
Effective Case Depth and Wear Resistance of Pack Carburized SCM 420 Steel Processed Using Different Concentrations of Natural Shell Waste Powders and Carburizing Duration



Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
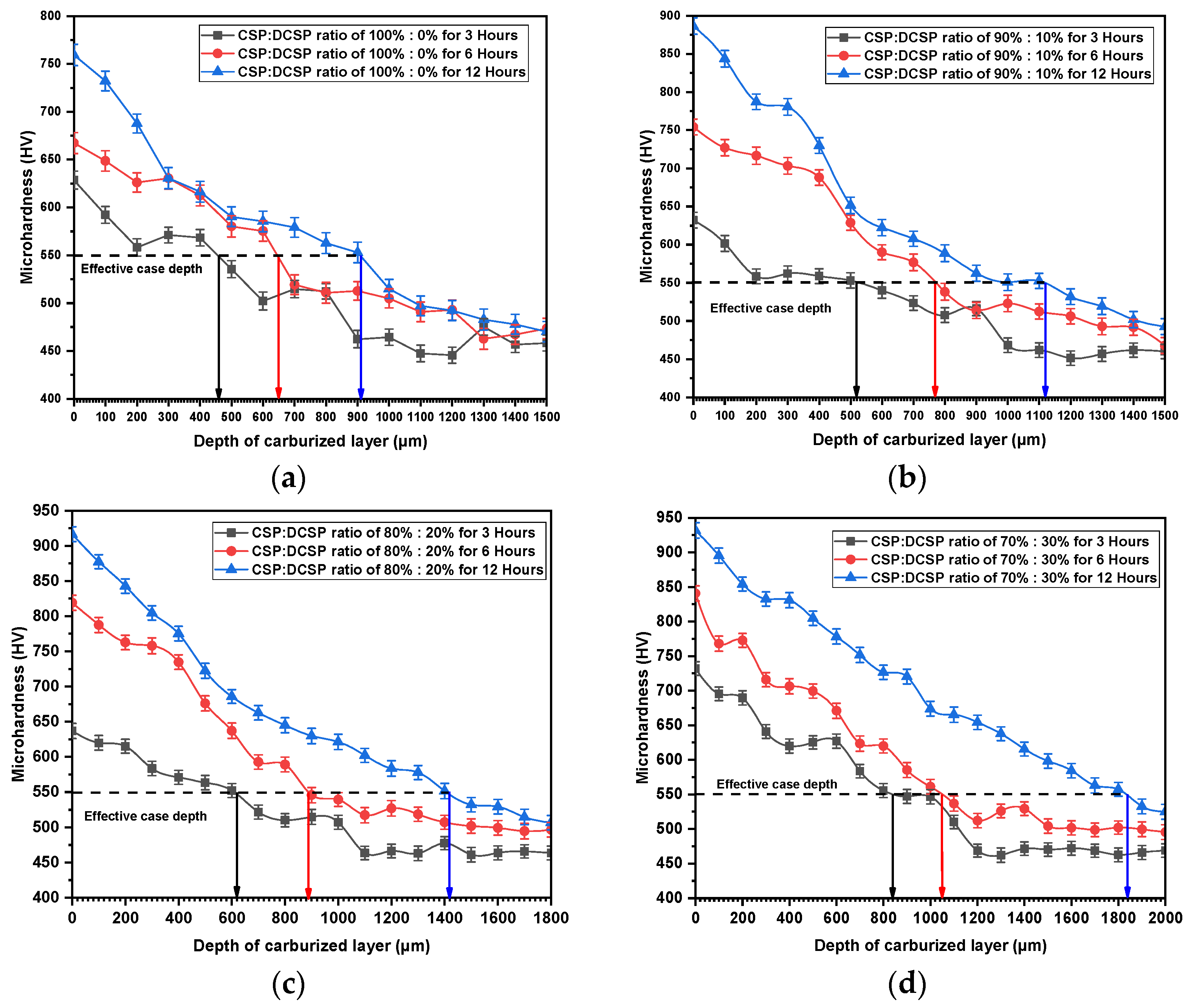
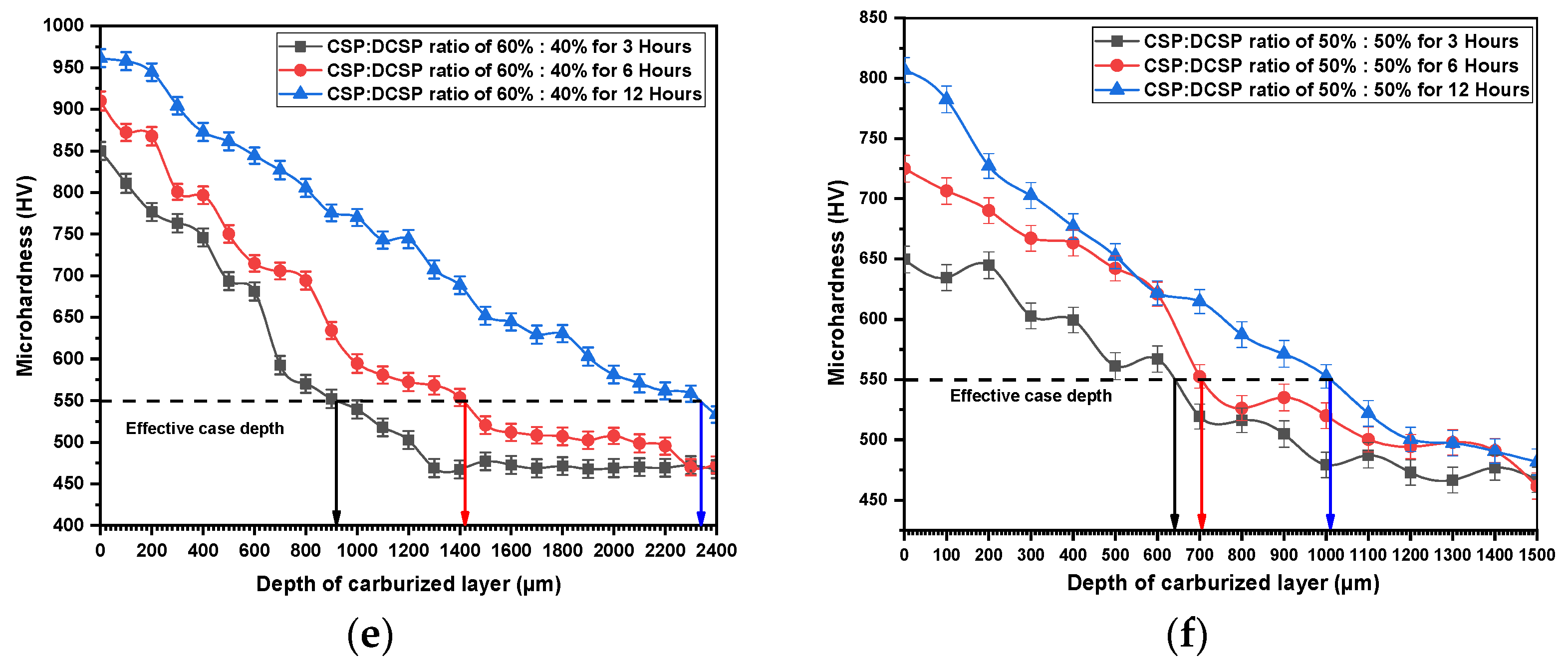
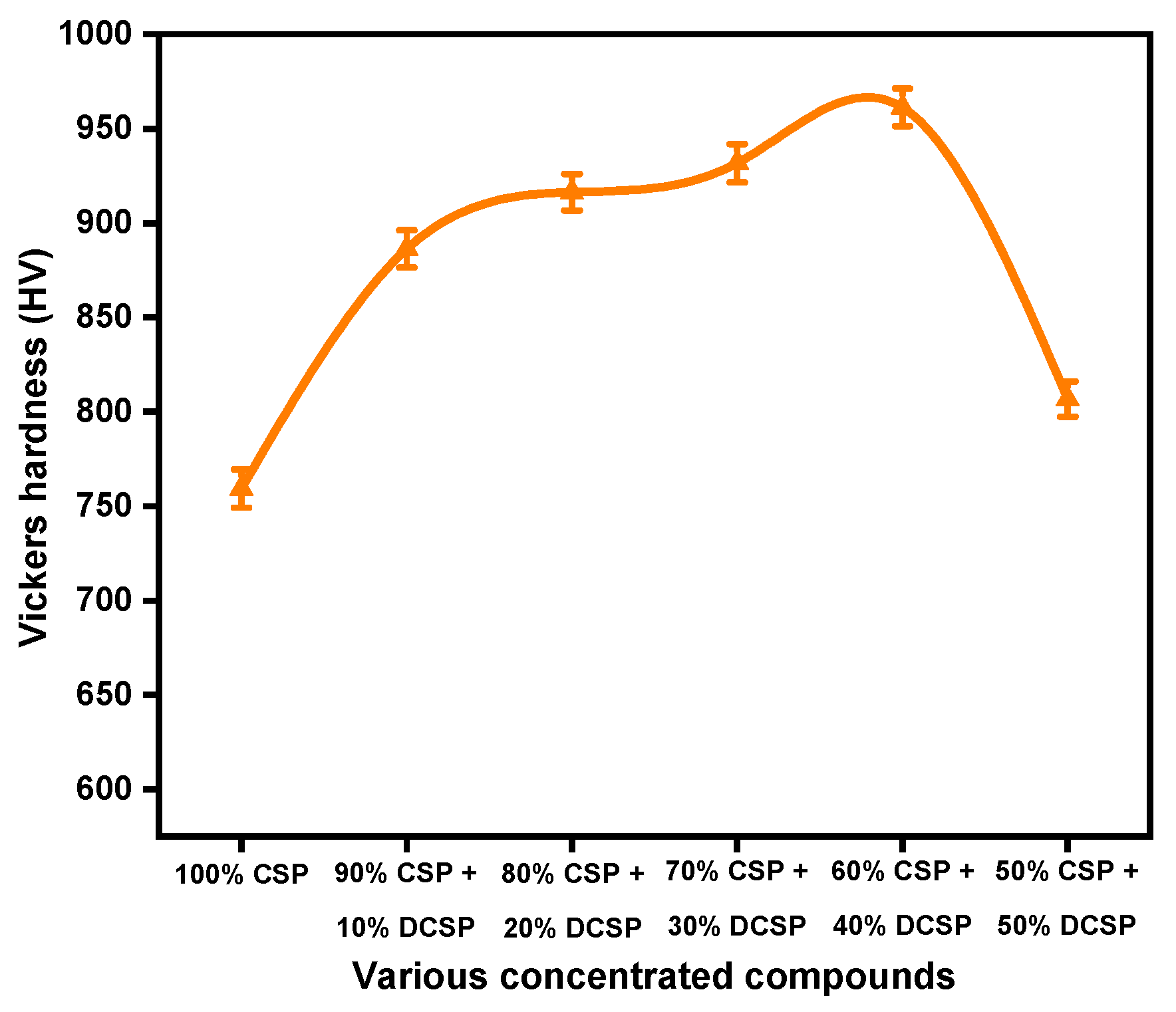
3.1. Effective Case Depth of Quenched Specimens with Different Percentages of Carburizing Media and Carburization Times
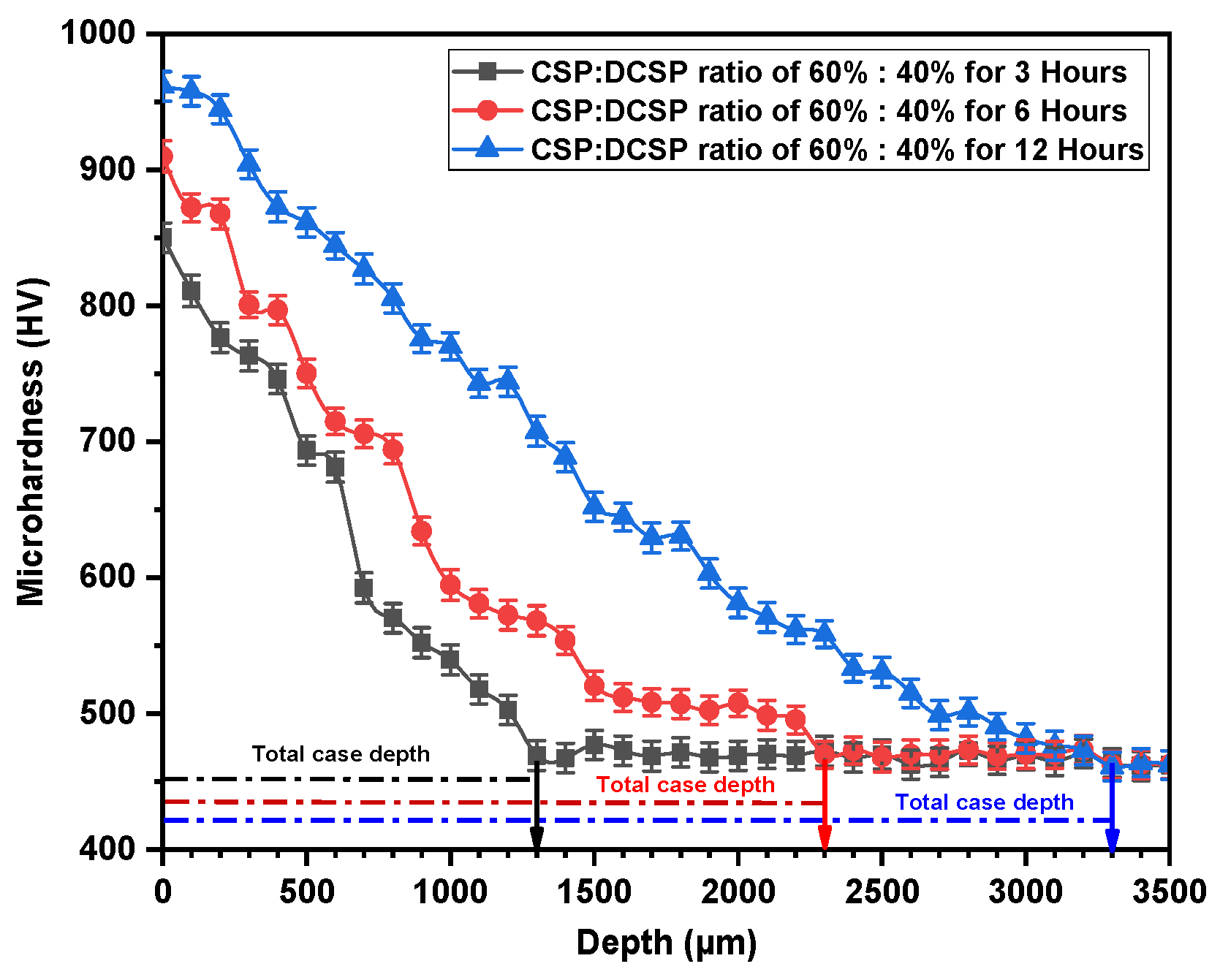
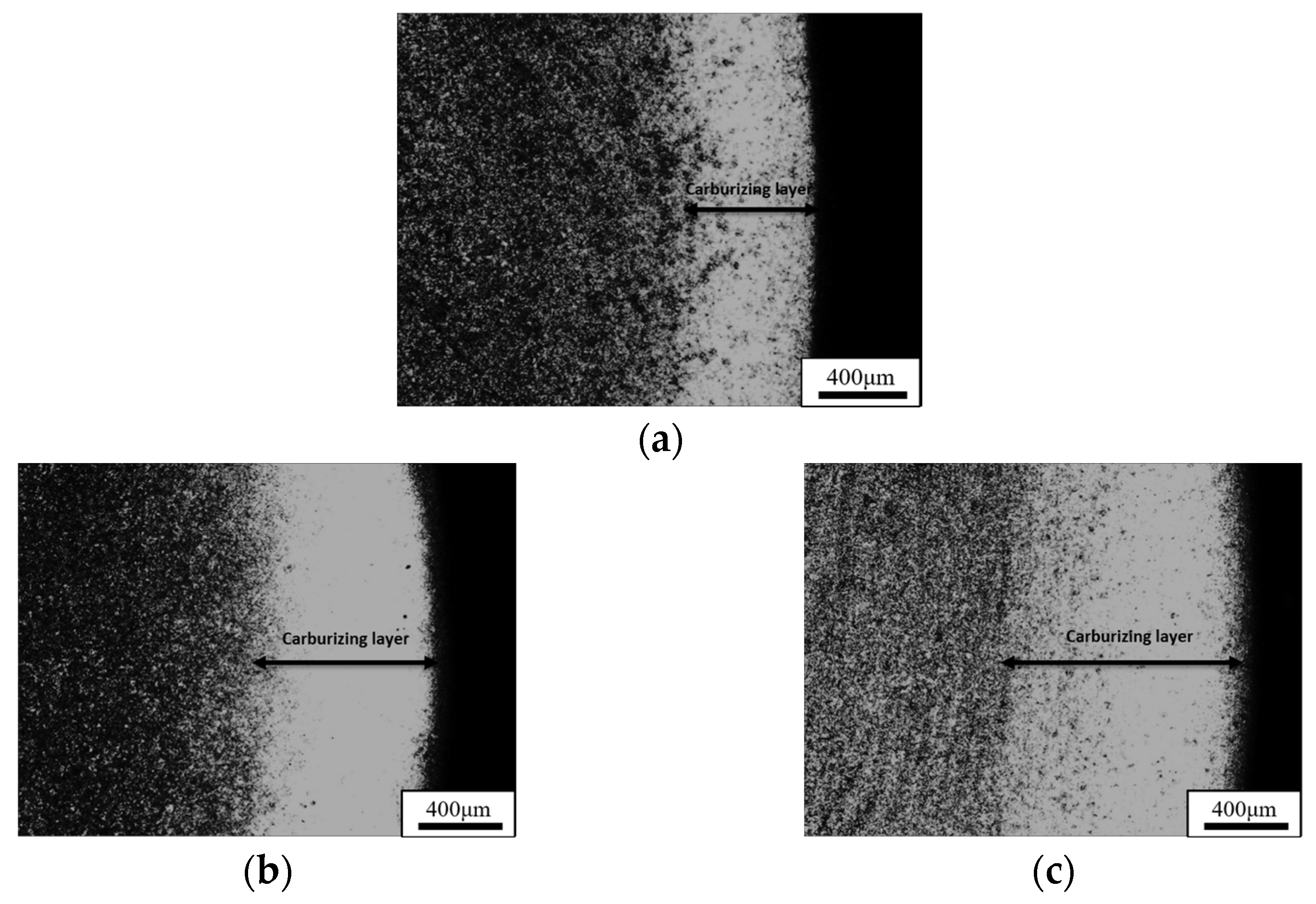
3.2. Total Case Depth of Quenched Specimens Prepared with CSP–DCSP Ratio of 60%:40% and Carburizing Times of 3, 6, and 12 h
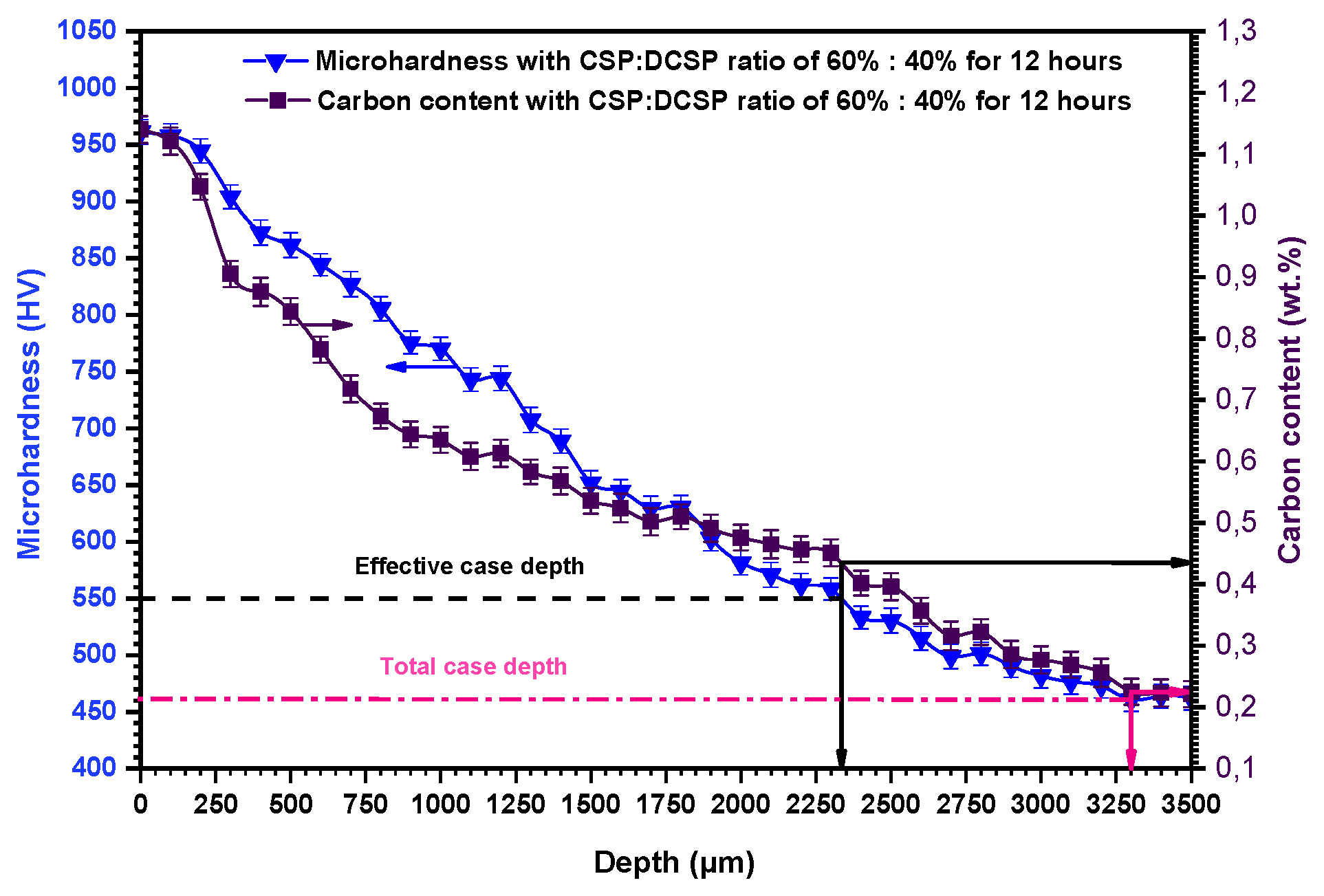
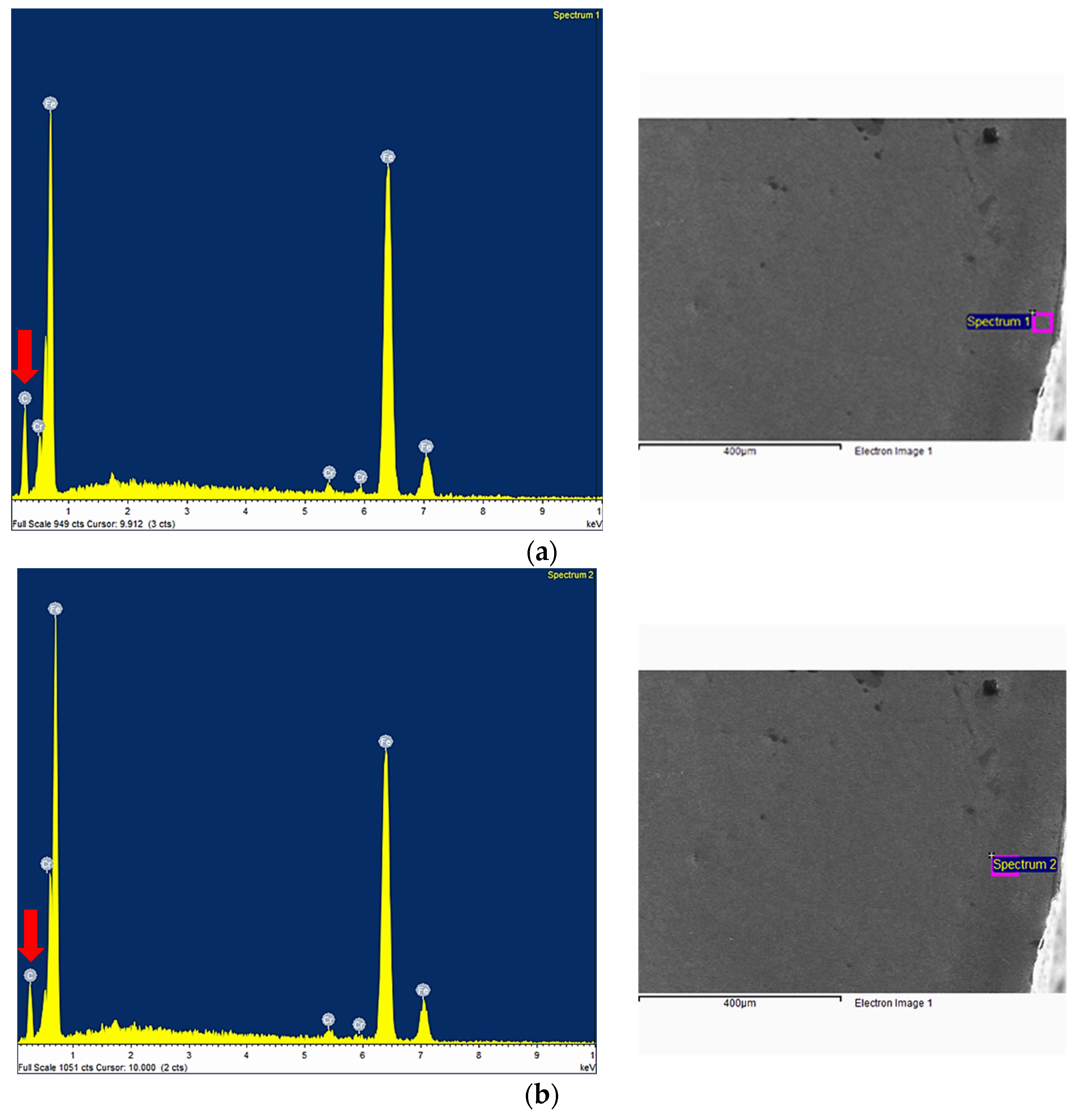
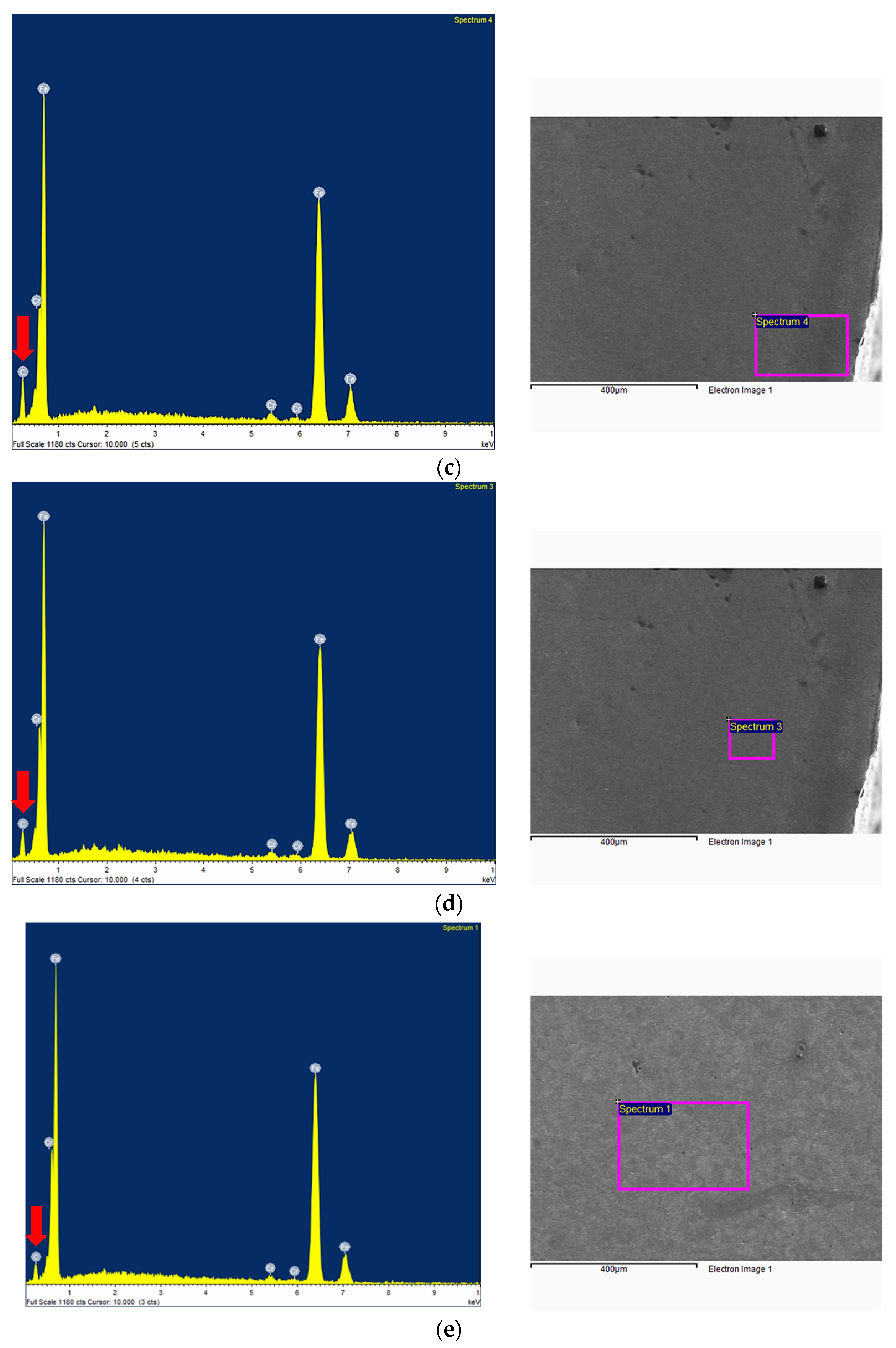
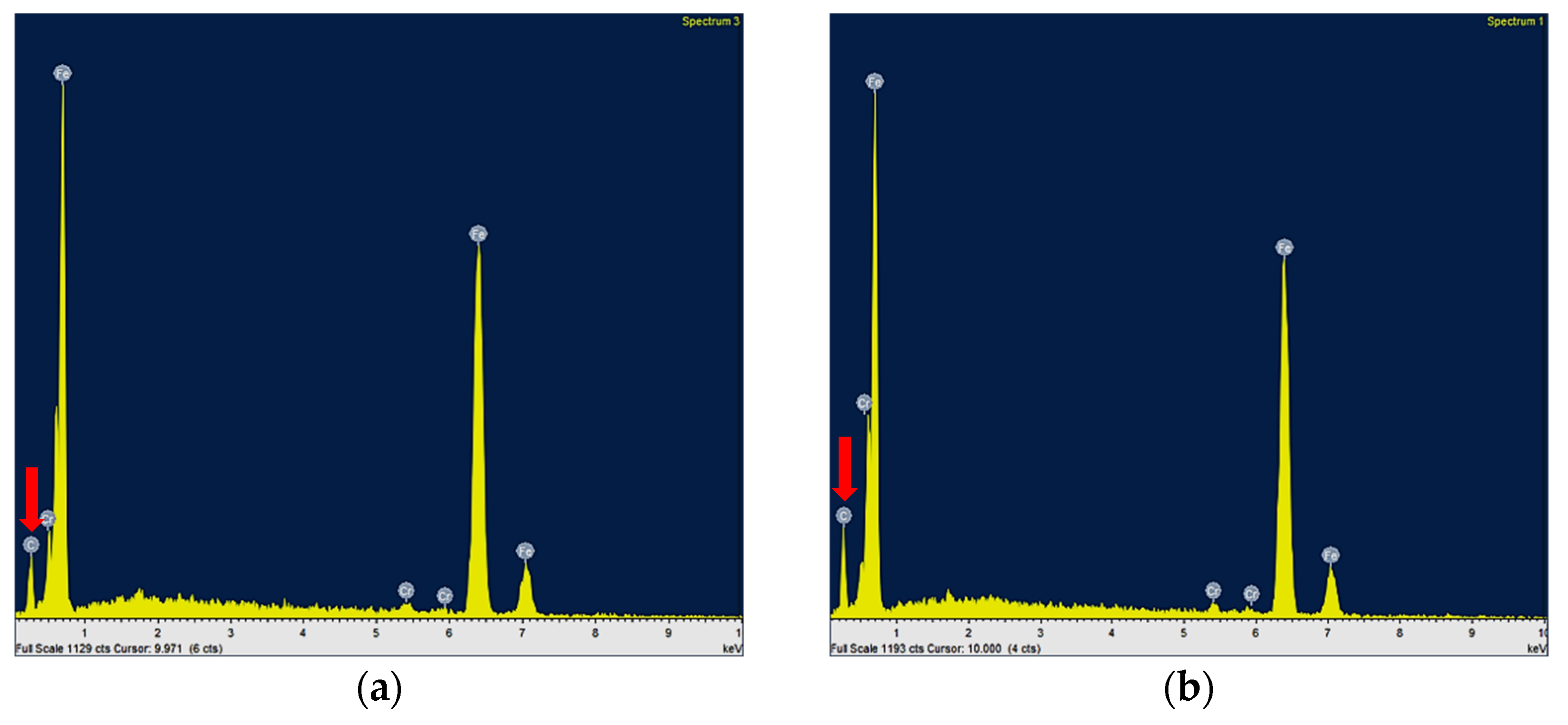
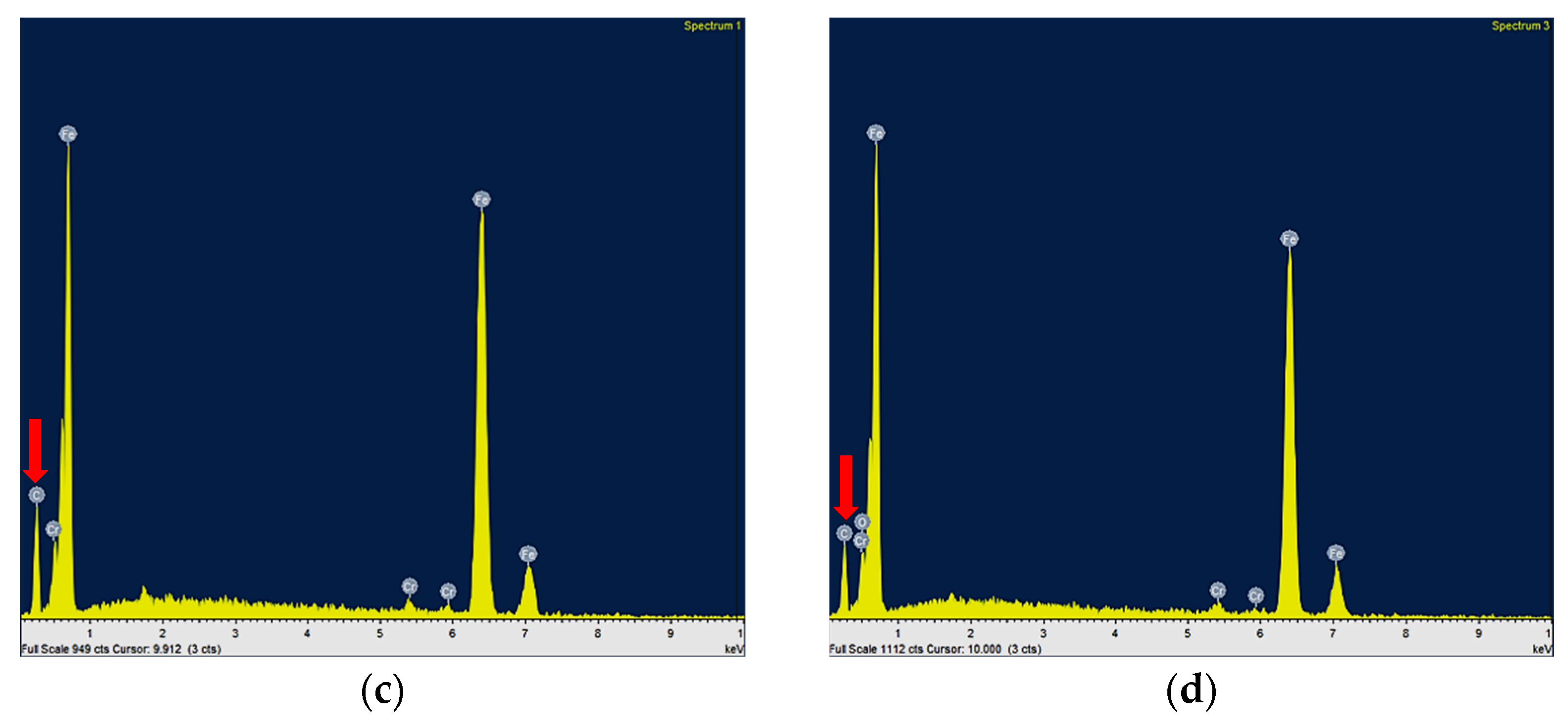
