
Films Based on Mater-Bi® Compatibilized with Pine Resin Derivatives: Optical, Barrier, and Disintegration Properties

 ,
,  ,
,  ,
,  and
and 
Abstract
1. Introduction
2. Materials and Methods
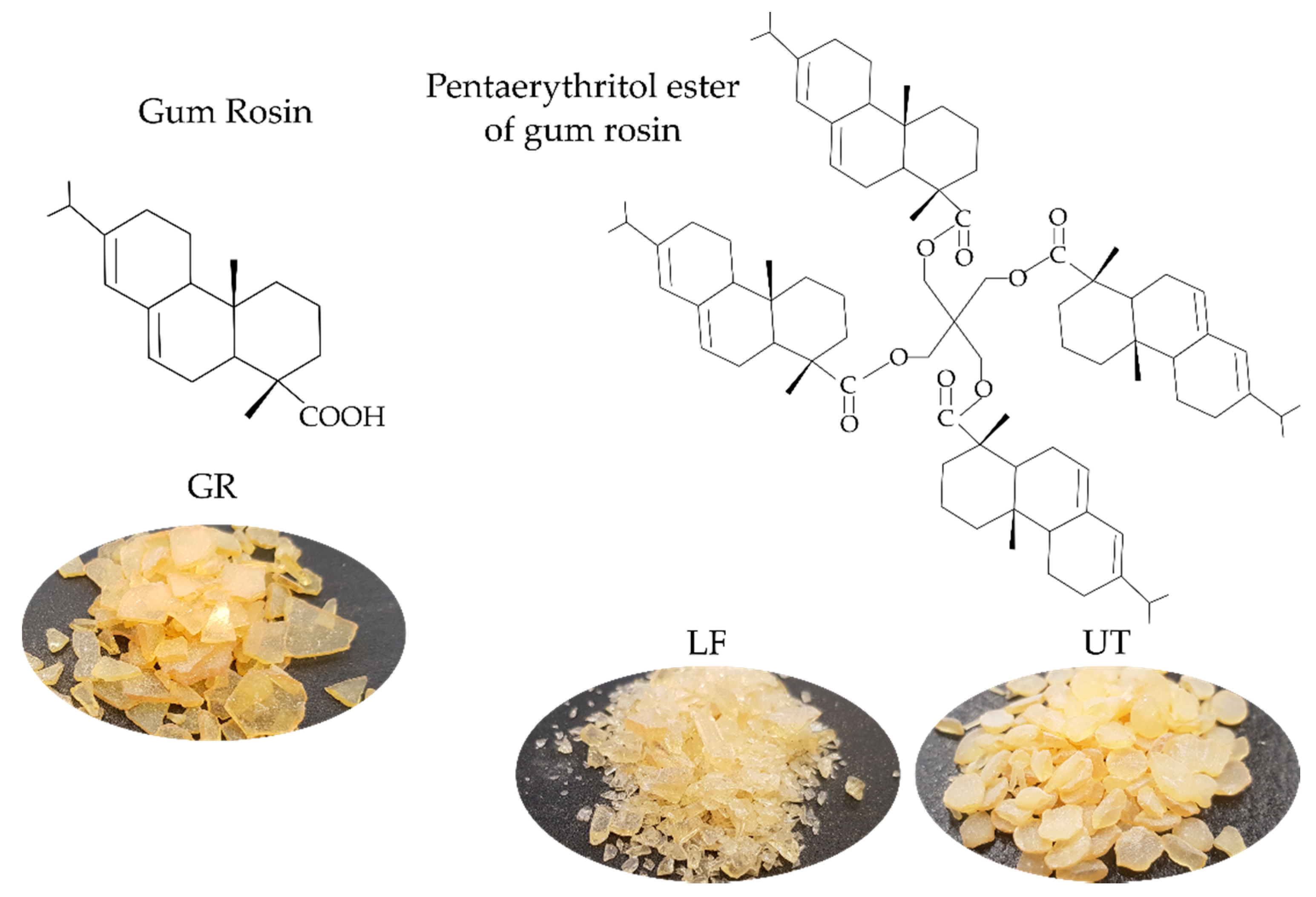
2.1. Materials
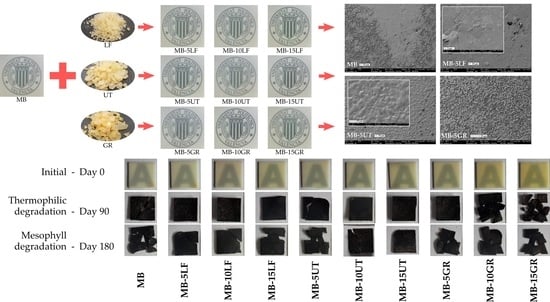
2.2. Film Preparation
2.3. Film Characterization
2.3.1. Structural, Visual Appearance, and Optical Properties
2.3.2. Wettability
2.3.3. The Oxygen Transition Rate
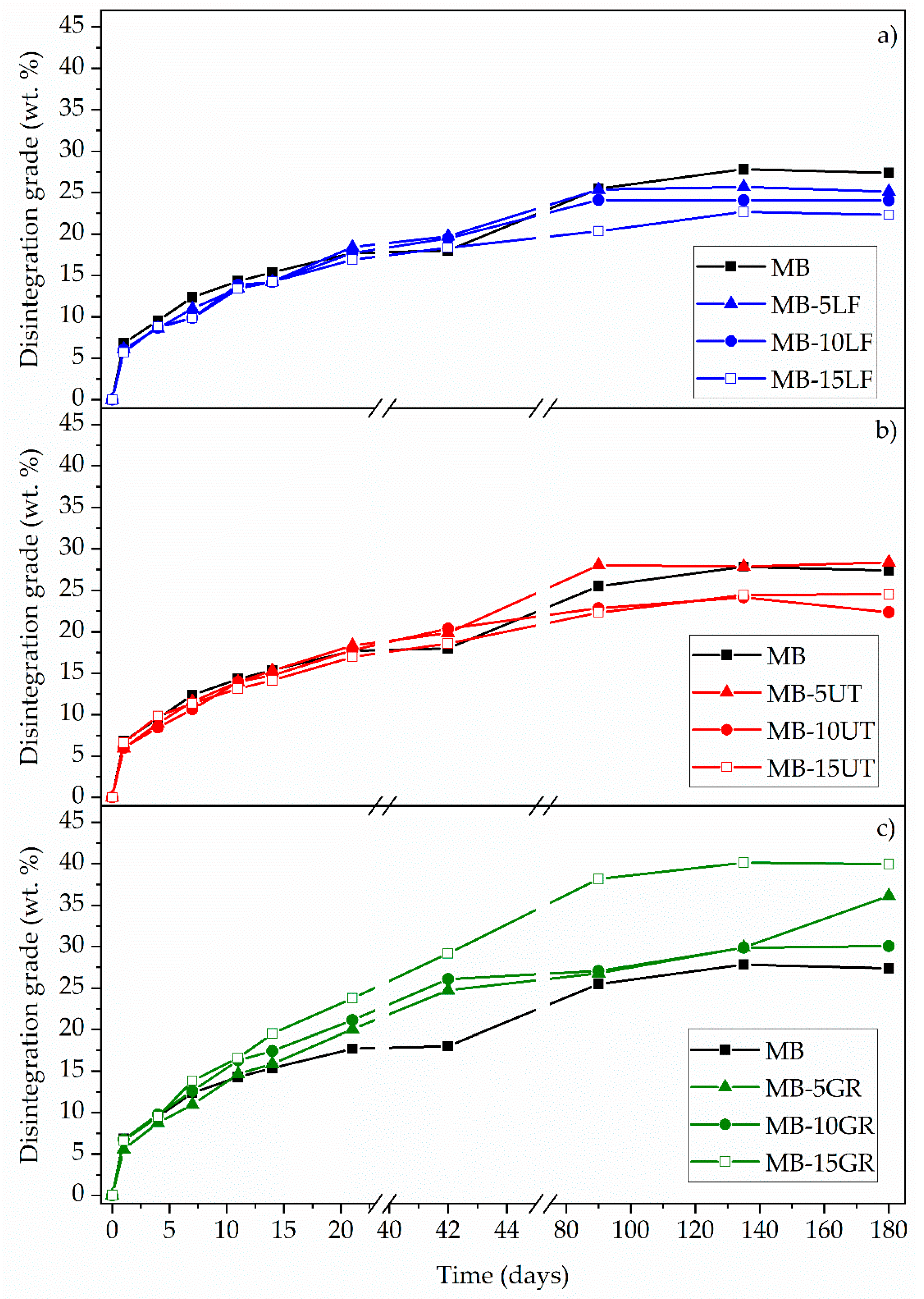
2.3.4. Disintegration under Composting Conditions
2.3.5. Statistical Analysis
3. Results and Discussion
3.1. Structural and Optical Properties
3.2. Wettability
3.3. OTR Evaluation
3.4. Disintegration under Composting Conditions Assessment
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Scaffaro, R.; Morreale, M.; Re, G.L.; La Mantia, F.P. Degradation of Mater-Bi®/Wood Flour Biocomposites in Active Sewage Sludge. Polym. Degrad. Stab. 2009, 94, 1220–1229. [Google Scholar] [CrossRef]
- Re, G.L.; Morreale, M.; Scaffaro, R.; La Mantia, F.P. Biodegradation Paths of Mater-Bi®/Kenaf Biodegradable Composites. J. Appl. Polym. Sci. 2013, 129, 3198–3208. [Google Scholar] [CrossRef]
- Valencia-Sullca, C.; Vargas, M.; Atarés, L.; Chiralt, A. Thermoplastic Cassava Starch-Chitosan Bilayer Films Containing Essential Oils. Food Hydrocoll. 2018, 75, 107–115. [Google Scholar] [CrossRef]
- Song, J.H.; Murphy, R.J.; Narayan, R.; Davies, G.B.H. Biodegradable and Compostable Alternatives to Conventional Plastics. Philos. Trans. R. Soc. B Biol. Sci. 2009, 364, 2127–2139. [Google Scholar] [CrossRef] [PubMed]
- Arrieta, M.P.; Samper, M.D.; Aldas, M.; López, J. On the Use of PLA-PHB Blends for Sustainable Food Packaging Applications. Materials 2017, 10, 1008. [Google Scholar] [CrossRef]
- Russo, M.A.L.; Strounina, E.; Waret, M.; Nicholson, T.; Truss, R.; Halley, P.J. A Study of Water Diffusion into a High-Amylose Starch Blend: The Effect of Moisture Content and Temperature. Biomacromolecules 2007, 8, 296–301. [Google Scholar] [CrossRef]
- Taguet, A.; Huneault, M.A.; Favis, B.D. Interface/Morphology Relationships in Polymer Blends with Thermoplastic Starch. Polymer 2009, 50, 5733–5743. [Google Scholar] [CrossRef]
