Constitutive Modeling of New Synthetic Hybrid Fibers Reinforced Concrete from Experimental Testing in Uniaxial Compression and Tension



Abstract
:1. Introduction
2. Proposed Synthetic Hybrid Fiber Reinforced Concrete
3. Experimental Program
3.1. Admixture Parametric Study
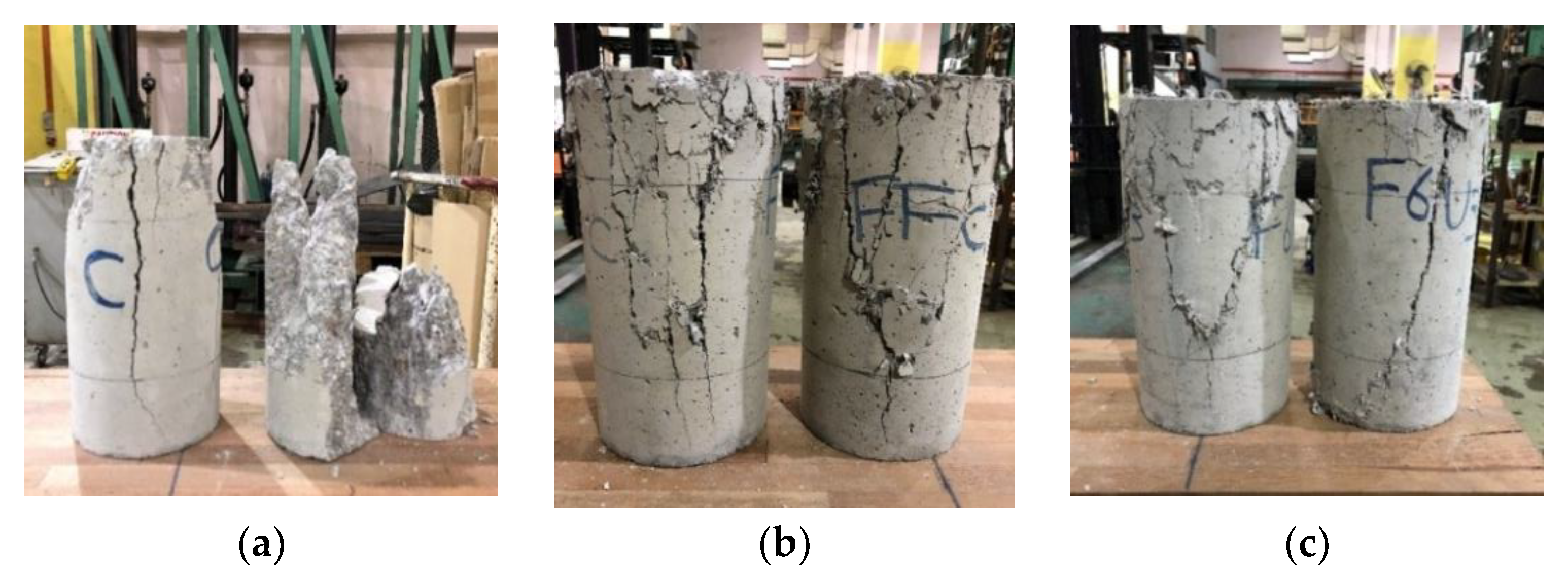
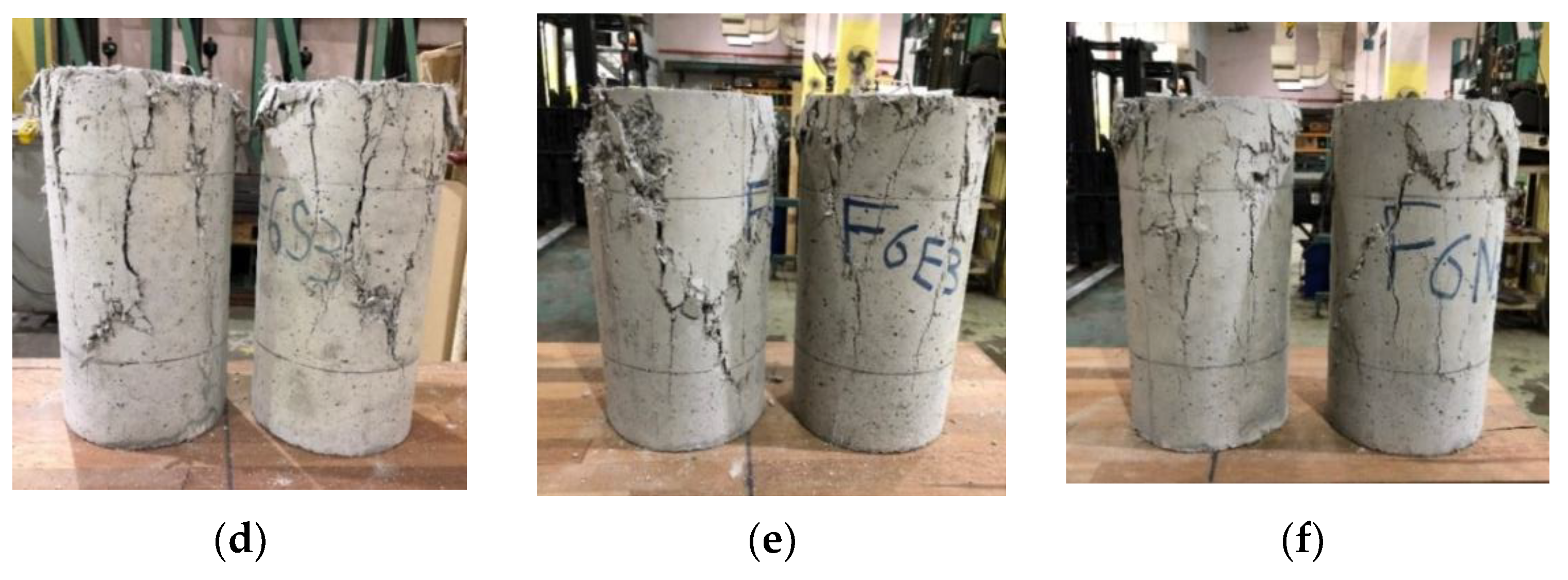
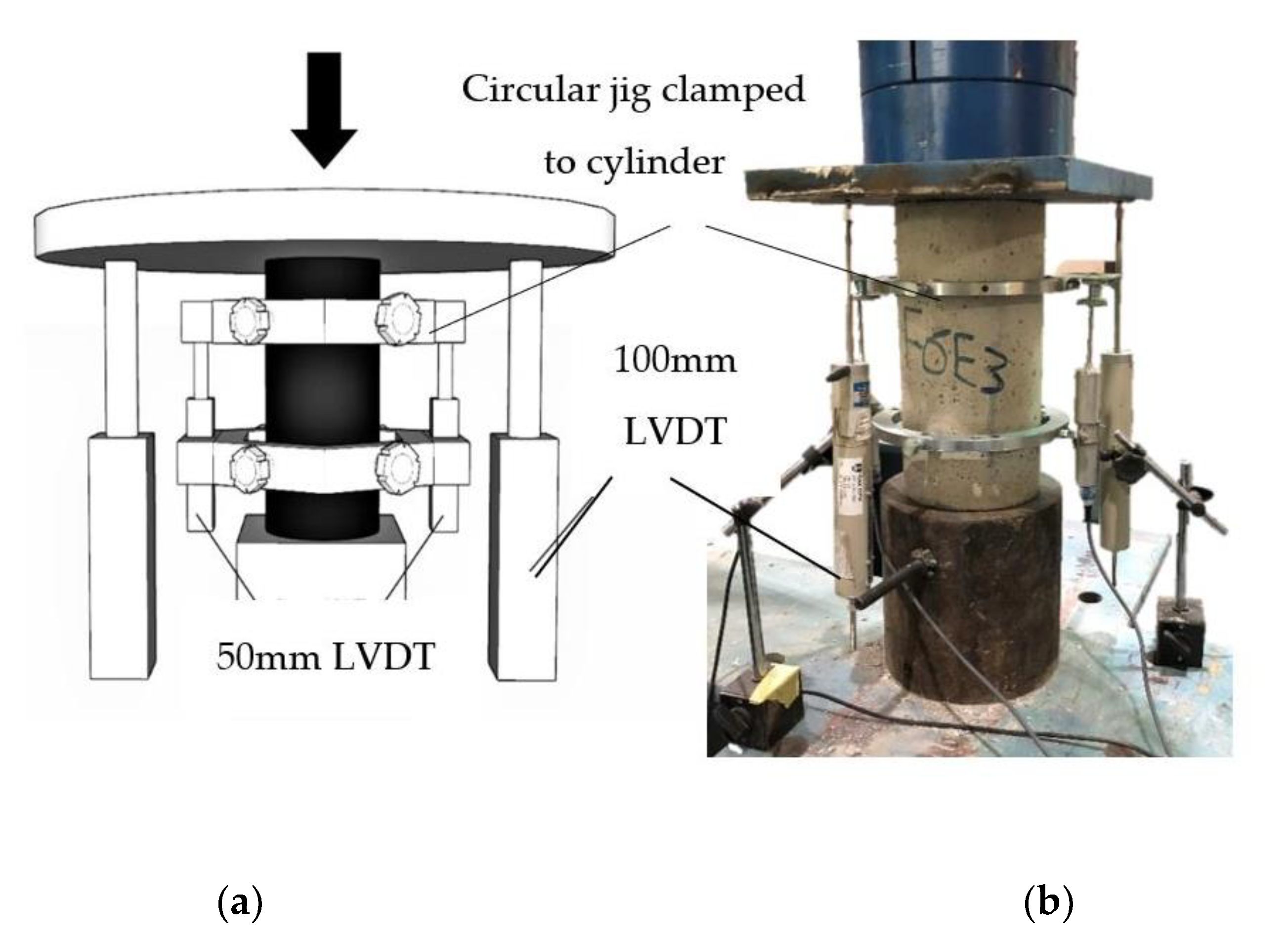
