1. Introduction
Automatic fiber placement (AFP) technology is a production process in which resin-impregnated carbon fiber tape (prepreg) is automatically laid on a mold to make composite parts. This process has been widely used in the aviation industry in the past 30 years [
1].
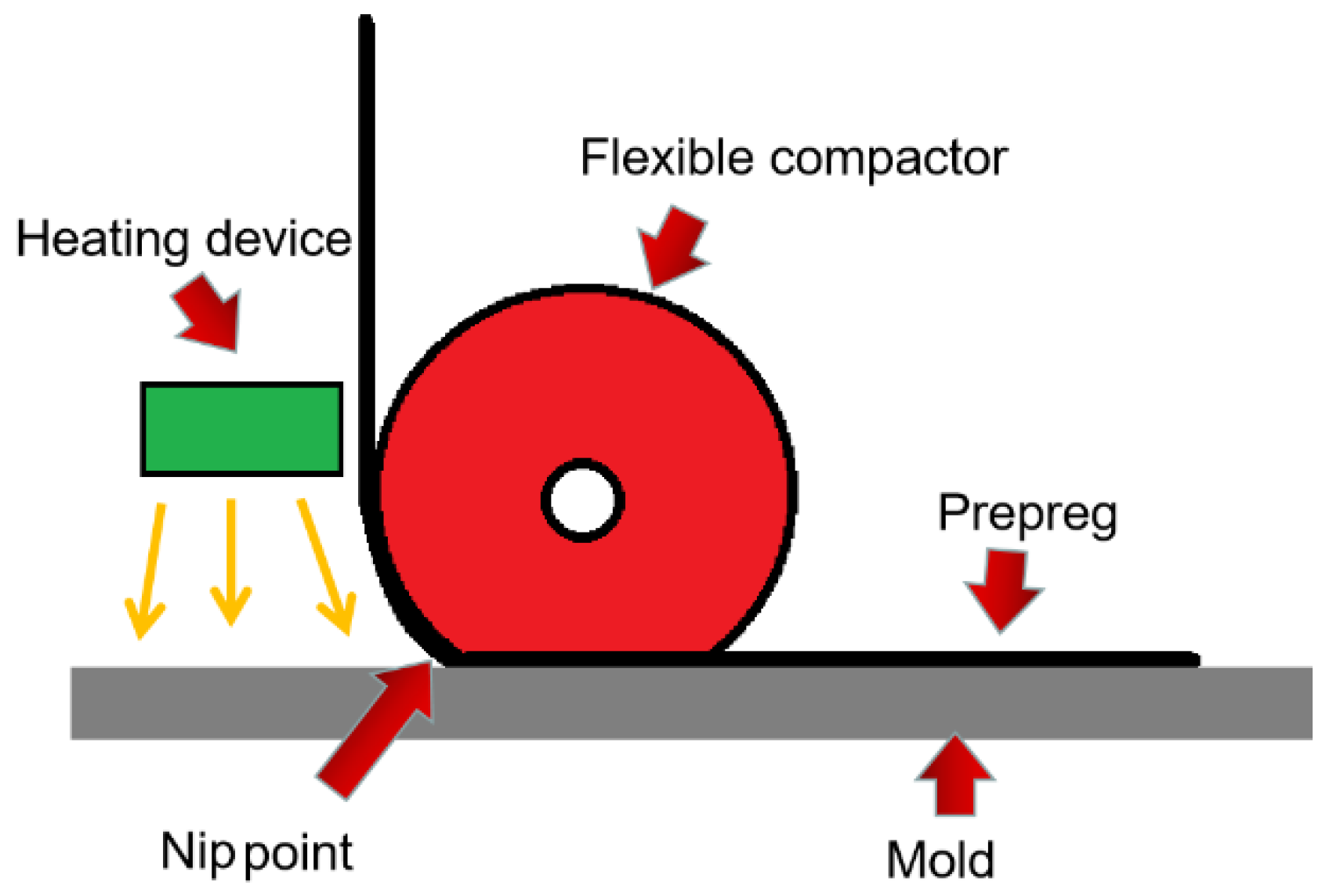
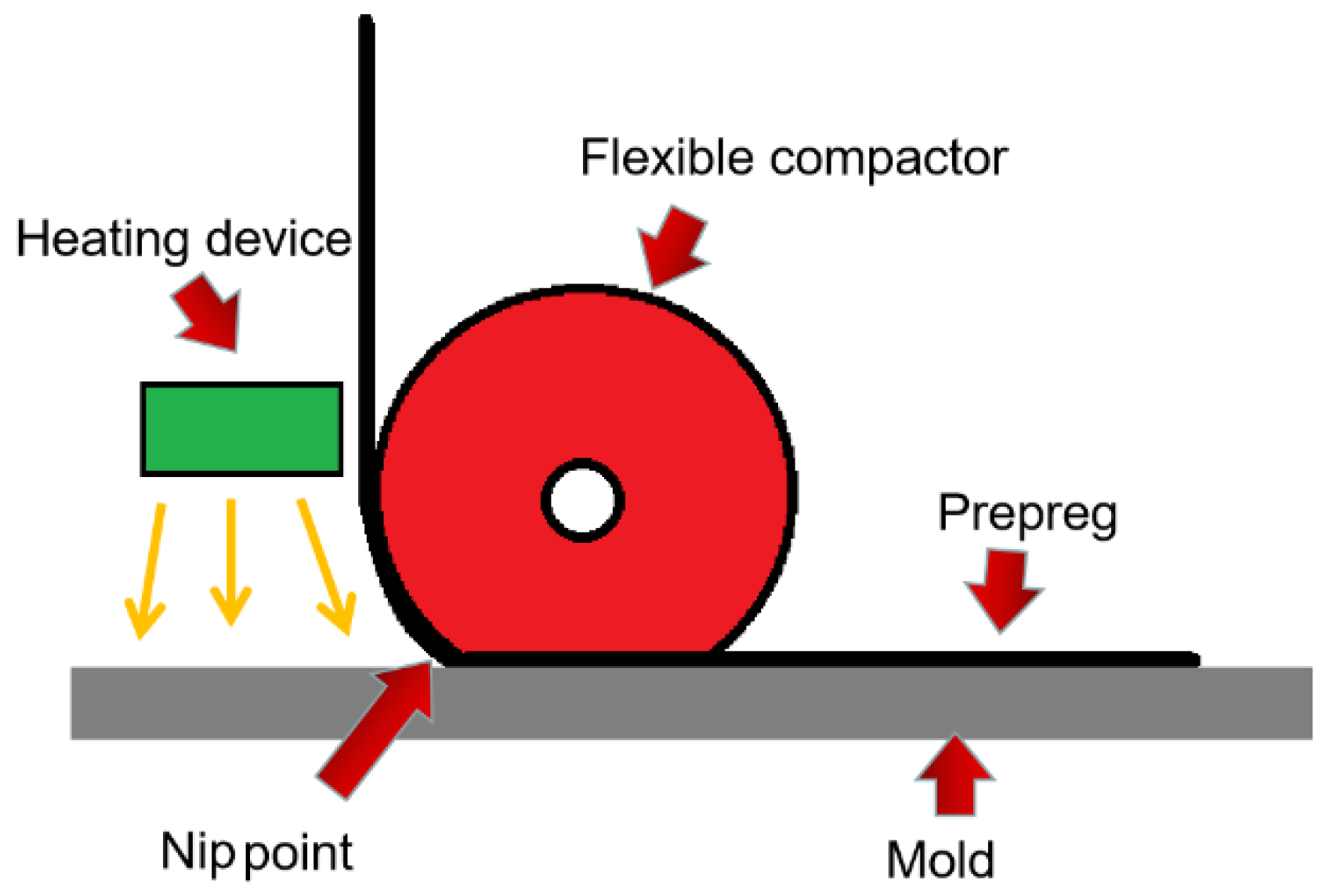
Figure 1 shows the working process of a thermoset AFP head. Compared with automatic tape laying (ATL) technology, AFP is more adaptable and can be used to manufacture composite material parts with complex curved surfaces [
2].
However, in actual production, the AFP process can only handle complex geometries to a certain degree. For example, fiber tension produces a component in the normal direction of the concave surface, which causes the prepreg to fall off the laminate surface [
3]. There are two sources of fiber tension. To ensure the reliability of AFP equipment, the fibers need to maintain a stable process tension. Additionally, since each prepreg has a certain width (e.g., “1/4”, “1/2”), additional tension will also be generated if the fiber trajectory steers in the plane of the prepreg [
4]. Since the bonding between the prepreg and the mold surface is weaker than the bonding between prepregs, this problem is particularly serious when the first layer is laid. For this reason, it is necessary to study the correlation law of prepreg bonding strength and process parameters.
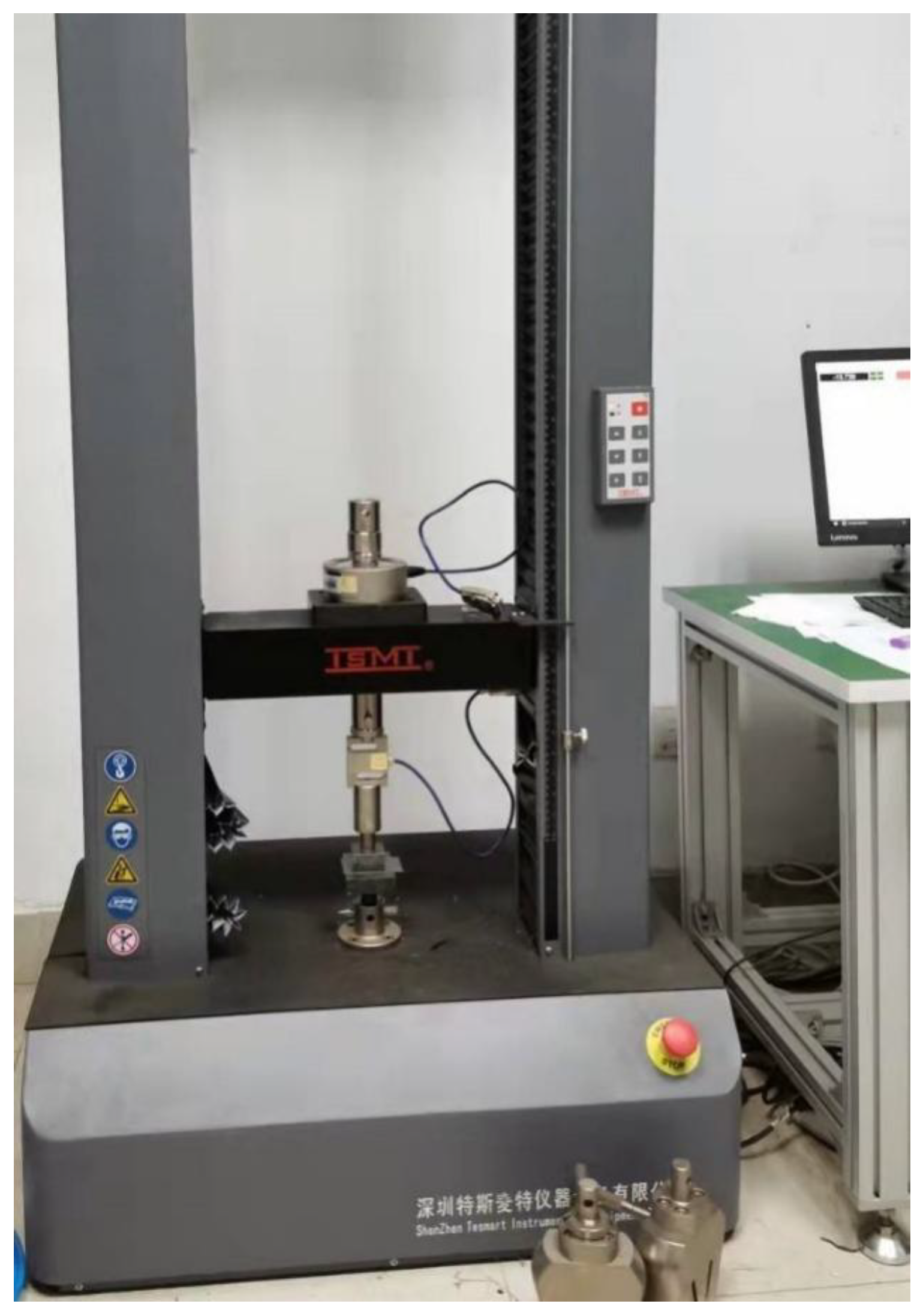
In existing research, the ability of prepregs to form bond strength is often referred to as tack. The first step in studying the tack of prepregs is to accurately measure it. Common tack test methods mainly include the probe test and the peel test [
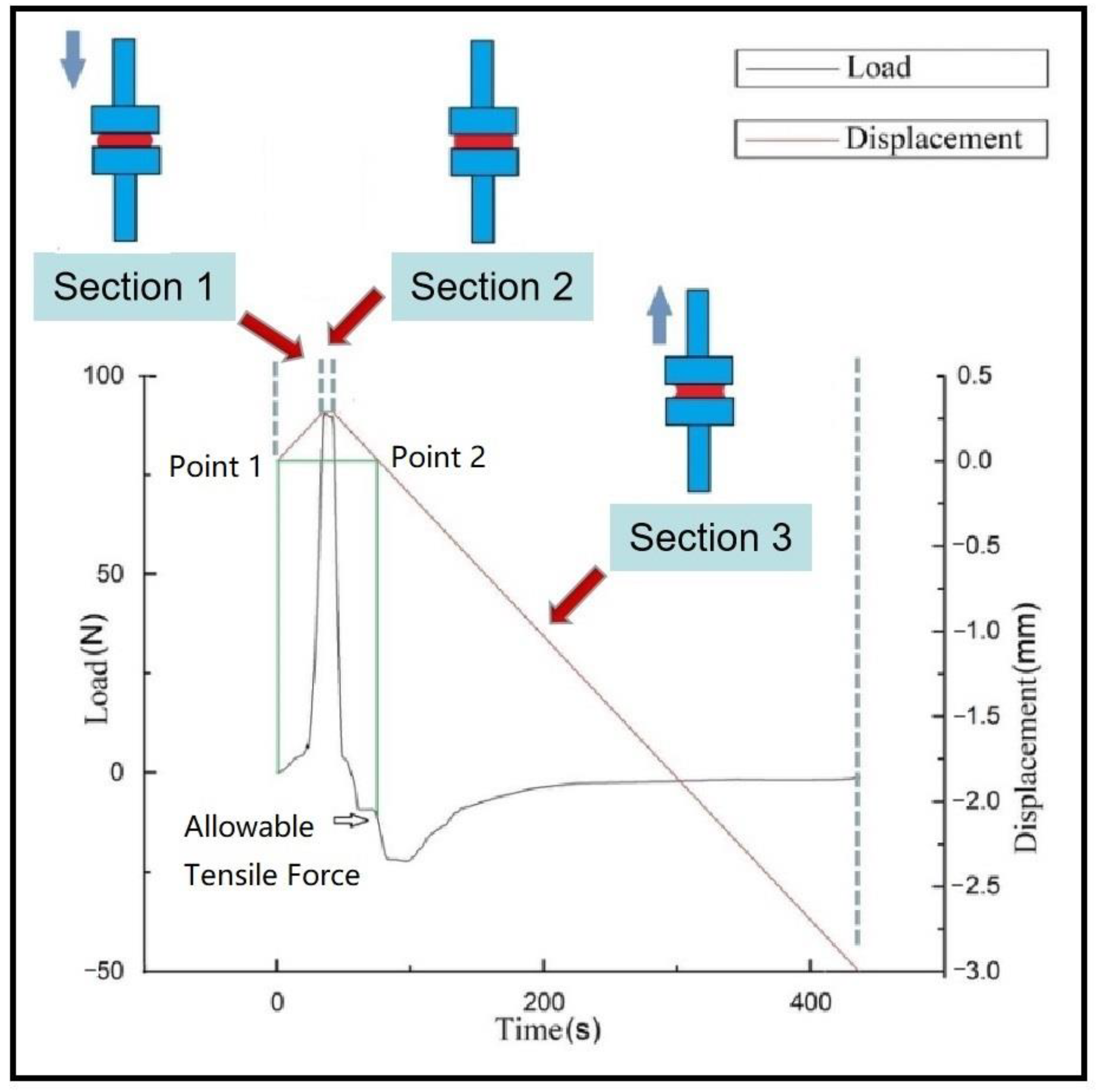
5]. Both tests are usually carried out on a universal testing machine. The method is to separate the sample after the bonding is formed and record the displacement and separation force during the process. The difference between the two methods is that in the probe test, the sample is stressed and falls off in the direction perpendicular to the joint surface. In the peel test, the stress point of the sample is at its edge, and the sample gradually peels off along the joint surface. In existing research, the probe test mainly measures the maximum normal stress that the sample can withstand during the separation process [
6], and the peel test mainly measures the average peeling force during the peeling process. There are many forms of peeling tests, among which the experimental methods developed by Crossley, Schubel, and Warrior are particularly suitable for simulating the AFP process [
7]. According to Williams and Kauzlarich’s analysis, the peel force per unit width of the sample represents the interfacial energy per unit area of the laminate [
8].
