1. Introduction
Due to their lightweight potential combined with good mechanical properties, injection-molded short glass fiber reinforced thermoplastics (SGFRP) are being used in ever-increasing application areas. SGFRP are now being used in components exposed to high loads, which were originally reserved for metallic materials. The largest market is the automotive industry, where SGFRP are becoming increasingly popular to achieve the required weight and emissions reduction [
1,
2]. They are mainly used in covers, connector systems, bodywork, and structural components [
3].
The low weight, cost savings, and ease of manufacturing geometrically demanding components in large quantities have led to a rapid increase in the use of SGFRP [
4,
5,
6,
7]. The use of glass-fiber-reinforced polyamide, e.g., for oil pans, bearings, and underhood applications, enables weight reductions of up to 50% compared to metal series components [
3]. By reinforcing the polyamide with glass fibers, an increase in stiffness and strength is achieved with a simultaneous reduction in creep tendency, while at the same time, the density of the fiber-reinforced polyamide is only about 20% higher than that of the pure thermoplastic.
During the production of parts in the injection molding process, the fibers are oriented in specific directions due to shear and elongation stresses in the thermoplastic melt depending on the mold-related flow processes [
8]. This fiber orientation has a direct influence on the mechanical properties and the anisotropic behavior of the composites since the composites exhibit significantly higher mechanical properties when loaded in the fiber direction due to the higher characteristic values of the fibers [
9,
10,
11,
12,
13,
14,
15].
Many publications show that up to nine layers with different fiber orientations can be formed in injection-molded components, depending on their mold geometry [
8,
16,
17]. These result from different flow directions during mold filling and process-related velocity and shear rate distribution over the component thickness. Generally, these layers can be subdivided into the three main layers of the skin, shear, and core layer, equivalent to the shear rate curve [
18,
19,
20,
21].
The random fiber orientation in the skin layer results from the solidification of the melt on the mold wall at low shear rates. In the shear zone (“shell layer”), the fibers are exposed to the highest shear due to the large shear rate gradient, which is why they align in the flow direction [
18,
22]. Towards the center of the part (“core layer”), the shear rate is reduced, the melt is only stretched by elongational stresses, and the fibers align primarily transverse to the flow direction [
17,
18,
23,
24]. The elongation of the melt in the core zone results from a diverging flow, which arises particularly in plates with high wall thicknesses in combination with gating systems with relatively small cross-sections [
25]. Due to this flow, a biaxial elongation of the melt transverse to the flow direction and an equivalent fiber orientation is established [
25,
26].
In the case of thin-walled plates or components, depending on the process parameters, the shear layer can account for a relatively large proportion of 60–70% of the cross-sectional area, which is significantly larger than the area of the core layer with approx. 15% [
27]. This suggests a large influence of the fibers present in these areas in the flow direction [
18]. The example described here refers to the simple shear flow. However, for real geometries or for specimens taken at the edge, near the gate, or at the flow front, deviations from the typical above-mentioned fiber orientation distribution occur due to flow conditions during processing [
23,
28].
In order to comprehensively determine the correlation of injection molding process parameters and the process-dependent fiber orientation by experiment, a high level of testing, personnel, and material effort is required [
29]. For a long time, fiber orientation in composites was determined by microscopic observation of the specimens, but X-ray Microtomography (µCT) is currently being used more frequently [
12]. In contrast to micrographs, µCT allows a three-dimensional representation of the microstructure and thus also of the fibers in the composites without destroying them [
30]. This also increases the accuracy of the determined geometrical and positional properties of the fibers or fillers [
20,
31].
For the evaluation of fiber orientation with µCT measurements, the tensor representation is often used for SGFRP. For this purpose, the tensor components a
11, a
22, and a
33 are plotted over the thickness of the specimen in a 3 × 3 matrix [
20,
21,
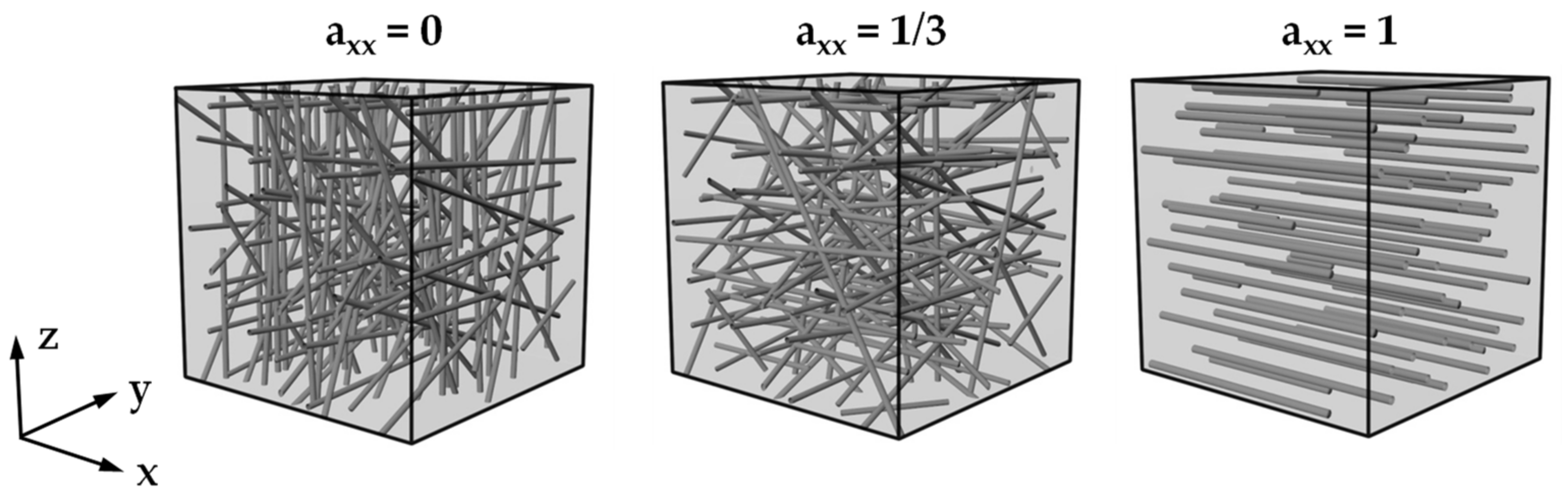
23]. If the value for one of the components
, or
is “1” during the evaluation, it means that the fibers are oriented in the direction of the corresponding axis [
14,
17] (see
Figure 1). If the value of one of the main diagonal elements is “0”, the fiber is perpendicular to this direction, which results in a so-called two-dimensional random distribution [
14]. With a determined value of a = 1/3, a three-dimensional random distribution is present [
14]. Generally, fibers are never oriented strictly in one direction, resulting in a mix of all spatial directions [
32].
To reduce the experimental effort, injection molding flow simulation (IMFS) software is used. The higher the prediction quality of the fiber orientation and length distribution of this software, the more accurate a prediction of the material structure and the resulting mechanical behavior can be made [
33]. However, the currently used commercial IMFS software shows considerable differences to the real fiber orientation when calculating and displaying the process-induced fiber orientation [
34]. For that reason, a comparison of the real and simulated fiber orientation is necessary, on the basis of which the simulation models and their parameters are to be adjusted, and the results are therefore approximated to the real structures.
The tensor representation of the fiber orientations is used in several software programs for IMFS as well as in all implemented models of Autodesk Moldflow
® used for simulations in this study. The models are based on Jeffrey’s model, which describes the motion of an ellipsoidal body in a Newtonian fluid and a simple shear flow with algorithms of translation and rotation [
32,
35]. The model assumes that the fibers in a simple shear flow aim for a stationary phase in which they are oriented in the flow direction according to the velocity field of the melt [
36,
37]. Folgar and Tucker extended Jeffrey’s model with the Isotropic Rotary Diffusion (IRD)-term, which includes the option to consider the interactions between the fibers in the melt using the fiber interaction coefficient C
i [
8,
38]. C
i is unique for each fiber-matrix configuration [
27] and can be determined theoretically, numerically, or experimentally [
39,
40].
The Folgar–Tucker-Model (FTM) considers the fibers as a structure with an ideal round cross-section and a predefined, invariable fiber length [
28]. The FTM can be used to simulate the fiber orientations; however, it has been proven that the kinematics of the fiber calculated with the FTM is faster than that of the real fiber and the overall fiber alignment is stronger [
41]. According to the model, the fibers reach their stationary phase 2 to 10 times faster than reality [
37]. Another inaccuracy of the FTM is the assumption of the IRD-term that random interactions occur between fibers, which means that the fiber interaction can be assumed to be the same in any spatial direction [
40]. However, these random interactions are implausible at high fiber volume contents and fiber lengths [
40,
42].
There are many further developments of the FTM with the aim of improving the calculation of fiber orientations. As an example, the reduced strain closure (RSC) model can be cited. This model, introduced by Wang [
37], calculates slower orientation kinetics than the FTM, but similar steady-state orientation [
37,
41]. Besides the RSC model, many other models can be mentioned, such as the Retarding Principal Rate (RPR) model, the Improved Anisotropic Rotary Diffusion Retarding Principal Rate (iARD-RPR) model, the Discrete Element Method (DEM), the Smoothed Particle Hydrodynamics (SPH) method [
43], and the Moving Particle Semi-implicit method (MPS) [
34].
This study focuses on the Moldflow® Rotational Diffusion (MRD) model, which is the latest advancement of fiber orientation models, implemented in the commercial injection molding software Autodesk Moldflow®.
Like the FTM, the MRD model developed by Bakharev [
44,
45] is based on Jeffrey’s algorithms for translation and rotation [
35,
38], where
is the instantaneous time-dependent change of the fiber orientation tensor
. The algorithms consist of the velocity gradient tensor
(Equation (3)) with its component from Equation (4), where
is the velocity component in the
direction.
is defined as the vorticity tensor (Equation (5)), and
is defined as the rate-of-deformation tensor (Equation (6)). ξ considers the fiber aspect ratio, whereas l the fiber length and d the fiber diameter is.
is the fourth-order orientation tensor, which must be calculated using the closure approximations like hybrid or orthotropic [
45,
46].
The difference between the FTM and MRD model is that the IRD term of the FTM has been replaced by a Moldflow
® specific anisotropic rotational diffusion (ARD) term to provide a better prediction of fiber orientation than the FTM [
44]. The ARD term is shown in Equation (8), where C
i is the fiber interaction coefficient and
is the strain rate defined in Equation (9). The MRD model adds 3 new parameters D
1, D
2, and D
3, which serve as anisotropy factor tensor (see Equation (10)) [
45]. Bakharev refers to the parameter values D
1 = 1, D
2 = 0.5, and D
3 = 0.3 as optimal [
44]. These parameters are implemented in Moldflow
® as default values.
The differential equation of the MRD model is solved by approximation through a system of algebraic equations using the Finite Element Method. For this, the specimen geometry must be discretized, which is done in Moldflow
® by generating midplane, dual-domain, and 3D meshes. The algorithm maps the CAD geometry with tetrahedra (3D) or triangles (midplane, dual-domain) [
47]. In addition to the model parameters, the simulations are carried out with different global edge lengths (GEL) and resulting mesh densities to determine the influence of the discretization elements on the simulated fiber orientations and to find a mesh that allows calculating realistic results within an acceptable time.
To solve the algebraic system of equations, iterative methods are used. In this method, the solution vector is iteratively updated until the result satisfies the specified convergence criteria. Commercial CFD software packages have functions to monitor numerical methods for convergence solutions [
48].
In this study, the influences of the parameters of the injection molding process and the IMFS on the real and simulated fiber orientation are presented. The real fiber orientation is characterized by means of high-resolution X-ray Microtomography. On the other hand, the influences of the parameters (C1, D1, D2, D3) of the simulation models (MRD) as well as different mesh parameters and densities for the discretization of the specimen are worked out. The aim is to optimize the model parameters in such way that the real fiber orientation can be represented as accurately as possible by the simulation.
2. Material and Methods
2.1. Used Material
For the manufacturing of test specimens, a polyamide 6 (PA6) with a glass fiber content of 30 wt.% (Ultramid B3EG6), provided by BASF (Ludwigshafen am Rhein, Germany), was used. According to the manufacturer, this material for injection molding processing offers high mechanical strength, stiffness, and thermal stability at a density of 1.36 g/cm3. It is therefore particularly suitable for components and machine elements as well as high-grade electrical insulation. The melting temperature (Tm) of the material is 220 °C, and the melt volume rate (MVR) is 35 cm3/10 min (275 °C/5 kg) according to ISO 1133. The glass fibers show a diameter of approx. = 12 µm and a mean glass fiber length of approx. = 400 µm.
2.2. Investigated Specimen
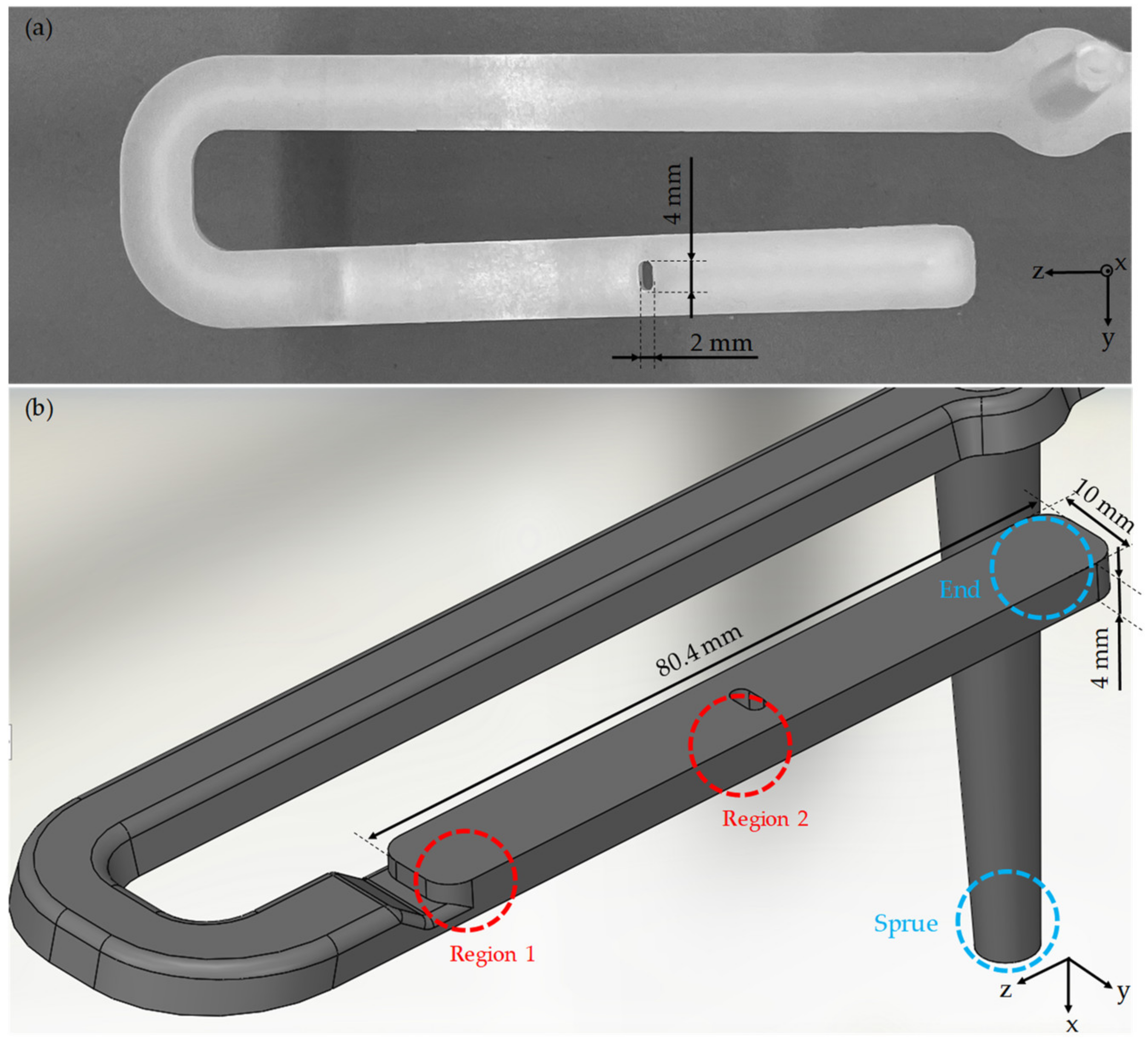
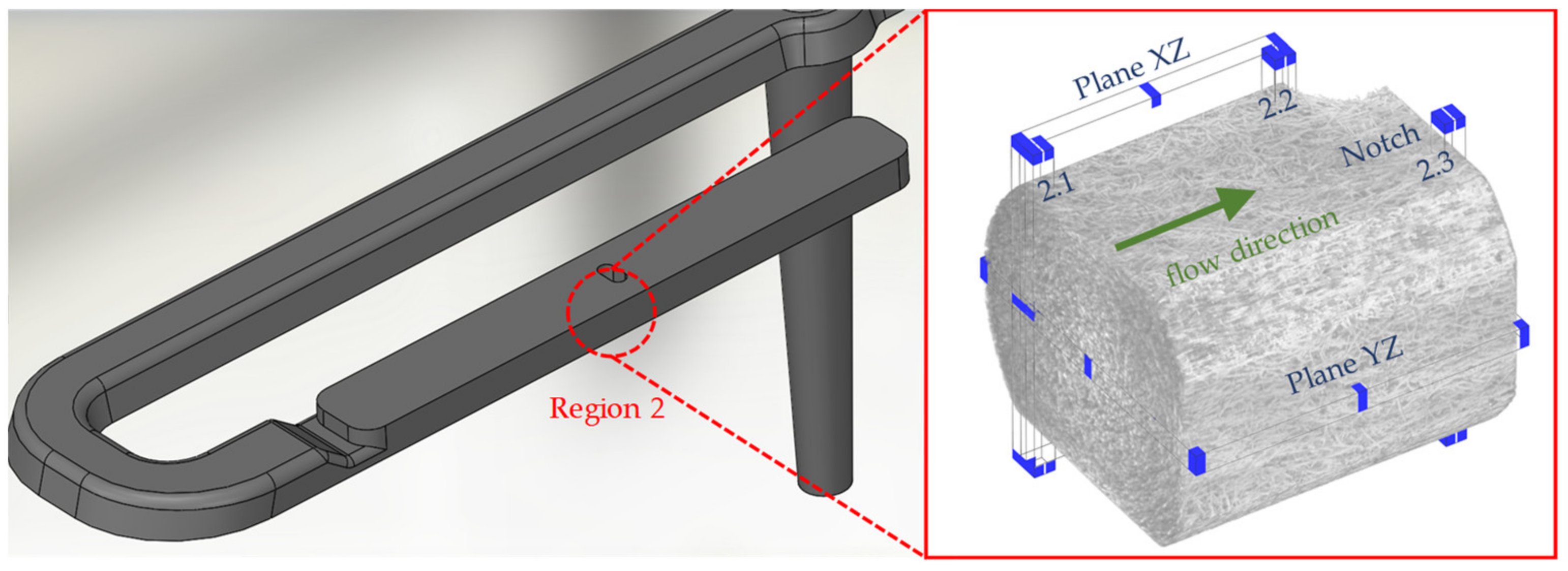
The test specimen (see
Figure 2) with the dimensions 4 mm × 10 mm × 80.4 mm was manufactured via injection molding process. The specimen shown is filled from the narrow head side via a film gate. In addition, the test specimen has an elongated opening (notch) in the center with the dimensions 4 mm × 2 mm with a radius of 1 mm over the entire specimen thickness of 4 mm. The notch represents an obstacle to the flowing melt in the injection molding process, resulting in melt deceleration and acceleration, which is reflected in a characteristic fiber orientation that can be observed with the µCT and the IMFS (see region 2 in
Figure 2).