3.2. Uniaxial Compression Test
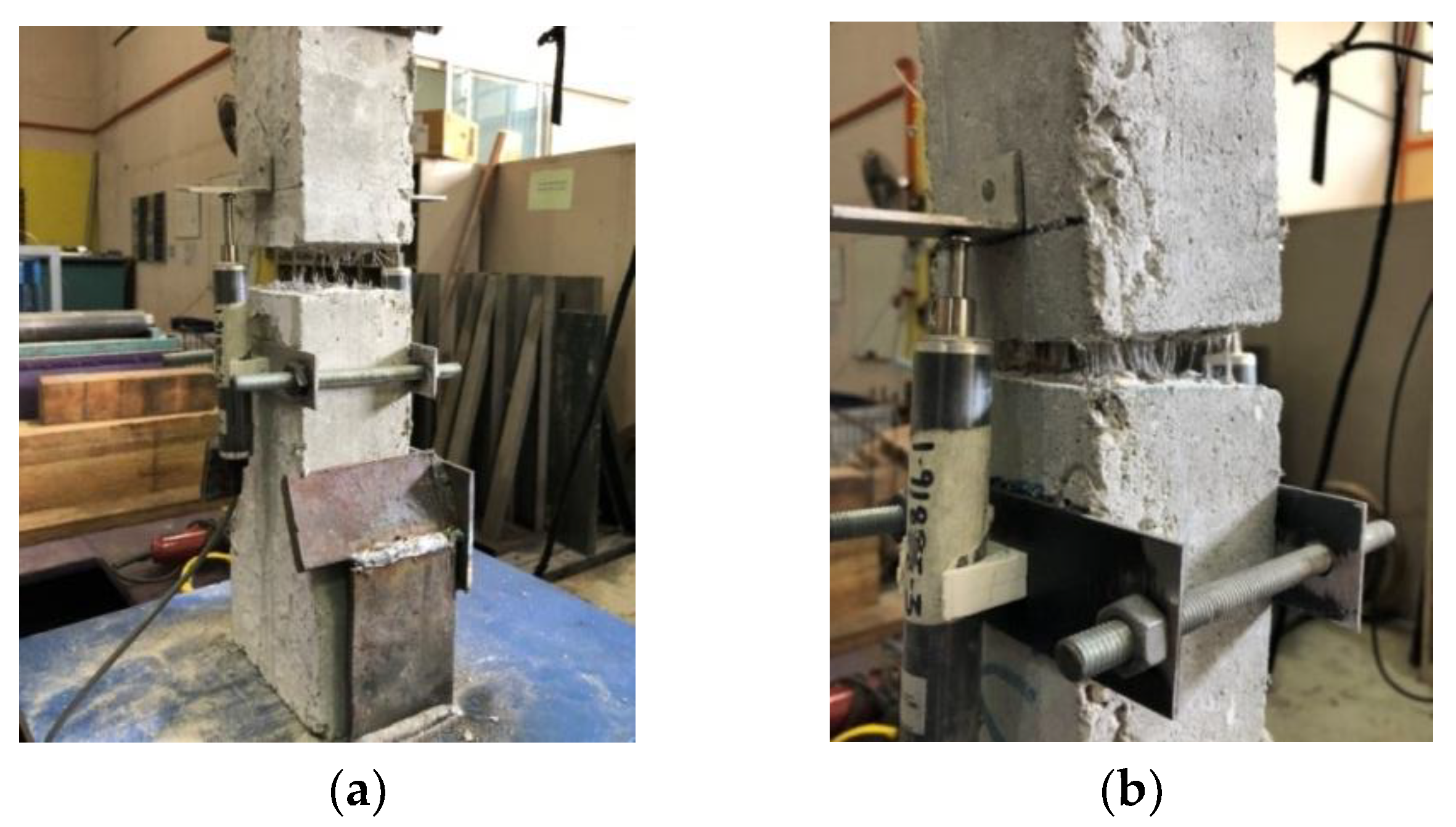
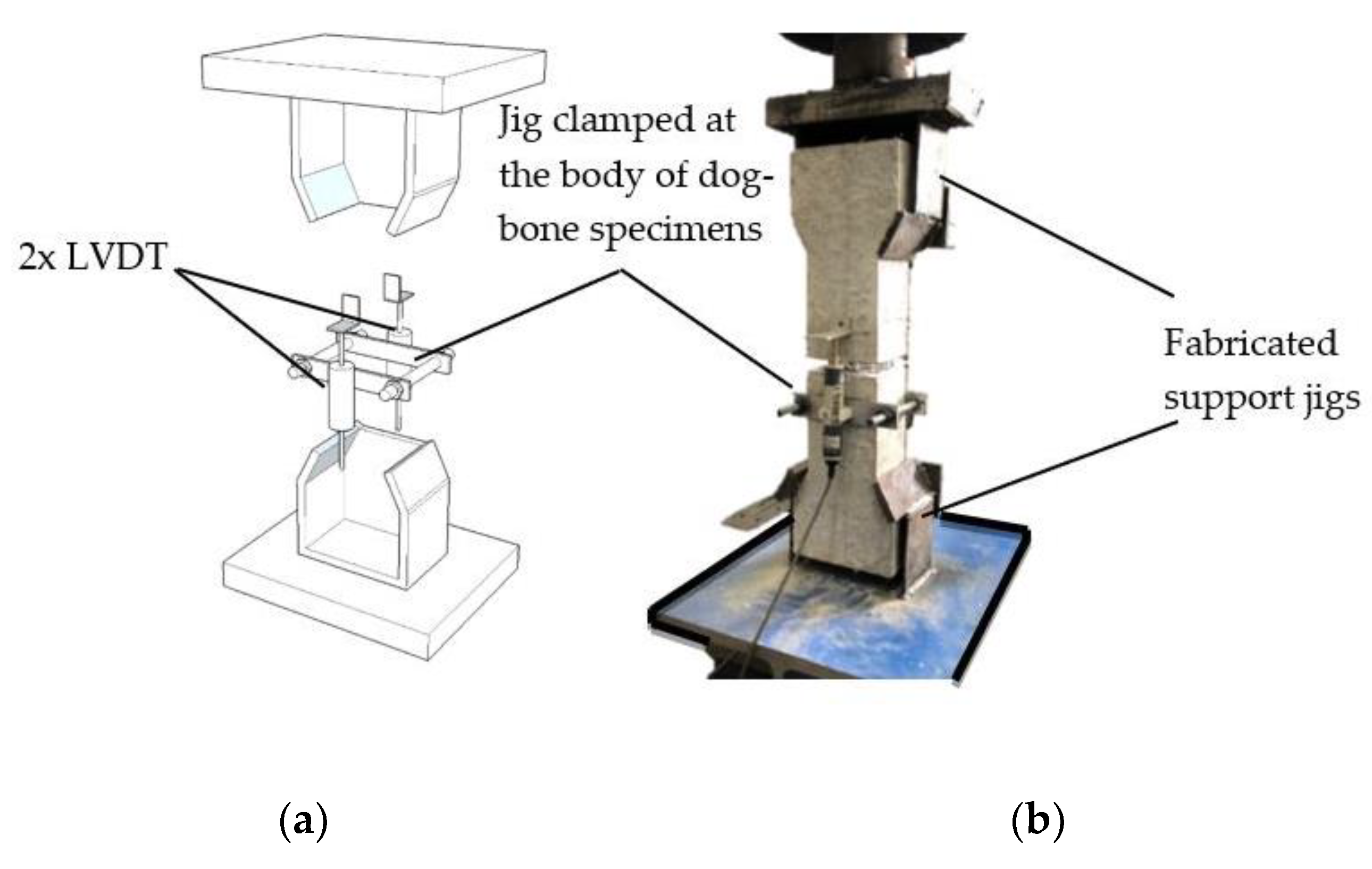
3.3. Uniaxial Direct Tensile Test
4. Results and Discussion
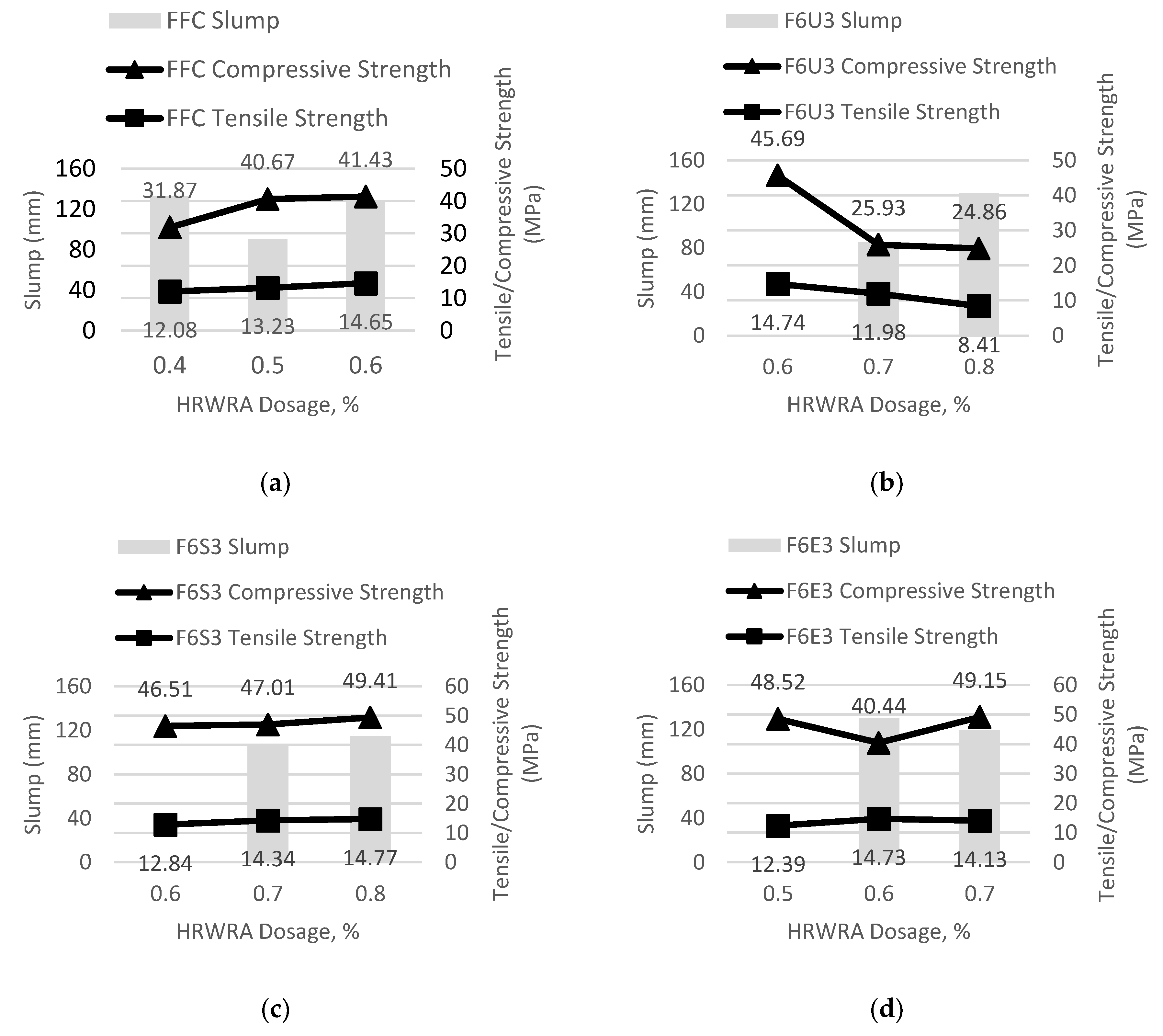
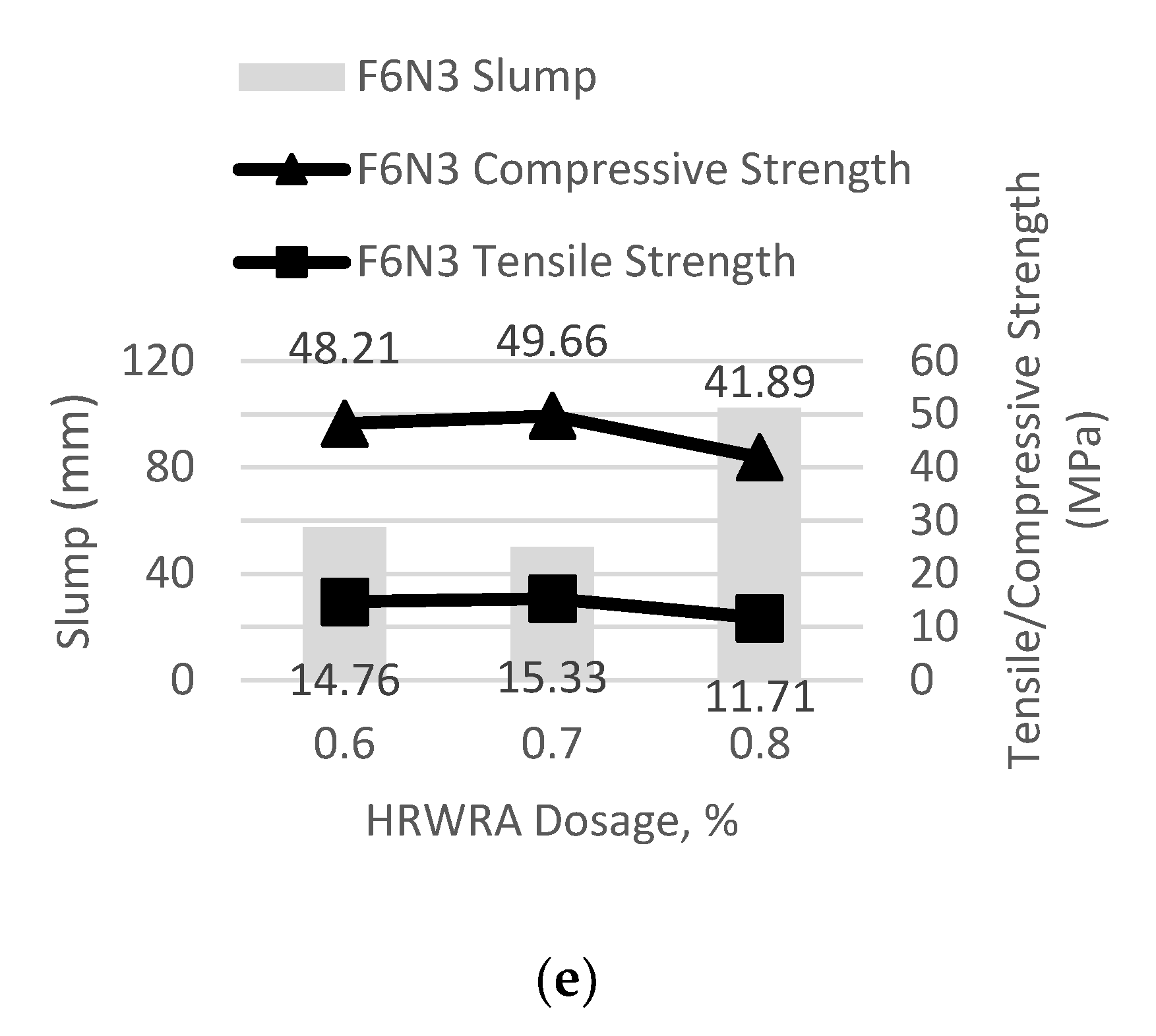
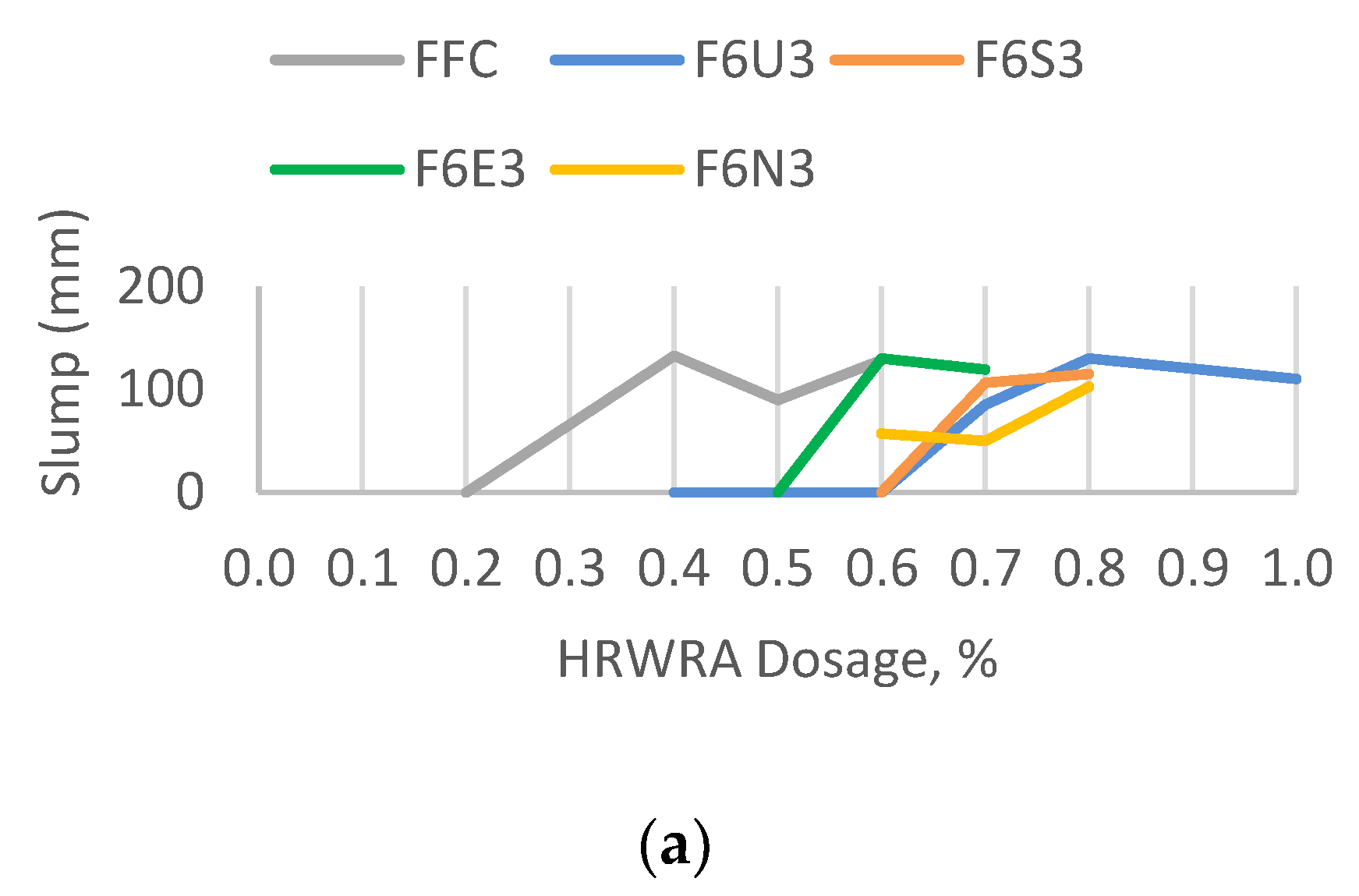
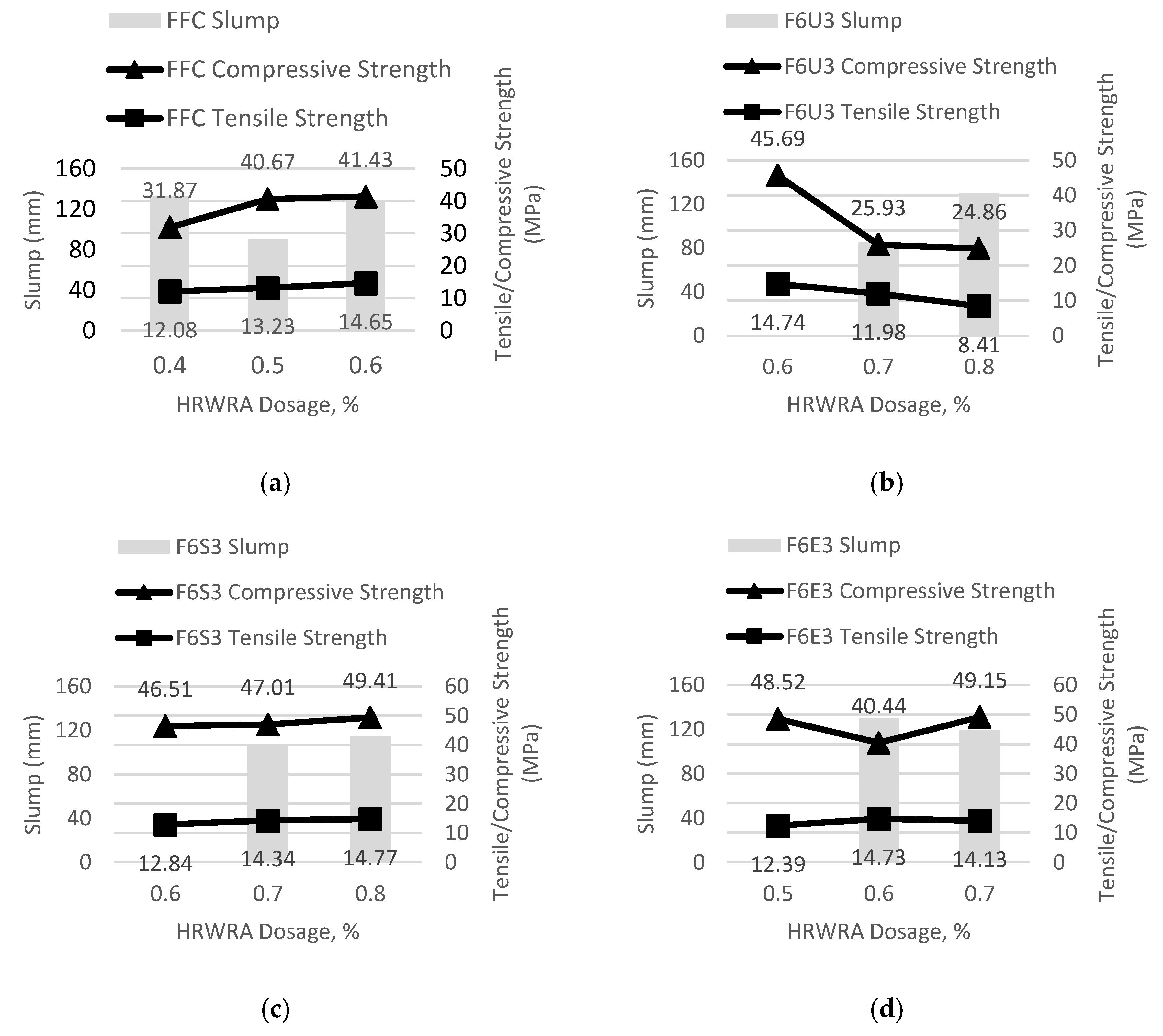
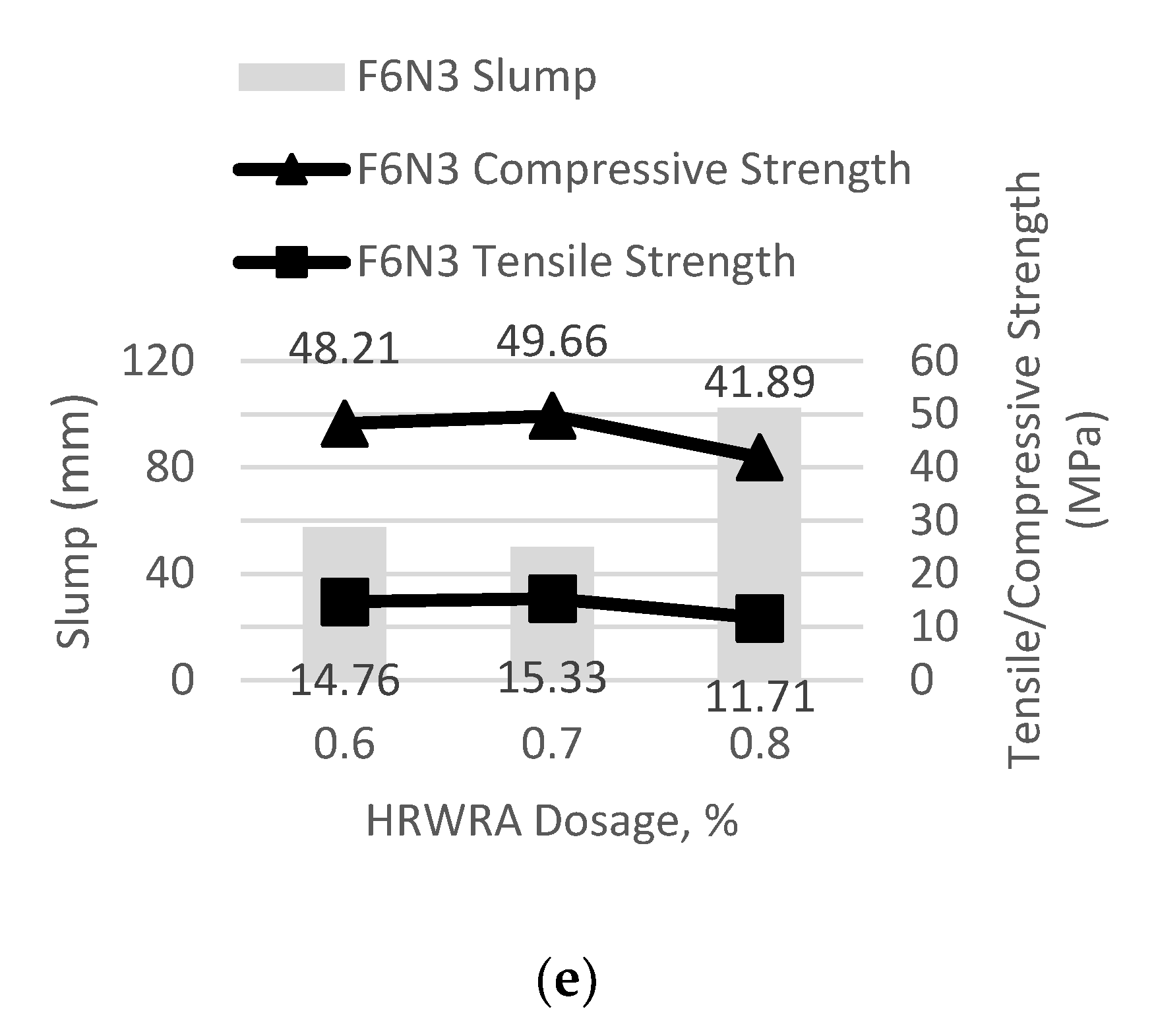
4.1. Admixture Rheological Impact
- 1.
