Accelerated Weathering of Polylactide-Based Composites Filled with Linseed Cake: The Influence of Time and Oil Content within the Filler

 ,
, 
 ,
,
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Sample Preparation
2.3. Methods
3. Results and Discussion
3.1. Density
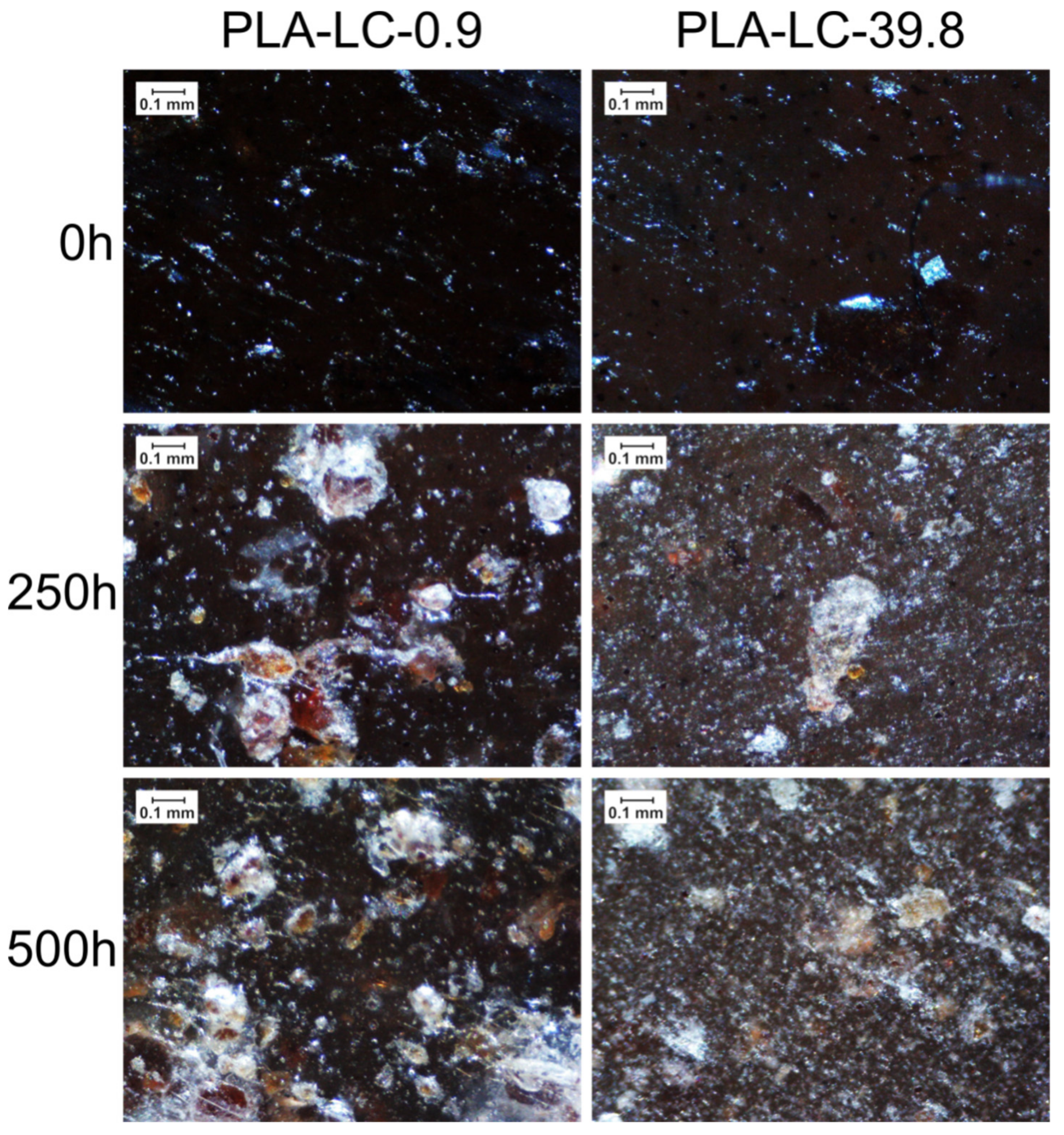
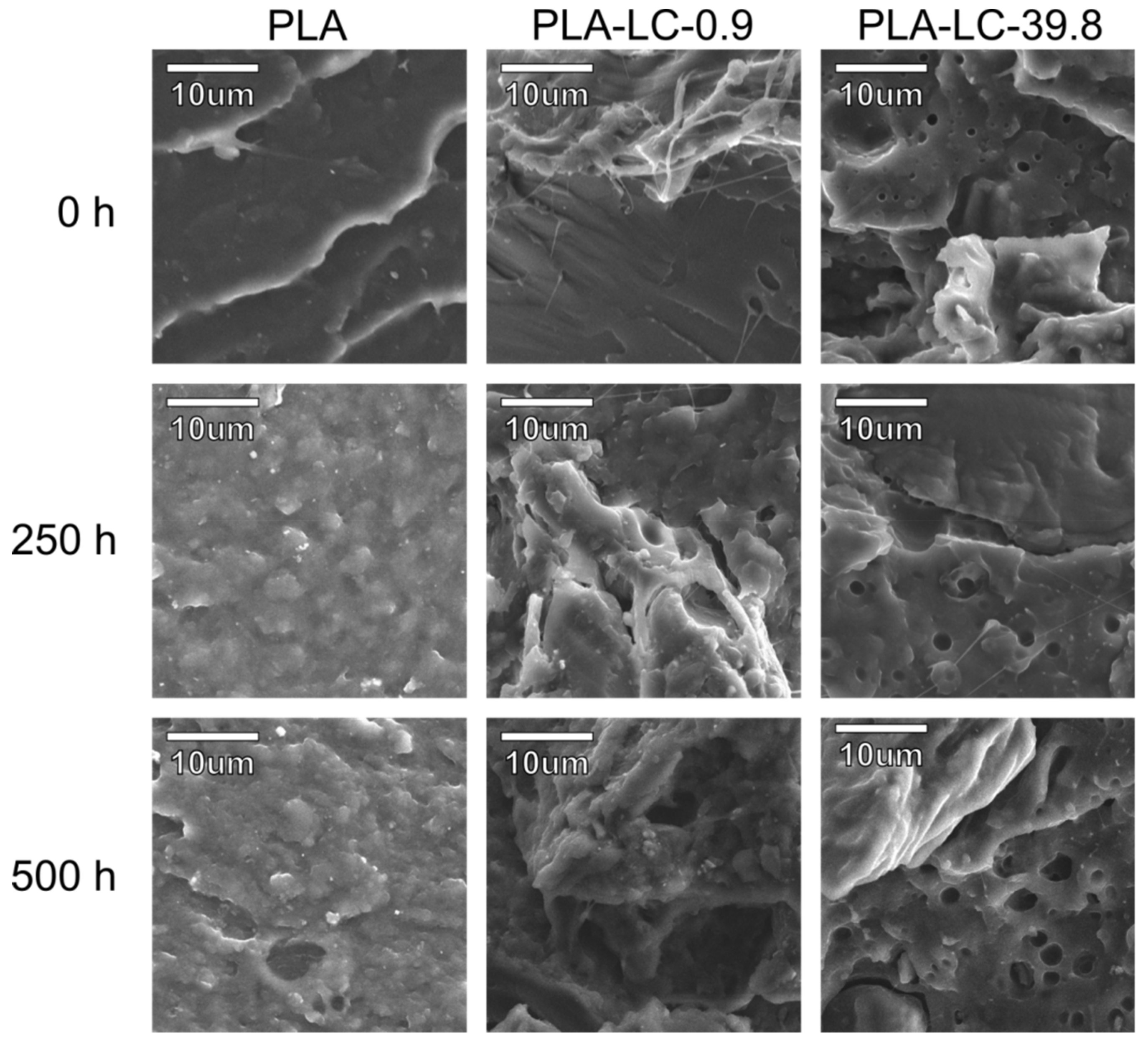
3.2. Morphology
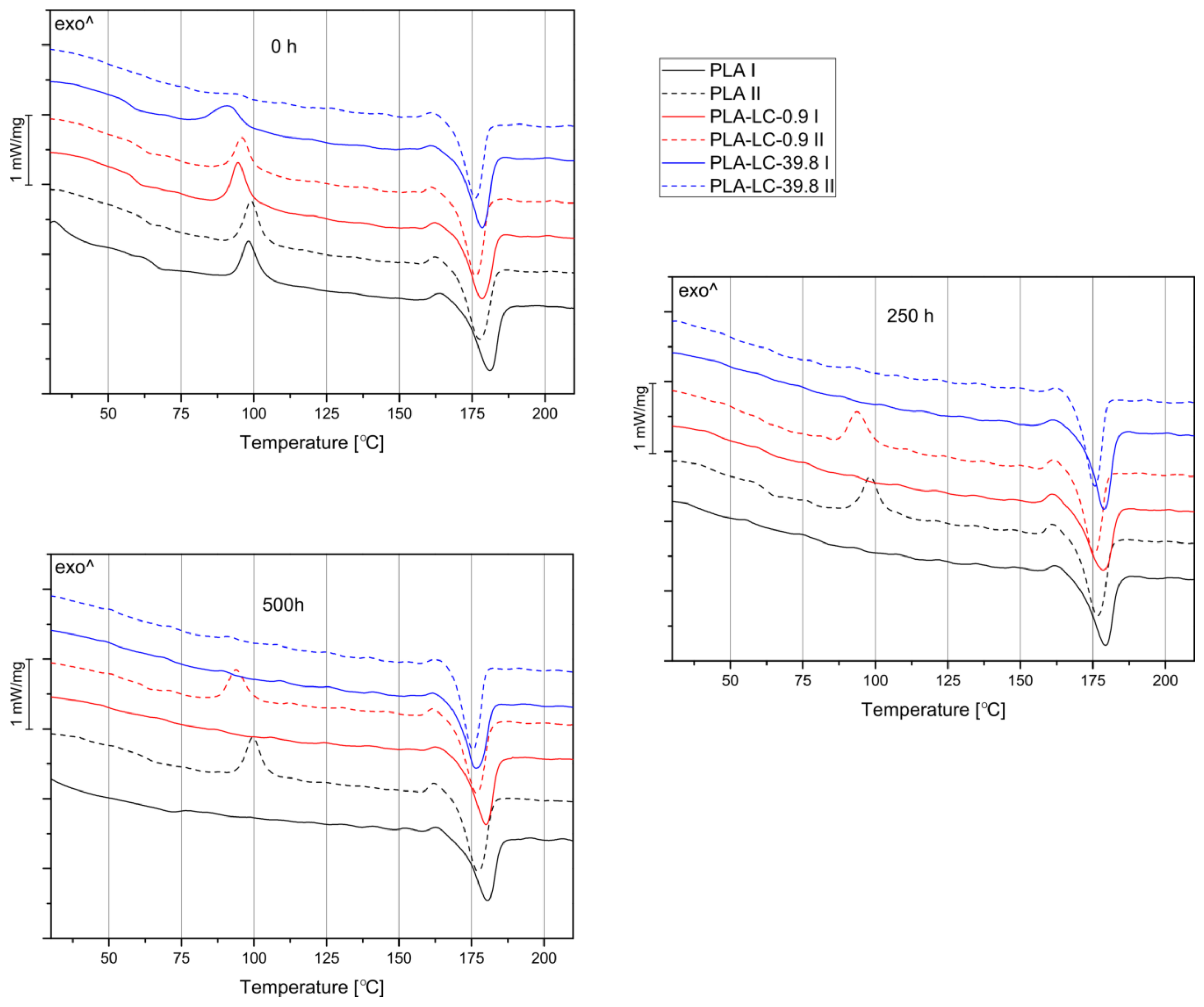
3.3. Thermal Properties
3.4. Thermomechanical Properties
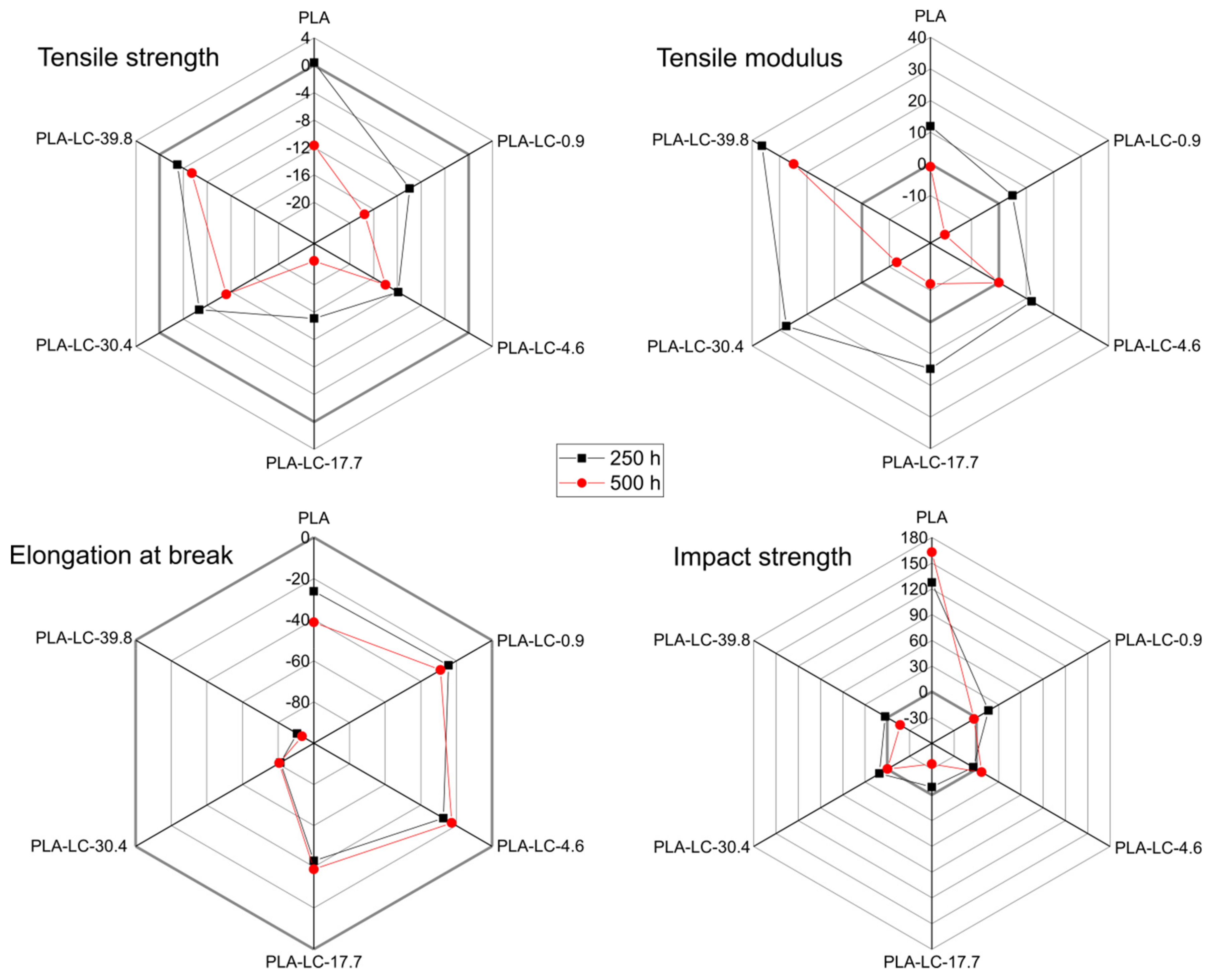
3.5. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Soroudi, A.; Jakubowicz, I. Recycling of bioplastics, their blends and biocomposites: A review. Eur. Polym. J. 2013, 49, 2839–2858. [Google Scholar] [CrossRef]
- Mohanty, A.K.; Vivekanandhan, S.; Pin, J.-M.; Misra, M. Composites from renewable and sustainable resources: Challenges and innovations. Science 2018, 362, 536–542. [Google Scholar] [CrossRef] [PubMed]
- Elvers, D.; Song, C.H.; Steinbüchel, A.; Leker, J. Technology Trends in Biodegradable Polymers: Evidence from Patent Analysis. Polym. Rev. 2016, 56, 584–606. [Google Scholar] [CrossRef]
- Auras, R.; Harte, B.; Selke, S. An overview of polylactides as packaging materials. Macromol. Biosci. 2004, 4, 835–864. [Google Scholar] [CrossRef] [PubMed]
- Castro-Aguirre, E.; Iñiguez-Franco, F.; Samsudin, H.; Fang, X.; Auras, R. Poly(lactic acid)—Mass production, processing, industrial applications, and end of life. Adv. Drug Deliv. Rev. 2016, 107, 333–366. [Google Scholar] [CrossRef] [PubMed]
- Rytlewski, P.; Stepczyńska, M.; Moraczewski, K.; Malinowski, R. Mechanical properties and biodegradability of flax fiber-reinforced composite of polylactide and polycaprolactone. Polimery 2018, 63, 603–610. [Google Scholar] [CrossRef]
- Siwek, P.; Domagała-świątkiewicz, I.; Bucki, P.; Puchalski, M. Biodegradable agroplastics in 21 st century horticulture. Polimery 2019, 64, 480–486. [Google Scholar] [CrossRef]
- Lim, L.-T.; Auras, R.; Rubino, M. Processing technologies for poly(lactic acid). Prog. Polym. Sci. 2008, 33, 820–852. [Google Scholar] [CrossRef]
- Liao, R.; Yang, B.; Yu, W.; Zhou, C. Isothermal cold crystallization kinetics of polylactide/nucleating agents. J. Appl. Polym. Sci. 2007, 104, 310–317. [Google Scholar] [CrossRef]
