Static Recrystallization Microstructure Evolution in a Cold-Deformed Ni-Based Superalloy during Electropulsing Treatment

Abstract
:1. Introduction
2. Experimental Procedures
3. Results and Discussion
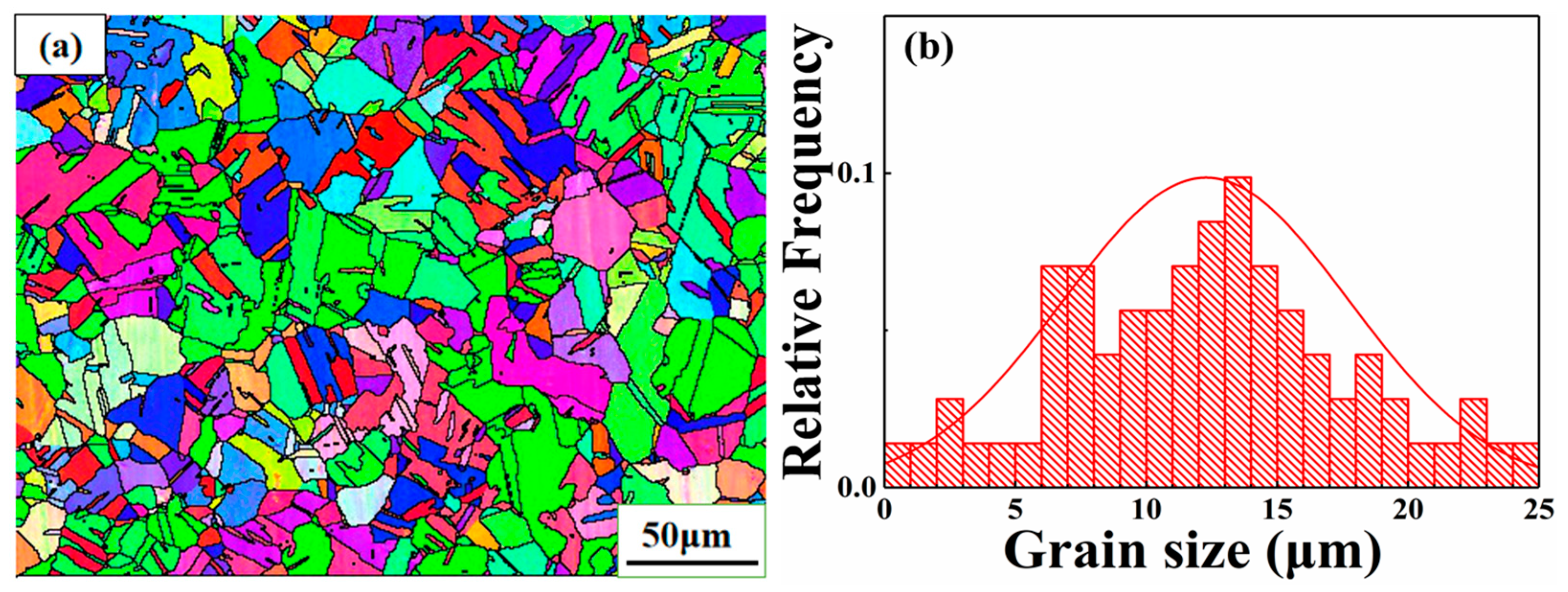
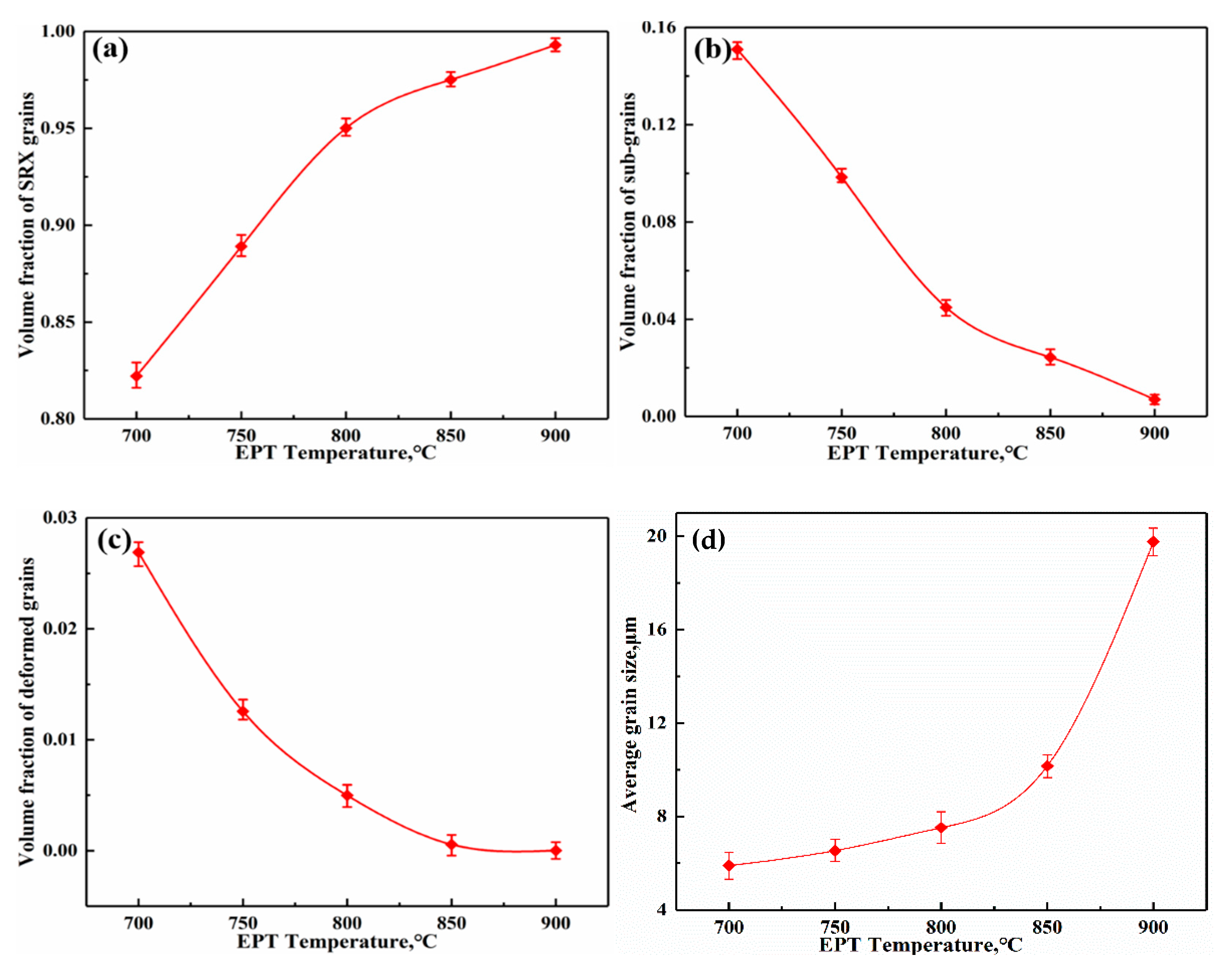
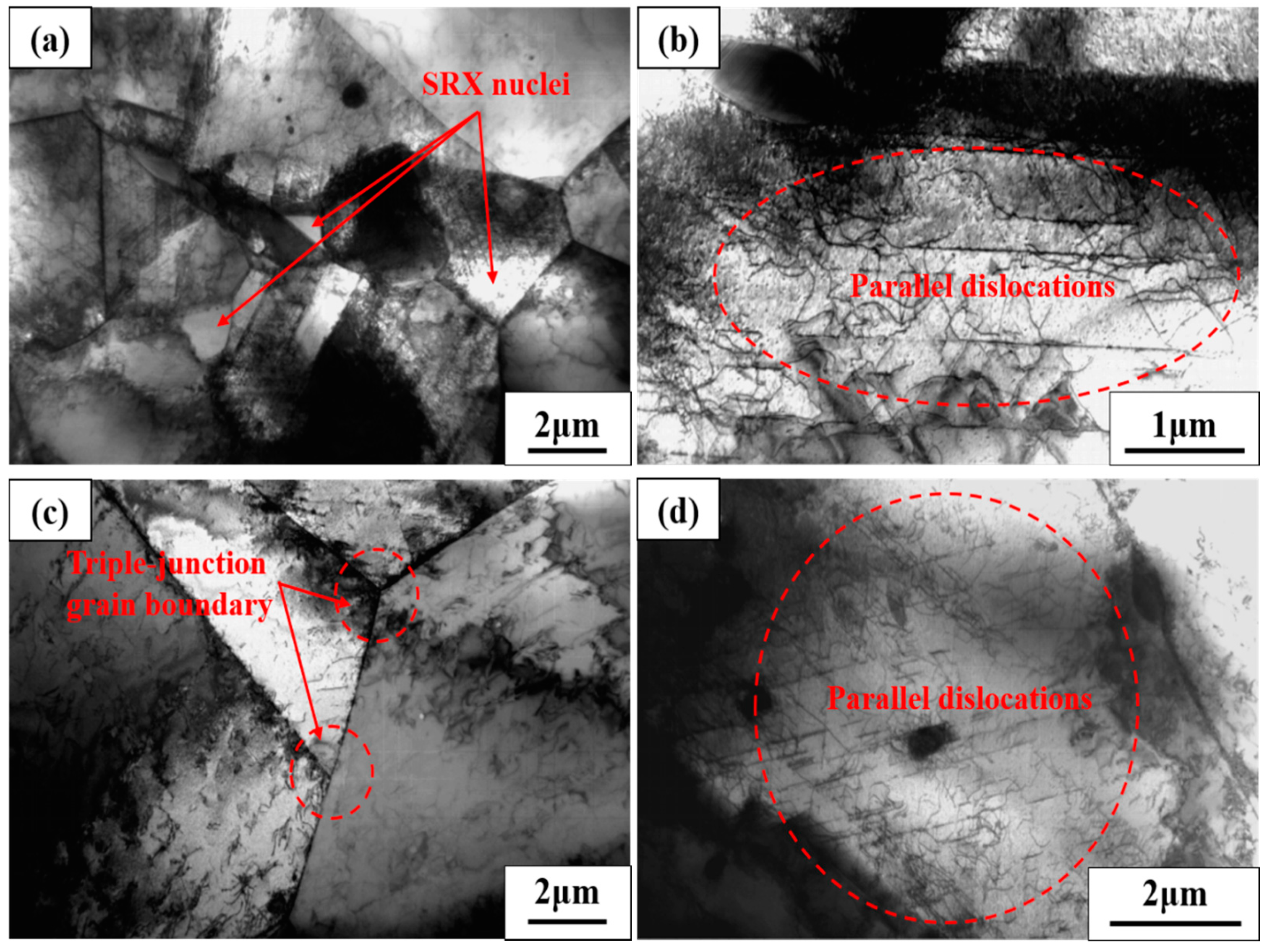
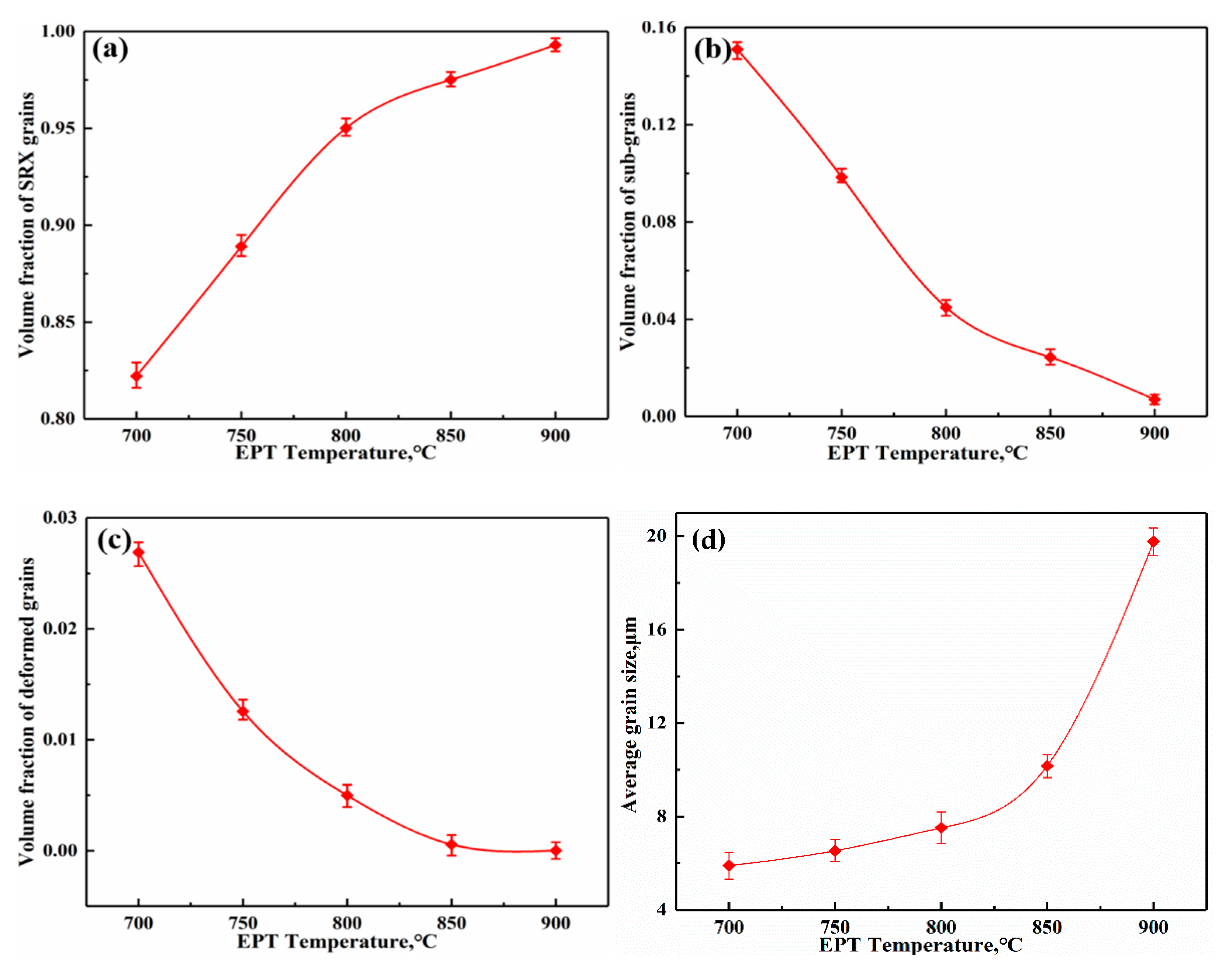
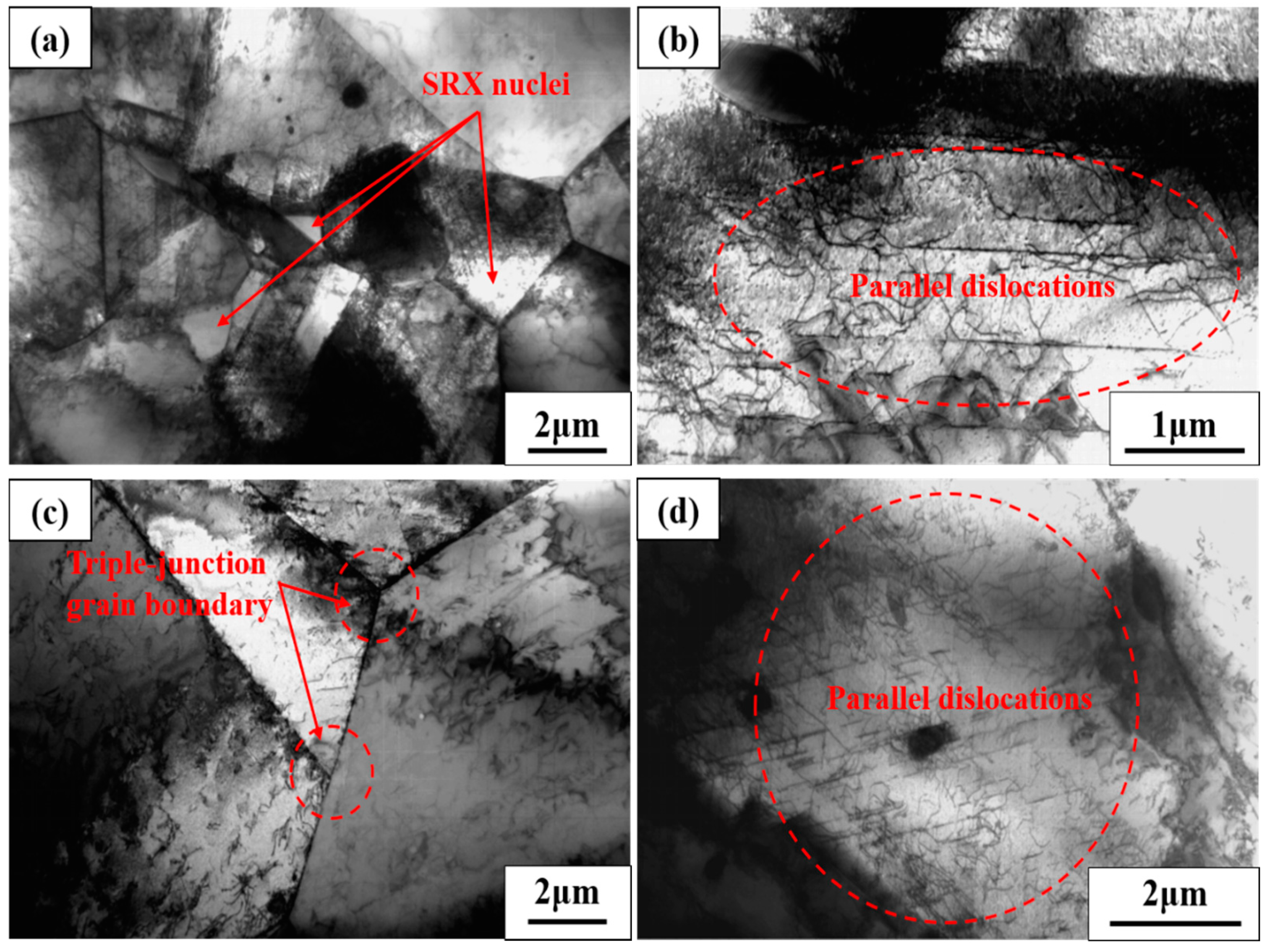
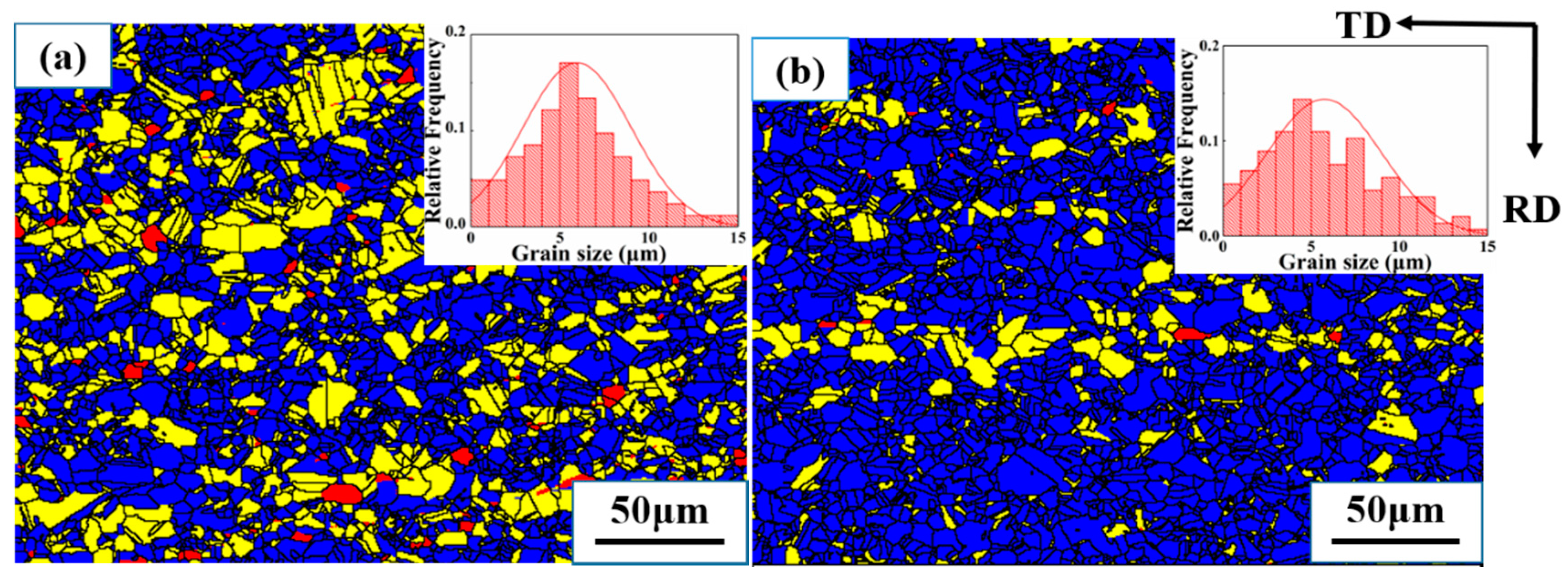
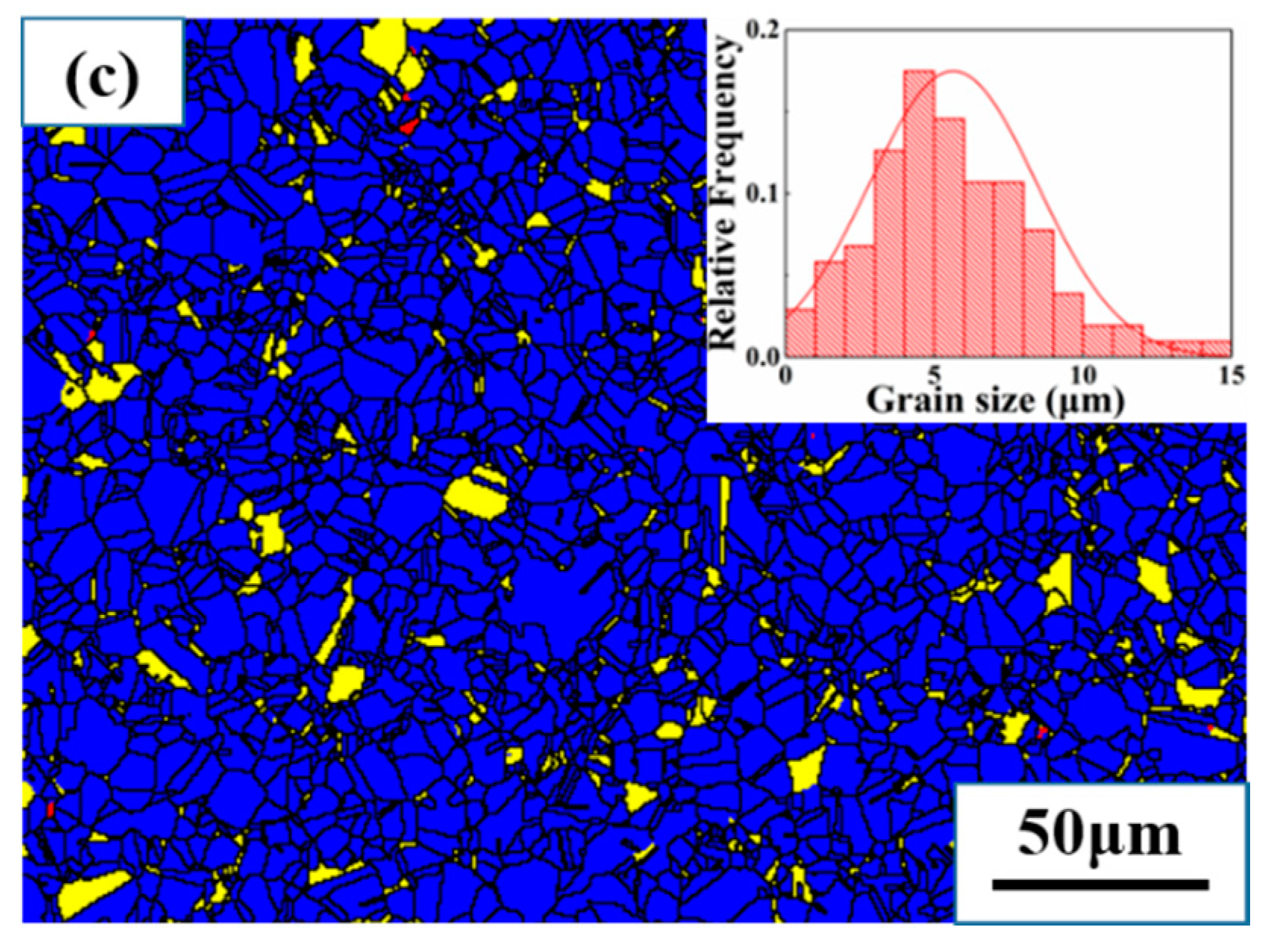
3.1. Effect of EPT Temperature on the SRX Microstructure
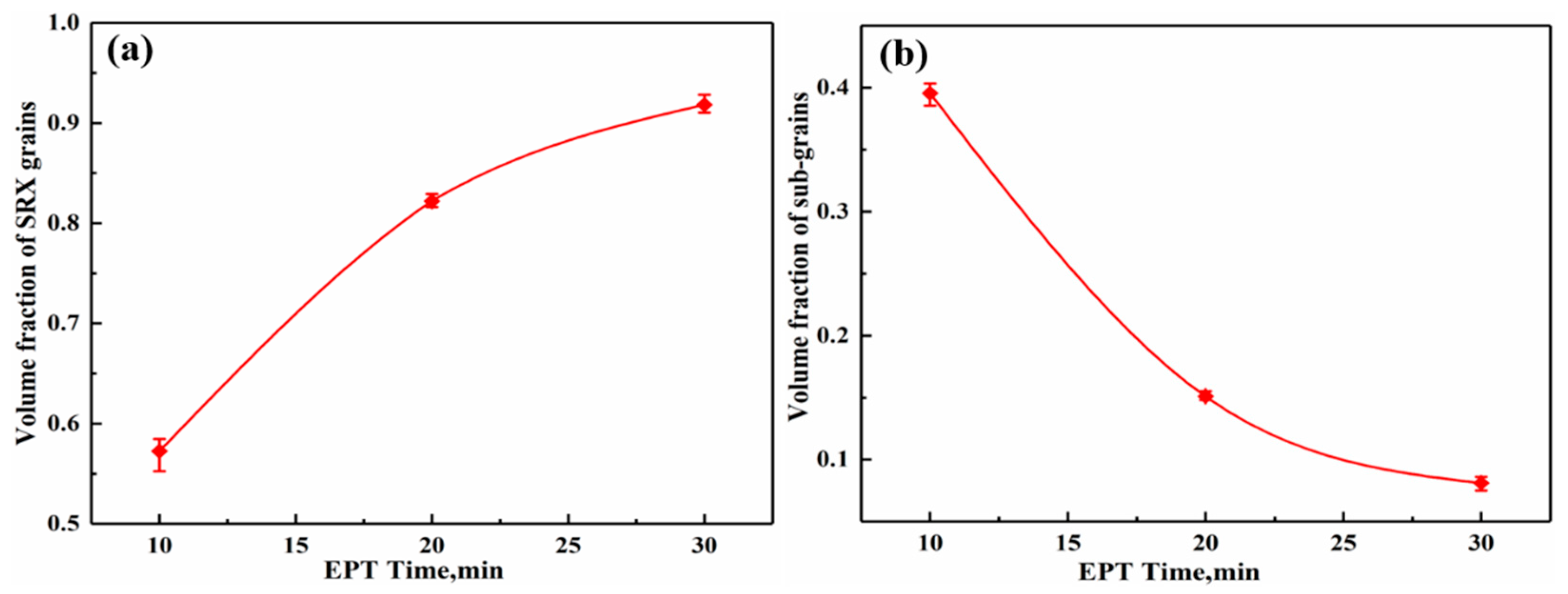
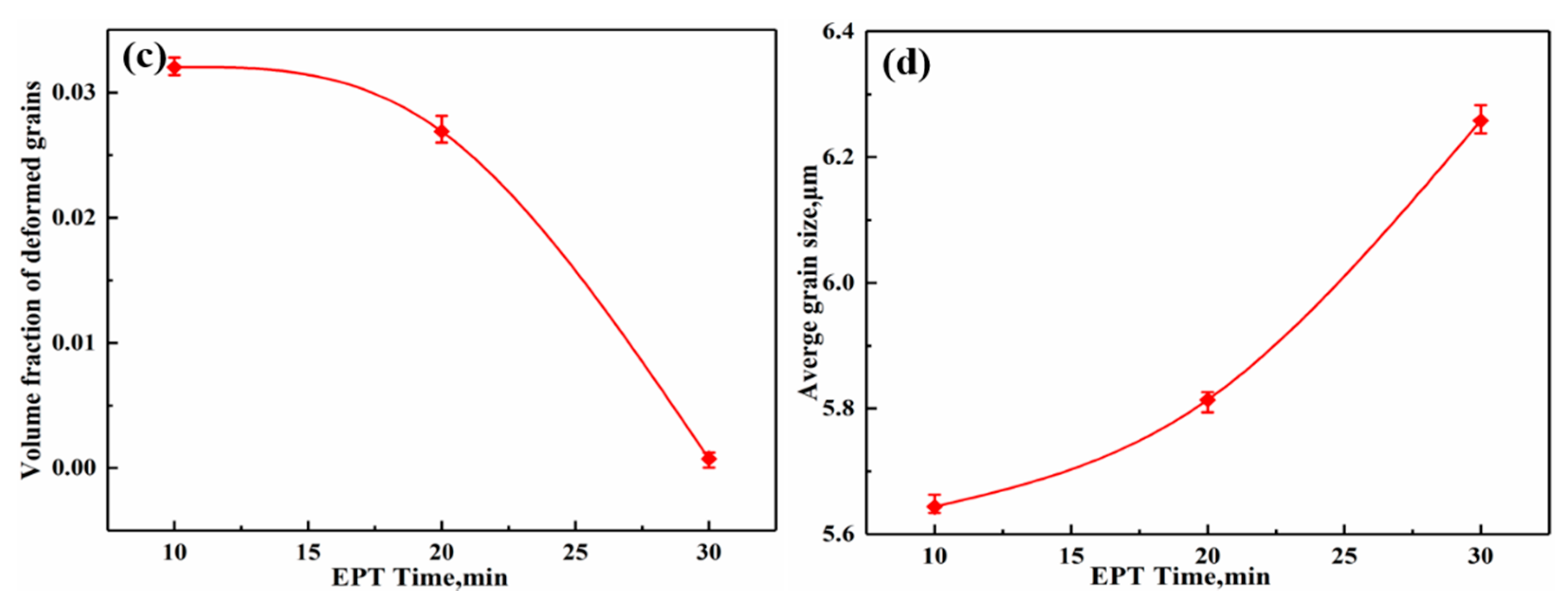
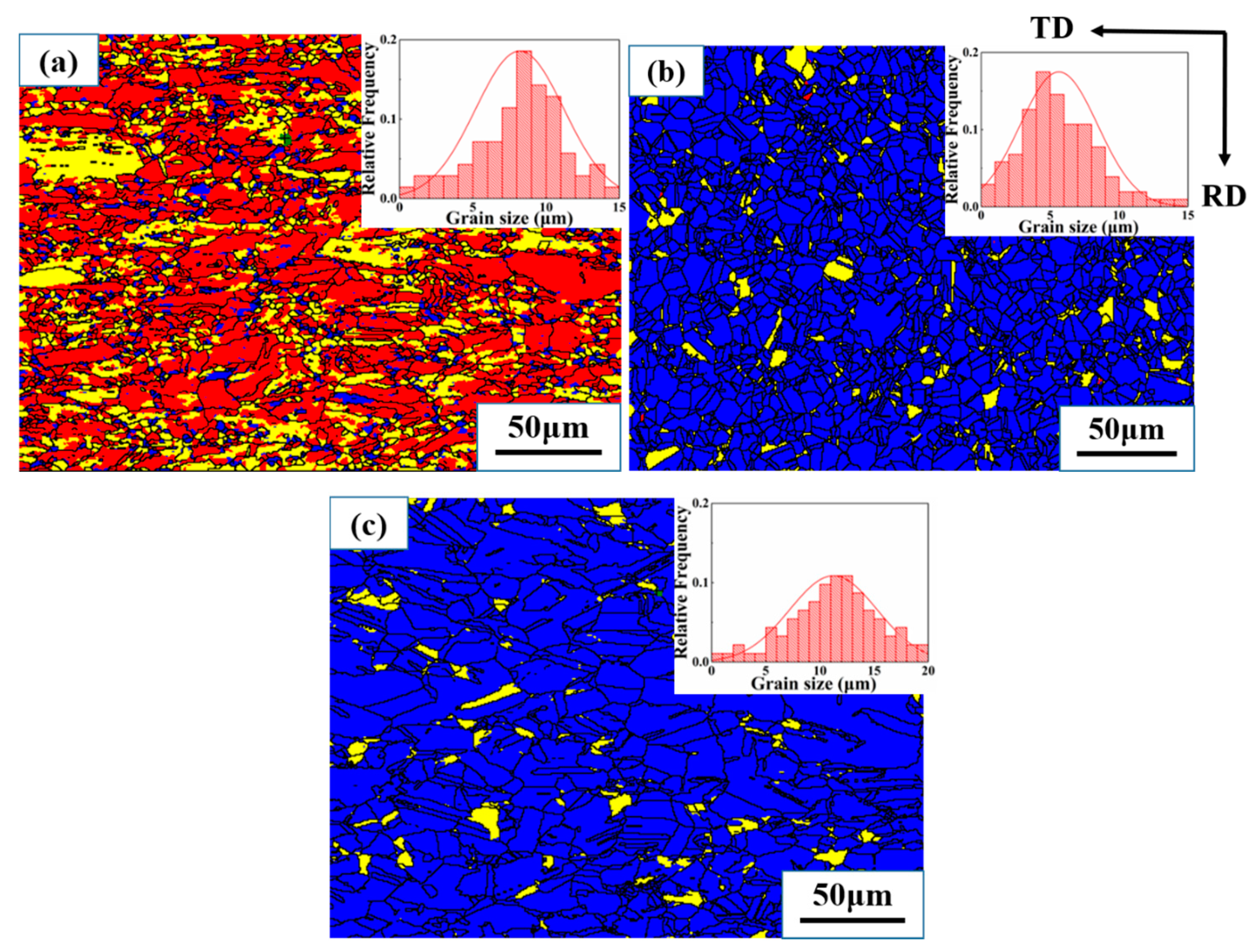
3.2. Effect of EPT Time on the SRX Microstructure
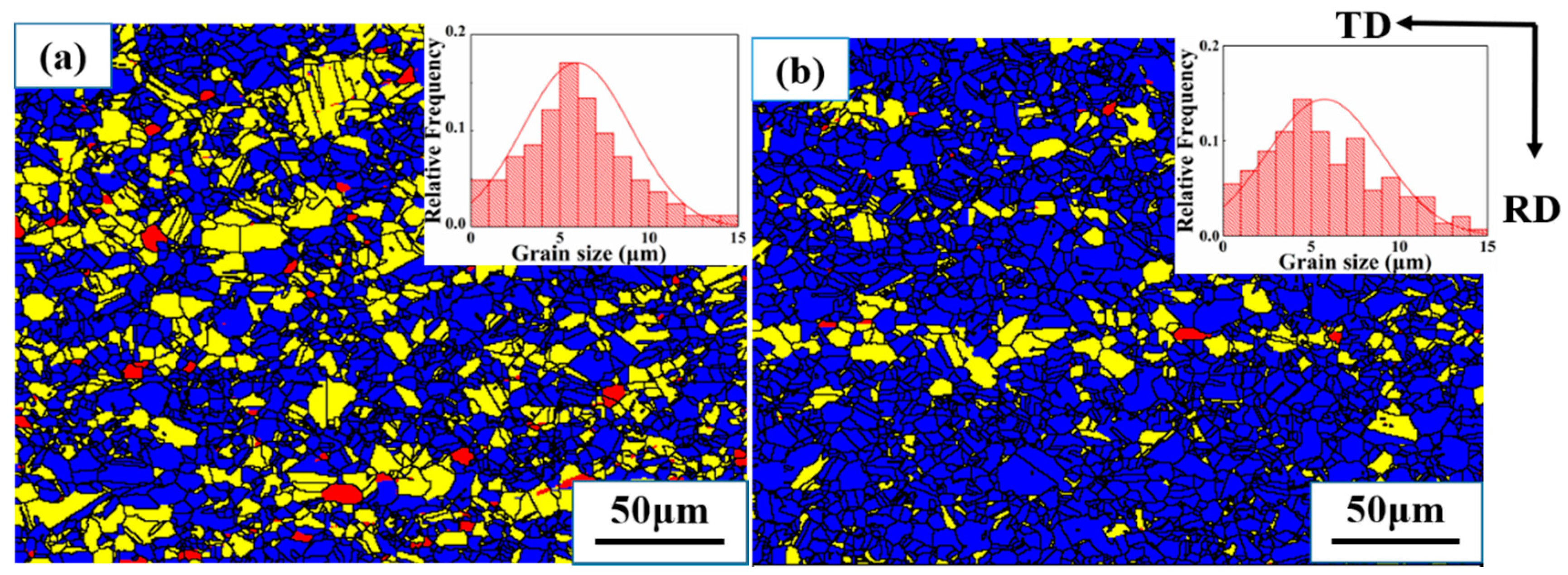
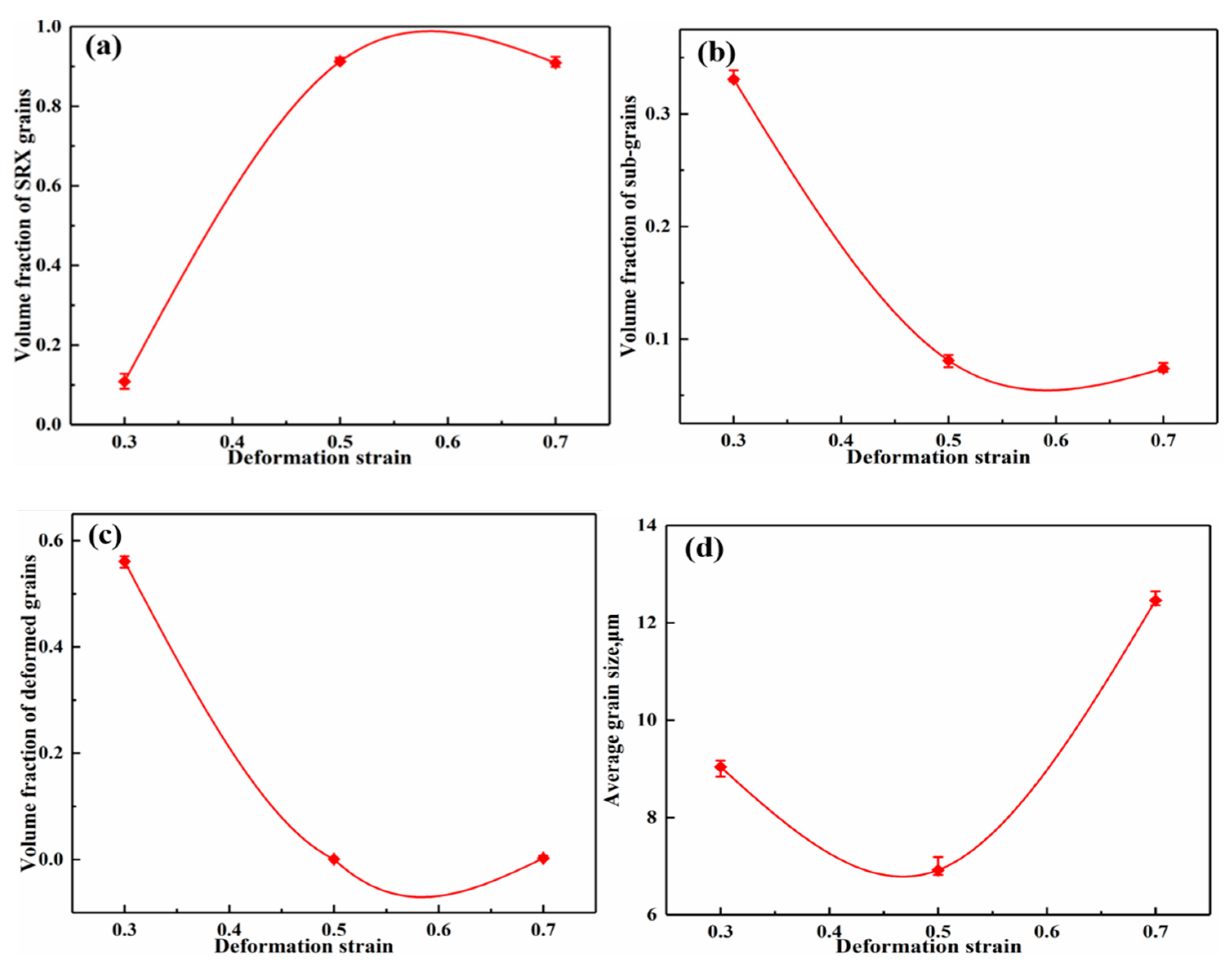
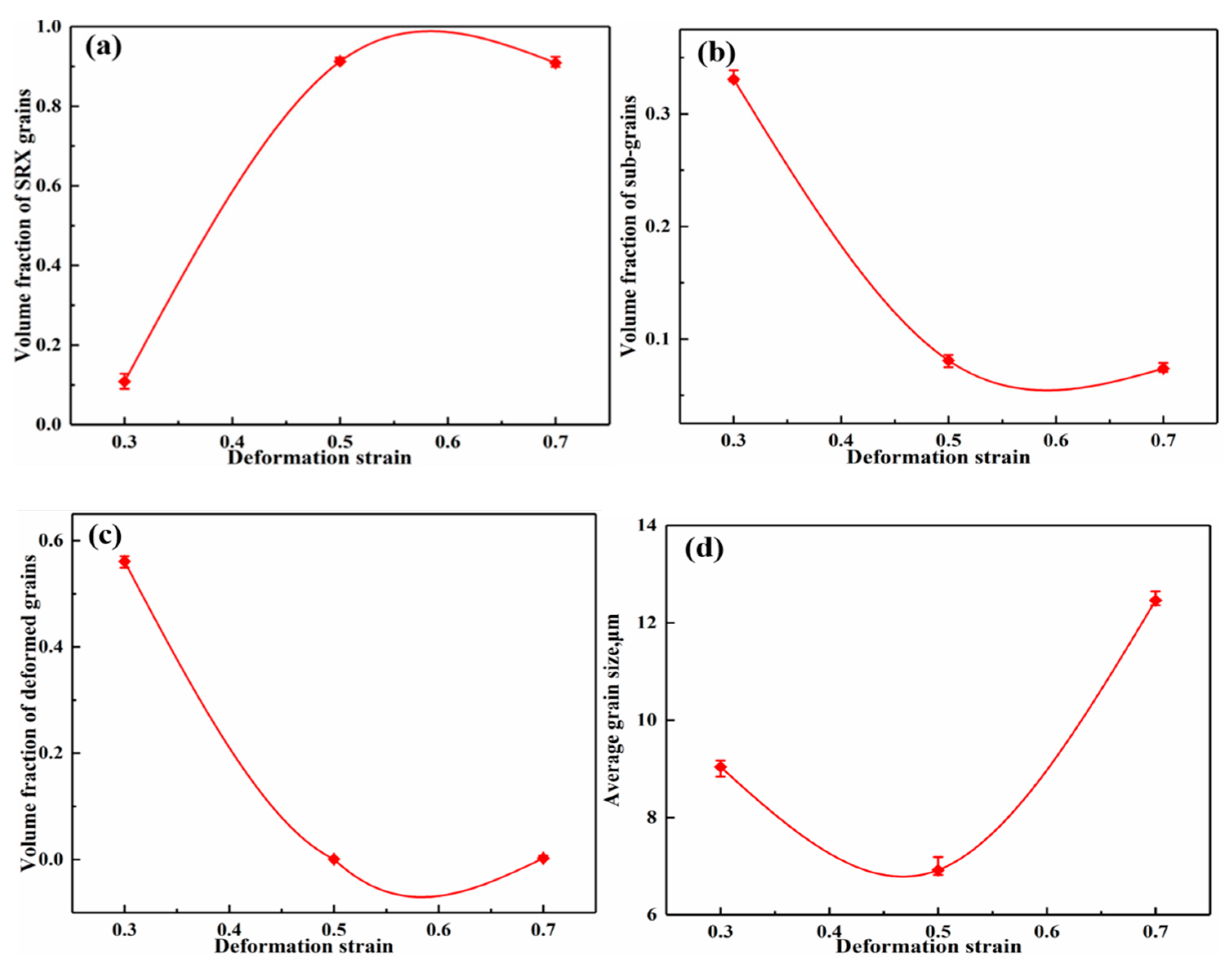
3.3. Effect of Deformation Strain on the SRX Microstructure
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Zhang, H.; Zhang, K.; Jiang, S.-S.; Zhou, H.; Zhao, C.; Yang, X. Dynamic recrystallization behavior of a γ′-hardened nickel-based superalloy during hot deformation. J. Alloy Compd. 2015, 623, 374–385. [Google Scholar] [CrossRef]
