A numbering-up system was designed as follows: First, the relationship between the operating conditions and the yield of a given monolithic MR was investigated by experiment. Next, the required number of the MRs was determined on the basis of the experimental result and the specified production amount. Then, a numbering-up system including MRs, an SRFD, and two sensors was efficiently designed using the pressure drop compartment (PDC) model, which is analogous to an electrical resistance network.
2.1. Study of the Reaction Conditions
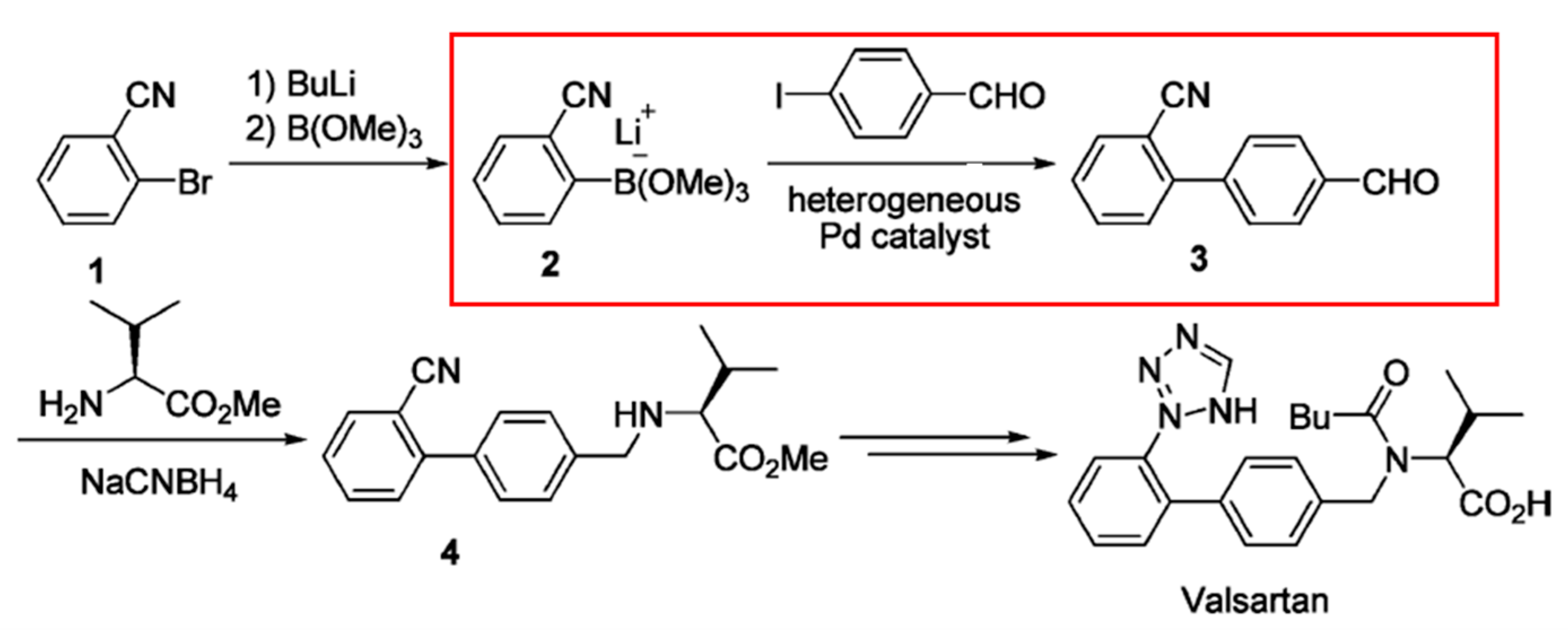
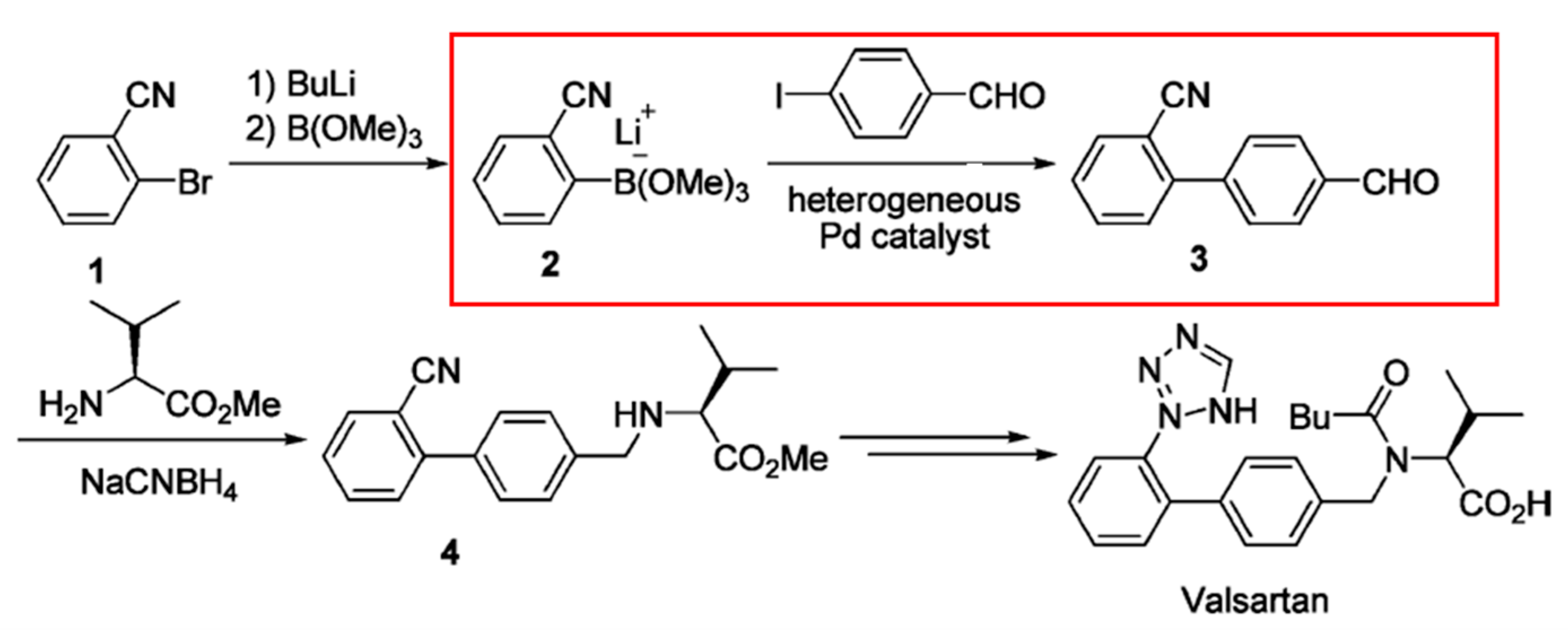
Figure 1 shows a synthesis route of valsartan. In this study, although we focus on the coupling reaction, namely, the reaction from
2 to
3, we will first explain how to synthesize the organoboron component (
2) from
o-cyanobromobenzene (
1). Component
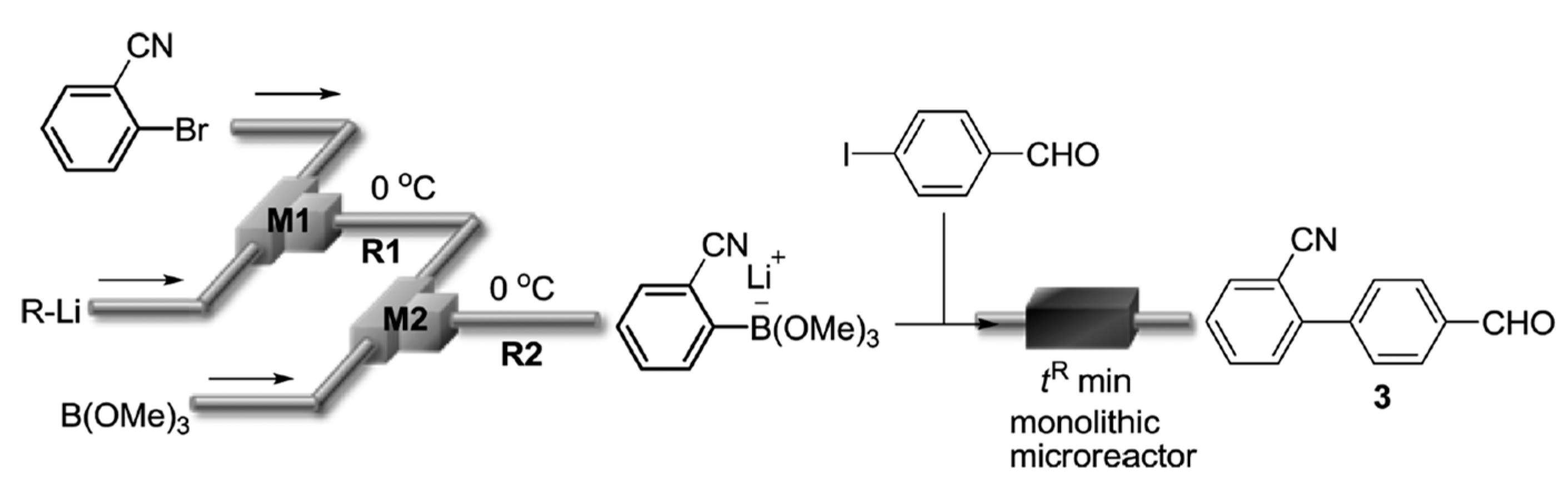