- Huang, H.; Chen, L.; Song, G.; Tang, G. An efficient plasticization method for poly(lactic acid) using combination of liquid-state and solid-state plasticizers. J. Appl. Polym. Sci. 2018, 135, 46669. [Google Scholar] [CrossRef]
- Bajpai, P.K.; Singh, I.; Madaan, J. Development and characterization of PLA-based green composites: A review. J. Thermoplast. Compos. Mater. 2014, 27, 52–81. [Google Scholar] [CrossRef]
- Stepczynska, M. Influence of active compounds on the degradation of polylactide biocomposites. Polimery 2019, 64, 410–416. [Google Scholar] [CrossRef]
- Porfyris, A.; Vasilakos, S.; Zotiadis, C.; Papaspyrides, C.; Moser, K.; Van der Schueren, L.; Buyle, G.; Pavlidou, S.; Vouyiouka, S. Accelerated ageing and hydrolytic stabilization of poly(lactic acid) (PLA) under humidity and temperature conditioning. Polym. Test. 2018, 68, 315–332. [Google Scholar] [CrossRef]
- Elsawy, M.A.; Kim, K.-H.; Park, J.-W.; Deep, A. Hydrolytic degradation of polylactic acid (PLA) and its composites. Renew. Sustain. Energy Rev. 2017, 79, 1346–1352. [Google Scholar] [CrossRef]
- Azwa, Z.N.; Yousif, B.F.; Manalo, A.C.; Karunasena, W. A review on the degradability of polymeric composites based on natural fibres. Mater. Des. 2013, 47, 424–442. [Google Scholar] [CrossRef]
- Gil-Castell, O.; Badia, J.D.; Kittikorn, T.; Strömberg, E.; Ek, M.; Karlsson, S.; Ribes-Greus, A. Impact of hydrothermal ageing on the thermal stability, morphology and viscoelastic performance of PLA/sisal biocomposites. Polym. Degrad. Stab. 2016, 132, 87–96. [Google Scholar] [CrossRef]
- Islam, M.S.; Pickering, K.L.; Foreman, N.J. Influence of accelerated ageing on the physico-mechanical properties of alkali-treated industrial hemp fibre reinforced poly(lactic acid) (PLA) composites. Polym. Degrad. Stab. 2010, 95, 59–65. [Google Scholar] [CrossRef]
- Moraczewski, K.; Stepczyńska, M.; Malinowski, R.; Karasiewicz, T.; Jagodziński, B.; Rytlewski, P. The Effect of Accelerated Aging on Polylactide Containing Plant Extracts. Polymers 2019, 11, 575. [Google Scholar] [CrossRef]
- Väisänen, T.; Haapala, A.; Lappalainen, R.; Tomppo, L. Utilization of agricultural and forest industry waste and residues in natural fiber-polymer composites: A review. Waste Manag. 2016, 54, 62–73. [Google Scholar] [CrossRef]