- Rabe, S.; Sanchez-Olivares, G.; Pérez-Chávez, R.; Schartel, B. Natural Keratin and Coconut Fibres from Industrial Wastes in Flame Retarded Thermoplastic Starch Biocomposites. Materials 2019, 12, 344. [Google Scholar] [CrossRef]
- Sessini, V.; Arrieta, M.P.; Fernández-Torres, A.; Peponi, L. Humidity-Activated Shape Memory Effect on Plasticized Starch-Based Biomaterials. Carbohydr. Polym. 2018, 179, 93–99. [Google Scholar] [CrossRef]
- Paiva, D.; Pereira, A.M.; Pires, A.L.; Martins, J.; Carvalho, L.H.; Magalhães, F.D. Reinforcement of Thermoplastic Corn Starch with Crosslinked Starch/Chitosan Microparticles. Polymers 2018, 10, 985. [Google Scholar] [CrossRef]
- Ma, X.; Yu, J.; Kennedy, J.F. Studies on the Properties of Natural Fibers-Reinforced Thermoplastic Starch Composites. Carbohydr. Polym. 2005, 62, 19–24. [Google Scholar] [CrossRef]
- Zhang, Y.; Rempel, C.; McLaren, D. Thermoplastic Starch. In Innovations in Food Packaging, 2nd ed.; Elsevier Ltd.: Amsterdam, The Netherlands, 2013; pp. 391–412. [Google Scholar]
- Yoshida, Y.; Uemura, T. Properties and Applications of “Mater-Bi”. In Studies in Polymer Science; Elsevier: Amsterdam, The Netherlands, 1994; pp. 443–450. [Google Scholar]
- Bastioli, C.; Milizia, T.; Floridi, G.; Cella, G.; Tosin, M.; Scaffidi, A. Poliésteres Alifáticos-Aromáticos Biodegradables. Patent ES 2342192 T3, 2 July 2010. [Google Scholar]
- Janssen, L.P.B.M.; Moscicki, L. Thermoplastic Starch: A Green Material for Various Industries; Wiley-VCH: Weinheim, Germany, 2010. [Google Scholar]
- Hutagalung, S.D.; Nainggolan, H.; Peijs, T.; Bilotti, E.; Gea, S. Mechanical and Thermal Properties of Bacterial-Cellulose-Fibre-Reinforced Mater-Bi ® Bionanocomposite. Beilstein J. Nanotechnol. 2013, 4, 325–329. [Google Scholar]
- Scaffaro, R.; Maio, A.; Lopresti, F. Physical Properties of Green Composites Based on Poly-Lactic Acid or Mater-Bi® Filled with Posidonia Oceanica Leaves. Compos. Part A Appl. Sci. Manuf. 2018, 112, 315–327. [Google Scholar] [CrossRef]
- Elfehri Borchani, K.; Carrot, C.; Jaziri, M. Biocomposites of Alfa Fibers Dispersed in the Mater-Bi® Type Bioplastic: Morphology, Mechanical and Thermal Properties. Compos. Part A Appl. Sci. Manuf. 2015, 78, 371–379. [Google Scholar] [CrossRef]