2.3. Injection Molding
Before processing by injection molding, the material was dried using an air dryer “Dry Jet Easy” from GfK (Igensdorf, Germany) until the residual moisture content of approx. 0.2% was achieved. The moisture was measured with the measuring instrument MA100Q from Sartorius (Göttingen, Germany).
A hydraulic injection molding machine “Allrounder 320 C (Golden Edition)” from the company Arburg (Loßburg, Germany) with a screw diameter of 25 mm, nozzle diameter of 2.5 mm, and a clamping force of 500 kN was used to carry out the injection molding process. Furthermore, a needle valve nozzle and a cold runner system were used.
To determine a robust operating point, the setting parameters of the injection molding machine were varied iteratively during the sampling process until the standard deviation of the part weight of the manufactured specimens was minimal. The determined machine parametersare referred to in the following as optimum process parameters (
Table 1). The weight of the specimens was measured directly after manufacturing using the “Entris II” laboratory weighing scale from Sartorius (Göttingen, Germany).
According to the theory, the flow rate—derived from the translatory movement of the screw—and the melt temperature—controlled by the temperatures of the heating tapes—in the injection molding process have a significant influence on the resulting fiber orientation in the test specimens. To be able to investigate the influence of these parameters on the real fiber orientation in the injection-molded specimen as well as the simulated fiber orientation in the IMFS, the nozzle temperature and the flow rate were varied using a full factorial experimental design with a central point. The process parameter combinations resulting from the experimental design are listed in
Table 2. For the parameters not listed in
Table 2, such as the packing pressure profile, the values listed in
Table 1 were used constantly. The sample name is derived from the values of nozzle temperature, mold temperature, and flow rate.
2.4. X-ray Microtomography Analysis of the Process Parameter Dependence of the Fiber Orientations
In order to characterize possible deviations of the fiber orientation from different injection molding parameter configurations, X-ray microtomography (µCT) measurements were carried out. These were realized on specimens of parameter configurations 1 and 9 to cover the largest difference in properties.
To enable a highly detailed analysis of the molding parameter-dependent fiber orientation and fiber length distribution, an additional characterization was conducted using an X-ray microscope (Zeiss Xradia Versa 520, Carl Zeiss, Oberkochen, Germany). The measurements were performed at a voltage of 80 kV and a current of 87 μA using the low energy filter LE2 and a magnification of 4. A total of 1601 images were acquired with a voxel size of 2.64 μm, binning setting 1, and an exposure time of 8 s for each image. The single images were reconstructed using the Zeiss XMReconstructor software.
Further image processing was carried out utilizing a 3D data visualization and analysis software system and the XFiber extension (Avizo 9.4, Thermo Fisher Scientific, Waltham, MA, USA) for the quantitative analysis of fiber properties. Cylinder correlation was used to characterize the fiber orientation in the specimens. To segment the fibers, a tracing algorithm was applied to the resulting correlation lines. The detected fibers can be quantitatively evaluated with regard to their length and orientation in the test specimen. XFiber extension settings for cylinder correlation and the tracing algorithm settings are shown in
Table 3.
The performed µCT investigations proved that the fiber orientations in the existing sample geometry are symmetrical. Therefore, only halves of the specimen were investigated with the µCT, which improved the image resolution and accuracy. The µCT provides images in which the individual fibers can be detected due to gray level differences.
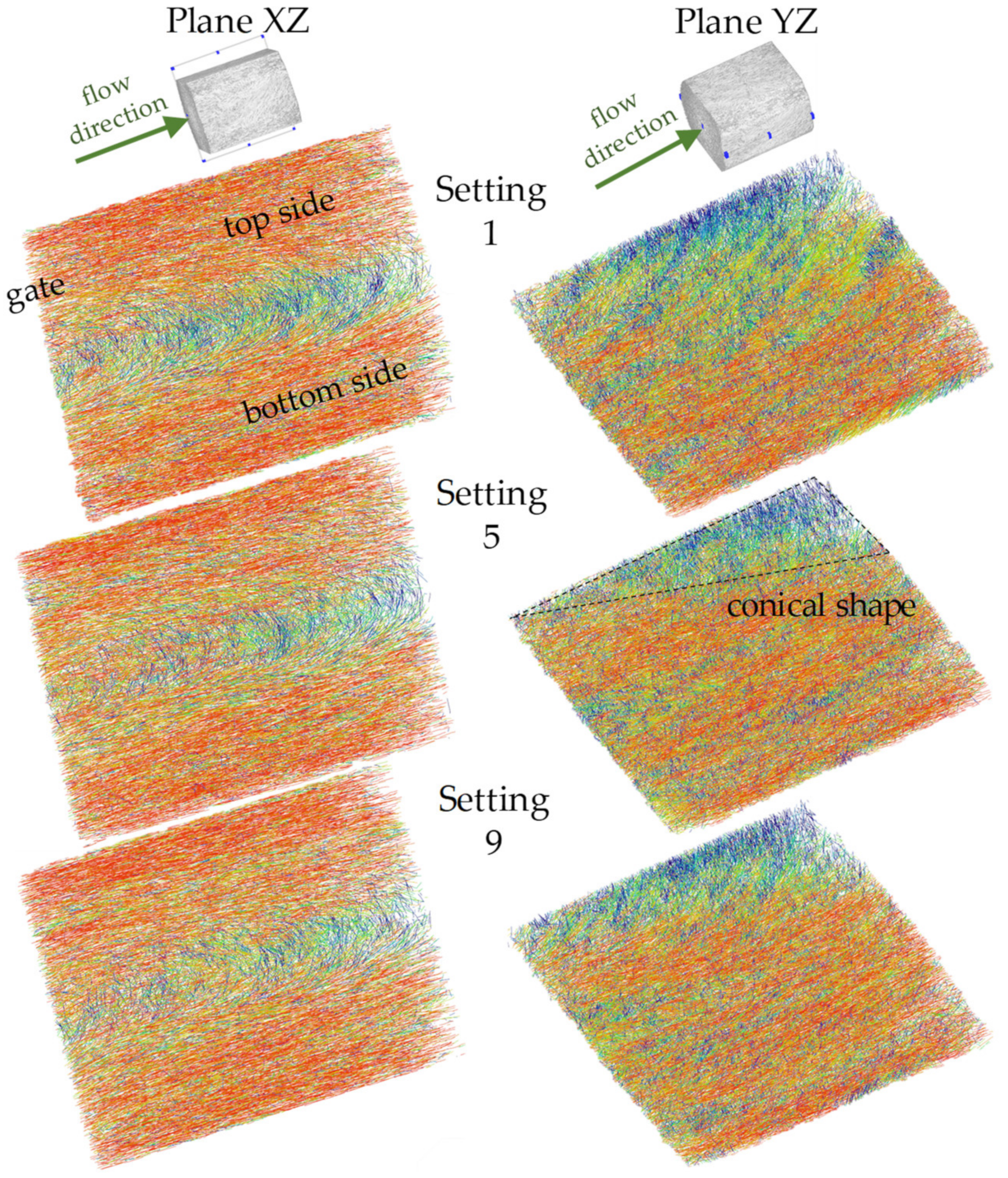
Three parameter settings were selected from the experimental design in
Table 2 for characterization with the µCT: Setting 1, setting 5, and setting 9. Setting 5 is considered optimal based on the sampling process and would be used in the regular operation of the machine. With setting 1, the least differences in the velocity field are expected due to the lowest flow rate. In addition, the low melt temperature results in a high viscosity, which is considered flow resistance. In contrast, setting 9 represents the combination of the highest flow rate and nozzle temperature considered.
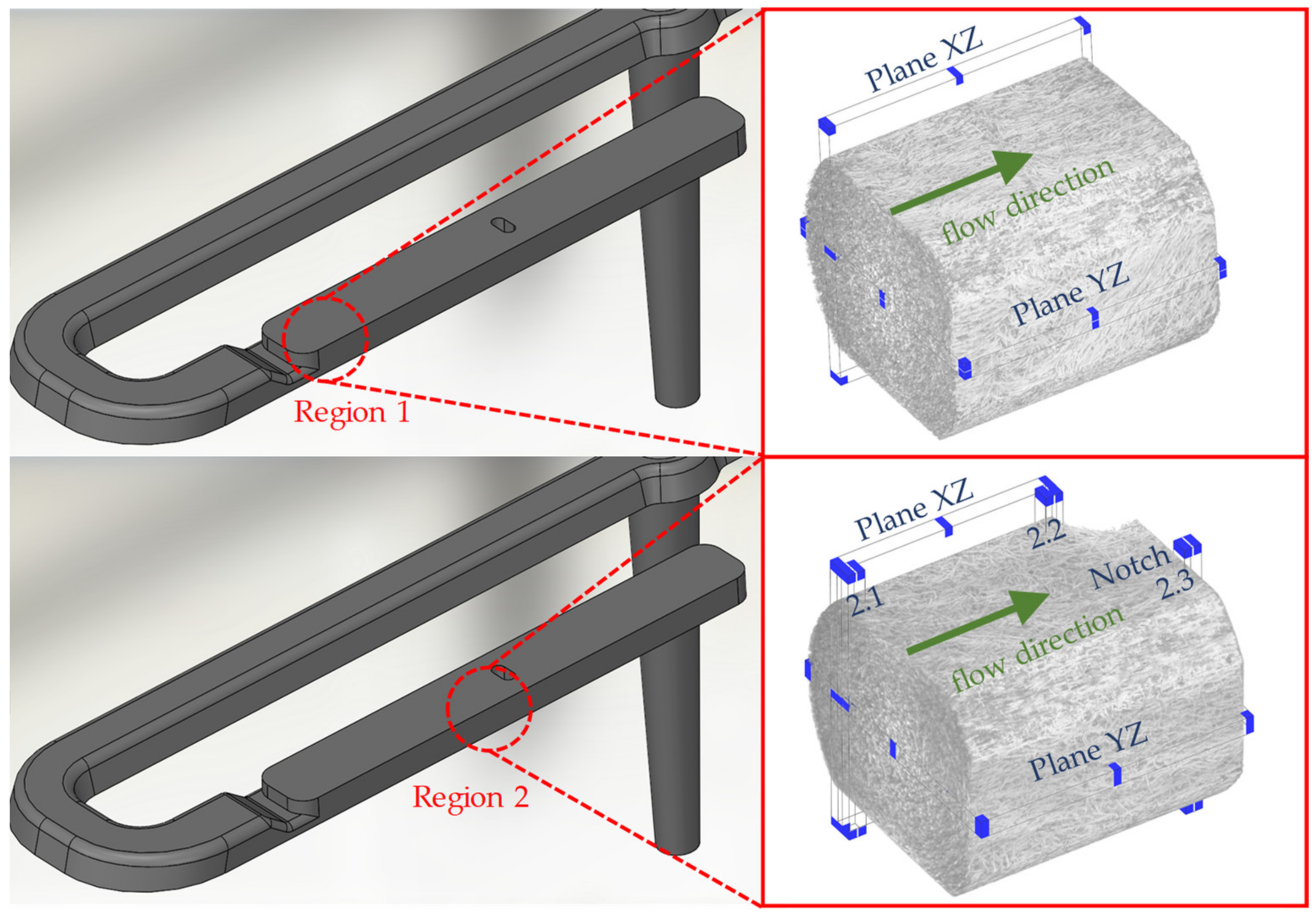
In order to characterize not only the influence of the injection molding parameters but also the influence of different flow situations in the test specimen on the fiber orientation, both the µCT investigations and the IMFS are carried out in two regions (region 1 and 2 in
Figure 2) of the test specimen. In region 1, the melt exits the film gate, which slows down the melt. The gate can be interpreted as a divergent channel. In region 2, the melt flows in a simple shear flow until it is partially stopped by the notch and partially diverted into taper with a smaller cross-section. The taper can be interpreted as a convergent channel.
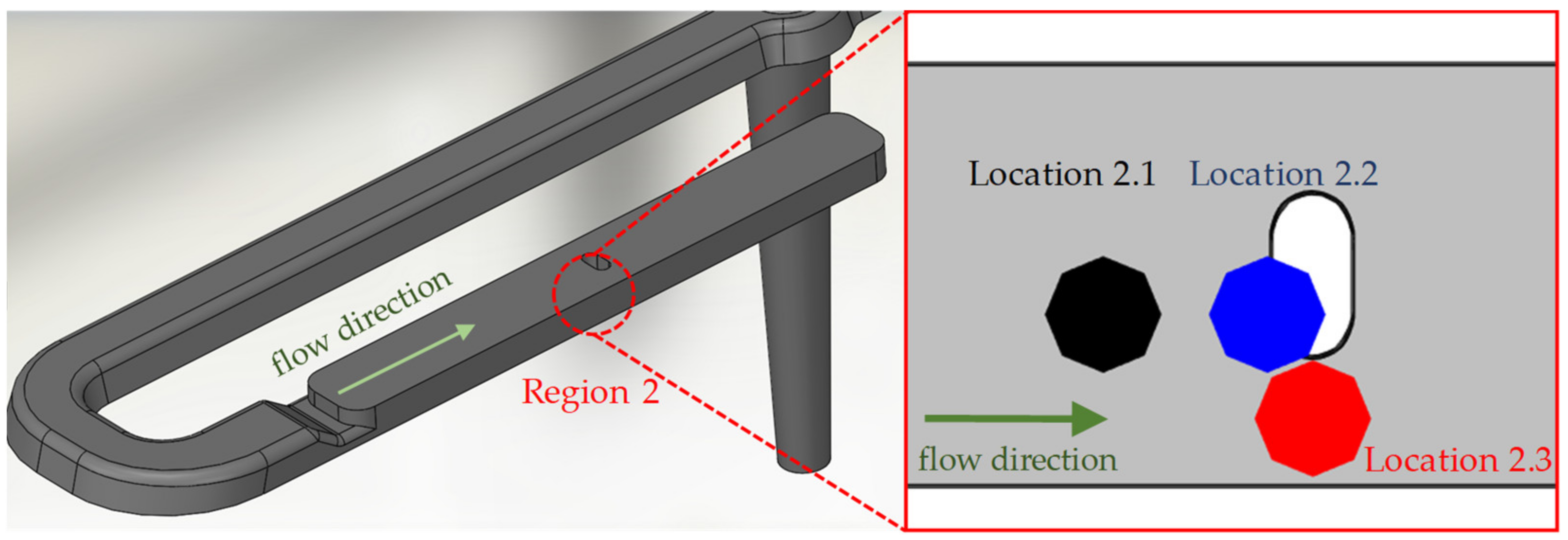
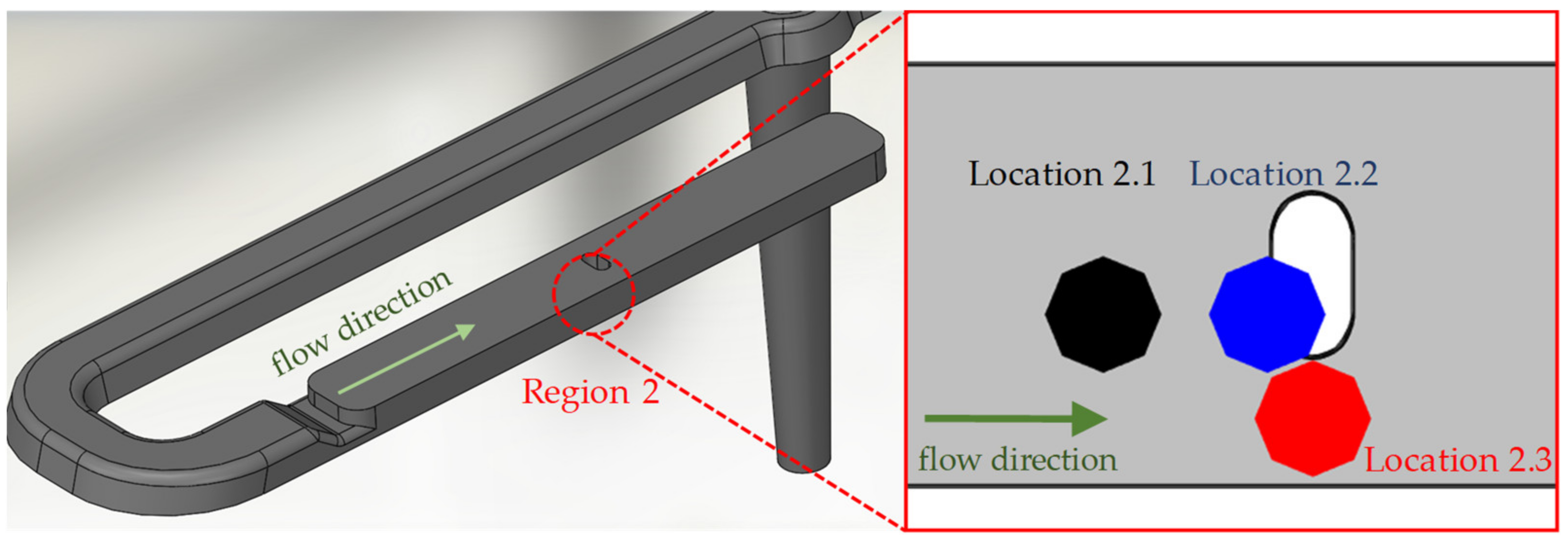
In order to show the occurring effects in region 2 at a higher resolution, this region is divided into 3 locations: simple shear flow (location 2.1), melting deceleration (location 2.2), and melting acceleration (location 2.3). These locations are shown in
Figure 3. A qualitative comparison of the process-related fiber orientations in regions 1 and 2 is performed with partial volumes of the µCT images along the main planes (
Figure 4).
