
Effects of Microstructural Properties on Damage Evolution and Edge Crack Sensitivity of DP1000 Steels

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
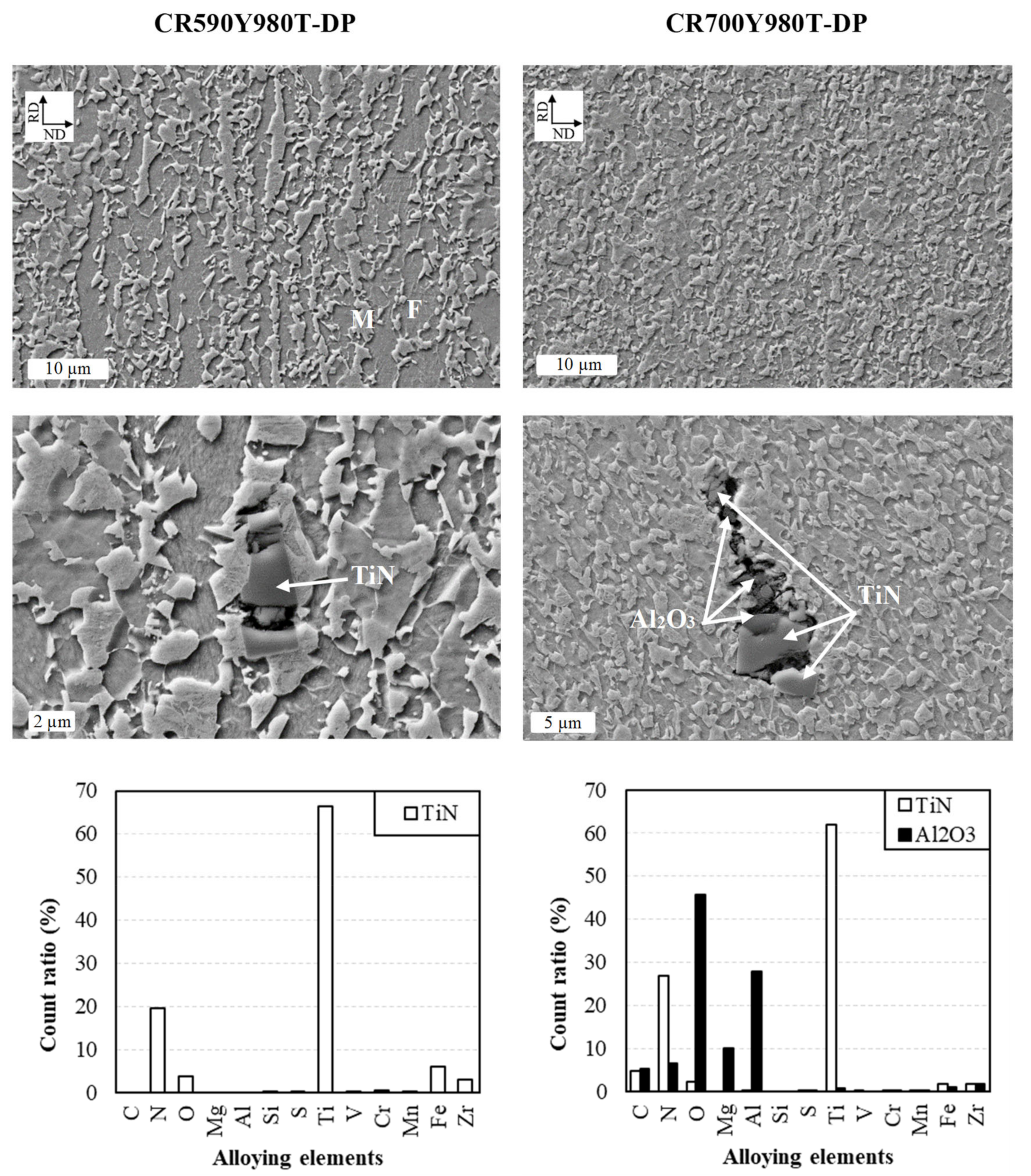
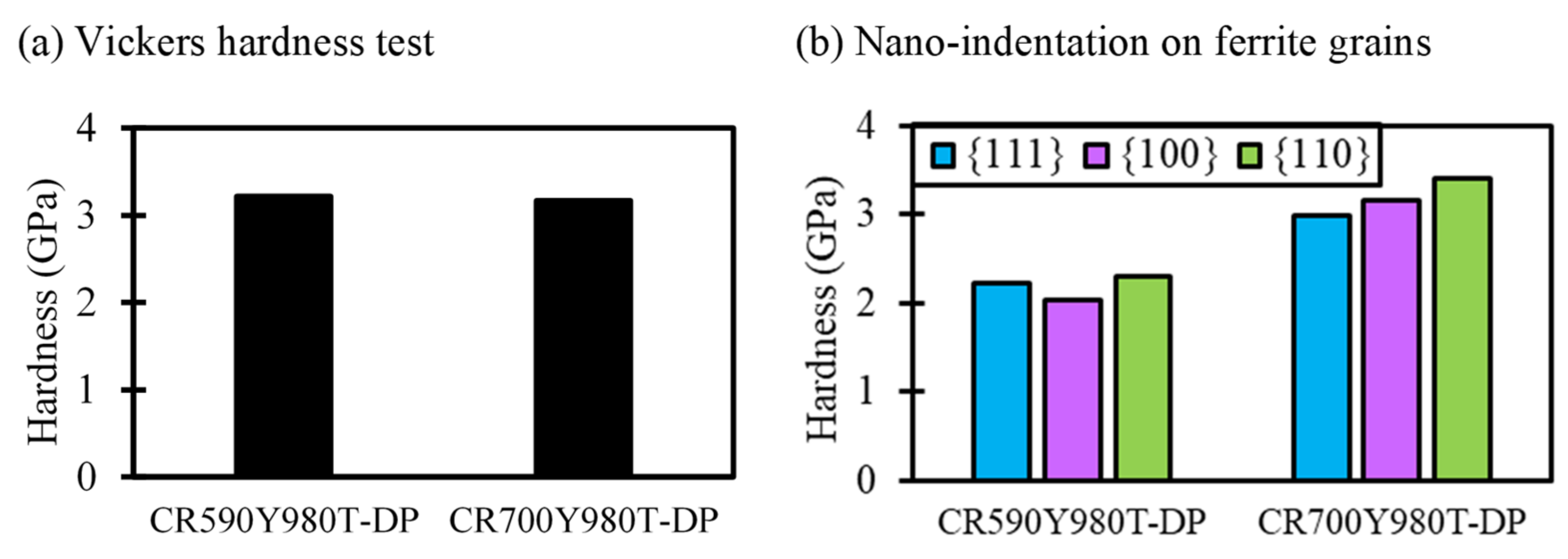
2.1. Material Characterization
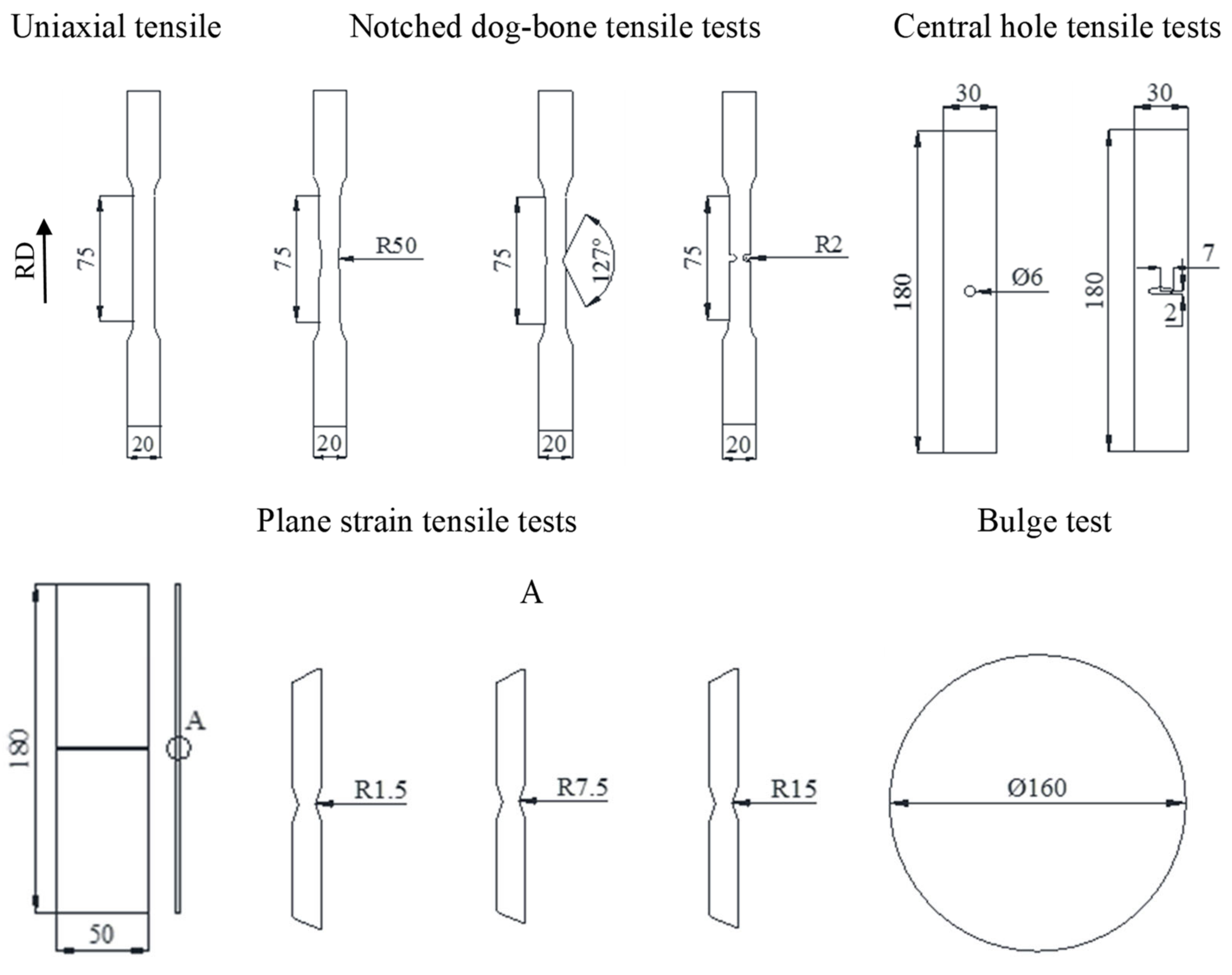
2.2. Experimental Procedure
3. Results and Discussion
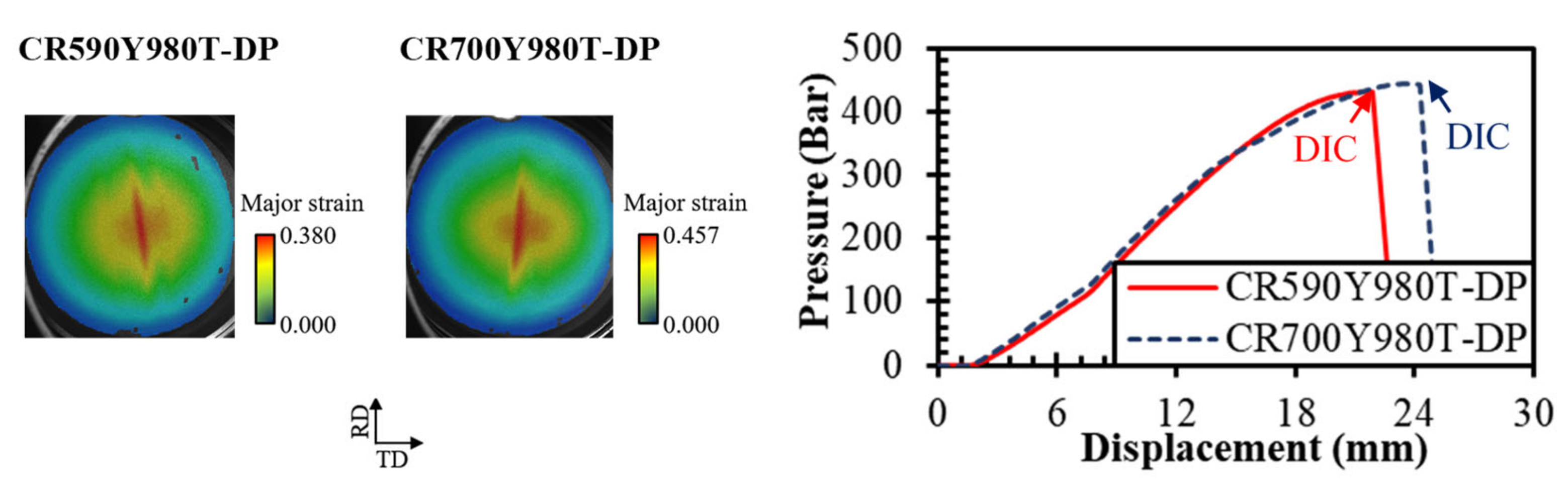
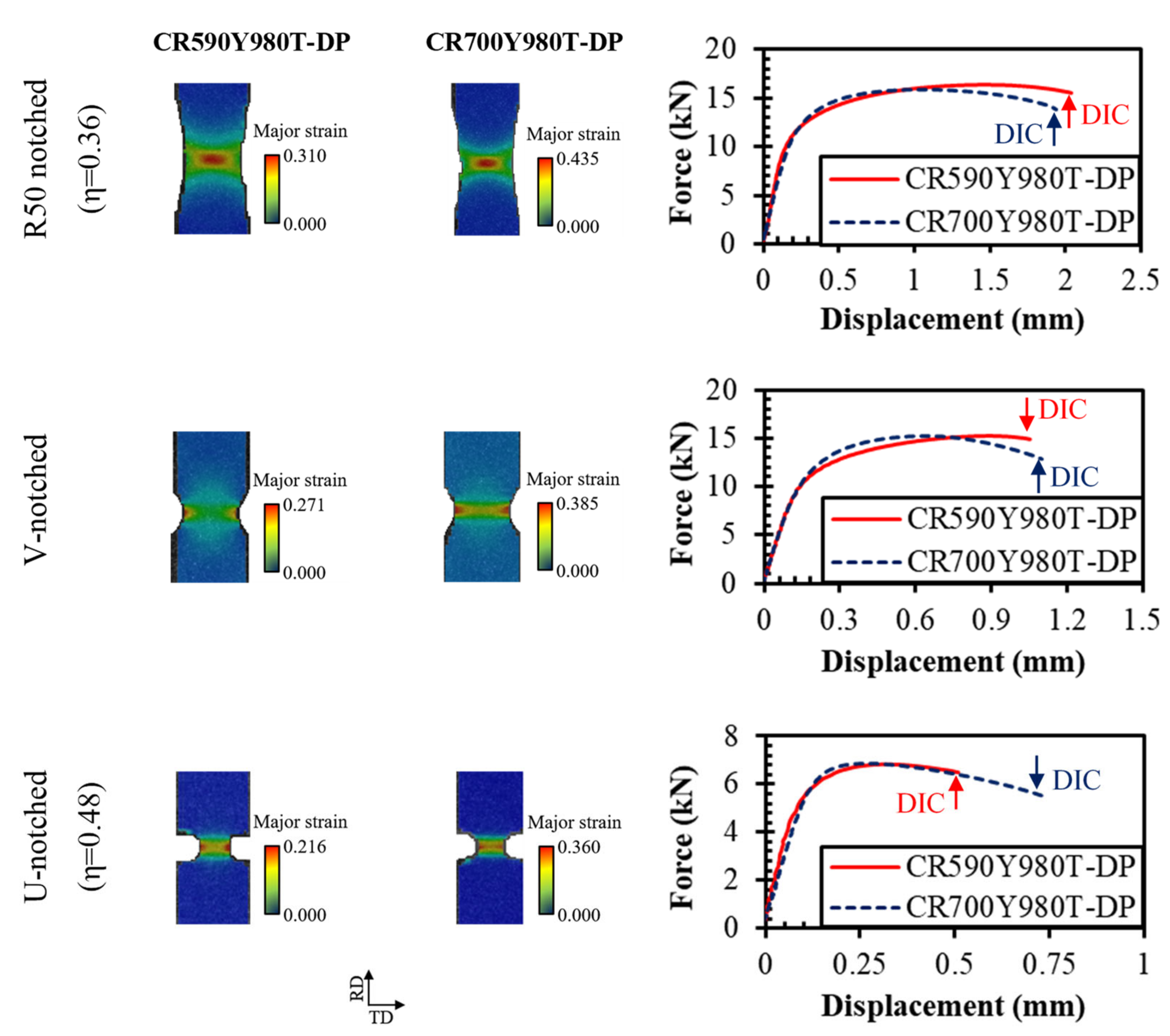
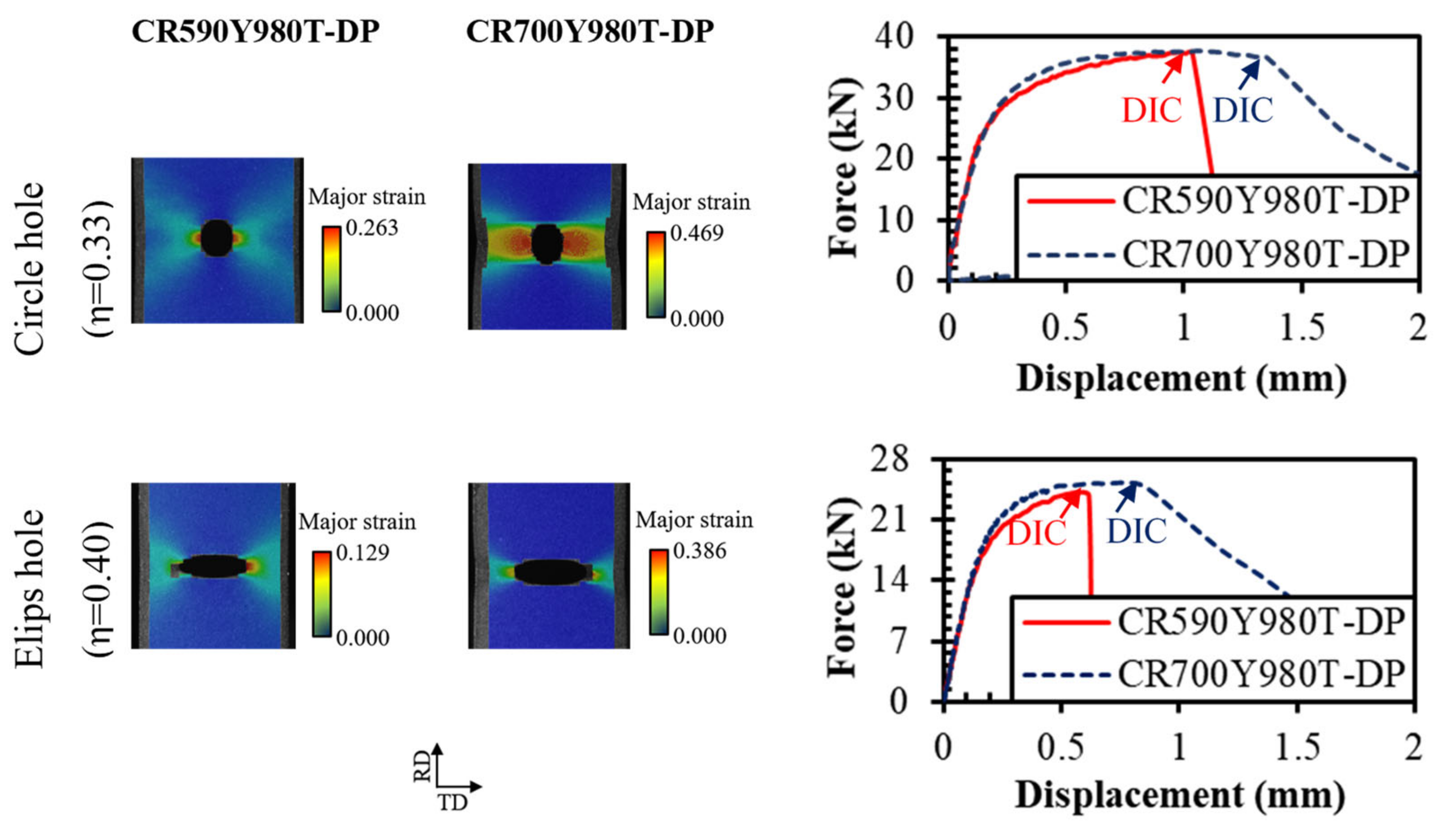
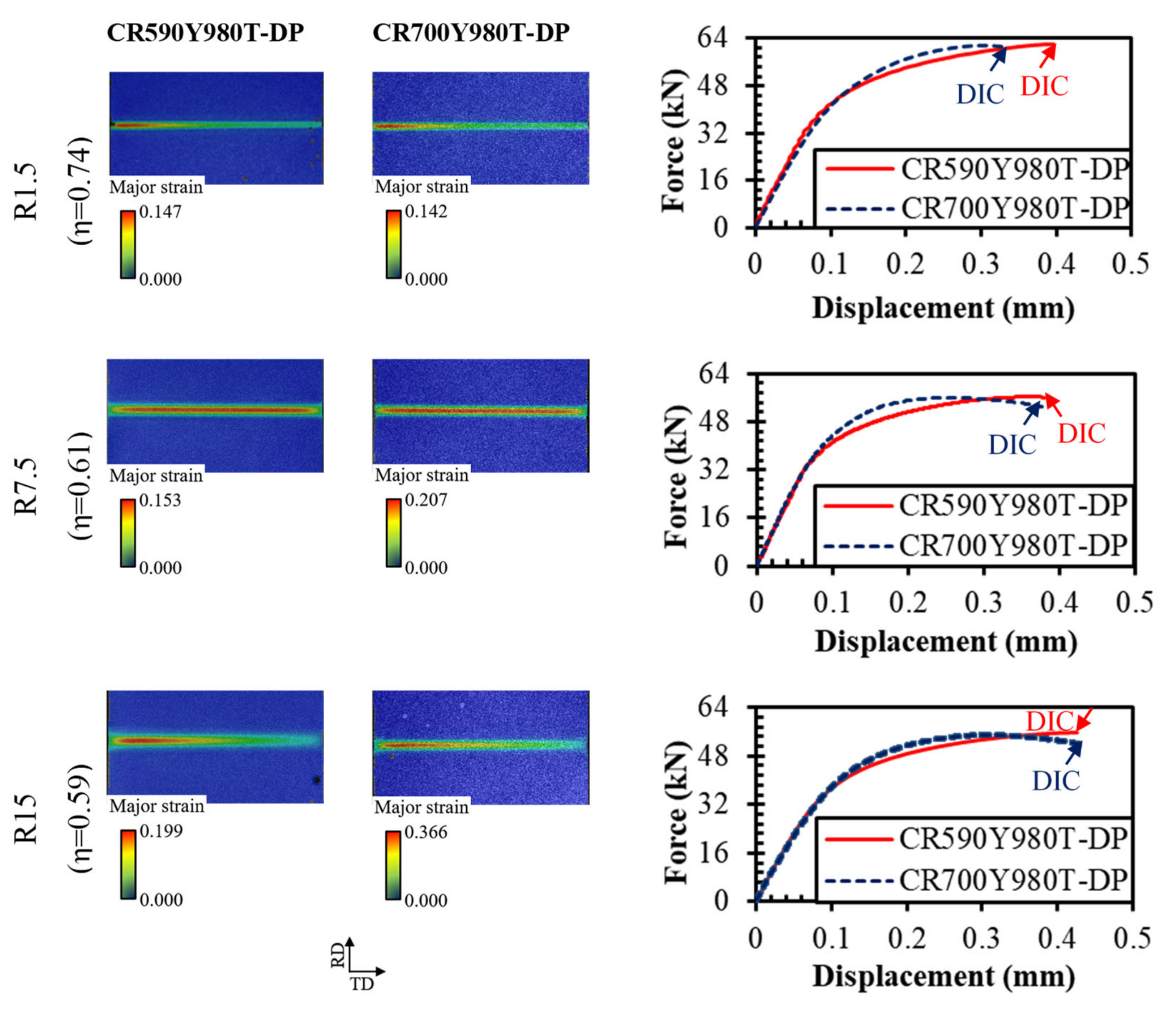
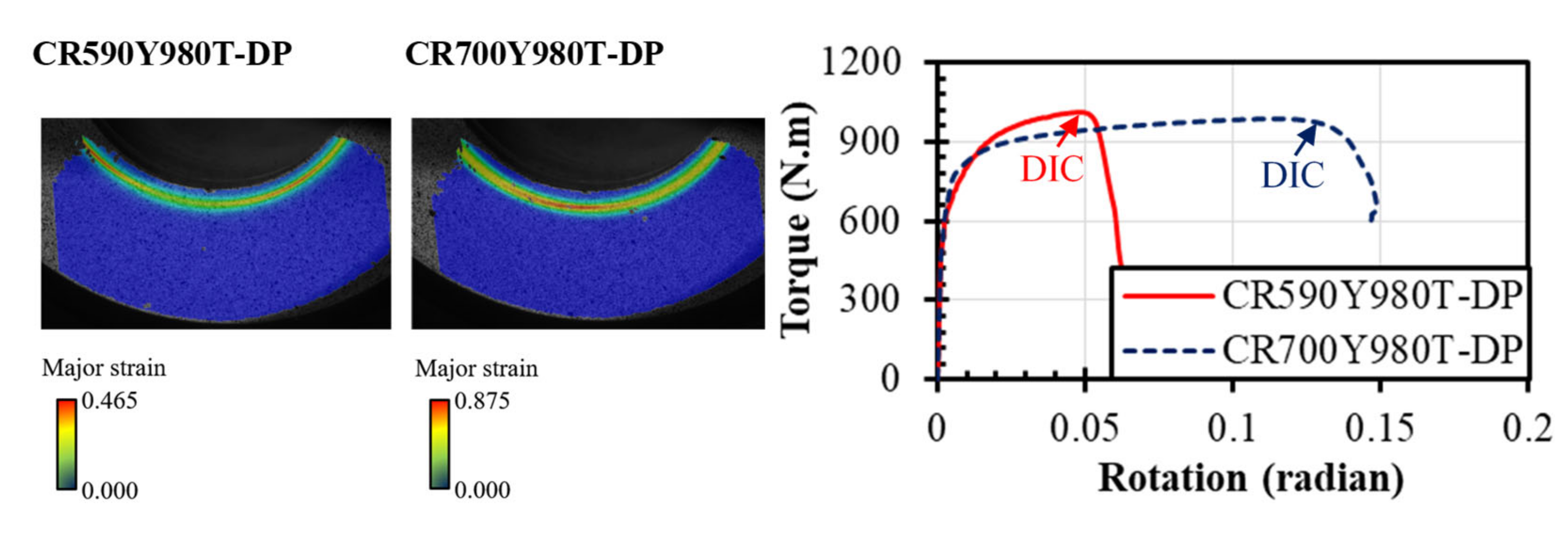
3.1. Mechanical Behavior under Various Stress-States
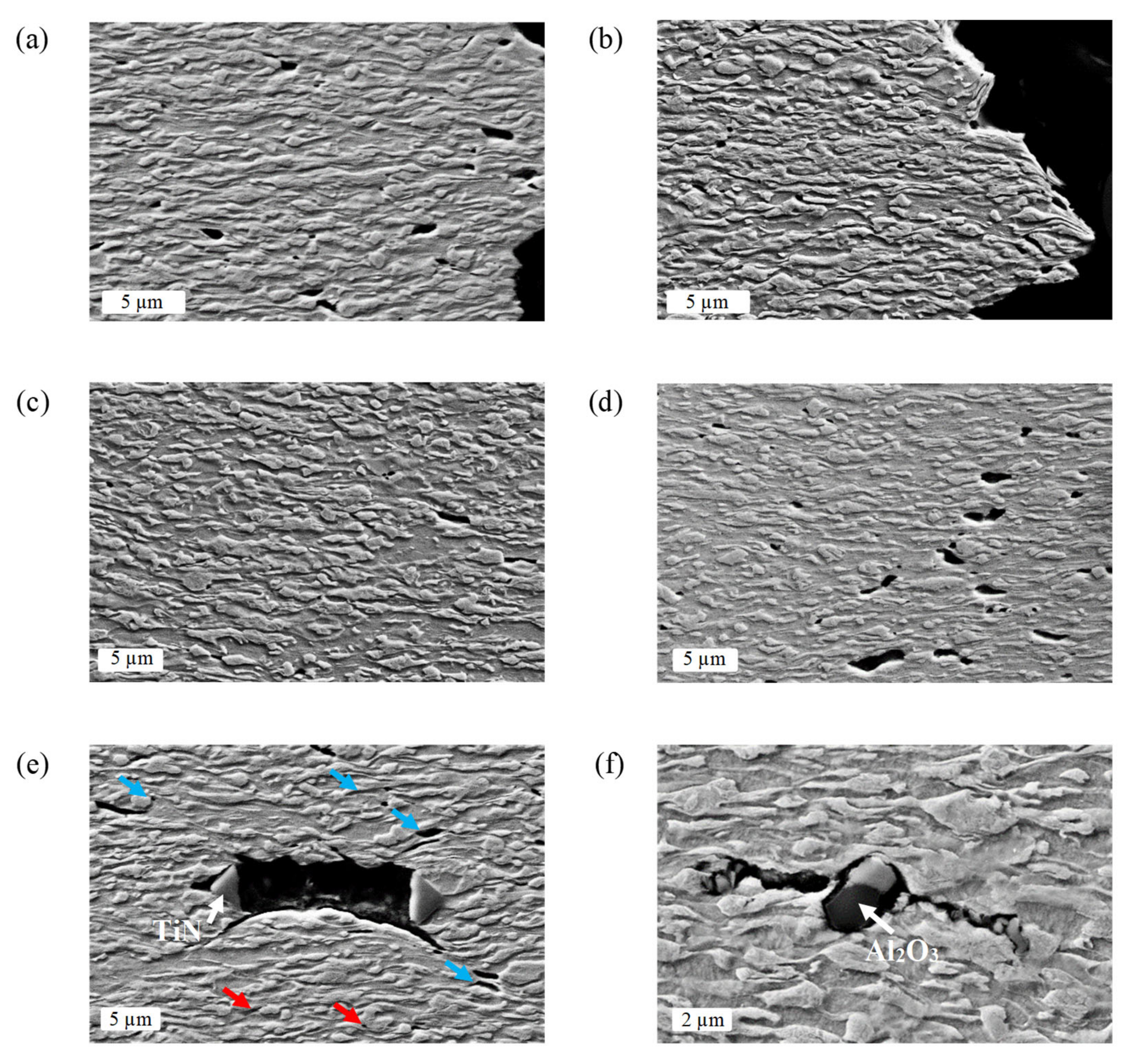
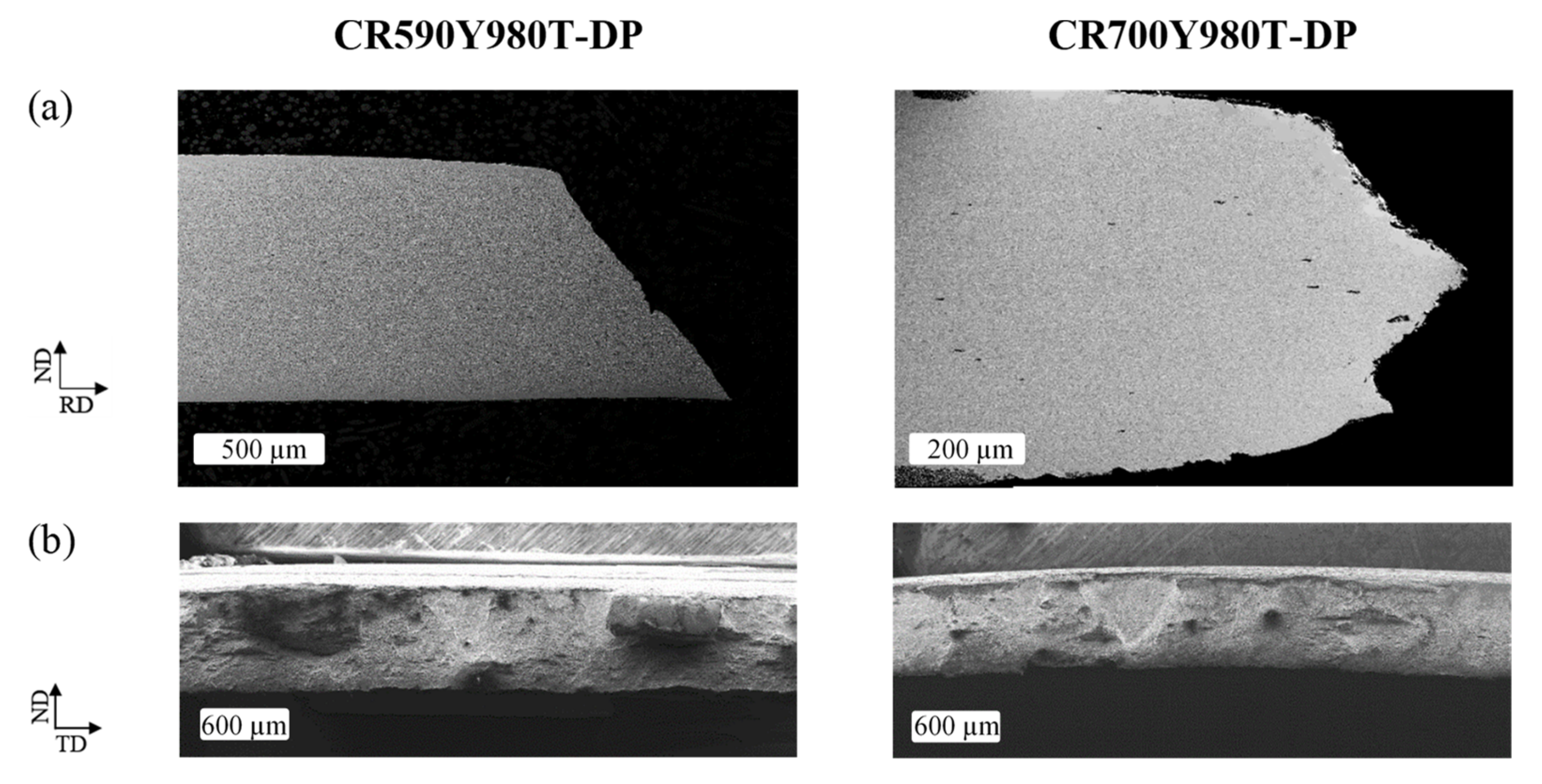
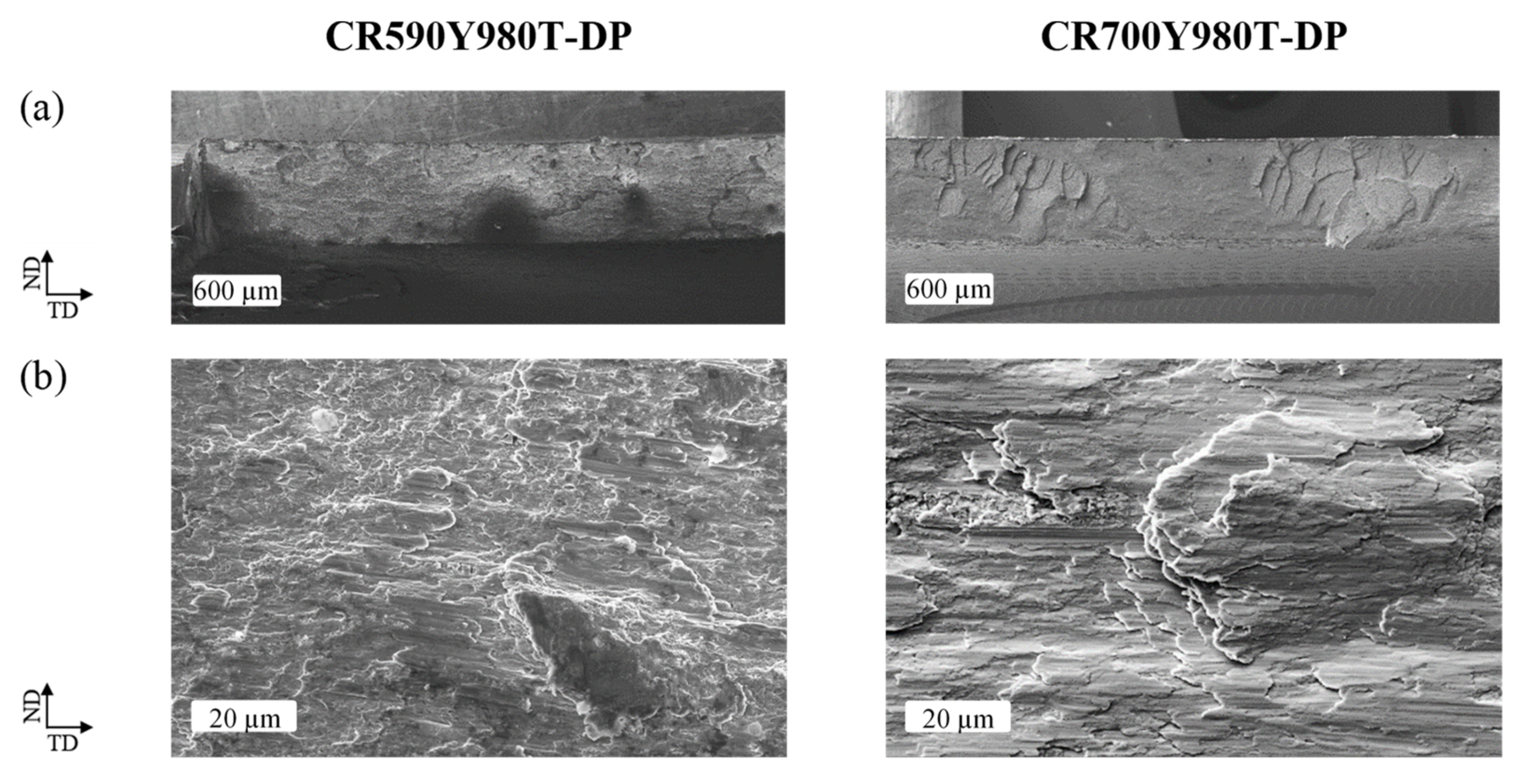
3.2. Damage Micro-Mechanisms
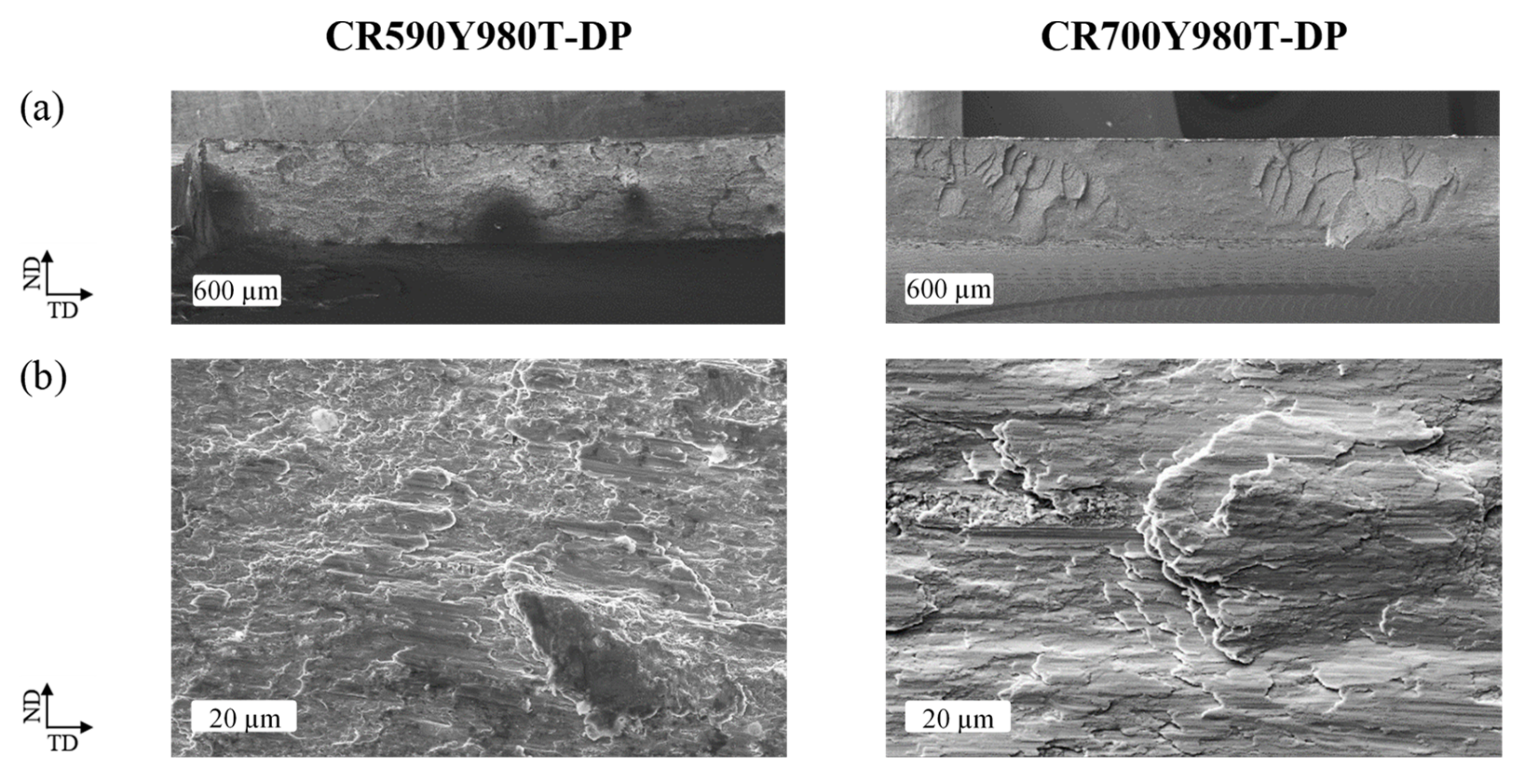
3.3. Edge Crack Sensitivity
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Geometry | Stress Triaxiality (η) | Reference |
|---|---|---|
| Smooth dog bone uniaxial tension | 0.33 | [26] * |
| Notched dog bone uniaxial tension, R50 | 0.36 | [26] * |
| Notched dog bone uniaxial tension, U-notched | 0.48 | [26] * |
| Central hole uniaxial tension, circle Ø6 | 0.33 | [27] ** |
| Central hole uniaxial tension, oval a2b7 | 0.40 | [27] ** |
| Flat grooved uniaxial tension, R1.5 | 0.74 | [28] * |