- Aldas, M.; Rayón, E.; López-Martínez, J.; Arrieta, M.P. A Deeper Microscopic Study of the Interaction between Gum Rosin Derivatives and a Mater-Bi Type Bioplastic. Polymers 2020, 12, 226. [Google Scholar] [CrossRef]
- Manzano, V.; García, N.L.; Ramírez, C.R.; D’Accorso, N.; Goyanes, S. Mulch Plastic Systems: Recent Advances and Applications. In Polymers for Agri-Food Applications; Springer International Publishing: Cham, Switzerland, 2019; pp. 265–290. [Google Scholar]
- Villegas, C.; Arrieta, M.P.; Rojas, A.; Torres, A.; Faba, S.; Toledo, M.J.; Gutierrez, M.A.; Zavalla, E.; Romero, J.; Galotto, M.J.; et al. PLA/Organoclay Bionanocomposites Impregnated with Thymol and Cinnamaldehyde by Supercritical Impregnation for Active and Sustainable Food Packaging. Compos. Part B-Eng. 2019, 176, 107336. [Google Scholar] [CrossRef]
- Pavon, C.; Aldas, M.; López-Martínez, J.; Ferrándiz, S. New Materials for 3D-Printing Based on Polycaprolactone with Gum Rosin and Beeswax as Additives. Polymers 2020, 12, 334. [Google Scholar] [CrossRef] [PubMed]
- Yadav, B.K.; Gidwani, B.; Vyas, A. Rosin: Recent Advances and Potential Applications in Novel Drug Delivery System. J. Bioact. Compat. Polym. 2016, 31, 111–126. [Google Scholar] [CrossRef]
- Gutierrez, J.; Tercjak, A.; Martin, M.D.; Tercjak, A.; Kortaberria, G.; de la Caba, K.; Riccardi, C.C.; Mondragon, I.; Chu, F.; Tang, C. Natural Gum Rosin Thin Films Nanopatterned by Poly(Styrene)-Block-Poly(4-Vinylpiridine) Block Copolymer. RSC Adv. 2014, 4, 32024–32030. [Google Scholar] [CrossRef]
- Yao, K.; Tang, C. Controlled Polymerization of Next-Generation Renewable Monomers and Beyond. Macromolecules 2013, 46, 1689–1712. [Google Scholar] [CrossRef]
- Chang, R.; Rohindra, D.; Lata, R.; Kuboyama, K.; Ougizawa, T. Development of Poly(ε-Caprolactone)/Pine Resin Blends: Study of Thermal, Mechanical, and Antimicrobial Properties. Polym. Eng. Sci. 2019, 59, E32–E41. [Google Scholar] [CrossRef]
- Mitchell, G.R.; Mahendra, V.; Sousa, D. Biopolymers Based on Rosin. Curr. Res. Biopolym. 2018, 2018, 6. [Google Scholar]