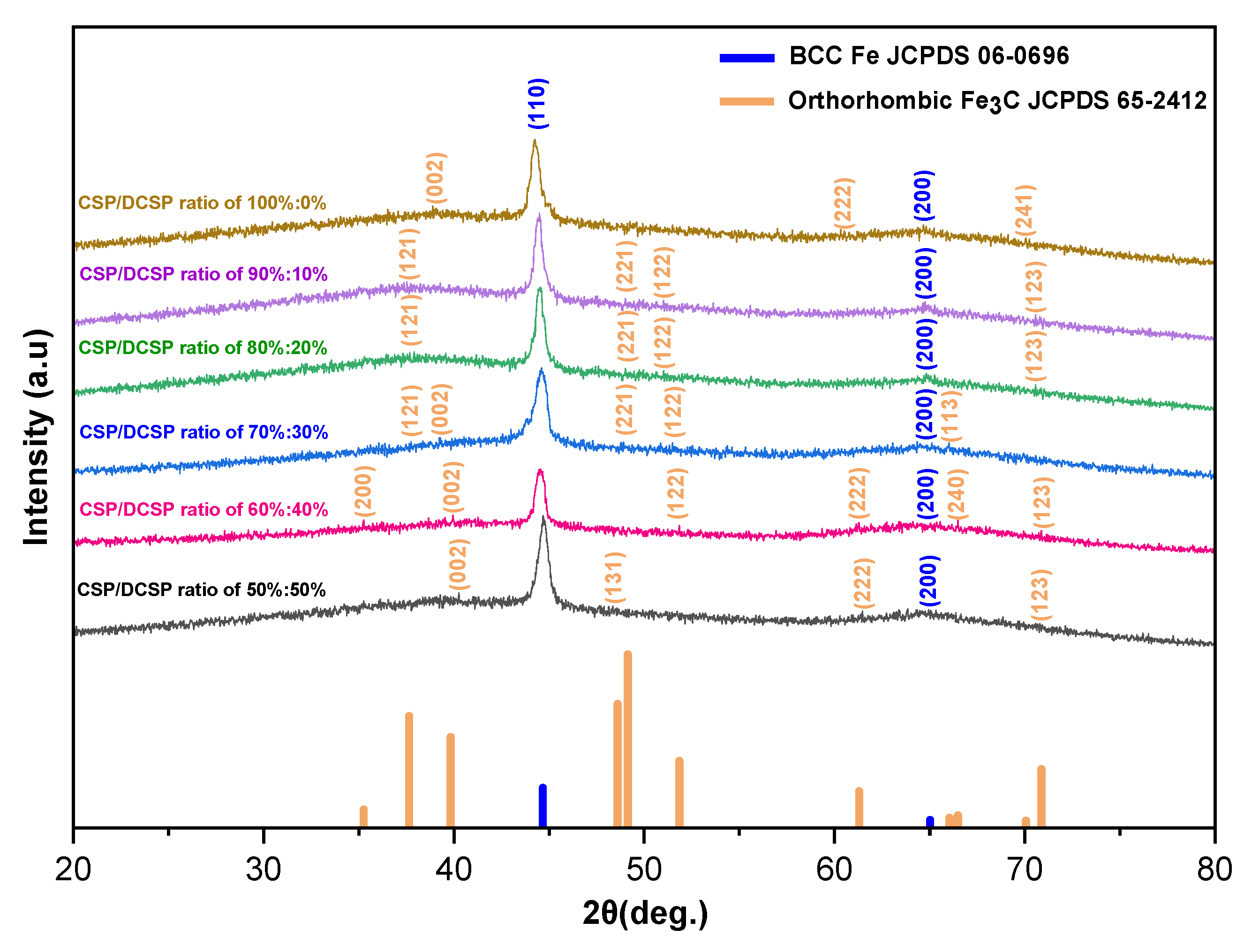
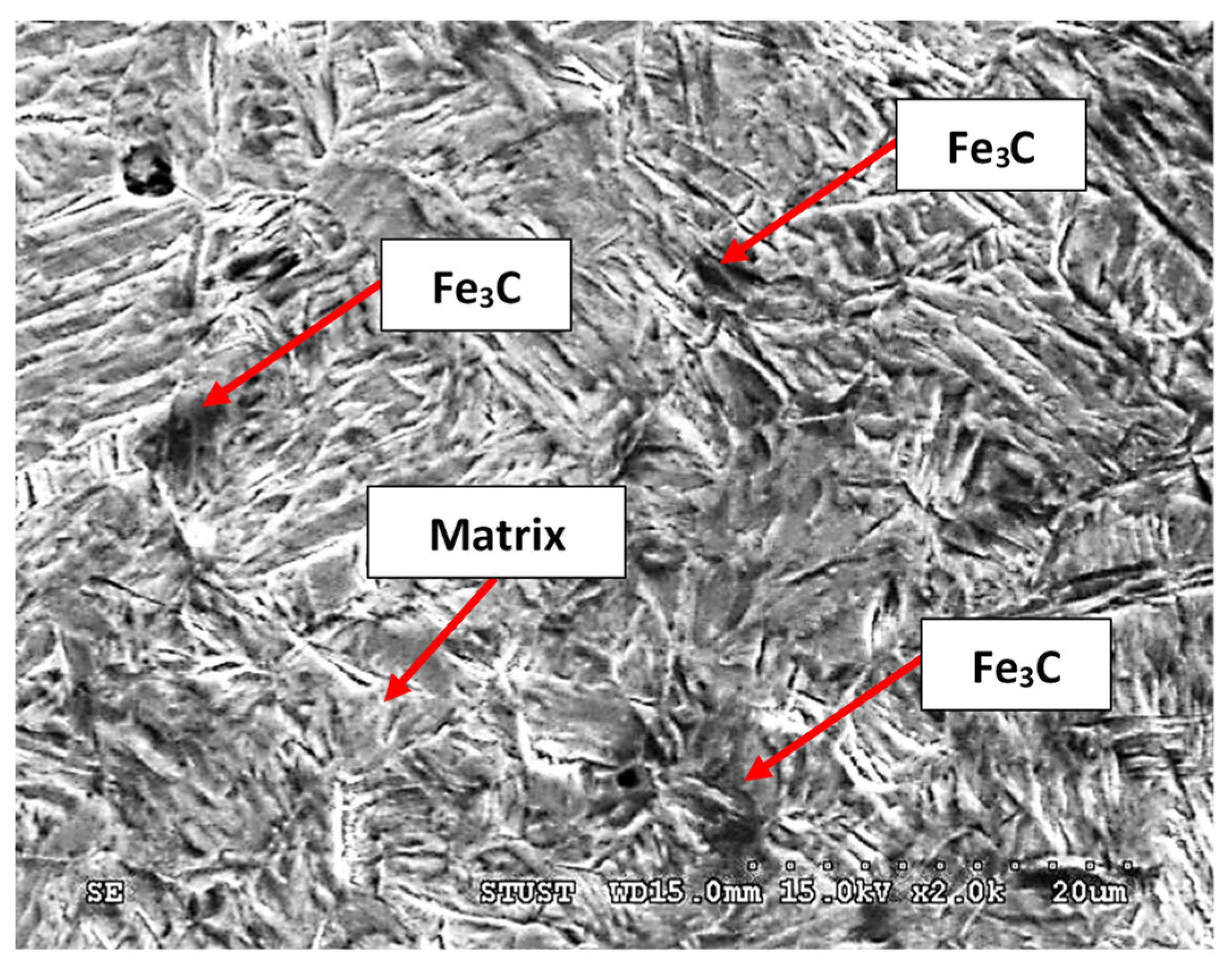
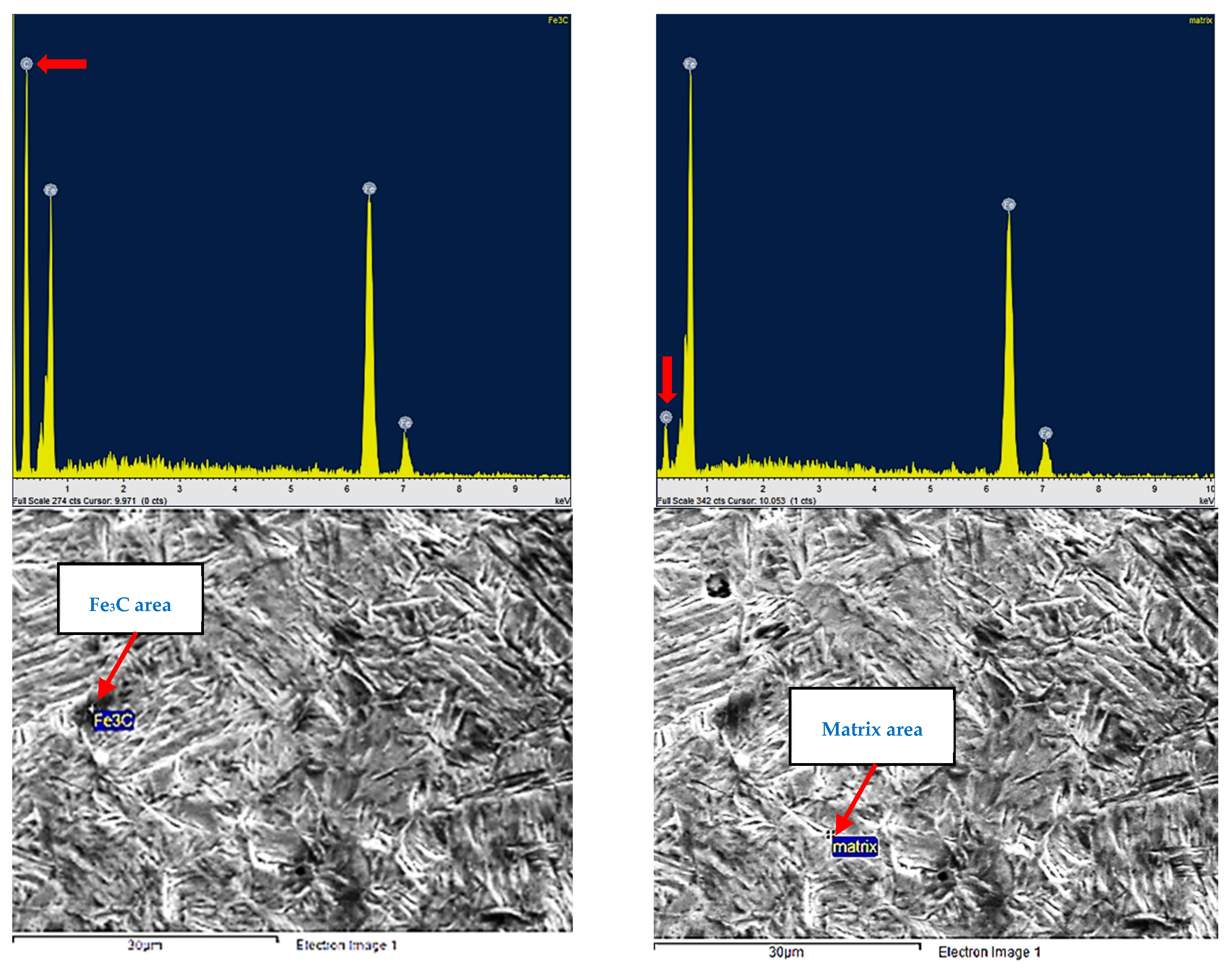
3.3. Carbon Content Distribution on the Effective Case Depth and Total Case Depth of Quenched Specimen with a Carburizing Time of 12 h and CSP–DCSP Ratio of 60%:40%
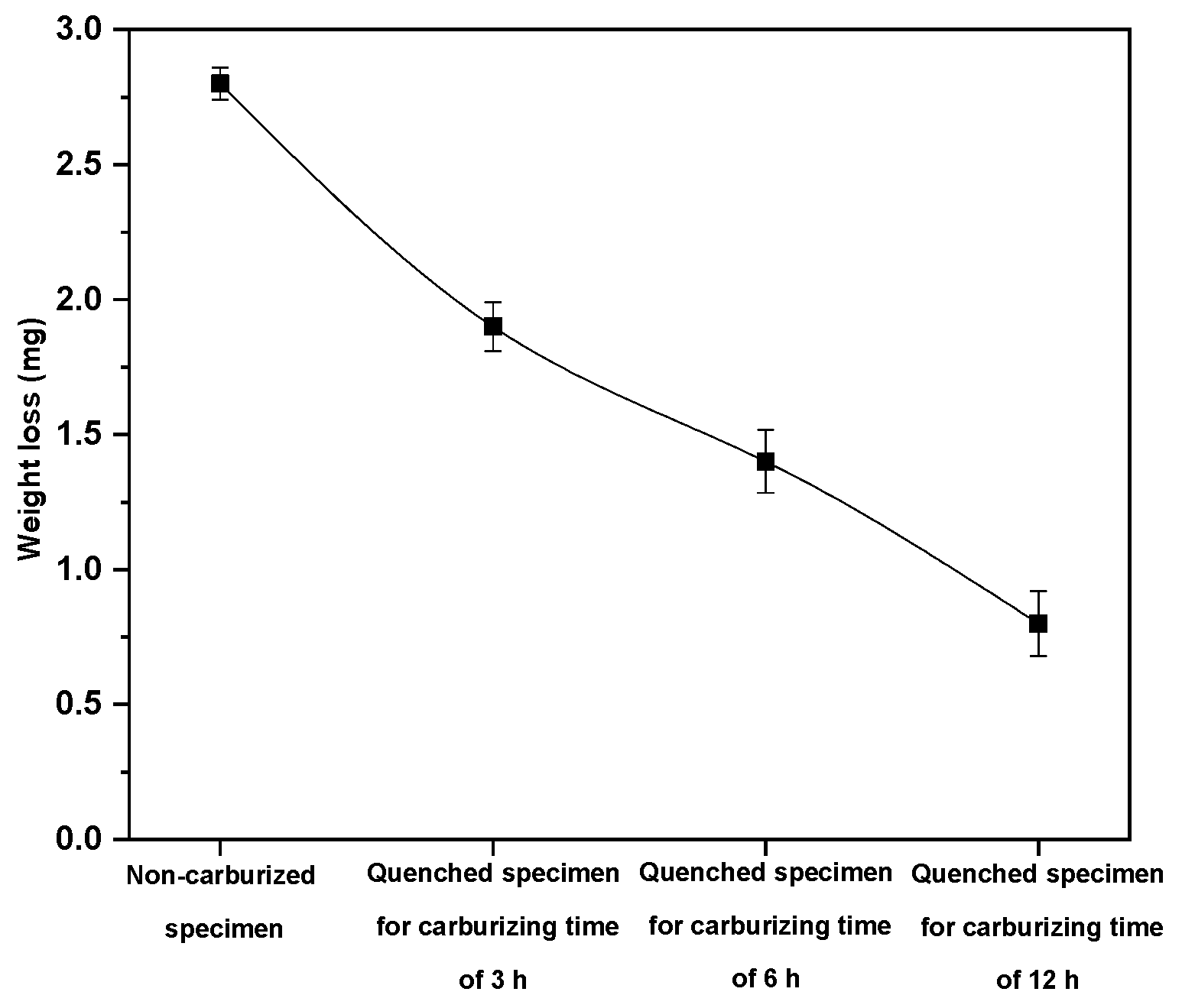
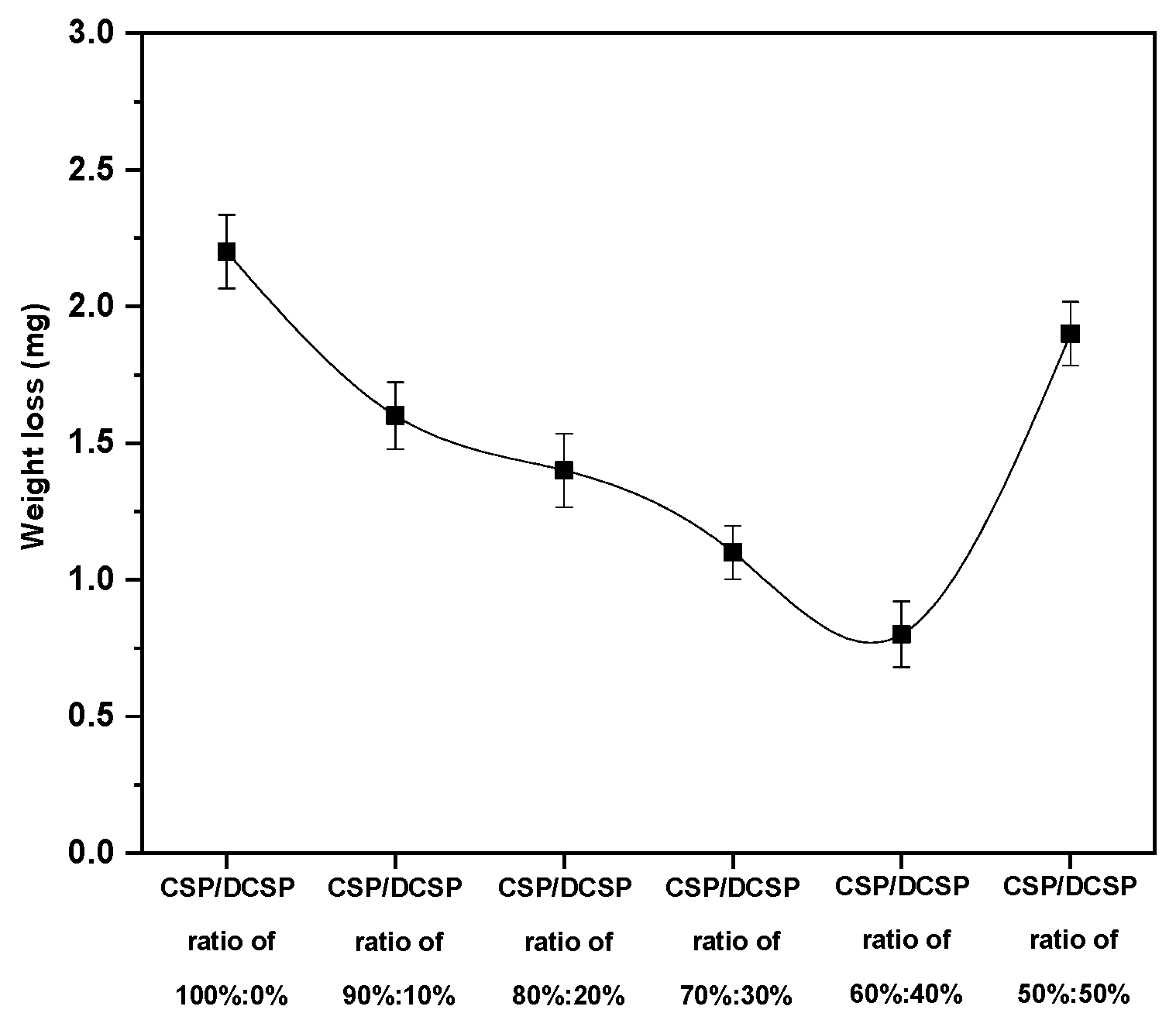
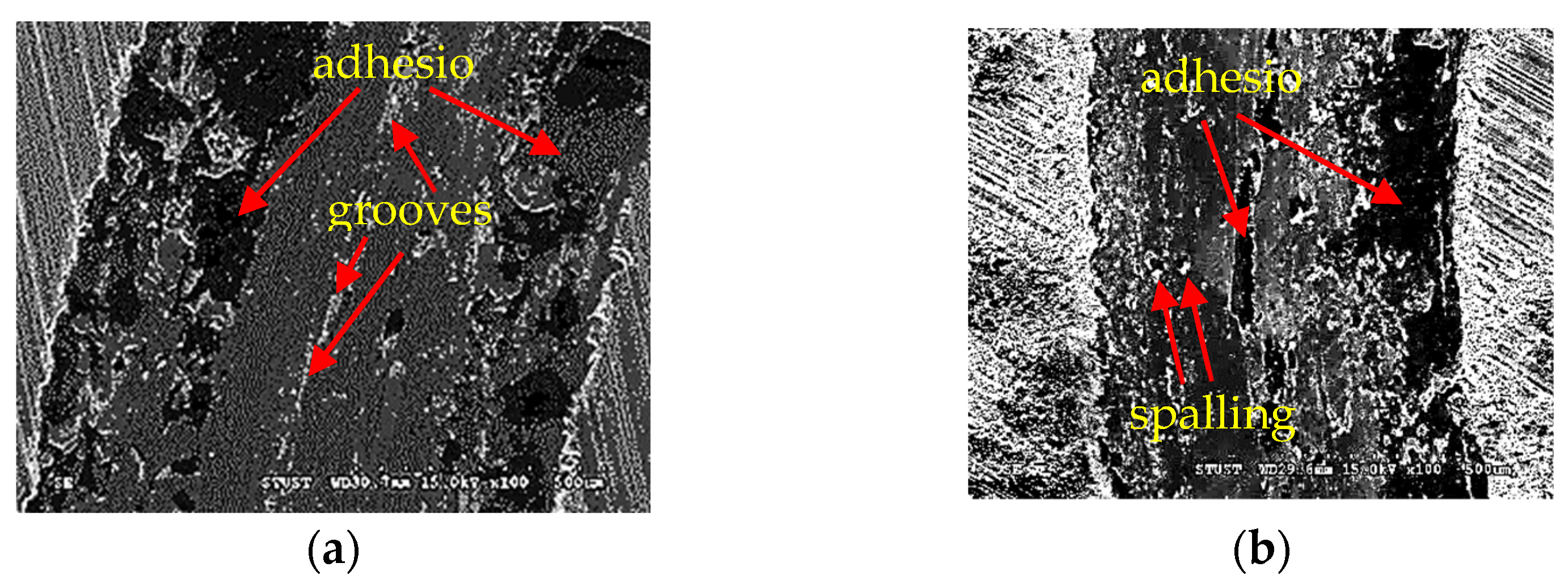
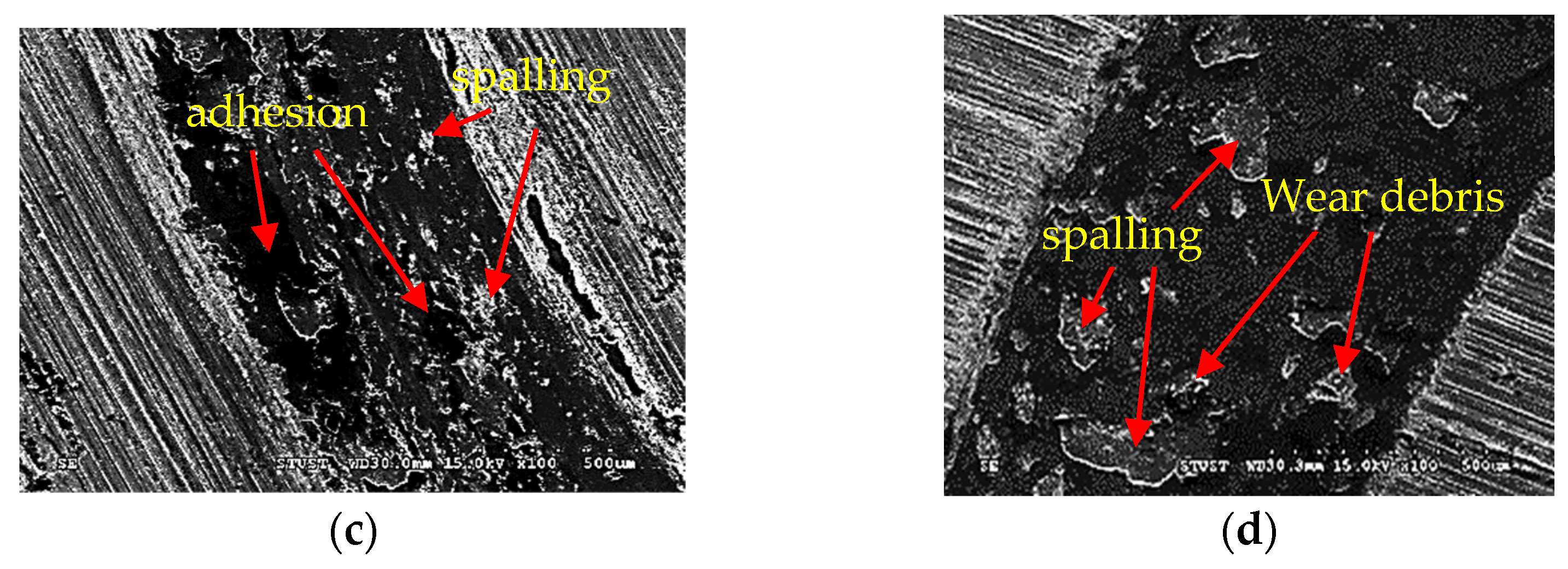
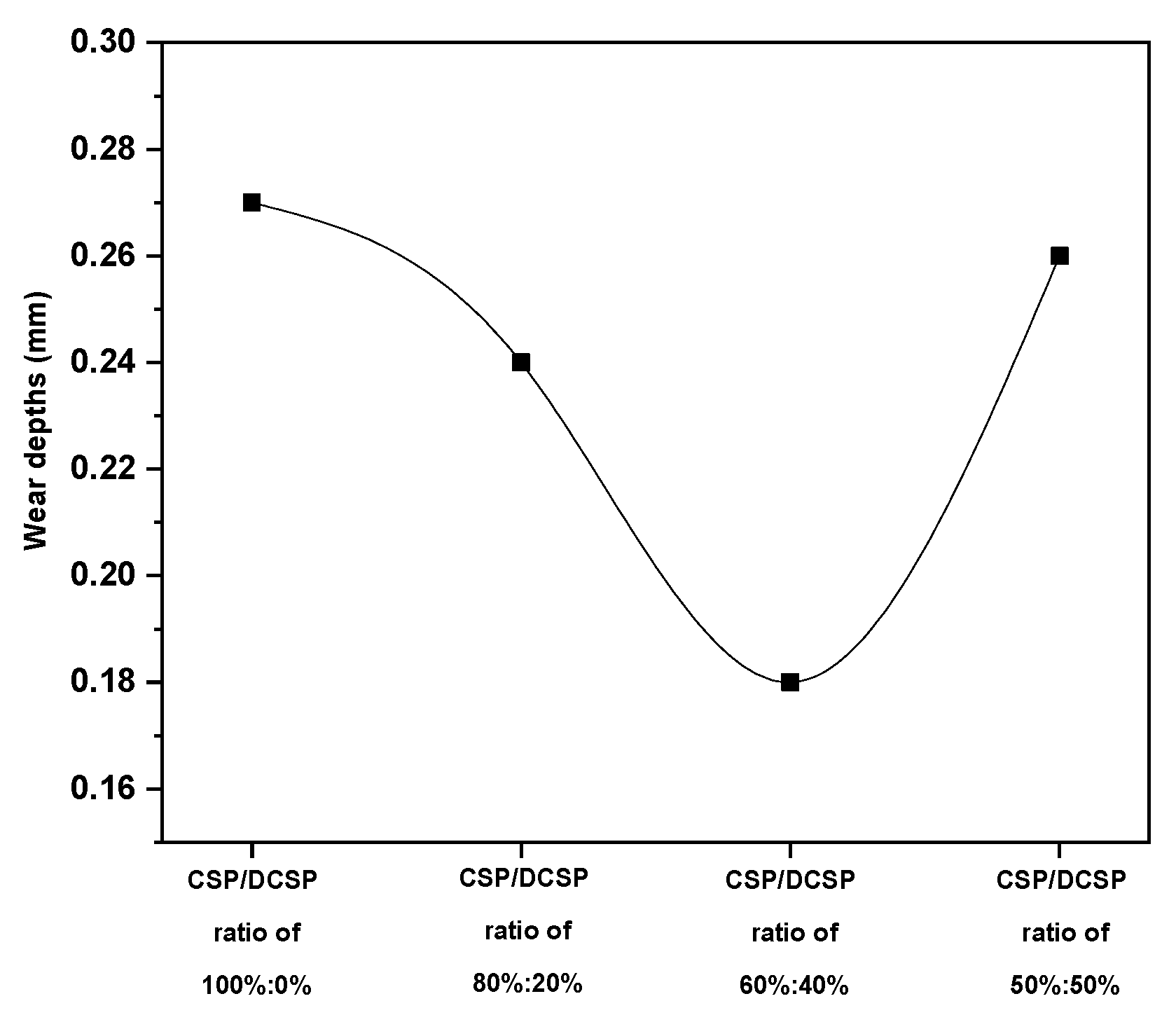
3.4. Wear Resistance of Quenched Specimens
4. Conclusions
- The effective case depth, total case depth, and wear resistance increased by increasing the carburizing times.
- The highest effective case depth, total case depth, and wear resistance were attained using a CSP–DCSP ratio of 60:40% as a carburizing media for all various carburization times (i.e., 3, 6, and 12 h).
