

Catalytic Performance of Waste-Based Metal Oxides Towards Waste-Based Combustion Process

 , and
, and
Abstract

1. Introduction
2. Results and Discussion
2.1. Biomass and Metal Oxide Precursors Analysis
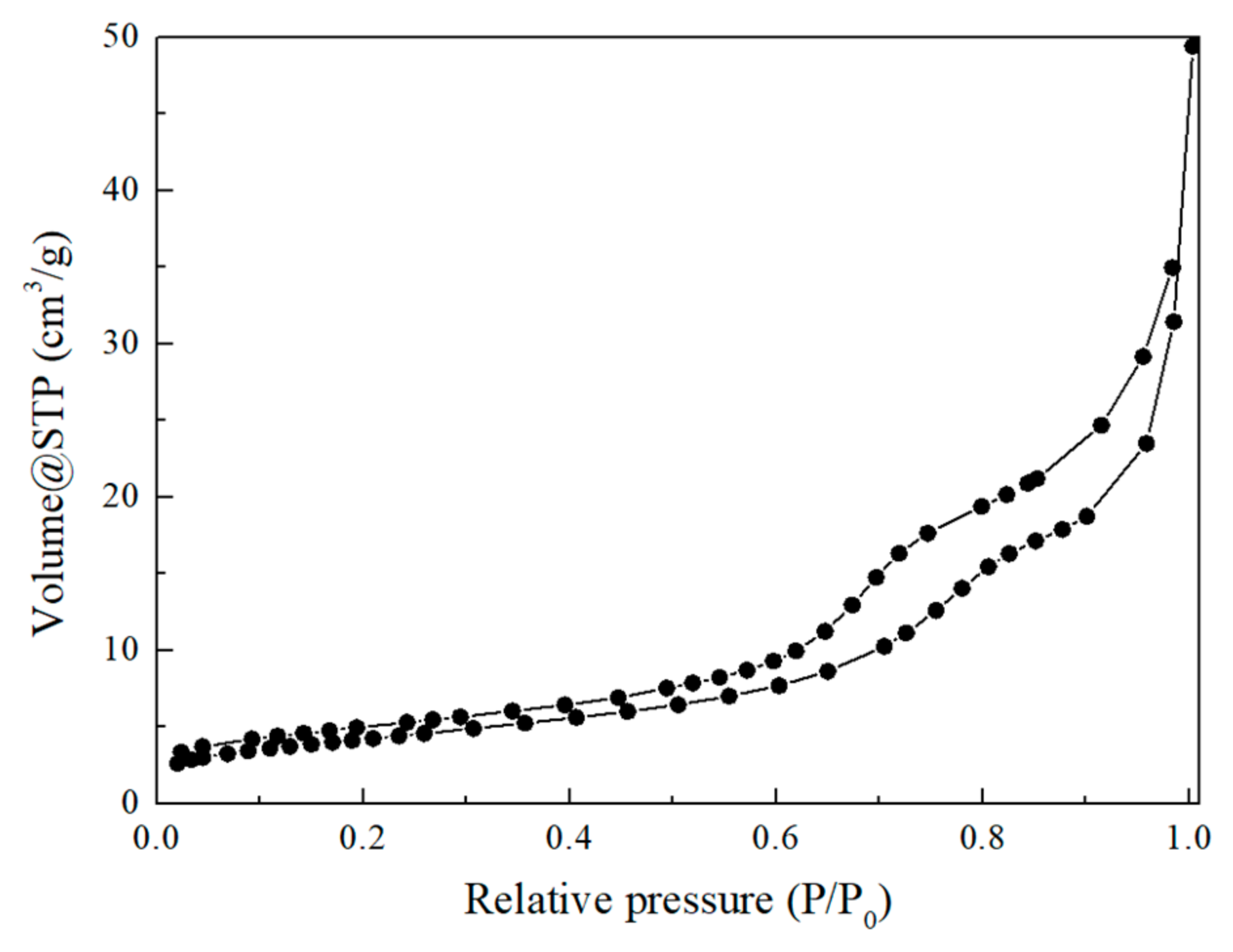
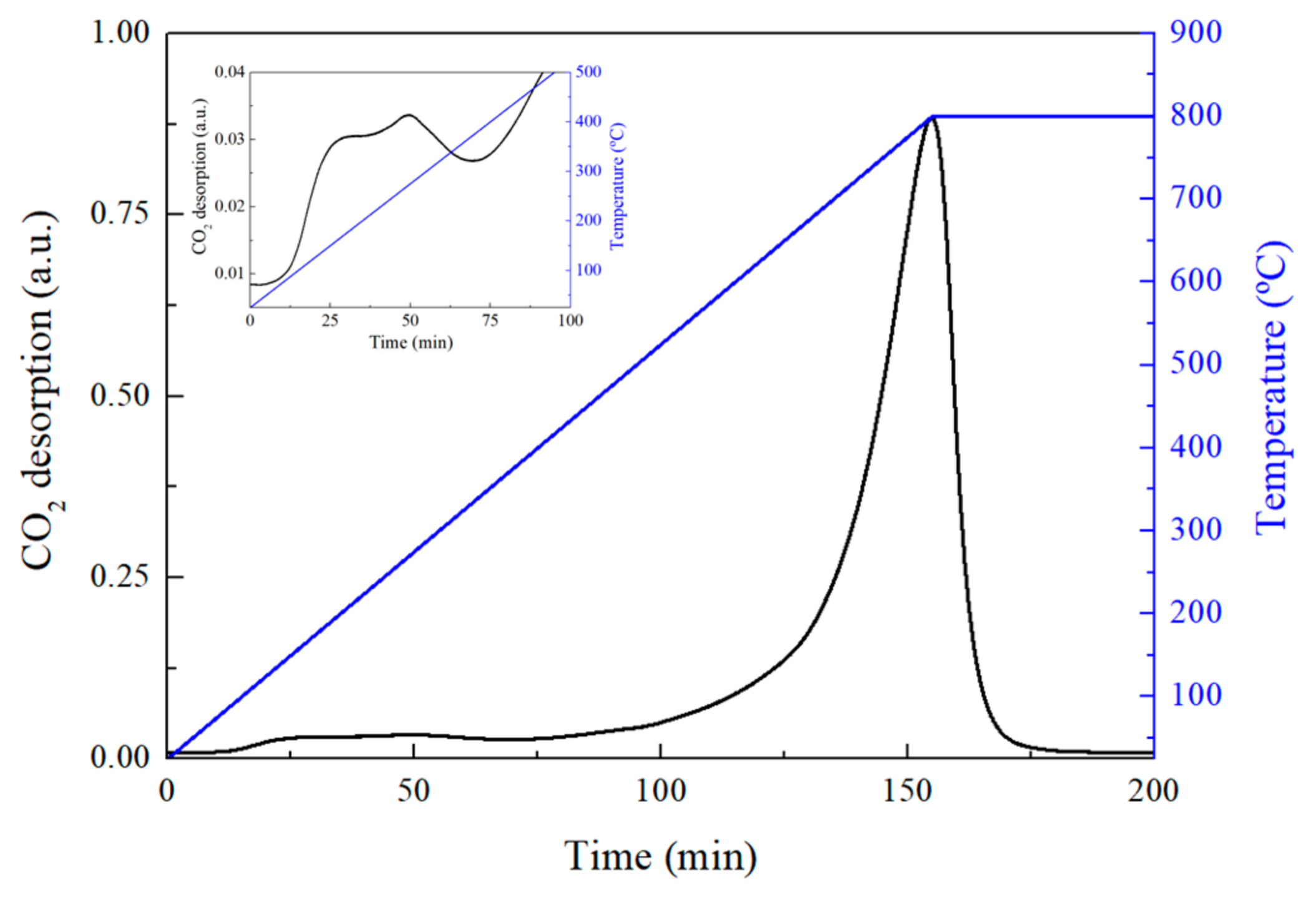
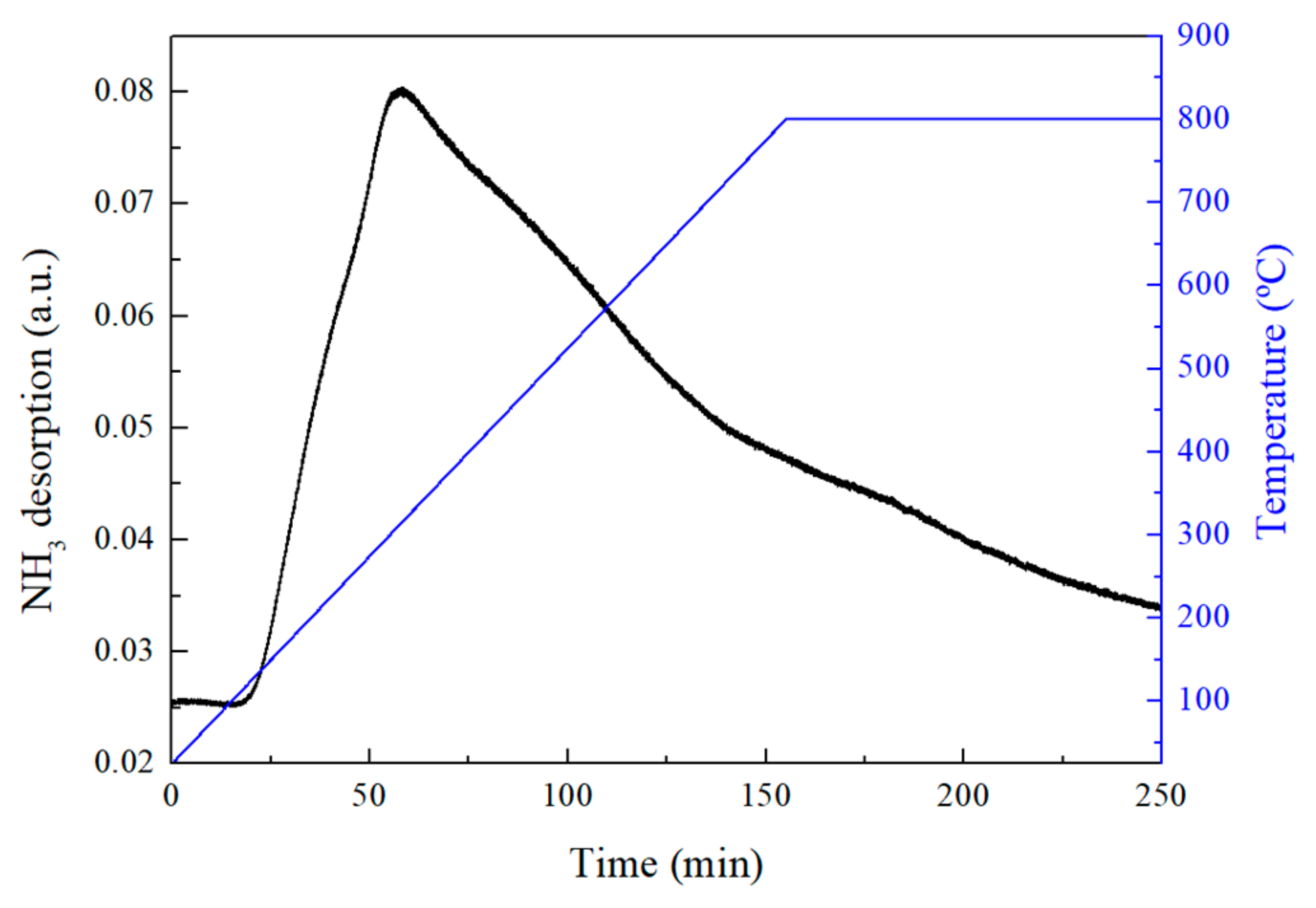
2.2. Mixed Metal Oxide Catalyst Analysis
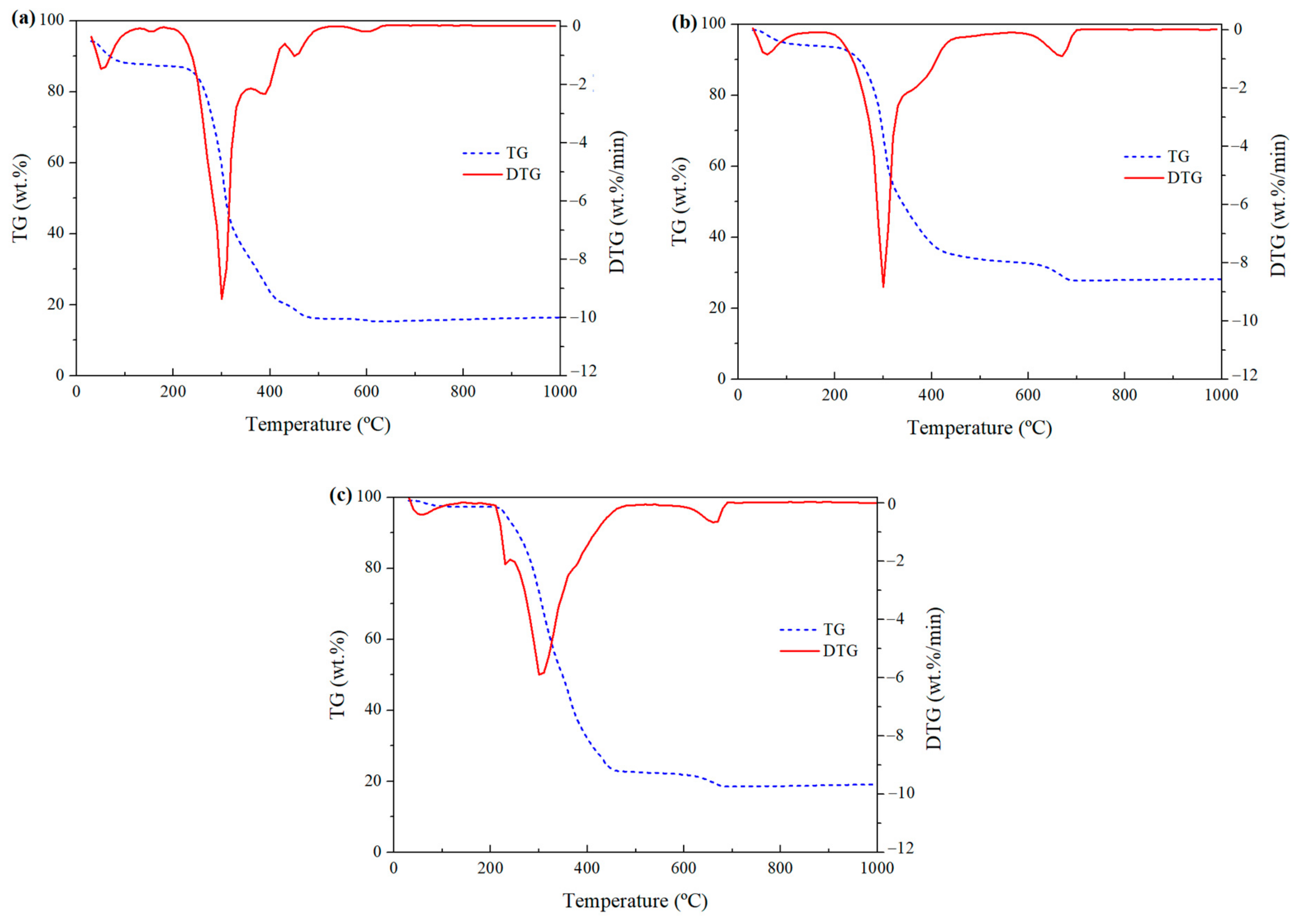
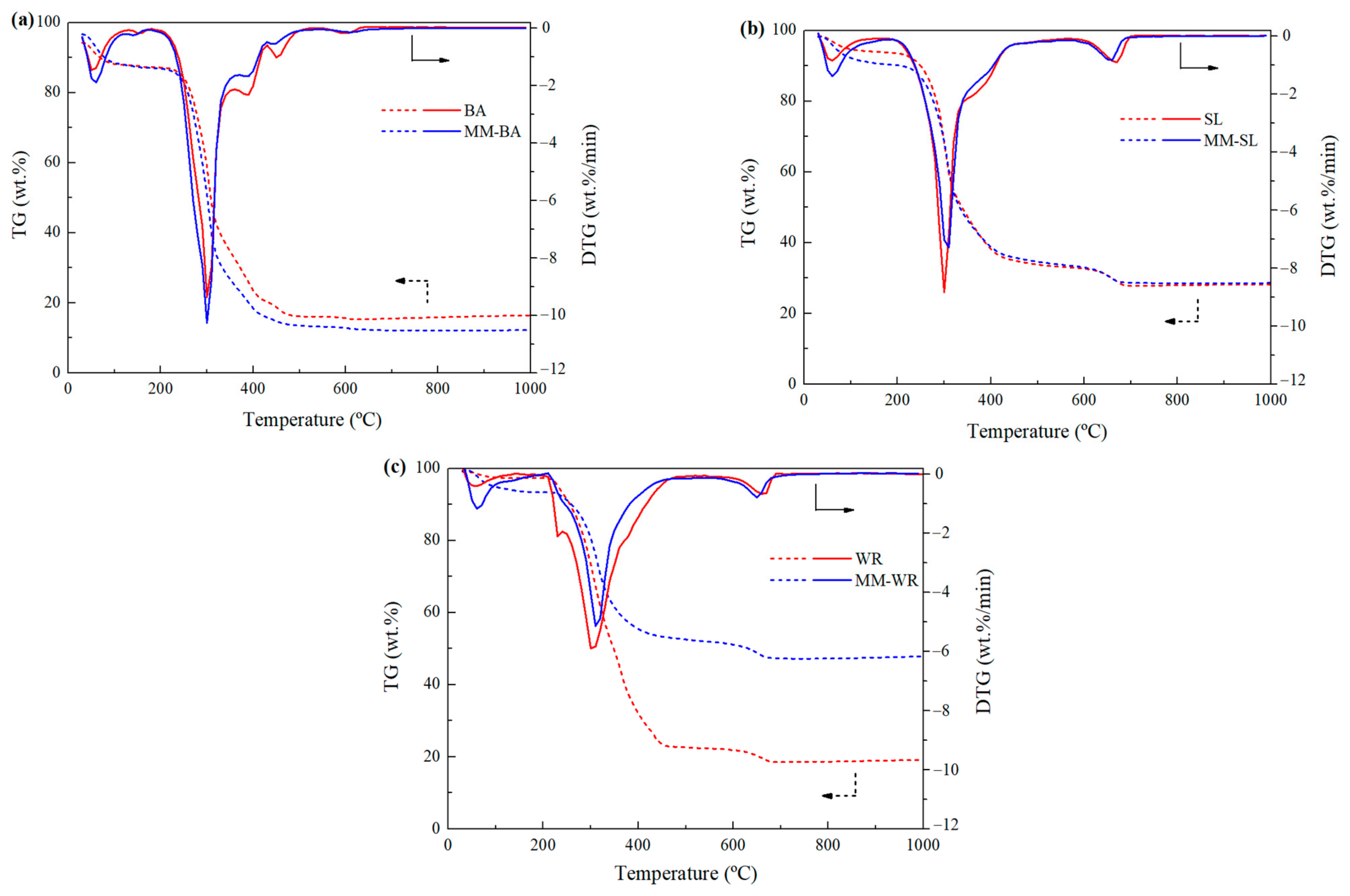
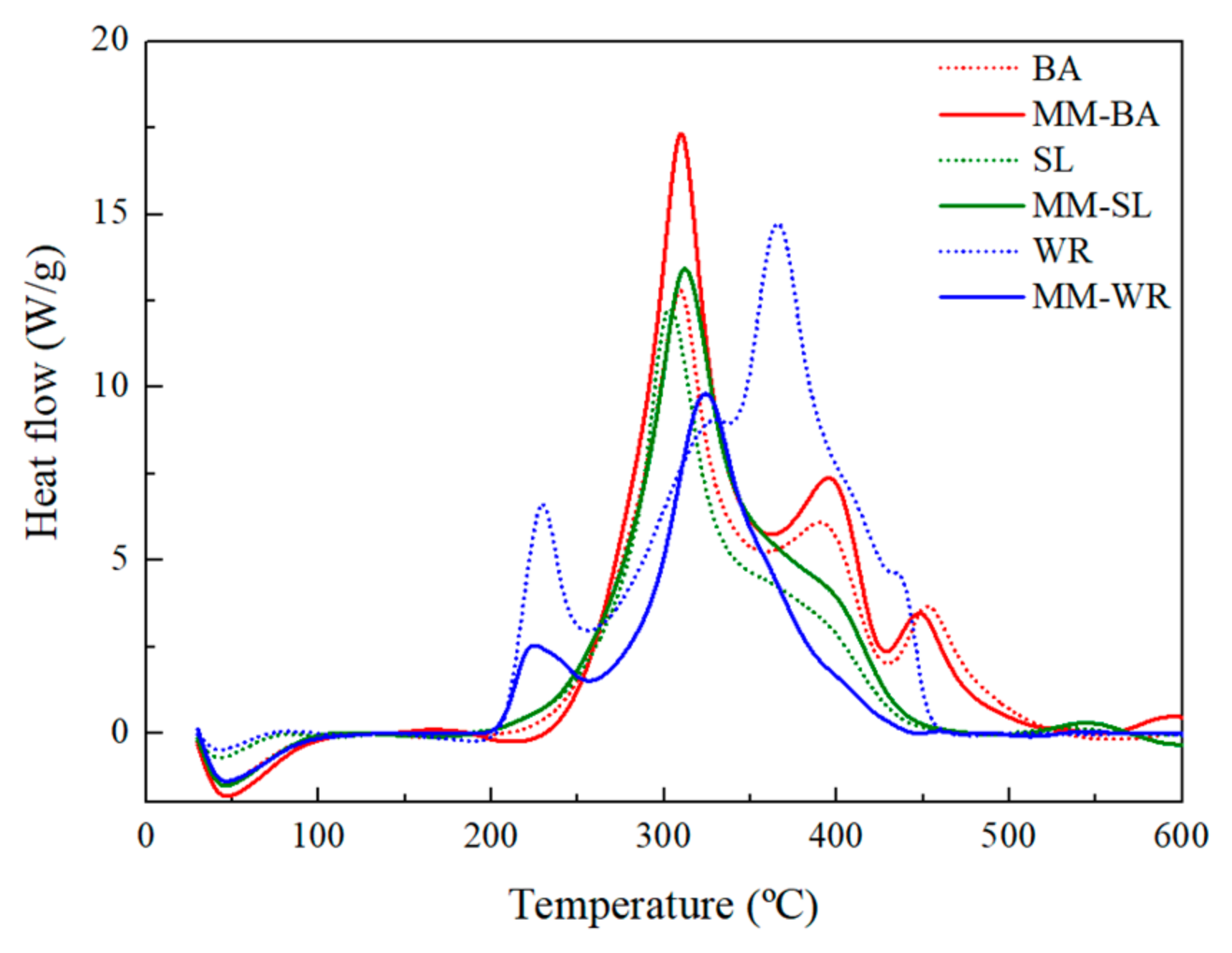
2.3. Combustion Behaviors of Biomass Using TG-DTG and DSC Analysis
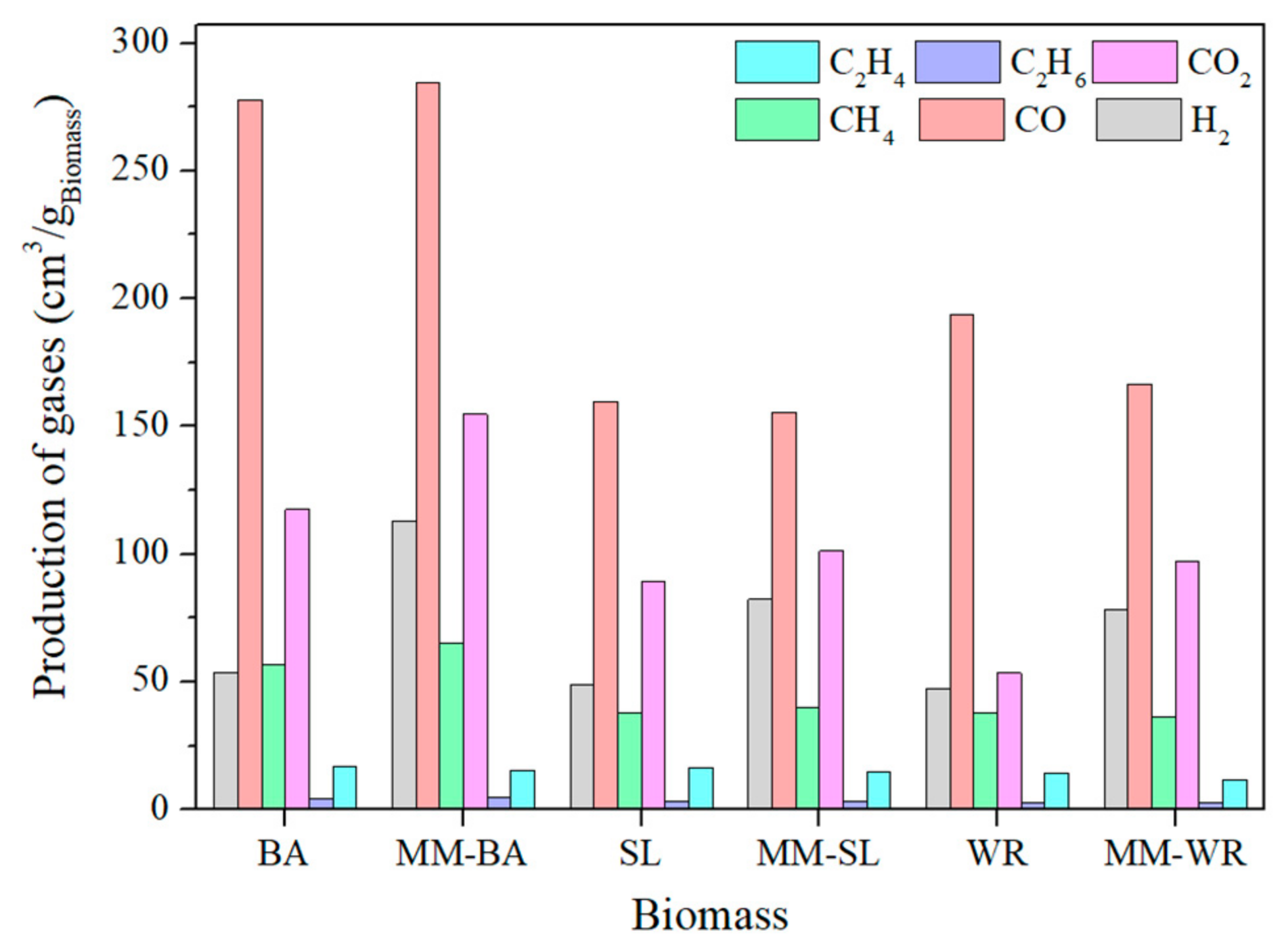
2.4. Combustion Behavior of Biomass Using a Packed-Bed Reactor
3. Material and Methods
3.1. Biomass and Catalyst Preparations
3.2. Characterizations
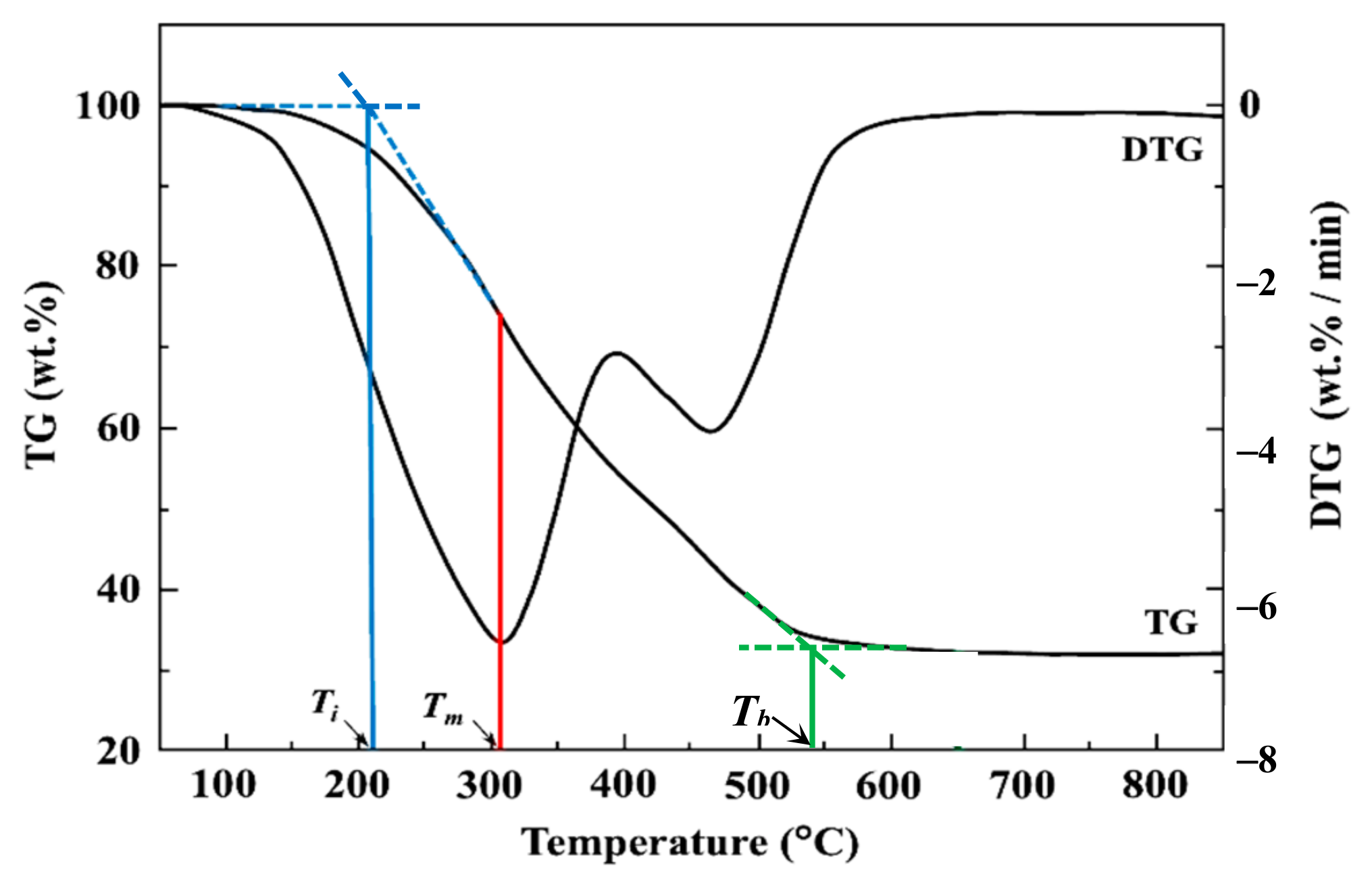
3.3. Combustion Behavior Using Thermogravimetric Analysis
3.4. Combustion Behavior Using a Packed-Bed Reactor
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Liu, L.; Memon, M.Z.; Xie, Y.; Gao, S.; Guo, Y.; Dong, J.; Gao, Y.; Li, A.; Ji, G. Recent Advances of Research in Coal and Biomass Co-Firing for Electricity and Heat Generation. Circ. Econ. 2023, 2, 100063. [Google Scholar] [CrossRef]
- Gil, M.V.; Rubiera, F. Coal and Biomass Cofiring: Fundamentals and Future Trends; Suárez-Ruiz, I., Diez, M.A., Rubiera, F., Eds.; Woodhead Publishing: Oviedo, Spain, 2019; ISBN 978-0-08-102201-6. [Google Scholar]