- Wilbon, P.A.; Chu, F.; Tang, C. Progress in Renewable Polymers from Natural Terpenes, Terpenoids, and Rosin. Macromol. Rapid Commun. 2013, 34, 8–37. [Google Scholar] [CrossRef]
- Aldás Carrasco, M.F.; Arrieta, M.P.; Ferri Azor, J.M.; García-García, D.; Samper Madrigal, M.D.; López Martínez, J.; Mendes Ferreira, A.M. Improved Starch Based Biodegradable Polymers. Patent EP3689955A1, 5 August 2020. [Google Scholar]
- Aldas, M.; Ferri, J.M.; Lopez-Martinez, J.; Samper, M.D.; Arrieta, M.P. Effect of Pine Resin Derivatives on the Structural, Thermal, and Mechanical Properties of Mater-Bi Type Bioplastic. J. Appl. Polym. Sci. 2020, 137, 48236. [Google Scholar] [CrossRef]
- Xu, Z.; Lou, W.; Zhao, G.; Zhang, M.; Hao, J.; Wang, X. Pentaerythritol Rosin Ester as an Environmentally Friendly Multifunctional Additive in Vegetable Oil-Based Lubricant. Tribol. Int. 2019, 135, 213–218. [Google Scholar] [CrossRef]
- Aldas, M.; Pavon, C.; López-Martínez, J.; Arrieta, M.P. Pine Resin Derivatives as Sustainable Additives to Improve the Mechanical and Thermal Properties of Injected Moulded Thermoplastic Starch. Appl. Sci. 2020, 10, 2561. [Google Scholar] [CrossRef]
- Pavon, C.; Aldas, M.; De La Rosa-Ramírez, H.; López-Martínez, J.; Arrieta, M.P. Improvement of PBAT Processability and Mechanical Performance by Blending with Pine Resin Derivatives for Injection Moulding Rigid Packaging with Enhanced Hydrophobicity. Polymers 2020, 12, 2891. [Google Scholar] [CrossRef]
- De La Rosa-Ramírez, H.; Aldas, M.; Ferri, J.M.; López-Martínez, J.; Samper, M.D. Modification of Poly (Lactic Acid) through the Incorporation of Gum Rosin and Gum Rosin Derivative: Mechanical Performance and Hydrophobicity. J. Appl. Polym. Sci. 2020, 137, 49346. [Google Scholar] [CrossRef]
- Silvestre, A.J.D.; Gandini, A. Rosin: Major Sources, Properties and Applications. In Monomers, Polymers and Composites from Renewable Resources; Elsevier: Amsterdam, The Netherlands, 2008; pp. 67–88. [Google Scholar]
- Abdel-raouf, M.E.; Chem, B.; Abdel-raouf, M.E.; Abdul-raheim, A.M. Rosin: Chemistry, Derivatives, and Applications: A Review. BAOJ Chem. Manar. 2018, 4, 39. [Google Scholar]
- Pathak, Y.V.; Dorle, A.K. Study of Rosin and Rosin Derivatives as Coating Materials for Controlled Release of Drug. J. Control. Release 1987, 5, 63–68. [Google Scholar] [CrossRef]
