



Analysis of Force Sensing Accuracy by Using SHM Methods on Conventionally Manufactured and Additively Manufactured Small Polymer Parts



Abstract
:1. Introduction
2. Theoretical Background
3. Experimental Setup
4. Results
4.1. Surface Waves’ Travel Time
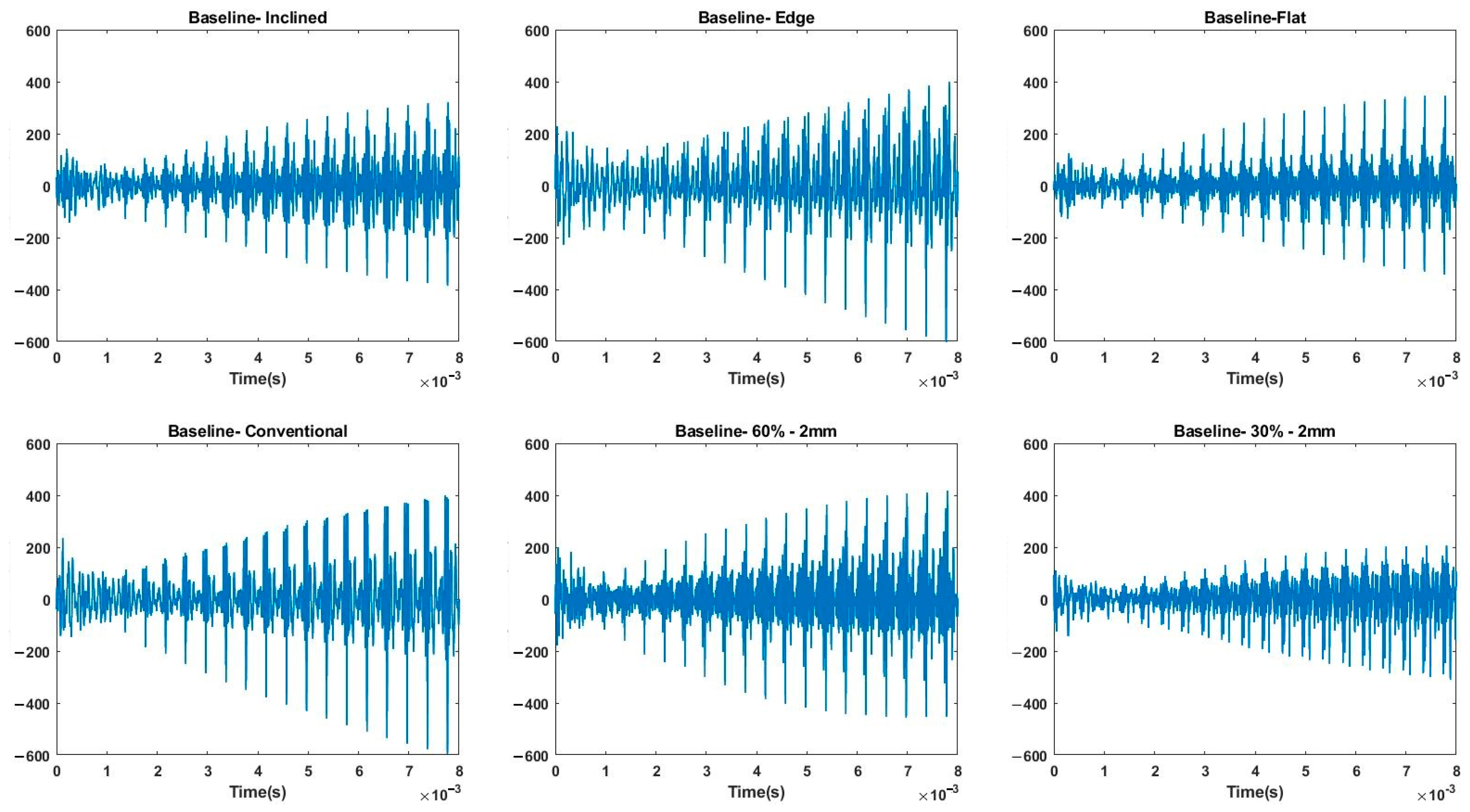
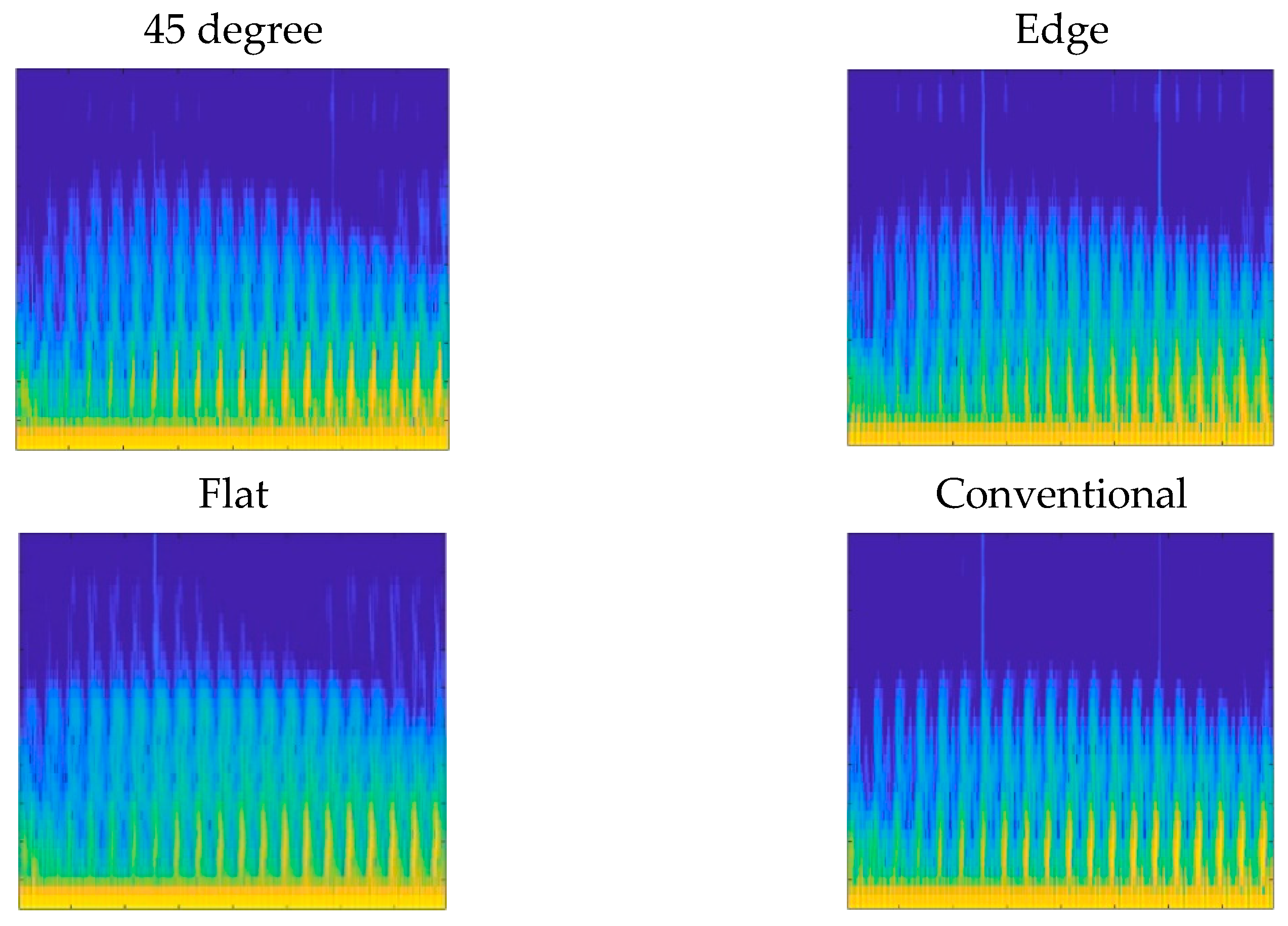
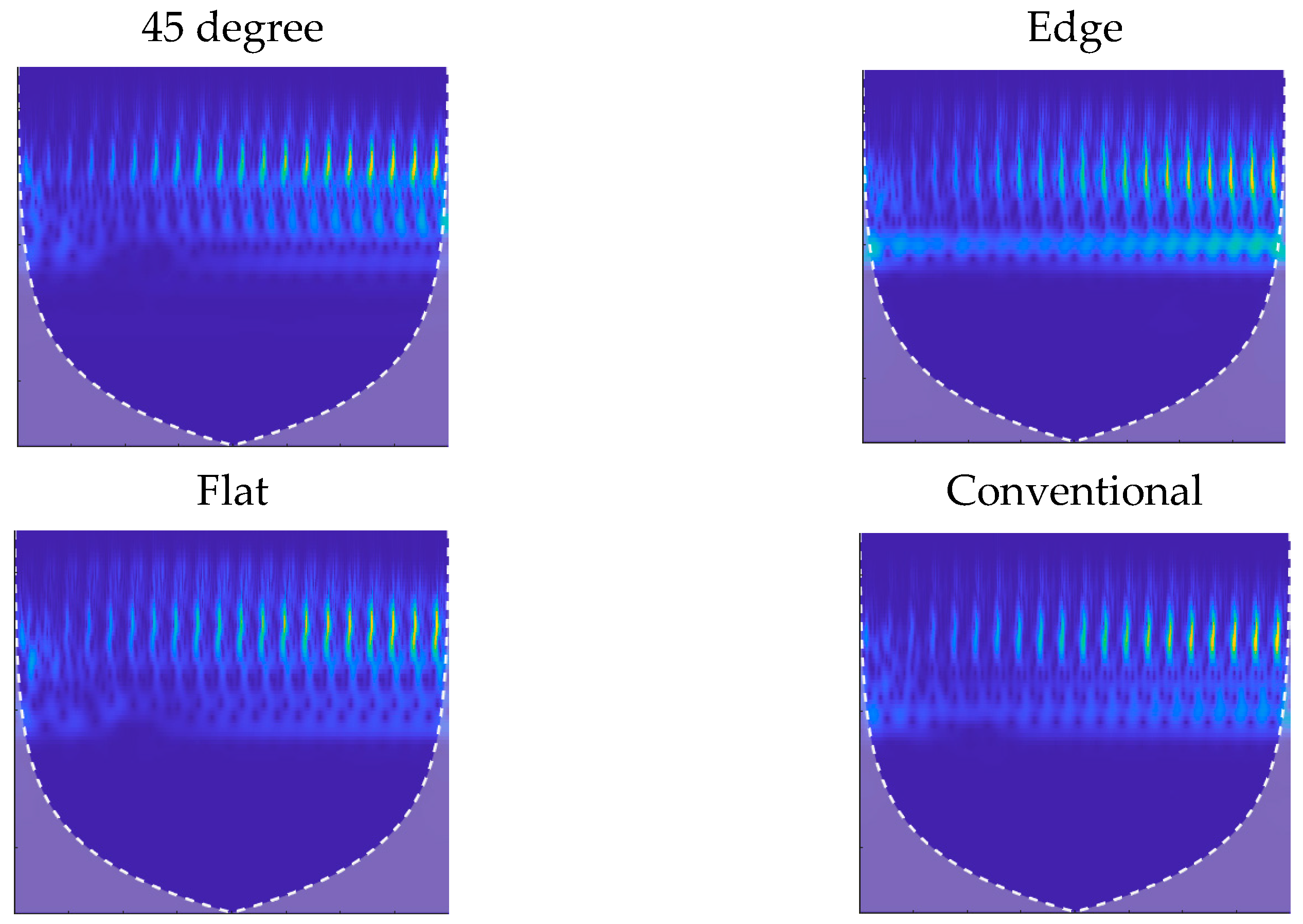
4.2. Effect of the Print Settings on Wave Propagation Characteristics
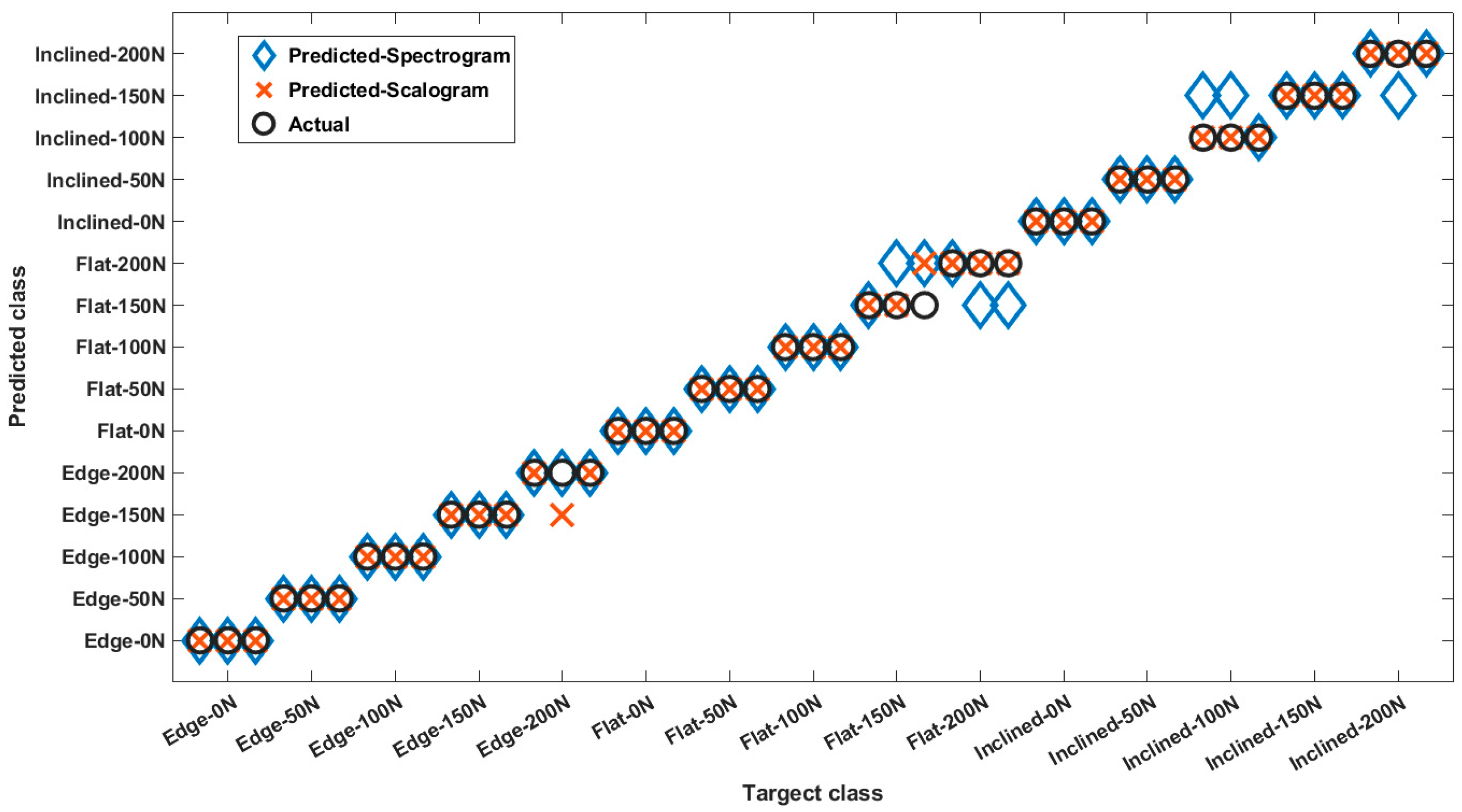
4.3. External Load Estimation
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Ryan, K.R.; Down, M.P.; Banks, C.E. Future of additive manufacturing: Overview of 4D and 3D printed smart and advanced materials and their applications. Chem. Eng. J. 2021, 403, 126162. [Google Scholar] [CrossRef]
- Jiang, R.; Kleer, R.; Piller, F.T. Predicting the future of additive manufacturing: A Delphi study on economic and societal implications of 3D printing for 2030. Technol. Forecast. Soc. Chang. 2017, 117, 84–97. [Google Scholar] [CrossRef]
- Freitag, S.; Weyers, B.; Kuhlen, T.W. Examining rotation gain in CAVE-like virtual environments. IEEE Trans. Vis. Comput. Graph. 2016, 22, 1462–1471. [Google Scholar] [CrossRef] [PubMed]
- Mohamed, A.; Modir, A.; Shah, K.; Tansel, I. Control of the Building Parameters of Additively Manufactured Polymer Parts for More Effective Implementation of Structural Health Monitoring (SHM) Methods. Struct. Health Monit. 2019, 2019. [Google Scholar] [CrossRef]
- Na, W.S.; Baek, J. A review of the piezoelectric electromechanical impedance based structural health monitoring technique for engineering structures. Sensors 2018, 18, 1307. [Google Scholar] [CrossRef]