For this purpose, one sample of simple shear flow (location 2.1), melt retardation (location 2.2), and melt acceleration (location 2.3) is considered (see
Figure 4). From the samples, the orientations of the individual fibers are determined using the XFiber software described above. Individual fiber orientations are approximated into curves by moving averages over 20 periods and compared with each other to identify possible differences in fiber orientations for different process parameters.
2.5. Injection Molding Simulations for Prediction of Fiber Orientation
The simulations were performed with the software Autodesk Moldflow
® Insight 2019, version FCS 40.0.26.0. Moldflow
® uses the Navier–Stokes equations to simulate the flow. The viscosity is calculated with the Cross-WLF (Williams, Landel, Ferry) model and the pVT behavior with the 2-domain Tait model [
47].
The corresponding material parameters of Ultramid B3EG6 are taken from the Moldflow
® database. The information about the injection molding machine (type: Arburg 320 C Golden Edition; manufacturer: Arburg, Loßburg, Germany) and the mold are taken from the respective datasheets. To be able to compare the results of the fiber orientation in the injection molded test specimens and the simulation as well as possible, the parameters for the simulation are adapted as closely as possible to the real injection molding process from
Section 2.3. Equivalent to the real process, the simulation switches to holding pressure at a cavity filling level of 99% and displays the pressure profile from
Table 1. After 20 s of cooling, the simulation is terminated with the virtual demolding of the specimen. The mold opening time is set to 9 s.
For the simulation of the fiber orientation, the Moldflow® standard closure approximation called “Orthotropic 3” is used. All parameters mentioned so far remain constant in all simulations. The varied parameters are listed below in the respective sections.
2.6. Discretisation of the CAD-Model with 3D and Dual Domain Mesh
To solve the differential equation of the simulation model, the specimen geometry has to be discretized. The discretization is carried out by representing the entire sample geometry by quadrilateral elements (tetrahedron) in the case of a 3D mesh, or the surfaces of the sample by triangular elements with 3 nodes, triangular elements (triangle) in the case of a Dual-Domain mesh. Tetrahedrons and triangles are created in Moldflow® with 3 parameters: global edge length, chord angle, and minimum number of tetra layers (only in the case of the 3D mesh).
The results of the simulations are related to the mesh density (number of mesh elements). As the global edge length (GEL) decreases, the mesh density increases due to the growing number of mesh elements, which increases the computation times. It is partly unclear with which mesh type and mesh parameters the best possible representation of the fiber orientation can be achieved with acceptable computation times. According to the theory, the simulation results approach the results of the real fiber orientation (characterized with the µCT) with increasing mesh density. The convergence criteria of the numerical solution for the filling and packing phases are shown in
Table 4.
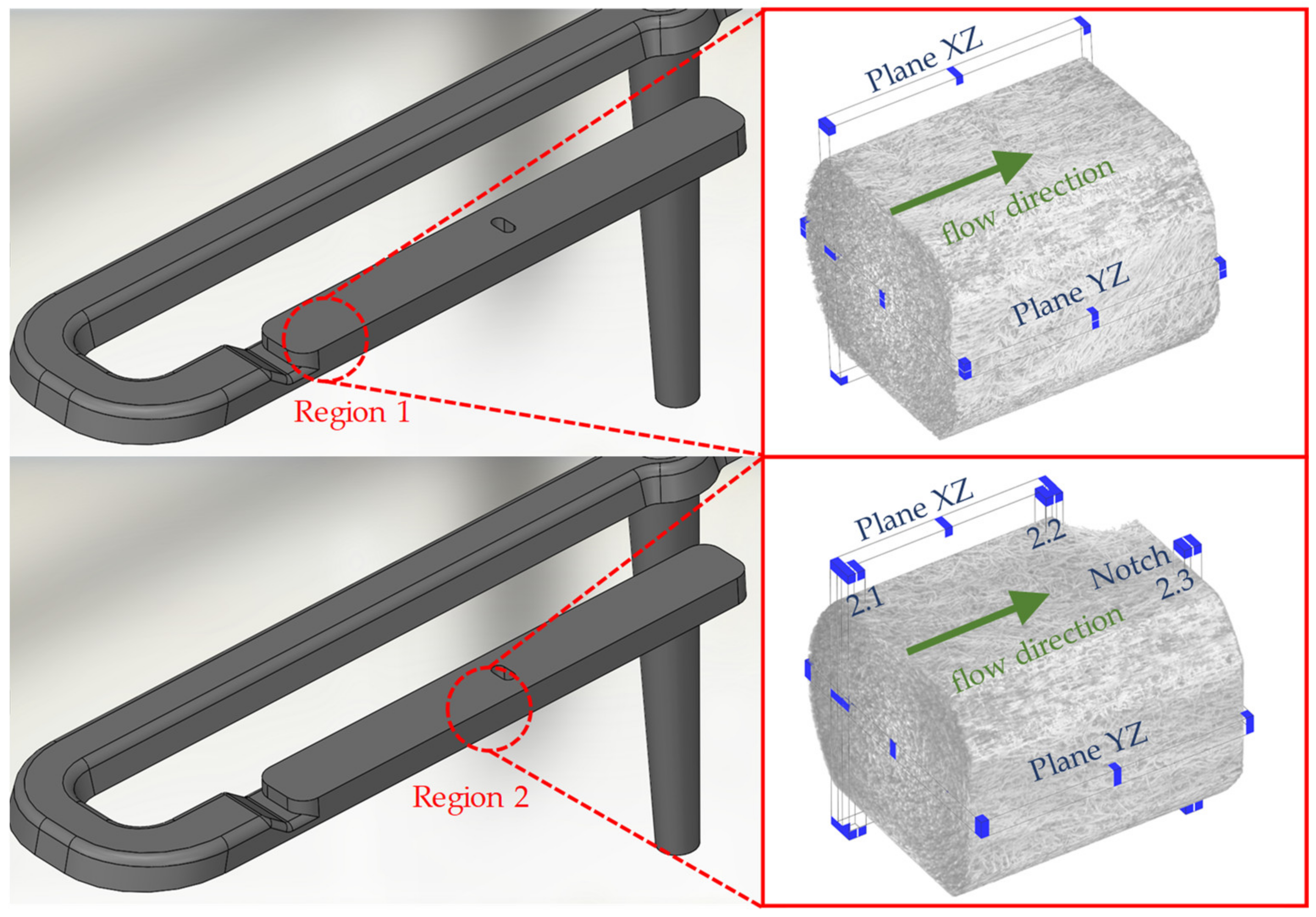
Table 5 shows the mesh parameters used in the study. The comparison in the case of the 3D mesh is performed in region 2 at location 2.1 and along the XZ and YZ planes. Since the Dual Domain mesh cannot show qualitative trajectories, locations 2.2 and 2.3 are examined quantitatively as a substitute to evaluate the prediction of fiber orientation at the notch and in the taper. The compared planes and locations are shown in
Figure 5. Setting 5 from
Table 2 is selected for the simulation. The MRD parameters are mesh-dependent default values from Moldflow
® for 3D and Dual Domain meshes. The general process and simulation settings are the same as in the configuration described in
Section 2.3 and
Section 2.5.
The results characterize the ability of the models to reproduce the shell-core layer effect and the fiber orientations in individual layers by fitting to the µCT results. In addition, the ability to fit the simulation results to the µCT results by varying the GEL is characterized.
2.7. Dynamic Image Analysis
One of the parameters of the MRD model is the aspect ratio of the fibers, which is calculated as the quotient of the fibers’ length and diameter (l/d). The aspect ratio of the fibers is assumed by Moldflow® to have a constant value of 25. The data sheets of Ultramid B3EG6 do not specify the aspect ratio of the fibers used, so it is impossible to compare the aspect ratio values of Moldflow® with the aspect ratio of the real fibers. It is also known from theory that fiber breaks occur during the injection molding process, which changes the length of the fibers and thus the aspect ratio. The aspect ratio of the fibers and their change during injection is to be determined experimentally for the simulations using dynamic image analysis.
In initial experiments with dynamic image analysis, the influences of the injection molding process on the fiber length distribution are investigated. According to Osswald [
8], a large fiber shortening occurs, especially at low melt temperatures and high volume flow rates, due to high shear stresses. Therefore, setting 3 from the experimental design in
Table 2 is chosen to study the fiber breakage. To show the process influence on fiber shortening, the fiber lengths are measured in the raw material, in the sprue, and at the end of the specimen (blue mark in
Figure 2). In further measurements with dynamic image analysis, the fiber lengths are measured in regions 1 and 2 (red marking in
Figure 2), in which the simulation results are later compared with the µCT-values. Specimens manufactured with setting 5 are used for this purpose since this setting is also used for the simulations.
The resulting fiber lengths in the samples were measured using the dynamic image analysis system QicPic (Sympatec, Clausthal-Zellerfeld, Germany) with a Mixcel liquid dispersion unit. The fibers of the above-mentioned regions of the specimens were separated from the matrix polymer according to ISO 1172 by burning the matrix in a muffle furnace from the company Ireos. Afterward, the fibers were dispersed in isopropanol and filled into the liquid dispersion unit of the measuring system, which provided a constant flow of the dispersed fibers.
This isopropanol flow with the fibers passed a cuvette with a thickness of 1 mm and a window at which a high-speed camera captured images of each fiber. Subsequently, the software Windox calculated the length and diameter of the fibers. The objective M7 with a resolution of 4.2 mm was employed, which realizes a minimal fiber size of 13.0 µm and a maximum fiber size of 8.66 mm. The values of the median, the 10th, and the 90th percentile were analyzed to acquire information about the scope of the distribution.
2.8. Determination of the Fiber Interaction Coefficient Ci
The second parameter of the MRD model is the fiber interaction coefficient (C
i), which is specific to each fiber matrix configuration. According to Ferec [
39], a high C
i-value leads to an isotropic prediction of the fiber orientation, while a low C
i-value aligns the fibers in the flow direction and results in an anisotropic prediction. Due to the wide range of possible results by varying C
i, it should be possible to obtain simulation results that reproduce the real fiber orientations from µCT well.
For this purpose, 5 simulations with different C
i-values (see
Table 6) are performed, comparing the results of the predicted fiber orientation in locations 2.1, 2.2, and 2.3 (see
Figure 3 and
Figure 4) with the µCT images at the corresponding regions. The fiber interaction coefficient in the simulation that best represents the real results in all three locations is interpreted as specific C
i of the material. The fiber interaction coefficient C
i varies in different sources. Moldflow
® assumes a value of C
i = 0.0015, while Osswald indicates a value of C
i = 0.03–0.06 for 30% glass fiber reinforced material [
8].
The experimental results are intended to show the ability of the MRD model to map the shell and core layers with different Ci-values and to test the possibility of finding a simulation result that agrees with the µCT result.
2.9. Investigation of the D-Parameters
The remaining 3 parameters of the MRD model, D1, D2, and D3, are model specific and have an unknown effect on the simulation of the fiber orientations. The main purpose of investigating the D-parameters is to test the possibility of generating the core layer without compromising the good prediction of the shell layer.
Twelve simulations with different values for the D-parameters (see
Table 7) are performed, varying each of the D-parameters individually. The default values of the D-parameters specified by Moldflow
® are the starting point for the variation, where the simulation results should map the µCT-curve best. Simulations with different D-values should produce deviations from the “optimal” results, but possibly represent the formation of the core layer. For the simulation, setting 5 from
Table 2 is selected again. The general process and simulation settings correspond to the configuration mentioned in
Section 2.3 and
Section 2.5. In addition, the 3D mesh from
Section 3.2 is used, while the C
i-value determined in
Section 3.6 is adopted for the variation of the D-parameters.
3. Results and Discussion
3.1. Influence of the Process Parameters on the Fiber Orientation
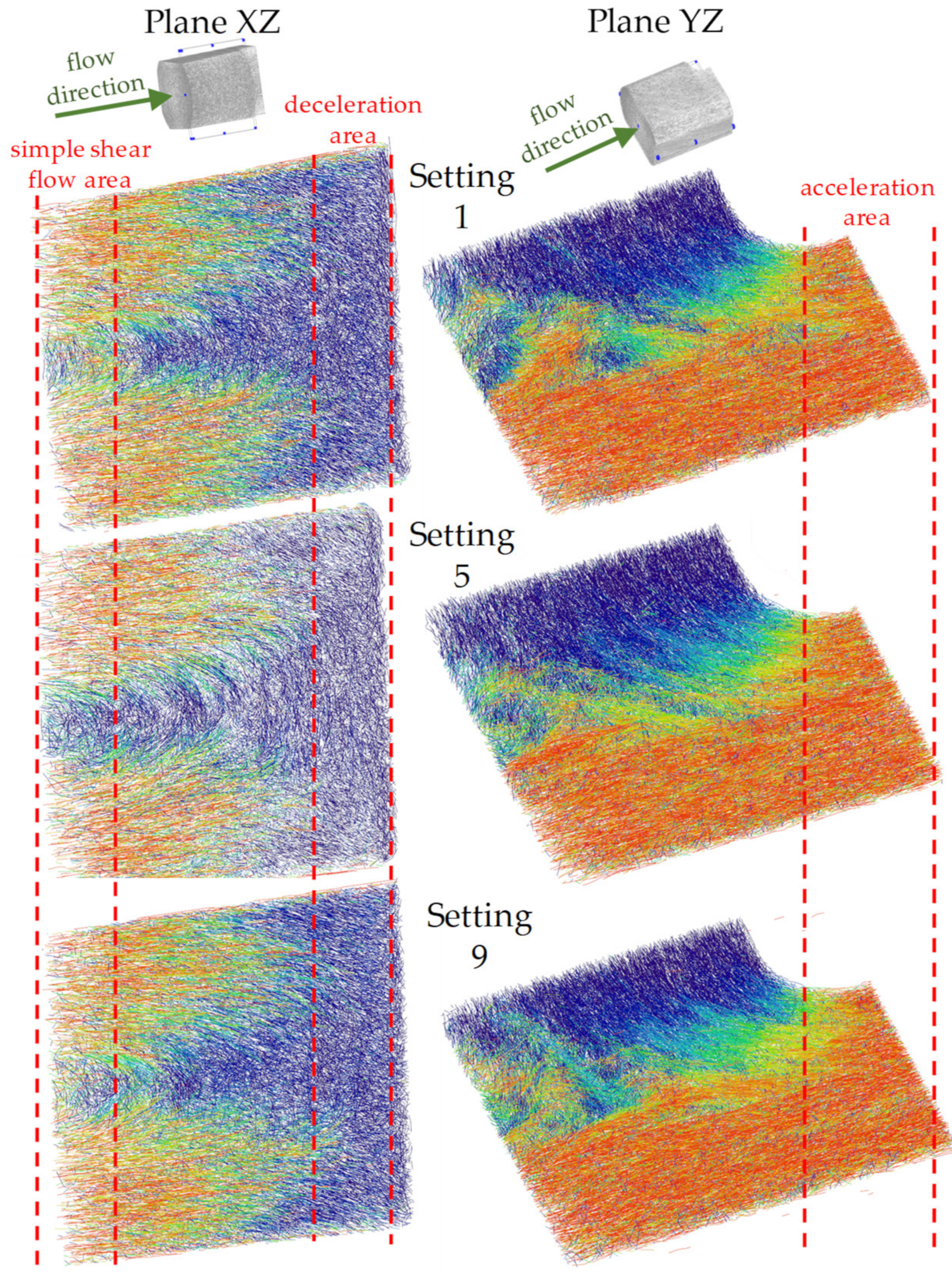
Figure 6 shows the results of a qualitative comparison of fiber orientation from µCT images taken in region 1 along the XZ and YZ planes. The presented images result from the specimens produced by different nozzle temperatures and flow rates, which were assumed to be significant for the formation of the fiber orientation. The red color indicates the fibers oriented in the flow direction. Blue color represents the fibers oriented transversely to the flow direction.
In region 1 (see
Figure 2), the melt flows from the film gate with a thickness of 2 mm into the specimen with a thickness of 4 mm, corresponding to a divergent channel. After leaving the film gate (top side), part of the melt flow should rotate 90 degrees due to the increased specimen thickness according to Jeffrey’s model, which should lead to an immediate reorientation of the fibers transverse to the flow direction on the bottom side. Behind the film gate, however, this effect does not happen. The fibers in the middle of the film gate are almost all oriented in the flow direction (stationary phase). However, the fibers are reoriented transverse to the flow direction depending on the distance from the film gate, creating the core layer.
The most pronounced core layer can be seen in setting 1, which has the lowest flow rate due to the process parameters (265 °C, 30 cm3/s). The low melting velocity suggests that the velocity gradients, and hence the shear rates, should be lowest in laminar flow. At low shear rates, the zones dominated by the shear flow shrink and promote the elongational flow that causes the formation of the core layer, which is classical for divergent channels. However, the explanation is not compatible with the theory of the velocity field of the stationary phase of the fibers. Despite the differences in melt temperature and flow rate, the results of fiber orientation in settings 5 (280 °C, 45 cm3/s) and 9 (295 °C, 60 cm3/s) can be considered equivalent.