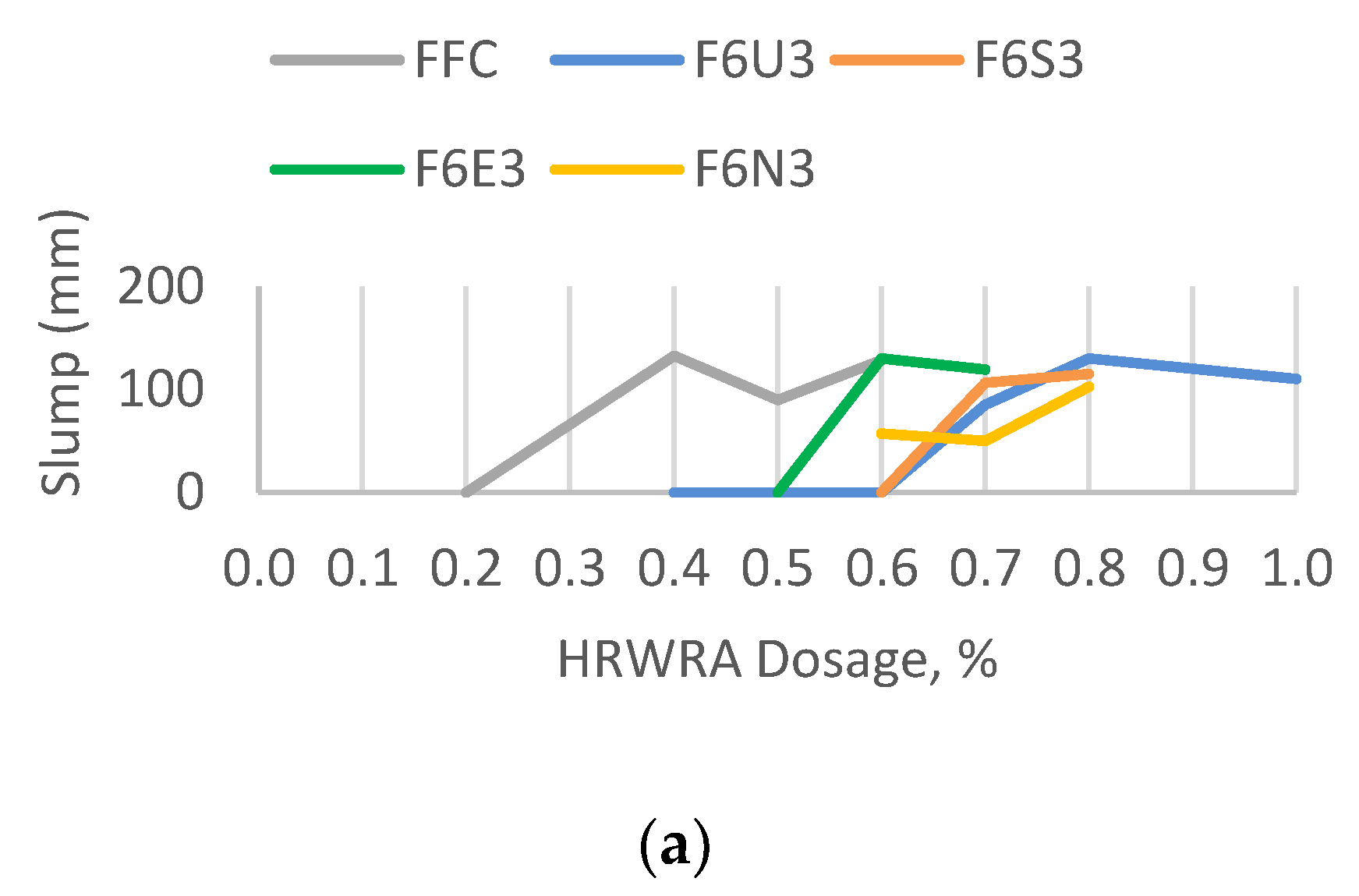
- Low HRWRA application—the FFC can be classified into this tier because of the minimum 0.4% dosage to achieve a workable state and obtain a slump value. It is the only fiber combination without the use of microfibers and consists of only macro-sized blend of polypropylene and polyethylene in a fibrillated twisted form.
- 2.
- Moderate HRWRA application—this level consists of the F6E3 and F6N3 hybrids, whereby the microfibers are composed of fibrillated polypropylene and monofilament nylon. Both recorded slump values at a minimum 0.6% dosage rate and exhibit a reduction in slump when the HRWRA dosage was increased to 0.7%. The addition of microfibers results in an increase of available surface area of fibers that needs to be coated by