| Flat grooved uniaxial tension, R7.5 | 0.61 | [28] * |
| Flat grooved uniaxial tension, R15 | 0.59 | [28] * |
| Bulge test, biaxial tension | 0.67 | [28] ** |
| Torsion test | 0.00 | [25] ** |
Appendix B


References
- Rashid, M. Dual phase steels. Annu. Rev. Mater. Sci. 1981, 11, 245–266. [Google Scholar] [CrossRef]
- Tasan, C.C.; Diehl, M.; Yan, D.; Bechtold, M.; Roters, F.; Schemmann, L.; Zheng, C.; Peranio, N.; Ponge, D.; Koyama, M. An overview of dual-phase steels: Advances in microstructure-oriented processing and micromechanically guided design. Annu. Rev. Mater. Res. 2015, 45, 391–431. [Google Scholar] [CrossRef]
- Darabi, A.C.; Chamani, H.; Kadkhodapour, J.; Anaraki, A.; Alaie, A.; Ayatollahi, M. Micromechanical analysis of two heat-treated dual phase steels: DP800 and DP980. Mech. Mater. 2017, 110, 68–83. [Google Scholar] [CrossRef]
- Qin, S.; McLendon, R.; Oancea, V.; Beese, A.M. Micromechanics of multiaxial plasticity of DP600: Experiments and microstructural deformation modeling. Mater. Sci. Eng. A 2018, 721, 168–178. [Google Scholar] [CrossRef]
- Zarei, S.; Nedoushan, R.J.; Atapour, M. The sources of the micro stress and strain inhomogeneity in dual phase steels. Mater. Sci. Eng. A 2016, 674, 384–396. [Google Scholar] [CrossRef]