2 was generated in an MR system composed of two stainless steel T-shaped mixers (
M1 (inner diameter = 500 μm) and
M2 (inner diameter = 500 μm) manufactured by Sanko Seiki Co., Inc.) and two stainless steel tube reactors (
R1 (inner diameter = 1000 μm, length = 12.5 cm) and
R2 (inner diameter = 1000 μm, length = 50 cm) at 0 °C, as shown in
Figure 2. The mixers and tube reactors were connected with stainless steel fittings (GL Sciences, 1/16 OUW). A solution of
o-cyanobromobenzene (0.10 M in THF, flow rate: 6.0 mL/min) and a solution of
n-BuLi (0.40 M in hexane, flow rate: 1.5 mL/min) were introduced into
M1 by syringe pumps. The resulting solution was passed through
R1 (0.79 s) and was mixed with a solution of trimethoxyborane (0.20 M in THF, flow rate: 3.0 mL/min) at
M2. The resulting solution was passed through
R2 (2.2 s) [
10]. The resulting solution was collected in a vessel. Then, a solution of
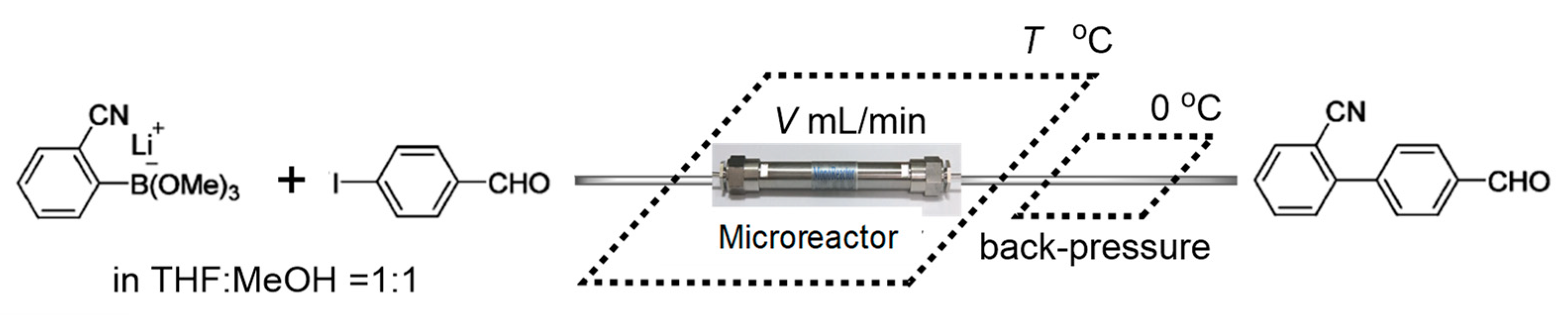
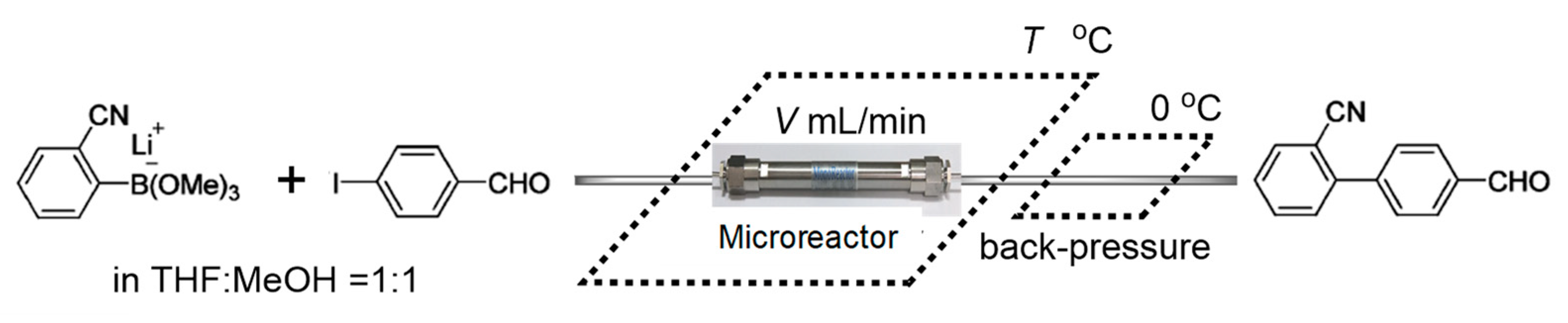
p-iodobenzaldehyde (0.033 M in MeOH, 0.25 equiv.) was added, and the mixing solution was introduced to a monolithic MR produced by Emaus Kyoto Inc. R&D, in which the reaction from
2 to
3 was carried out.
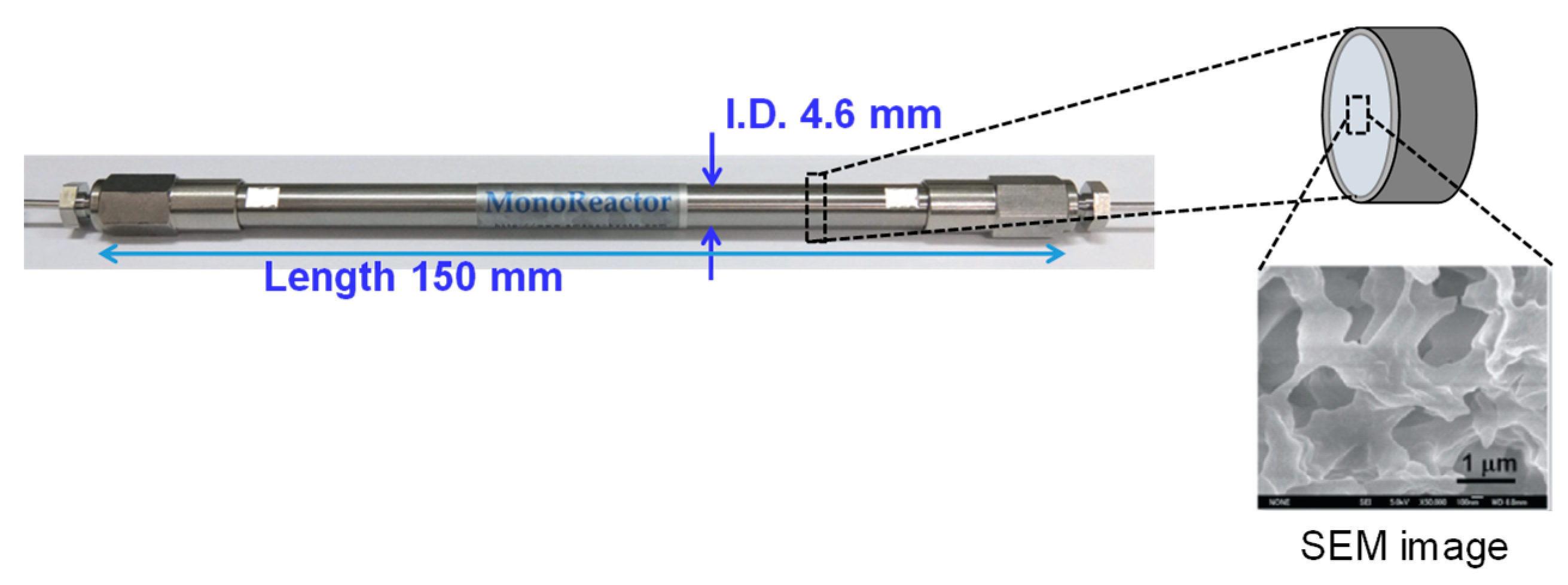
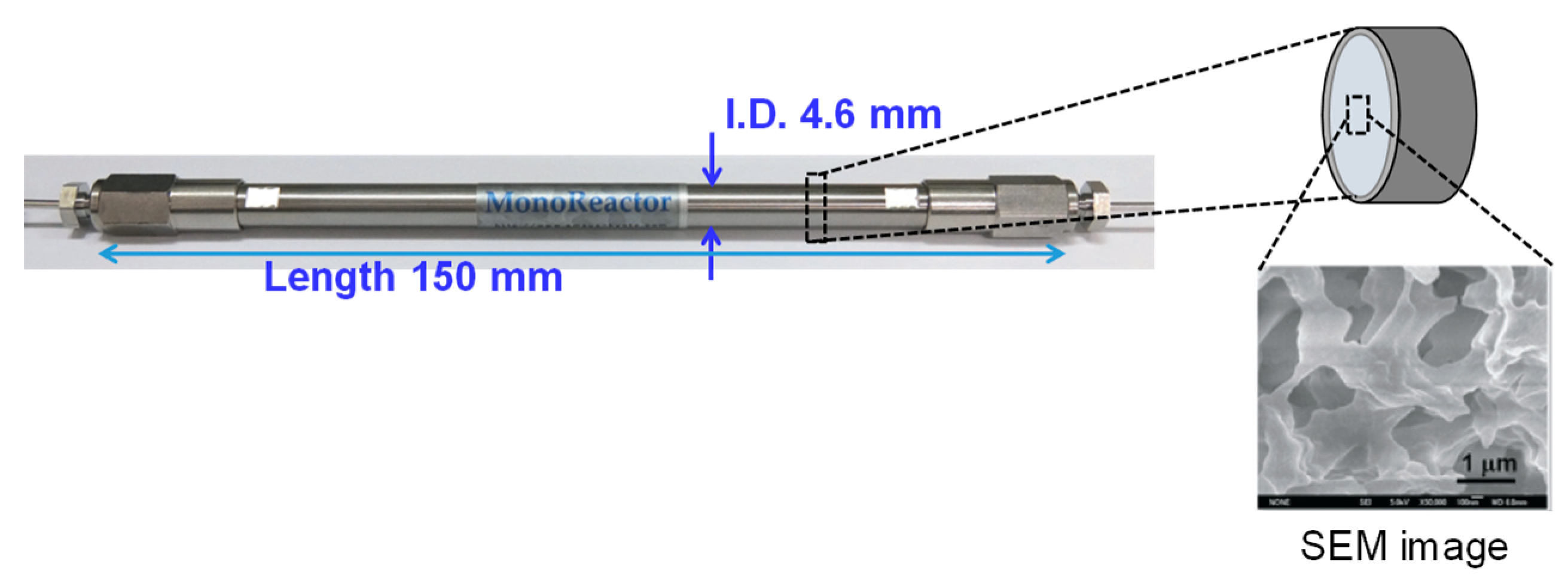
The monolithic MR has a total length of 150 mm and an inside diameter of 4.6 mm.
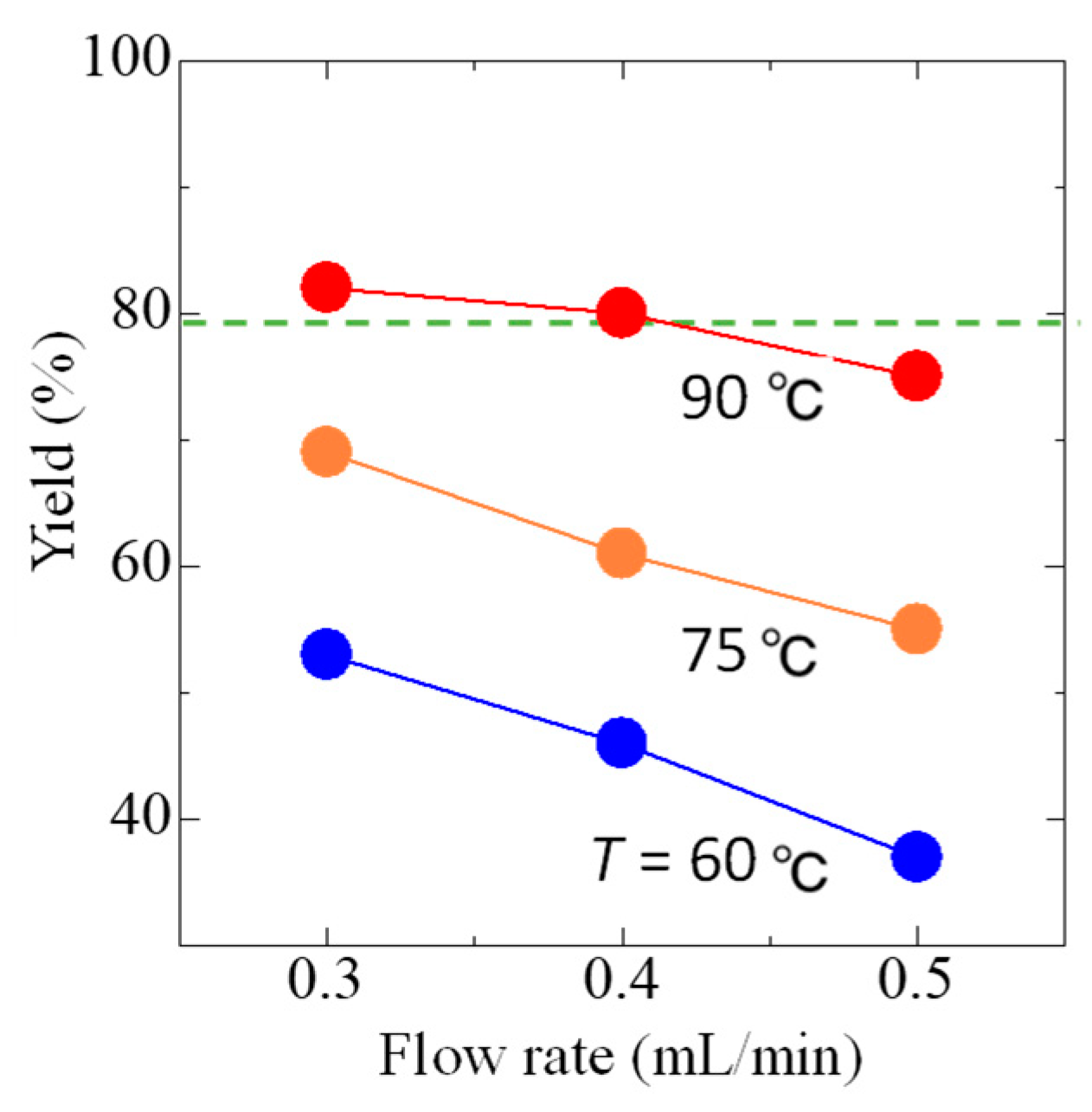
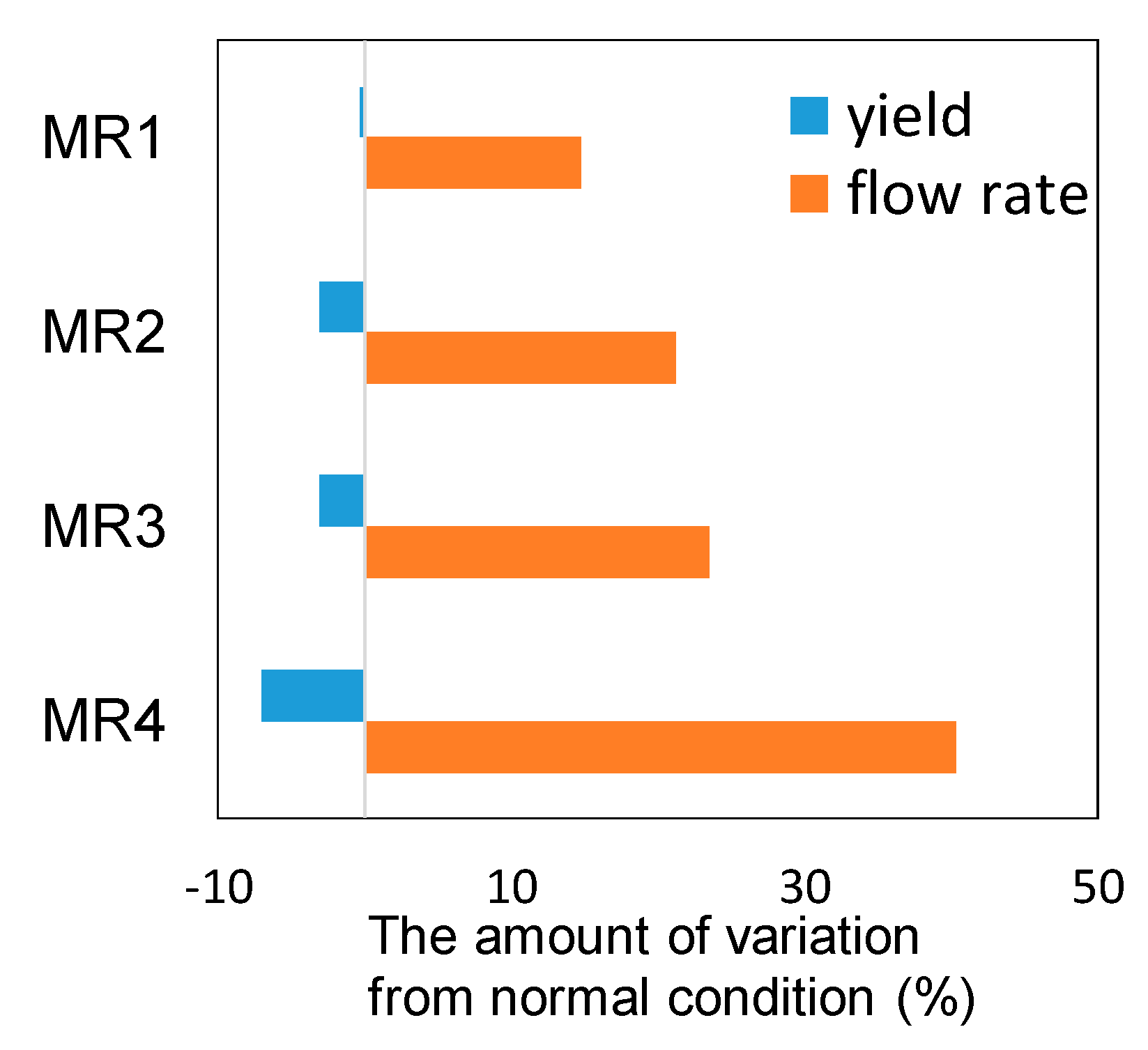
Figure 3 shows a photo of the reactor and an SEM image of the monolith structure inside the reactor. Palladium was supported on the monolith and can be used as a catalyst. The monolithic MRs show good flow characteristics, such as low pressure drop. The operation conditions, such as concentration, pressure, temperature, and flow rate (reaction time), have an impact