- Kralovec, C.; Schagerl, M. Review of structural health monitoring methods regarding a multi-sensor approach for damage assessment of metal and composite structures. Sensors 2020, 20, 826. [Google Scholar] [CrossRef]
- Modir, A.; Tansel, I. Implementation of the surface thickness on additively manufactured parts for estimation of the loading location. Smart Mater. Struct. 2021, 30, 025032. [Google Scholar] [CrossRef]
- De Baere, D.; Strantza, M.; Hinderdael, M.; Devesse, W.; Guillaume, P. Effective structural health monitoring with additive manufacturing. In Proceedings of the EWSHM-7th European Workshop on Structural Health Monitoring, Nantes, France, 8–10 July 2014. [Google Scholar]
- Chabot, A.; Laroche, N.; Carcreff, E.; Rauch, M.; Hascoët, J.Y. Towards defect monitoring for metallic additive manufacturing components using phased array ultrasonic testing. J. Intell. Manuf. 2019, 31, 1191–1201. [Google Scholar] [CrossRef]
- Modir, A.; Tansel, I.; Perez, D.; Lamy, B. Loading detection in 3D printed polymer parts using the MWPE method and deep learning. In Proceedings of the 2022 8th International Conference on Control, Decision and Information Technologies (CoDIT), Istanbul, Turkey, 17–20 May 2022; Volume 1, pp. 561–564. [Google Scholar]
- Modir, A.; Tansel, I. Wave Propagation and Structural Health Monitoring Application on Parts Fabricated by Additive Manufacturing. Automation 2021, 2, 173–186. [Google Scholar] [CrossRef]
- Melhem, H.; Kim, H. Damage detection in concrete by Fourier and wavelet analyses. J. Eng. Mech. 2003, 129, 571–577. [Google Scholar] [CrossRef]
