Evolution of Microstructure, Texture and Topography during Cold Rolling and Recrystallization of Ni–5at.%W Alloy Substrate for Coated Conductors


Abstract
:1. Introduction
2. Experiments
3. Results and Discussion
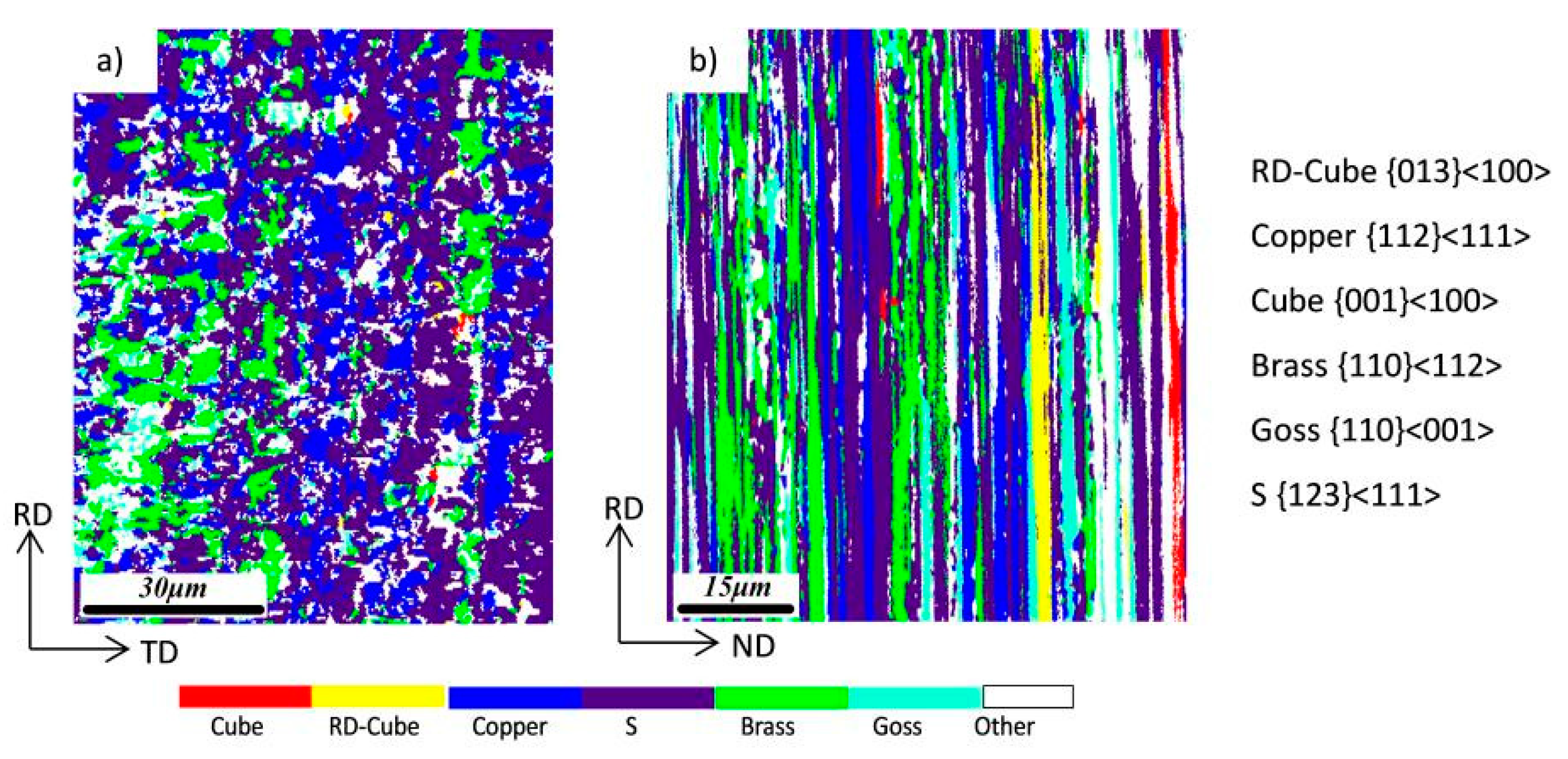
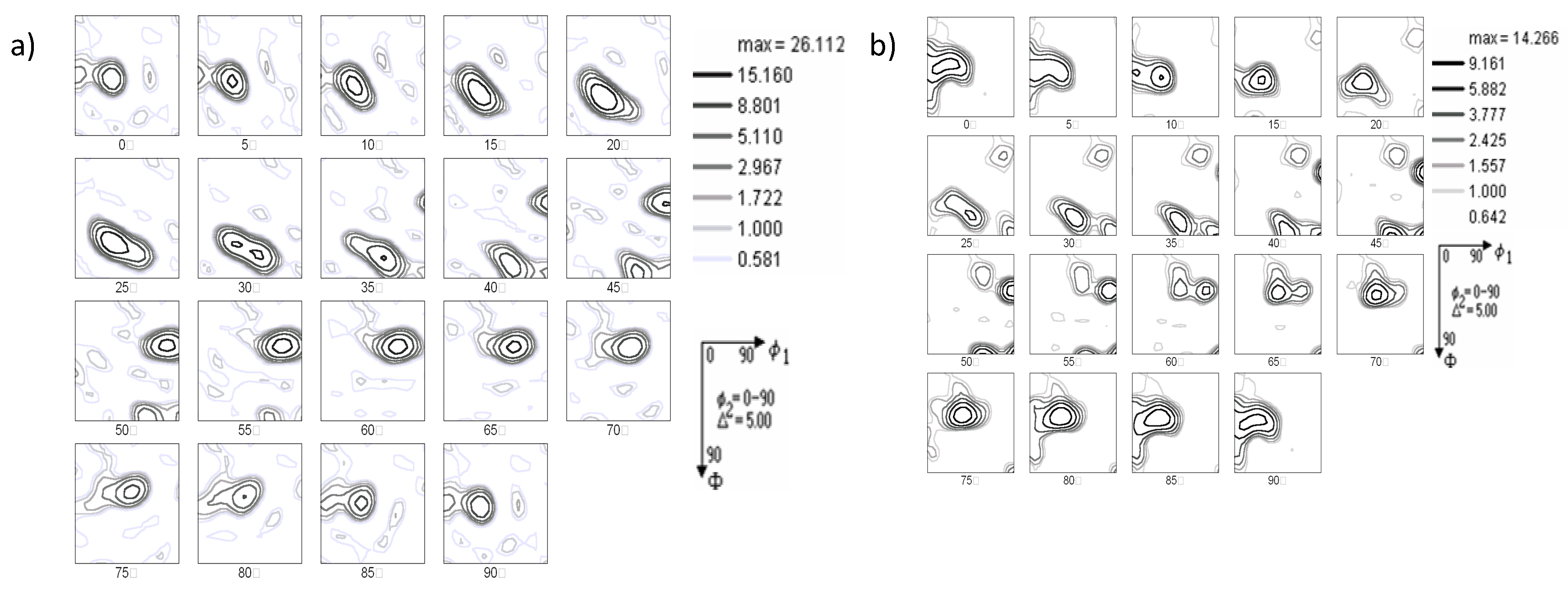
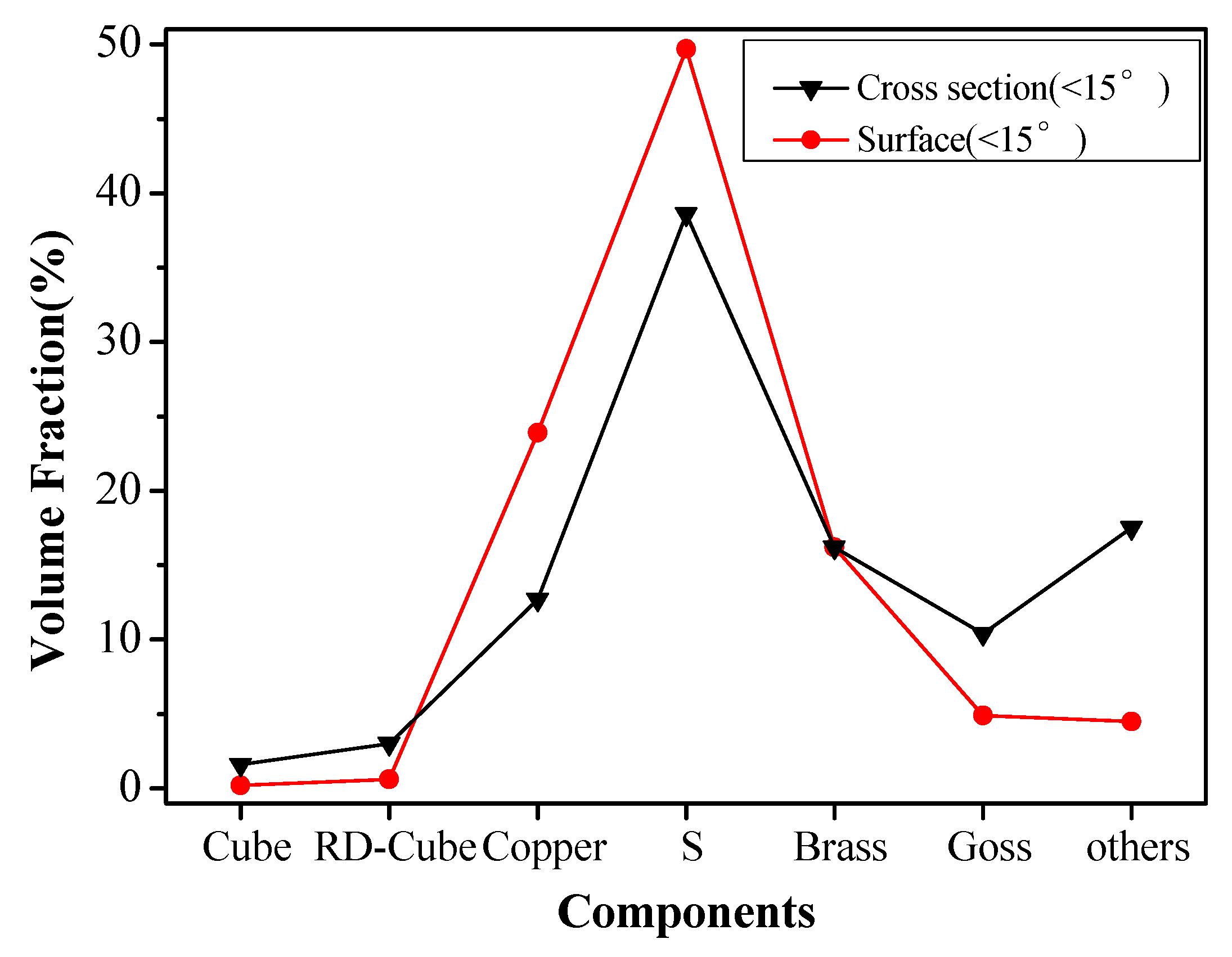
3.1. The Study on the Microstructure of Cold-Rolled Ni5W Alloy Substrate
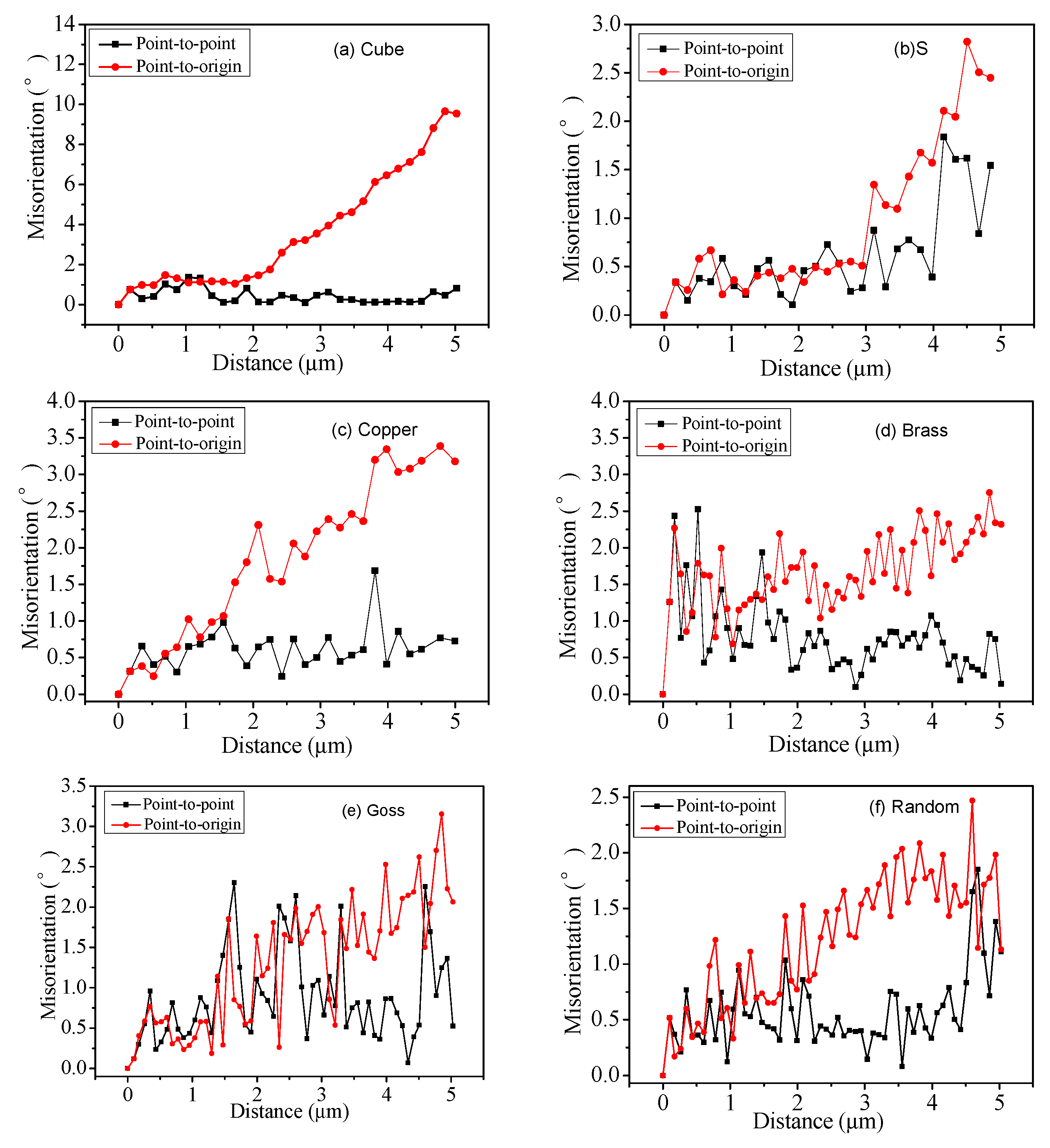
3.2. The Microstructure Orientation Gradient of Cold-Rolled Ni5W Alloy Substrate
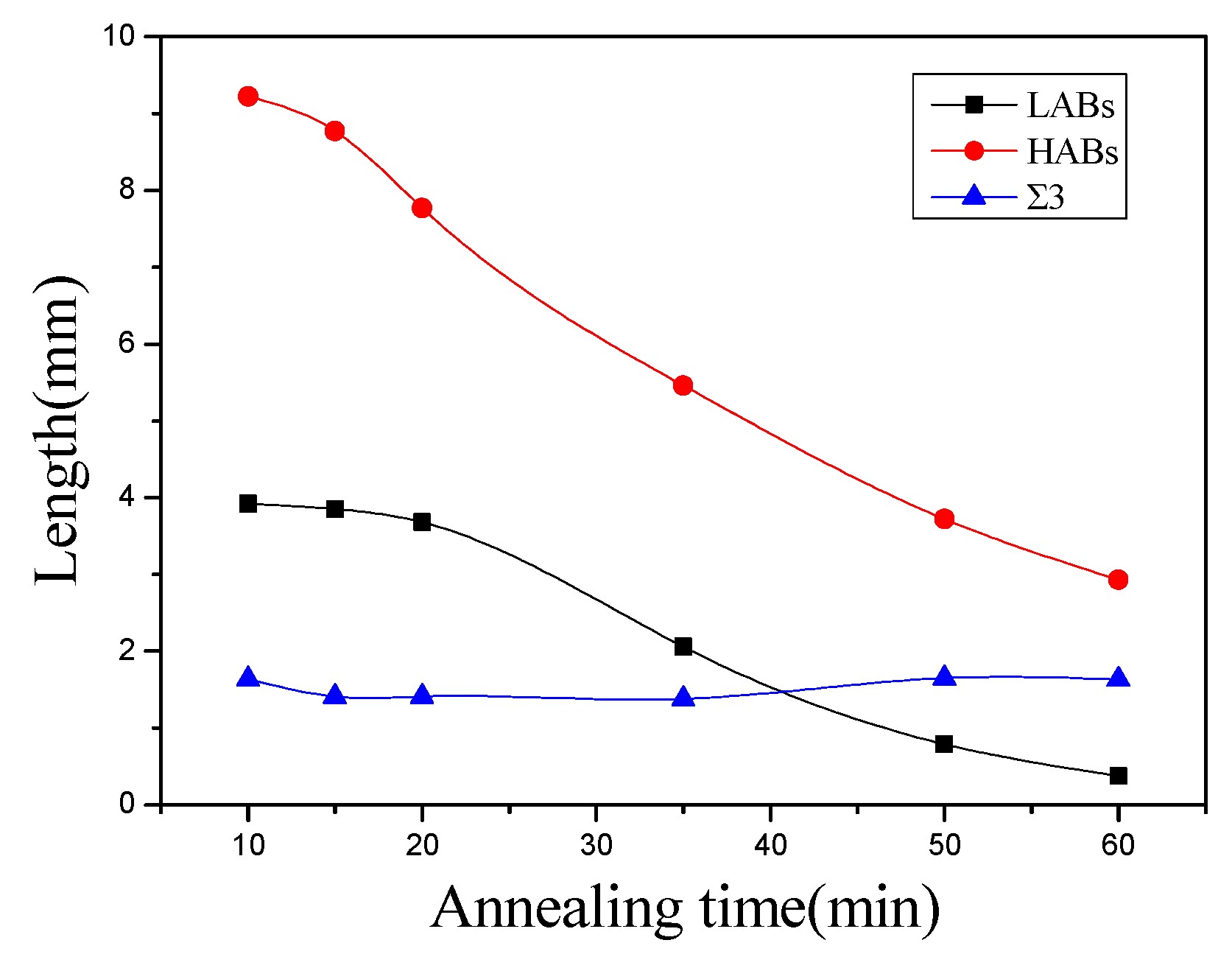
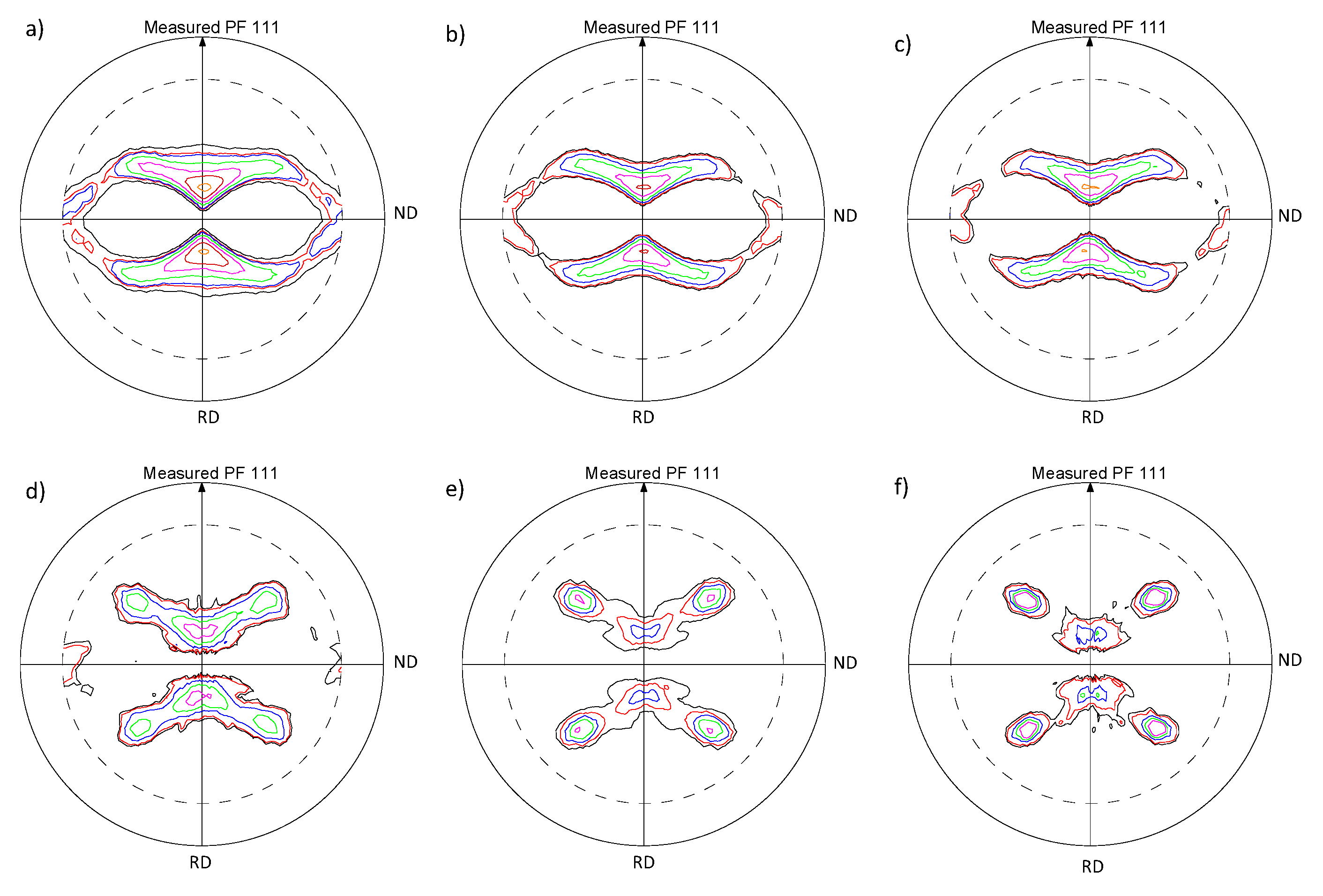
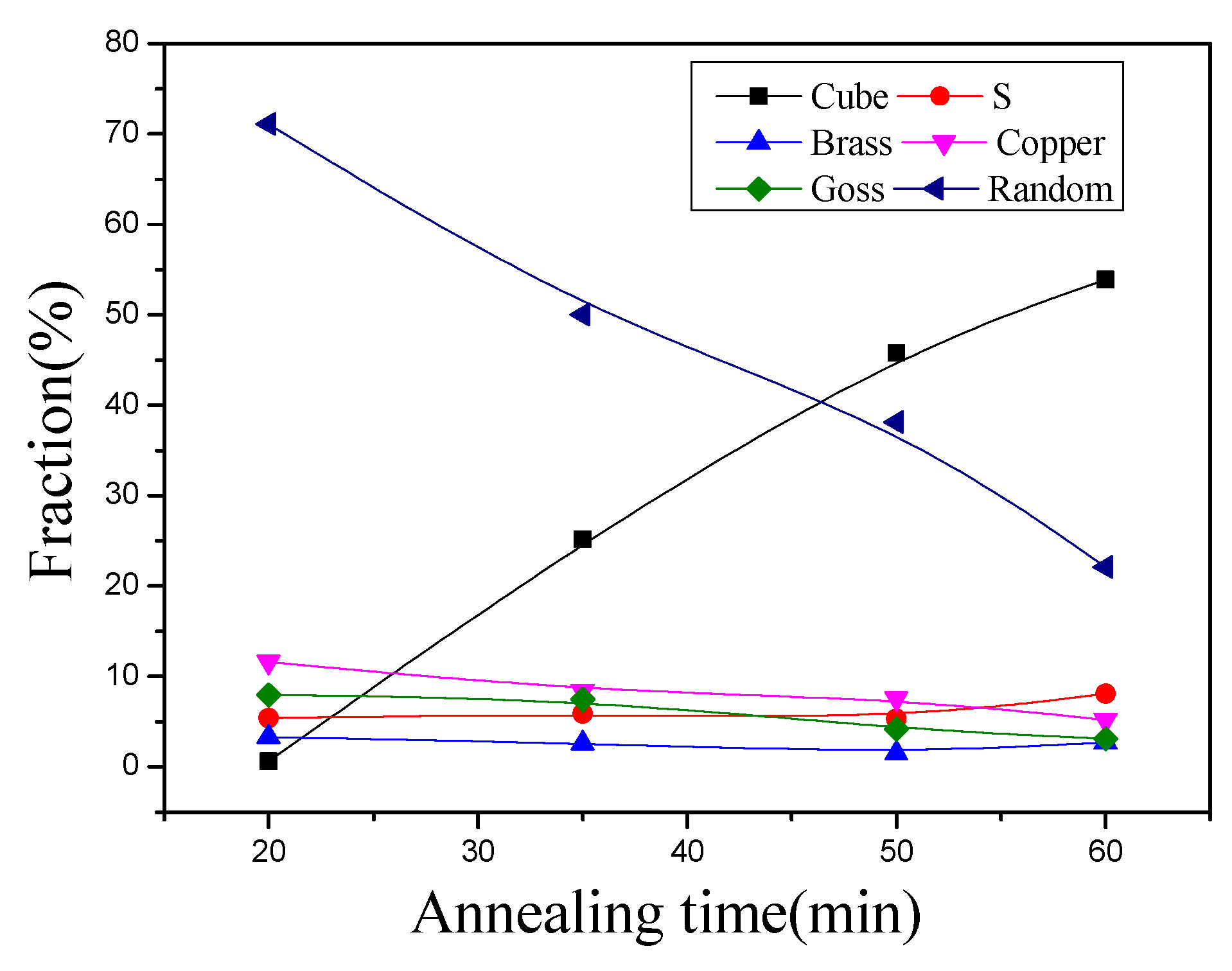
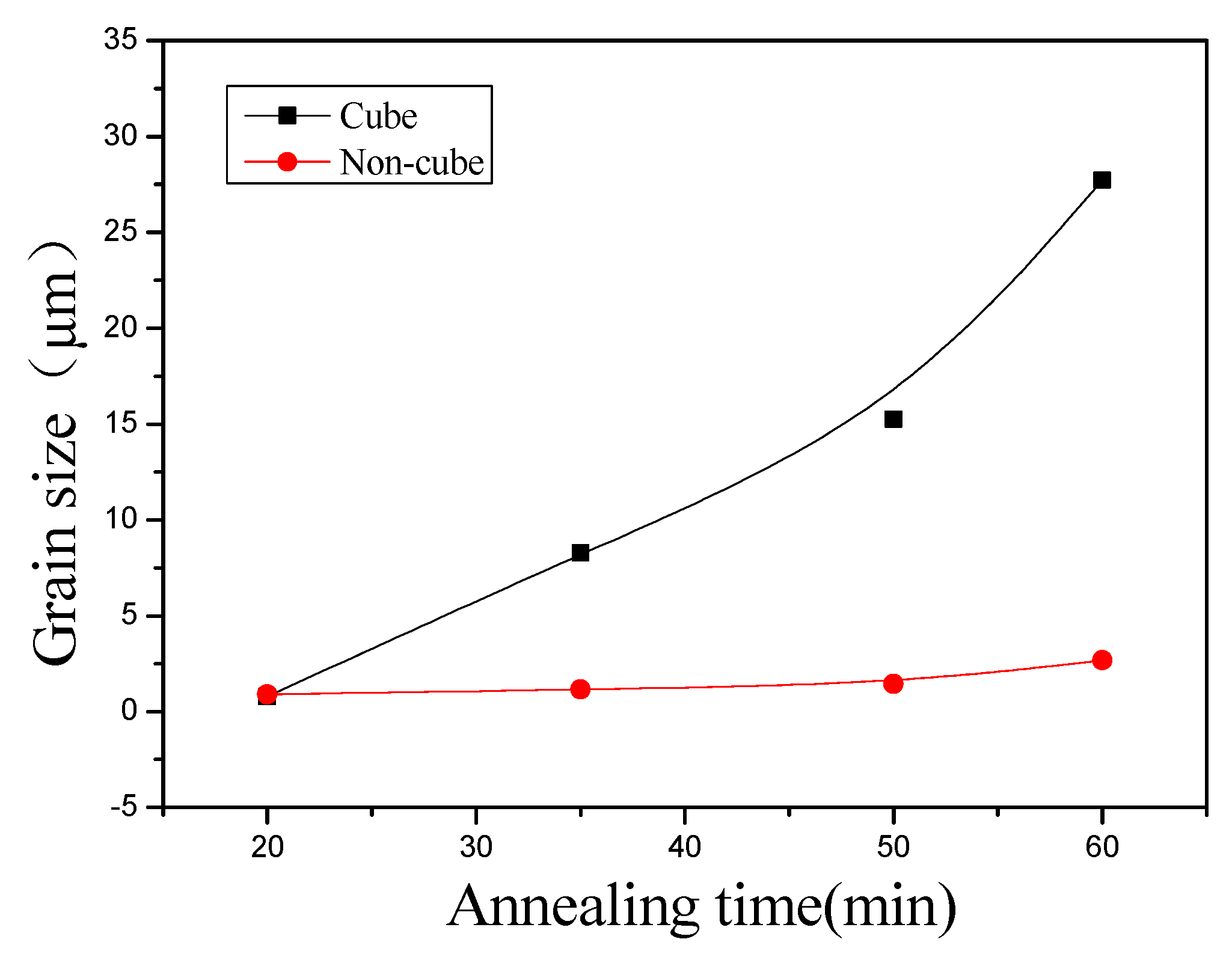
3.3. The Study on the Microstructure and Texture of Ni5W Alloy Substrate during Recrystallization
4. Summary
Author Contributions
Funding
Conflicts of Interest
References