The process parameters that need to be controlled during the AFP process include laying temperature, laying speed, and laying pressure. The above three process parameters all affect the prepreg’s bonding strength. Laying temperature is a key factor affecting the tack of the prepreg [
9]. It refers to the temperature at the jointing point of the prepreg raw material and the existing ply—that is, the temperature at the nip point in
Figure 1. AFP equipment usually has a heating device to increase laying temperature and facilitate bonding. The suitable laying temperature in industrial production is mainly obtained by the trial-and-error method [
10], and the laying temperature of thermosetting prepreg is usually around 40 °C. Ahn et al. [
11] found that the tack of the prepreg exhibits a bell-shaped curve with temperature, and the maximum point of tack is 20–25 °C above the glass transition temperature of the prepreg resin; this is also consistent with actual production experience. The laying speed usually refers to the linear speed at which a single prepreg is placed on the surface of the product. It is determined by the speed of the equipment. In order to improve productivity, the laying speed of modern AFP machines can reach more than 1000 mm/s. Since the diameter of the flexible compactor that applies the laying pressure is usually about 60 mm, the chord length in contact with the mold when it is deformed is about 10 to 20 mm. This means the pressure time of the laying process is only a few milliseconds. [
12] The biggest challenge in measuring the bonding strength of the AFP process is to reproduce this ultra-short pressure process with experimental means. Crossley et al. [
13] found that the time–temperature equivalent coefficient measured by the rheological behavior of the prepreg can be used to predict the viscosity performance of the prepreg. According to this conclusion, the low-temperature and low-speed experiments can be used to simulate the actual high-temperature and high-speed AFP process. Smith et al. [
14] and Endruweit et al. [
15] used this method to estimate the bonding strength of the AFP process through peeling experiments, and the measured maximum placement speed can reach 2500 mm/min. Budelmann et al. [
16] found through probe tests that the bonding strength between prepreg layers increases with the increase in pressure time. Laying pressure refers to the pressure of the flexible compactor on the prepreg ply. The compactor pressing force of the AFP process is usually 1 N–5 N per millimeter of the compactor length. Dubois [
6] found that the bonding strength between prepreg layers increases with the increase in laying pressure. Endruweit et al. [
17] found that when the laying pressure is small, the bonding strength between layers increases rapidly with the increase in pressure, but when the laying pressure is high, the change in the bonding strength between layers with pressure is relatively insignificant.
Although the above research has improved the understanding of the formation mechanism of interlayer bonding strength, applying their conclusions to solve specific process problems remains difficult for multiple reasons. Firstly, although the time–temperature equivalent/peeling test method can be used to measure the peeling force at the actual laying speed, the occurrence of prepreg delamination mainly depends on the normal stress that the joint surface can withstand, which is not consistent with peeling force in the physical meaning. Second, the existing probe test method can measure the maximum tensile strength when the ply is separated. When the maximum tensile force is reached, however, the distance between the two layers of prepreg can reach 0.1 mm to 0.5 mm [
18]. Since the thickness of one layer of prepreg is only 0.1 mm to 0.2 mm, this distance means that the delamination defect between the layers has already occurred long in advance, which reduces the practical significance of the test result. Practical experience has proved that, if the maximum separation force measured by the probe test is used to predict the occurrence of delamination defects, the probability of defects occurring will be seriously underestimated. Third, the current research has not studied in detail the dominant physical effects in the interface bonding process. The analysis of process parameters remains mostly at the stage of qualitative analysis of discrete points, and the mathematical laws have not yet been summarized. Therefore, existing research is insufficient to predict the occurrence conditions of the debonding phenomenon on the concave surface.
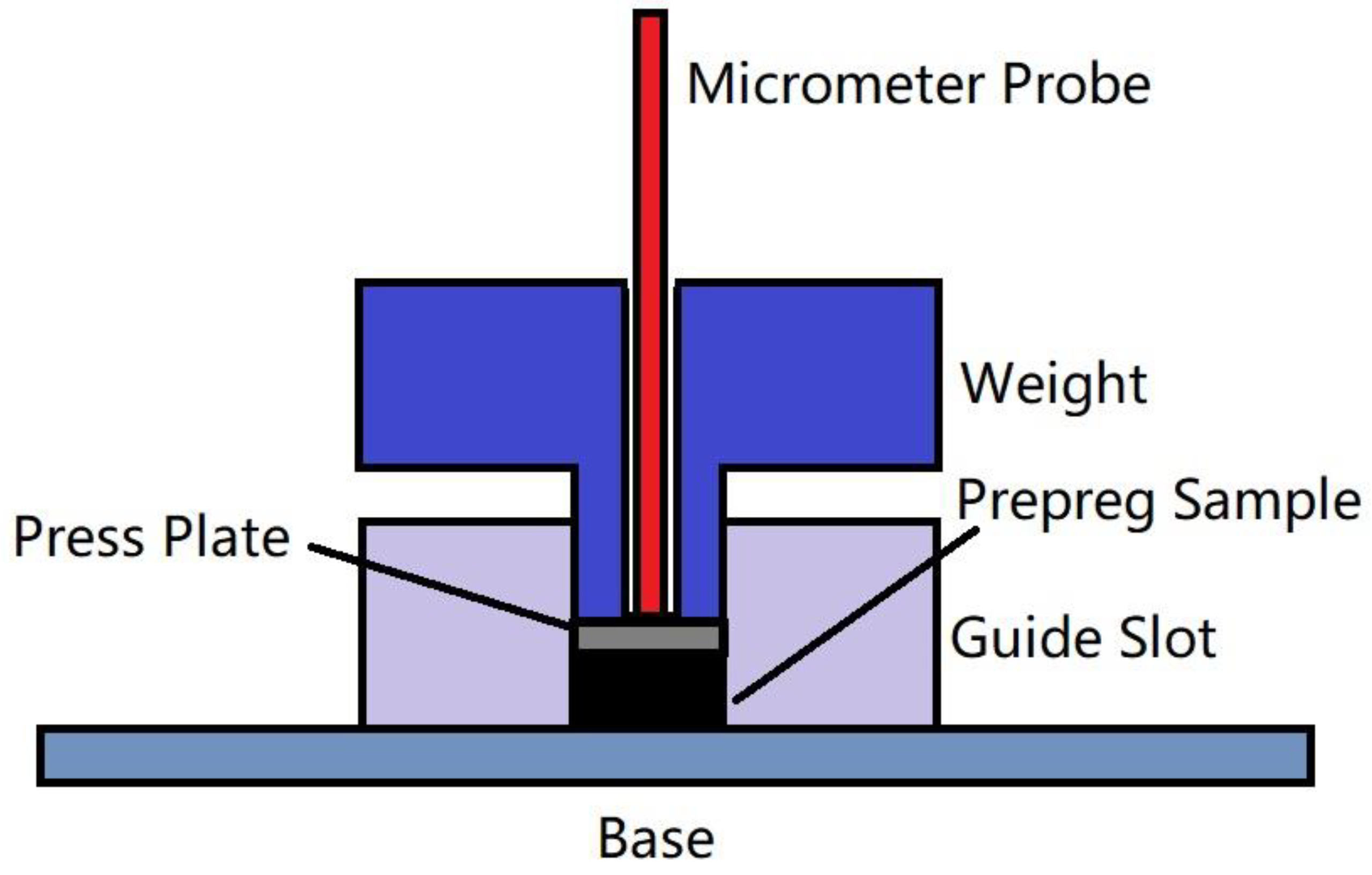
In order to measure the critical condition of prepreg delamination, this research proposes the concept of allowable interlaminar normal stress. The allowable interlaminar normal stress is the normal stress when normal tension is applied to the ply to allow its thickness to reach the thickness of the raw material, denoted as . This study will use the principle of time–temperature equivalence to conduct probe tests at lower temperatures to simulate the actual high-temperature and high-speed AFP process, thereby predicting under different working conditions. At the same time, this study will combine the reptation model and viscoelastic mechanics theory to study the law of change under different laying speeds and determine the dominant physical effect of the bonding process. As a result, engineers can use parameters such as mold curvature and trajectory radius to obtain the allowable normal stress at each point on the trajectory and select an appropriate layup speed and prepreg tension according to the relationship between the layup speed and .
2. Related Physical Model
2.1. Mechanical Model of Debonding Phenomenon on Concave Surface
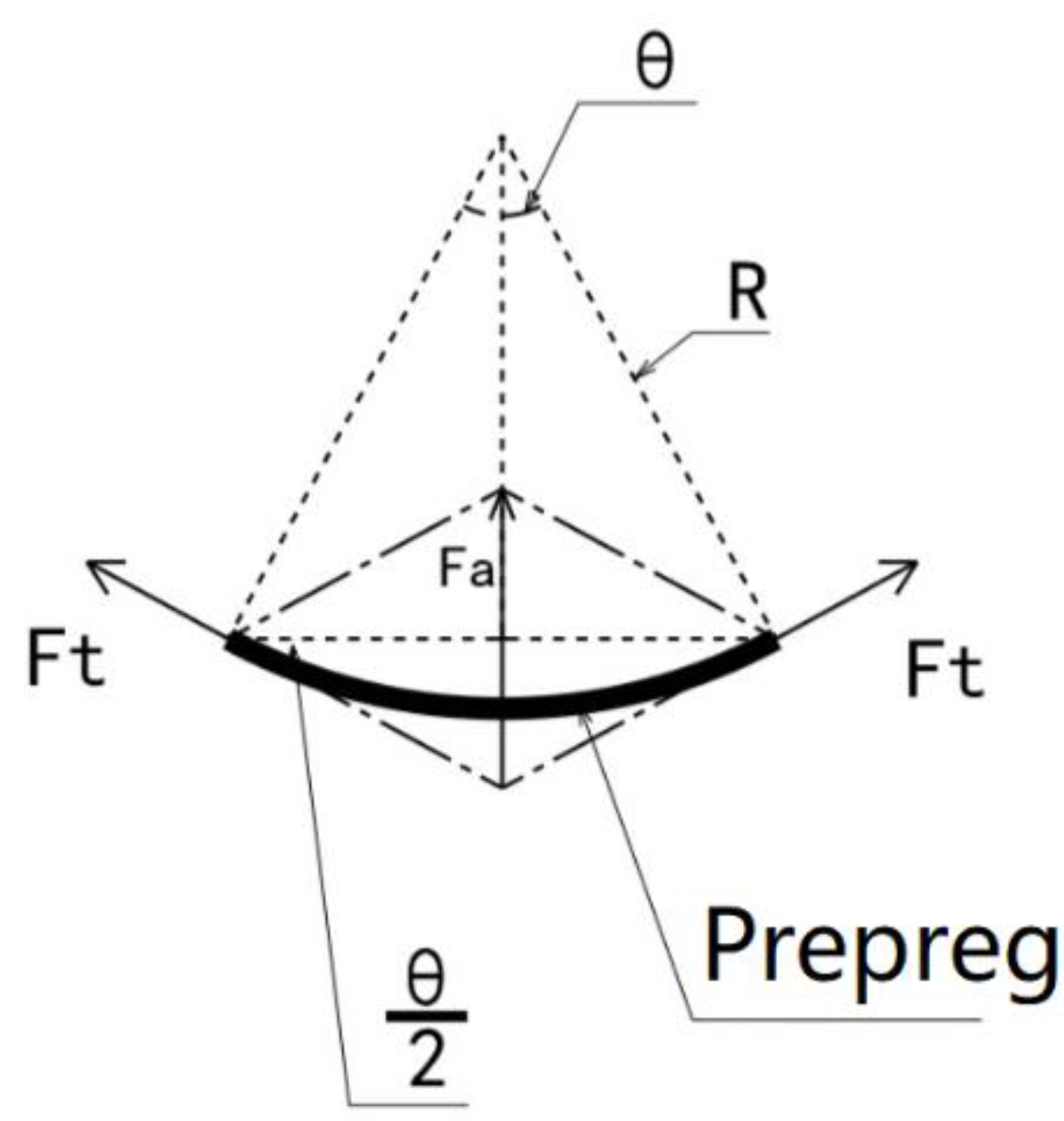
According to the mechanics and calculus theory, the fiber tension along the tangential direction of the negative curvature surface will produce a normal stress component in the normal direction of the surface, the magnitude of which is inversely proportional to the radius of curvature; see
Figure 2.