- Han, S.; Chang, Y.; Wang, C.Y.; Dong, H. A comprehensive investigation on the damage induced by the shearing process in DP780 steel. J. Mater. Processing Technol. 2022, 299, 117377. [Google Scholar] [CrossRef]
- Hu, X.; Sun, X.; Raghavan, K.; Comstock, R.; Ren, Y. Linking constituent phase properties to ductility and edge stretchability of two DP 980 steels. Mater. Sci. Eng. A 2020, 780, 139176. [Google Scholar] [CrossRef]
- Pan, L.; Xiong, J.; Zuo, Z.; Tan, W.; Wang, J.; Yu, W. Study of the stretch-flangeability improvement of dual phase steel. Procedia Manuf. 2020, 50, 761–764. [Google Scholar] [CrossRef]
- Balisetty, V.; Chakkingal, U.; Venugopal, S. Evaluation of stretch flangeability of dual-phase steels by hole expansion test. Int. J. Adv. Manuf. Technol. 2021, 114, 205–217. [Google Scholar] [CrossRef]
- Moura, A.N.; Ferreira, J.L.; Martins, J.B.R.; Souza, M.V.; Castro, N.A.; Orlando, M.T.D.A. Microstructure, crystallographic texture, and stretch-flangeability of hot-rolled multiphase steel. Steel Res. Int. 2020, 91, 1900591. [Google Scholar] [CrossRef]
- Terrazas, O.R.; Findley, K.O.; Van Tyne, C.J. Influence of martensite morphology on sheared-edge formability of dual-phase steels. ISIJ Int. 2017, 57, 937–944. [Google Scholar] [CrossRef] [Green Version]
