With the crisis of the global fossil fuel shortage, climate warming and ecological environment deterioration are becoming more and more serious. In order to guarantee national energy security and sustainable development, more and more countries are focusing on the development and application of solar energy resources. Solar energy, as a renewable energy, is a kind of green energy with endless reserves and a wide distribution. Meanwhile, it is also clean, safe, convenient, and efficient. So, it has been considered as the best alternative to energy and has attracted wide attention around the world. Among the various ways to realize the high-efficiency utilization of solar energy, PV power generation is one of the main solar energy utilization ways, which can directly produce the electric energy that human beings depend on for survival.
As the core part of PV power generation, the electrical performance, such as maximum power and conversion efficiency (Eff), was always taken as the key indicators to measure the technical level of PV cells and modules. In the past 70 years, the innovation in materials, structure, technology, and other aspects has greatly improved the performance of crystalline silicon (c-Si) PV cells and realized industrialization. Due to the better performance than other types of PV cells, such as thin-film cells, c-Si cells have occupied the mainstream market. In 1954, the first c-Si solar cell with a P-N junction structure was made by D.M. Chapin et al. [
1] in Bell Laboratory. The measured efficiency of the c-Si cell is 6%. Furthermore, the partial absorption of silicon in the solar spectrum was also proposed to clarify the physical mechanism of the cell. M. A. Green [
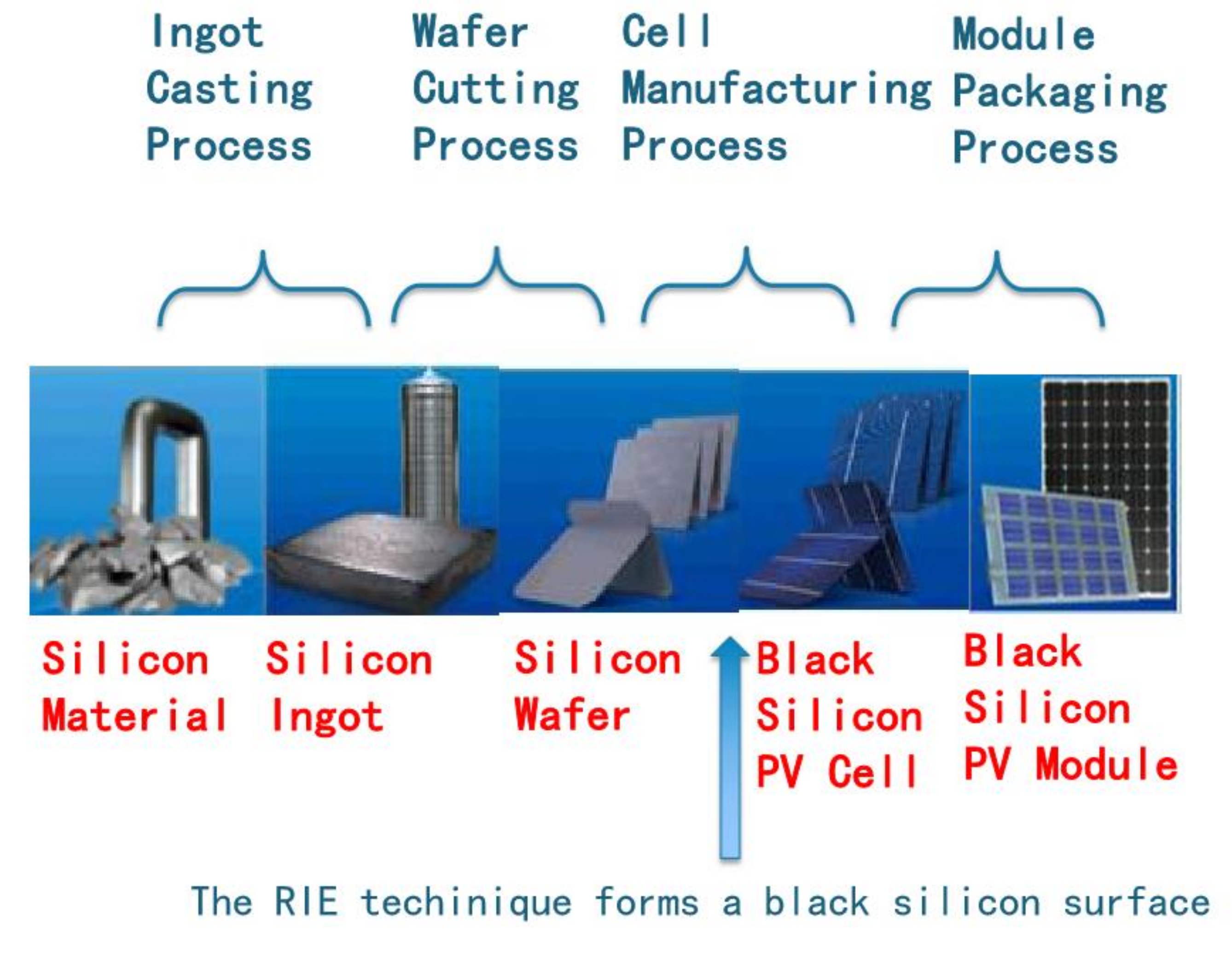
2], known as “the Father of Photovoltaics”, introduced the development process of monocrystalline silicon (m-Si) and polycrystalline silicon (p-Si) PV cells from Eff less than 1% to Eff up to 25%. Besides the adjustment of the internal structure, the reconstruction of surface light absorption is also an important way to further improve the performance of c-Si cells. By using the reactive ion etching (RIE) technique, H. Jansen et al. [
3] first produced a new silicon surface structure, called black silicon. Besides, T.H. Her et al. [