- Baecher, M.; Feenstra, R.; Wojtyniak, B.; Falte, M.; Bennewitz, J.; Kunert, J.; Rikel, M.O. Production and characterization of YBCO superconductor tapes produced by chemical solution deposition processes. In Proceedings of the Applied Superconductivity Conference, Denver, CO, USA, 4–9 September 2016. [Google Scholar]
- Walsh, R.P.; McRae, D.; Markiewicz, W.D.; Lu, J.; Toplosky, V.J. The 77-K Stress and Strain Dependence of the Critical Current of YBCO Coated Conductors and Lap Joints. IEEE Trans. Appl. Supercond. 2012, 22, 8400406. [Google Scholar] [CrossRef]
- Nakasaki, R.; Brownsey, P.; Sundaram, A.; Zhang, Y.; Hazelton, D.; Sakamoto, H.; Fukushima, T. Progress of 2G HTS wire development at SuperPower. In Proceedings of the Applied Superconductivity Conference, Denver, CO, USA, 4–9 September 2016. [Google Scholar]
- Norton, D.P.; Goyal, A.; Budai, J.D.; Christen, D.K.; Kroeger, D.M.; Specht, E.D.; He, Q.; Saffian, B.; Paranthaman, M.; Klabunde, C.E.; et al. Epitaxial YBCO