- Ji, R.; Zheng, Q.; Liu, Y.; To, S.; Yip, W.S.; Yang, Z.; Jin, H.; Wang, H.; Cai, B.; Cheng, W. An investigation of mechanical-thermal coupling treatment on material properties, surface roughness, and cutting force of Inconel 718. Int. J. Adv. Manuf. Technol. 2019, 105, 1917–1931. [Google Scholar] [CrossRef]
- Wang, R.; Xu, Q.; Gong, X.; Su, X.; Liu, B. Experimental and numerical studies on recrystallization behavior of single-crystal Ni-base superalloy. Materials 2018, 11, 1242. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Wang, L.; Liu, H.-Y.; Zhang, B.-J.; Zhao, G.-P. Effect of electropulsing treatment on corrosion behavior of nickel base corrosion-resistant alloy. Trans. Nonferrous Met. Soc. China 2011, 21, 1970–1975. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, K.; Zhou, H.; Lu, Z.; Zhao, C.; Yang, X. Effect of strain rate on microstructure evolution of a nickel-based superalloy during hot deformation. Mater. Des. 2015, 80, 51–62. [Google Scholar] [CrossRef]
- Humphreys, F.; Hatherly, M. Recrystallization and Related Annealing Phenomena; Pergramon Press: London, UK, 2004. [Google Scholar]
- Zhang, J.; Hu, P.; Li, X. Effect of starting microstructure in high speed steel on the grain refinement potency of electropulsing treatment. IOP Conf. Series: Mater. Sci. Eng. 2020, 711, 012009. [Google Scholar] [CrossRef]
- Han, K.; Qin, S.; Li, H.; Liu, J.; Wang, Y.; Zhang, C.; Zhang, P.; Zhang, S.; Zhang, H.; Zhou, H. EBSD study of the effect of electropulsing treatment on the microstructure evolution in a typical cold-deformed Ni-based superalloy. Mater. Charact. 2019, 158, 109936. [Google Scholar] [CrossRef]
- Yang, Z.; Jiang, F.; Wang, X.B.; Qu, L.; Li, Y.G.; Chai, L.; Zhang, F.C. Effect of electropulsing treatment on microstructure and mechanical properties of a deformed ZrTiAlV alloy. Materials 2019, 12, 3560. [Google Scholar] [CrossRef]
- Zimniak, Z.; Radkiewicz, G. The electroplastic effect in the cold-drawing of copper wires for the automotive industry. Arch. Civ. Mech. Eng. 2008, 8, 173–179. [Google Scholar] [CrossRef]