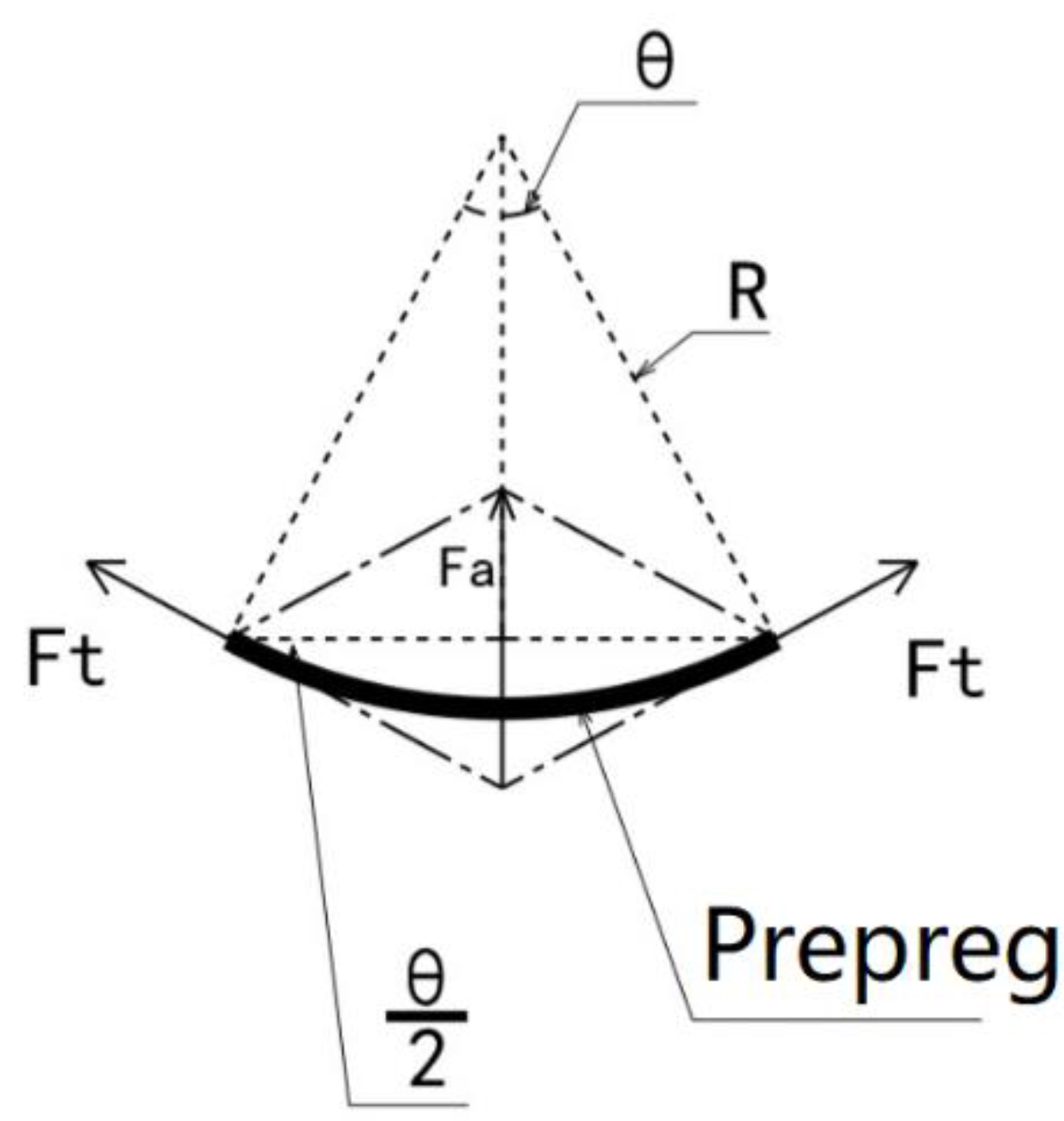
Figure 2 shows a prepreg microelement on a concave curved surface. Let the microelement length be
, the radius of the curved surface be
, and the fiber tension be
. It can be seen that
will produce a component force
on the normal side of the surface. The magnitude is:
Therefore, the fiber tension will produce normal stress
on the surface of the prepreg. Setting the fiber width as
, we obtain:
Equation (2) shows that the possibility of bridging at each point on the fiber path depends on the fiber tension and the path curvature at that point. Due to the non-linear tack of the prepreg, the occurrence of bridging is a probability problem. Under the same radius of curvature, when the turning angle increases, the fiber length will increase, and the probability of bridging will increase accordingly. However, this is a global problem. From the process parameter point of view, the purpose of this research is to find the local critical point and apply the corresponding process parameters to the full path to minimize the probability of bridging. Therefore, Formula (2) is used as the starting point for the research. It can be seen from the above formula that when , the prepreg will be debonded; the greater the fiber tension, the smaller the radius of curvature, and the easier it is for defects to occur.
2.2. Time–Temperature Equivalence Principle
The principle of time–temperature equivalence means that the same viscoelastic behavior of a polymer can be observed at a higher temperature for a shorter period of time, or it can be observed at a lower temperature for a longer period of time. Therefore, it is possible to study the viscoelastic performance of the polymer in a short time under high temperatures with a longer action time at a low temperature. Crossley [
13] found that by testing the rheological behavior of the prepreg resin, the time–temperature equivalent parameters can be obtained in the form of the Williams–Landel–Ferry (WLF) equation. The viscoelastic behaviors of the prepreg predicted by these parameters, such as the bonding strength and compressive creep of the prepreg, are highly consistent with the experimental measurement results. This shows that the bonding strength of the prepreg conforms to the principle of time–temperature equivalence and can be predicted by the time–temperature equivalent coefficient measured in the creep behavior. Suppose the time–temperature conversion coefficient from temperature
to temperature
is
, and
/
are constants that can be calculated from experimental data (
is dimensionless,
is in the unit of K), then the form of the WLF equation is:
Let
be the viscoelastic behavior quantity of the prepreg with the action time
when the temperature is
; then, at any temperature
, the viscoelastic behavior quantity
of the prepreg with the action time
can be calculated as follows:
Gergesova et al. [
17] give a closed-form solution method for calculating the time–temperature conversion coefficient
according to the viscoelastic behavior curve at different temperatures. See reference [
18] for the specific calculation method.
2.3. Prepreg Interlayer Bonding Model
Wool and O’Connor [
18] described the resin interface fusion process. Let the glass transition temperature of the resin be
; when
, the process can be divided into five stages, namely, surface rearrangement, surface approach, wetting, diffusion, and randomization. There are two dominant effects in this process. The first is the increase in resin contact area caused by the deformation of the resin. The second is that when the resin–resin interface is formed, the interpenetration of molecules on both sides of the interface leads to an increase in interface bonding strength. For prepregs, however, the situation is different from pure resin bonding.
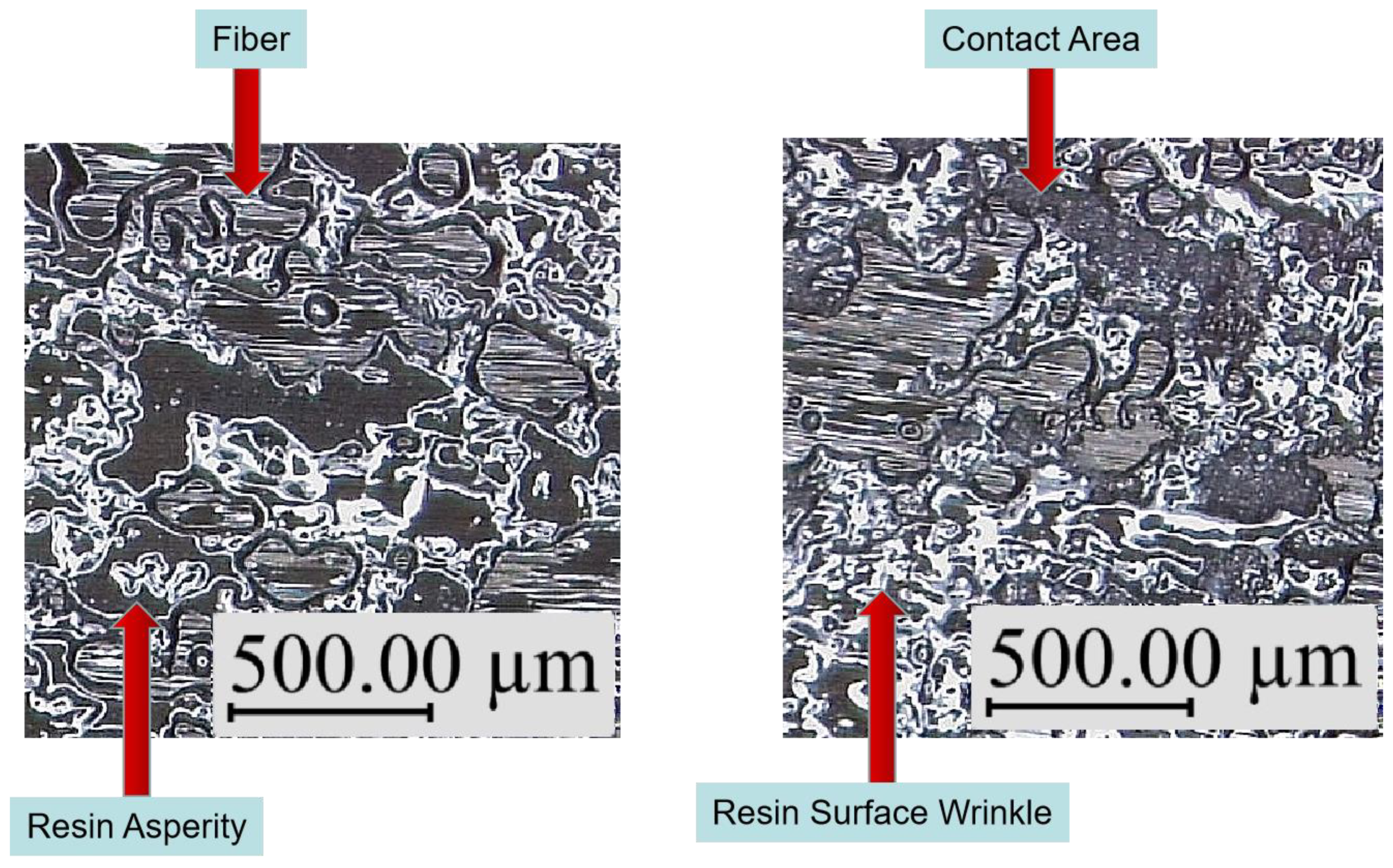
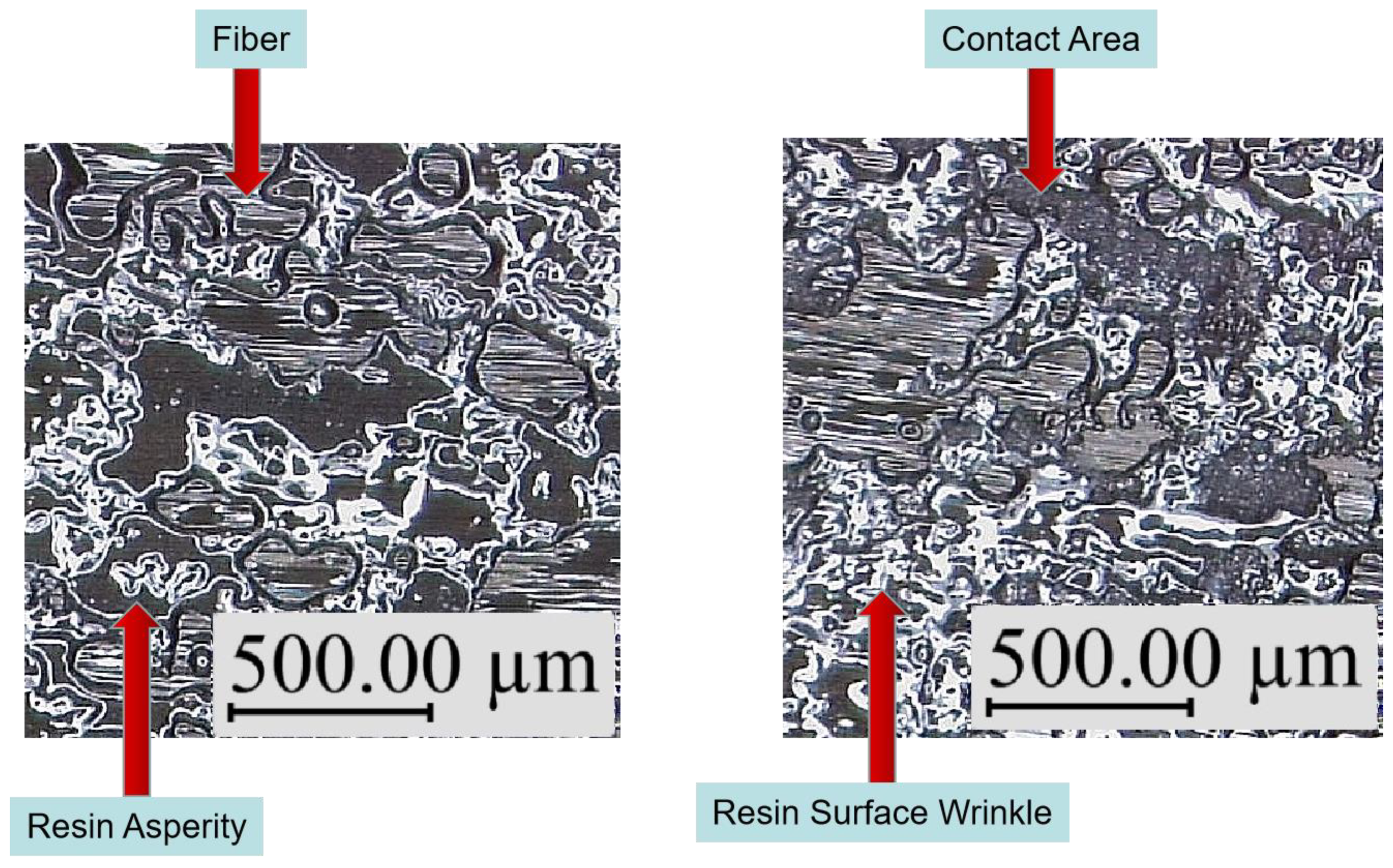
Figure 3 shows the surface morphology of Hexcel M21C prepreg taken with a Leica DVM 6A three-dimensional profiler. It is found through measurement that resin is randomly distributed on the surface of the prepreg in blocks, and its height ranges from about 30 to 40 microns. When the prepreg is compressed, these resin asperities will continue to deform, resulting in a continuous increase in the interface resin contact area. At the same time, for the resin–resin interface that has been in contact, the resin molecules on both sides of the interface will continue to diffuse until the strength of the interface reaches the strength of the resin matrix. In other words, during the bonding process, for each specific resin–resin interface, the bonding process may be in one of the above five stages. However, for the whole piece of prepreg, due to a large number of resin asperities and their different shapes, these five stages may occur simultaneously on different resin asperities.
Aiming at the resin deformation in the above two dominant effects, Lee and Springer [
19] used laminar flow theory to simplify the resin deformation process and came to the following conclusions:
In the above formula,
is the close contact rate of the interface resin,
is a constant determined by the geometric distribution of the interface resin, and
is the time of applying pressure.
is the pressure applied to the resin, and
is the viscosity of the resin system. The main problem of Equation (5) is that its accuracy has a lot to do with the parameter
, which represents the geometric characteristics of the prepreg surface and is difficult to measure [
20]. Loos et al. [
21], aiming at removing any empirical data from the model, used a surface analyzer to characterize the surface roughness or waviness of APC-2 prepreg sheets and determine the value of
. However, Bulter et al. [
22] pointed out that the measurements given by current profilometry methods or deduced from micrographs of the actual surface were not consistent with the model as they give information of the real shape of the surface and not the rectangular shape. However, assuming
is the time required for the resin to fill the entire interface, it still can be seen that if the pressure does not change during the laying process, when
, there are:
Aiming at molecular diffusion, Wool et al. [
19] used the reptation model to establish the relationship between the interface strength
and the diffusion time
. Letting
be the time for the molecules on both sides of the interface to diffuse completely so that the strength of the interface no longer increases,
is the strength of the resin matrix,
is the molecular weight of the resin, when
:
For certain types of prepregs,
is a fixed value. Therefore, when
:
If delamination defects occur under the allowable normal stress , it is obvious that . It should be noted that Formula (6) describes the deformation process of the entire prepreg surface after being compressed, while Formula (9) describes the local phenomenon when a pair of specific resin asperities are in contact. Since contact is a prerequisite for diffusion, and as mentioned above, the surface morphology of the prepreg is complex, and the time when the resin asperities start to contact varies from place to place, so is not equal to .