- Hupa, M.; Karlström, O.; Vainio, E. Biomass Combustion Technology Development—It Is All about Chemical Details. Proc. Combust. Inst. 2017, 36, 113–134. [Google Scholar] [CrossRef]
- Orang, N.; Tran, H. Effect of Feedstock Moisture Content on Biomass Boiler Operation. Tappi J. 2015, 14, 629–637. [Google Scholar] [CrossRef]
- Dorner, R.W.; Srinivasan, N.; Shah, J.; Chen, H.-T. Method for Reducing Slag in Biomass Combustion. U.S. Patent No. 20120312206, 13 December 2012. [Google Scholar]
- Hu, Y.; Wang, Z.; Cheng, X.; Liu, M.; Ma, C. Effects of Catalysts on Combustion Characteristics and Kinetics of Coal-Char Blends. IOP Conf. Ser. Earth Environ. Sci. 2018, 133, 012023. [Google Scholar] [CrossRef]
- Zou, C.; Wen, L.; Zhang, S.; Bai, C.; Yin, G. Evaluation of Catalytic Combustion of Pulverized Coal for Use in Pulverized Coal Injection (PCI) and Its Influence on Properties of Unburnt Chars. Fuel Process. Technol. 2014, 119, 136–145. [Google Scholar] [CrossRef]
- Ueda, S.; Watanabe, K.; Inoue, R.; Ariyama, T. Catalytic Effect of Fe, CaO and Molten Oxide on the Gasification Reaction of Coke and Biomass Char. ISIJ Int. 2011, 51, 1262–1268. [Google Scholar] [CrossRef]
- Zhang, S.; Chen, Z.D.; Chen, X.J.; Gong, X.Z. Effects of Ash/K2CO3/Fe2O3 on Ignition Temperature and Combustion Rate of Demineralized Anthracite. J. Fuel Chem. Technol. 2014, 42, 166–174. [Google Scholar] [CrossRef]