- The effective case depth value of quenched specimens for a carburizing time of 12 h increased approximately 2.57 times when increasing DCSP concentrations from 0% to 40% and decreased when further increasing DCSP concentrations from 40% to 50%.
- Based on the mass loss results, the wear resistance of quenched specimens with 12 h carburization increased around 2.75 times when increasing DCSP concentration from 0% to 40% and decreased when increasing DCSP concentration to 50%.
- The wear depths of quenched specimens with 12 h carburization also increased around 1.5 times after increasing DCSP concentration from 0% to 40%.
- Similarly, EDS analysis results showed that the carbon intensity of the specimens increased after increasing DCSP concentrations from 0% to 40%, and decreased after increasing DCSP percentages from 40% to 50%.
- The EDS analysis results showed that the carbon intensity of SCM 420 quenched specimens gradually decreased from the surface to the substrate.
- The minimum carbon content required for effective case depth formation of SCM 420 steel carburized specimens by using a CSP–DCSP ratio of 60%:40% as a carburizing media and a carburizing time of 12 h is around 0.435 wt.%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Asuquo, L.O.; Ihom, A.P. Variation of Effective Case Depth with Holding Time of Mild Steel Using Various Carburising Compounds. Int. J. Met. Steel Res. Technol. 2013, 1, 12–18. [Google Scholar]
- Kong, J.H.; Okumiya, M.; Tsunekawa, Y.; Takeda, T.; Yun, K.Y.; Yoshida, M.; Kim, S.G. Surface Modification of SCM420 Steel by Plasma Electrolytic Treatment. Surf. Coat. Technol. 2013, 232, 275–282. [Google Scholar] [CrossRef]
- Kazuaki, F.; Kunikazu, T.; Tetsuo, S. Examination of Surface Hardening Process for Dual Phase Steel and Improvement of Gear Properties. JFE GIHO 2009, 23, 24–29. [Google Scholar]