- International Standards Organization. ISO 20200:2015—Plastics—Determination of the Degree of Disintegration of Plastic Materials under Simulated Composting Conditions in a Laboratory-Scale Test; ISO (International Organization for Standardization): Geneva, Switzerland, 2015. [Google Scholar]
- Arrieta, M.P.; López, J.; Rayón, E.; Jiménez, A. Disintegrability under Composting Conditions of Plasticized PLA–PHB Blends. Polym. Degrad. Stab. 2014, 108, 307–318. [Google Scholar] [CrossRef]
- Ramos, M.; Fortunati, E.; Peltzer, M.; Jimenez, A.; Kenny, J.M.; Garrigós, M.C. Characterization and Disintegrability under Composting Conditions of PLA-Based Nanocomposite Films with Thymol and Silver Nanoparticles. Polym. Degrad. Stab. 2016, 132, 2–10. [Google Scholar] [CrossRef]
- Fabra, M.J.; Talens, P.; Chiralt, A. Microstructure and Optical Properties of Sodium Caseinate Films Containing Oleic Acid–Beeswax Mixtures. Food Hydrocoll. 2009, 23, 676–683. [Google Scholar] [CrossRef]
- Arrieta, M.P.; Peltzer, M.A.; López, J.; Garrigós, M.D.C.; Valente, A.J.M.; Jiménez, A. Functional Properties of Sodium and Calcium Caseinate Antimicrobial Active Films Containing Carvacrol. J. Food Eng. 2014, 121, 94–101. [Google Scholar] [CrossRef]
- Anbukarasu, P.; Sauvageau, D.; Elias, A. Tuning the Properties of Polyhydroxybutyrate Films Using Acetic Acid via Solvent Casting. Sci. Rep. 2015, 5, 17884. [Google Scholar] [CrossRef]
- Arrieta, M.P.; Garrido, L.; Faba, S.; Guarda, A.; Galotto, M.J.; López de Dicastillo, C. Cucumis Metuliferus Fruit Extract Loaded Acetate Cellulose Coatings for Antioxidant Active Packaging. Polymers 2020, 12, 1248. [Google Scholar] [CrossRef]
- Rojas-Lema, S.; Torres-Giner, S.; Quiles-Carrillo, L.; Gomez-Caturla, J.; Garcia-Garcia, D.; Balart, R. On the Use of Phenolic Compounds Present in Citrus Fruits and Grapes as Natural Antioxidants for Thermo-Compressed Bio-Based High-Density Polyethylene Films. Antioxidants 2020, 10, 14. [Google Scholar] [CrossRef]
- Jancikova, S.; Dordevic, D.; Jamroz, E.; Behalova, H.; Tremlova, B. Chemical and Physical Characteristics of Edible Films, Based on κ- And ι-Carrageenans with the Addition of Lapacho Tea Extract. Foods 2020, 9, 357. [Google Scholar] [CrossRef]