- Kadkhodapour, J.; Butz, A.; Rad, S.Z. Mechanisms of void formation during tensile testing in a commercial, dual-phase steel. Acta Mater. 2011, 59, 2575–2588. [Google Scholar] [CrossRef]
- Li, S.; Guo, C.; Hao, L.; Kang, Y.; An, Y. In-situ EBSD study of deformation behaviour of 600 MPa grade dual phase steel during uniaxial tensile tests. Mater. Sci. Eng. A 2019, 759, 624–632. [Google Scholar] [CrossRef]
- Lian, J.; Yang, H.; Vajragupta, N.; Münstermann, S.; Bleck, W. A method to quantitatively upscale the damage initiation of dual-phase steels under various stress states from microscale to macroscale. Comput. Mater. Sci. 2014, 94, 245–257. [Google Scholar] [CrossRef]
- Münstermann, S.; Lian, J.; Pütz, F.; Könemann, M.; Brinnel, V. Comparative study on damage evolution during sheet metal forming of steels dp600 and dp1000. J. Phys. Conf. Ser. 2017, 896, 012074. [Google Scholar] [CrossRef] [Green Version]
- Ghassemi-Armaki, H.; Maaß, R.; Bhat, S.; Sriram, S.; Greer, J.; Kumar, K. Deformation response of ferrite and martensite in a dual-phase steel. Acta Mater. 2014, 62, 197–211. [Google Scholar] [CrossRef]
- Steinbrunner, D.L.; Matlock, D.; Krauss, G. Void formation during tensile testing of dual phase steels. Metall. Trans. A 1988, 19, 579–589. [Google Scholar] [CrossRef]
- Ghadbeigi, H.; Pinna, C.; Celotto, S. Failure mechanisms in DP600 steel: Initiation, evolution and fracture. Mater. Sci. Eng. A 2013, 588, 420–431. [Google Scholar] [CrossRef]
