing: A Review. Chin. J. Mech. Eng. 2019, 32, 53. [Google Scholar] [CrossRef]
- Lionetto, F.; Esposito Corcione, C. Recent applications of biopolymers derived from fish industry waste in food packaging. Polymers 2021, 13, 2337. [Google Scholar] [CrossRef]
- Ferrari, F.; Corcione, C.E.; Montagna, F.; Maffezzoli, A. 3D printing of polymer waste for improving people’s awareness about marine litter. Polymers 2020, 12, 1738. [Google Scholar] [CrossRef]
- Esposito Corcione, C.; Palumbo, E.; Masciullo, A.; Montagna, F.; Torricelli, M.C. Fused Deposition Modeling (FDM): An innovative technique aimed at reusing Lecce stone waste for industrial design and building applications. Constr. Build. Mater. 2018, 158, 276–284. [Google Scholar] [CrossRef]
- Fico, D.; Rizzo, D.; De Carolis, V.; Montagna, F.; Palumbo, E.; Corcione, C.E. Development and characterization of sustainable PLA/Olive wood waste composites for rehabilitation applications using Fused Filament Fabrication (FFF). J. Build. Eng. 2022, 56, 104673. [Google Scholar] [CrossRef]
- Wang, S.; Capoen, L.; D’hooge, D.R.; Cardon, L. Can the melt flow index be used to predict the success of fused deposition modelling of commercial poly(lactic acid) filaments into 3D printed materials? Plast. Rubber Compos. 2018, 47, 9–16. [Google Scholar] [CrossRef]
- Available online: http://marlinfw.org/ (accessed on 12 August 2022).
- Esposito Corcione, C.; Gervaso, F.; Scalera, F.; Padmanabhan, S.K.; Madaghiele, M.; Montagna, F.; Sannino, A.; Licciulli, A.; Maffezzoli, A. Highly loaded hydroxyapatite microsphere/PLA porous scaffolds obtained by fused deposition modelling. Ceram. Int. 2019, 45, 2803–2810. [Google Scholar] [CrossRef]
- Fernandes, C.P. Use of Recycled Poly Lactic Acid (PLA) Polymer in 3D Printing: A Review. Int. Res. J. Eng. Technol. 2019, 6, 1841–1845. [Google Scholar]
- Atakok, G.; Kam, M.; Koc, H.B. Tensile, three-point bending and impact strength of 3D printed parts using PLA and recycled PLA filaments: A statistical investigation. J. Mater. Res. Technol. 2022, 18, 1542–1554. [Google Scholar] [CrossRef]
- Tao, Y.; Liu, M.; Han, W.; Li, P. Waste office paper filled polylactic acid composite filaments for 3D printing. Compos. Part B Eng. 2021, 221, 108998. [Google Scholar] [CrossRef]
- Aly, S.T.; El-Dieb, A.S.; Taha, M.R. Effect of High-Volume Ceramic Waste Powder as Partial Cement Replacement on Fresh and Compressive Strength of Self-Compacting Concrete. J. Mater. Civ. Eng. 2019, 31, 04018374. [Google Scholar] [CrossRef]
- Dewi, R.; Agusnar, H.; Alfian, Z. Tamrin Characterization of technical kaolin using XRF, SEM, XRD, FTIR and its potentials as industrial raw materials. J. Phys. Conf. Ser. 2018, 1116, 8–14. [Google Scholar] [CrossRef]
- Carrasco, F.; Pagès, P.; Gámez-Pérez, J.; Santana, O.O.; Maspoch, M.L. Processing of poly(lactic acid): Characterization of chemical structure, thermal stability and mechanical properties. Polym. Degrad. Stab. 2010, 95, 116–125. [Google Scholar] [CrossRef]
- Anderson, I. Mechanical Properties of Specimens 3D Printed with Virgin and Recycled Polylactic Acid. 3D Print. Addit. Manuf. 2017, 4, 110–115. [Google Scholar] [CrossRef]
- Peinado, V.; Castell, P.; García, L.; Fernández, A. Effect of extrusion on the mechanical and rheological properties of a reinforced poly(lactic acid): Reprocessing and recycling of biobased materials. Materials 2015, 8, 7106–7117. [Google Scholar] [CrossRef] [PubMed]
- Rajpurohit, S.R.; Dave, H.K. Flexural strength of fused filament fabricated (FFF) PLA parts on an open-source 3D printer. Adv. Manuf. 2018, 6, 430–441. [Google Scholar] [CrossRef]
- Liu, Z.; Lei, Q.; Xing, S. Mechanical characteristics of wood, ceramic, metal and carbon fiber-based PLA composites fabricated by FDM. J. Mater. Res. Technol. 2019, 8, 3743–3753. [Google Scholar] [CrossRef]