- Narayanan, M.; Loganathan, S.; Valapa, R.B.; Thomas, S.; Varghese, T.O. UV Protective Poly(Lactic Acid)/Rosin Films for Sustainable Packaging. Int. J. Biol. Macromol. 2017, 99, 37–45. [Google Scholar] [CrossRef] [PubMed]
- Luzi, F.; Fortunati, E.; Di Michele, A.; Pannucci, E.; Botticella, E.; Santi, L.; Kenny, J.M.; Torre, L.; Bernini, R. Nanostructured Starch Combined with Hydroxytyrosol in Poly(Vinyl Alcohol) Based Ternary Films as Active Packaging System. Carbohydr. Polym. 2018, 193, 239–248. [Google Scholar] [CrossRef]
- Hambleton, A.; Fabra, M.-J.; Debeaufort, F.; Dury-Brun, C.; Voilley, A. Interface and Aroma Barrier Properties of Iota-Carrageenan Emulsion–Based Films Used for Encapsulation of Active Food Compounds. J. Food Eng. 2009, 93, 80–88. [Google Scholar] [CrossRef]
- Vogler, E.A. Structure and Reactivity of Water at Biomaterial Surfaces. Adv. Colloid Interface Sci. 1998, 74, 69–117. [Google Scholar] [CrossRef]
- Wang, J.; Yao, K.; Korich, A.L.; Li, S.; Ma, S.; Ploehn, H.J.; Iovine, P.M.; Wang, C.; Chu, F.; Tang, C. Combining Renewable Gum Rosin and Lignin: Towards Hydrophobic Polymer Composites by Controlled Polymerization. J. Polym. Sci. Part A Polym. Chem. 2011, 49, 3728–3738. [Google Scholar] [CrossRef]
- Yao, K.; Wang, J.; Zhang, W.; Lee, J.S.; Wang, C.; Chu, F.; He, X.; Tang, C. Degradable Rosin-Ester-Caprolactone Graft Copolymers. Biomacromolecules 2011, 12, 2171–2177. [Google Scholar] [CrossRef] [PubMed]
- Sangwan, P.; Petinakis, E.; Dean, K. Effects of Formulation, Structure, and Processing on Biodegradation of Starches. In Starch Polymers: From Genetic Engineering to Green Applications; Elsevier B.V.: Amsterdam, The Netherlands, 2014; pp. 357–378. [Google Scholar]
- Mohee, R.; Unmar, G.D.; Mudhoo, A.; Khadoo, P. Biodegradability of Biodegradable/Degradable Plastic Materials under Aerobic and Anaerobic Conditions. Waste Manag. 2008, 28, 1624–1629. [Google Scholar] [CrossRef] [PubMed]
- Sessini, V.; Arrieta, M.P.; Raquez, J.M.; Dubois, P.; Kenny, J.M.; Peponi, L. Thermal and Composting Degradation of EVA/Thermoplastic Starch Blends and Their Nanocomposites. Polym. Degrad. Stab. 2019, 159, 184–198. [Google Scholar] [CrossRef]