- Lijuan, Z. Stress intensity factor analysis of space crack arresting based on flow field complex potential. J. Yanshan Univ. [CrossRef]
- Ao, D.; Chu, X.; Yang, Y.; Lin, S.; Gao, J. Effect of electropulsing treatment on microstructure and mechanical behavior of Ti-6Al-4V alloy sheet under argon gas protection. Vacuum 2018, 148, 230–238. [Google Scholar] [CrossRef]
- Yu, W.P.; Qin, R.S.; Wu, K.M. Effect of electropulsing on grain refinement of a medium carbon low alloy steel. Adv. Mater. Res. 2010, 146, 1849–1854. [Google Scholar] [CrossRef]
- Guo, H.; Zeng, X.; Fan, J.; Zhang, H.; Zhang, Q.; Li, W.; Dong, H.; Xu, B. Effect of electropulsing treatment on static recrystallization behavior of cold-rolled magnesium alloy ZK60 with different reductions. J. Mater. Sci. Technol. 2019, 35, 1113–1120. [Google Scholar] [CrossRef]
- Zhan, T.; Chai, F.; Zhao, J.; Yan, F.; Wang, W. A study of microstructures and mechanical properties of laser welded joint in GH3030 alloy. J. Mech. Sci. Technol. 2018, 32, 2613–2618. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, C.; Han, B.; Qiu, J.; Li, H.; Qin, S.; Liu, J.; Wang, Y.; Zhang, P.; Pan, Y.; et al. Evolution of grain boundary character distributions in a cold-deformed Nickel-based superalloy during electropulsing treatment. J. Mater. Res. Technol. 2020, 9, 5723–5734. [Google Scholar] [CrossRef]
- Jin, W.; Fan, J.; Zhang, H.; Yang, L.; Dong, H.B.; Xu, B. Influence of electropulsing treatment on microstructure evolution and properties of ZK60 alloy sheets. Rare Mater. Eng. 2016, 45, 2677–2682. [Google Scholar]
- Zhou, Y.; Zhang, W.; Wang, B.; He, G.; Guo, J. Grain refinement and formation of ultrafine-grained microstructure in a low-carbon steel under electropulsing. J. Mater. Res. 2002, 17, 2105–2111. [Google Scholar] [CrossRef]
- Zhou, Y.; Zhang, W.; Wang, B.; Guo, J. Ultrafine-grained microstructure in a Cu-Zn alloy produced by electropulsing treatment. J. Mater. Res. 2003, 18, 1991–1997. [Google Scholar] [CrossRef]
- Qin, S.; Zhang, H.; Liu, J.; Zheng, W. Electron backscattered diffraction analysis of the effect of deformation temperature on the microstructure evolution in a typical nickel-based superalloy during hot deformation. J. Mater. Res. 2016, 31, 1348–1360. [Google Scholar] [CrossRef]
- Samuel, E.I.; Bhowmik, A.; Qin, R. Accelerated spheroidization induced by high intensity electric pulse in a severely deformed eutectoid steel. J. Mater. Res. 2010, 25, 1020–1024. [Google Scholar] [CrossRef]
- Fard, R.A.; Kazeminezhad, M. Effect of electropulsing on microstructure and hardness of cold-rolled low carbon steel. J. Mater. Res. Technol. 2019, 8, 3114–3125. [Google Scholar] [CrossRef]
- Marx, V.; Reher, F.; Gottstein, G. Simulation of primary recrystallization using a modified three-dimensional cellular automaton. Acta Mater. 1999, 47, 1219–1230. [Google Scholar] [CrossRef]
- Salandro, W.A.; Jones, J.J.; Bunget, C.; Mears, L.; Roth, J.T. Electrically Assisted Forming; Springer Science and Business Media: Dordrecht, The Netherlands, 2015. [Google Scholar]
- Bergman, Y.Z.; Kaveh, M.; Wiser, N. Explanation for the deviations from Matthiessen’s rule for the low-temperature electrical resistivity of the simple metals. Phys. Rev. Lett. 1974, 32, 606–609. [Google Scholar] [CrossRef]