- Vamvuka, D.; Tsamourgeli, V.; Galetakis, M. Study on Catalytic Combustion of Biomass Mixtures with Poor Coals. Combust. Sci. Technol. 2014, 186, 68–82. [Google Scholar] [CrossRef]
- Nzihou, A.; Stanmore, B.; Sharrock, P. A Review of Catalysts for the Gasification of Biomass Char, with Some Reference to Coal. Energy 2013, 58, 305–317. [Google Scholar] [CrossRef]
- Wang, Z.; Hong, C.; Xing, Y.; Li, Y.; Feng, L.; Jia, M. Combustion Behaviors and Kinetics of Sewage Sludge Blended with Pulverized Coal: With and without Catalysts. Waste Manag. 2018, 74, 288–296. [Google Scholar] [CrossRef]
- Fang, S.; Yu, Z.; Lin, Y.; Lin, Y.; Fan, Y.; Liao, Y.; Ma, X. Effects of Additives on the Co-Pyrolysis of Municipal Solid Waste and Paper Sludge by Using Thermogravimetric Analysis. Bioresour. Technol. 2016, 209, 265–272. [Google Scholar] [CrossRef] [PubMed]
- Blanco, P.H.; Wu, C.; Onwudili, J.A.; Williams, P.T. Characterization and Evaluation of Ni/SiO2 Catalysts for Hydrogen Production and Tar Reduction from Catalytic Steam Pyrolysis-Reforming of Refuse Derived Fuel. Appl. Catal. B Environ. 2013, 134–135, 238–250. [Google Scholar] [CrossRef]
- Wahab, R.; Khan, F.; Al-Khedhairy, A.A. Hematite Iron Oxide Nanoparticles: Apoptosis of Myoblast Cancer Cells and Their Arithmetical Assessment. RSC Adv. 2018, 8, 24750–24759. [Google Scholar] [CrossRef]