- Du, Y.L.; Cao, Y.; Lu, F.; Li, F.; Cao, Y.; Wang, X.L.; Wang, Y.Z. Biodegradation Behaviors of Thermoplastic Starch (TPS) and Thermoplastic Dialdehyde Starch (TPDAS) under Controlled Composting Conditions. Polym. Test. 2008, 27, 924–930. [Google Scholar] [CrossRef]
- Iovino, R.; Zullo, R.; Rao, M.A.; Cassar, L.; Gianfreda, L. Biodegradation of Poly(Lactic Acid)/Starch/Coir Biocomposites under Controlled Composting Conditions. Polym. Degrad. Stab. 2008, 93, 147–157. [Google Scholar] [CrossRef]
- Hermann, B.G.; Debeer, L.; De Wilde, B.; Blok, K.; Patel, M.K. To Compost or Not to Compost: Carbon and Energy Footprints of Biodegradable Materials’ Waste Treatment. Polym. Degrad. Stab. 2011, 96, 1159–1171. [Google Scholar] [CrossRef]
- Rutkowska, M.; Krasowska, K.; Heimowska, A.; Smiechowska, M.; Janik, H. The Influence of Different Processing Additives on Biodegradation of Poly (e-Caprolactone). Iran. Polym. J. 2000, 9, 221–227. [Google Scholar]
- Choi, E.J.; Park, J.K. Study on Biodegradability of PCL/SAN Blend Using Composting Method. Polym. Degrad. Stab. 1996, 52, 321–326. [Google Scholar] [CrossRef]
- Nayak, S. Biodegradable PBAT/Starch Nanocomposites. Polym. Plast. Technol. Eng. 2010, 49, 1406–1418. [Google Scholar] [CrossRef]
- Saadi, Z.; Cesar, G.; Bewa, H.; Benguigui, L. Fungal Degradation of Poly(Butylene Adipate-Co-Terephthalate) in Soil and in Compost. J. Polym. Environ. 2013, 21, 893–901. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coding | Mater-Bi® NF 866 Content (wt.%) | Resin Content (wt.%) | Type of Resin Added |
|---|---|---|---|
| MB | 100 | 0 | - |
| MB-5LF | 95 | 5 | Lurefor 125 |
| MB-10LF | 90 | 10 | Lurefor 125 |
| MB-15LF | 85 | 15 | Lurefor 125 |
| MB-5UT | 95 | 5 | Unik Tack P100 |
| MB-10UT | 90 | 10 | Unik Tack P100 |
| MB-15UT | 85 | 15 | Unik Tack P100 |
| MB-5GR | 95 | 5 | Gum rosin |
| MB-10GR | 90 | 10 | Gum rosin |
| MB-15GR | 85 | 15 | Gum rosin |
| Coding | L | a* | b* | YI | ∆E*ab † |
|---|---|---|---|---|---|
| Pine resin derivatives | |||||
| LF | 48.35 ± 1.11 1 | 1.49± 0.14 1 | 18.05 ± 1.63 1 | 41.15 ± 0.93 1 | 40.79 ± 1.89 |
| UT | 47.92 ± 1.56 1 | −1.60 ± 0.27 2 | 21.56 ± 0.68 2 | 54.42 ± 1.74 2 | 41.48 ± 1.61 |