- Wang, Y.; Shao, W.; Zhen, L.; Yang, L.; Zhang, X. Flow behavior and microstructures of superalloy 718 during high temperature deformation. Mater. Sci. Eng. A 2008, 497, 479–486. [Google Scholar] [CrossRef]
- Randle, V. Twinning-related grain boundary engineering. Acta Mater. 2004, 52, 4067–4081. [Google Scholar] [CrossRef]
- Field, D.; Bradford, L.; Nowell, M.; Lillo, T. The role of annealing twins during recrystallization of Cu. Acta Mater. 2007, 55, 4233–4241. [Google Scholar] [CrossRef]
- Wang, F.; Qian, D.; Hua, L.; Mao, H.; Xie, L. Voids healing and carbide refinement of cold rolled M50 bearing steel by electropulsing treatment. Sci. Rep. 2019, 9, 1–7. [Google Scholar] [CrossRef] [Green Version]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Cr | Ni | Ti | Al |
|---|---|---|---|---|---|
| wt. % | ≤0.12 | 19.0–22.0 | Bal. | 0.15–0.35 | ≤0.15 |
| Element | Fe | Mn | Si | P | S |
| wt. % | ≤1.5 | ≤0.7 | ≤0.8 | ≤0.03 | ≤0.02 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, H.; Zhang, C.; Han, B.; Gao, K.; Fang, R.; Deng, N.; Zhou, H. Static Recrystallization Microstructure Evolution in a Cold-Deformed Ni-Based Superalloy during Electropulsing Treatment. Crystals 2020, 10, 884. https://doi.org/10.3390/cryst10100884
Zhang H, Zhang C, Han B, Gao K, Fang R, Deng N, Zhou H. Static Recrystallization Microstructure Evolution in a Cold-Deformed Ni-Based Superalloy during Electropulsing Treatment. Crystals. 2020; 10(10):884. https://doi.org/10.3390/cryst10100884
Chicago/Turabian StyleZhang, Hongbin, Chengcai Zhang, Baokun Han, Kuidong Gao, Ruirui Fang, Nana Deng, and Haiping Zhou. 2020. "Static Recrystallization Microstructure Evolution in a Cold-Deformed Ni-Based Superalloy during Electropulsing Treatment" Crystals 10, no. 10: 884. https://doi.org/10.3390/cryst10100884
APA StyleZhang, H., Zhang, C., Han, B., Gao, K., Fang, R., Deng, N., & Zhou, H. (2020). Static Recrystallization Microstructure Evolution in a Cold-Deformed Ni-Based Superalloy during Electropulsing Treatment. Crystals, 10(10), 884. https://doi.org/10.3390/cryst10100884