mortar. Insufficient amount of mortar in fresh concrete that is available to bind the aggregates may cause the developed wet HyFRC to lose its workability, which explains why more HRWRA dosages were needed for these hybrids to obtain a slump value compared to the FFC. The F6N3 had a lower slump value than the F6E3 because of the nature of nylon microfibers which is hydrophilic, nylon absorbs free water in fresh concrete which in turn reduces the workability and demands a higher dosage in HRWRA.
- 3.
- High HRWRA application—the highest tier comprises the F6U3 and F6S3 hybrids—both have polypropylene microfibers achieving a workable state at a 0.7% HRWRA dosage rate, among the highest in this parametric study. The major differences between the hybrids in this category from the moderate dosage hybrids are the microfiber specifications, which have more robust form for fiber anchorage inside concrete, a higher interfacial fiber-concrete bonding power, and a longer fiber-length. These parameters affect the workability of fresh concrete—the microfibers clump wet concrete firmly together due to the dominant fiber characteristics and result in poor workability performance.
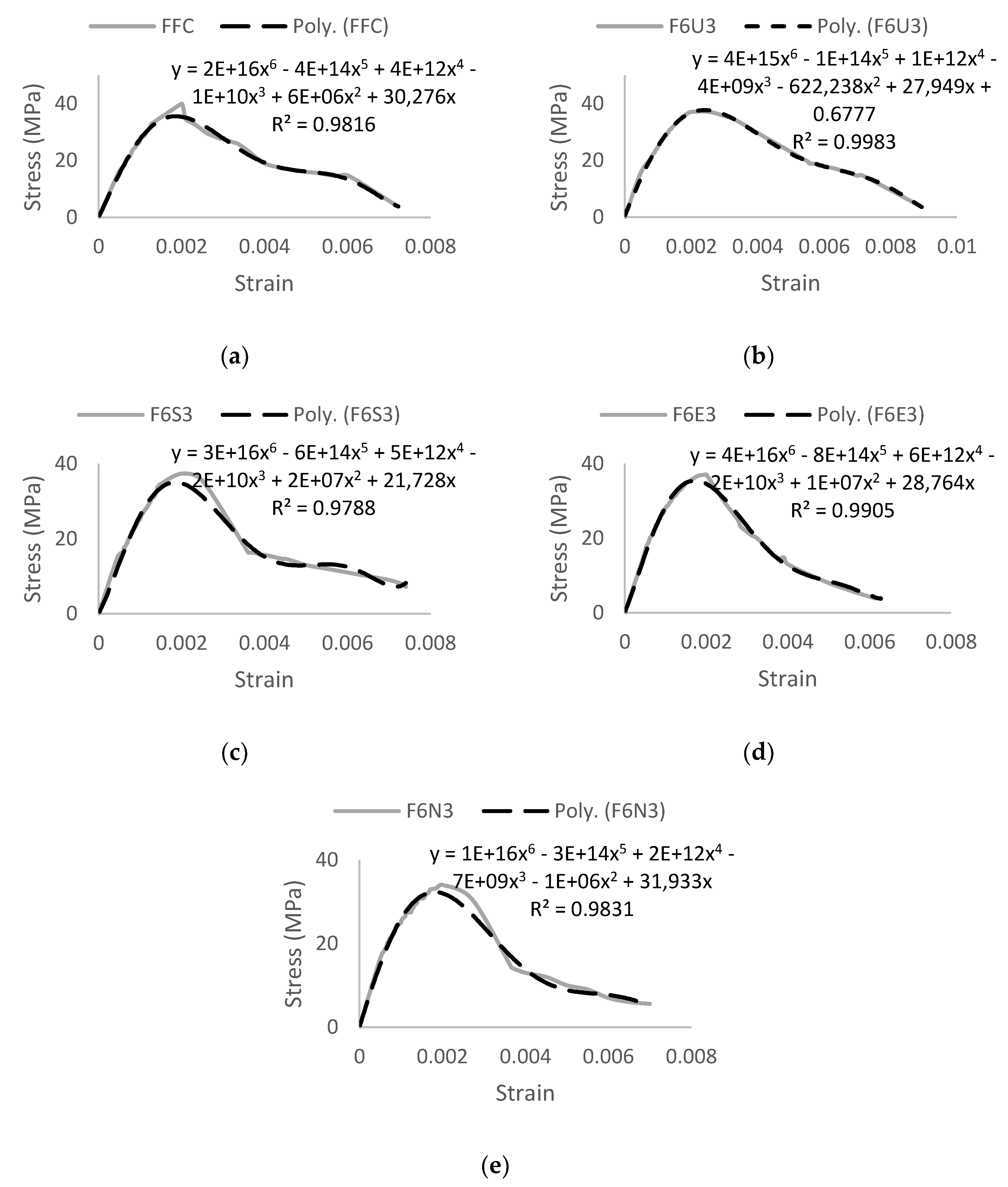
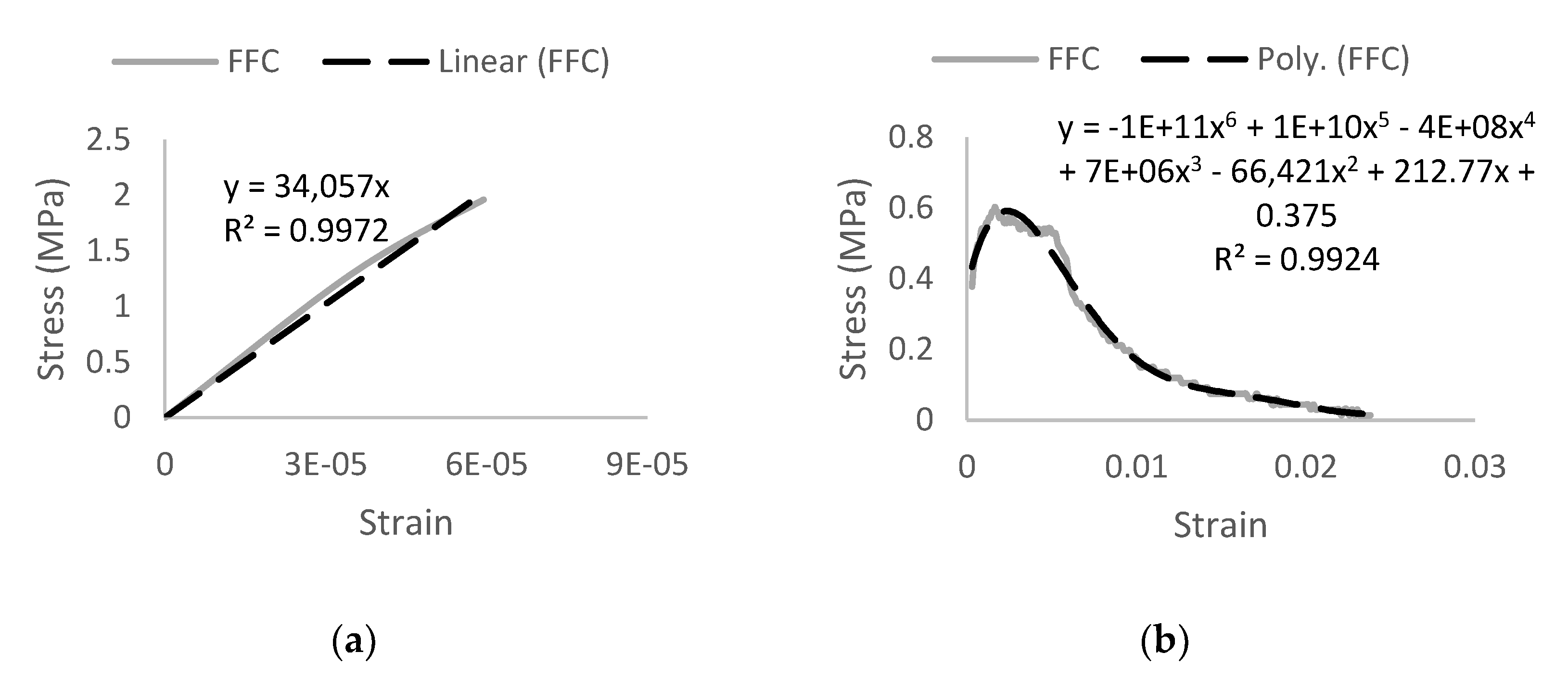
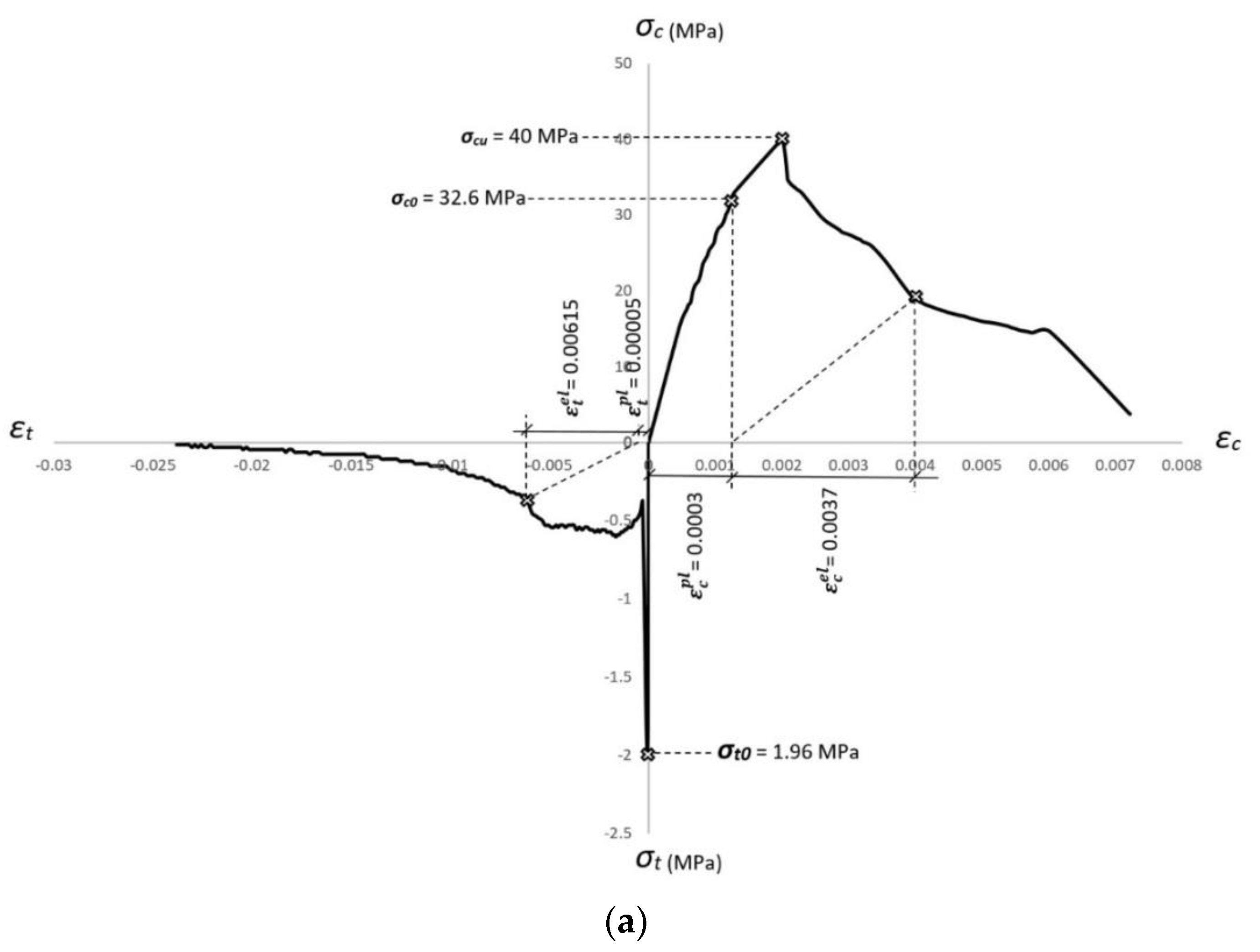
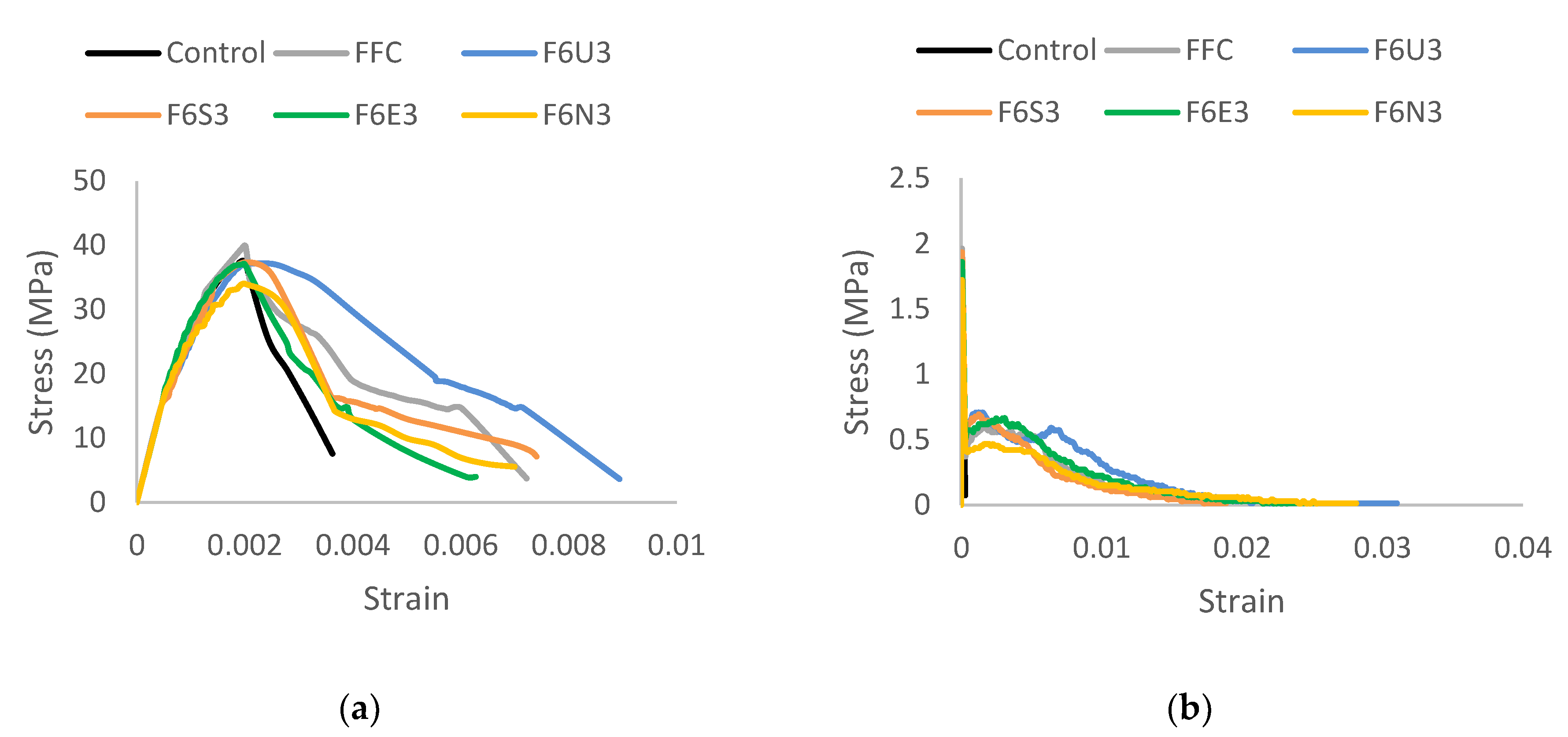
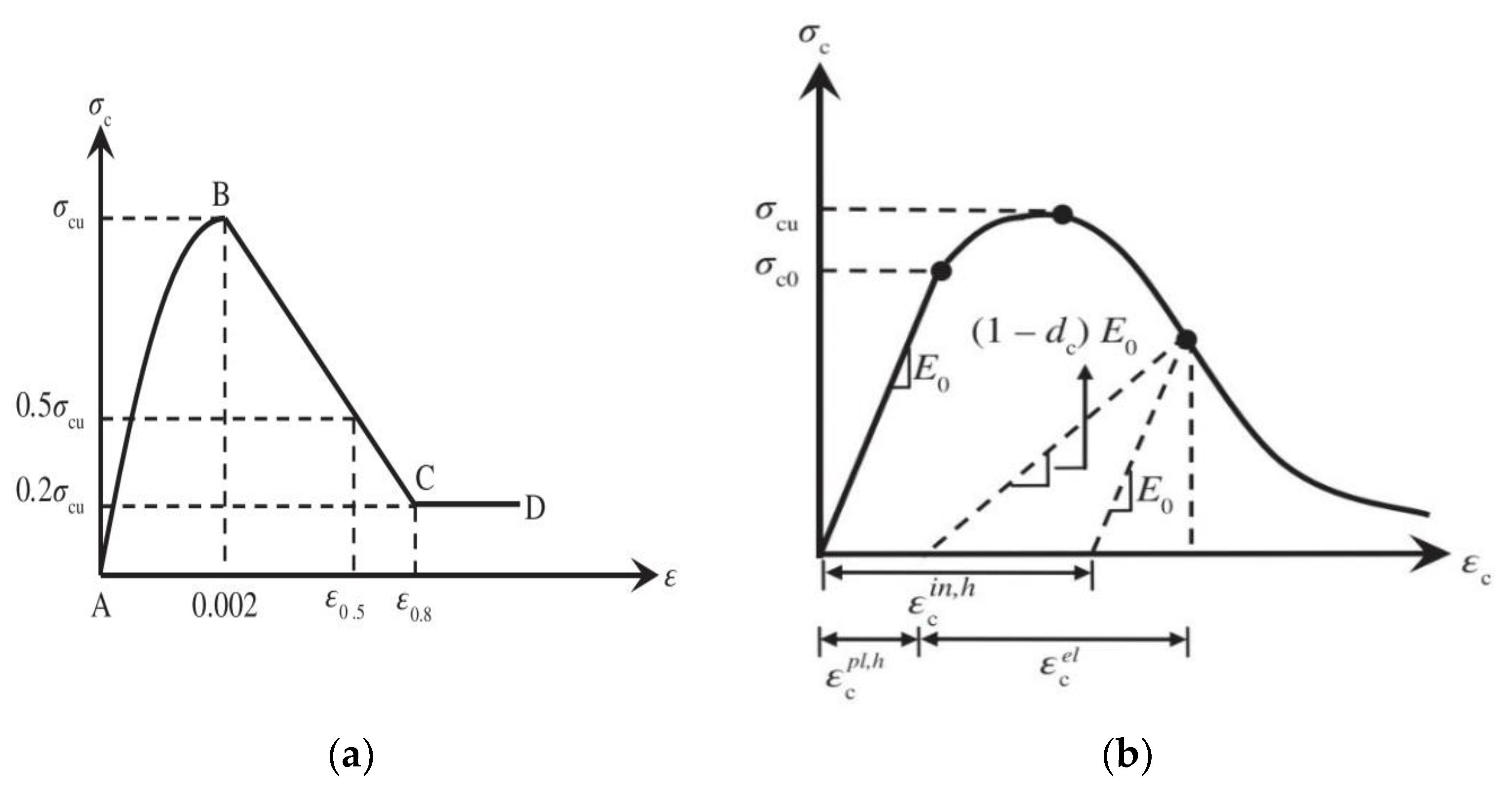
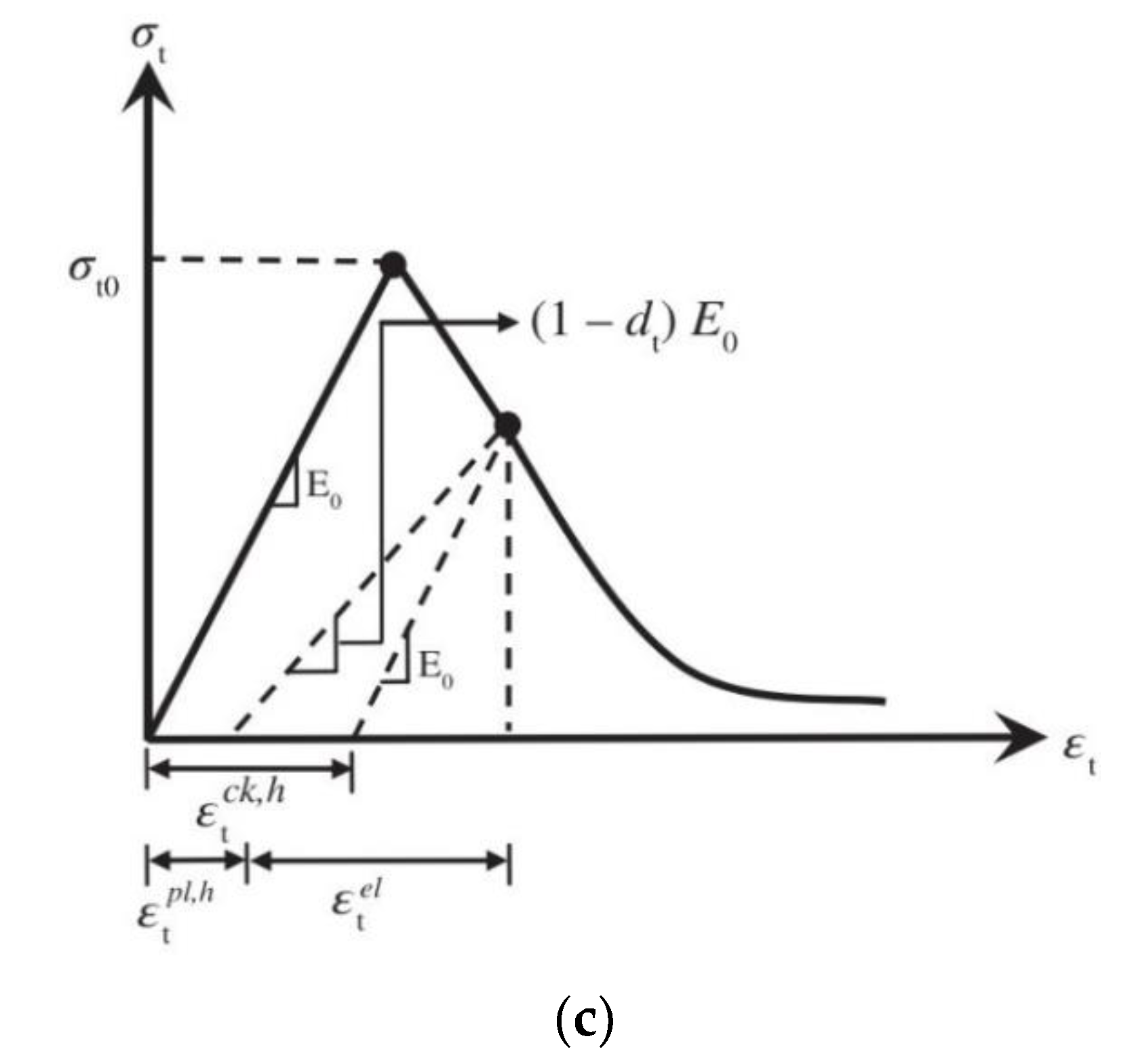
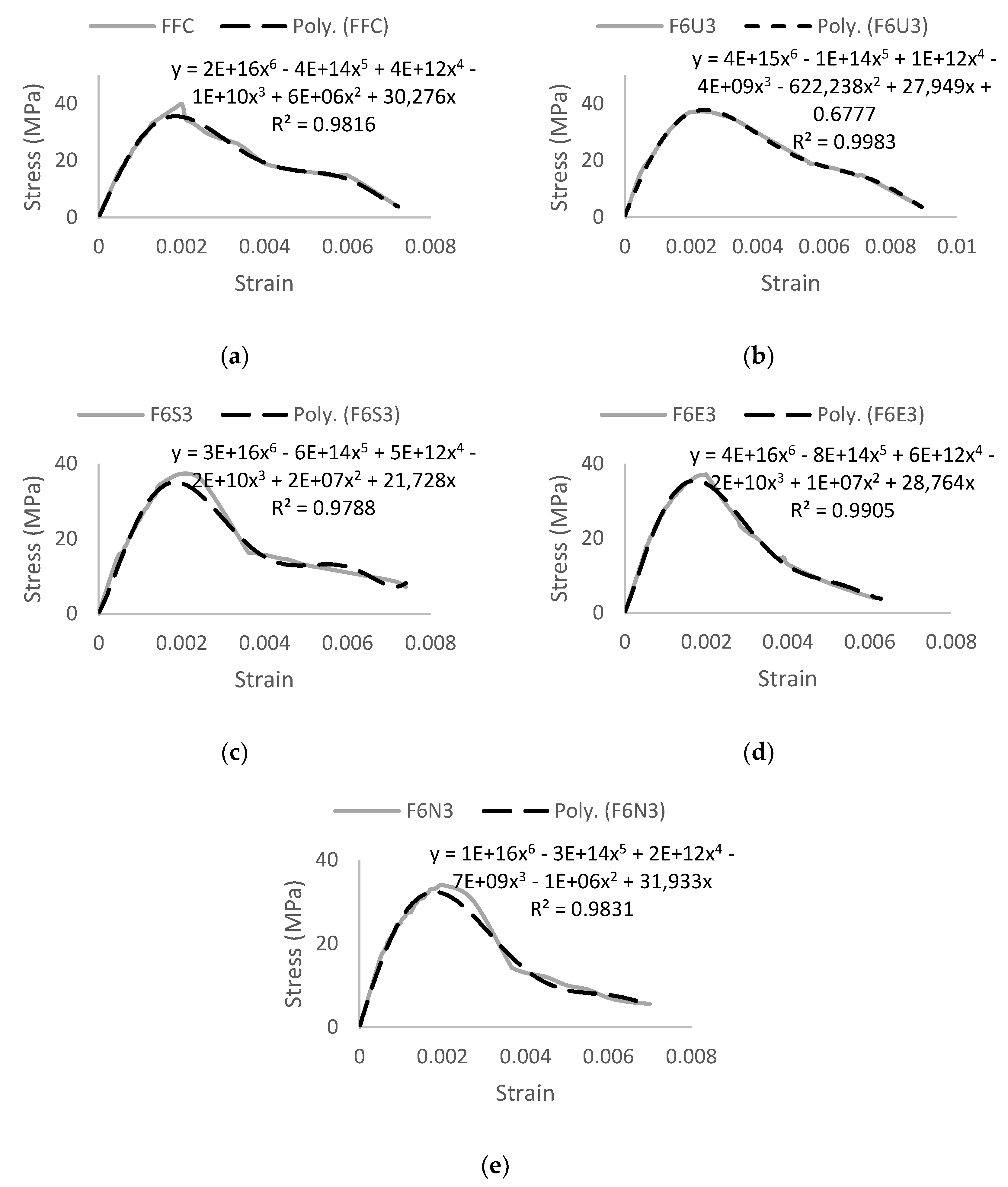
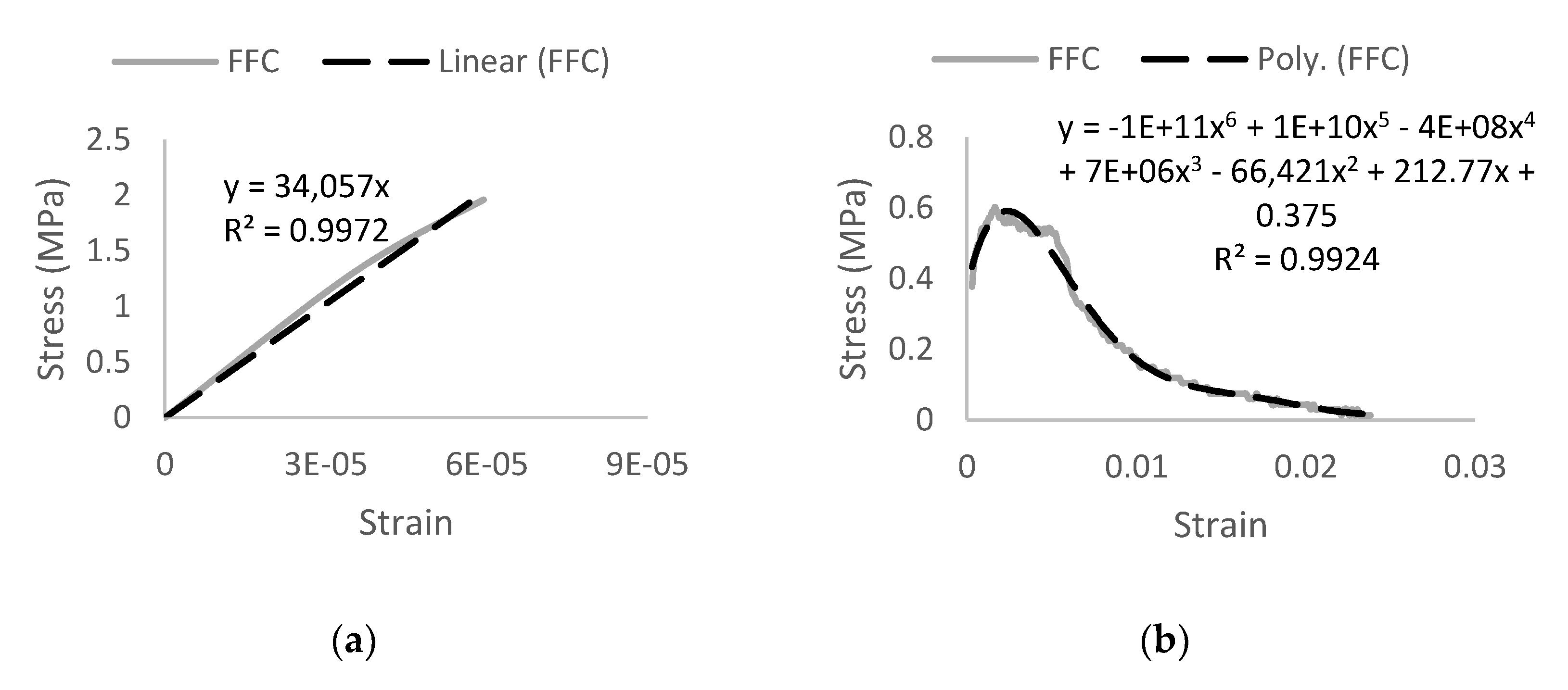
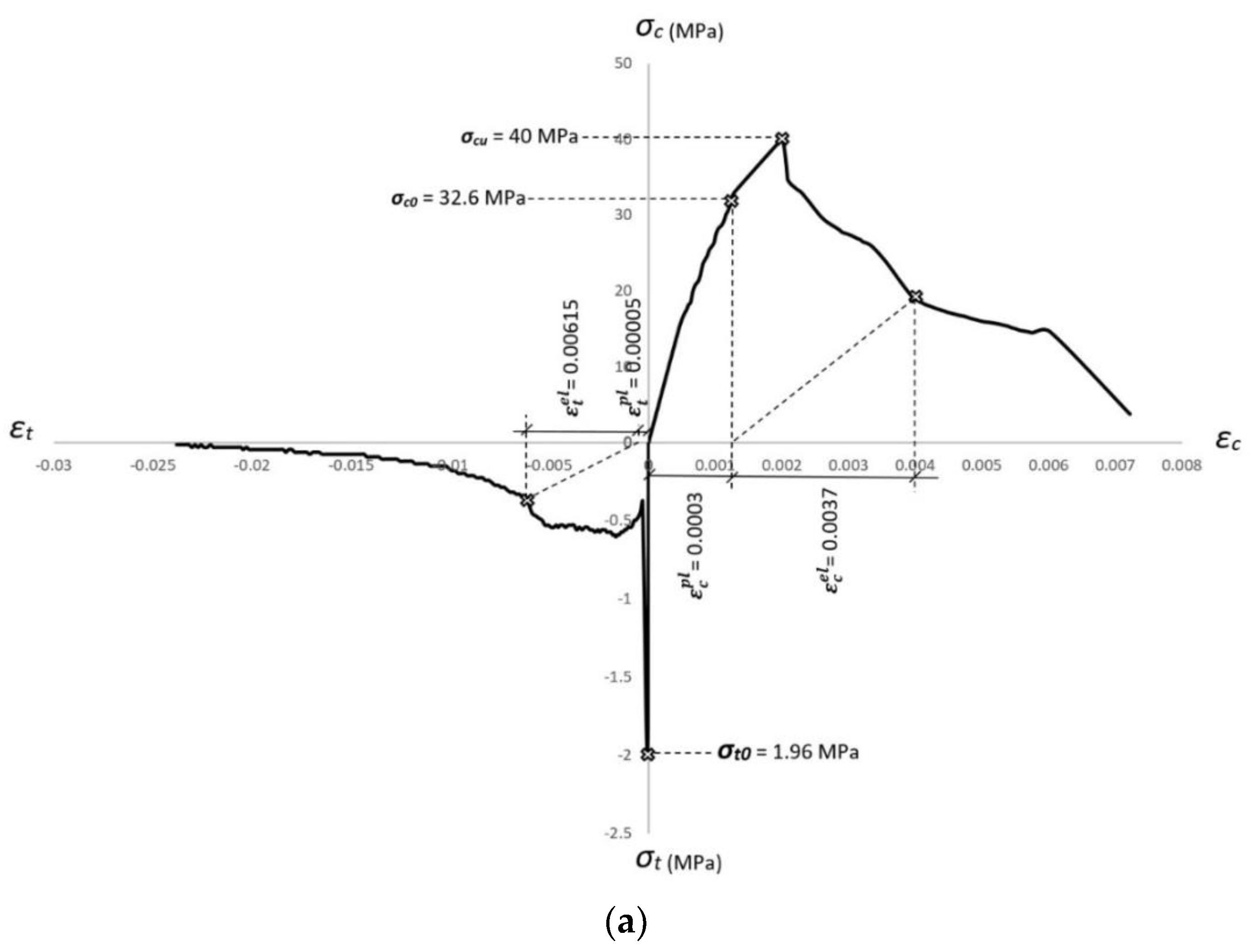
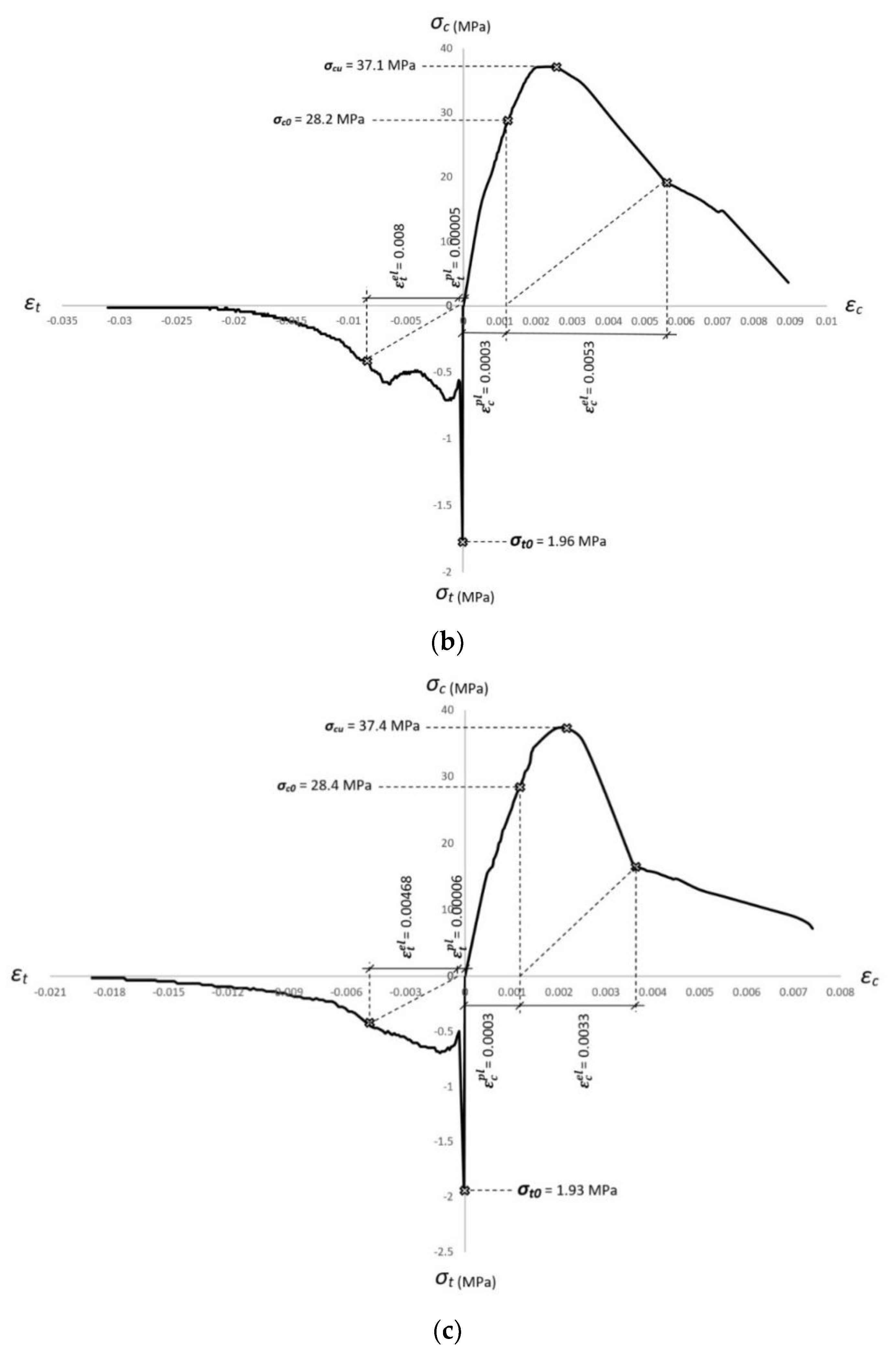