on the reactor characteristics. In this study, the feed concentration was given from the previous process, and the pressure was set to 400 kPa to avoid boiling. Under this condition, the effects of flow rate and temperature on yield were experimentally investigated using a single reactor system, which is shown in
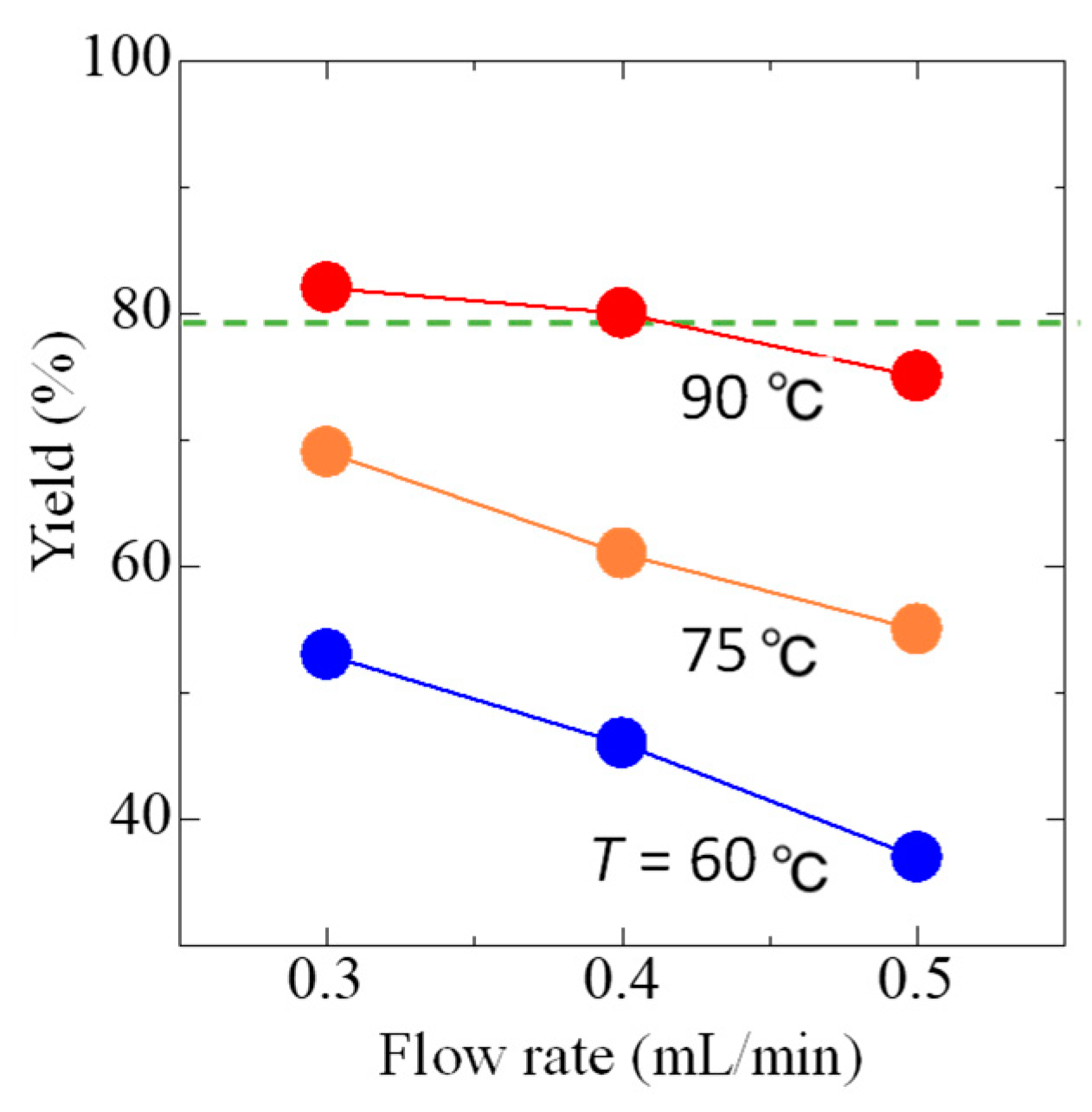
Figure 4. After a steady state was reached, the product solution was collected (10 min). The yield of product was determined by GC analysis. The product was also isolated for characterization. Based on the experimental results shown in
Figure 5, it was decided that the reaction would be carried out at a flow rate of 0.4 mL/min and temperature of 90 °C, because they could achieve a high yield and large throughput. Based on this, if the total production rate is set to 2 mL/min, it is necessary to parallelize five reactors in the numbering-up system.