4] demonstrated that the black silicon structures can also be prepared by a femtosecond laser. Then, M. Schnell et al. [
5] proposed that the black silicon surface formed based on RIE technology could solve the problem of surface disorder of polysilicon cells. C. Wu et al. [
6] found that the black silicon structure could increase the optical absorption of c-Si from ultraviolet (UV) to near-infrared (NIR) to 90% higher. So, the black silicon structure is widely used in the field of photoelectricity detection and PV cells. It was reported by J.S. Yoo et al [
7,
8] that when the black silicon structure was processed on a crystal silicon surface by using RIE technology, a black silicon PV cell with an Eff as high as 16.7% can be produced. By combining a density-graded nano-porous layer and micron-scale pyramid texture, F. Toor et al. [
9] prepared a crystal silicon cell surface with an Eff of 17.1%, which improved the internal quantum efficiency (IQE) in the range of the solar energy spectrum. The passivation layer matching process of the black silicon cell in the industry was studied specifically by B. Liu et al. [
10], and a black silicon PV cell with an Eff of 16.25% was obtained. C. Cho et al. [
11] improved the RIE technology with metal mesh to form a pyramidal black silicon structure. H.Y. Chen et al. [
12] discussed the performance enhancement of Al
2O
3 layer passivated black silicon solar cells. W.H. Chen et al. [
13] studied the influence of the processing method combining alkali etching and RIE on the solar reflectivity and Eff of black silicon cells, and an improvement of 0.67% absolute efficiency was obtained. Considering the low reflectivity and low recombination rate, silicon nitride and silicon dioxide was combined by P. Li et al. [
14] to construct a new passivation scheme for the black silicon polycrystalline cell, and it was reported that the efficiency of the cell can reach 18.5%. T.P. Pasanen et al. [
15] discussed the influence of standard cleaning in cell production on the surface reflectivity and sheet resistance of black silicon cells. C. Ramos et al. [
16] optimized the short-circuit current (Isc) and external quantum efficiency (EQE) of black silicon cells through a double stack layer passivation scheme.