- Darabi, A.C.; Guski, V.; Butz, A.; Kadkhodapour, J.; Schmauder, S. A comparative study on mechanical behavior and damage scenario of DP600 and DP980 steels. Mech. Mater. 2020, 143, 103339. [Google Scholar] [CrossRef]
- Darabi, A.C.; Kadkhodapour, J.; Anaraki, A.P.; Khoshbin, M.; Alaie, A.; Schmauder, S. Micromechanical modeling of damage mechanisms in dual-phase steel under different stress states. Eng. Fract. Mech. 2021, 243, 107520. [Google Scholar] [CrossRef]
- Sun, X.; Choi, K.S.; Liu, W.N.; Khaleel, M.A. Predicting failure modes and ductility of dual phase steels using plastic strain localization. Int. J. Plast. 2009, 25, 1888–1909. [Google Scholar] [CrossRef]
- Lai, Q.; Bouaziz, O.; Gouné, M.; Brassart, L.; Verdier, M.; Parry, G.; Perlade, A.; Bréchet, Y.; Pardoen, T. Damage and fracture of dual-phase steels: Influence of martensite volume fraction. Mater. Sci. Eng. A 2015, 646, 322–331. [Google Scholar] [CrossRef]
- Kusche, C.; Reclik, T.; Freund, M.; Al-Samman, T.; Kerzel, U.; Korte-Kerzel, S. Large-area, high-resolution characterisation and classification of damage mechanisms in dual-phase steel using deep learning. PLoS ONE 2019, 14, e0216493. [Google Scholar] [CrossRef] [Green Version]