- Zaaba, N.F.; Ismail, H. A Review on Peanut Shell Powder Reinforced Polymer Composites. Polym. Technol. Mater. 2019, 58, 349–365. [Google Scholar] [CrossRef]
- Quiles-Carrillo, L.; Montanes, N.; Sammon, C.; Balart, R.; Torres-Giner, S. Compatibilization of highly sustainable polylactide/almond shell flour composites by reactive extrusion with maleinized linseed oil. Ind. Crops Prod. 2018, 111, 878–888. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Mamun, A.A.; Volk, J. Barley husk and coconut shell reinforced polypropylene composites: The effect of fibre physical, chemical and surface properties. Compos. Sci. Technol. 2010, 70, 840–846. [Google Scholar] [CrossRef]
- Ogah, A.O.; Afiukwa, J.N. Characterization and comparison of mechanical behavior of agro fiber-filled high-density polyethylene bio-composites. J. Reinf. Plast. Compos. 2014, 33, 37–46. [Google Scholar] [CrossRef]
- Mittal, V.; Luckachan, G.E.; Chernev, B.; Matsko, N.B. Bio-polyester-date seed powder composites: Morphology and component migration. Polym. Eng. Sci. 2015, 55, 877–888. [Google Scholar] [CrossRef]
- Mittal, V.; Chaudhry, A.U.; Matsko, N.B. True biocomposites with biopolyesters and date seed powder: Mechanical, thermal, and degradation properties. J. Appl. Polym. Sci. 2014, 131, 1–15. [Google Scholar] [CrossRef]
- Chiellini, E.; Cinelli, P.; Chiellini, F.; Imam, S.H. Environmentally Degradable Bio-Based Polymeric Blends and Composites. Macromol. Biosci. 2004, 4, 218–231. [Google Scholar] [CrossRef] [PubMed]
- Chiarathanakrit, C.; Riyajan, S.A.; Kaewtatip, K. Transforming fish scale waste into an efficient filler for starch foam. Carbohydr. Polym. 2018, 188, 48–53. [Google Scholar] [CrossRef] [PubMed]
- Mysiukiewicz, O.; Barczewski, M. Utilization of linseed cake as a postagricultural functional filler for poly(lactic acid) green composites. J. Appl. Polym. Sci. 2019, 136, 47152. [Google Scholar] [CrossRef]
- Barczewski, M.; Mysiukiewicz, O.; Kloziński, A. Complex modification effect of linseed cake as an agricultural waste filler used in high density polyethylene composites. Iran. Polym. J. (Engl. Ed.) 2018, 27, 677–688. [Google Scholar] [CrossRef]