2.2. Design Problem Formulation
When the numbering-up system composed of five reactors was designed, the most important point was to realize uniform flow distribution. Typical FDs are either bifurcation-type or manifold-type. The former cannot be applied to our system because the number of parallelized reactors is limited to 2
n (where
n is an integer). The latter could be applied to our system, making it be possible to realize uniform flow distribution by adjusting channel resistances or by installing flow controllers at all reactors, and to identify a blocked reactor by installing sensors at all reactors. However, if the number of reactors further increase, the number of controllers and sensors becomes even larger. A large number of controllers and sensors are not realistic in terms of cost and maintenance. In a previous study, the SRFD, which consists of bifurcation points, junction points, and channels, was proposed as a new type of FD [
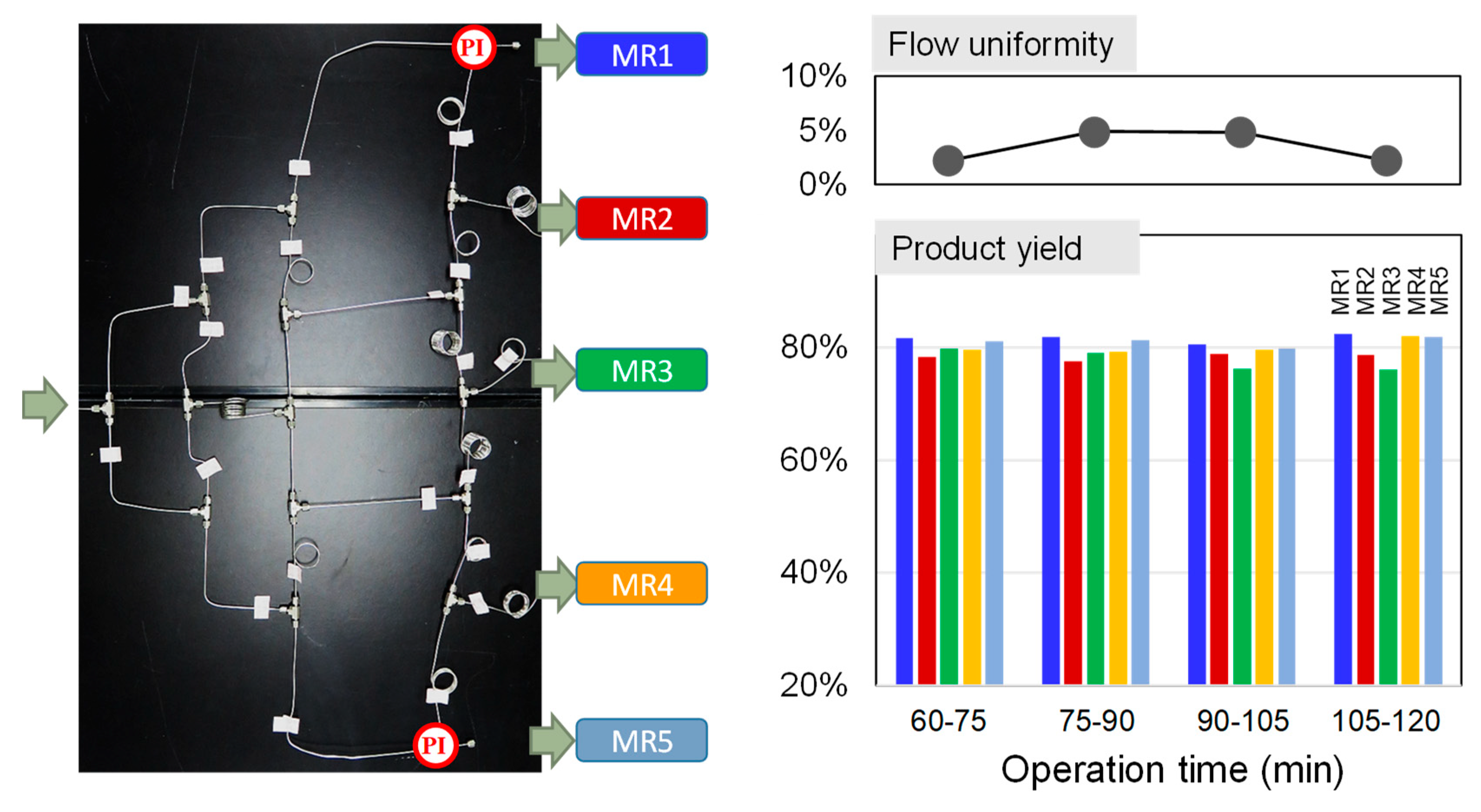
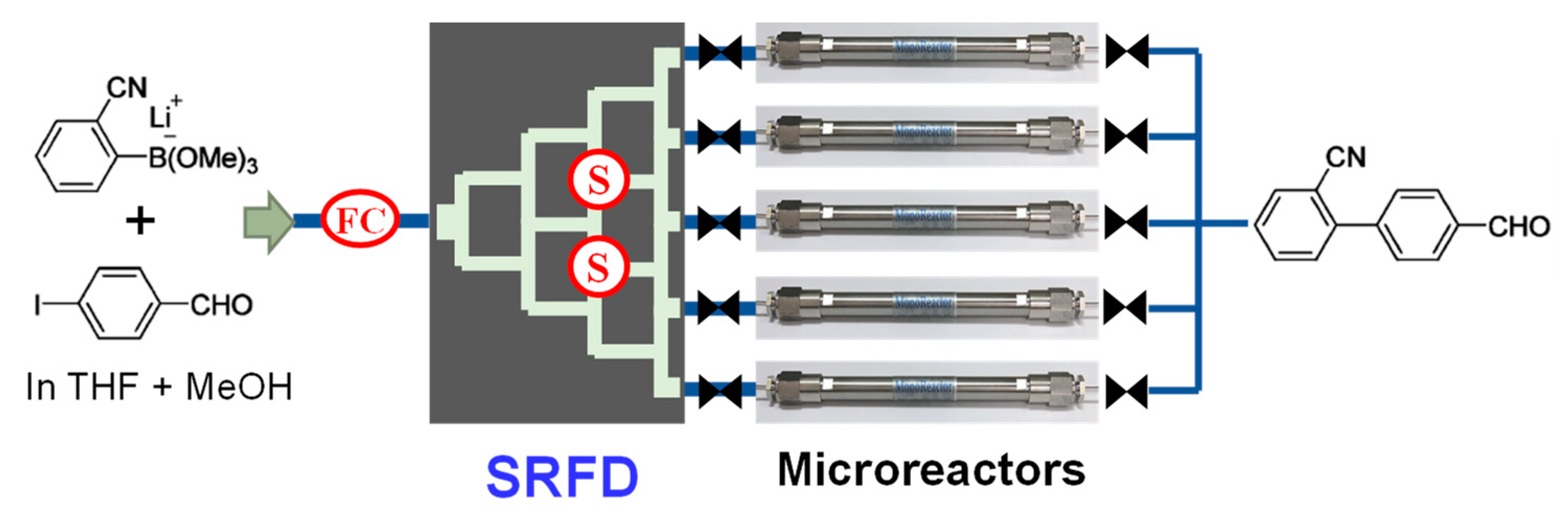
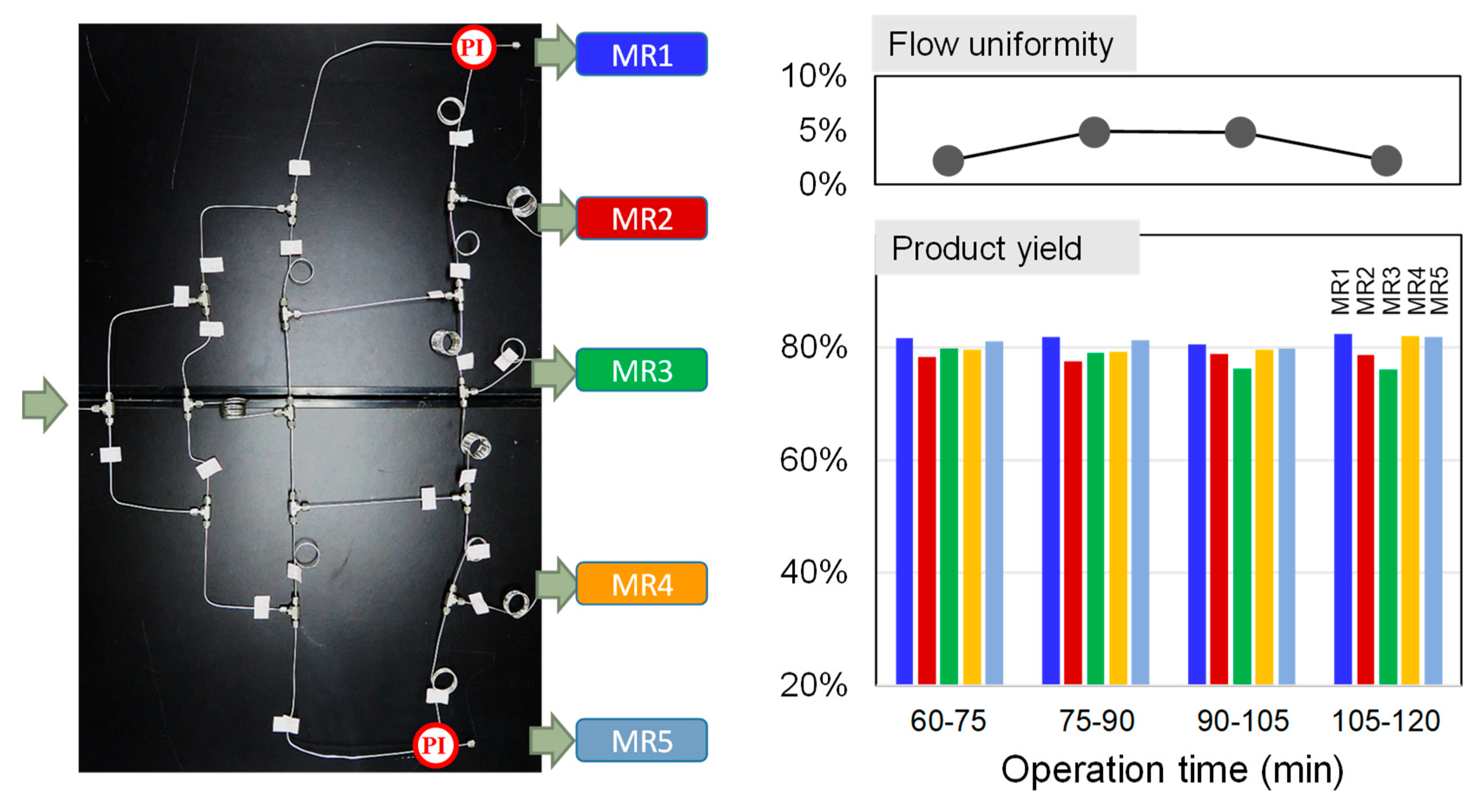
2]. The SRFD makes it possible to control the flow distribution by adjusting channel resistances and to identify a blocked reactor by using two sensors. In this study, the