- Park, C.; Jung, J.; Lee, C.W.; Cho, J. Synthesis of Mesoporous α-Fe2O3 Nanoparticles by Non-Ionic Soft Template and Their Applications to Heavy Oil Upgrading. Sci. Rep. 2016, 6, 39136. [Google Scholar] [CrossRef] [PubMed]
- Zhutovsky, S.; Shishkin, A. Recycling of Hydrated Portland Cement Paste into New Clinker. Constr. Build. Mater. 2021, 280, 122510. [Google Scholar] [CrossRef]
- Yang, Z.; Zhang, Y.; Liu, L.; Seetharaman, S.; Wang, X.; Zhang, Z. Integrated Utilization of Sewage Sludge and Coal Gangue for Cement Clinker Products: Promoting Tricalcium Silicate Formation and Trace Elements Immobilization. Materials 2016, 9, 275. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, S.; Xu, D.; Zhang, H. Catalytic Activity Evaluation and Deactivation Progress of Red Mud/Carbonaceous Catalyst for Efficient Biomass Gasification Tar Cracking. Fuel 2022, 323, 124278. [Google Scholar] [CrossRef]
- Mazumder, J.; De Lasa, H. Fluidizable Ni/La2O3-ΓAl2O3 Catalyst for Steam Gasification of a Cellulosic Biomass Surrogate. Appl. Catal. B Environ. 2014, 160–161, 67–79. [Google Scholar] [CrossRef]
- Yang, S.; Zhang, X.; Chen, L.; Yuan, Q.; Sun, L.; Xie, X.; Zhao, B.; Si, H. Characteristics and Catalytic Properties of Bi-Functional Fe/CaO Catalyst for Syngas Production from Pyrolysis of Biomass. J. Biobased Mater. Bioenergy 2017, 10, 415–422. [Google Scholar] [CrossRef]