- Smith, C.; Akujuobi, C.M.; Hamory, P.; Kloesel, K. An approach to vibration analysis using wavelets in an application of aircraft health monitoring. Mech. Syst. Signal Process. 2007, 21, 1255–1272. [Google Scholar] [CrossRef]
- Dackermann, U.; Smith, W.A.; Randall, R.B. Damage identification based on response-only measurements using cepstrum analysis and artificial neural networks. Struct. Health Monit. 2014, 13, 430–444. [Google Scholar] [CrossRef]
- Pines, D.; Salvino, L. Structural health monitoring using empirical mode decomposition and the Hilbert phase. J. Sound Vib. 2006, 294, 97–124. [Google Scholar] [CrossRef]
- Sun, L.; Shang, Z.; Xia, Y.; Bhowmick, S.; Nagarajaiah, S. Review of bridge structural health monitoring aided by big data and artificial intelligence: From condition assessment to damage detection. J. Struct. Eng. 2020, 146, 04020073. [Google Scholar] [CrossRef]
- Konar, P.; Chattopadhyay, P. Bearing fault detection of induction motor using wavelet and Support Vector Machines (SVMs). Appl. Soft Comput. 2011, 11, 4203–4211. [Google Scholar] [CrossRef]
- Soualhi, A.; Medjaher, K.; Zerhouni, N. Bearing health monitoring based on Hilbert–Huang transform, support vector machine, and regression. IEEE Trans. Instrum. Meas. 2014, 64, 52–62. [Google Scholar] [CrossRef]
- Jayaswal, P.; Verma, S.N.; Wadhwani, A.K. Application of ANN, fuzzy logic and wavelet transform in machine fault diagnosis using vibration signal analysis. J. Qual. Maint. Eng. 2010, 16, 190–213. [Google Scholar] [CrossRef]