- Balart, J.F.; Fombuena, V.; Fenollar, O.; Boronat, T.; Sánchez-Nacher, L. Processing and characterization of high environmental efficiency composites based on PLA and hazelnut shell flour (HSF) with biobased plasticizers derived from epoxidized linseed oil (ELO). Compos. Part B Eng. 2016, 86, 168–177. [Google Scholar] [CrossRef]
- Fischer, E.W.; Sterzel, H.J.; Wegner, G.K.Z.Z. Investigation of the structure of solution grown crystals of lactide copolymers by means of chemical reactions. Colloid Polym. Sci. 1973, 251, 980–990. [Google Scholar]
- Agarwal, B.D.; Broutman, L.J.; Chandrashekhara, K. Analysis and Performance of Fiber Composites, 3rd ed.; Wiley: Hoboken, NJ, USA, 2006; ISBN 978-0-471-26891-8. [Google Scholar]
- Fiore, V.; Di Bella, G.; Scalici, T.; Valenza, A. Effect of plasma treatment on mechanical and thermal properties of marble powder/epoxy composites. Polym. Compos. 2018, 39, 309–317. [Google Scholar] [CrossRef]
- Robertson, M.L.; Chang, K.; Gramlich, W.M.; Hillmyer, M.A. Toughening of polylactide with polymerized soybean oil. Macromolecules 2010, 43, 1807–1814. [Google Scholar] [CrossRef]
- John, M.J.; Anandjiwala, R.D. Recent development in chemical modification and characterization of natural fiber-reinforced composites. Polym. Compos. 2008, 29, 187–207. [Google Scholar] [CrossRef]
- Kasote, D.M.; Badhe, Y.S.; Hegde, M.V. Effect of mechanical press oil extraction processing on quality of linseed oil. Ind. Crops Prod. 2013, 42, 10–13. [Google Scholar] [CrossRef]
- Lila, M.K.; Shukla, K.; Komal, U.K.; Singh, I. Accelerated thermal ageing behaviour of bagasse fibers reinforced Poly (Lactic Acid) based biocomposites. Compos. Part B Eng. 2019, 156, 121–127. [Google Scholar] [CrossRef]
- Barczewski, M.; Andrzejewski, J.; Matykiewicz, D.; Krygier, A.; Kloziński, A. Influence of accelerated weathering on mechanical and thermomechanical properties of poly(lactic acid) composites with natural waste filler. Polimery 2019, 64, 119–126. [Google Scholar] [CrossRef]
- Ahmad Sawpan, M.; Islam, M.R.; Beg, M.D.H.; Pickering, K. Effect of Accelerated Weathering on Physico-Mechanical Properties of Polylactide Bio-Composites. J. Polym. Environ. 2019, 27, 942–955. [Google Scholar] [CrossRef]