- Algarni, M.; Ghazali, S. Comparative study of the sensitivity of pla, abs, peek, and petg’s mechanical properties to fdm printing process parameters. Crystals 2021, 11, 995. [Google Scholar] [CrossRef]
- Zhao, P.; Rao, C.; Gu, F.; Sharmin, N.; Fu, J. Close-looped recycling of polylactic acid used in 3D printing: An experimental investigation and life cycle assessment. J. Clean. Prod. 2018, 197, 1046–1055. [Google Scholar] [CrossRef]
- Cruz Sanchez, F.A.; Boudaoud, H.; Hoppe, S.; Camargo, M. Polymer recycling in an open-source additive manufacturing context: Mechanical issues. Addit. Manuf. 2017, 17, 87–105. [Google Scholar] [CrossRef]
- Mikula, K.; Skrzypczak, D.; Izydorczyk, G.; Warchoł, J.; Moustakas, K.; Chojnacka, K.; Witek-Krowiak, A. 3D printing filament as a second life of waste plastics—A review. Environ. Sci. Pollut. Res. 2021, 28, 12321–12333. [Google Scholar] [CrossRef]
- Khalid, M.Y.; Arif, Z.U.; Ahmed, W.; Arshad, H. Recent trends in recycling and reusing techniques of different plastic polymers and their composite materials. Sustain. Mater. Technol. 2022, 31, e00382. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Extrusion Process Parameters | AF | BF | CF |
|---|---|---|---|
| Screw speed (rpm) | 3.5 | 4.0 | 3.5 |
| Feed zone temperature (°C) | 170 | 195 | 200 |
| Compression zone temperature (°C) | 185 | 190 | 190 |
| Metering zone temperature (°C) | 190 | 190 | 210 |
| Die temperature (°C) | 200 | 200 | 220 |
| Label | Weight Composition (% wt.) | Tg (°C) | Tc (°C) | Tm (°C) | χc (%) |
|---|---|---|---|---|---|
| A | 100 PLA Ingeo 4043D | 60.03 | / | 153.57 | 0.17 |
| Bt | 100 PLA Sunlu waste trasparent | 68.76 | 96.25 | 172.42 | 0.62 |
| Bw | 100 PLA Sunlu waste white | 68.27 | 95.95 | 172.75 | 0.41 |
| Bb | 100 PLA Sunlu waste blue | 60.15 | / | 170.25 | 0.27 |
| Br | 100 PLA Sunlu waste red | 58.95 | 121.66 | 151.74 | 0.40 |
| Bbk | 100 PLA Sunlu waste black | 65.82 | 88.74 | 176.82 | 0.71 |
| Label | Weight Composition (% wt.) | Tg (°C) | Tc (°C) | Tm (°C) | χc (%) |
|---|---|---|---|---|---|
| AF | 100 PLA Ingeo 4043D | 59.19 | 124.39 | 154.68 | 0.30 |
| BF | 100 PLA Sunlu waste | 56.64 | 95.52 | 168.09 | 0.54 |
| CF | 90 PLA Ingeo 4043D and 10 Ceramic waste powder | 59.40 | 116.11 | 152.24 | 0.42 |
| DF | 100 commercial PLA Sunlu | 60.61 | 111.67 | 150.83 | 0.08 |
| Label | Weight Composition (% wt.) | Tg (°C) | Tc (°C) | Tm (°C) | χc (%) |
|---|---|---|---|---|---|
| A_3D | 100 PLA Ingeo 4043D | 60.82 | 126.99 | 153.95 | 0.29 |
| B_3D | 100 PLA Sunlu waste | 50.47 | 95.17 | 166.10 | 0.61 |
| C_3D | 90 PLA Ingeo 4043D and 10 Ceramic waste powder | 55.11 | 95.16 | 167.78 | 0.66 |
| D_3D | 100 commercial PLA Sunlu | 58.84 | 113.53 | 152.14 | 0.41 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fico, D.; Rizzo, D.; De Carolis, V.; Montagna, F.; Esposito Corcione, C. Sustainable Polymer Composites Manufacturing through 3D Printing Technologies by Using Recycled Polymer and Filler. Polymers 2022, 14, 3756. https://doi.org/10.3390/polym14183756
Fico D, Rizzo D, De Carolis V, Montagna F, Esposito Corcione C. Sustainable Polymer Composites Manufacturing through 3D Printing Technologies by Using Recycled Polymer and Filler. Polymers. 2022; 14(18):3756. https://doi.org/10.3390/polym14183756
Chicago/Turabian StyleFico, Daniela, Daniela Rizzo, Valentina De Carolis, Francesco Montagna, and Carola Esposito Corcione. 2022. "Sustainable Polymer Composites Manufacturing through 3D Printing Technologies by Using Recycled Polymer and Filler" Polymers 14, no. 18: 3756. https://doi.org/10.3390/polym14183756
APA StyleFico, D., Rizzo, D., De Carolis, V., Montagna, F., & Esposito Corcione, C. (2022). Sustainable Polymer Composites Manufacturing through 3D Printing Technologies by Using Recycled Polymer and Filler. Polymers, 14(18), 3756. https://doi.org/10.3390/polym14183756