- Neves, A.C.; Gonzalez, I.; Leander, J.; Karoumi, R. Structural health monitoring of bridges: A model-free ANN-based approach to damage detection. J. Civ. Struct. Health Monit. 2017, 7, 689–702. [Google Scholar] [CrossRef]
- Tian, J.; Azarian, M.H.; Pecht, M. Anomaly detection using self-organizing maps-based k-nearest neighbor algorithm. In Proceedings of the European Conference of the Prognostics and Health Management Society, Nantes, France, 8–10 July 2014; pp. 1–9. [Google Scholar]
- Diez, A.; Khoa, N.L.D.; Alamdari, M.M.; Wang, Y.; Chen, F.; Runcie, P. A clustering approach for structural health monitoring on bridges. J. Civ. Struct. Health Monit. 2016, 6, 429–445. [Google Scholar] [CrossRef]
- Tong, F.; Tso, S.K.; Hung, M.Y.Y. Impact-acoustics-based health monitoring of tile-wall bonding integrity using principal component analysis. J. Sound Vib. 2006, 294, 329–340. [Google Scholar] [CrossRef]
- Park, S.; Lee, J.J.; Yun, C.B.; Inman, D.J. Electro-mechanical impedance-based wireless structural health monitoring using PCA-data compression and k-means clustering algorithms. J. Intell. Mater. Syst. Struct. 2008, 19, 509–520. [Google Scholar] [CrossRef]
- Azimi, M.; Eslamlou, A.D.; Pekcan, G. Data-driven structural health monitoring and damage detection through deep learning: State-of-the-art review. Sensors 2020, 20, 2778. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Z.; Pan, H.; Wang, X.; Lin, Z. Machine Learning-Enriched Lamb Wave Approaches for Automated Damage Detection. Sensors 2020, 20, 1790. [Google Scholar] [CrossRef] [PubMed]