At present, c-Si PV cells mainly include p-Si PV cells and m-Si PV cells. It can be found that both p-Si and m-Si have attempted to produce black silicon surfaces by the RIE technique in earlier references, such as [
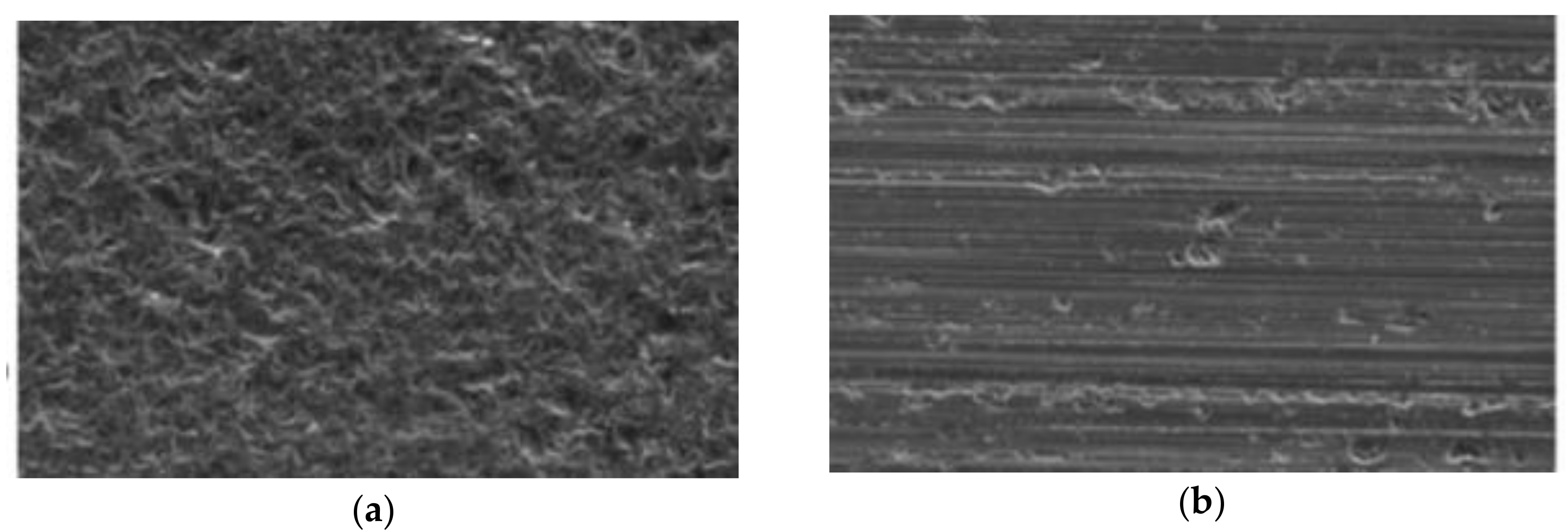
7]. With the improvement of the technology, traditional silicon carbide particulate suspension cutting of silicon wafer is replaced by diamond wire cutting, which making the cutting cost of silicon wafer greatly reduced. However, the surface of silicon wafer cut by diamond is smooth and the damage layer is shallow. Due to the good periodicity and anisotropy of m-Si, the surface of the pyramid obtained by alkaline cleaning has a good light-trapping effect. However, for the p-Si PV cell occupying the mainstream of the market, the traditional cleaning cannot match the diamond wire cutting. As a result, the surface does not absorb light well. However, the black silicon surface can obtain a good light-trapping effect, which allows the p-Si to absorb more light. After extensive research, black silicon cell technology has become relatively mature. A benchmark table of the electrical performances of p-Si cells based on a black silicon surface mentioned in the references is shown in
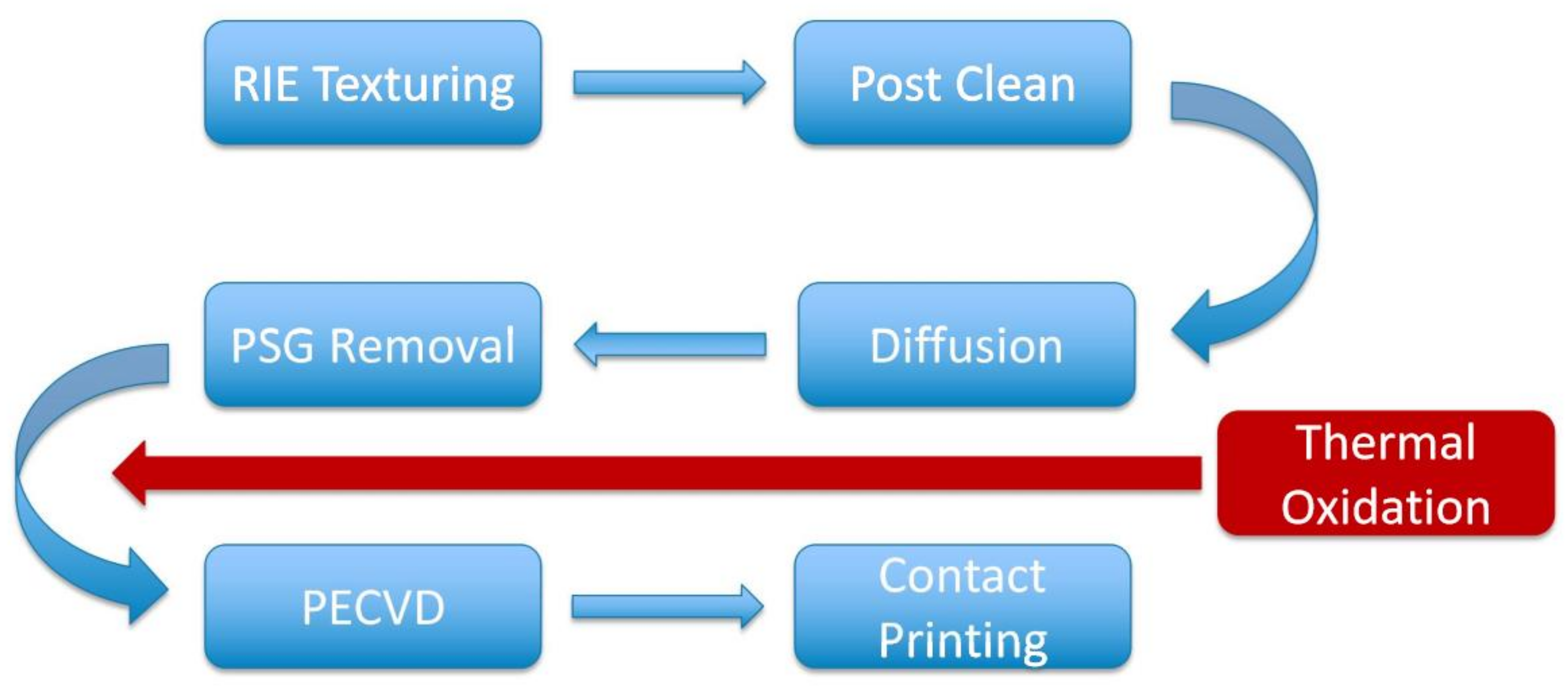
Table 1. Today, the Eff of the mass-produced p-Si PV cells reaches more than 18%. Compared with m-Si PV cells, the production cost of p-Si PV cells is lower. Benefitting from the technological improvements, the maximum Eff of m-Si cells is now around 23%. The Eff of the mass-produced cells is also more than 20%. However, due to the high production cost of m-Si PV cells, their market share is lower than that of p-Si cells with a lower cost. Therefore, in the two technical routes of m-Si and p-Si, p-Si provides a more cost-effective scheme. Some of the technological improvements in m-Si cells can also be applied to p-Si cells. However, due to the defect of the crystalline grain boundary, the profit of p-Si cells will be