- Mazumder, A.S.M.J.I. Steam Gasification of Biomass Surrogates: Catalyst Develpment and Kinetic Modelling. Ph.D. Thesis, The University of Western Ontario Supervisor, London, ON, Canada, 2014. [Google Scholar]
- Viinikainen, T.; Rönkkönen, H.; Bradshaw, H.; Stephenson, H.; Airaksinen, S.; Reinikainen, M.; Simell, P.; Krause, O. Acidic and Basic Surface Sites of Zirconia-Based Biomass Gasification Gas Clean-up Catalysts. Appl. Catal. A Gen. 2009, 362, 169–177. [Google Scholar] [CrossRef]
- Wyasu, G.; Gimba, C.E.; Agbaji, E.B.; Ndukwe, G.I. Thermo-Gravimetry(TGA) and DSC of Thermal Analysis Techniques in Production of Active Carbon from Lignocellulosic Materials. Pelagia Res. Libr. Adv. Appl. Sci. Res. 2016, 7, 109–115. [Google Scholar]
- Bryś, A.; Bryś, J.; Ostrowska-Ligęza, E.; Kaleta, A.; Górnicki, K.; Głowacki, S.; Koczoń, P. Wood Biomass Characterization by DSC or FT-IR Spectroscopy. J. Therm. Anal. Calorim. 2016, 126, 27–35. [Google Scholar] [CrossRef]
- Müsellim, E.; Tahir, M.H.; Ahmad, M.S.; Ceylan, S. Thermokinetic and TG/DSC-FTIR Study of Pea Waste Biomass Pyrolysis. Appl. Therm. Eng. 2018, 137, 54–61. [Google Scholar] [CrossRef]
- Vamvuka, D.; Sfakiotakis, S. Combustion Behaviour of Biomass Fuels and Their Blends with Lignite. Thermochim. Acta 2011, 526, 192–199. [Google Scholar] [CrossRef]
- Okoroigwe, E.C.; Enibe, S.O.; Onyegegbu, S.O. Determination of Oxidation Characteristics and Decomposition Kinetics of Some Nigerian Biomass. J. Energy S. Afr. 2016, 27, 39–49. [Google Scholar] [CrossRef]