- Khatir, S.; Tiachacht, S.; Thanh, C.L.; Bui, T.Q.; Wahab, M.A. Damage assessment in composite laminates using ANN-PSO-IGA and Cornwell indicator. Compos. Struct. 2019, 230, 111509. [Google Scholar] [CrossRef]
- Bouzenad, A.E.; El Mountassir, M.; Yaacoubi, S.; Dahmene, F.; Koabaz, M.; Buchheit, L.; Ke, W. Semi-supervised based k-means algorithm for optimal guided waves structural health monitoring: A case study. Inventions 2019, 4, 17. [Google Scholar] [CrossRef]
- Yuan, F.G.; Zargar, S.A.; Chen, Q.; Wang, S. Machine learning for structural health monitoring: Challenges and opportunities. Sens. Smart Struct. Technol. Civ. Mech. Aerosp. Syst. 2020, 11379, 1137903. [Google Scholar]
- Rafieipour, H.; Abdollah Zadeh, A.; Moradan, A.; Salekshahrezaee, Z. Study of Genes Associated with Parkinson Disease Using Feature Selection. J. Bioeng. Res. 2020, 2, 1–12. [Google Scholar]
- Sony, S.; Dunphy, K.; Sadhu, A.; Capretz, M. A systematic review of convolutional neural network-based structural condition assessment techniques. Eng. Struct. 2021, 226, 111347. [Google Scholar] [CrossRef]
- Cha, Y.J.; Choi, W.; Büyüköztürk, O. Deep learning-based crack damage detection using convolutional neural networks. Comput.-Aided Civ. Infrastruct. Eng. 2017, 32, 361–378. [Google Scholar] [CrossRef]
- Modir, A.; Tansel, I. Structural Health Monitoring of Additively Manufactured Parts by Combining Infill Design, Multiple Pulse Width Excitation (MPWE), and Deep Learning. J. Vib. Eng. Technol. 2022, 1–12. [Google Scholar] [CrossRef]
- Ruiz, M.; Mujica, L.E.; Alferez, S.; Acho, L.; Tutiven, C.; Vidal YRodellar, J.; Pozo, F. Wind turbine fault detection and classification by means of image texture analysis. Mech. Syst. Signal Process. 2018, 107, 149–167. [Google Scholar] [CrossRef]