- Khattab, R.Y.; Arntfield, S.D. Functional properties of raw and processed canola meal. LWT Food Sci. Technol. 2009, 42, 1119–1124. [Google Scholar] [CrossRef]
- Madhusudhan, K.T.; Singh, N. Effect of Heat Treatment on the Functional Properties of Linseed Meal. J. Agric. Food Chem. 1985, 33, 1222–1226. [Google Scholar] [CrossRef]
- Fukushima, K.; Abbate, C.; Tabuani, D.; Gennari, M.; Camino, G. Biodegradation of poly(lactic acid) and its nanocomposites. Polym. Degrad. Stab. 2009, 94, 1646–1655. [Google Scholar] [CrossRef]
- Przybytek, A.; Sienkiewicz, M.; Kucińska-Lipka, J.; Janik, H. Preparation and characterization of biodegradable and compostable PLA/TPS/ESO compositions. Ind. Crops Prod. 2018, 122, 375–383. [Google Scholar] [CrossRef]
- Jia, S.; Yu, D.; Zhu, Y.; Wang, Z.; Chen, L.; Fu, L. Morphology, Crystallization and Thermal Behaviors of PLA-Based Composites: Wonderful Effects of Hybrid GO/PEG via Dynamic Impregnating. Polymers 2017, 9, 528. [Google Scholar] [CrossRef]
- Ferri, J.M.; Samper, M.D.; García-Sanoguera, D.; Reig, M.J.; Fenollar, O.; Balart, R. Plasticizing effect of biobased epoxidized fatty acid esters on mechanical and thermal properties of poly(lactic acid). J. Mater. Sci. 2016, 51, 5356–5366. [Google Scholar] [CrossRef]
- Barczewski, M.; Matykiewicz, D.; Krygier, A.; Andrzejewski, J.; Skórczewska, K. Characterization of poly(lactic acid) biocomposites filled with chestnut shell waste. J. Mater. Cycles Waste Manag. 2018, 20, 914–924. [Google Scholar] [CrossRef]
- Craig, I.H.; White, J.R.; Kin, P.C. Crystallization and chemi-crystallization of recycled photo-degraded polypropylene. Polymer (Guildf.) 2005, 46, 505–512. [Google Scholar] [CrossRef]
- Wei, Z.; Song, P.; Zhou, C.; Chen, G.; Chang, Y.; Li, J.; Zhang, W.; Liang, J. Insight into the annealing peak and microstructural changes of poly(l-lactic acid) by annealing at elevated temperatures. Polymer (Guildf.) 2013, 54, 3377–3384. [Google Scholar] [CrossRef]
- Pan, P.; Kai, W.; Zhu, B.; Dong, T.; Inoue, Y. Polymorphous Crystallization and Multiple Melting Behavior of Poly(l-lactide): Molecular Weight Dependence. Macromolecules 2007, 40, 6898–6905. [Google Scholar] [CrossRef]
- Orue, A.; Eceiza, A.; Arbelaiz, A. Preparation and characterization of poly(lactic acid) plasticized with vegetable oils and reinforced with sisal fibers. Ind. Crops Prod. 2018, 112, 170–180. [Google Scholar] [CrossRef]