- Jeong, Y.E.; Lee, J.Y.; Lee, E.K.; Shim, D.S. Microstructures and Mechanical Properties of Deposited Fe-8Cr-3V-2Mo-2W on SCM420 Substrate Using Directed Energy Deposition and Effect of Post-Heat Treatment. Materials 2021, 14, 1231. [Google Scholar] [CrossRef] [PubMed]
- Natpukkana, P.; Pakinsee, S.; Boonmapat, S.; Mitsomwang, P.; Borrisutthekul, R.; Panuwannakorn, R.; Khoa-phong, L. Investigation of Notch Shear Cutting for JIS SCM420 Steel Wire Rod. IOP Conf. Ser. Mater. Sci. Eng. 2018, 436, 012013. [Google Scholar] [CrossRef]
- Akhtar Raja, M.; Raj Mishra, M. A Study of Optimization and Improvement of Mechanical Properties of Low Carbon Steel by the Process of Carburization. Int. J. Eng. Tech. Res. IJETR 2019, 9, 11–13. [Google Scholar] [CrossRef]
- Prime, M.B.; Prantil, V.C.; Rangaswamy, P.; García, F.P. Residual Stress Measurement and Prediction in a Hardened Steel Ring. Mater. Sci. Forum 2000, 347–349, 223–228. [Google Scholar] [CrossRef]
- Oyetunji, A.; Adeosun, S.O. Effects of Carburizing Process Variables on Mechanical and Chemical Properties of Carburized Mild Steel. J. Basic Appl. Sci. 2012, 8, 319–324. [Google Scholar] [CrossRef]
- Levitas, V.I.; Roy, A.M. Multiphase Phase Field Theory for Temperature- and Stress-Induced Phase Transformations. Phys. Rev. B 2015, 91, 174109. [Google Scholar] [CrossRef]
- Levitas, V.I.; Roy, A.M.; Preston, D.L. Multiple Twinning and Variant-Variant Transformations in Martensite: Phase-Field Approach. Phys. Rev. B 2013, 88, 054113. [Google Scholar] [CrossRef]
- Benarioua, Y. Effect of Temperature and Time of Carburizing Treatment on the Structure and the Hardness of Steel 20MC4. Int. J. Sustain. Water Environ. Syst. 2016, 8, 3–6. [Google Scholar] [CrossRef]
- Madu, K.; Uyaelumuo, A.E. Parametric Effects of Carburization Time and Temperature on the Mechanical Properties of Carburized Mild Steel. SSRN Electron. J. 2018, 1, 1–7. [Google Scholar] [CrossRef]
- Ihom, A.P.; Nyior, G.B.; Alabi, O.O.; Segun, S.; Nor, I.J.; Ogbodo, J. The Potentials of Waste Organic Materials for Surface Hardness Improvement of Mild Steel. Int. J. Sci. Eng. Res. 2012, 3, 1–10. [Google Scholar]
- Ihom, A.P.; Nyior, G.B.; Nor, I.J.; Ogbodo, N.J. Investigation of Egg Shell Waste as an Enhancer in the Carburization of Mild Steel. Am. J. Mater. Sci. Eng. 2013, 1, 29–33. [Google Scholar]
- Ihom, A.P.; Yaro, S.A.; Aigbodion, V.S. The Effect of Carburisation on the Corrosion Resistance of Mild Steel in Four Different Media. J. Corros. Sci. Technol. 2005, 3, 18–21. [Google Scholar]
- ASM Committee on Gas Carburizing; American Society for Metals: Novelty, OH, USA, 1977.