on biaxially textured nickel (001): An approach to superconducting tapes with high critical current density. Science 1996, 274, 755. [Google Scholar] [CrossRef]
- Rupich, M.W.; Li, X.; Thieme, C.; Sathyamurth, S.; Fleshler, S.; Tucker, D.; Thompson, E.; Schreiber, J.; Lync, J.; Buczek, D. Advances in second generation high temperature superconducting wire manufacturing and R&D at American Superconductor Corporation. Supercond. Sci. Tech. 2010, 23, 014–015. [Google Scholar]
- Goyal, A.; Ren, S.X.; Specht, E.D.; Kroeger, D.M.; Feenstra, R.; Norton, D.; Paranthaman, M.; Lee, D.F.; Christen, D.K. Texture formation and grain boundary networks in rolling assisted biaxially textured substrates and in epitaxial YBCO films on such substrates. Micron 1999, 30, 463–478. [Google Scholar] [CrossRef]
- Hughes, D.A.; Hansen, N. Microstructural evolution in nickel during rolling from intermediate to large strains. Metall. Mater. Trans. A 1993, 24, 2022–2037. [Google Scholar] [CrossRef]
- Tian, H.; Zhang, Y.; Mishin, O.; Suo, H.L.; Grivel, J.C. Nanostructured Cu-45 at.% Ni alloy produced by heavy cold rolling. In Proceedings of the 33rd Risø International Symposium on Materials Science, Roskilde, Denmark, 3–7 September 2012; pp. 349–354. [Google Scholar]
- Li, X.L.; Liu, W.; Godfrey, A.; Jensen, D.J.; Liu, Q. Development of the cube texture at low annealing temperatures in highly rolled pure nickel. Acta Mater. 2007, 55, 3531–3540. [Google Scholar] [CrossRef]
- Hui, T.; Suo, H.; Qiu, H.; Liu, M.; Ma, L.; Wang, L.; Yuan, D.; Wang, Y. Investigation of Cold Rolling Texture and Recrystallization Texture in NiW Substrates. Rare Met. Mater. Eng. 2011, 40, 329–333. [Google Scholar]
- Lee, K.H.; Yoo, J.; Ko, J.; Kim, H.; Chung, H.; Chang, D.; Lee, J.Y. Fabrication of biaxially textured Ni tape for YBCO coated conductor by electrodeposition. Physica 2002, 372, 866–868. [Google Scholar] [CrossRef]