SRFD was used to construct a numbering-up system consisting of five monolithic MRs, as shown in
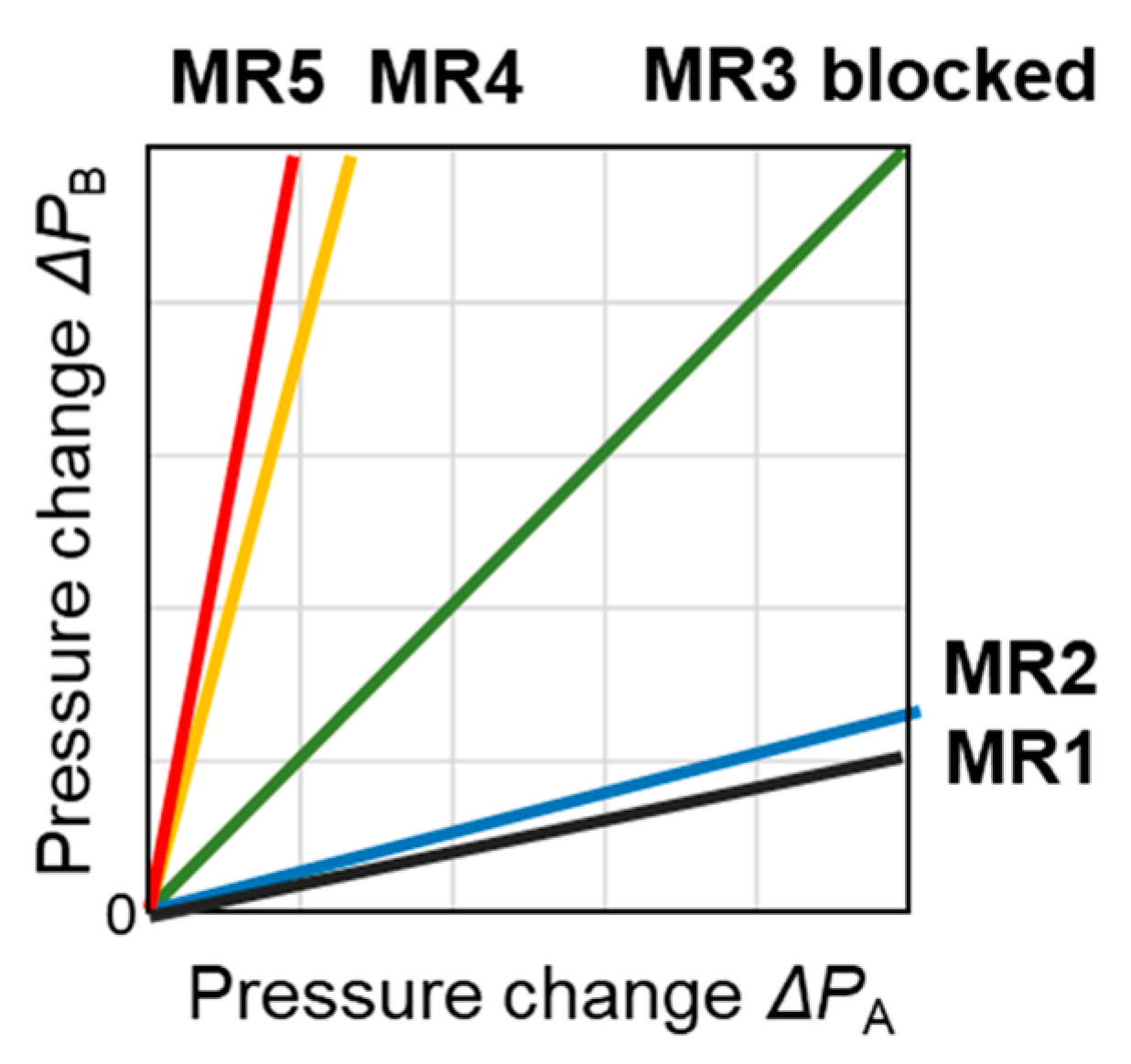
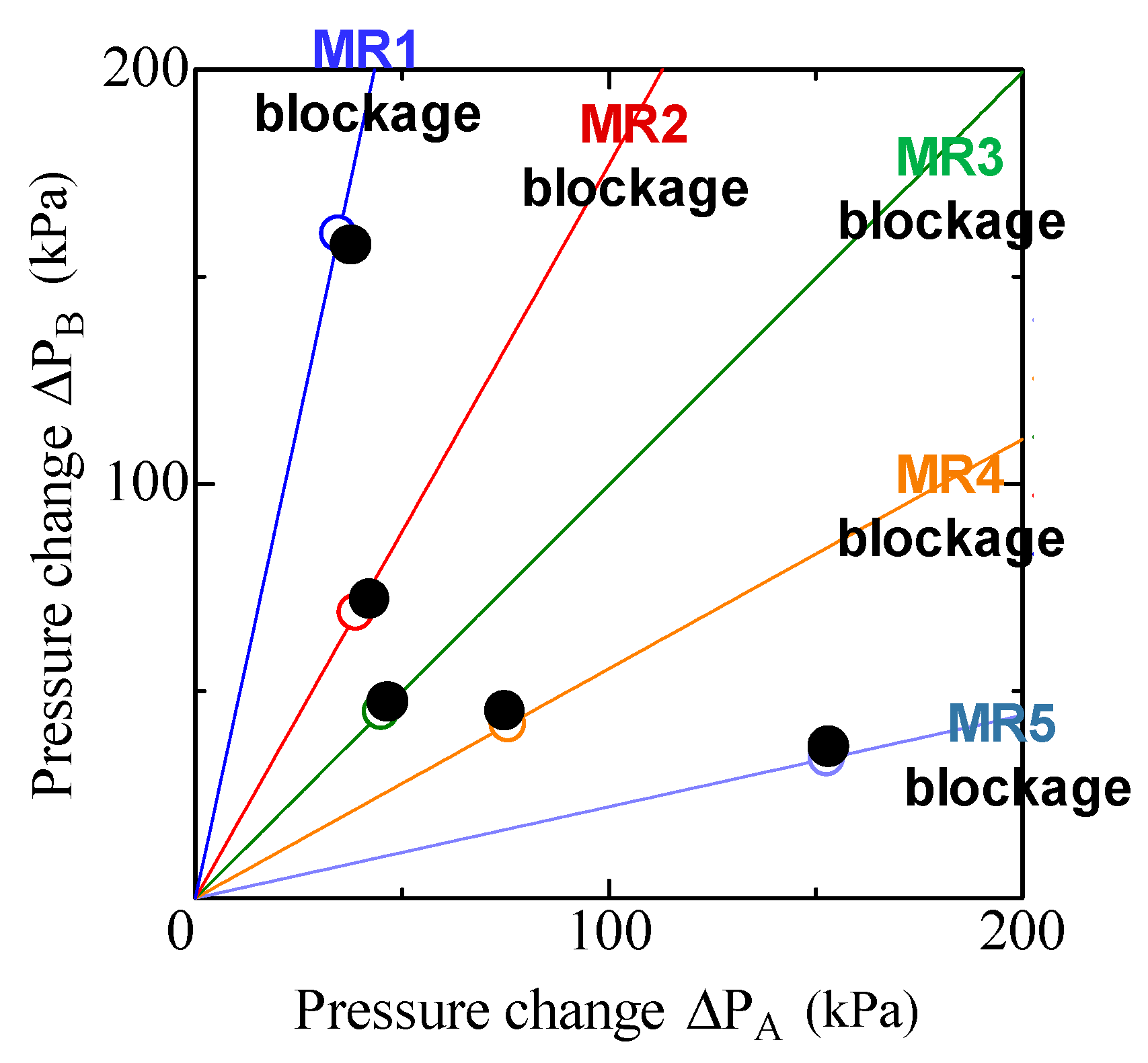
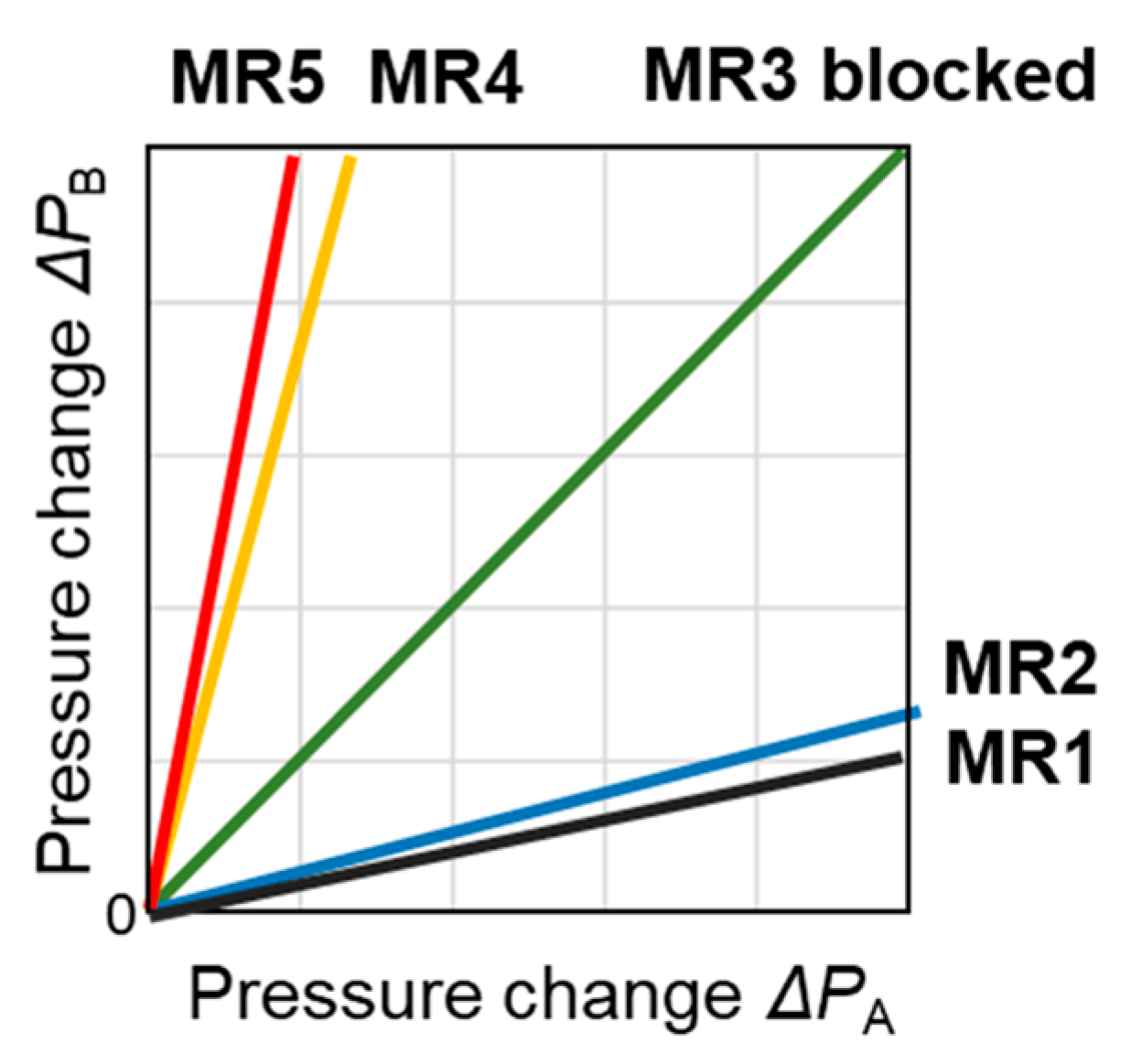
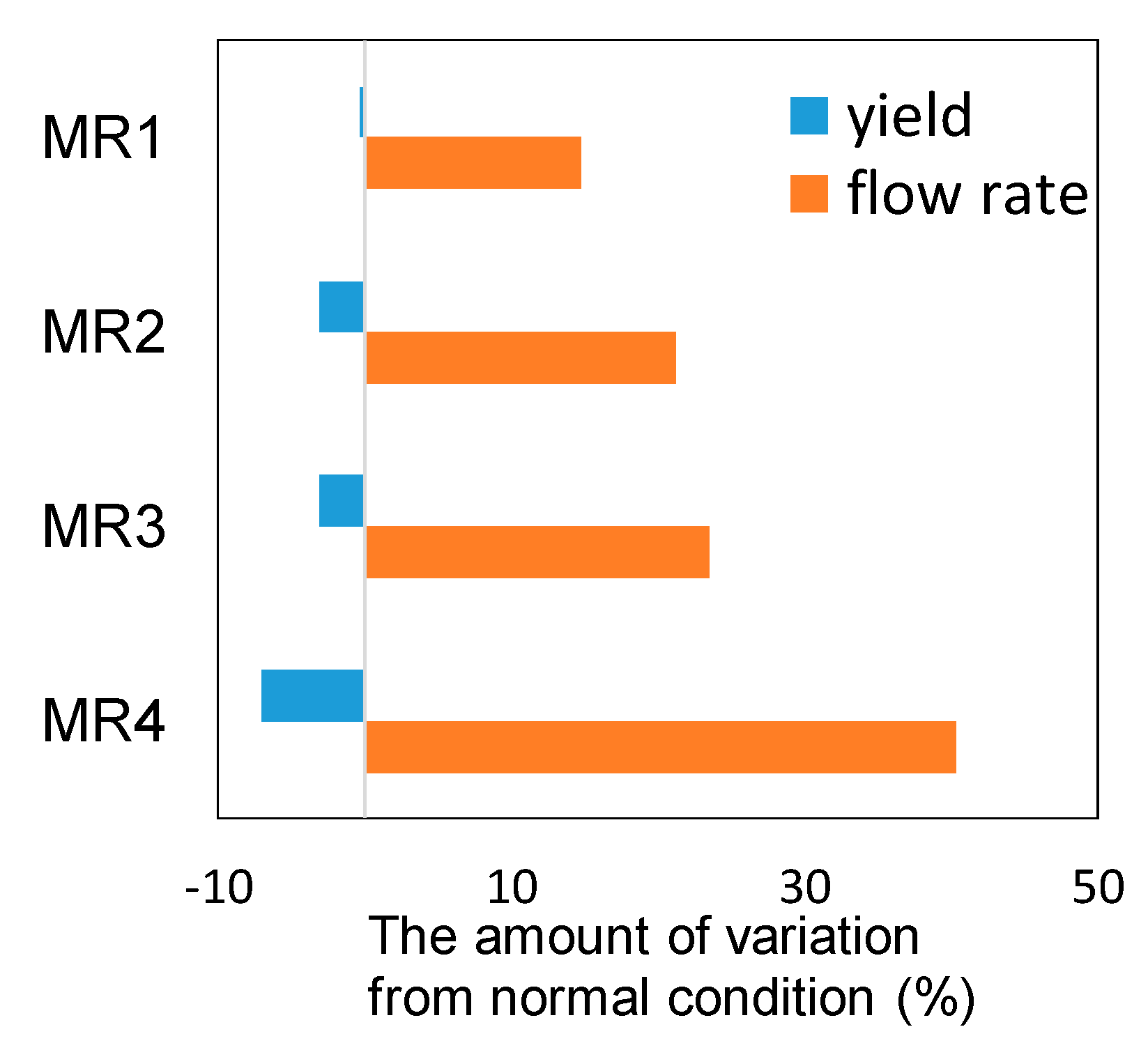
Figure 6. Using pressure sensors as sensors, the identification of blocked reactors can be explained as follows: When each reactor is blocked, the flow and pressure distributions inside the SRFD change. As a result, the pressure measurements deviate from normal conditions. Such deviation is different according to the blocked reactor, as shown in
Figure 7.