- Asrofi, M.; Agus Vian Hidayatulloh, M.; Jatisukamto, G.; Sutjahjono, H.; Rei Sakura, R. The Effect of Temperature and Volume Fraction of Mahoni (Swietenia mahogani) Wood Charcoal on SS400 Steel Using Pack Carburizing Method: Study of Hardness and Microstructure Characteristics. AIMS Mater. Sci. 2020, 7, 354–363. [Google Scholar] [CrossRef]
- Putra Negara, D.N.K.; Muku, I.D.M.K.; Sugita, I.K.G.; Astika, I.M.; Mustika, I.W.; Prasetya, D.G.R. Hardness Distribution and Effective Case Depth of Low Carbon Steel after Pack Carburizing Process under Different Carburizer. Appl. Mech. Mater. 2015, 776, 201–207. [Google Scholar] [CrossRef]
- Soenoko, R.; Siswanto, E.; Widodo, T.D. Influence of Reheating in Pack Carburizing Process with Bamboo Charcoal and Cow Bone Powder Media for Hardness Number and Impact Strength Low Carbon Steel. Int. J. Appl. Eng. Res. 2018, 13, 2078–2083. [Google Scholar]
- Umunakwe, R.; Okoye, O.C.; Madueke, C.I.; Komolafe, D.O. Effects of Carburization with Palm Kernel Shell/Coconut Shell Mixture on the Tensile Properties and Case Hardness of Low Carbon Steel. FUOYE J. Eng. Technol. 2017, 2, 101–105. [Google Scholar] [CrossRef]
- Syahid, M.; Hayat, A.; Arief, S.; Rudi. Fatigue Strength Improvement of Low Carbon Steel through Carburizing Process with Coconut Shell Charcoal. IOP Conf. Ser. Mater. Sci. Eng. 2020, 875, 012064. [Google Scholar] [CrossRef]
- Hassan, K.S. Comparative of Wear Resistance of Low Carbon Steel Pack Carburizing Using Different Media. Int. J. Eng. Technol. 2015, 4, 71. [Google Scholar] [CrossRef][Green Version]
- Jiang, X.; Xiao, R.; Zhang, M.; Hu, W.; Bai, Y.; Huang, B. A Laboratory Investigation of Steel to Fly Ash-Based Geopolymer Paste Bonding Behavior after Exposure to Elevated Temperatures. Constr. Build. Mater. 2020, 254, 119267. [Google Scholar] [CrossRef]
- Soenoko, R.; Siswanto, E.; Widodo, T.D. Study on Fatigue Strength of Pack Carburizing Steel SS400 with Alternative Carburizer Media of Pomacea Canalikulata Lamarck Shell Powder. Int. J. Appl. Eng. Res. 2018, 13, 8844–8849. [Google Scholar]
- Darmo, S.; Soenoko, R.; Siswanto, E.; Widodo, T.D. Study on Mehanical Properties of Pack Carburizing SS400 Steel with Energizer Pomacea Canalikulata Lamarck Shell Powder. Int. J. Mech. Eng. Technol. 2018, 9, 14–23. [Google Scholar]
- Negara, D.N.K.P.; Widiyarta, I.M. The Study on Mechanical Properties of Pack Carburized Low Carbon Steel Using BaCO3 as Energizer. IOP Conf. Ser. Mater. Sci. Eng. 2019, 673, 012125. [Google Scholar] [CrossRef]
- Aramide, F.O.; Ibitoye, S.A.; Oladele, I.O.; Borode, J.O. Pack Carburization of Mild Steel, Using Pulverized Bone as Carburizer: Optimizing Process Parameters. Leonardo Electron. J. Pract. Technol. 2010, 16, 1–12. [Google Scholar]
- Ramli; Wu, C.-C. Novel Study on Mechanical Properties of Pack Carburizing SCM 420 Steel with Energizer Dog Conch. Int. J. Mod. Phys. B 2021, 35, 2150065. [Google Scholar] [CrossRef]
- Ramli; Wu, C.-C.; Shaaban, A. Mechanical Properties of Pack Carburized SCM 420 Steel Processed Using Natural Shell Powders and Extended Carburization Time. Crystals 2021, 11, 1136. [Google Scholar] [CrossRef]
- Emamian, A. A Study on Wear Resistance, Hardness and Impact Behaviour of Carburized Fe-Based Powder Metallurgy Parts for Automotive Applications. Mater. Sci. Appl. 2012, 3, 519–522. [Google Scholar] [CrossRef]
- Alam, T.; Gangil, D.M. Effect of Carburization on the Mechanical Properties & Wear Properties SAE 1020 Steel. Res. J. Eng. Technol. Manag. 2020, 3, 108–115. [Google Scholar]
- Wang, B.; He, Y.; Liu, Y.; Tian, Y.; You, J.; Wang, Z.; Wang, G. Mechanism of the Microstructural Evolution of 18Cr2Ni4WA Steel during Vacuum Low-Pressure Carburizing Heat Treatment and Its Effect on Case Hardness. Materials 2020, 13, 2352. [Google Scholar] [CrossRef] [PubMed]
- G02 Committee. Test Method for Wear Testing with a Pin-on-Disk Apparatus; ASTM International: West Conshohocken, PA, USA, 2017; pp. 1–6. [Google Scholar]
- Li, B.; Li, C.; Wang, Y.; Jin, X. Effect of Cryogenic Treatment on Microstructure and Wear Resistance of Carburized 20CrNi2MoV Steel. Metals 2018, 8, 808. [Google Scholar] [CrossRef]
- Li, G.; Li, C.; Xing, Z.; Wang, H.; Huang, Y.; Guo, W.; Liu, H. Study of the Catalytic Strengthening of a Vacuum Carburized Layer on Alloy Steel by Rare Earth Pre-Implantation. Materials 2019, 12, 3420. [Google Scholar] [CrossRef] [PubMed]
- Faccoli, M.; Petrogalli, C.; Ghidini, A. A Pin-on-Disc Study on the Wear Behaviour of Two High-Performance Railway Wheel Steels. Tribol. Lett. 2017, 65, 152. [Google Scholar] [CrossRef]
- Zhang, P.; Zhao, G.; Wang, W.; Wang, B.; Shi, P.; Qi, G.; Yi, G. Study on the Mechanical and Tribological Properties and the Mechanisms of Cr-Free Ni-Based Self-Lubricating Composites at a Wide Temperature Range. Metals 2020, 10, 268. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compound | CSP:DCSP Composition |
|---|---|
| A | 100% CSP–0% DCSP |
| B | 90% CSP–10% DCSP |
| C | 80% CSP–20% DCSP |
| D | 70% CSP–30% DCSP |
| EF | 60% CSP–40% DCSP50% CSP–50% DCSP |
| Element. | App | Intensity | Weight% | Weight% | Atomic% |
|---|---|---|---|---|---|
| Conc. | Corrn. | Sigma | |||
| C K | 31.58 | 0.7598 | 41.59 | 1.41 | 76.80 |
| Fe K | 51.09 | 0.8752 | 58.41 | 1.41 | 23.20 |
| Totals | 100.00 |
| Element | App | Intensity | Weight% | Weight% | Atomic% |
|---|---|---|---|---|---|
| Conc. | Corrn. | Sigma | |||
| C K | 4.47 | 0.5719 | 11.18 | 1.71 | 36.91 |
| Fe K | 59.87 | 0.9638 | 88.82 | 1.71 | 63.09 |
| Totals | 100.00 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ramli; Wu, C.-C. Effective Case Depth and Wear Resistance of Pack Carburized SCM 420 Steel Processed Using Different Concentrations of Natural Shell Waste Powders and Carburizing Duration. Crystals 2022, 12, 296. https://doi.org/10.3390/cryst12020296
Ramli, Wu C-C. Effective Case Depth and Wear Resistance of Pack Carburized SCM 420 Steel Processed Using Different Concentrations of Natural Shell Waste Powders and Carburizing Duration. Crystals. 2022; 12(2):296. https://doi.org/10.3390/cryst12020296
Chicago/Turabian StyleRamli, and Chung-Chun Wu. 2022. "Effective Case Depth and Wear Resistance of Pack Carburized SCM 420 Steel Processed Using Different Concentrations of Natural Shell Waste Powders and Carburizing Duration" Crystals 12, no. 2: 296. https://doi.org/10.3390/cryst12020296
APA StyleRamli, & Wu, C.-C. (2022). Effective Case Depth and Wear Resistance of Pack Carburized SCM 420 Steel Processed Using Different Concentrations of Natural Shell Waste Powders and Carburizing Duration. Crystals, 12(2), 296. https://doi.org/10.3390/cryst12020296