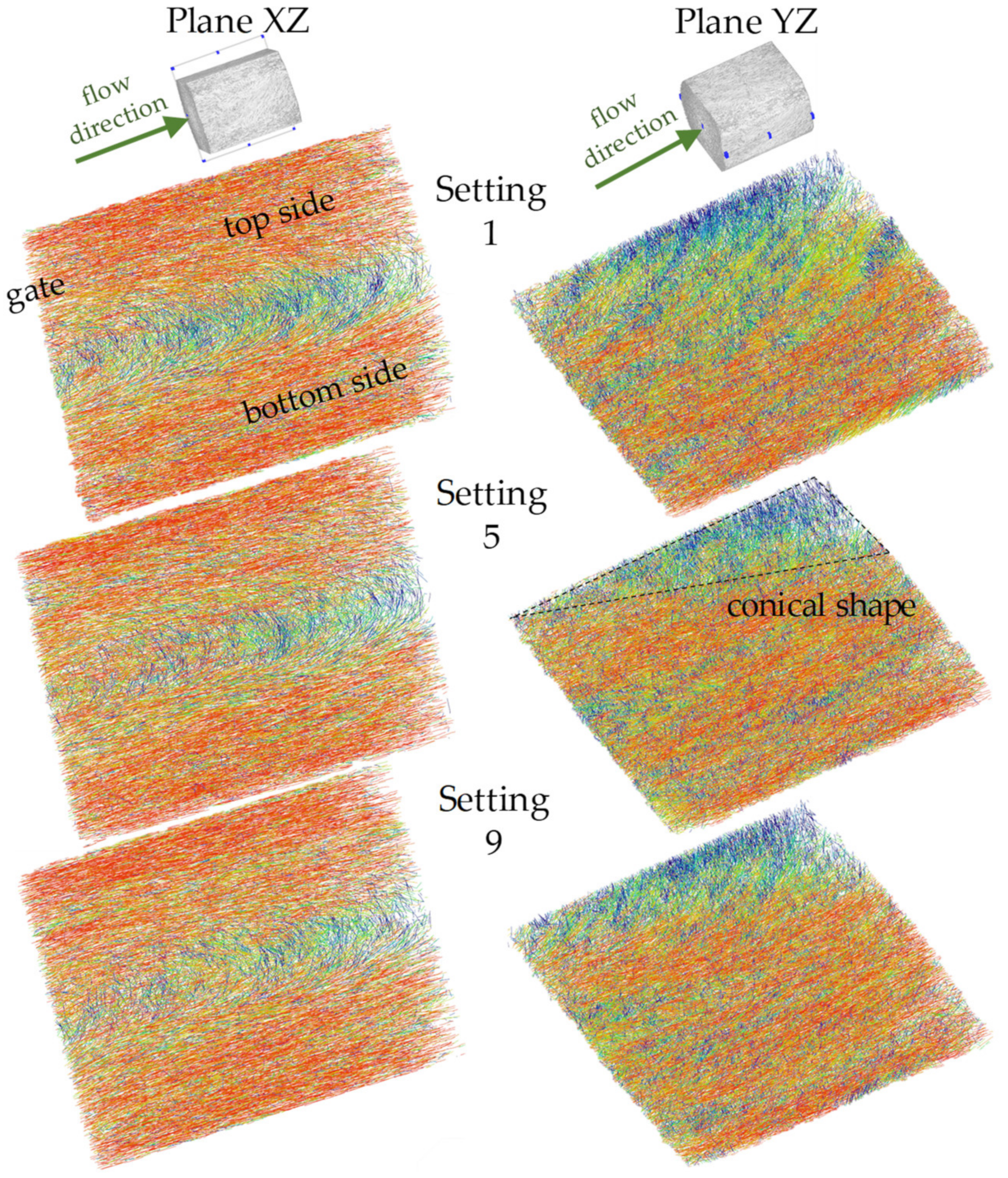
Figure 7 shows the results of a qualitative comparison of fiber orientation from µCT images taken in region 2 along the XZ and YZ planes.
As described in
Figure 3, region 2 is divided into 3 locations. In the location of simple shear flow (2.1), the fibers are oriented in the core and shell layer. The layers can be interpreted as a logical continuation of the orientation formation from region 1. In the middle of the core layer, there is a variation between settings 1 and 9 (lowest and highest melting rates) that makes it difficult to compare the fiber orientation of the samples. The notch causes part of the fibers to decelerate, resulting in the disappearance of the shell-core layer effect and a complete reorientation of the fibers transverse to the flow direction. In the case of melt deceleration, the front fibers are decelerated immediately. The difference in velocity leads to fiber rotation transverse to the flow direction and to the formation of buckling stresses in the fiber. The remaining fibers flow into the notch with a smaller cross-section (converging channel), which accelerates the melt and causes the fibers to orient themselves completely in the flow direction (core layer disappears). Apart from the variation in the simple shear flow in settings 1 and 9, there are no significant differences between the specimen prepared with different process parameters.
As described in
Section 2.4, curves of the moving average were derived from the individual values of the fiber orientation. The coordinate system describing the indices of the tensors (e.g., T
zz) can be found in
Figure 2. From this, it follows that the spatial direction component T
zz indicates the direction of the flowing melt, plotted on the Y-axis. The representation of the tensor values and their meaning are shown in
Figure 2. From these figures, it follows that fibers with a T
zz-values close to 1 are oriented in the flow direction. The fiber orientation is plotted over the specimen thickness of 4 mm.
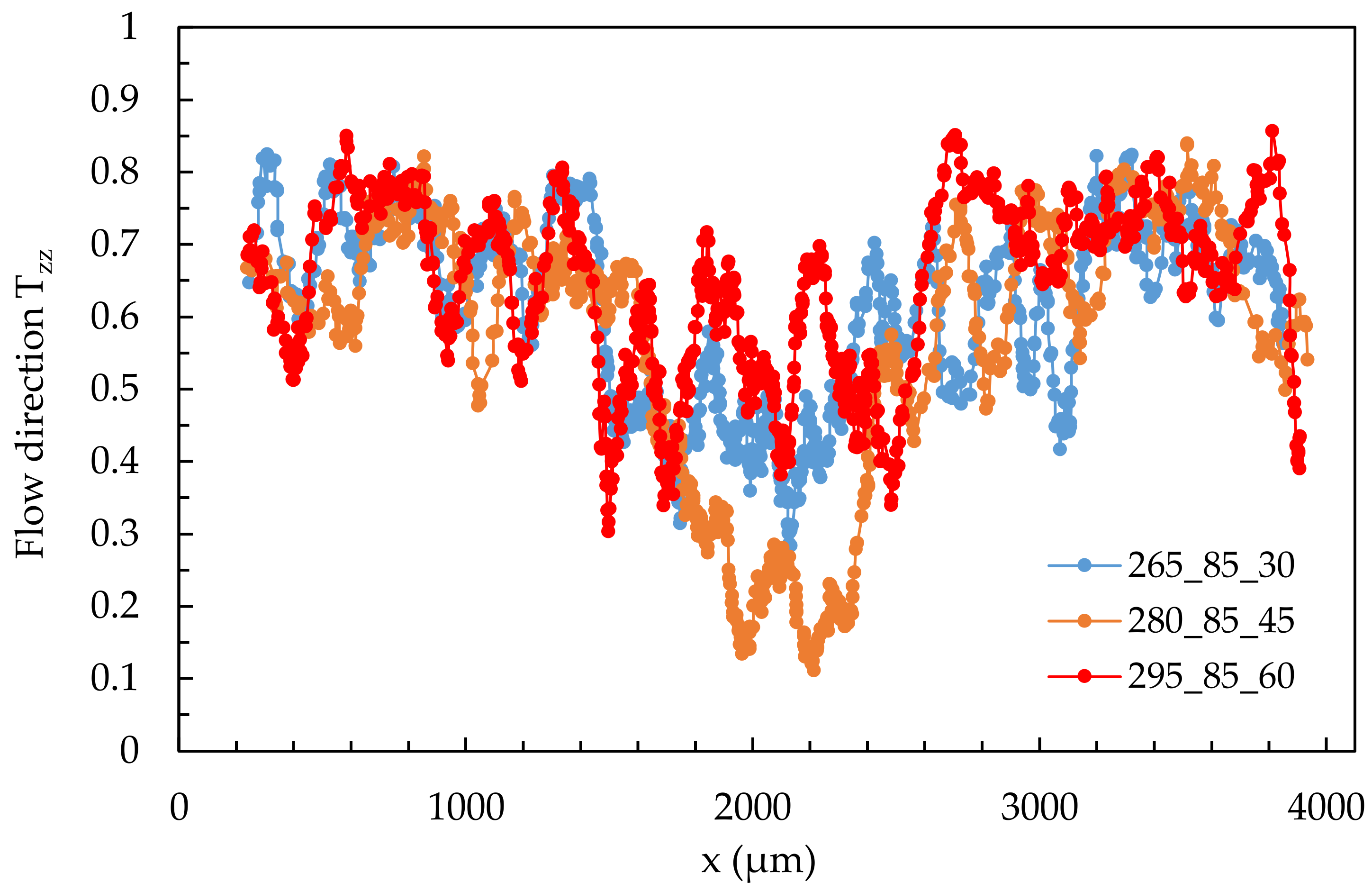
Figure 8 shows a comparison of these curves for varying process parameters in the single shear flow in location 2.1.
The representation of the fiber orientation over the specimen cross-section shows that the shell layer is very similar for the shown settings 1, 5, and 9. This can be seen from the overlaid curves in the range of 0–1000 µm and 3000–4000 µm, i.e., the edge regions of the specimen. It can be concluded that the flow rates and temperatures considered for settings 1, 5, and 9 have no significant effect on the formation of the shell layer.
The core layer, in the range 1500–2500 µm, is more pronounced in setting 5 than in settings 1 and 9, as indicated by the low values in the Tzz direction. This means that in setting 5, there are fewer fibers oriented approximately in the flow direction in the core layer than setting 1 (lowest shear rate) and setting 9 (highest shear rate).
At this point, it must be pointed out that it cannot be excluded that the differences in fiber orientations in the core layer are caused by the above-mentioned fluctuations and not by the changed process parameters. However, based on the results, it is assumed that the process parameters influence the formation of the core layer, while the shell layer can be considered very similar in all cases.
The shell layer presents itself very similarly for all process parameters used. In contrast, the variation of the process parameters leads to a change and fluctuations of the orientations in the core layer, which, however, are not significant.
Regarding these fluctuations, the evaluation mechanism has to be considered, where the single fibers detected by the µCT and their orientations are first merged to a point cloud plotted over the specimen thickness. These clouds are mathematically approximated to functions (here: moving average over 20 periods), which on the one hand leads to a better representation, but on the other hand also to a loss of valuable information.
3.2. Discretization of the CAD-Modell—3D Mesh
For the 3D mesh, the specimen is completely mapped with the global edge length of 1 mm and 0.5 mm. A combined mesh is used to map the test specimen with a global edge length of 0.25 mm. This combined mesh only maps the examined regions with the global edge length of 0.25 mm, while the remaining subregions are mapped with a coarser mesh (here: 0.5 mm and 0.75 mm) to reduce the computation time.
Meshing with a global edge length of 1 mm results in a mesh with 2,056,989 elements, an edge length of 0.5 mm results in 6,822,455 elements, and an edge length of 0.25 mm results in 5,488,354 elements.
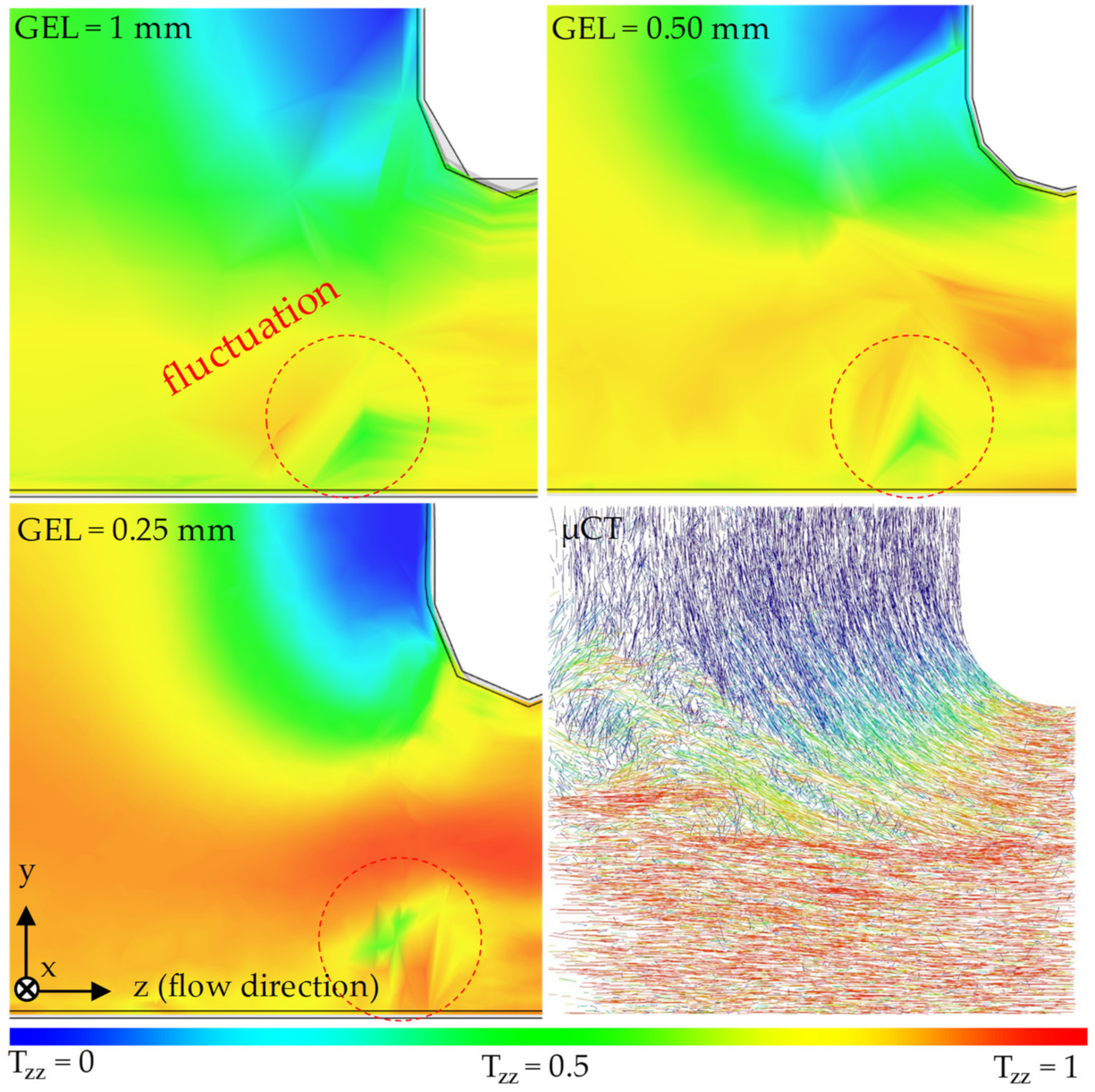
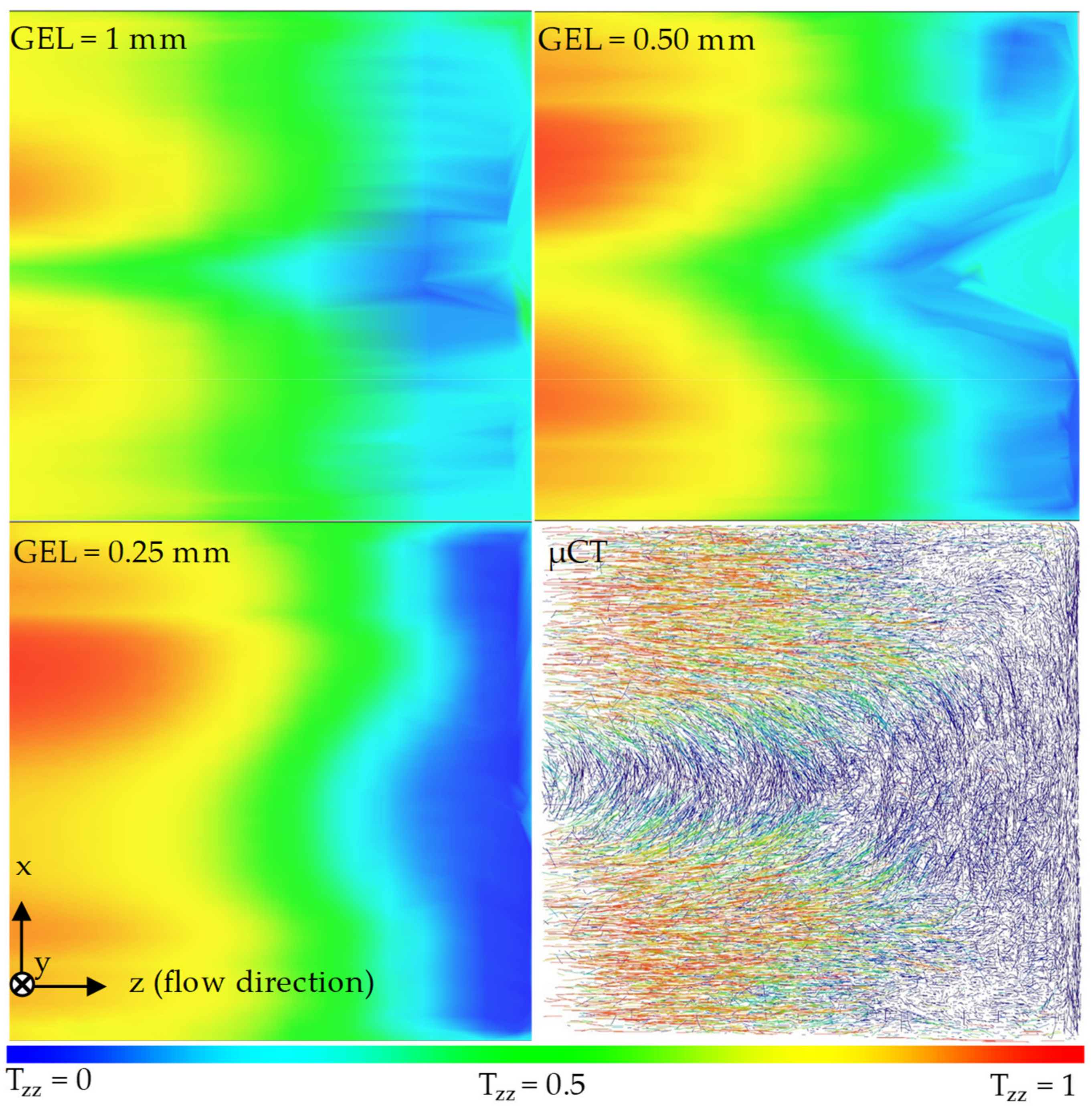
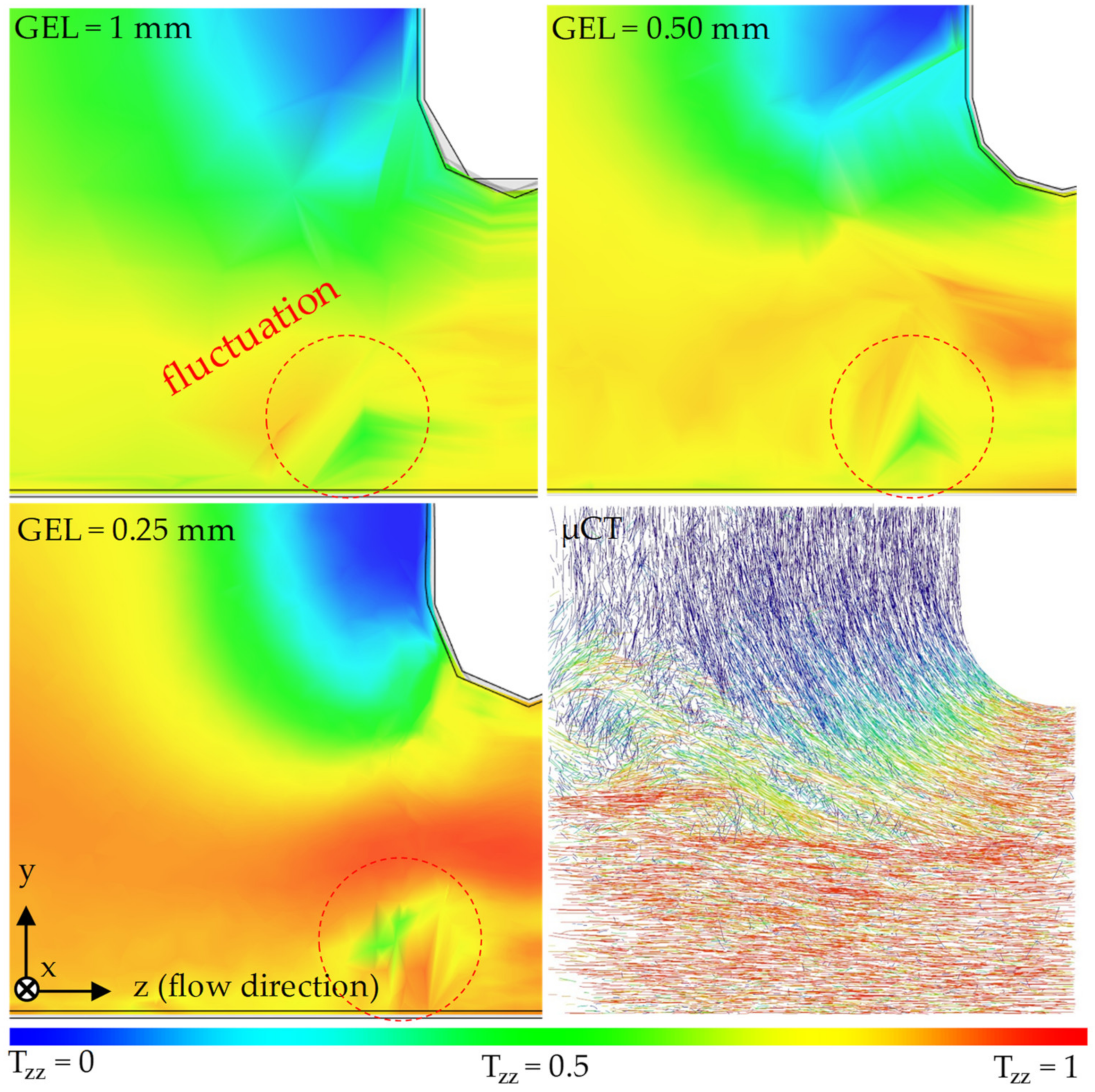
Figure 9 and
Figure 10 show the results of a qualitative comparison between the real fiber orientation characterized with the µCT results and the fiber orientation prediction results by the 3D mesh in region 2, varying the global edge length (GEL) acquired along the XZ and YZ planes. The legend at the bottom of the figures refers to the results of the simulations but can also be used to evaluate the µCT image.