- Earl, J.S.; Shenoi, R.A. Hygrothermal ageing effects on FRP laminate and structural foam materials. Compos. Part A Appl. Sci. Manuf. 2004, 35, 1237–1247. [Google Scholar] [CrossRef]
- Moustafa, H.; Guizani, C.; Dufresne, A. Sustainable biodegradable coffee grounds filler and its effect on the hydrophobicity, mechanical and thermal properties of biodegradable PBAT composites. J. Appl. Polym. Sci. 2017, 134, 1–11. [Google Scholar] [CrossRef]
- Hejna, A.; Formela, K.; Saeb, M.R. Processing, mechanical and thermal behavior assessments of polycaprolactone/agricultural wastes biocomposites. Ind. Crops Prod. 2015, 76, 725–733. [Google Scholar] [CrossRef]
- Essabir, H.; Raji, M.; Laaziz, S.A.; Rodrique, D.; Bouhfid, R.; el kacem Qaiss, A. Thermo-mechanical performances of polypropylene biocomposites based on untreated, treated and compatibilized spent coffee grounds. Compos. Part B Eng. 2018, 149, 1–11. [Google Scholar] [CrossRef]
- Salasinska, K.; Ryszkowska, J. The effect of filler chemical constitution and morphological properties on the mechanical properties of natural fiber composites. Compos. Interfaces 2015, 22, 39–50. [Google Scholar] [CrossRef]
- Suryanegara, L.; Nakagaito, A.N.; Yano, H. The effect of crystallization of PLA on the thermal and mechanical properties of microfibrillated cellulose-reinforced PLA composites. Compos. Sci. Technol. 2009, 69, 1187–1192. [Google Scholar] [CrossRef]
- Tisserat, B.; Reifschneider, L.; O’Kuru, R.H.; Finkenstadt, V.L. Mechanical and thermal properties of high density polyethylene - dried distillers grains with solubles composites. BioResources 2013, 8, 59–75. [Google Scholar] [CrossRef]
- Barczewski, M.; Mysiukiewicz, O.; Szulc, J.; Kloziński, A. Poly(lactic acid) green composites filled with linseed cake as an agricultural waste filler. Influence of oil content within the filler on the rheological behavior. J. Appl. Polym. Sci. 2019, 136, 47651. [Google Scholar] [CrossRef]
- Sarasua, J.R.; Arraiza, A.L.; Balerdi, P.; Maiza, I. Crystallinity and mechanical properties of optically pure polylactides and their blends. Polym. Eng. Sci. 2005, 45, 745–753. [Google Scholar] [CrossRef]