- Kusche, C.F.; Pütz, F.; Münstermann, S.; Al-Samman, T.; Korte-Kerzel, S. On the effect of strain and triaxiality on void evolution in a heterogeneous microstructure–A statistical and single void study of damage in DP800 steel. Mater. Sci. Eng. A 2021, 799, 140332. [Google Scholar] [CrossRef]
- Yin, Q.; Tekkaya, A.E.; Traphöner, H. Determining cyclic flow curves using the in-plane torsion test. CIRP Ann. 2015, 64, 261–264. [Google Scholar] [CrossRef]
- Selini, N.; Elmeguenni, M.; Benguediab, M. Effect of the triaxiality in plane stress conditions. Triaxiality effect in a PVC material. Eng. Technol. Appl. Sci. Res. 2013, 3, 373–380. [Google Scholar] [CrossRef]
- Lian, J.; Sharaf, M.; Archie, F.; Münstermann, S. A hybrid approach for modelling of plasticity and failure behaviour of advanced high-strength steel sheets. Int. J. Damage Mech. 2013, 22, 188–218. [Google Scholar] [CrossRef]
- Bai, Y.; Teng, X.; Wierzbicki, T. Study on the effect of the third stress invariant on ductile fracture. Rep. Camb. 2006. [Google Scholar]
- ISO16630:2017; Metallic Materials—Sheet and Strip—Hole Expanding Test. ISO: Geneva, Switzerland, 2017.
- Habibi, N.; Vajragupta, N.; Münstermann, S. Deformation and damage assessments of Two DP1000 steels using a micromechanical modelling method. Crystals 2021, 11, 805. [Google Scholar] [CrossRef]