smaller. Therefore, it is not suitable for p-Si cells to completely copy the related improvements of m-Si cells. Black silicon technology is considered to be an effective way to improve the performances of p-Si cells. According to the references mentioned above, it can be found that the research on black silicon cell technology can be divided into two directions. One direction is surface modification, such as changing the surface condition of the cell or adding some new substances to reconstruct the surface of the cell. It often focuses on the reduction of the reflectivity of the surface of black silicon cells. However, because of the complexity of the entire production process of cells, the reduction of surface reflectivity does not mean the absolute improvement of cells’ performance. Some surface treatments that do not match well with the black silicon surface may even result in a reduction in Eff. The other direction to ensure the overall performance of PV cells is to improve the matching processes of the black silicon surface in PV cells. However, it often pays too much attention to the improvement of a single process, without considering the entire process matching. Therefore, in order to better apply the new technology of the black silicon PV cell from the laboratory to the actual production, this study adopted the black silicon wafer prepared by RIE technology. Furthermore, the overall optimization of the manufacturing processes of PV products through a large number of experiments are discussed in detailed. More importantly, the improvement of matching optimization for black silicon is extended to the module part. By selecting of the pre-cleaning scheme, controlling the thermal oxidation process, and matching components in the module packaging, the performance can be further improved. Our experimental results show that an actual Eff and output power improvement can be achieved, which can be directly used in PV products.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}