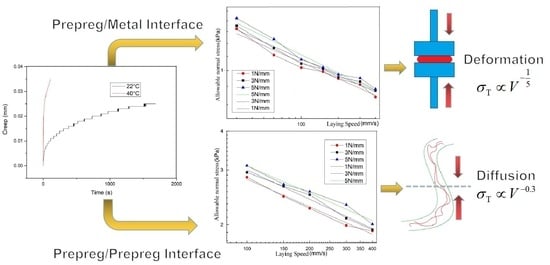
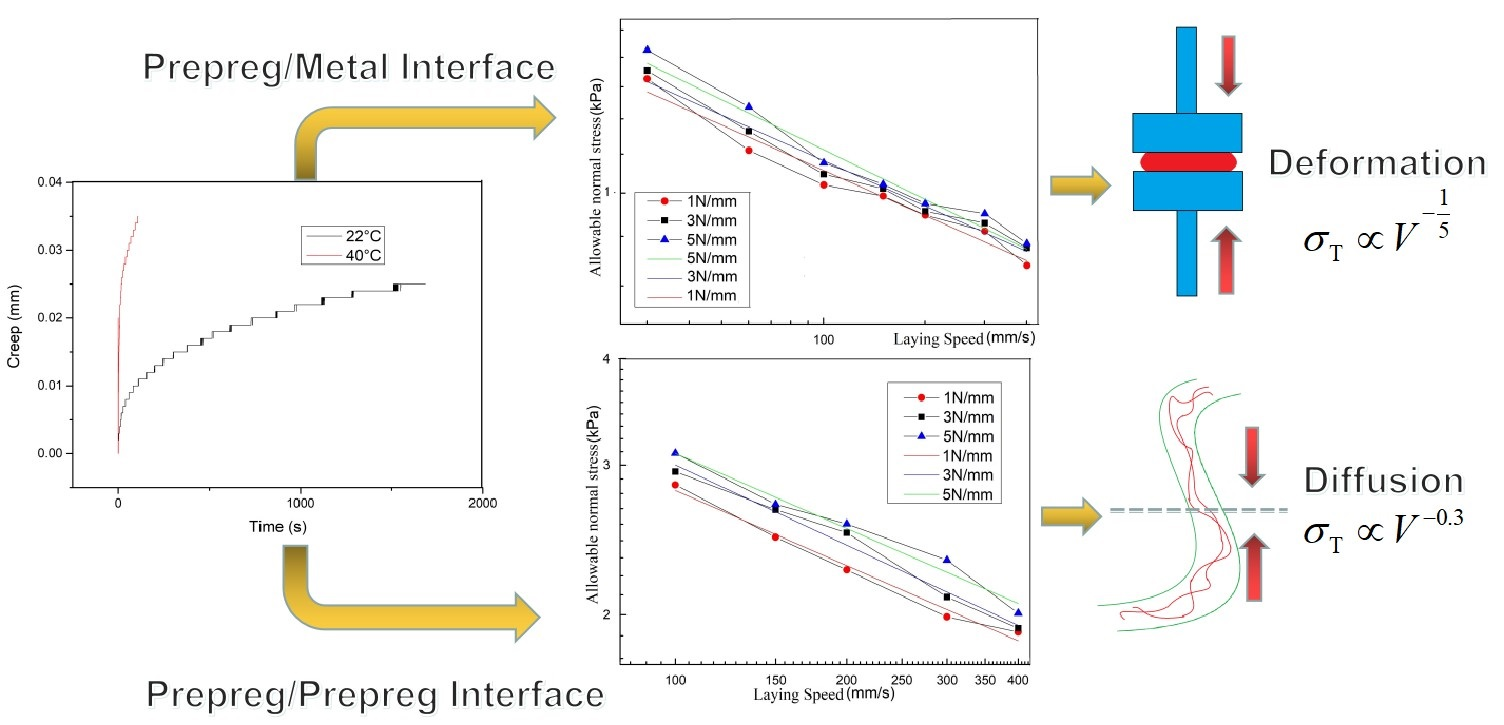
For the prepreg/metal interface, the resin molecules cannot diffuse into the metal side; that is, is a constant. Therefore, if the logarithm of and the laying speed are taken at the same time and the curve can be fitted with a straight line with a slope of −1/5, then the correctness of Formula (6) can be verified, and the relationship between laying speed and allowable normal stress can be determined.
For the prepreg/prepreg interface, if the resin asperities on the two layers of prepreg all come into contact at the moment of pressure and the molecular diffusion is always going on during the entire laying process, then is equal to . In this case, . Therefore, the slope of the curve should be −0.45. On the other hand, if the slope of is −0.2 (consistent with the prepreg/metal interface), it proves that can be regarded as a constant. This shows that the time for complete molecular diffusion is so short that the effect of molecular diffusion on the bonding strength can be completely ignored. Additionally, if the slope of is between −0.2 and −0.45, it means that the resin asperities on the two layers of prepreg are gradually in contact, and the allowable normal stress is affected by both resin deformation and molecular diffusion.
6. Application of Experimental Results in Production
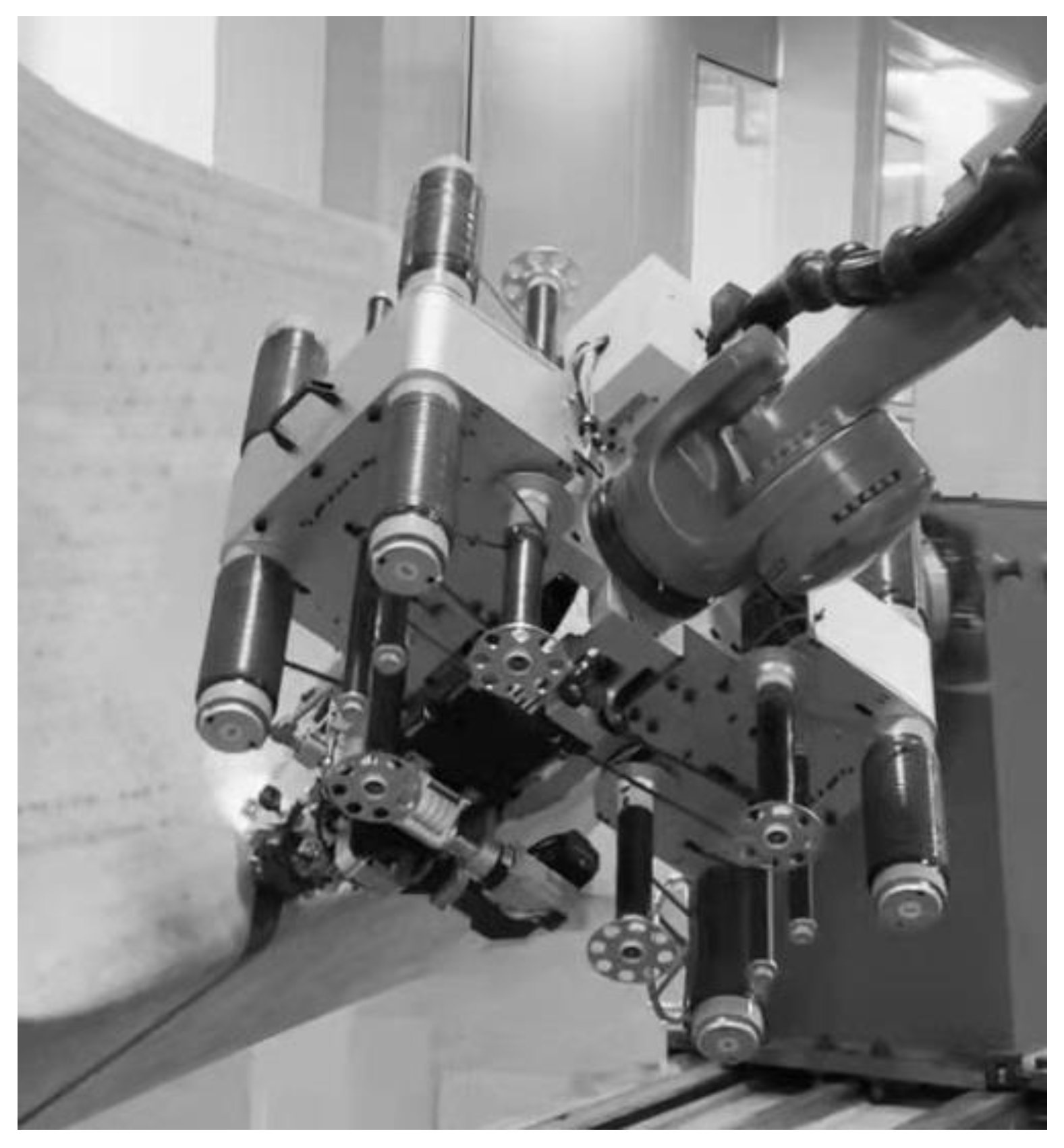
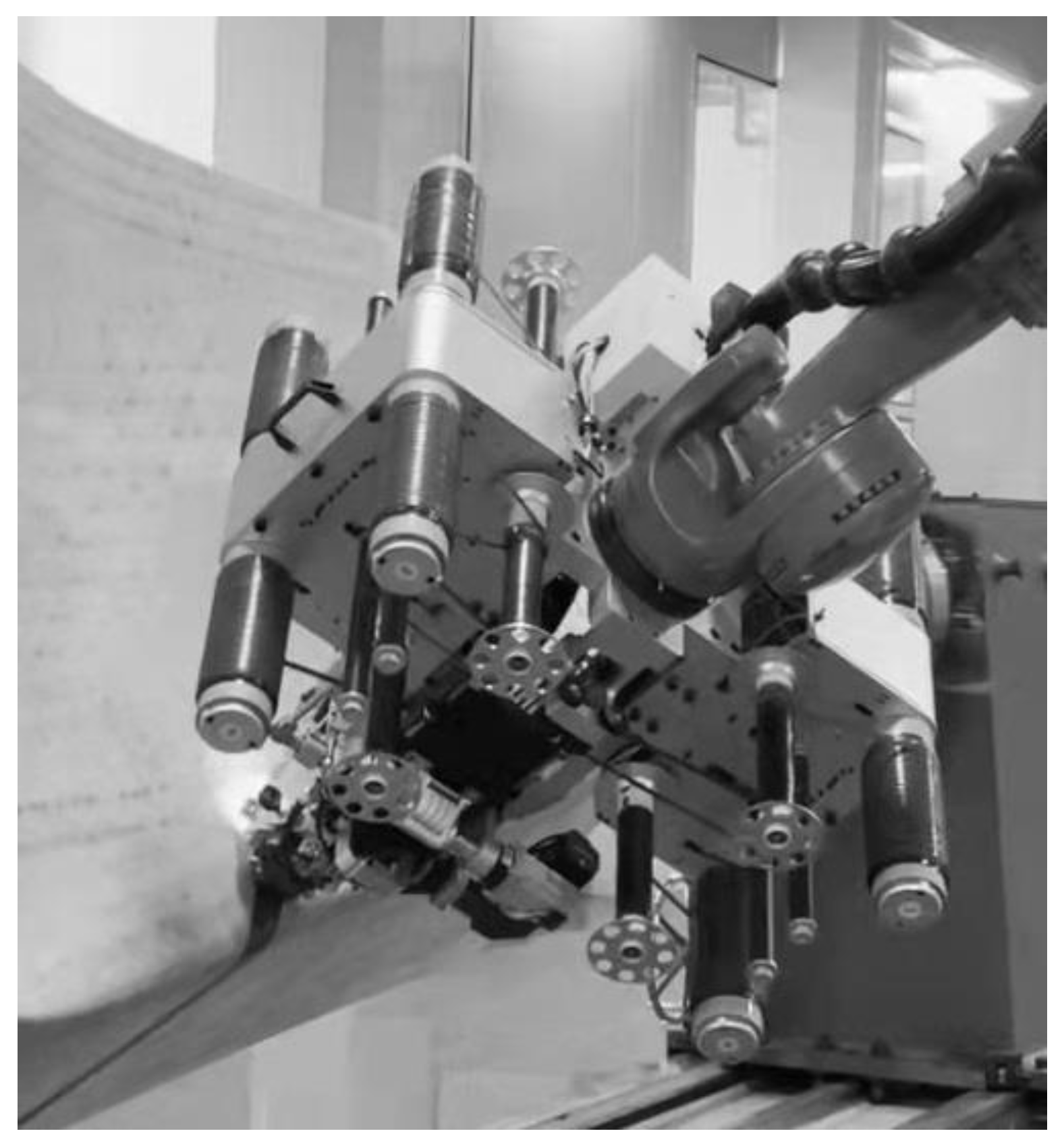
The results of this study have guiding significance for the automatic placement of parts with complex surface features. In the figure below, an eight-fiber robotic AFP machine designed by the author of this article is manufacturing a part with a complex curved surface (the single fiber width W is 6.35 mm).
The part shown in
Figure 19 has a complex body with multiple concave surfaces, convex surfaces, and ridgelines, and the radius of the concave surface varies from 350 mm to 400 mm. For this type of part, the mold surface that the same laying path passes through often has both convex and concave features, which brings great challenges in ensuring the laying quality. The main problem is that when the laying path passes through the ridgeline area, the flexible compactor cannot press the prepreg on the ridgeline all the way. At this time, the fiber tension needs to be maintained at a large value since it is used to achieve bonding in a manner similar to filament winding. However, as mentioned earlier, when the laying path passes through a concave surface, excessive fiber tension will cause bridging defects. Therefore, it is necessary to switch the fiber tension in real-time according to the geometric characteristics of the path.
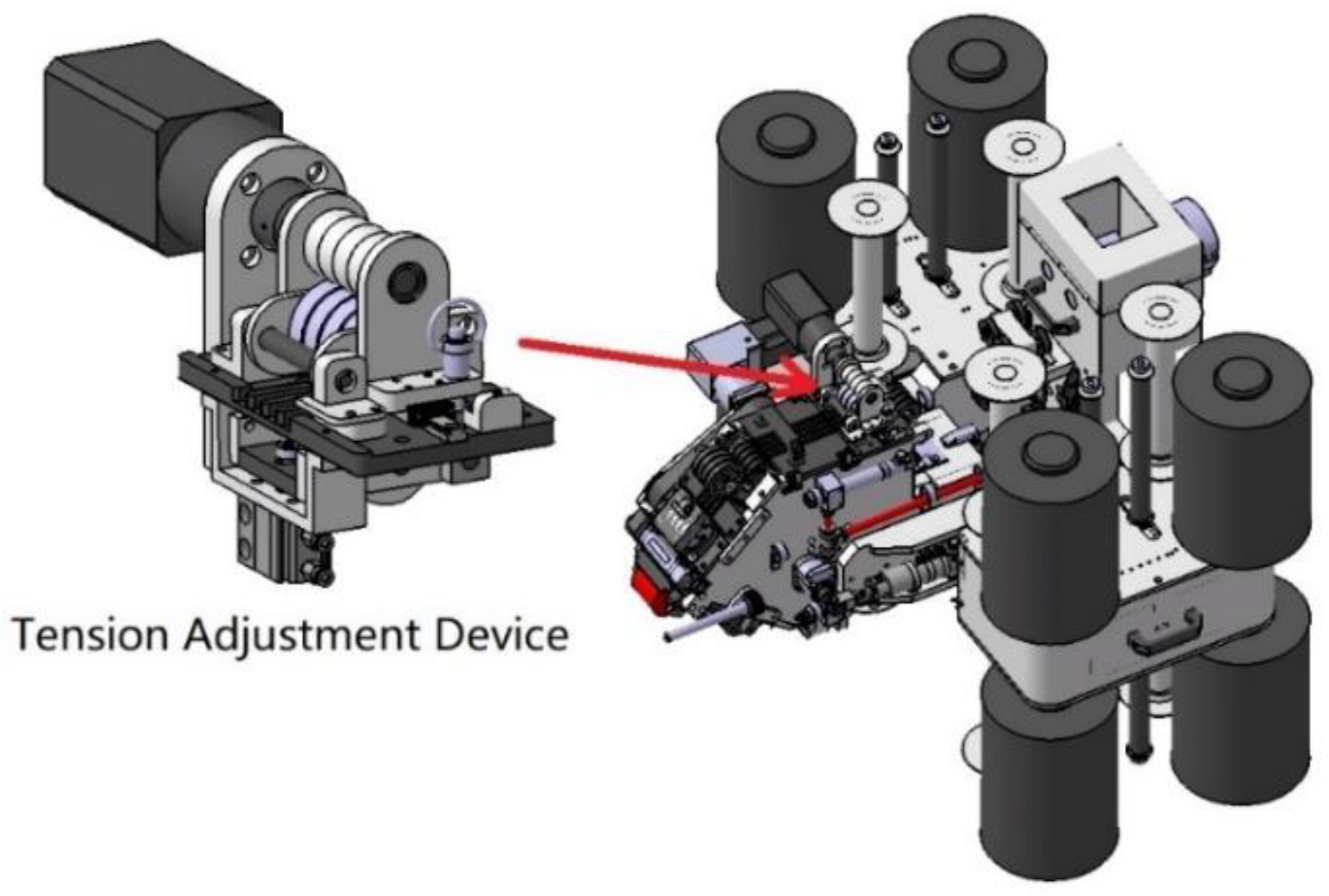
In the thermosetting automatic placement process, the main function of the tension of the prepreg is to remove the backing film of the prepreg by winding it on a passive roller. Generally, the fiber tension is maintained at about 5 N. To achieve the goal of laying on complex curved surfaces, a real-time tension adjustment device is specially integrated on the AFP head, as shown in
Figure 20.