- Yang, S.; Lei, M.; Li, M.; Liu, C.; Xue, B.; Xiao, R. Comprehensive Estimation of Combustion Behavior and Thermochemical Structure Evolution of Four Typical Industrial Polymeric Wastes. Energies 2022, 15, 2487. [Google Scholar] [CrossRef]
- Zhang, L.; Duan, F.; Huang, Y. Effect of Organic Calcium Compounds on Combustion Characteristics of Rice Husk, Sewage Sludge, and Bituminous Coal: Thermogravimetric Investigation. Bioresour. Technol. 2015, 181, 62–71. [Google Scholar] [CrossRef]
- Gong, X.; Guo, Z.; Wang, Z. Reactivity of Pulverized Coals during Combustion Catalyzed by CeO2 and Fe2O3. Combust. Flame 2010, 157, 351–356. [Google Scholar] [CrossRef]
- Kok, M.V.; Özgür, E. Thermal Analysis and Kinetics of Biomass Samples. Fuel Process. Technol. 2013, 106, 739–743. [Google Scholar] [CrossRef]
- Narnaware, S.L.; Panwar, N.L. Catalysts and Their Role in Biomass Gasification and Tar Abetment: A Review. Biomass Convers. Biorefinery 2021. [Google Scholar] [CrossRef]
- Azhar Uddin, M.; Tsuda, H.; Wu, S.; Sasaoka, E. Catalytic Decomposition of Biomass Tars with Iron Oxide Catalysts. Fuel 2008, 87, 451–459. [Google Scholar] [CrossRef]
- Wang, X.D.; Xue, J.J.; Zhu, Y.J.; Liu, C.R.; Hu, X.Y.; Liang, H.; Dong, C.Q. The Study of Combustion Characteristics of Corn Stalks and Cobs via TGA-DTG-DSC Analysis. IOP Conf. Ser. Earth Environ. Sci. 2019, 354, 012130. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Bark | Paper Sludge | Waste Paper Reject | |