Figure 7 is called the pressure change diagram. A blocked reactor can be identified on the basis of this diagram. However, if the distance between two lines in the pressure change diagram is short, this will lead to misdiagnosis of the blocked reactor. Therefore, it is necessary to appropriately design channel resistances of the SRFD and positions of two pressure sensors to achieve flow equipartition at normal conditions and accurately identify the blocked reactor at abnormal conditions under the design constraints.
To efficiently evaluate the flow and pressure distributions throughout the process in the design optimization, a pressure drop compartment (PDC) model, which is analogous to an electrical resistance network, is used in this study. The usefulness of the PDC model was confirmed by computational fluid dynamics (CFD) simulation using COMSOL Multiphysics
®. The PDC model is useful under laminar flow conditions where the relationship between pressure drop and the flow rate in each channel is linear, and the additional pressure drops at the entrance, exit, branching, and merging of channels are negligible.
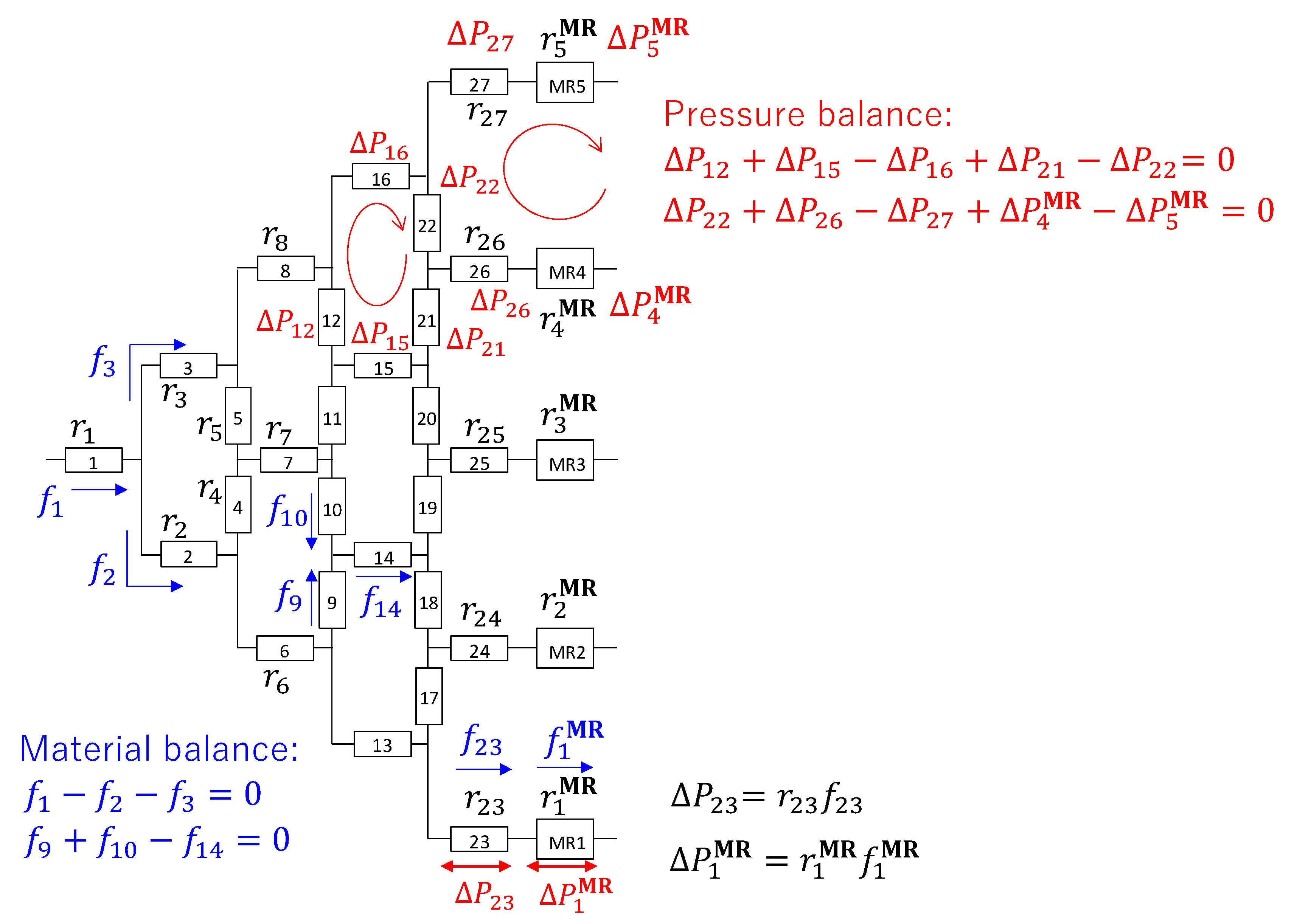
Figure 8 shows the constructed PDC models for SRFD with five parallelized MRs. The SRFD is divided into compartments labeled 1 to 27, followed by compartments labeled MR1 to MR5. Three variables, i.e., channel resistance
r, pressure drop
ΔP, and flow rate
f, are given for each compartment, and material balance and pressure balance equations are constructed. A part of the material balance and pressure balance equations in the constructed PDC model is shown in
Figure 8.
A design problem formulation for
NR reactors connected to an SRFD is as follows:
subject to
where each equation is explained as follows:
Equation (1): The objective function is to minimize the maximum of a set of cos θ by adjusting sensor locations s1 and s2, and each channel resistance r. Sensors can be placed on channels or bifurcation and junction points. θ is formed by two lines in the pressure change diagram. nc means the total number of compartments except for MRs. is the total number of parallelized MRs. is given by Equation (15), and its subscripts k and l mean a blocked MR.
Equation (2): The feed flow rate to SRFD is constant under both normal and abnormal conditions. The first subscript of f denotes the process condition, namely 0 and i, and refer to a normal condition and a single blocked MRi, respectively. The second subscript of f denotes the first compartment.
Equation (3): The channel resistance of normal MRi is constant. The subscript N means a normal condition.
Equation (4): The channel resistance of abnormal MRi is constant, which is given by a constant multiple of that in a normal MR. The subscript B means an abnormal condition.
Equation (5): In the normal condition, the difference between the flow rate of MRi and the flow rate when the uniform flow distribution is achieved must be less than or equal to ferr.
Equation (6): The channel resistance of the compartment j needs to be in the range of and .
Equation (7): In the compartment j, the pressure drop is equal to the product of channel resistance and flow rate. The first subscripts (0) of the pressure drop and the flow rate denote a normal condition.
Equation (8): This is similar to Equation (7), but the first subscripts of the pressure drop and the flow rate represent a situation where a single MRi is blocked.
Equation (9): In the compartment of MRi, the pressure drop is equal to the product of channel resistance and flow rate. The subscripts (0 and N) denote normal MRs.
Equation (10): This is similar to Equation (9), but the first subscripts of the pressure drop and the flow rate represent a situation where a single MRi is blocked.
Equation (11): Material balance equations are formulated for SRFD and MRs under normal conditions. α and β are coefficients with a value of 0, 1, or −1. np is the total number of material balance equations which is equal to the number of bifurcation and junction points in SRFD.
Equation (12): Material balance equations are formulated for SRFD and MRs under abnormal conditions.
Equation (13): Pressure balance equations are formulated for SRFD and MRs under normal conditions. γ and δ are coefficients with a value of 0, 1, or −1. nq is the total number of pressure balance equations and is equal to the number of closed channel loops, namely 10 in this case study.
Equation (14): Pressure balance equations are formulated for SRFD and MRs under an abnormal condition.
Equation (15): The pressure difference data vector has two components, which are given by the difference in measurements between normal and abnormal conditions. ε and ζ are coefficients with a value of 0, 1, or −1.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}