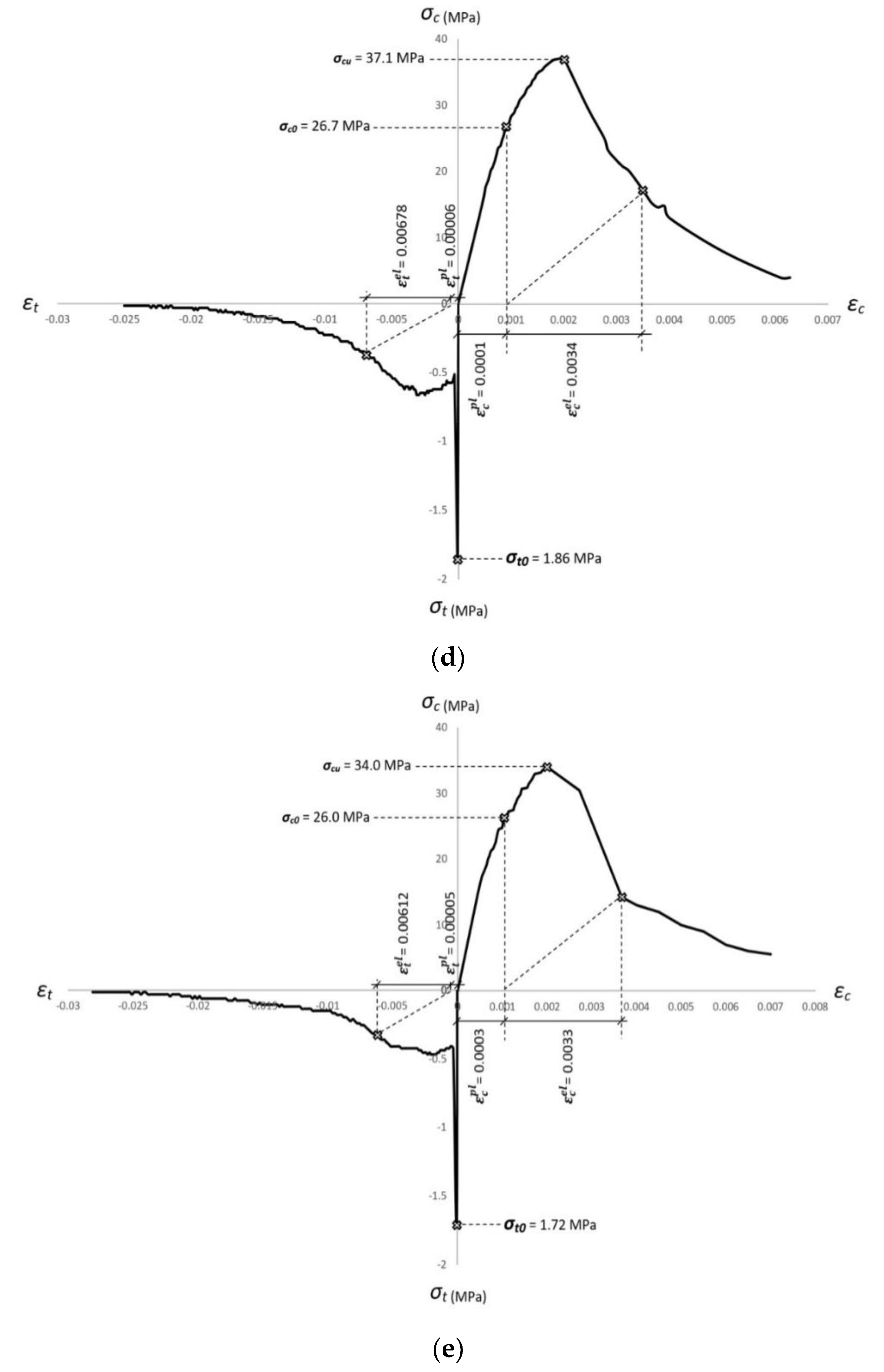
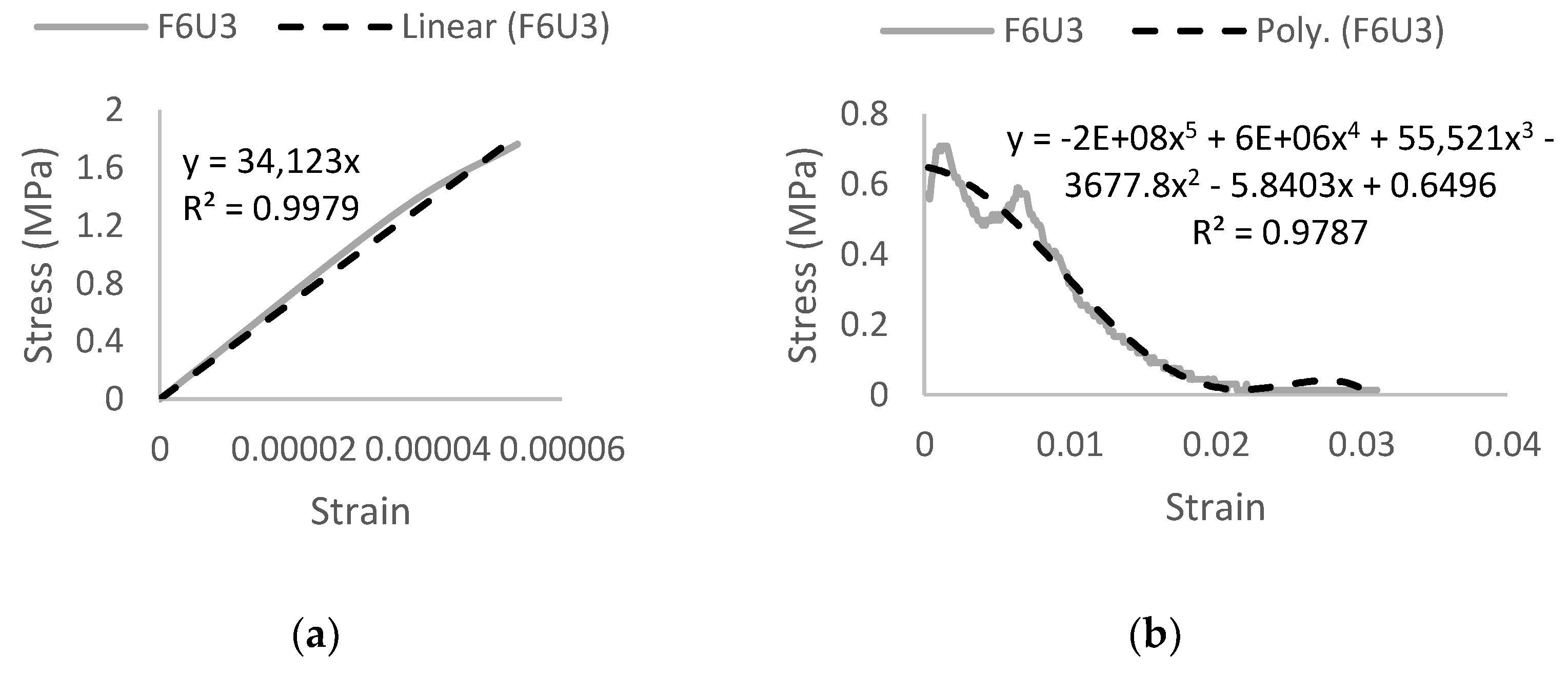
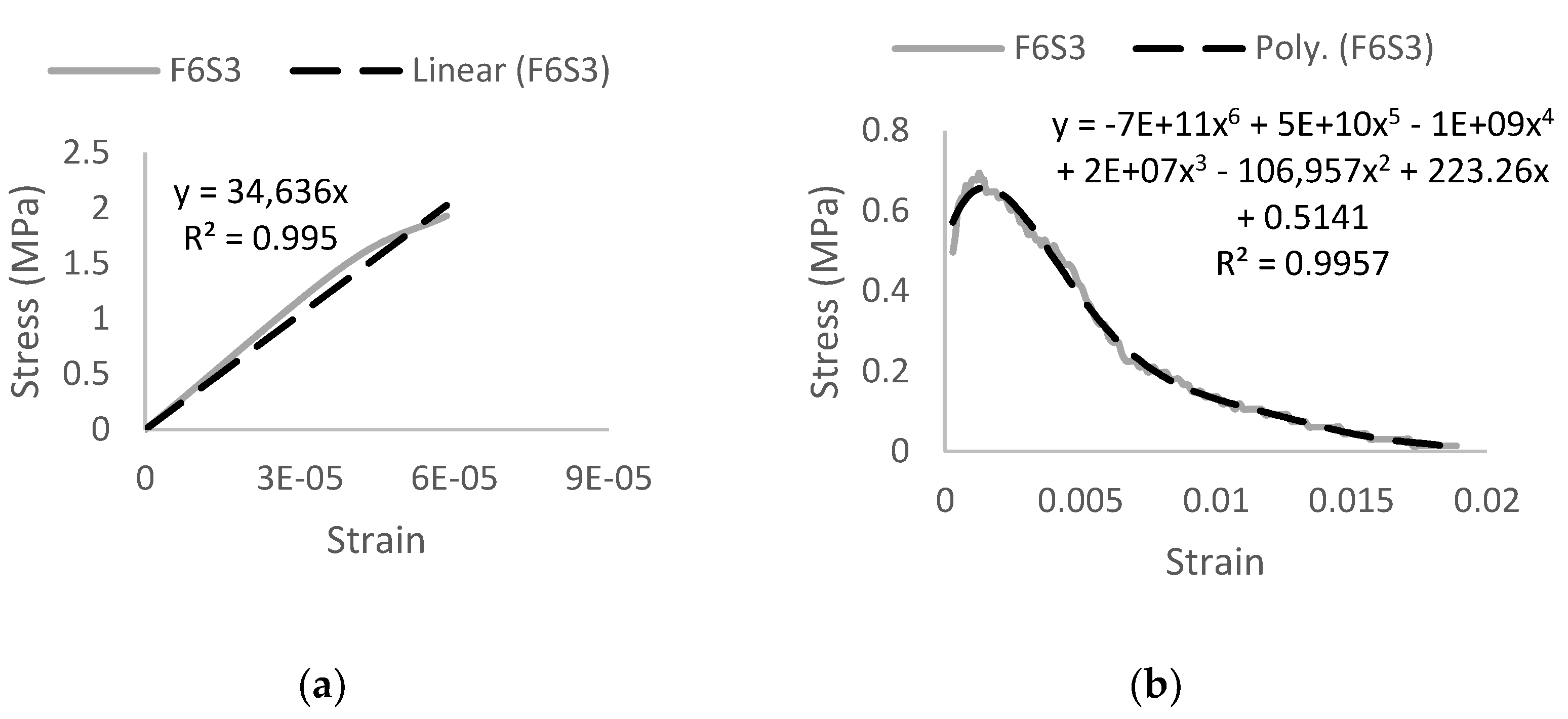
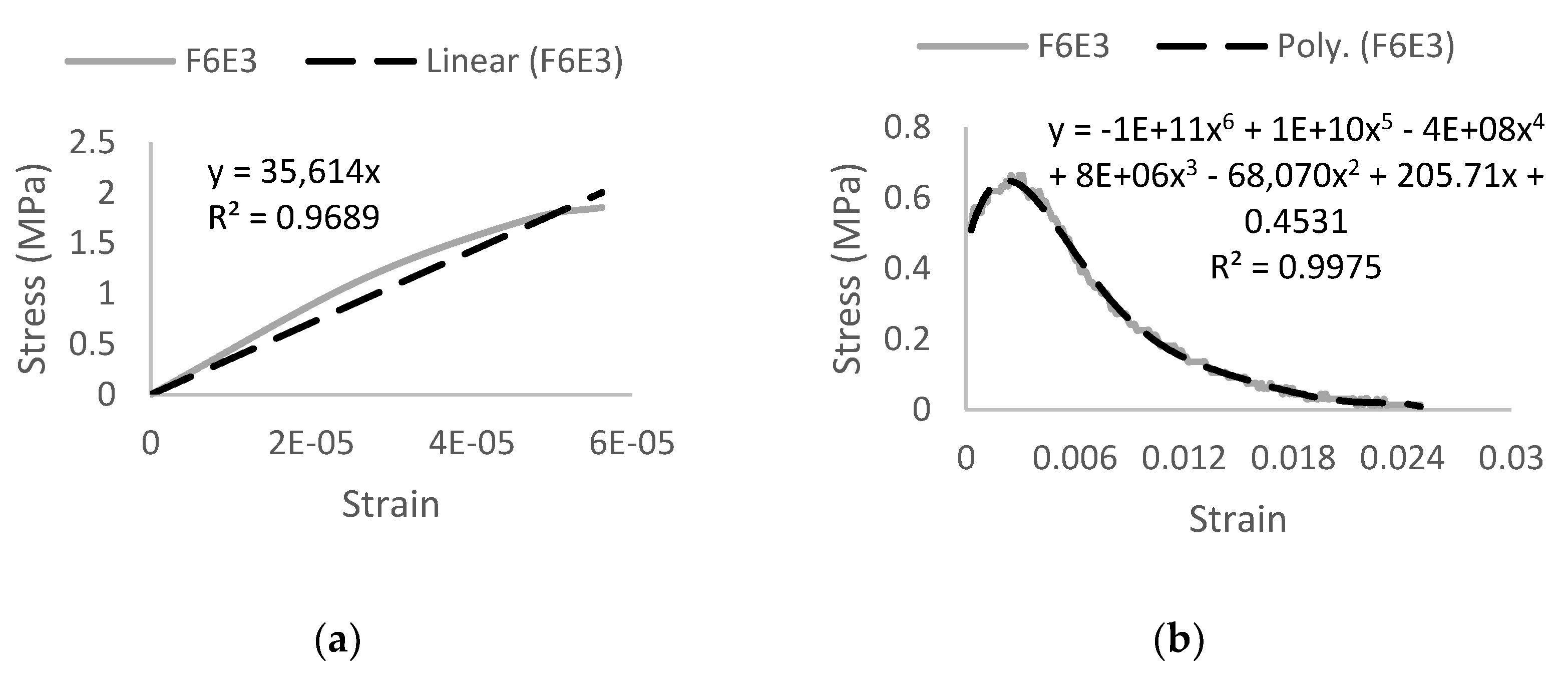
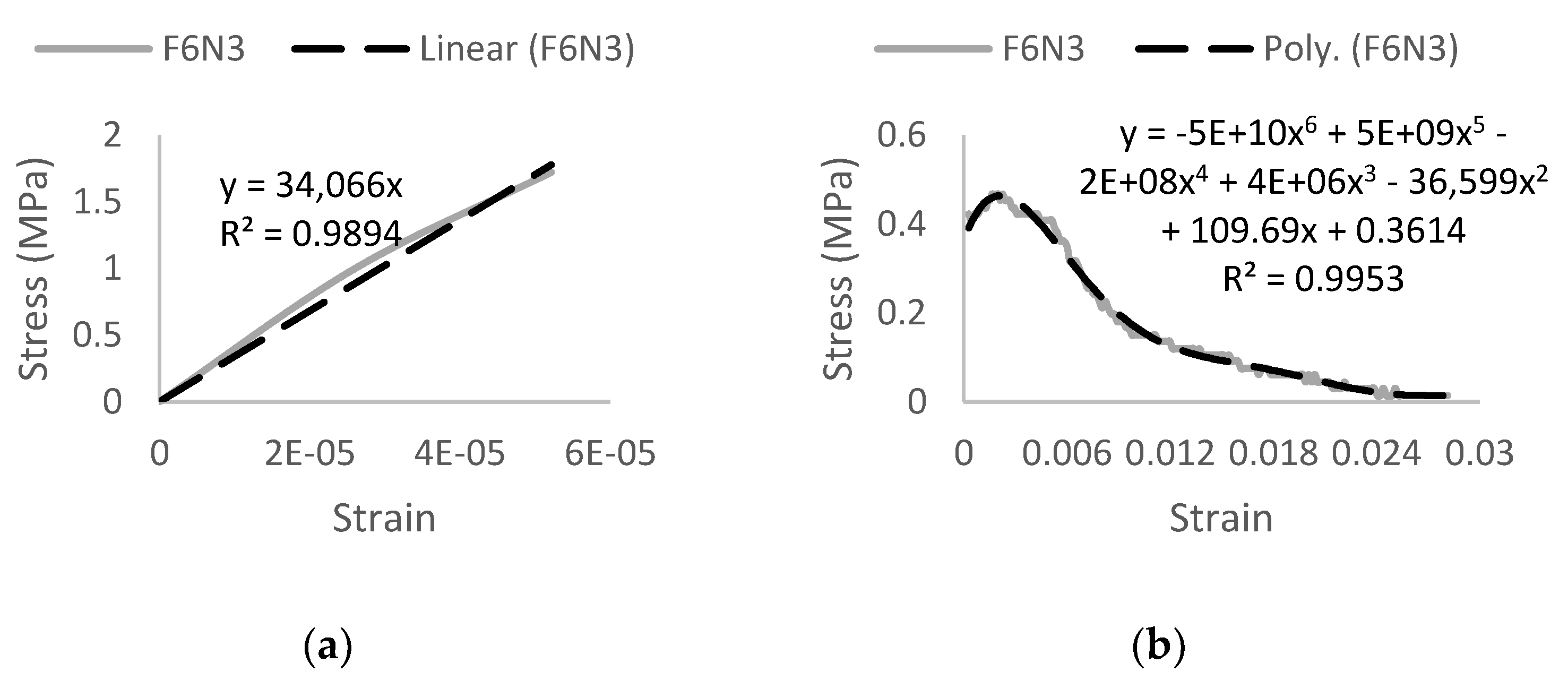
4.2. Constitutive Modeling
5. Assessment of Results
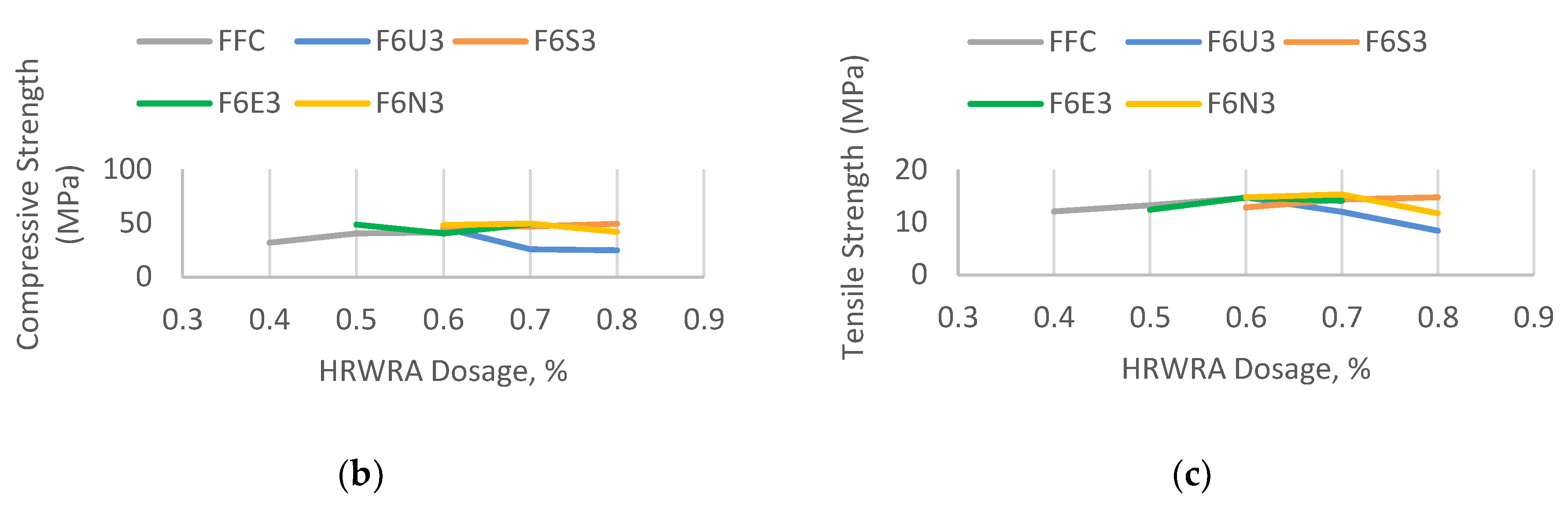
5.1. Evaluation of HRWRA Effect
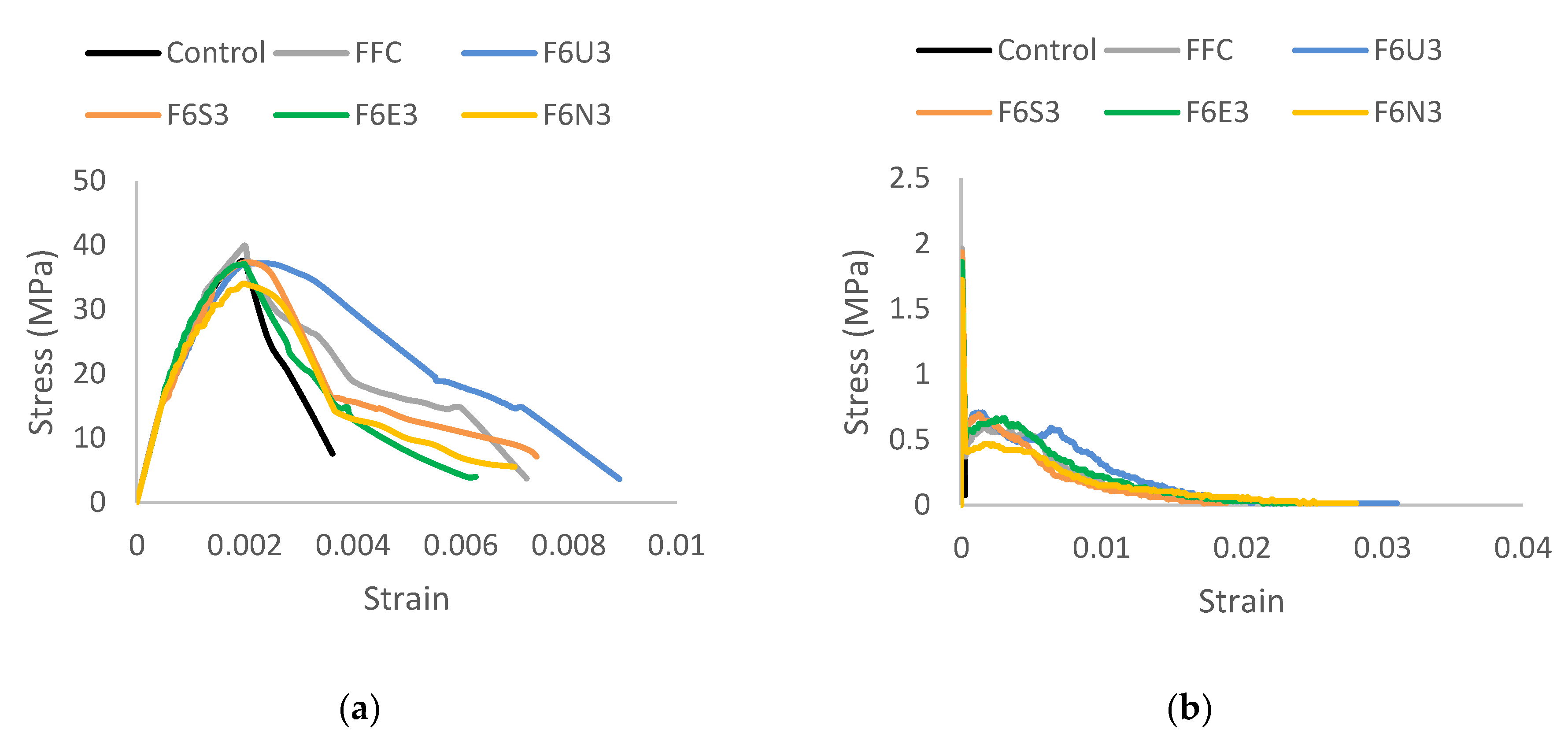
5.2. Uniaxial Behavior Comparative Analysis
6. Concluding Remarks
- The addition of HRWRA in the hybrid-mixes was studied, observed, and assessed to determine the best dosage requirement for improved workability behavior, compressive and tensile strengths. The optimal HRWRA dosage for the Ferro-Ferro hybrids are 0.6%, 0.7% for the Ferro-Ultra, Ferro-Econo, Ferro-Nylo hybrids, and 0.8% for the Ferro-Super hybrids.