- Tang, Z.; Chen, Z.; Bao, Y.; Li, H. Convolutional neural network-based data anomaly detection method using multiple information for structural health monitoring. Struct. Control Health Monit. 2019, 26, e2296. [Google Scholar] [CrossRef] [Green Version]
- Yang, R.Y.; Rai, R. Machine auscultation: Enabling machine diagnostics using convolutional neural networks and large-scale machine audio data. Adv. Manuf. 2019, 7, 174–187. [Google Scholar] [CrossRef]
- Alokita, S.; Rahul, V.; Jayakrishna, K.; Kar, V.R.; Rajesh, M.; Thirumalini, S.; Manikandan, M. Recent advances and trends in structural health monitoring. In Structural Health Monitoring of Biocomposites, Fibre-Reinforced Composites and Hybrid Composites; Elsevier: Amsterdam, The Netherlands, 2019; pp. 53–73. [Google Scholar]
- Mohamed, A.F.; Modir, A.; Tansel, I.N.; Uragun, B. Detection of compressive forces applied to tubes and estimation of their locations with the surface response to excitation (SuRE) method. In Proceedings of the 2019 9th International Conference on Recent Advances in Space Technologies (RAST), Istanbul, Turkiye, 11–14 June 2019; pp. 83–88. [Google Scholar]
- Rajoub, B. Characterization of biomedical signals: Feature engineering and extraction. In Biomedical Signal Processing and Artificial Intelligence in Healthcare; Academic Press: Cambridge, MA, USA, 2020; pp. 29–50. [Google Scholar]