|---|---|---|---|
| Proximate analysis (wt%, dry basis) | |||
| Moisture | 4.11 | 7.38 | 10.95 |
| Ash | 9.31 | 24.00 | 18.91 |
| Volatile matter | 69.90 | 62.80 | 64.58 |
| Fixed carbon | 16.68 | 5.82 | 5.56 |
| Ultimate analysis (wt%, dry basis) | |||
| Carbon | 42.00 | 40.60 | 43.00 |
| Hydrogen | 5.00 | 5.00 | 6.00 |
| Oxygen | 43.29 | 28.30 | 30.85 |
| Nitrogen | 0.36 | 1.80 | 1.22 |
| Sulfur | 0.04 | 0.30 | 0.02 |
| Calorific value (MJ/kg, dry basis) | |||
| HHV | 18.87 | 13.18 | 18.31 |
| LHV | 17.53 | 12.18 | 17.39 |
| Metal Oxide | Content (wt%) | ||
|---|---|---|---|
| Clinker | Used Cement | Bentonite Clay | |
| SiO2 | 16.40 | 30.82 | 73.07 |
| Al2O3 | 2.87 | 2.38 | 13.10 |
| Fe2O3 | 3.33 | 2.15 | 6.83 |
| CaO | 75.00 | 41.96 | 1.79 |
| Other oxides (MgO, SO3, K2O, TiO2, P2O5) | 1.98 | 5.71 | 5.21 |
| DTGmax (%/min) | DTGmean (%/min) | Tm (°C) | Ti (°C) | Tb (°C) | tm (min) | ti (min) | tb (min) | ∆t½ (min) | Ci × 10−2 (%/min3) | Cb × 10−4 (%/min4) | S × 10−7 (%2/°C3 min2) | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| BA | 9.31 | 2.39 | 300.5 | 264.3 | 616.9 | 28.0 | 24.4 | 59.4 | 53.8 | 1.36 | 1.04 | 5.17 |
| SL | 10.29 | 2.68 | 300.5 | 271.8 | 682.0 | 28.0 | 25.0 | 66.3 | 52.1 | 1.27 | 0.92 | 2.62 |
