Fluorosilicone as an Omnimold for Microreplication

Abstract
:1. Introduction
- Its tear strength can be low (about 0.87 kN/mm for Dow Corning® Sylgard-184), so it is easy to rip and is challenging to obtain a thin mold;
- When PDMS structural material for the final product is required, surface modification of the mold is required to achieve anti-sticking behavior [6];
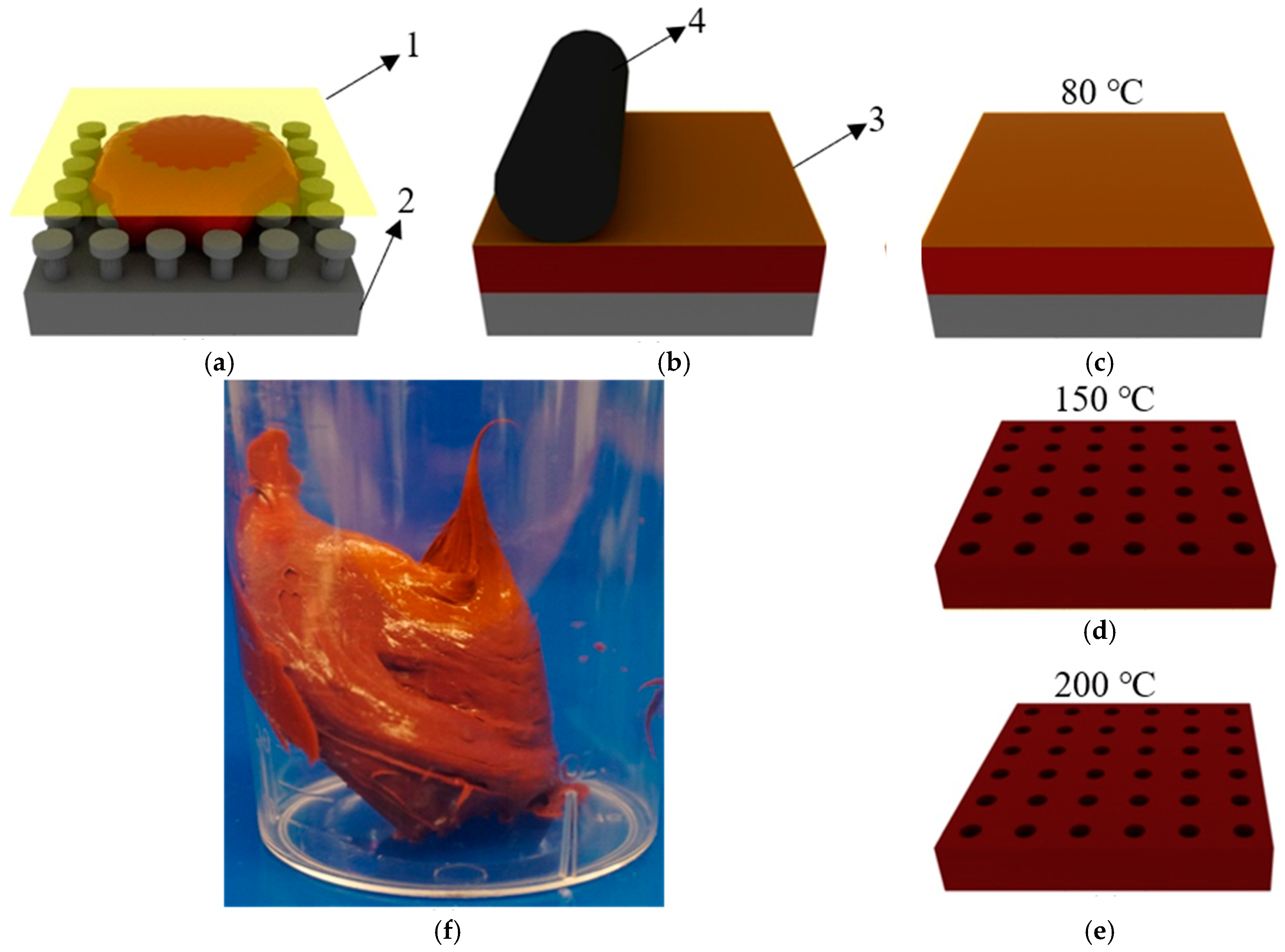
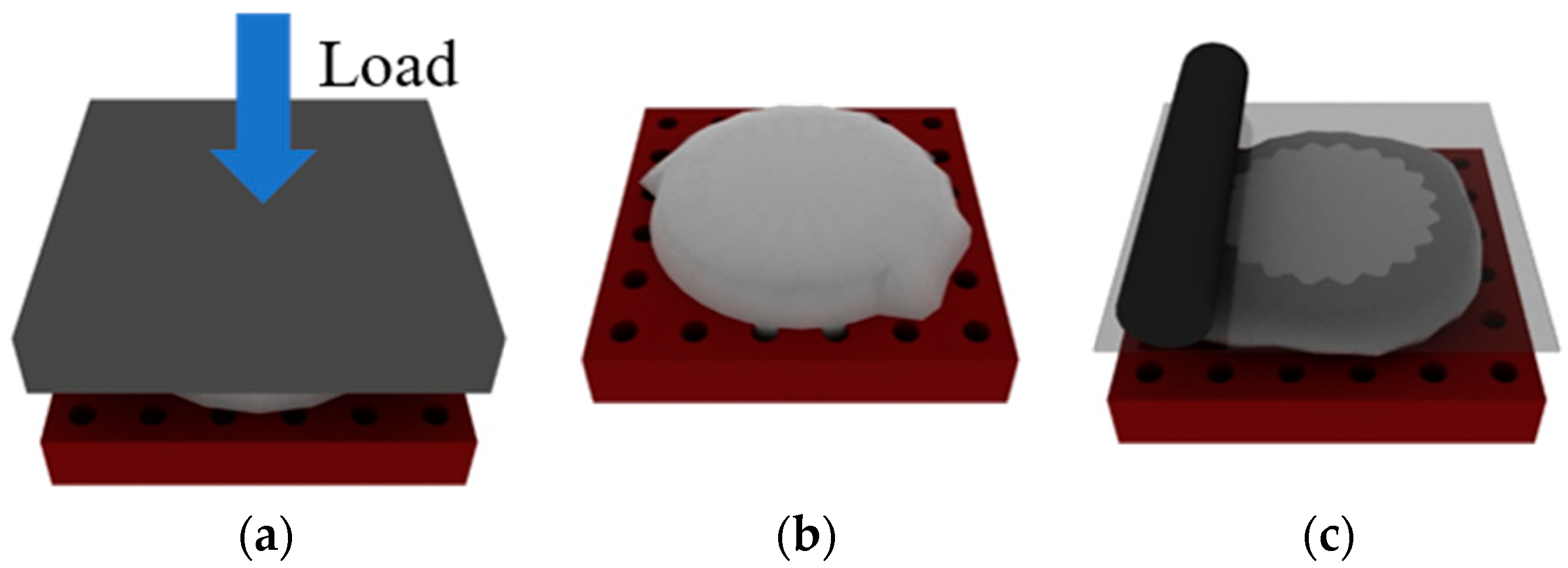
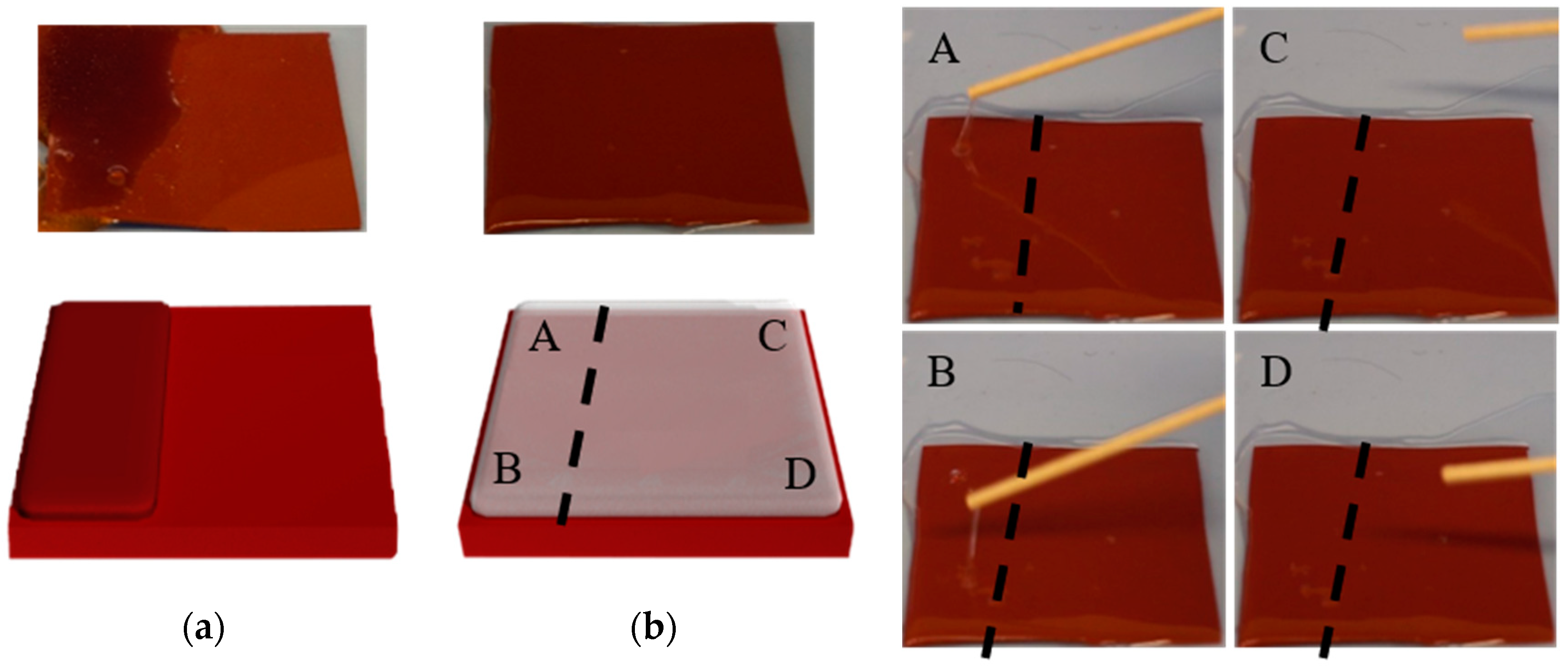