- He, X.; Terao, N.; Berghezan, A. Influence of martensite morphology and its dispersion on mechanical properties and fracture mechanisms of Fe-Mn-C dual phase steels. Met. Sci. 1984, 18, 367–373. [Google Scholar] [CrossRef]
- Kang, J.; Ososkov, Y.; Embury, J.D.; Wilkinson, D.S. Digital image correlation studies for microscopic strain distribution and damage in dual phase steels. Scr. Mater. 2007, 56, 999–1002. [Google Scholar] [CrossRef]
- Heibel, S.; Dettinger, T.; Nester, W.; Clausmeyer, T.; Tekkaya, A.E. Damage mechanisms and mechanical properties of high-strength multiphase steels. Materials 2018, 11, 761. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pathak, N.; Butcher, C.; Worswick, M.J.; Bellhouse, E.; Gao, J. Damage evolution in complex-phase and dual-phase steels during edge stretching. Materials 2017, 10, 346. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Krempaszky, C.; Larour, P.; Freudenthaler, J.; Werner, E. Towards more efficient hole expansion testing. In Proceedings of the IDDRG 2014 Conference, Paris, France, 1–4 June 2014; pp. 204–209. [Google Scholar]
- Habibi, N.; Beier, T.; Richter, H.; Könemann, M.; Münstermann, S. The effects of shear affected zone on edge crack sensitivity in dual-phase steels. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2019; p. 012073. [Google Scholar]