The simulations with the smallest global edge length (GEL = 0.25 mm) and thus the highest mesh density can work well for both the orientations in the simple shear flow and in the acceleration of the melt in the taper. However, the simulation with the highest mesh density cannot reproduce the shell core layer effect because the core layer is missing. The reason for this effect could be the fact, already known from the Folgar Tucker Model, that the models assume the kinematics of the fibers 2 to 10 times faster than in reality. For a mesh with a small GEL, the differential equation of Moldflow ® Rotational Diffusion Model (MRD) is solved more frequently than for a mesh with a large GEL. As a result, the simulated fibers reach the stationary phase much faster than the real fibers.
In any simulation, there is a fluctuation in the area of the taper. The cause of this fluctuation is attributed to the calculation of the solution of the differential equation by the Moldflow® solver and is not explained in detail here.
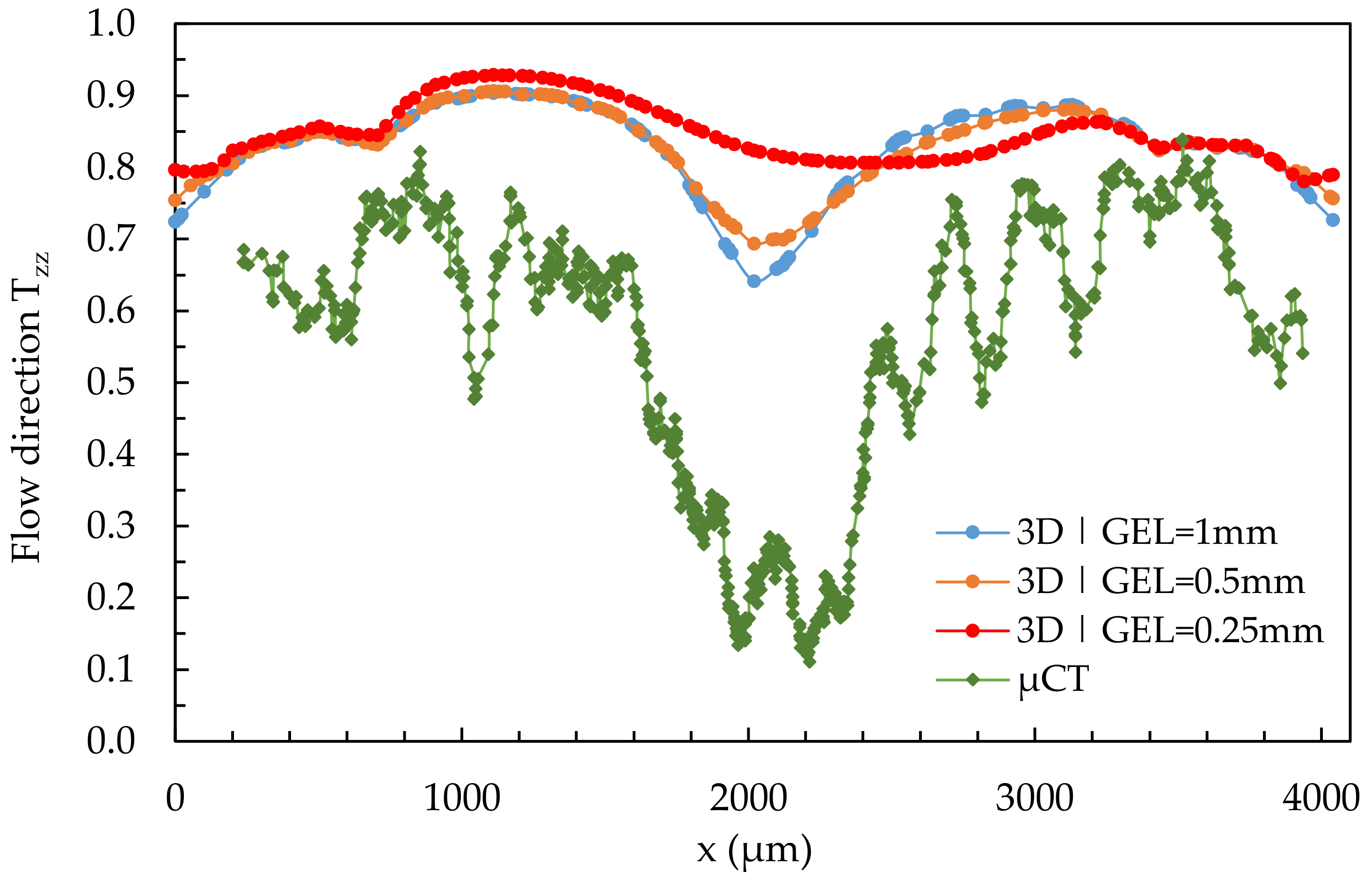
Figure 11 shows the results of a quantitative comparison of the fiber orientation of simulation results and µCT in the flow direction across the specimen width in region 2 at location 2.1. Simulation results were calculated using a 3D mesh and varying global edge lengths (GEL).
It can be seen that the 3D mesh with a global edge length of 1 mm reproduces the shell-core layer effect best, which contradicts the theory of finite element methods [
49]. The core layer becomes smaller, and the fibers are increasingly present in the T
zz-direction as the global edge length decreases. In each of the simulations, the shell layer is at a similar level but above the real values characterized by the µCT. As the global edge length decreases (increasing mesh density), the curves become flatter and asymmetrical. None of the three meshes can adequately represent the shell-core layer.
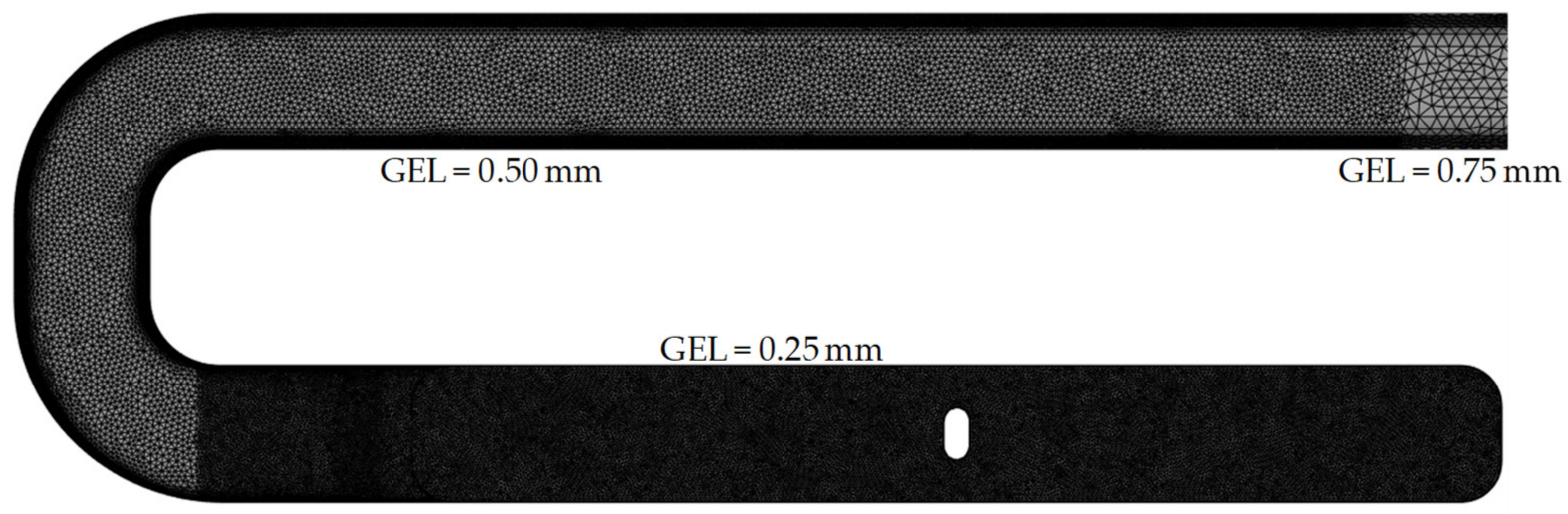
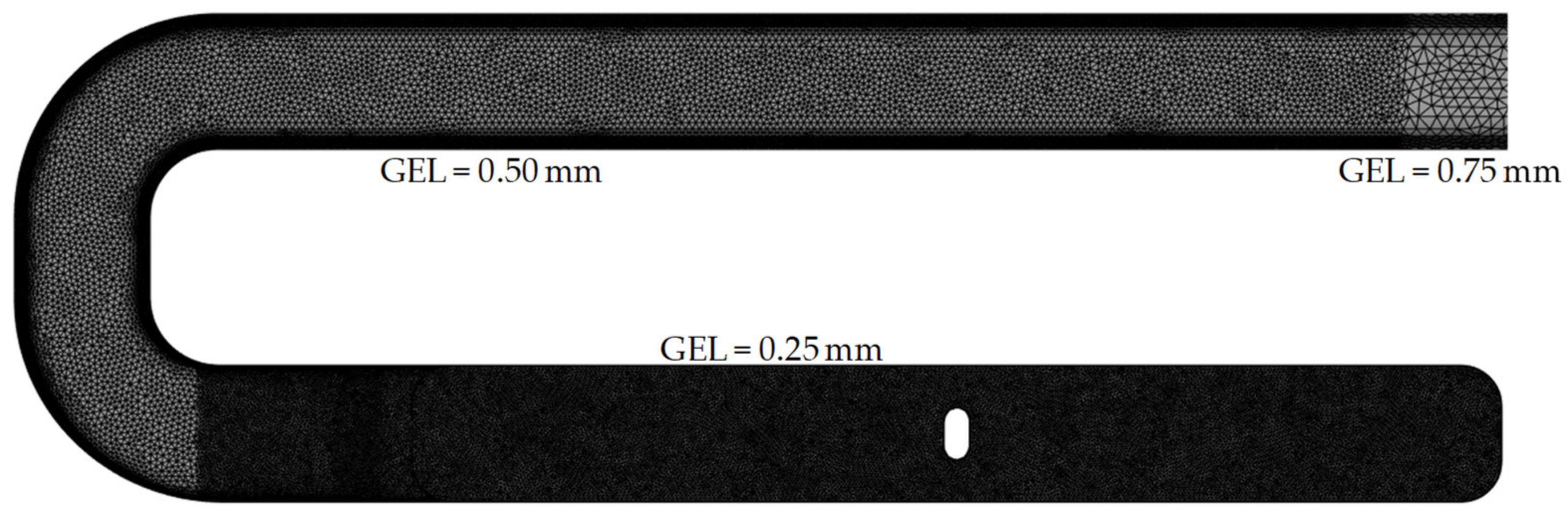
For further investigation, a combined mesh, as shown in
Figure 12, is used since the theory of Computational Fluid Dynamics (CFD) states that the best results are obtained with the lowest GEL (the highest mesh density). The correct representation of the core and shell layers can be predictably realized by future variations of the model parameters. The resulting mesh consists of 3,975,131 tetrahedrons.
3.3. Discretization of the CAD-Modell—Dual Domain Mesh
As described in
Section 2.6, in addition to the 3D mesh, a 2D Dual Domain mesh is also used to simulate the fiber orientation.