- The developed HyFRC improved the compressive and tensile mechanical properties of cementitious composites reasonably. The Ferro-Ferro hybrids exhibited the best performance in the elastic stage in both compression and tension while in the plastics stage, the Ferro-Super hybrids displayed the best compressive strain-hardening while the Ferro-Super hybrids excelled the most in the tensile post-cracking stage.
- Constitutive models were developed for all five HyFRC materials for future works. Predictive works for structural application can be conducted from the constitutive laws while FE analyses can be accomplished by modeling RC structures using the Concrete Damaged Plasticity (CDP) data in the materials properties in this study.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- ACI Committee 544. State-of-the-Art Report on Fiber Reinforced Concrete. J. Proc. 2002, 70, 729–744. [Google Scholar]
- Walton, P.L.; Majumdar, A.J. Cement Based Composites with Mixtures of Different Types of Fibres. Composites 1975, 6, 209–216. [Google Scholar] [CrossRef]
- Banthia, N.; Sheng, J. Micro-reinforced Cementitious Materials. MRS Proc. 1991, 211, 25–32. [Google Scholar] [CrossRef]
- Mobasher, B.; Li, C. Mechanical Properties of Hybrid Cement Based Composites. ACI Mater. J. 1996, 93, 284–292. [Google Scholar]
- Ramanalingam, N.; Paramasivam, P.; Mansur, M.A.; Maalej, M. Flexural Behaviour of Hybrid Fiber-Reinforced Cement Composites Containing High-Volume Fly Ash. Symp. Pap. 2001, 199, 147–162. [Google Scholar]
- Sun, W.; Chen, H.; Luo, X.; Qian, H. The effect of hybrid fibers and expansive agent on the shrinkage and permeability of high performance concrete. Cem. Concr. Res. 2001, 31, 595–601. [Google Scholar] [CrossRef]
- Banthia, N.; Nandakumar, N. Crack Growth Resistance of Hybrid Fiber Reinforced Cement Composites. Cem. Concr. Compos. 2003, 25, 3–9. [Google Scholar] [CrossRef]
- Banthia, N.; Soleimani, S.M. Flexural response of hybrid fiber-reinforced cementitious composites. ACI Mater. J. 2005, 102, 382–389. [Google Scholar]
- Banthia, N.; Gupta, R. Hybrid Fiber Reinforced Concrete: Fiber Synergy in High Strength Matrices. RILEM Mater. Struct. 2004, 37, 707–716. [Google Scholar] [CrossRef]
- Yu, J.; Yao, J.; Lin, X.; Li, H.; Lam, J.Y.K.; Leung, C.K.Y.; Sham, I.M.L.; Shih, K. Tensile performance of sustainable Strain-Hardening Cementitious Composites with hybrid PVA and recycled PET fibers. Cem. Concr. Res. 2018, 107, 110–123. [Google Scholar] [CrossRef]
- Roesler, J.R.; Altoubat, S.A.; Lange, D.A.; Rieder, K.A.; Ulreich, G.R. Effect of synthetic fibers on structural behavior of concrete slabs-on-ground. ACI Mater. J. 2006, 103, 3–10. [Google Scholar]
- Greenough, T.; Nehdi, M. Shear Behaviour of Self-Consolidating Fibre-Reinfored Concrete Slender Beams. ACI Mater. J. 2008, 105, 468–477. [Google Scholar]
- Altoubat, S.; Yazdanbakhsh, A.; Rieder, K.A. Shear behavior of macro-synthetic fiber-reinforced concrete beams without stirrups. ACI Mater. J. 2009, 106, 381–389. [Google Scholar]
- Kawashima, K.; Zafra, R.G.; Sasaki, T.; Kajiwara, K.; Nakayama, M. Effect of Polypropylene Fiber Reinforced Cement Composite and Steel Fiber Reinforced Concrete for Enhancing the Seismic Performance of Bridge Columns. J. Earthq. Eng. 2011, 15, 1194–1211. [Google Scholar] [CrossRef]
- Yu, K.; Wang, Y.; Yu, J.; Xu, S. A strain-hardening cementitious composites with the tensile capacity up to 8%. Constr. Build. Mater. 2017, 137, 410–419. [Google Scholar] [CrossRef]
- Kawashima, K.; Zafra, R.G.; Sasaki, T.; Kajiwara, K.; Nakayama, M.; Unjoh, S.; Sakai, J.; Kosa, K.; Takahashi, Y.; Yabe, M. Seismic Performance of a Full-Size Polypropylene Fiber-Reinforced Cement Composite Bridge Column Based on E-Defense Shake Table Experiments. J. Earthq. Eng. 2012, 16, 463–495. [Google Scholar] [CrossRef]
- Spadea, S.; Farina, I.; Berardi, V.P.; Dentale, F.; Fraternali, F. Energy dissipation capacity of concretes reinforced with recycled PET fibers. Ing. Sismica 2014, 31, 61–70. [Google Scholar]
- Ganesan, N.; Indira, P.V.; Sabeena, M.V. Bond stress slip response of bars embedded in hybrid fibre reinforced high performance concrete. Constr. Build. Mater. 2014, 50, 108–115. [Google Scholar] [CrossRef]
- Pakravan, H.R.; Ozbakkaloglu, T. Synthetic fibers for cementitious composites: A critical and in-depth review of recent advances. Constr. Build. Mater. 2019, 207, 491–518. [Google Scholar] [CrossRef]
- Curosu, I.; Liebscher, M.; Mechtcherine, V.; Bellmann, C.; Michel, S. Tensile behavior of high-strength strain-hardening cement-based composites (HS-SHCC) made with high-performance polyethylene, aramid and PBO fibers. Cem. Concr. Res. 2017, 98, 71–81. [Google Scholar] [CrossRef]
- Yin, S.; Tuladhar, R.; Collister, T.; Combe, M.; Sivakugan, N. Mechanical Properties and Post-crack Behaviours of Recycled PP Fibre Reinforced Concrete. In Proceedings of the Concrete 2015, 27th Biennial National Conference of the Concrete Institute of Australia in Conjunction with the 69th RILEM Week “Construction Innovations, Research into Practice, Melbourne, Australia, 30 August–2 September 2015. [Google Scholar]
- Shen, L.; Worrell, E.; Patel, M.K. Open-loop recycling: A LCA case study of PET bottle-to-fibre recycling. Resour. Conserv. Recycl. 2010, 55, 34–52. [Google Scholar] [CrossRef]
- Kheni, D.; Scott, R.H.; Deb, S.K.; Dutta, A. Ductility enhancement in beam-column connections using hybrid fiber-reinforced concrete. ACI Struct. J. 2015, 112, 167–178. [Google Scholar] [CrossRef]
- ASTM C494/C494M-17. Standard Specification for Chemical Admixtures for Concrete; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- ACI Committee 212. Guide for the Use of High-Range Water-Reducing Admixtures (Superplasticizers) in Concrete; ACI: Farmington Hills, MI, USA, 2017; p. 13. [Google Scholar]
- ASTM C143/C143M-15a. Standard Test Method for Slump of Hydraulic-Cement Concrete; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- BS EN 1992-2:2005. Concrete. Complementary British Standard to BS EN 206. Specification for Constituent Materials and Concrete; British Standards Institution: London, UK, 2019. [Google Scholar]
- ASTM C496/C496M-11. Standard Test Method for Splitting Tensile Strength of Cylindrical Concrete Specimens; ASTM International: West Conshohocken, PA, USA, 2011. [Google Scholar]
- ASTMC469/C469M-14. Standard Test Method for Static Modulus of Elasticity and Poisson’s Ratio of Concrete; ASTM International: West Conshohocken, PA, USA, 2014. [Google Scholar]
- Hassan, A.M.T.; Jones, S.W.; Mahmud, G.H. Experimental test methods to determine the uniaxial tensile and compressive behaviour of Ultra High Performance Fibre Reinforced Concrete (UHPFRC). Constr. Build. Mater. 2012, 37, 874–882. [Google Scholar] [CrossRef]
- Kent, D.C.; Park, R. Flexural Members with Confined Concrete. J. Struct. Eng. Div. 1971, 97, 1969–1990. [Google Scholar]
- Park, R. Reinforced Concrete Structures; John Wiley & Sons: New York, NY, USA, 1975. [Google Scholar]
- Ananiev, S.; Ozbolt, J. A plastic-damage model for concrete. Int. J. Solids Struct. 1989, 25, 299–326. [Google Scholar]
- JSCE Concrete Committee. Recommendations for Design and Construction of High Performance Fiber Reinforced Cement Composites with Multiple Fine Cracks (HPFRCC); Japan Society of Civil Engineers, Concrete Committee: Tokyo, Japan, 2008. [Google Scholar]
- Ramakrishnan, V.; Wu, G.Y.; Hosalli, G. Flexural Fatigue Strength, Endurance Limit, and Impact Strength of Fiber Reinforced Concretes. In Proceedings of the International Symposium on Recent Developments in Concrete Fiber Composites; Transportation Research Board: Washington, DC, USA, 1989; pp. 17–24. [Google Scholar]
- Lawler, J.; Zampini, D.; Shah, S. Microfiber and Macrofiber Hybrid Fiber-Reinforced Concrete. J. Mater. Civ. Eng. 2005, 17, 595–604. [Google Scholar] [CrossRef]
- Betterman, L.R.; Ouyang, C.; Shah, S.P. Fiber-matrix interaction in microfiber-reinforced mortar. Adv. Cem. Based Mater. 1995, 2, 53–61. [Google Scholar] [CrossRef]
- Pakravan, H.R.; Jamshidi, M.; Latifi, M. Polymeric fibers pull out behavior and microstructure as cementitious composites reinforcement.pdf. J. Text. Inst. 2013, 104, 1056–1065. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Length (mm) | Form | Bonding Power | Class | Material | Tensile Strength (MPa) |
|---|---|---|---|---|---|---|
| U | 54 | Fibrillated Twisted bundle | Extra heavy-duty | Micro | Polypropylene and additives | 570–660 |
| S | 38 | Fibrillated | Heavy-duty | 570–660 | ||
| E | 38 | Fibrillated | Medium-duty | 570–660 | ||
| N | 19 | Monofilament | Light-duty | Virgin nylon | 966 | |
| FF1 | 38 | Fibrillated Twisted bundle | Heavy-duty | Macro | Polyethylene, polypropylene, and additives | 1100 |
| FF2 | 54 | Heavy-duty | 570–660 |
| Specimens | Designation | Type of Fibers (Vol. of Fraction, %) | Total Vol. Fraction, (%) | |||||
|---|---|---|---|---|---|---|---|---|
| MacroFibers | MicroFibers | |||||||
| FF1 | FF2 | UN | SN | EN | NM | |||
| 1 | Control | - | - | - | - | - | - | - |
| 2 | FFC | 0.6 | 0.6 | - | - | - | - | 1.20 |
| 3 | F6U3 | 0.6 | 0.6 | 0.30 | - | - | - | 1.50 |
| 4 | F6S3 | 0.6 | 0.6 | - | 0.30 | - | - | 1.50 |
| 5 | F6E3 | 0.6 | 0.6 | - | - | 0.30 | - | 1.50 |
| 6 | F6N3 | 0.6 | 0.6 | - | - | - | 0.30 | 1.50 |
| Specimen | Designation | Admixture Dosage (%) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 0.20 | 0.30 | 0.40 | 0.50 | 0.60 | 0.70 | 0.80 | 0.90 | 1.00 | ||
| 1 | C (Plain) | |||||||||
| 2 | FFC | X | X | X | X | |||||
| 3 | F6U3 | X | X | X | X | |||||
| 4 | F6S3 | X | X | X | ||||||
| 5 | F6E3 | X | X | X | ||||||
| 6 | F6N3 | X | X | X | ||||||
| HRWRA (%) | Average Slump (mm) | |||||
|---|---|---|---|---|---|---|
| FFC | F6U3 | F6S3 | F6E3 | F6N3 | C | |
| 0.2 | 0 | - | - | - | - | 90 * (σ: 5.48) |
| 0.3 | - | - | - | - | - | |
| 0.4 | 132.5 (σ: 8.22) | 0 (σ: 0) | - | - | - | |
| 0.5 | 90 (σ: 6.23) | - | - | 0 (σ: 0) | - | |
| 0.6 | 128 (σ: 1.10) | 0 (σ: 0) | 0 (σ: 0) | 130 (σ: 10.45) | 57.50 (σ: 10.98) | |
| 0.7 | - | 85 (σ: 10.85) | 106.5 (σ: 10.07) | 119 (σ: 6.57) | 50 (σ: 10.84) | |
| 0.8 | - | 130 (σ: 10.91) | 115 (σ: 4.38) | - | 102.5 (σ: 8.22) | |
| 0.9 | - | - | - | - | - | |
| 1.0 | - | 110 (σ: 10.93) | - | - | - | |
| HRWRA (%) | Average Compressive Strength (MPa) | |||||