| GR | 36.82 ± 0.79 2 | 10.07 ± 1.51 3 | 25.14 ± 1.87 3 | 71.06 ± 2.58 3 | 53.86 ± 2.35 |
| Obtained films | |||||
| MB | 89.04 ± 0.09 a | 0.25 ± 0.19 a | 16.34 ± 0.05 a | 30.69 ± 0.08 a | - |
| MB-5LF | 88.47 ± 0.27 a,b | 0.03 ± 0.11 a | 17.85 ± 0.17 b | 33.20 ± 0.45 b | 1.63 ± 0.23 |
| MB-10LF | 87.93 ± 0.56 b | 0.25 ± 0.48 a | 19.18 ± 0.42 c | 35.74 ± 1.22 c | 3.05 ± 0.67 |
| MB-15LF | 87.68 ± 0.19 b,c | −0.19 ± 0.07 a | 21.15 ± 0.11 d | 38.66 ± 0.27 d | 5.02 ± 0.16 |
| MB-5UT | 88.23 ± 0.02 a,b | −0.15 ± 0.09 a | 18.03 ± 0.11 b | 33.41 ± 0.24 b | 1.92 ± 0.13 |
| MB-10UT | 88.18 ± 0.02 b | −0.21 ± 0.25 a | 20.71 ± 0.16 d | 37.76 ± 0.46 d | 4.48 ± 0.14 |
| MB-15UT | 87.06 ± 0.44 c,d | −0.18 ± 0.29 a | 25.21 ± 0.29 e | 45.26 ± 0.84 e | 9.10 ± 0.44 |
| MB-5GR | 86.57 ± 0.22 d | 0.16 ± 0.09 a | 26.98 ± 0.15 f | 48.42 ± 0.24 f | 10.92 ± 0.18 |
| MB-10GR | 83.29 ± 0.08 e | 1.90 ± 0.17 a | 32.38 ± 0.59 g | 59.25 ± 0.78 g | 17.12 ± 0.54 |
| MB-15GR | 82.27 ± 0.41 f | 3.03 ± 0.02 a | 37.42 ± 0.41 h | 67.68 ± 0.38 h | 22.31 ± 0.51 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aldas, M.; Pavon, C.; Ferri, J.M.; Arrieta, M.P.; López-Martínez, J. Films Based on Mater-Bi® Compatibilized with Pine Resin Derivatives: Optical, Barrier, and Disintegration Properties. Polymers 2021, 13, 1506. https://doi.org/10.3390/polym13091506
Aldas M, Pavon C, Ferri JM, Arrieta MP, López-Martínez J. Films Based on Mater-Bi® Compatibilized with Pine Resin Derivatives: Optical, Barrier, and Disintegration Properties. Polymers. 2021; 13(9):1506. https://doi.org/10.3390/polym13091506
Chicago/Turabian StyleAldas, Miguel, Cristina Pavon, José Miguel Ferri, Marina Patricia Arrieta, and Juan López-Martínez. 2021. "Films Based on Mater-Bi® Compatibilized with Pine Resin Derivatives: Optical, Barrier, and Disintegration Properties" Polymers 13, no. 9: 1506. https://doi.org/10.3390/polym13091506
APA StyleAldas, M., Pavon, C., Ferri, J. M., Arrieta, M. P., & López-Martínez, J. (2021). Films Based on Mater-Bi® Compatibilized with Pine Resin Derivatives: Optical, Barrier, and Disintegration Properties. Polymers, 13(9), 1506. https://doi.org/10.3390/polym13091506