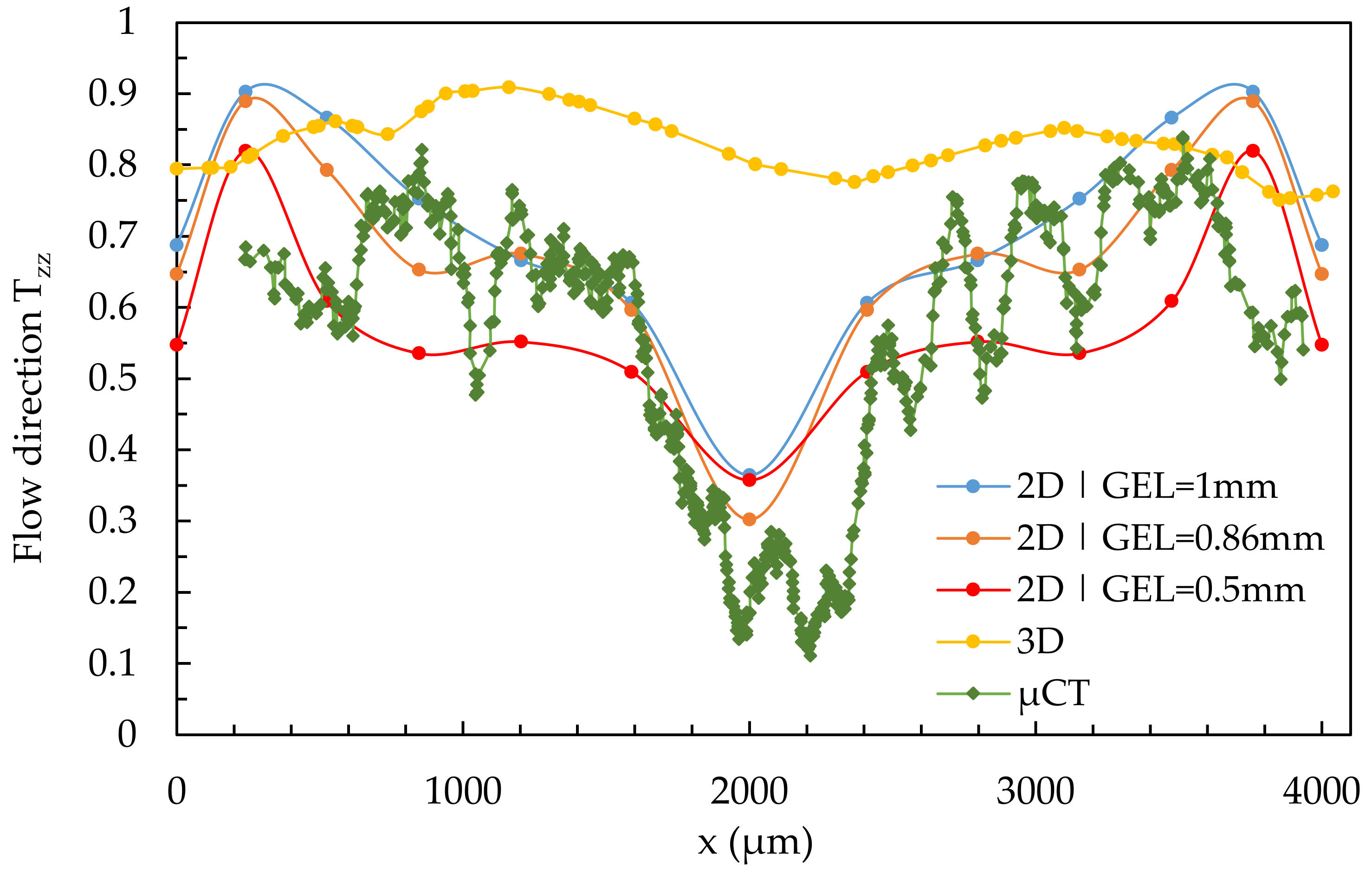
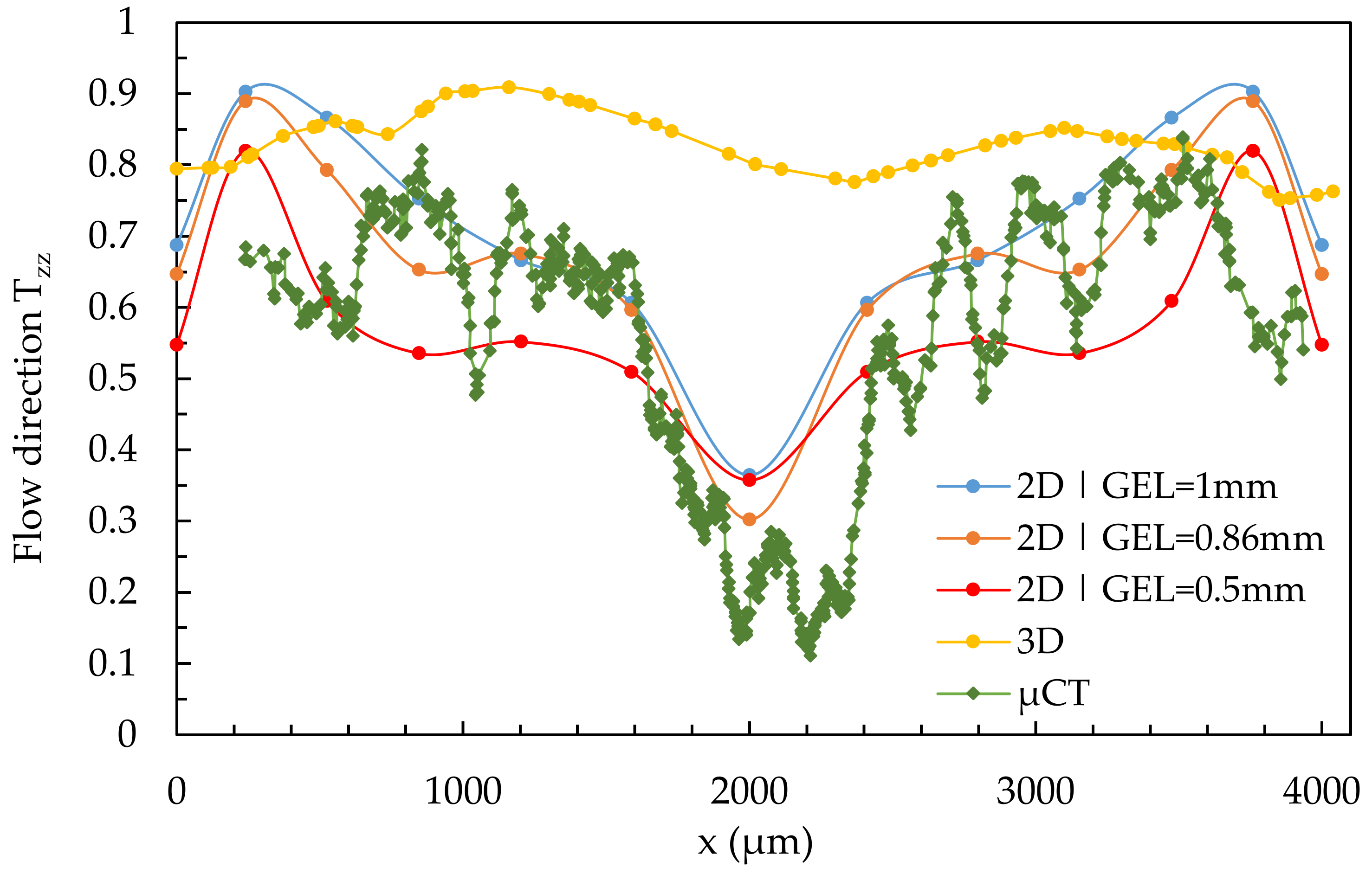
Figure 13 shows the results of a quantitative comparison of the fiber orientation from the µCT with the simulation results calculated with the Dual Domain mesh. Here, region 2 at location 2.1 is considered, and the global edge length (GEL) of the Dual Domain mesh is varied (0.5, 0.86, and 1.0 mm). The results of the simulation with the final 3D mesh from
Figure 12 and default MRD parameters are also listed for reference purposes.
Similar to the use of the 3D mesh, the smallest global edge length and thus the highest mesh density does not lead to the best results. Compared to the real fiber orientation from the µCT, the simulation with a global edge length of 0.86 mm specified by Moldflow® provides the most accurate results and can best reproduce the shell-core layer effect in areas between 1000 µm and 3000 µm. In the edge regions (0–750 µm and 3250–4000 µm), the simulations show a rapid increase in fiber orientations in the Tzz-direction. In the range of about 300 µm and 3700 µm, this is interrupted and the fiber orientation decreases rapidly. This effect is only partially visible on the µCT images.
As described in
Section 2.6, the Dual Domain mesh maps only the surfaces of the specimen, so the specimen thickness must be calculated differently than in the case of a 3D mesh. Moldflow
® seems to have an algorithm that takes the dependence of the specimen thickness in the case of a Dual Domain mesh into account. For simple shear flows, simulation with Dual Domain mesh is superior to simulation with 3D mesh.
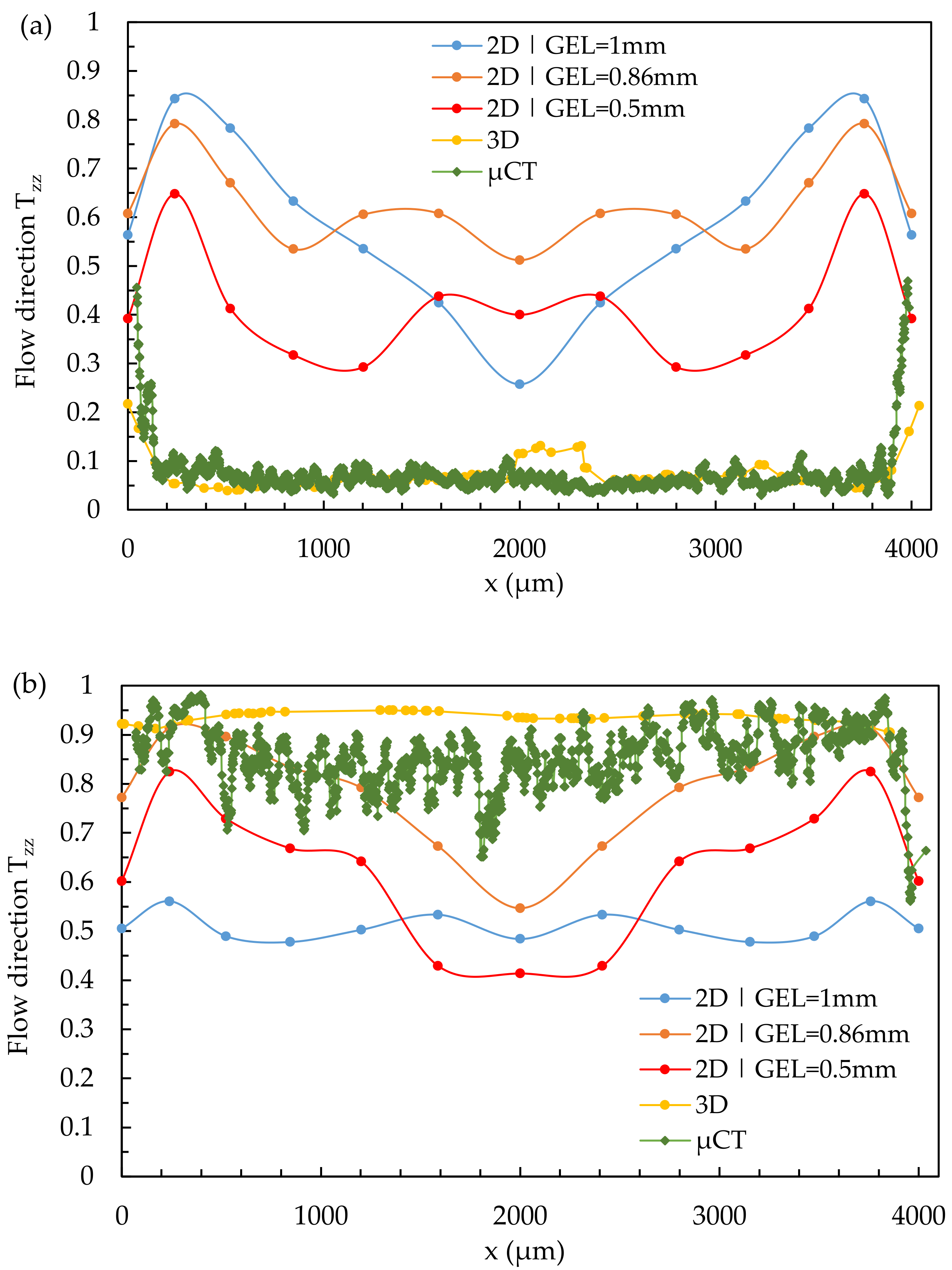
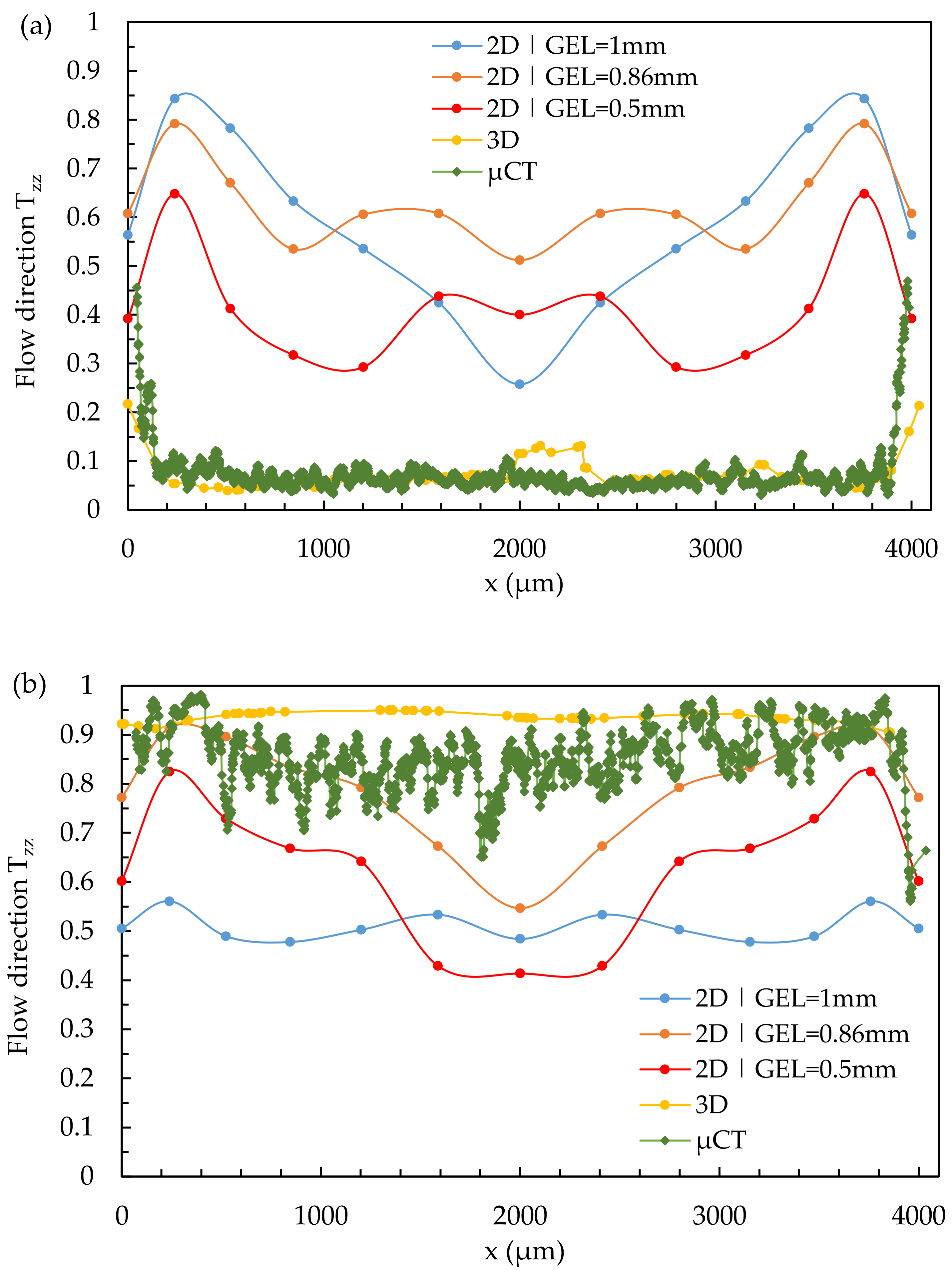
Figure 14 shows the results of a quantitative comparison of the simulation results calculated with the Dual Domain mesh varying the global edge length and the fiber orientation characterized with the µCT at locations 2.2 and 2.3.
In the case of melt acceleration and deceleration, the simulations with the Dual Domain mesh do not adequately represent the fiber orientations of the domains. The results of the simulations with the 3D mesh are clearly superior to the simulations with the Dual Domain mesh in this case.
Compared to the results of the µCT-analysis and the simulations with the 3D mesh, the simulations with the Dual Domain mesh reproduce the fiber orientations in a simple shear flow (except for the outermost edge regions) very well (
Figure 13). Regarding the melt acceleration (location 2.3) and deceleration (location 2.2), the results of the simulations with Dual Domain mesh do not show good agreement (see
Figure 14).
3.4. Dynamic Image Analysis
As described in
Section 2.6, the process-related fiber length reduction is represented by measurements with dynamic image analysis.
In the first measurements with the dynamic image analysis, the influences of the injection molding process on the fiber length distribution are investigated. In order to demonstrate the expected significant fiber length reduction at a low melt temperature and a high shear rate, specimens of setting 3 (265_85_60) were characterized. To observe the entire flow path of the melt, fiber length measurements were performed on granules as well as on material from the sprue and the end of the specimen. In a second measurement, the fiber lengths of setting 5 (280_85_45) are measured in regions 1 and 2, in which the simulation results are later compared with the µCT-values (see
Table 2).
The fibers in SGFRP are generally not present with uniform lengths but exhibit a specific fiber length distribution. In order to better compare these distributions and the underlying values, the values of the 10th, 50th, and 90th percentiles were derived from the distributions (see
Table 8).
From the results of the fiber length measurement of the first measurement, a significant fiber shortening between the granules and the sprue can be observed. In contrast, the fiber length reduction between the sprue and the end of the specimen is not significant.
In the second measurement, differences in fiber lengths between granules and regions 1 and 2 of the specimen can also be seen. Here, the fiber length reduction between regions 1 and 2 is particularly noticeable, which is attributed to fiber breaks in the region of the notch. As described above, some of the fibers are stopped at the notch, and the remaining fibers are deflected into the taper and collide with the fibers flowing directly into the taper. The resulting deflections and collisions exert compressive and buckling stresses [
28], which become more noticeable with increasing fiber length [
8] and result in local fiber shortening.
3.5. Fibers Aspect Ratio Calculation
The aspect ratio (L/d) of the fibers is calculated from the quotient of the respective 50th percentile of fiber length (L) and diameter (d) (see
Table 8) and is listed in
Table 9.
Assuming that the fiber diameters are the same in each percentile, the differences in aspect ratio in different regions are due to the different fiber lengths. Based on the generated results, of which the value of 24.69 in region 2 is considered particularly representative, the expected value of 25 from the Moldflow® database is adopted for the simulations.
3.6. Determination of the Fiber Interaction Coefficient Ci
After the influences of the process parameters and the discretization of the models, the influences of the model parameters on the simulated fiber orientation will be presented in this section.