- Brostow, W.; Hagg Lobland, H.E.; Narkis, M. Sliding wear, viscoelasticity, and brittleness of polymers. J. Mater. Res. 2006, 21, 2422–2428. [Google Scholar] [CrossRef]
- Brostow, W.; Hagg Lobland, H.E.; Khoja, S. Brittleness and toughness of polymers and other materials. Mater. Lett. 2015, 159, 478–480. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Measured Density | Theoretical Density | Volume Void Content | |
|---|---|---|---|---|
| (g/cm3) | (%) | |||
| Fillers | LC-0.9 | 1.4540 ± 0.00098 | - | - |
| LC-4.6 | 1.4012 ± 0.00120 | - | - | |
| LC-17.7 | 1.3358 ± 0.00079 | - | - | |
| LC-30.4 | 1.2732 ± 0.00098 | - | - | |
| LC-39.8 | 1.1238 ± 0.00096 | - | - | |
| Unaged | PLA | 1.2388 ± 0.01145 | 1.2400- | 0.10 |
| PLA-LC-0.9 | 1.2455 ± 0.00834 | 1.2574 | 0.94 | |
| PLA-LC-4.6 | 1.2488 ± 0.00800 | 1.2533 | 0.36 | |
| PLA-LC-17.7 | 1.2382 ± 0.01033 | 1.2479 | 0.77 | |
| PLA-LC-30.4 | 1.2276 ± 0.01105 | 1.2421 | 1.17 | |
| PLA-LC-39.8 | 1.2090 ± 0.00714 | 1.2297 | 1.69 | |
| Aged, 250 h | PLA | 1.2164 ± 0.00630 | - | - |
| PLA-LC-0.9 | 1.2315 ± 0.00765 | - | - | |
| PLA-LC-4.6 | 1.2213 ± 0.00642 | - | - | |
| PLA-LC-17.7 | 1.2154 ± 0.00704 | - | - | |
| PLA-LC-30.4 | 1.2177 ± 0.00612 | - | - | |
| PLA-LC-39.8 | 1.2125 ± 0.00359 | - | - | |
| Aged, 500 h | PLA | 1.2234 ± 0.01043 | - | - |
| PLA-LC-0.9 | 1.2385 ± 0.00821 | - | - | |
| PLA-LC-4.6 | 1.2315 ± 0.00692 | - | - | |
| PLA-LC-17.7 | 1.2277 ± 0.00710 | - | - | |
| PLA-LC-30.4 | 1.2173 ± 0.00599 | - | - | |
| PLA-LC-39.8 | 1.2187 ± 0.00649 | - | - | |
| Sample | XC, 1st Heating (%) | XC, 2nd Heating (%) | ||||
|---|---|---|---|---|---|---|
| 0 h | 250 h | 500 h | 0 h | 250 h | 500 h | |
| PLA | 27.36 | 60.72 (+122%) a | 53.20 (−12%) b | 32.47 | 41.44 (+28%) a | 36.89 (+11%) b |
| PLA-LC-0.9 | 27.01 | 71.55 (+165%) a | 60.35 (−16%) b | 40.25 | 44.55 (+11%) a | 42.32 (+5%) b |
| PLA-LC-4.6 | 35.06 | 69.75 (+99%) a | 67.14 (−4%) b | 40.95 | 49.58 (+21%) a | 44.12 (−11%) b |
| PLA-LC-17.7 | 39.49 | 63.46 (+61%) a | 57.93 (−9%) b | 43.70 | 52.45 (+20%) a | 42.33 (−19%) b |
| PLA-LC-30.4 | 39.75 | 65.95 (66%) a | 64.54 (−2%) b | 57.57 | 58.34 (+1%) a | 57.40 (−2%) b |
| PLA-LC-39.8 | 44.63 | 67.66 (+52%) a | 62.96 (−7%) b | 65.16 | 66.39 (+2%) a | 61.88 (−7%) b |