| WR | 8.86 | 1.49 | 304.7 | 271.8 | 678.1 | 28.4 | 25.0 | 65.8 | 47.9 | 0.83 | 0.66 | 2.23 |
| MM-BA | 7.25 | 1.52 | 300.5 | 261.2 | 482.6 | 28.0 | 24.0 | 46.6 | 54.3 | 1.53 | 1.45 | 8.39 |
| MM-SL | 5.89 | 1.89 | 305.9 | 271.8 | 672.5 | 28.6 | 25.0 | 65.1 | 49.2 | 1.01 | 0.79 | 2.22 |
| MM-WR | 5.17 | 1.24 | 312.9 | 268.9 | 669.9 | 29.3 | 24.8 | 65.1 | 49.4 | 0.71 | 0.55 | 1.32 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Swadchaipong, N.; Tongnan, V.; Makdee, A.; Hartley, U.W.; Sereewatthanawut, I. Catalytic Performance of Waste-Based Metal Oxides Towards Waste-Based Combustion Process. Catalysts 2025, 15, 153. https://doi.org/10.3390/catal15020153
Swadchaipong N, Tongnan V, Makdee A, Hartley UW, Sereewatthanawut I. Catalytic Performance of Waste-Based Metal Oxides Towards Waste-Based Combustion Process. Catalysts. 2025; 15(2):153. https://doi.org/10.3390/catal15020153
Chicago/Turabian StyleSwadchaipong, Notsawan, Vut Tongnan, Ammarika Makdee, Unalome Wetwatana Hartley, and Issara Sereewatthanawut. 2025. "Catalytic Performance of Waste-Based Metal Oxides Towards Waste-Based Combustion Process" Catalysts 15, no. 2: 153. https://doi.org/10.3390/catal15020153
APA StyleSwadchaipong, N., Tongnan, V., Makdee, A., Hartley, U. W., & Sereewatthanawut, I. (2025). Catalytic Performance of Waste-Based Metal Oxides Towards Waste-Based Combustion Process. Catalysts, 15(2), 153. https://doi.org/10.3390/catal15020153