- Bhattacharjee, P.P.; Ray, R.K.; Tsuji, N. Cold rolling and recrystallization textures of a Ni-5at.% W alloy. Acta Mater. 2009, 57, 2166–2179. [Google Scholar] [CrossRef]
- Wright, S.I.; Nowell, M.M.; de Kloe, R.; Camus, P.; Rampton, T. Electron imaging with an EBSD detector. Ultramicroscopy 2015, 148, 132–145. [Google Scholar] [CrossRef] [PubMed]
- Wilkinson, A.J.; Britton, T.B. Strains, planes, and EBSD in materials science. Mater. Today 2012, 15, 366–376. [Google Scholar] [CrossRef]
- Wright, S.I.; Nowell, M.M.; Lindeman, S.P.; Camus, P.P.; De Graef, M.; Jackson, M.A. Introduction and comparison of new EBSD post-processing methodologies. Ultramicroscopy 2015, 159, 81–94. [Google Scholar] [CrossRef] [PubMed]
- Yoo, J.; Kim, Y.K.; Ko, J.; Lee, K.H.; Chung, K.; Chung, H. Formation of strongly biaxial-textured Ni Layer for YBCO coated conductor by electrodeposition process. IEEE Trans. Appl. Supercond. 2005, 15, 2624–2627. [Google Scholar] [CrossRef]