- Liu, H.; Zhang, Y. Image-driven structural steel damage condition assessment method using deep learning algorithm. Measurements 2019, 133, 168–181. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Solver | Initial Learn Rate | Max Iteration | Shuffle |
|---|---|---|---|
| sdgm | 0.0001 | 150 | Every-epoch |
| Parts | Inputs | No. of Classes | Training Cases | Testing Cases | Errors | Accuracy |
|---|---|---|---|---|---|---|
| 30% infills | Spectrogram | 10 | 70 | 30 | 5 | 83.3% |
| Scalogram | 10 | 70 | 30 | 2 | 93.3% | |
| 60% infills | Spectrogram | 10 | 70 | 30 | 3 | 90.0% |
| Scalogram | 10 | 70 | 30 | 0 | 100% | |
| 30% and 60% infills | Spectrogram | 20 | 140 | 60 | 10 | 83.3% |
| Scalogram | 20 | 140 | 60 | 5 | 91.7% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Modir, A.; Tansel, I. Analysis of Force Sensing Accuracy by Using SHM Methods on Conventionally Manufactured and Additively Manufactured Small Polymer Parts. Polymers 2022, 14, 3755. https://doi.org/10.3390/polym14183755
Modir A, Tansel I. Analysis of Force Sensing Accuracy by Using SHM Methods on Conventionally Manufactured and Additively Manufactured Small Polymer Parts. Polymers. 2022; 14(18):3755. https://doi.org/10.3390/polym14183755
Chicago/Turabian StyleModir, Alireza, and Ibrahim Tansel. 2022. "Analysis of Force Sensing Accuracy by Using SHM Methods on Conventionally Manufactured and Additively Manufactured Small Polymer Parts" Polymers 14, no. 18: 3755. https://doi.org/10.3390/polym14183755
APA StyleModir, A., & Tansel, I. (2022). Analysis of Force Sensing Accuracy by Using SHM Methods on Conventionally Manufactured and Additively Manufactured Small Polymer Parts. Polymers, 14(18), 3755. https://doi.org/10.3390/polym14183755