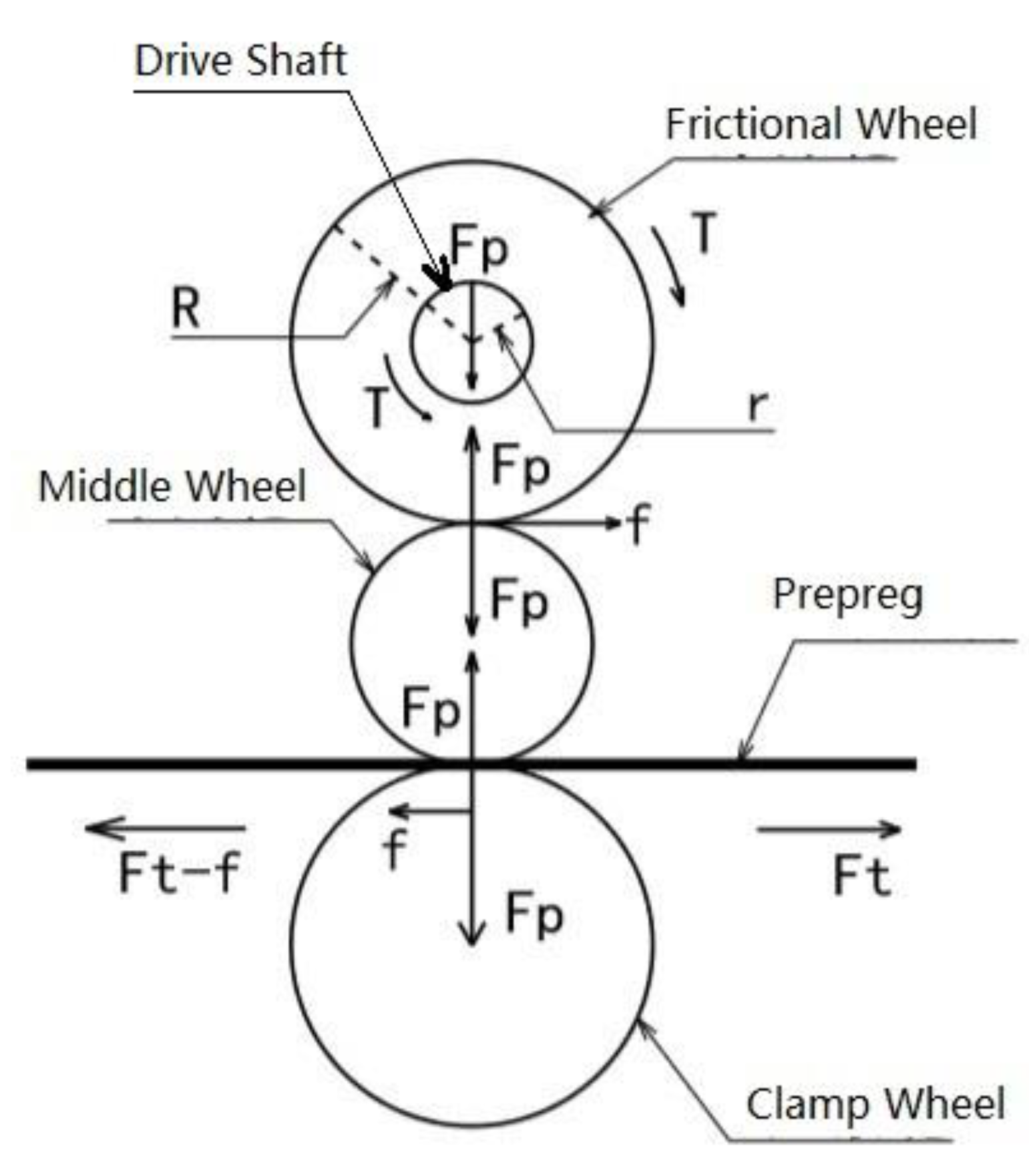
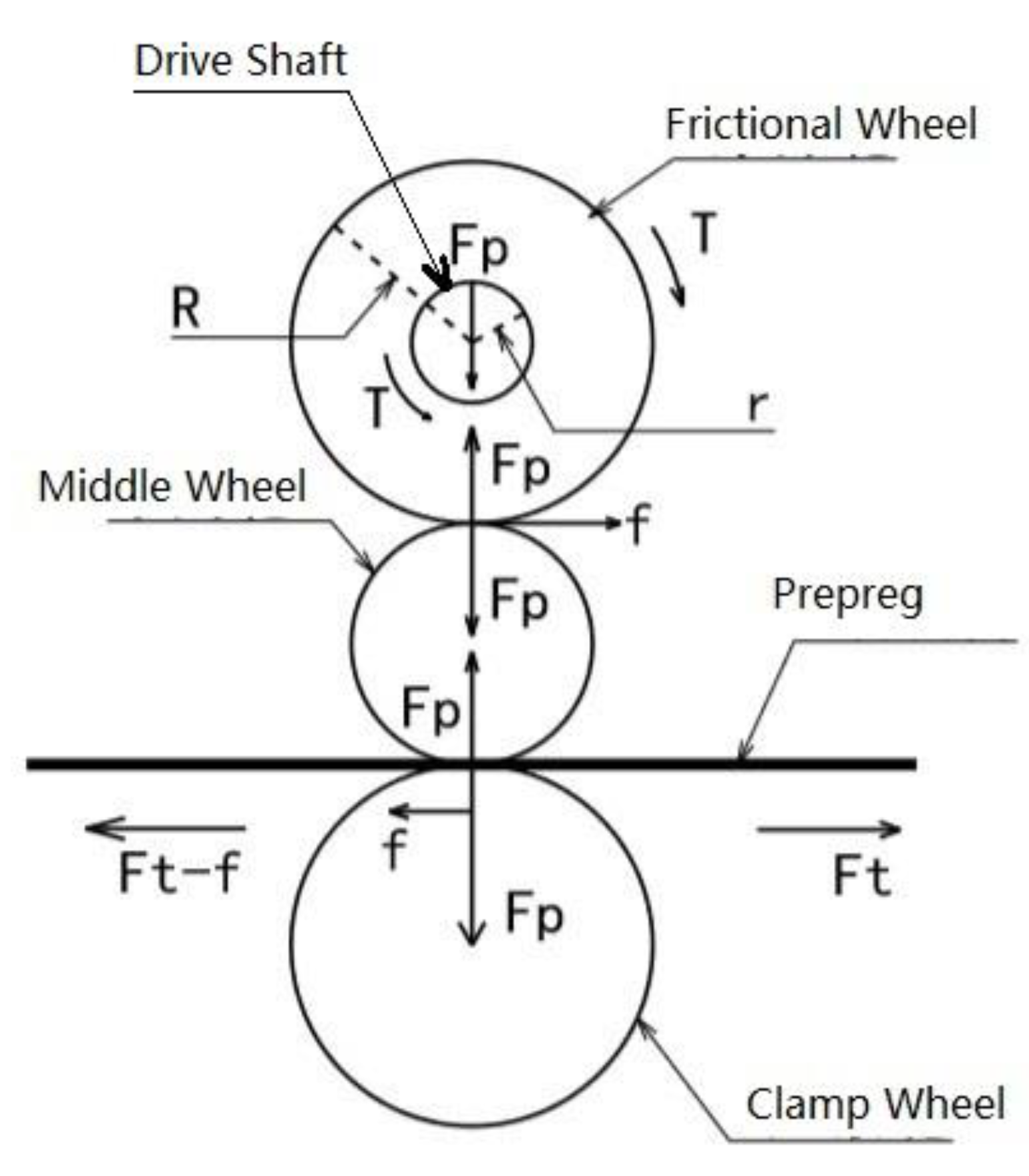
The real-time tension adjustment device is mainly composed of a drive shaft, frictional wheels, middle wheels, and clamp wheels.
Figure 21 is the free body diagram of a real-time tension adjustment device. During the laying process, the prepreg advances from right to left in
Figure 21. An air cylinder is used to apply force to the clamp wheel, and the prepreg is clamped between the clamp wheel and the middle wheel. The middle wheel can float up and down freely, and the clamping force is transmitted to the frictional wheel through the middle wheel. The frictional wheel is placed on a motor-driven shaft and slides against it. The shaft rotates counterclockwise at a speed greater than the maximum fiber laying speed.
Suppose the friction coefficient between the driveshaft and the frictional wheel is
, the prepreg tension is
, and the clamping force from the clamp wheel to the middle wheel is
. It can be seen from
Figure 21 that the clamp force is transmitted to the drive shaft by the frictional wheel. Since the drive shaft rotates counterclockwise and the speed is greater than the linear speed of the prepreg, a sliding frictional force will be generated between the driveshaft and the frictional wheel, the magnitude of which is
. This frictional force will generate a driving torque
to the frictional wheel. When the prepreg is laid at a uniform speed, the frictional wheel torque is balanced, so the middle wheel has a friction force
on the frictional wheel. Since the maximum static friction force between the frictional wheel and the middle wheel is
, which is significantly greater than
, slip occurs between the frictional wheel and the drive shaft instead of between the frictional wheel and the middle wheel. Since the middle wheel also rotates at a uniform speed at this time, the driving force of the middle wheel on the prepreg is also
. Therefore, after passing through the device, the tension of the prepreg will become:
When , the movement state of the prepreg after passing the tension adjustment device remains unchanged, but the tension decreases. By adjusting the clamping force , that is, adjusting the air pressure of the clamp cylinder, the tow tension can be adjusted freely. According to experiments, this device can freely adjust the tension of the prepreg between 1.5 and 5 N.
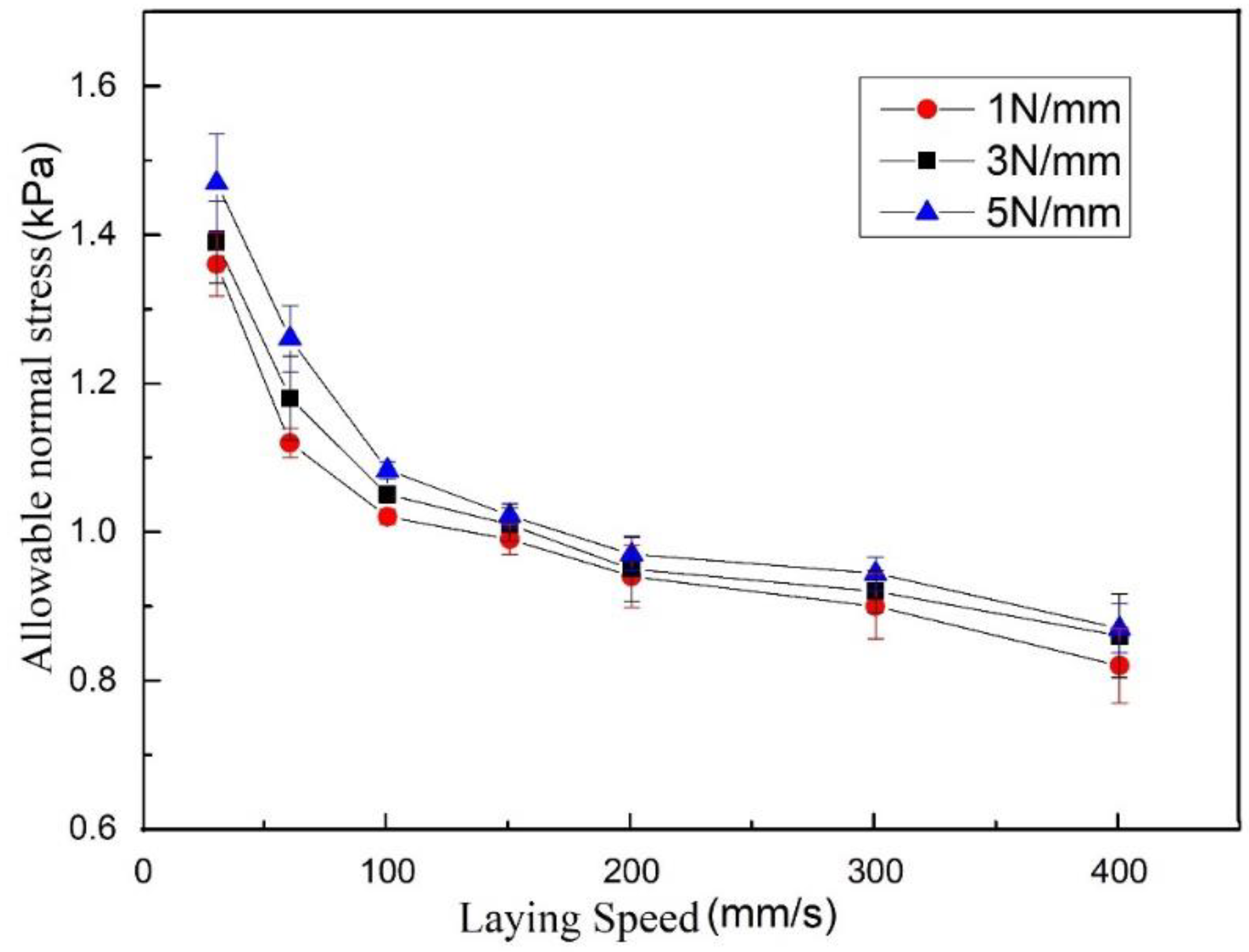
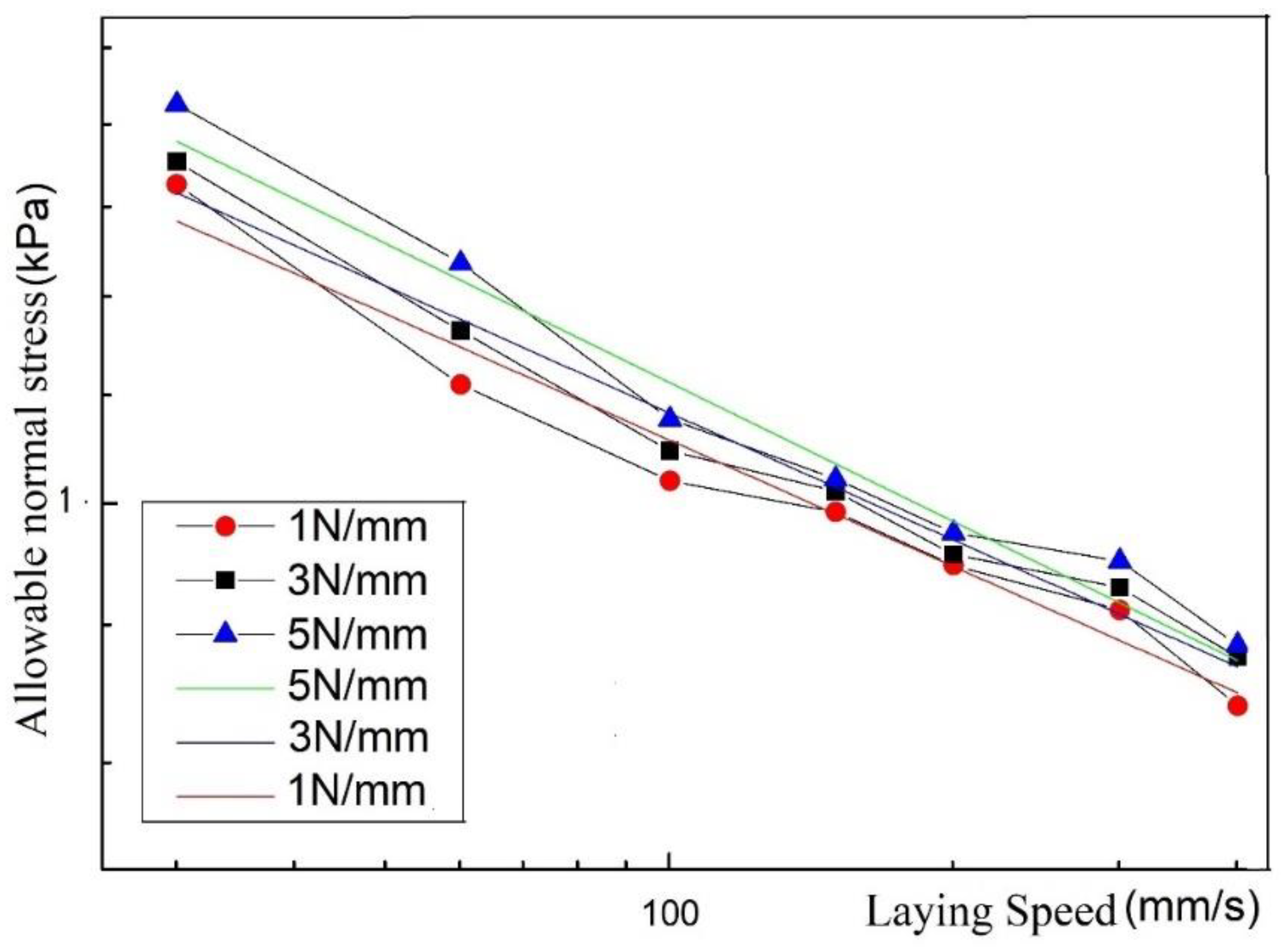
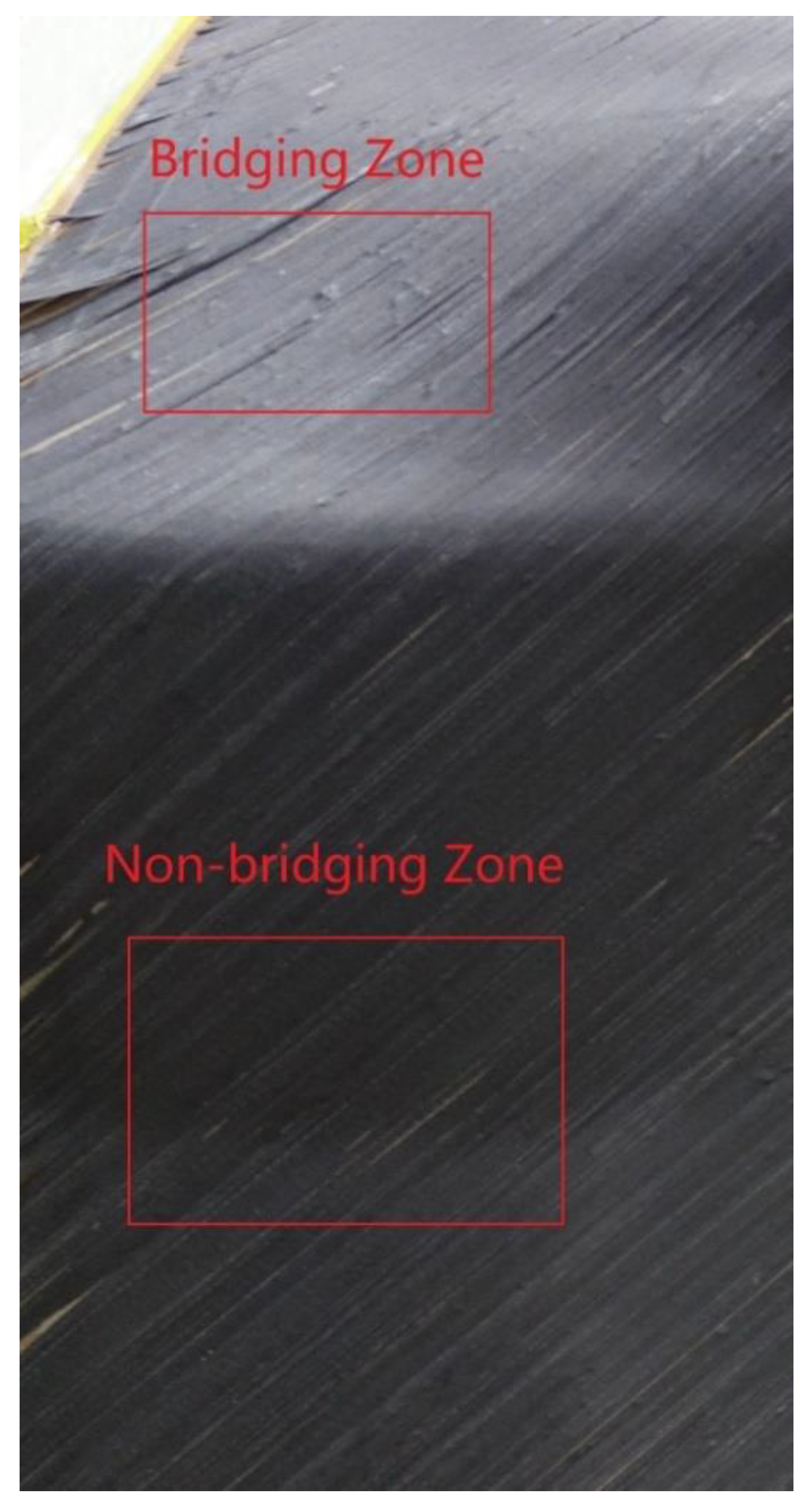
In this project, the user has special requirements for process parameters, and the laying speed is limited to 100 mm/s. According to the allowable stress value measured in
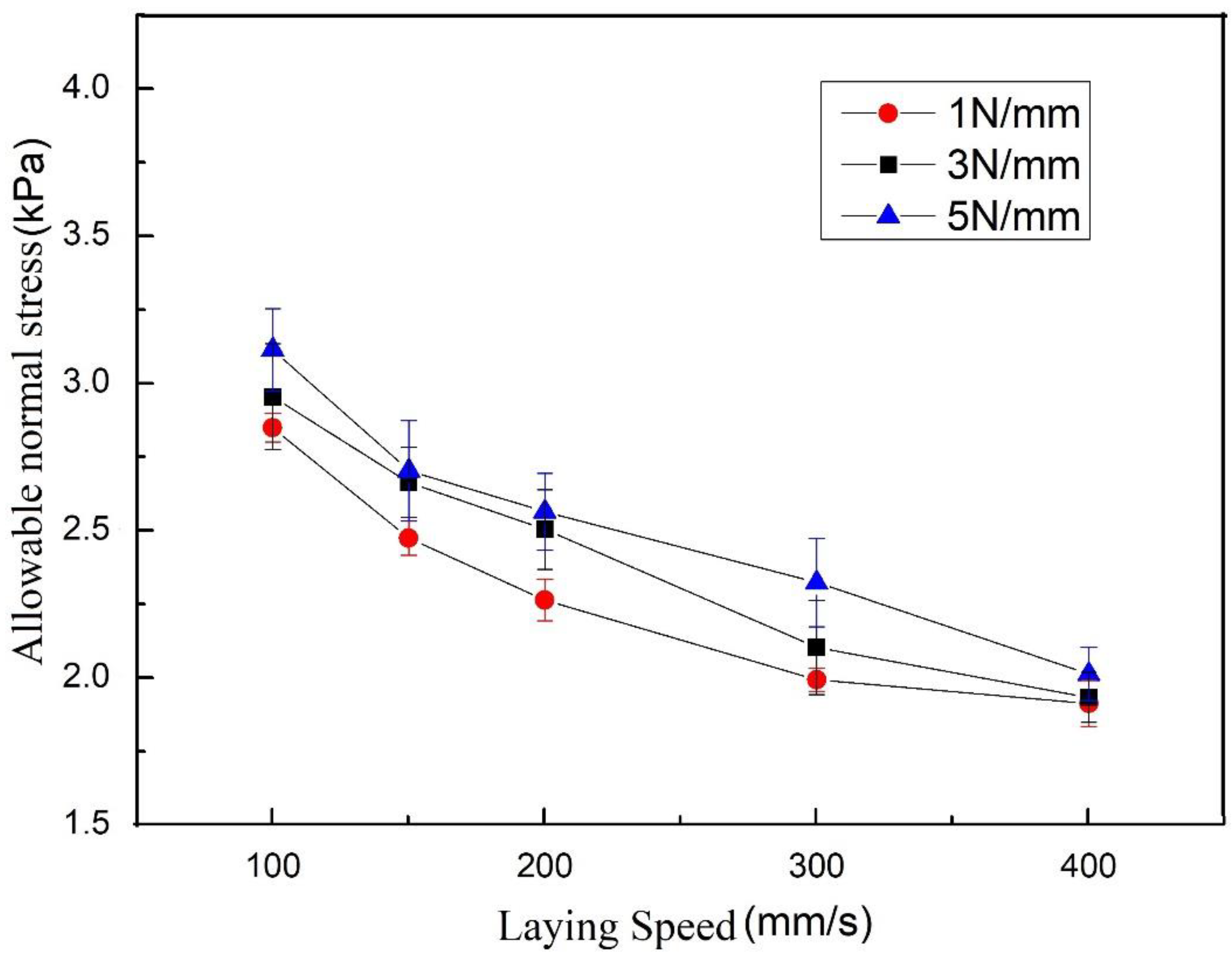
Section 4.2.2, when the compactor pressing force is 1 N/mm, 3 N/mm and 5 N/mm, and the laying speed is 100 mm/s, the allowable normal stresses between the prepreg and the mold are 1.02 kPa, 1.05 kPa, 1.08 kPa, respectively. As the laying pressure increases, the allowable normal stress changes very little. The compactor pressing force selected in this project is 1 N/mm. Since the radius of the concave surface of the mold is between 350 mm and 400 mm, according to Equation (2), if the prepreg tension is 5 N, in order to prevent bridging defects, the allowable normal stress needs to reach
or more. This shows that when the prepreg tension is maintained at 5 N without using the tension adjustment device, bridging defects will occur when passing through the concave surface. However, if the tension of the prepreg is adjusted to 1.5 N by the tension adjusting device, the allowable normal stress only needs to reach
to prevent bridging defects from occurring. Research has proved this conjecture.
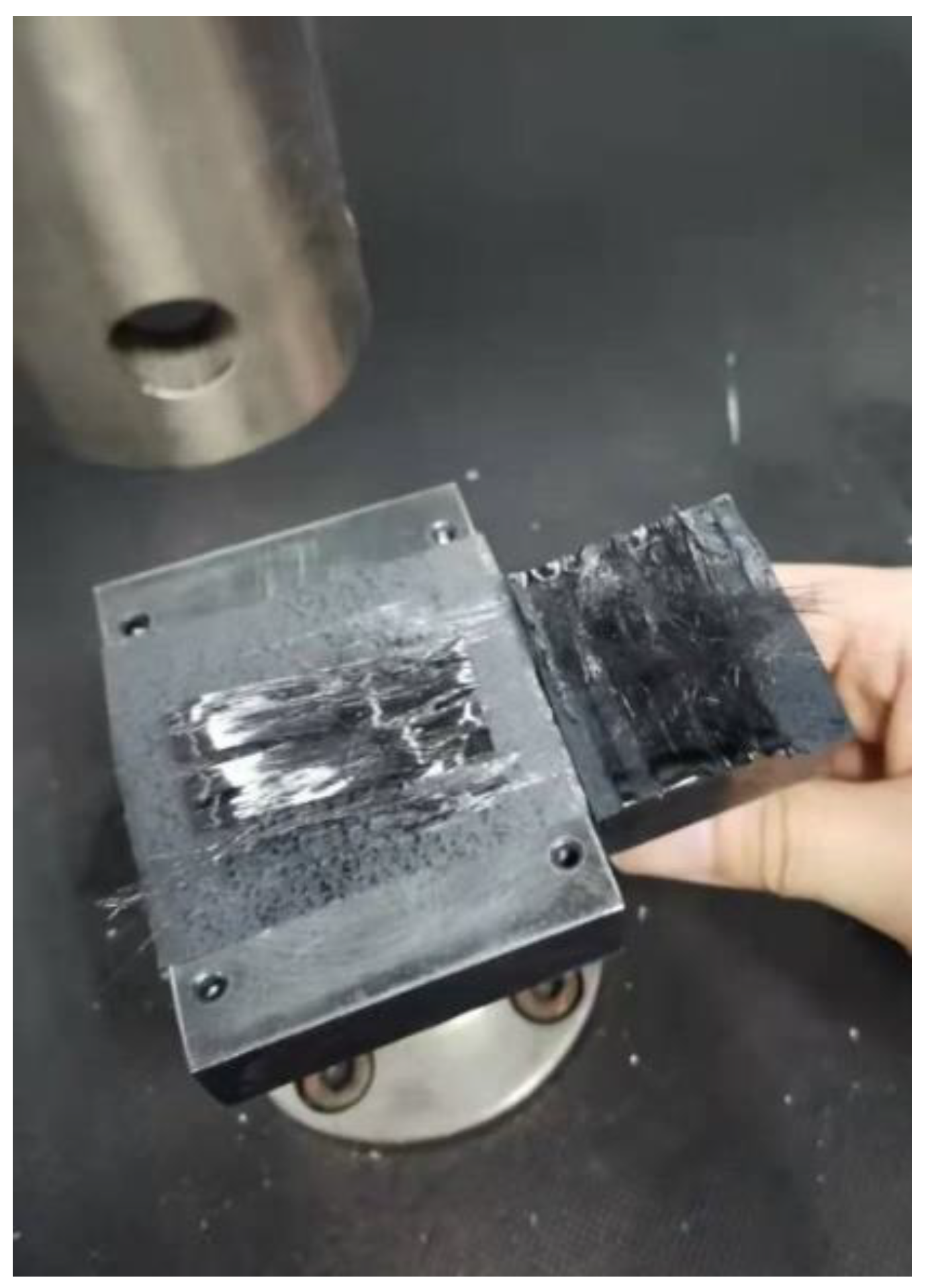
Figure 22 shows the surface state of the first layer on the mold. The tension adjustment device is not used in the upper red frame area, and the prepreg tension is maintained around 5 N, so bridging defects occur. The tension adjustment device is used in the lower red frame area, and the tension of the prepreg is maintained at 1.5–2 N. Bridging defects have not occurred.