- Shi, K.; Feng, F.; Wu, W.; Wang, Z.; Han, Z. Recent process in coated conductor by IBAD method and the preparation of long YSZ/Hastelloy C-276 Substrates. Chin. J. Low Temp. Phys. 2010, 32, 116–120. [Google Scholar]
- Hartley, P.; Sturgess, C.E.N.; Liu, C.; Rowe, G.W. Experimental and theoretical studies of workpiece deformation, stress, and strain during flat rolling. Metall. Rev. 1989, 34, 19–34. [Google Scholar] [CrossRef]
- Zeng, Z.R.; Zhu, Y.M.; Xu, S.W.; Bian, M.Z.; Davies, C.H.J.; Birbilis, N.; Nie, J.F. Texture evolution during static recrystallization of cold-rolled magnesium alloys. Acta Mater. 2016, 105, 479–494. [Google Scholar] [CrossRef]
- Zhao, B.; Verhasselt, J.C.; Shvindlerman, L.S.; Gottstein, G. Measurement of grain boundary triple line energy in copper. Acta Mater. 2010, 58, 5646–5653. [Google Scholar] [CrossRef]
- Doherty, R.D. The deformed state and nucleation of recrystallization. Met. Sci. 1974, 8, 132–142. [Google Scholar] [CrossRef]
- Galina, A.V.; Fradkov, V.Y.; Schvindlerman, L.S. Influence of grain ternary joint mobility on boundary migration. Fiz. Met. Metalloved. 1987, 63, 1220–1222. [Google Scholar]
- Cahn, R.W. A new theory of recrystallization nuclei. Proc. Phys. Soc. 2002, 63, 323–336. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Orientation | Point to Origin (°) |
|---|---|
| S | 2.8 |
| Copper | 3.3 |
| Brass | 3.7 |
| Goss | 3.1 |
| non-Cube | 2.4 |
| Cube | 12.1 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, C.; Suo, H.; Zhang, Z.; Wang, Q.; Wang, Y.; Ma, L.; Liu, M.; Ji, Y.; Li, J. Evolution of Microstructure, Texture and Topography during Cold Rolling and Recrystallization of Ni–5at.%W Alloy Substrate for Coated Conductors. Crystals 2019, 9, 604. https://doi.org/10.3390/cryst9110604
Zhang C, Suo H, Zhang Z, Wang Q, Wang Y, Ma L, Liu M, Ji Y, Li J. Evolution of Microstructure, Texture and Topography during Cold Rolling and Recrystallization of Ni–5at.%W Alloy Substrate for Coated Conductors. Crystals. 2019; 9(11):604. https://doi.org/10.3390/cryst9110604
Chicago/Turabian StyleZhang, Chenxi, Hongli Suo, Zili Zhang, Qiuliang Wang, Yingxia Wang, Lin Ma, Min Liu, Yaotang Ji, and Jiazhi Li. 2019. "Evolution of Microstructure, Texture and Topography during Cold Rolling and Recrystallization of Ni–5at.%W Alloy Substrate for Coated Conductors" Crystals 9, no. 11: 604. https://doi.org/10.3390/cryst9110604
APA StyleZhang, C., Suo, H., Zhang, Z., Wang, Q., Wang, Y., Ma, L., Liu, M., Ji, Y., & Li, J. (2019). Evolution of Microstructure, Texture and Topography during Cold Rolling and Recrystallization of Ni–5at.%W Alloy Substrate for Coated Conductors. Crystals, 9(11), 604. https://doi.org/10.3390/cryst9110604