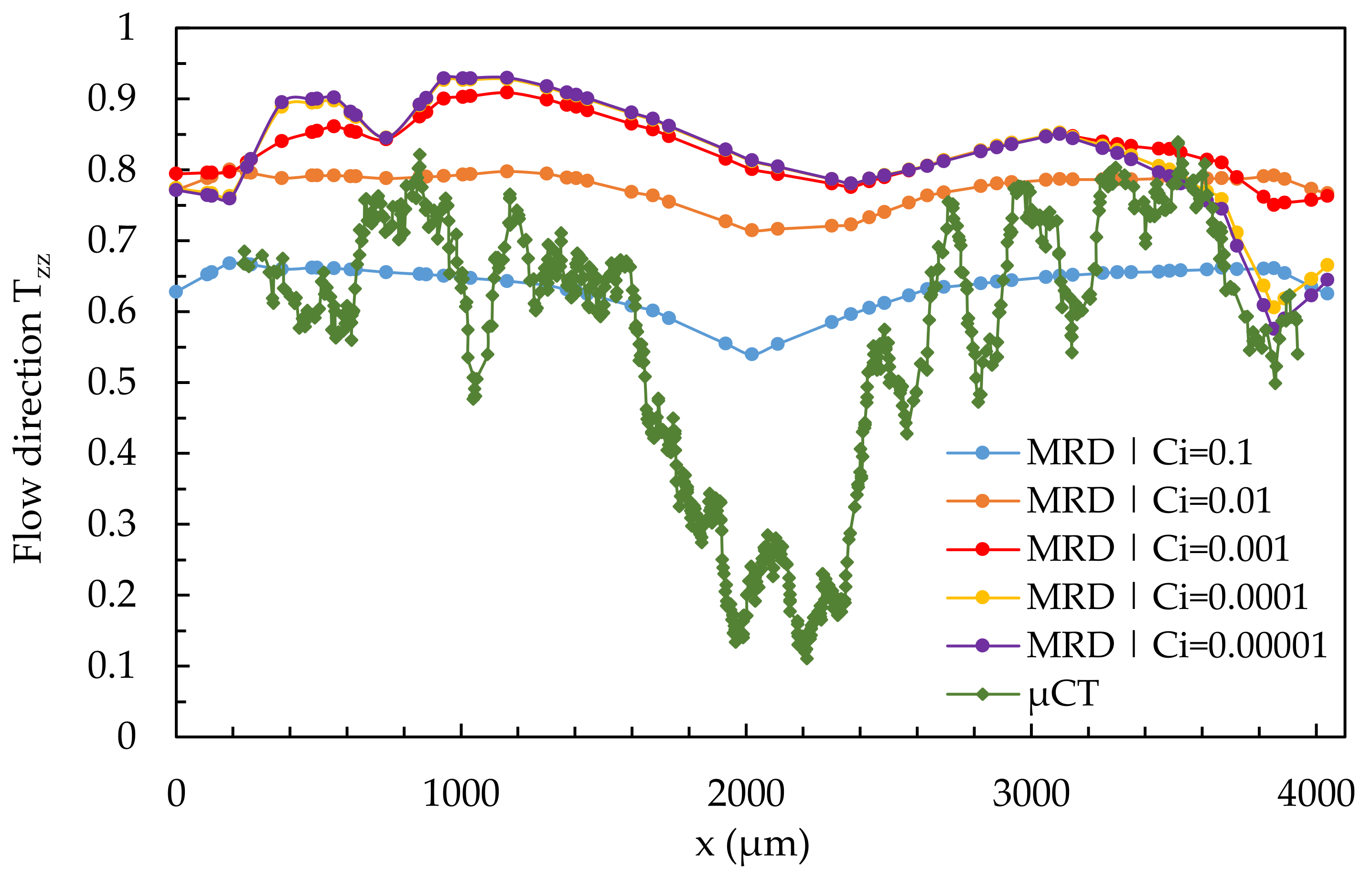
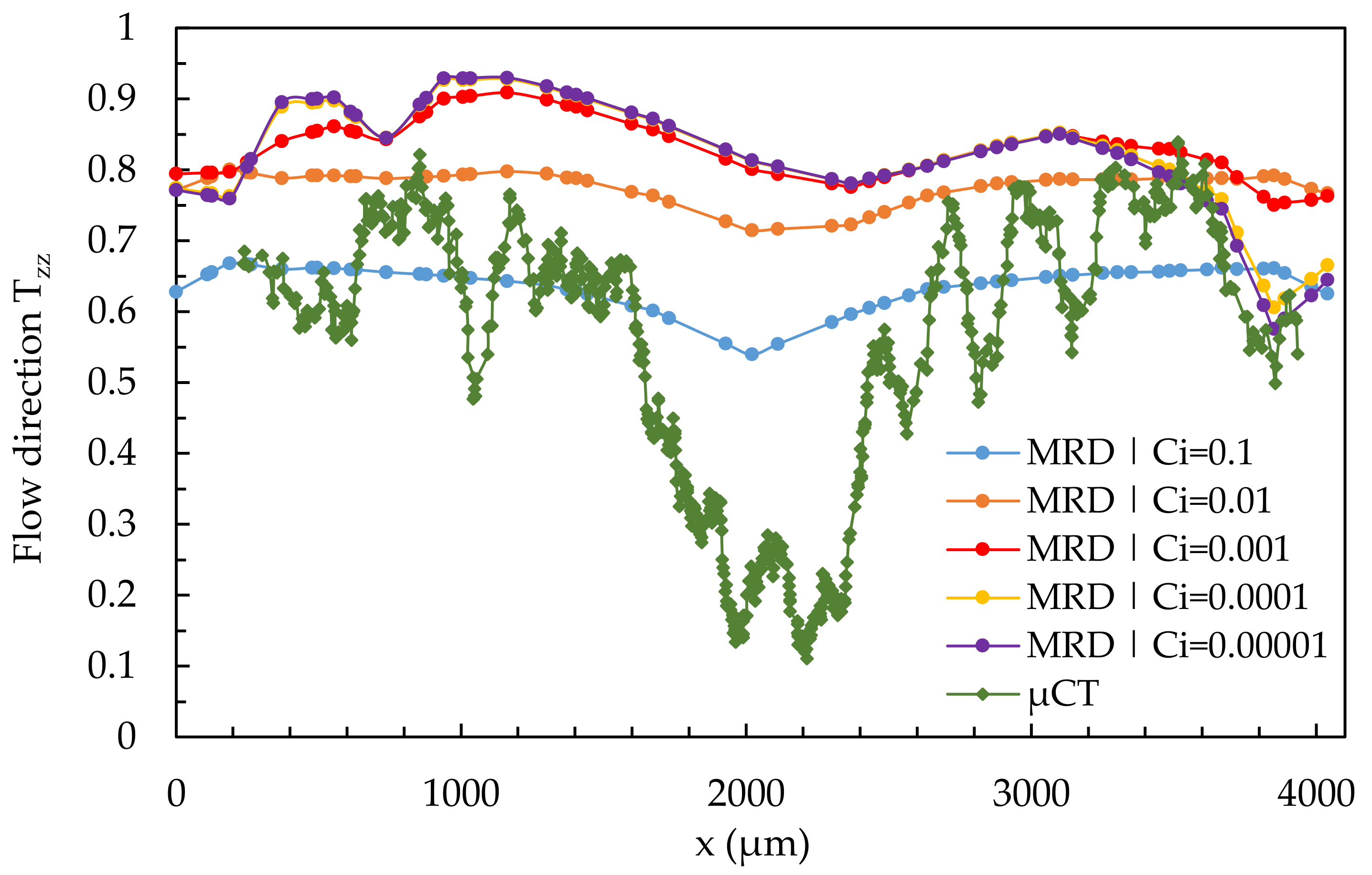
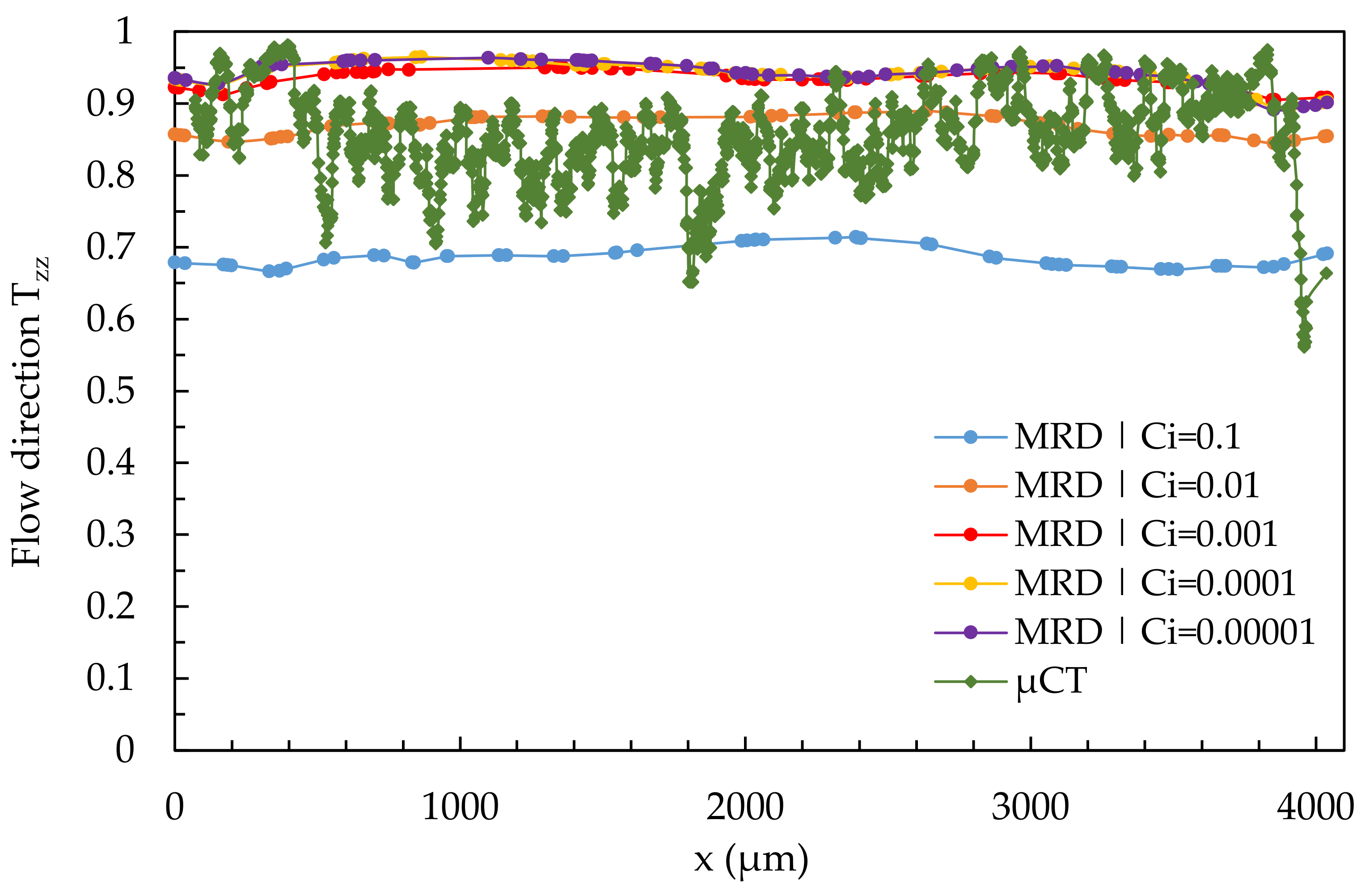
Figure 15 shows the influence of the varied fiber interaction coefficient C
i on the results of the simulated fiber orientation in quantitative comparison to the results of the µCT-analysis using the example of the simple shear flow in location 2.1. The simulation results were calculated using a 3D mesh from
Section 3.2.
As the value of Ci increases, the shell-core layer effect becomes more apparent in the simulation results, with none of the considered Ci-values adequately representing the real fiber orientation. With low Ci-values, the simulated fiber orientation curve shifts upward, and with high values of Ci, it shifts downward, allowing the shell layer to fit the results of the µCT-analysis. In contrast, the core layer cannot be mapped by varying Ci. Furthermore, the curve becomes asymmetric with decreasing Ci-values. The simulation results for the shell layer as well as the core layer come closest to the results of the µCT-curve at a value of Ci = 0.1.
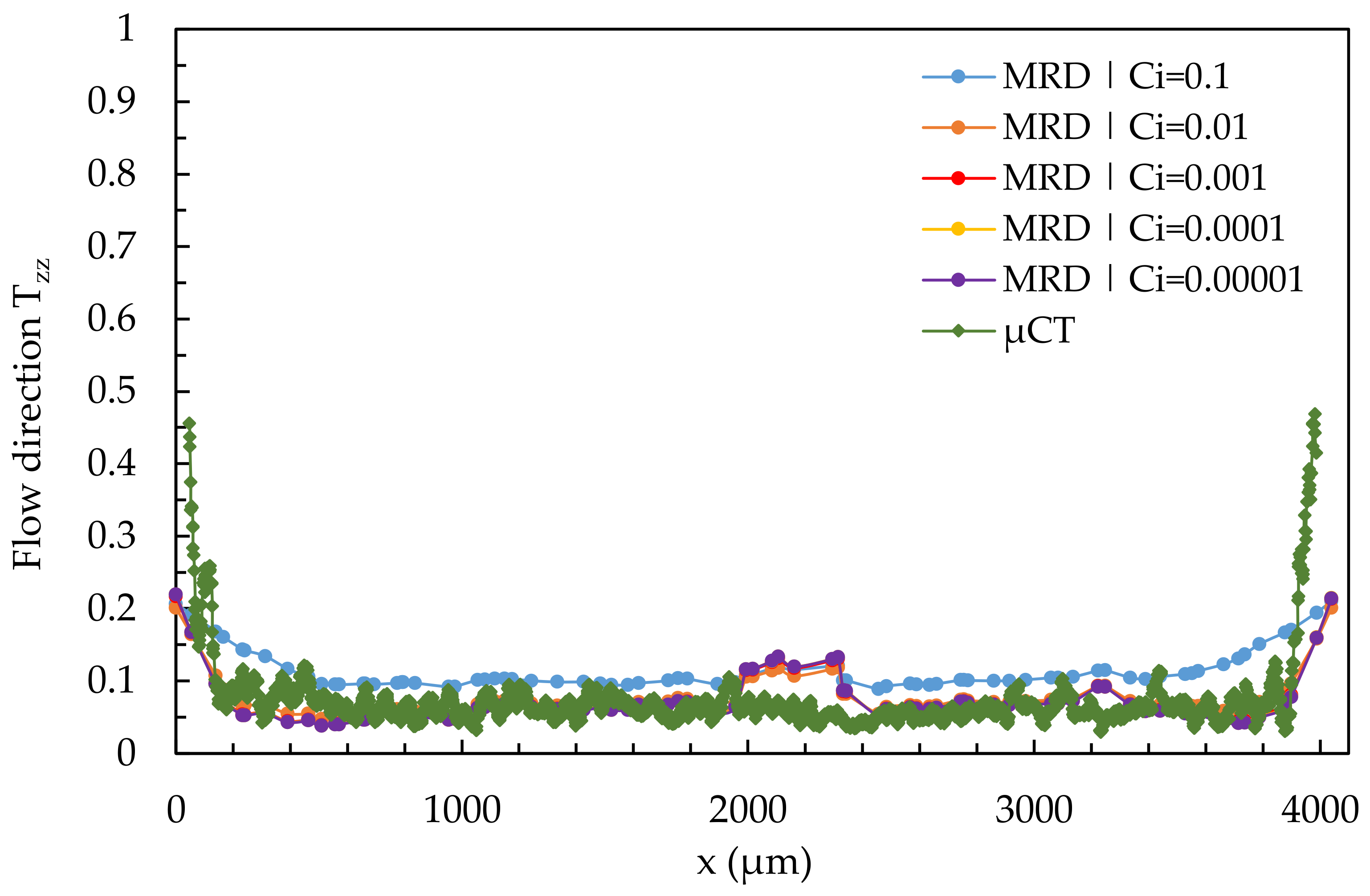
Figure 16 shows the results of a quantitative comparison of the µCT-analysis and simulated results calculated with the 3D mesh in region 2 at location 2.2, varying the fiber interaction coefficient C
i.
In region 2, the fibers are reoriented transverse to the flow direction (low Tzz-values). The core layer thus extends over almost the entire cross-section. In the very narrow edge regions, a layer with increased orientation in the -direction is visible. All simulations can show the increased orientations in the edge regions, but cannot reproduce them exactly. The orientation of nearly all fibers in the core layer transverse to the flow direction can be reproduced by all simulations. As the Ci-value decreases, the simulation results converge to the real fiber orientation, but in the middle of the specimen (at about 2000 µm), a zone of increased orientations in the Tzz-direction emerges. The best results are obtained for simulations with 0.00001 < Ci < 0.1, which allows a fit to the µCT results, but also does not accurately map the edge regions.
Figure 17 shows the results of a quantitative comparison of the µCT results and the simulation results calculated with a 3D mesh and a varying fiber interaction coefficient C
i in region 2 at location 2.3 (melt acceleration).
The shell-core layer effect is not visible because the core layer disappears in location 2.3. Almost all fibers are aligned in the flow direction in both the simulations and the µCT-analysis (high-Tzz values). All considered values for Ci in the simulations can predict the remaining shell layer in the edge regions, with the most realistic results for a simulation with Ci = 0.01. Again, variation to higher Ci-values shifts the curve downward so that the fit to the curve of the µCT-analysis is possible.
In a simple shear flow, the core layer cannot be mapped, and a variation of C
i can only represent the shell layer. By fibers deceleration, the classical shell core layer effect disappears. A small shell layer is visible in the edge regions, with the core layer dominating nearly the entire cross-section. By fiber acceleration, all fibers are oriented in the flow direction (disappearance of the core layer). The simulations can map the fiber orientation by varying C
i during fiber deceleration (location 2.2) and acceleration (location 2.3). C
i will be determined as 0.01 for coming D-investigations because C
i = 0.01 produces good results in all cases and corresponds nearly to the results from Osswald’s book [
8].
3.7. Investigation of the D-Parameters
Finally, in this section, the influences of the D-parameters on the simulated fiber orientation will be presented.