| Sample | Untreated | Weathered for 250 h | Weathered for 500 h |
|---|---|---|---|
| Glass Transition Temperature (°C) | |||
| PLA | 70.2 | 77.3 | 77.6 |
| PLA-LC-0.9 | 69.6 | 76.1 | 77.0 |
| PLA-LC-4.6 | 68.2 | 76.7 | 78.5 |
| PLA-LC-17.7 | 68.2 | 76.3 | 78.5 |
| PLA-LC-30.4 | 67.8 | 76.1 | 75.7 |
| PLA-LC-39.8 | 67.4 | 75.2 | 77.3 |
| Sample | Tensile Strength (MPa) | Tensile Modulus (MPa) | Elongation at Break (%) | Impact Strength (kJ/m2) |
|---|---|---|---|---|
| PLA | 74.3 ± 0.39 | 2270 ± 400 | 8.0 ± 1.8 | 8.39 ± 2.007 |
| PLA-LC-0.9 | 59.4 ± 0.18 | 2430 ± 65 | 4.5 ± 0.2 | 4.44 ± 1.231 |
| PLA-LC-4.6 | 56.5 ± 2.43 | 2270 ± 88 | 4.4 ± 0.4 | 5.17 ± 0.781 |
| PLA-LC-17.7 | 53.7 ± 0.64 | 2160 ± 102 | 4.9 ± 0.3 | 5.66 ± 1.020 |
| PLA-LC-30.4 | 46.4 ± 0.87 | 1890 ± 44 | 16 ± 6.0 | 5.54 ± 0.634 |
| PLA-LC-39.8 | 36.7 ± 0.22 | 1650 ± 90 | 45 ± 5.4 | 6.85 ± 0.974 |
| Curve | a | b | c | R2 |
|---|---|---|---|---|
| Brostow’s | −111 | −14.102 | −1640 | 0.934 |
| Fitting | −6.919 × 108 | −9.547 ×·1010 | −1.633·×·108 | 0.977 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mysiukiewicz, O.; Barczewski, M.; Skórczewska, K.; Szulc, J.; Kloziński, A. Accelerated Weathering of Polylactide-Based Composites Filled with Linseed Cake: The Influence of Time and Oil Content within the Filler. Polymers 2019, 11, 1495. https://doi.org/10.3390/polym11091495
Mysiukiewicz O, Barczewski M, Skórczewska K, Szulc J, Kloziński A. Accelerated Weathering of Polylactide-Based Composites Filled with Linseed Cake: The Influence of Time and Oil Content within the Filler. Polymers. 2019; 11(9):1495. https://doi.org/10.3390/polym11091495
Chicago/Turabian StyleMysiukiewicz, Olga, Mateusz Barczewski, Katarzyna Skórczewska, Joanna Szulc, and Arkadiusz Kloziński. 2019. "Accelerated Weathering of Polylactide-Based Composites Filled with Linseed Cake: The Influence of Time and Oil Content within the Filler" Polymers 11, no. 9: 1495. https://doi.org/10.3390/polym11091495
APA StyleMysiukiewicz, O., Barczewski, M., Skórczewska, K., Szulc, J., & Kloziński, A. (2019). Accelerated Weathering of Polylactide-Based Composites Filled with Linseed Cake: The Influence of Time and Oil Content within the Filler. Polymers, 11(9), 1495. https://doi.org/10.3390/polym11091495