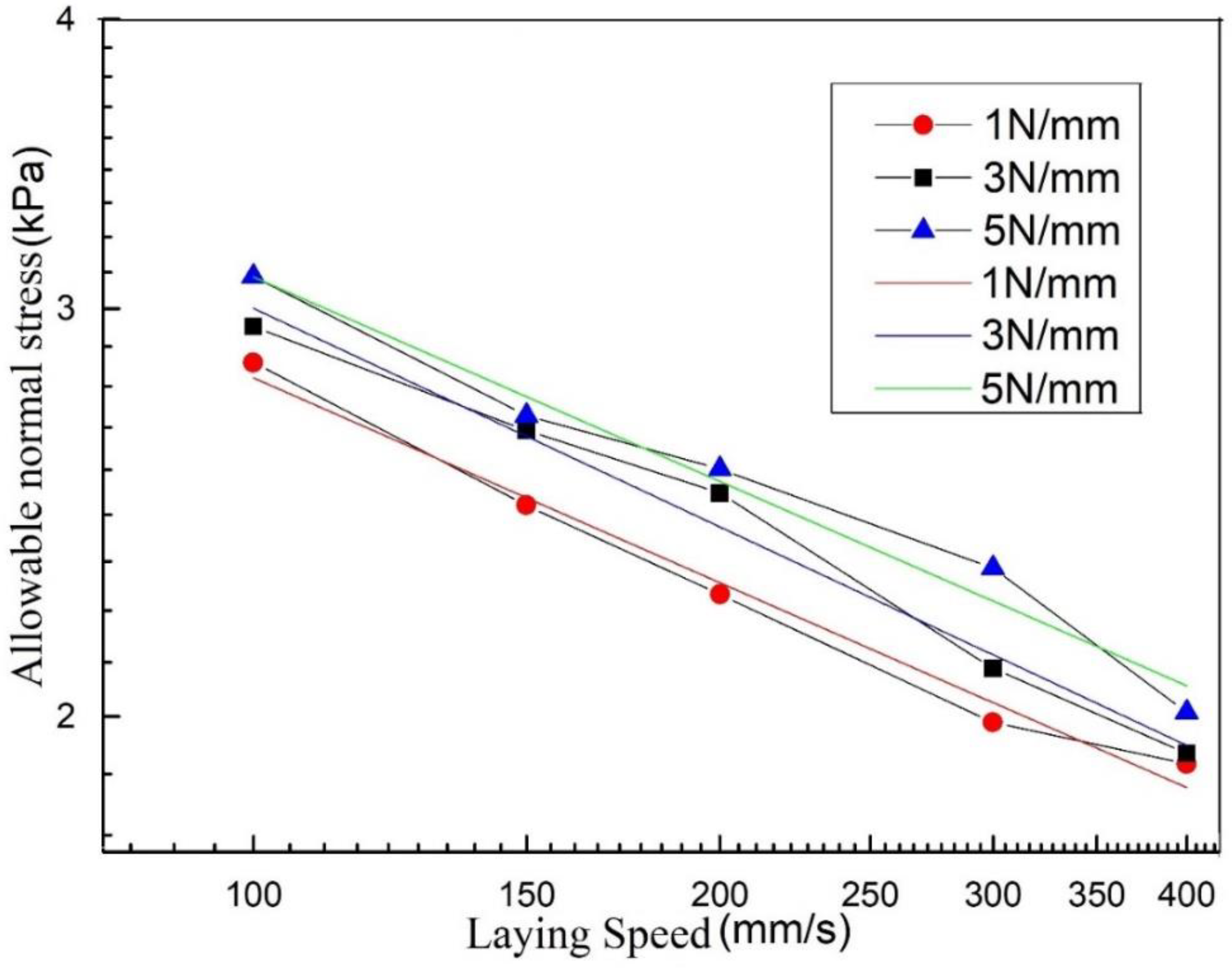
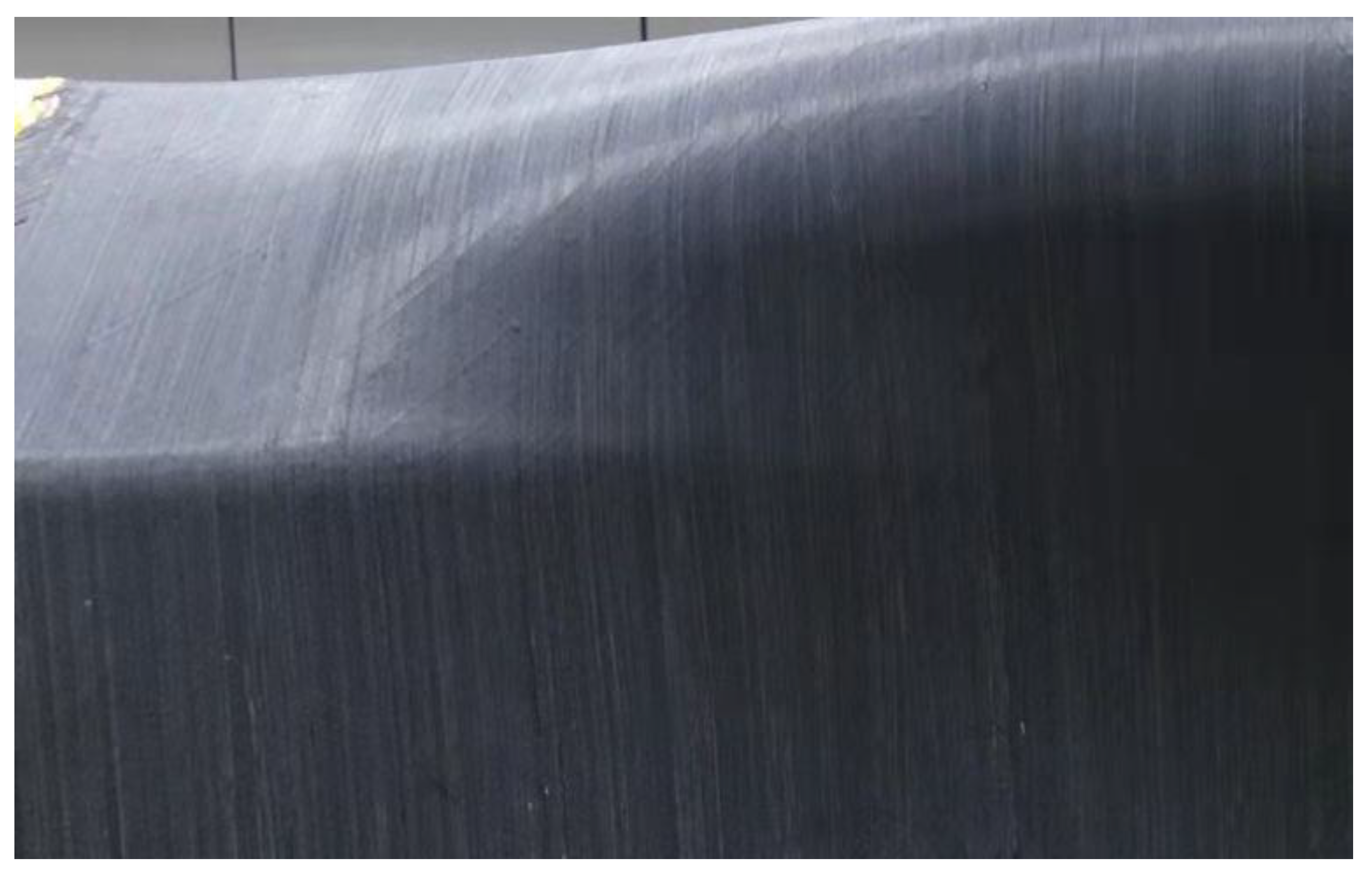
Another problem is the selection of process parameters in this project is whether it is necessary to use a tension adjustment device to reduce tension in addition to the first layer. Adjusting the tension according to the path curvature will increase the workload of offline programming, and the tension should not be reduced when the laying path passes through the ridge area. Therefore, if bridging defects do not occur, tension adjustment devices should not be used. According to the measurement results in
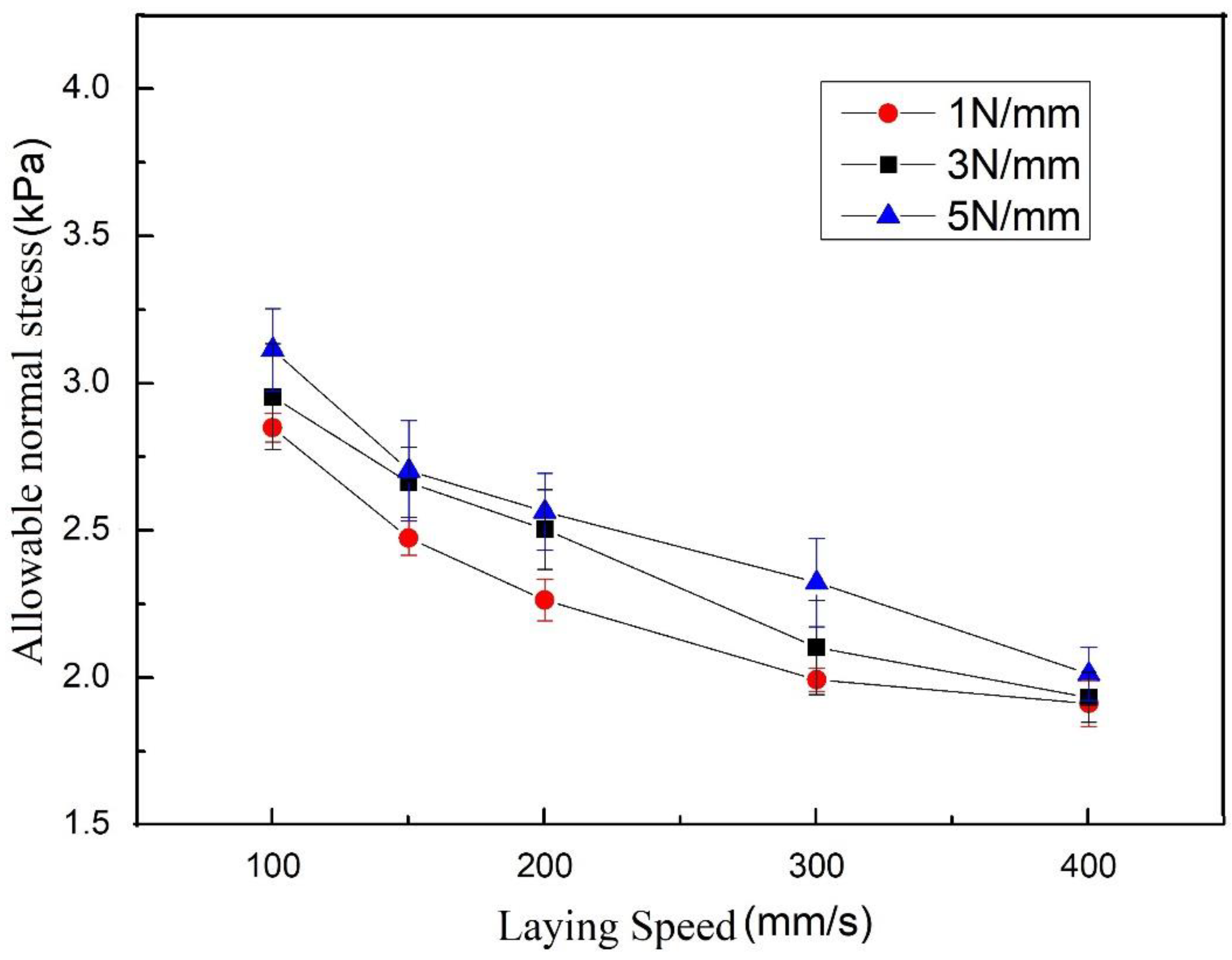
Section 4.2.3, when the compactor pressing force is 1 N/mm, 3 N/mm and 5 N/mm and the laying speed is 100 mm/s, the allowable normal stress of the prepreg/prepreg interface is 2.85 kPa, 2.95 kPa, and 3.11 kPa, respectively. According to the preceding information, when the allowable normal stress is greater than 2.24 kPa, the 5 N prepreg tension will not cause bridging defects. Therefore, the tension adjustment device was not used when the second layer was laid.
Figure 23 shows the surface state of the second layer. There is no bridging defect on the surface of the workpiece, which also proves the correctness of the measurement results.
7. Conclusions
To characterize the conditions under which prepreg layer separation occurs during the AFP process, this study puts forward the concept of allowable normal stress. According to the principle of volume conservation, when the thickness of the ply is greater than the thickness of the raw material under normal tension of the prepreg, defects such as voids will occur between the layers. Therefore, the normal stress measured at this time is defined as the allowable normal stress to determine the conditions for the occurrence of interlayer defects.
By measuring the time–temperature equivalent coefficient of the M21C prepreg from room temperature to AFP process temperature, probe tests are conducted to simulate the high-temperature and high-speed AFP process at a low temperature and low speed, and the allowable normal stress under various working conditions is measured. Through research, it has been found that for the prepreg/metal laminate, the allowable normal stress is dominated by resin deformation, and its magnitude is approximately proportional to the −1/5th power of the laying speed. For the prepreg/prepreg laminate, the allowable normal stress is determined by the resin deformation and molecular diffusion, and the experiment shows that it is approximately proportional to the −0.3 power of the laying speed.