|---|---|---|---|---|---|---|
| FFC | F6U3 | F6S3 | F6E3 | F6N3 | C | |
| 0.2 | 43.97 (σ: 2.18) | - | - | - | - | 53.94 * (σ: 0.23) |
| 0.3 | - | - | - | - | - | |
| 0.4 | 31.87 (σ: 1.42) | - | - | - | - | |
| 0.5 | 40.67 (σ: 1.44) | - | - | 48.52 (σ: 0.57) | - | |
| 0.6 | 41.43 (σ: 3.37) | 45.69 (σ: 2.38) | 46.51 (σ: 2.21) | 40.44 (σ: 0.18) | 48.21 (σ: 1.44) | |
| 0.7 | - | 25.93 (σ: 5.63) | 47.01 (σ: 1.20) | 49.15 (σ: 3.07) | 49.66 (σ: 0.90) | |
| 0.8 | - | 24.86 (σ: 0.38) | 49.41 (σ: 1.99) | - | 41.89 (σ: 2.00) | |
| 0.9 | - | - | - | - | - | |
| 1.0 | - | 26.47 (σ: 0.99) | - | - | - | |
| HRWRA (%) | Average Tensile Strength (MPa) | |||||
|---|---|---|---|---|---|---|
| FFC | F6U3 | F6S3 | F6E3 | F6N3 | C | |
| 0.2 | 15.29 (σ: 0.69) | - | - | - | - | 13.07 * (σ: 0.27) |
| 0.3 | - | - | - | - | - | |
| 0.4 | 12.08 (σ: 0.56) | - | - | - | - | |
| 0.5 | 13.23 (σ: 2.26) | - | - | 12.39 (σ: 0.31) | - | |
| 0.6 | 14.65 (σ: 0.20) | 14.74 (σ: 1.33) | 12.84 (σ: 0.44) | 14.73 (σ: 1.18) | 14.76 (σ: 1.39) | |
| 0.7 | - | 11.98 (σ: 0.55) | 14.34 (σ: 0.84) | 14.13 (σ: 2.70) | 15.33 (σ: 0.60) | |
| 0.8 | - | 8.41 (σ: 0.69) | 14.77 (σ: 0.19) | - | 11.71 (σ: 0.62) | |
| 0.9 | - | - | - | - | - | |
| 1.0 | - | 10.66 (σ: 0.04) | - | - | - | |
| Material Parameters | FFC | Plasticity Parameters | |
| Concrete Elasticity | Dilation Angle | 31 | |
| E (GPa) | 33 | Eccentricity | 0.1 |
| fb0/fc0 | 1.16 | ||
| N | 0.2 | K | 0.67 |
| Viscosity Parameter | 0 | ||
| Compressive Behavior | Compression Damage | ||
| Yield Stress (MPa) | Inelastic Strain | Damage Parameter C | Inelastic Strain |
| 15.2 | 0 | 0 | 0 |
| 20.7 | 0.0000698947 | 0 | 0.0000698947 |
| 26.3 | 0.0001791 | 0 | 0.0001791 |
| 30.7 | 0.000267441 | 0 | 0.000267441 |
| 32.6 | 0.000275877 | 0 | 0.000275877 |
| 33.1 | 0.000289388 | 0 | 0.000289388 |
| 40.0 | 0.000781074 | 0 | 0.000781074 |
| 38.0 | 0.000899545 | 0.05 | 0.000899545 |
| 35.4 | 0.001006598 | 0.11 | 0.001006598 |
| 34.7 | 0.001038464 | 0.13 | 0.001038464 |
| 33.8 | 0.001155271 | 0.16 | 0.001155271 |
| 30.0 | 0.001664856 | 0.25 | 0.001664856 |
| 25.3 | 0.002653893 | 0.37 | 0.002653893 |
| 20.1 | 0.003271853 | 0.5 | 0.003271853 |
| 15.2 | 0.004990053 | 0.62 | 0.004990053 |
| 3.7 | 0.007110412 | 0.91 | 0.007110412 |
| Tensile Behavior | Tension Damage | ||
| Yield Stress (MPa) | Cracking Strain | Damage Parameter T | Cracking Strain |
| 1.96 | 0 | 0.00 | 0 |
| 0.38 | 0.000289032 | 0.81 | 0.000289032 |
| 0.60 | 0.001634374 | 0.69 | 0.001634374 |
| 0.59 | 0.001803815 | 0.70 | 0.001803815 |
| 0.57 | 0.00188883 | 0.71 | 0.00188883 |
| 0.54 | 0.004903946 | 0.72 | 0.004903946 |
| 0.36 | 0.006195847 | 0.82 | 0.006195847 |
| 0.12 | 0.01254142 | 0.94 | 0.01254142 |
| 0.03 | 0.021962284 | 0.98 | 0.021962284 |
| Material Parameters | F6U3 | Plasticity Parameters | |
| Concrete Elasticity | Dilation Angle | 31 | |
| E (GPa) | 33 | Eccentricity | 0.1 |
| fb0/fc0 | 1.16 | ||
| N | 0.2 | K | 0.67 |
| Viscosity Parameter | 0 | ||
| Compressive Behavior | Compression Damage | ||
| Yield Stress (MPa) | Inelastic Strain | Damage Parameter C | Inelastic Strain |
| 15.2 | 0 | 0 | 0 |
| 22.5 | 0.000182435 | 0 | 0.000182435 |
| 27.8 | 0.000310719 | 0 | 0.000310719 |
| 33.7 | 0.000578202 | 0 | 0.000578202 |
| 34.8 | 0.000640472 | 0 | 0.000640472 |
| 35.7 | 0.000708915 | 0 | 0.000708915 |
| 36.9 | 0.000832921 | 0 | 0.000832921 |
| 37.1 | 0.001395297 | 0 | 0.001395297 |
| 35.9 | 0.001852203 | 0.03 | 0.001852203 |
| 34.2 | 0.002311373 | 0.08 | 0.002311373 |
| 28.2 | 0.003360657 | 0.24 | 0.003360657 |
| 18.0 | 0.005457189 | 0.52 | 0.005457189 |
| 16.9 | 0.005881804 | 0.54 | 0.005881804 |
| 14.9 | 0.006485556 | 0.60 | 0.006485556 |
| 3.7 | 0.008833224 | 0.90 | 0.008833224 |
| Tensile Behavior | Tension Damage | ||
| Yield Stress (MPa) | Cracking Strain | Damage Parameter T | Cracking Strain |
| 1.76 | 0 | 0.00 | 0 |
| 0.56 | 0.000347401 | 0.68 | 0.000347401 |
| 0.59 | 0.000425675 | 0.67 | 0.000425675 |
| 0.71 | 0.001530855 | 0.60 | 0.001530855 |
| 0.50 | 0.004055813 | 0.72 | 0.004055813 |
| 0.59 | 0.006460715 | 0.67 | 0.006460715 |
| 0.42 | 0.008319045 | 0.76 | 0.008319045 |
| 0.17 | 0.013007509 | 0.91 | 0.013007509 |
| 0.03 | 0.021398914 | 0.98 | 0.021398914 |
| Material Parameters | F6S3 | Plasticity Parameters | |
| Concrete Elasticity | Dilation Angle | 31 | |
| E (GPa) | 33 | Eccentricity | 0.1 |
| fb0/fc0 | 1.16 | ||
| N | 0.2 | K | 0.67 |
| Viscosity Parameter | 0 | ||
| Compressive Behavior | Compression Damage | ||
| Yield Stress (MPa) | Inelastic Strain | Damage Parameter C | Inelastic Strain |
| 15.2 | 0 | 0 | 0 |
| 21.0 | 0.000139493 | 0 | 0.000139493 |
| 28.9 | 0.000317673 | 0 | 0.000317673 |
| 30.7 | 0.000347490 | 0 | 0.000347490 |
| 32.2 | 0.000401502 | 0 | 0.000401502 |
| 33.6 | 0.000411813 | 0 | 0.000411813 |
| 34.4 | 0.000427585 | 0 | 0.000427585 |
| 37.4 | 0.000868000 | 0 | 0.000868000 |
| 35.3 | 0.001442195 | 0.05 | 0.001442195 |
| 16.3 | 0.003112060 | 0.56 | 0.003112060 |
| 16.0 | 0.003346712 | 0.57 | 0.003346712 |
| 15.8 | 0.003372239 | 0.58 | 0.003372239 |
| 15.3 | 0.003784918 | 0.59 | 0.003784918 |
| 14.6 | 0.004080677 | 0.61 | 0.004080677 |
| 13.0 | 0.007189107 | 0.81 | 0.007189107 |
| Tensile Behavior | Tension Damage | ||
| Yield Stress (MPa) | Cracking Strain | Damage Parameter T | Cracking Strain |
| 1.93 | 0 | 0 | 0 |
| 0.50 | 0.000285633 | 0.74 | 0.000285633 |
| 0.54 | 0.000381286 | 0.72 | 0.000381286 |
| 0.60 | 0.000457034 | 0.69 | 0.000457034 |
| 0.69 | 0.001249656 | 0.64 | 0.001249656 |
| 0.54 | 0.003262186 | 0.72 | 0.003262186 |
| 0.38 | 0.005216852 | 0.80 | 0.005216852 |
| 0.17 | 0.008967449 | 0.91 | 0.008967449 |
| 0.03 | 0.017129274 | 0.98 | 0.017129274 |
| Material Parameters | F6E3 | Plasticity Parameters | |
| Concrete Elasticity | Dilation Angle | 31 | |
| E (GPa) | 33 | Eccentricity | 0.1 |
| fb0/fc0 | 1.16 | ||
| N | 0.2 | K | 0.67 |
| Viscosity Parameter | 0 | ||
| Compressive Behavior | Compression Damage | ||
| Yield Stress (MPa) | Inelastic Strain | Damage Parameter C | Inelastic Strain |
| 15.2 | 0 | 0 | 0 |
| 20.6 | 0.000026910 | 0 | 0.000026910 |
| 30.8 | 0.000236497 | 0 | 0.000236497 |
| 35.0 | 0.000472281 | 0 | 0.000472281 |
| 36.9 | 0.000752355 | 0 | 0.000752355 |
| 37.0 | 0.000827543 | 0 | 0.000827543 |
| 37.1 | 0.000878977 | 0 | 0.000878977 |
| 29.7 | 0.001546411 | 0.20 | 0.001546411 |
| 25.0 | 0.002008789 | 0.32 | 0.002008789 |
| 23.3 | 0.002129371 | 0.37 | 0.002129371 |
| 21.8 | 0.002322170 | 0.41 | 0.002322170 |
| 20.1 | 0.002626371 | 0.46 | 0.002626371 |
| 17.4 | 0.002957642 | 0.53 | 0.002957642 |
| 15.1 | 0.003233765 | 0.59 | 0.003233765 |
| 14.6 | 0.003359927 | 0.61 | 0.003359927 |
| Tensile Behavior | Tension Damage | ||
| Yield Stress (MPa) | Cracking Strain | Damage Parameter T | Cracking Strain |
| 1.86 | 0 | 0 | 0 |
| 0.51 | 0.000284728 | 0.72 | 0.000284728 |
| 0.56 | 0.000383481 | 0.70 | 0.000383481 |
| 0.66 | 0.003113782 | 0.64 | 0.003113782 |
| 0.63 | 0.003191708 | 0.66 | 0.003191708 |
| 0.62 | 0.003269129 | 0.67 | 0.003269129 |
| 0.36 | 0.006826657 | 0.81 | 0.006826657 |
| 0.18 | 0.010705229 | 0.90 | 0.010705229 |
| 0.03 | 0.018748574 | 0.98 | 0.018748574 |
| Material Parameters | F6N3 | Plasticity Parameters | |
| Concrete Elasticity | Dilation Angle | 31 | |
| E (GPa) | 33 | Eccentricity | 0.1 |
| fb0/fc0 | 1.16 | ||
| N | 0.2 | K | 0.67 |
| Viscosity Parameter | 0 | ||
| Compressive Behavior | Compression Damage | ||
| Yield Stress (MPa) | Inelastic Strain | Damage Parameter C | Inelastic Strain |
| 15.2 | 0 | 0 | 0 |
| 18.8 | 0.000051892 | 0 | 0.000051892 |
| 20.2 | 0.000064848 | 0 | 0.000064848 |
| 26.0 | 0.000255586 | 0 | 0.000255586 |
| 30.8 | 0.000616365 | 0 | 0.000616365 |
| 31.5 | 0.000630811 | 0 | 0.000630811 |
| 32.5 | 0.000699442 | 0 | 0.000699442 |
| 33.0 | 0.000717266 | 0 | 0.000717266 |
| 33.2 | 0.000848395 | 0 | 0.000848395 |
| 33.5 | 0.000873826 | 0 | 0.000873826 |
| 34.0 | 0.000976716 | 0 | 0.000976716 |
| 30.5 | 0.001801382 | 0.10 | 0.001801382 |
| 14.8 | 0.003185480 | 0.56 | 0.003185480 |
| 14.2 | 0.003237492 | 0.58 | 0.003237492 |
| 5.6 | 0.006830173 | 0.84 | 0.006830173 |
| Tensile Behavior | Tension Damage | ||
| Yield Stress (MPa) | Cracking Strain | Damage Parameter T | Cracking Strain |
| 1.72 | 0 | 0 | 0 |
| 0.42 | 0.000288805 | 0.75 | 0.000288805 |
| 0.41 | 0.000497226 | 0.76 | 0.000497226 |
| 0.47 | 0.002253059 | 0.73 | 0.002253059 |
| 0.41 | 0.005114826 | 0.76 | 0.005114826 |
| 0.32 | 0.006157604 | 0.82 | 0.006157604 |
| 0.20 | 0.008740424 | 0.89 | 0.008740424 |
| 0.11 | 0.015076801 | 0.94 | 0.015076801 |
| 0.03 | 0.023856674 | 0.98 | 0.023856674 |
| Mix Design | C | FFC | F6U3 | F6S3 | F6E3 | F6N3 |
|---|---|---|---|---|---|---|
| Compressive strength, MPa | 37.5 | 40.0 | 37.1 | 37.4 | 37.1 | 34.0 |
| Corresponding strain, µε | 2000 | 1992 | 2520 | 2000 | 2002 | 2008 |
| Tensile strength, MPa | 1.43 | 1.96 | 1.76 | 1.93 | 1.86 | 1.72 |
| Corresponding strain, µε | 43 | 59 | 53 | 59 | 56 | 52 |
| Max. strain deflection in compression, µε | 3627 | 7224 | 8944 | 7406 | 6279 | 6999 |
| Peak tensile strain-hardening, MPa | 0.08 | 0.60 | 0.71 | 0.69 | 0.66 | 0.47 |
| Corresponding strain, µε | 302 | 1653 | 1552 | 1271 | 3134 | 2267 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zainal, S.M.I.S.; Hejazi, F.; Aziz, F.N.A.A.; Jaafar, M.S. Constitutive Modeling of New Synthetic Hybrid Fibers Reinforced Concrete from Experimental Testing in Uniaxial Compression and Tension. Crystals 2020, 10, 885. https://doi.org/10.3390/cryst10100885
Zainal SMIS, Hejazi F, Aziz FNAA, Jaafar MS. Constitutive Modeling of New Synthetic Hybrid Fibers Reinforced Concrete from Experimental Testing in Uniaxial Compression and Tension. Crystals. 2020; 10(10):885. https://doi.org/10.3390/cryst10100885
Chicago/Turabian StyleZainal, S. M. Iqbal S., Farzad Hejazi, Farah N. A. Abd. Aziz, and Mohd Saleh Jaafar. 2020. "Constitutive Modeling of New Synthetic Hybrid Fibers Reinforced Concrete from Experimental Testing in Uniaxial Compression and Tension" Crystals 10, no. 10: 885. https://doi.org/10.3390/cryst10100885
APA StyleZainal, S. M. I. S., Hejazi, F., Aziz, F. N. A. A., & Jaafar, M. S. (2020). Constitutive Modeling of New Synthetic Hybrid Fibers Reinforced Concrete from Experimental Testing in Uniaxial Compression and Tension. Crystals, 10(10), 885. https://doi.org/10.3390/cryst10100885