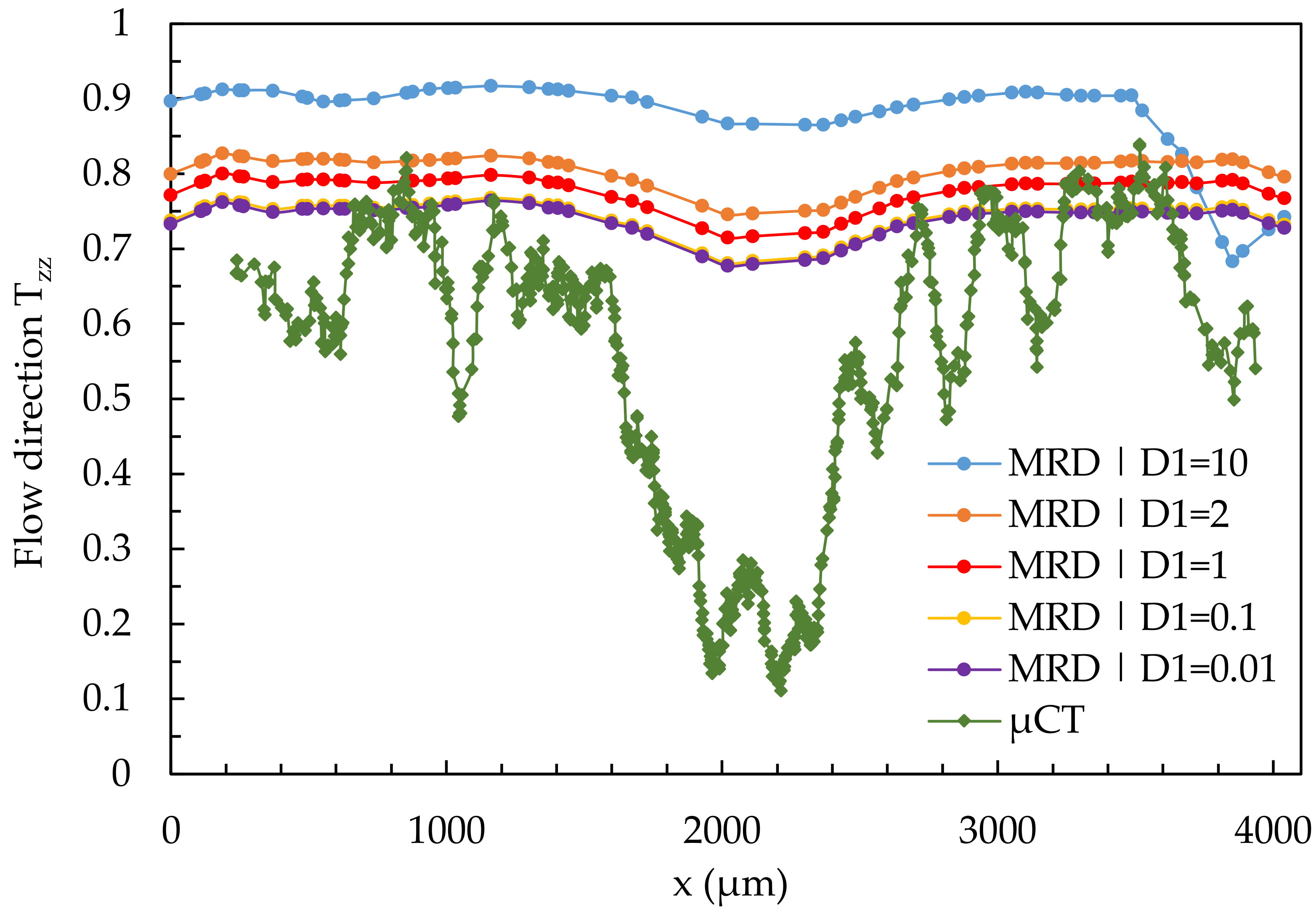
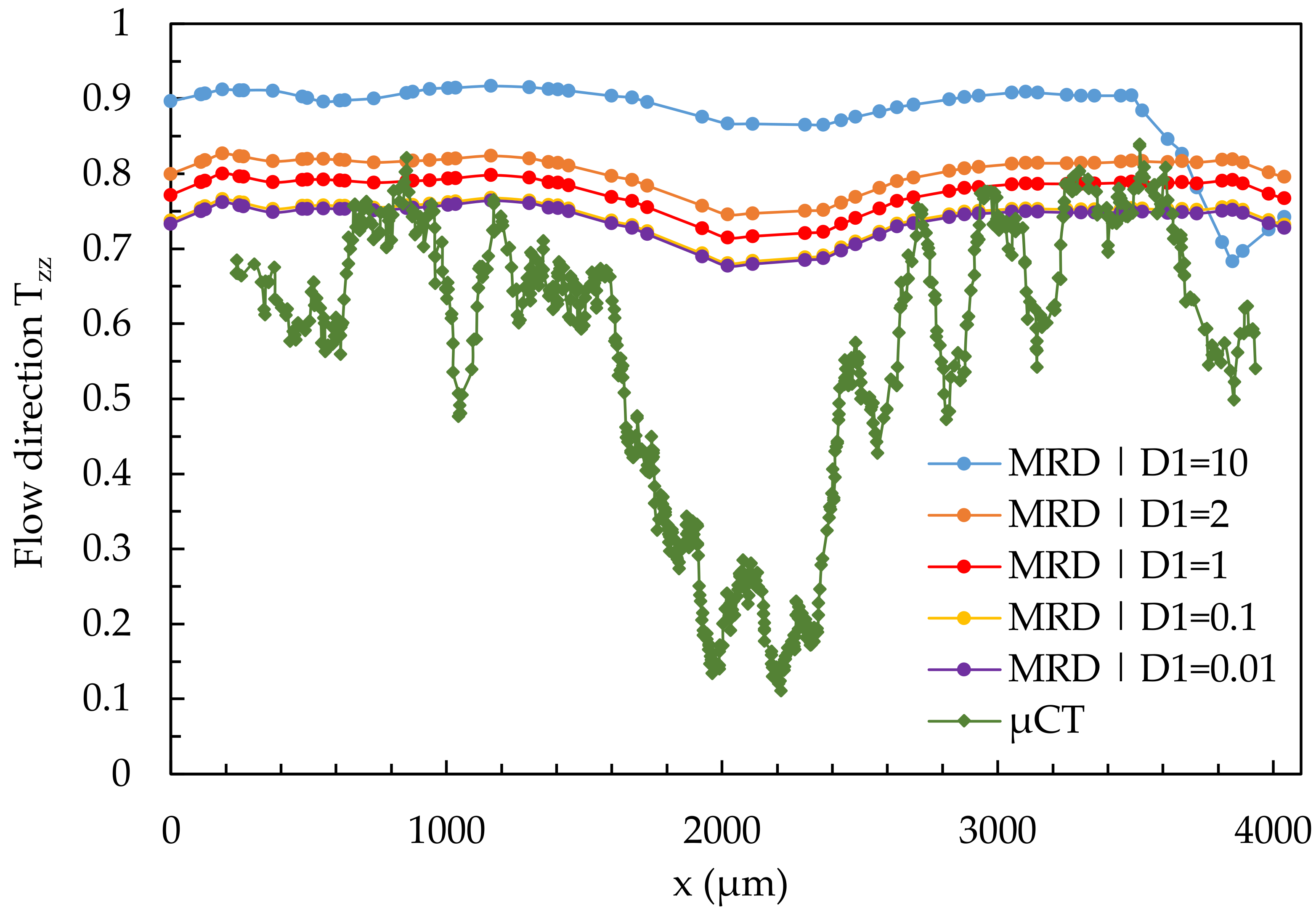
Figure 18 shows the results of a quantitative comparison between the fiber orientation of the µCT-analysis and the simulation results calculated with the 3D mesh in region 2 at location 2.1 (simple shear flow) under variation of parameter D
1.
In the present case, the variation of D1 has only a minor effect on the representation of the core and shell layers. The variation shifts the curve up (high D1) and down (low D1). Neither the shell nor the core layer is realistically represented by the variation of the parameter D1.
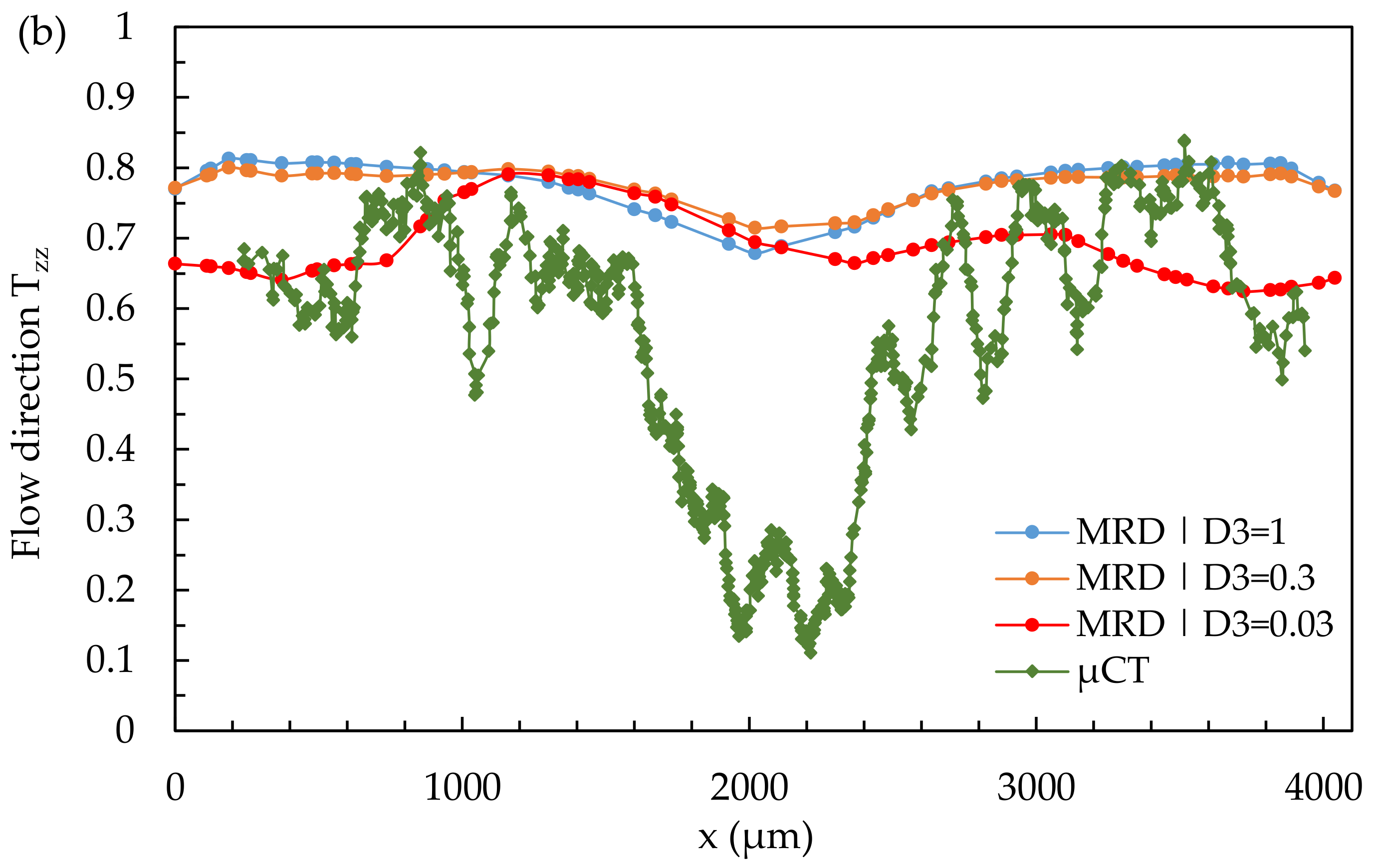
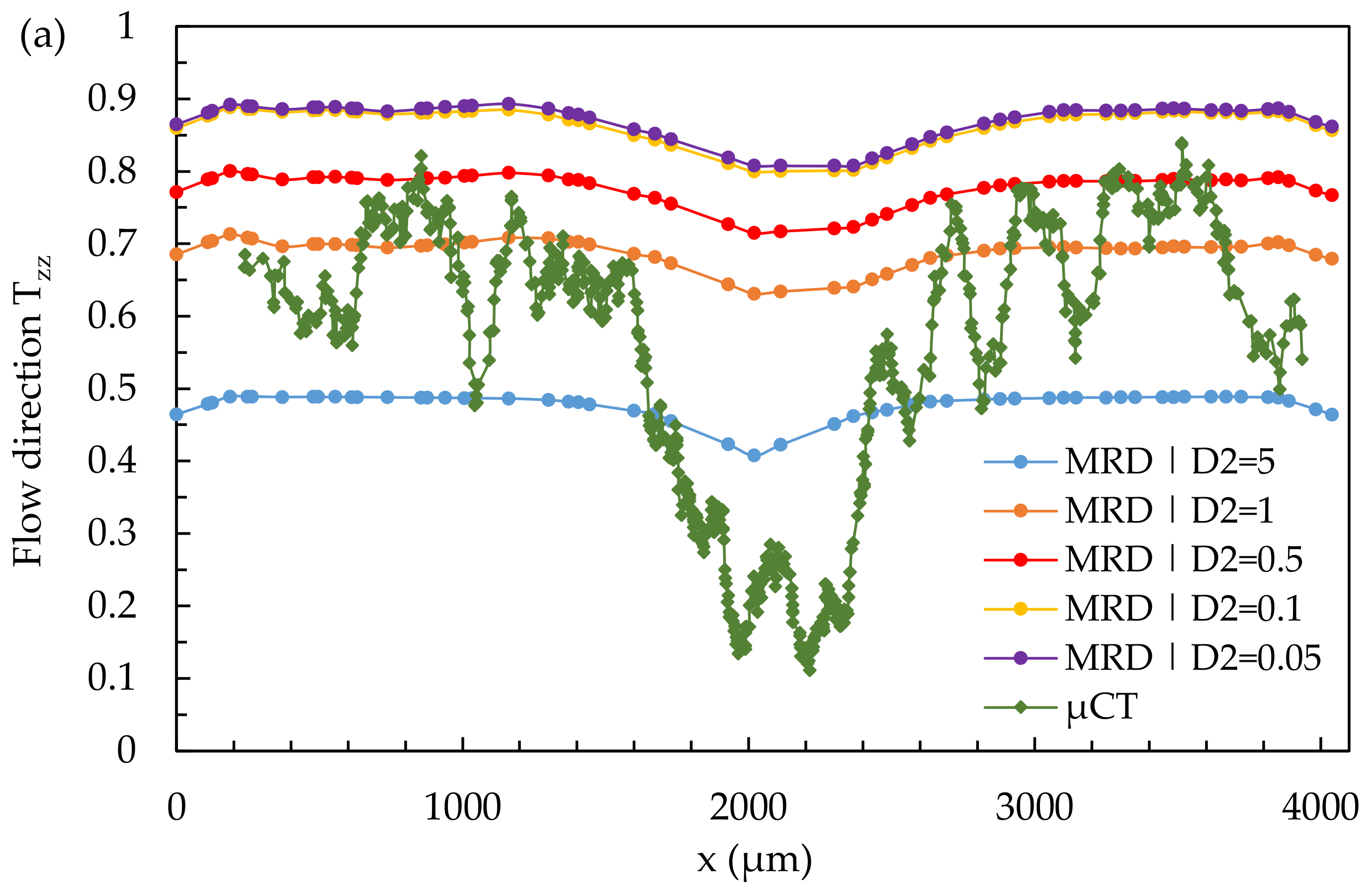
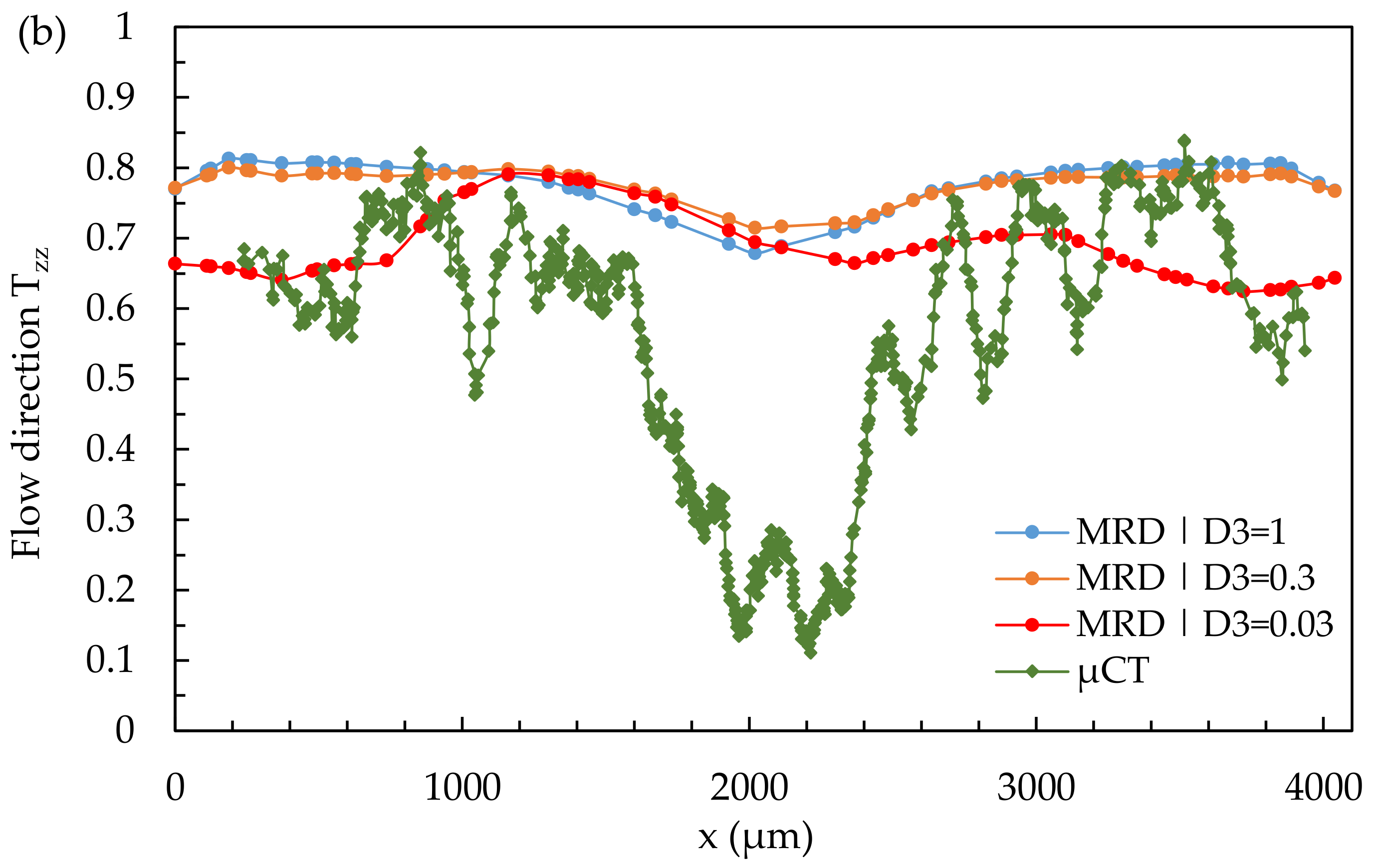
Figure 19 shows the results of a quantitative comparison of the real fiber orientation with simulation results through a 3D mesh and a variation of the parameters D
2 and D
3, in location 2.1 (simple shear flow).
Both the variation of the parameters D2 and D3 has no influence on the formation of the core and the shell layer in the present case. The variation of D2 shifts the curve upwards (high D2) and downwards (low D2), whereas the curves show an approximately equal course independent of the value of D2. None of the values used for D2 results in a curve of simulated fiber orientation that represents reality.
When varying D3, the curves are not shifted but show a change in their shape. With decreasing value of D3, the curves for fiber orientation show a more asymmetric course. Regardless of the value of the parameter D3, none of the simulated curves can adequately represent the real fiber orientation.
The results of the D-parameter variation do not meet the expectation. The optimal values for the D-parameters defined in theory do not provide the best results in the case of simulation with a 3D mesh. Depending on the interpretation, the simulations with values deviating from the “optimum” approach the µCT curve better than those with optimal values but are still inadequate because of missing core layer prediction.
The phenomenological nature of the model is primarily given as the reason for this discrepancy. It is known that all fiber orientation models are based on Jeffrey’s model. The differences between the models are due to different IRD or ARD terms. Jeffrey’s model was developed based on experiments with a particle in a Newtonian fluid, which has a different melt velocity profile than a viscoelastic plastic melt. In a Newtonian fluid, there are velocity differences between laminar layers along the entire cross-section flowed through. In a viscoelastic fluid, these differences disappear in the middle of the cross-section, especially in thick parts.
The Jeffrey-based models provide good predictions in a shear flow and in any laminar flow in which there are high-velocity differences between the individual laminar layers. This fact is of great importance for the calculation of the structural properties of, for example, a part, since they are based on the results of the injection molding simulations. The fact that the MRD model cannot represent the core layer in thick parts must always be taken into account by structural mechanics.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}