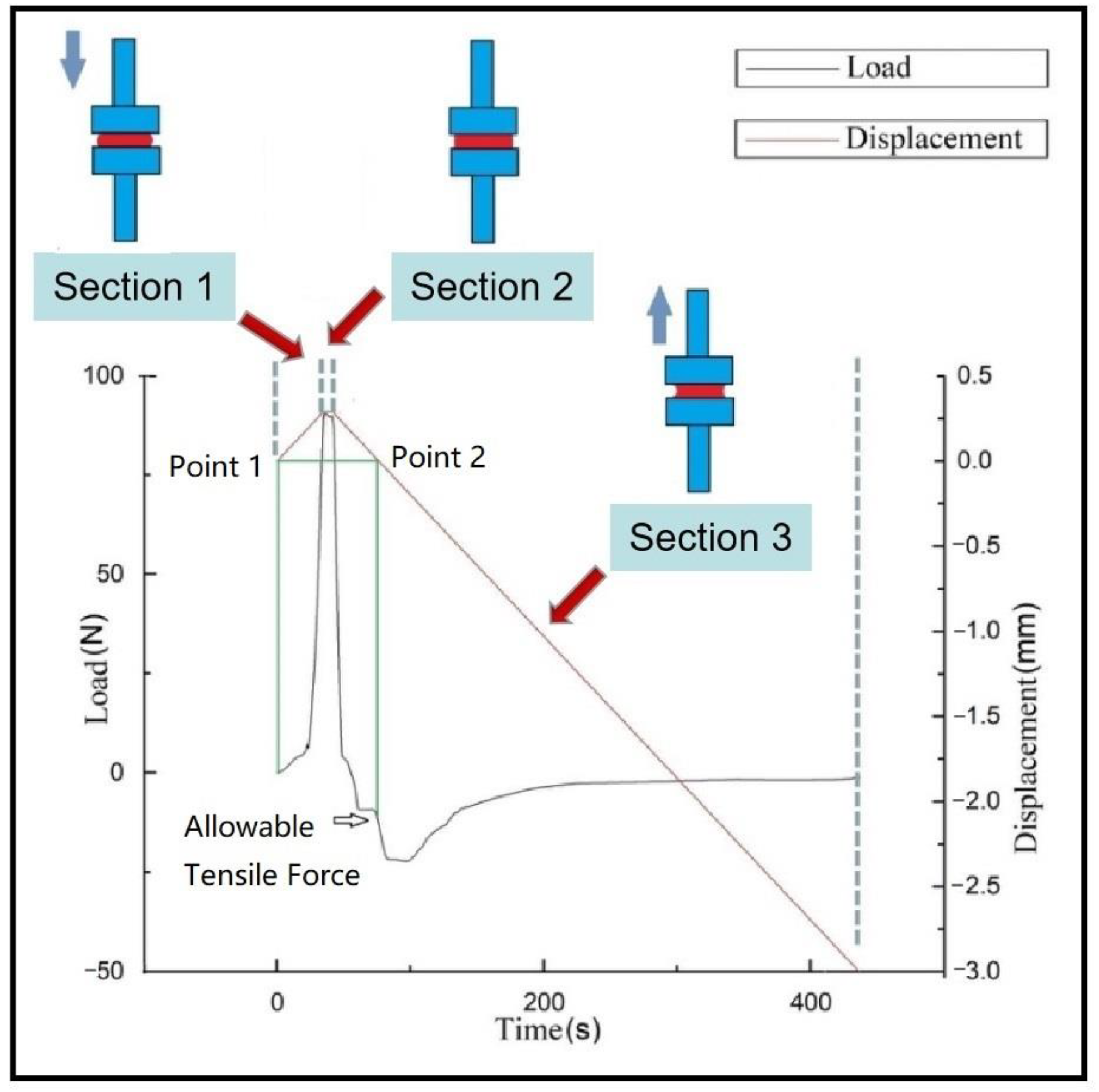
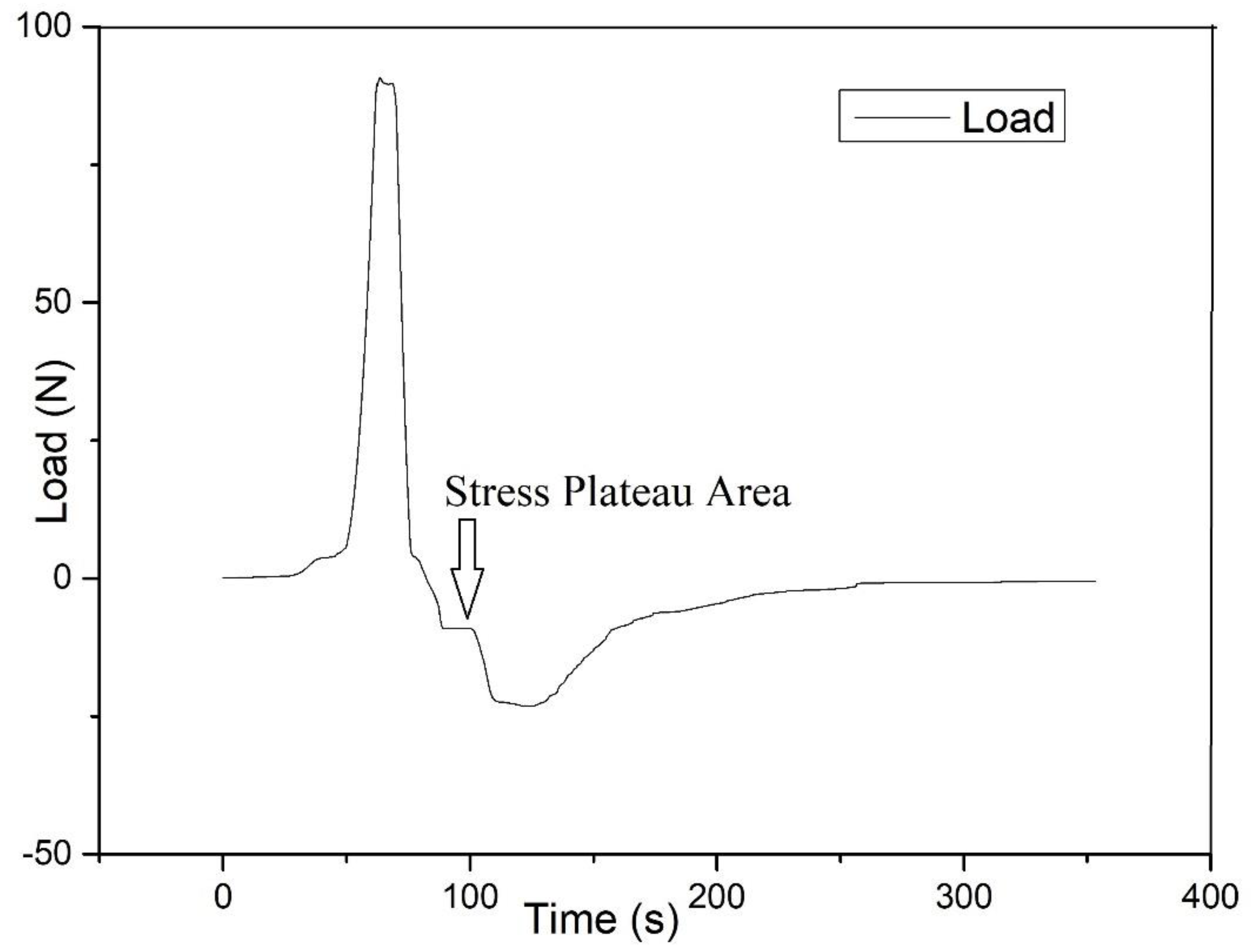
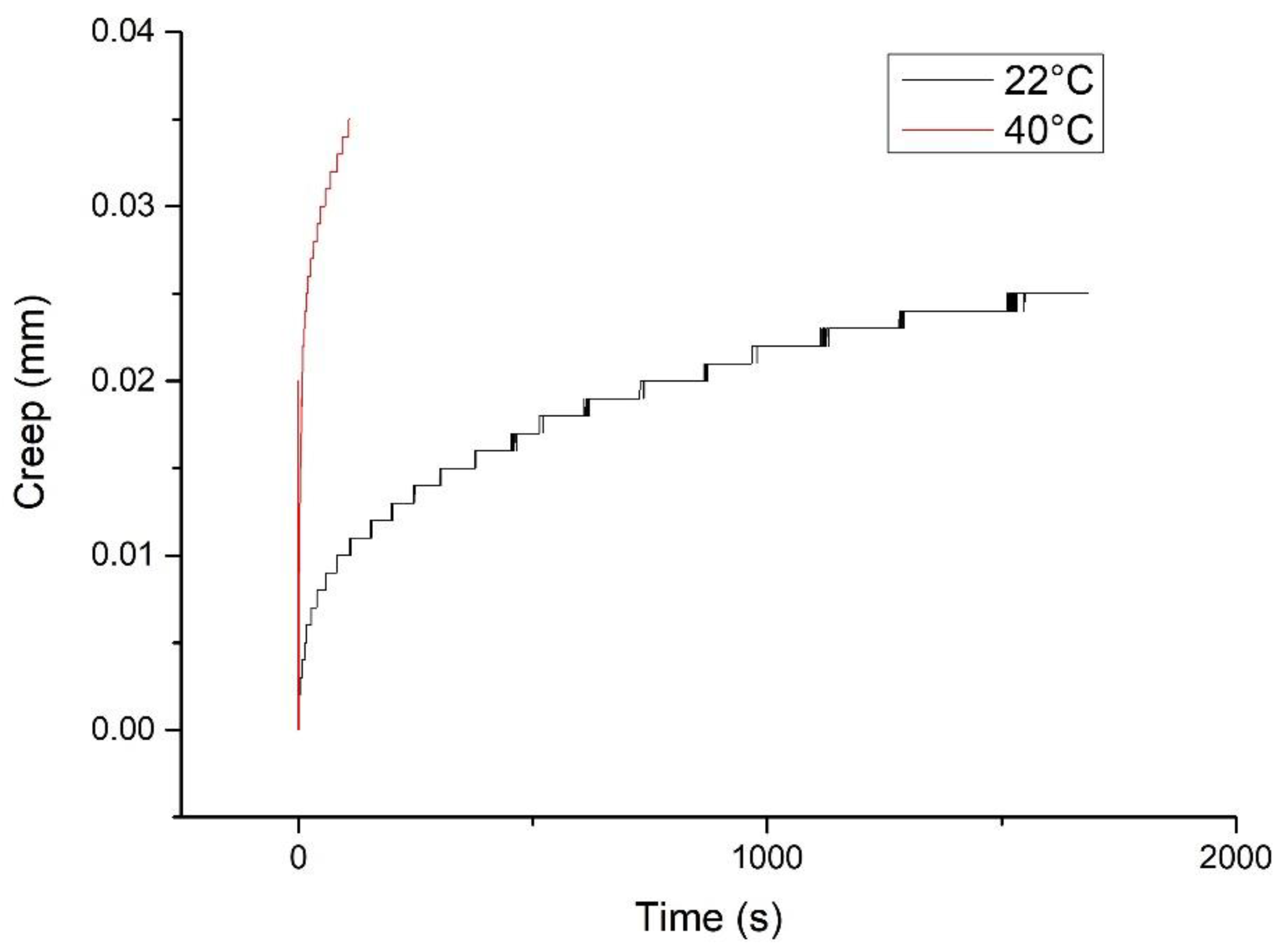
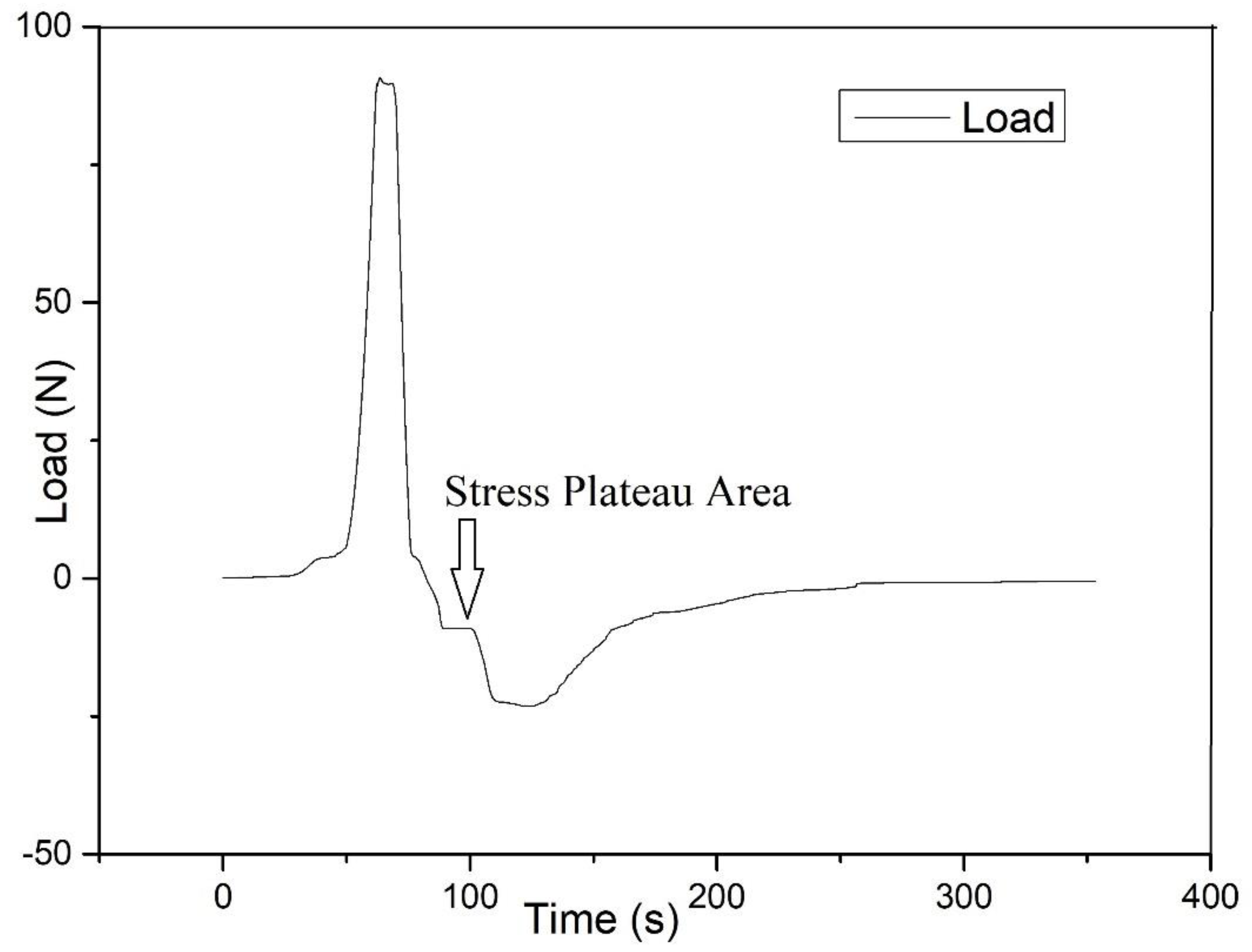
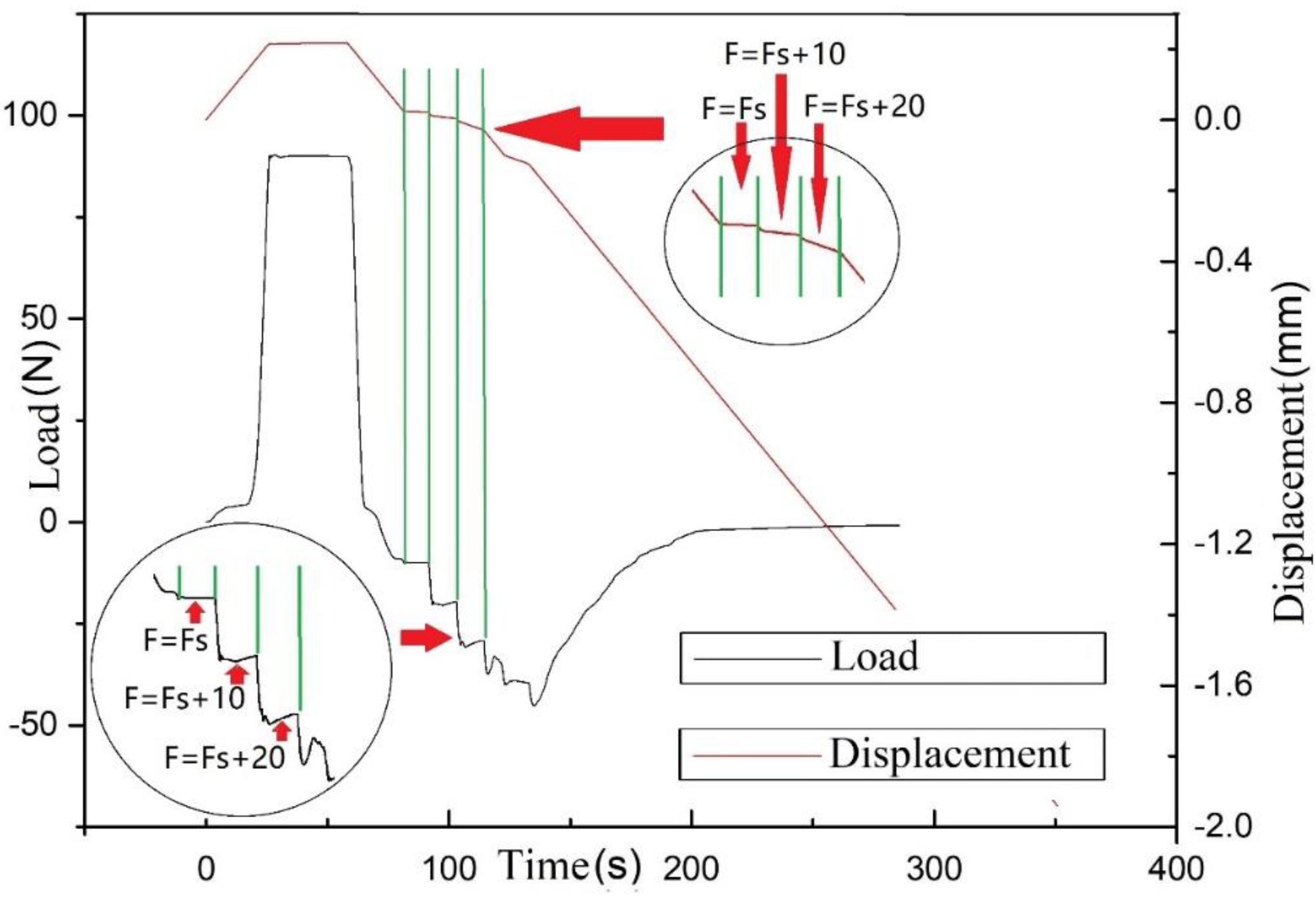
In the study, it was found that during the constant-speed separation of the ply, near the allowable normal stress, the tensile force appears to reach a plateau, and it is almost constant with the increase in displacement. At the same time, if the allowable normal stress equivalent tensile force is applied to the ply, the thickness of the ply can be maintained, but if the tensile force is increased, the creep phenomenon will occur, and the thickness and stress cannot be maintained. This may indicate that the allowable normal stress is just in the transition interval of the prepreg resin from the elastic zone to the plastic deformation zone, but the mechanism of this phenomenon still needs further study.
This research is of instructive significance for the automatic placement of workpieces with complex surface features. In the engineering case cited in the article, the engineers adjusted the prepreg tension in real-time according to the laying speed and allowable normal stress to prevent bridging effects. The correctness of probe test results is proved by the corresponding surface states of prepreg layers.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}