| Steel Grade | C | Si | Mn | P | S | Al | Ti |
|---|---|---|---|---|---|---|---|
| CR590Y980T-DP | 0.043 | 0.301 | 1.807 | 0.012 | 0.007 | 0.037 | 0.048 |
| CR700Y980T-DP | 0.080 | 0.293 | 2.813 | 0.011 | 0.002 | 0.291 | 0.075 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Habibi, N.; Mathi, S.; Beier, T.; Könemann, M.; Münstermann, S. Effects of Microstructural Properties on Damage Evolution and Edge Crack Sensitivity of DP1000 Steels. Crystals 2022, 12, 845. https://doi.org/10.3390/cryst12060845
Habibi N, Mathi S, Beier T, Könemann M, Münstermann S. Effects of Microstructural Properties on Damage Evolution and Edge Crack Sensitivity of DP1000 Steels. Crystals. 2022; 12(6):845. https://doi.org/10.3390/cryst12060845
Chicago/Turabian StyleHabibi, Niloufar, Santhosh Mathi, Thorsten Beier, Markus Könemann, and Sebastian Münstermann. 2022. "Effects of Microstructural Properties on Damage Evolution and Edge Crack Sensitivity of DP1000 Steels" Crystals 12, no. 6: 845. https://doi.org/10.3390/cryst12060845
APA StyleHabibi, N., Mathi, S., Beier, T., Könemann, M., & Münstermann, S. (2022). Effects of Microstructural Properties on Damage Evolution and Edge Crack Sensitivity of DP1000 Steels. Crystals, 12(6), 845. https://doi.org/10.3390/cryst12060845