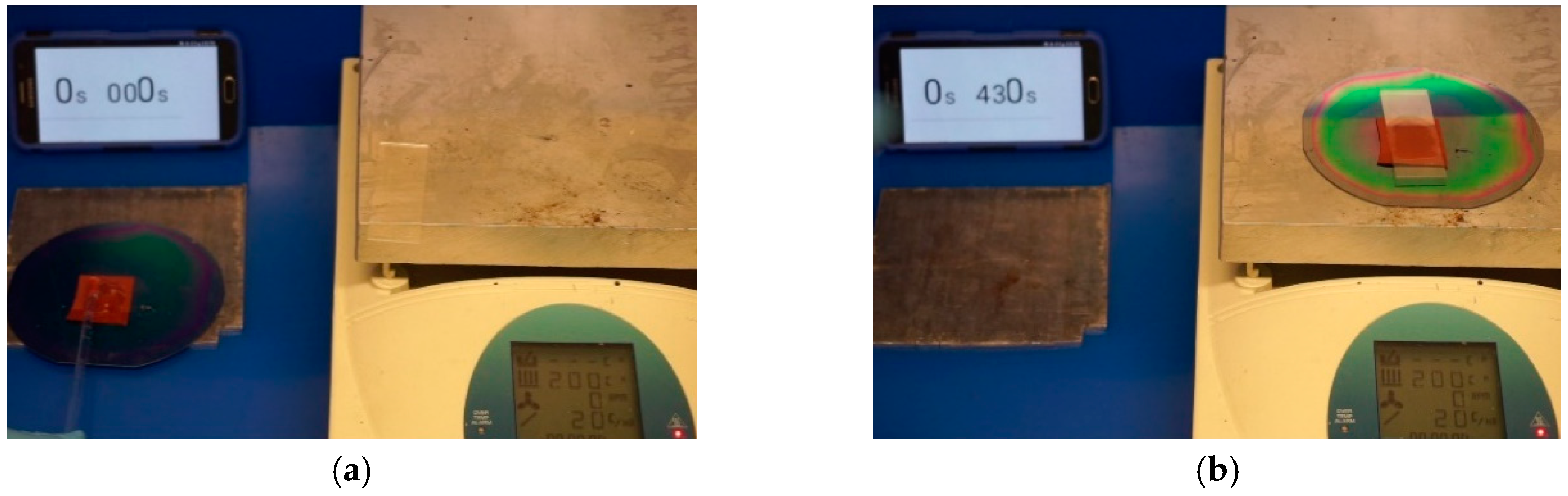
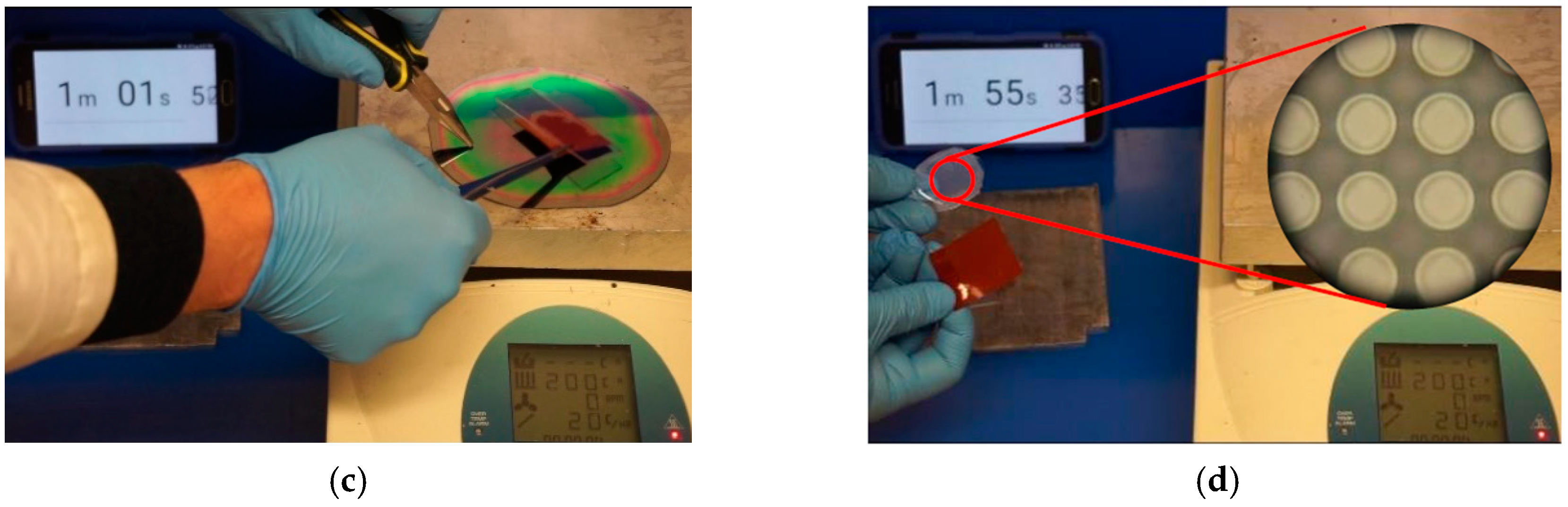
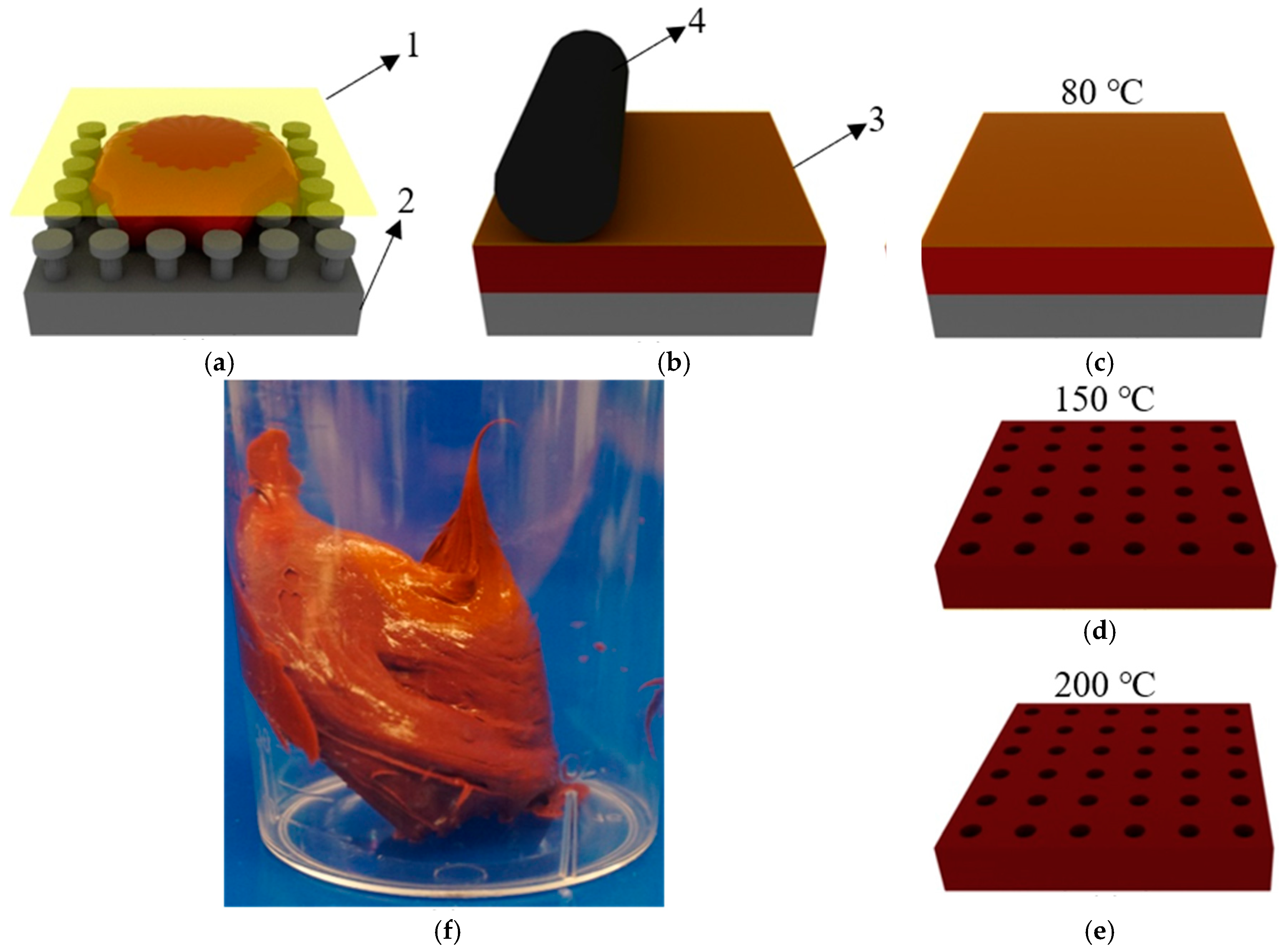
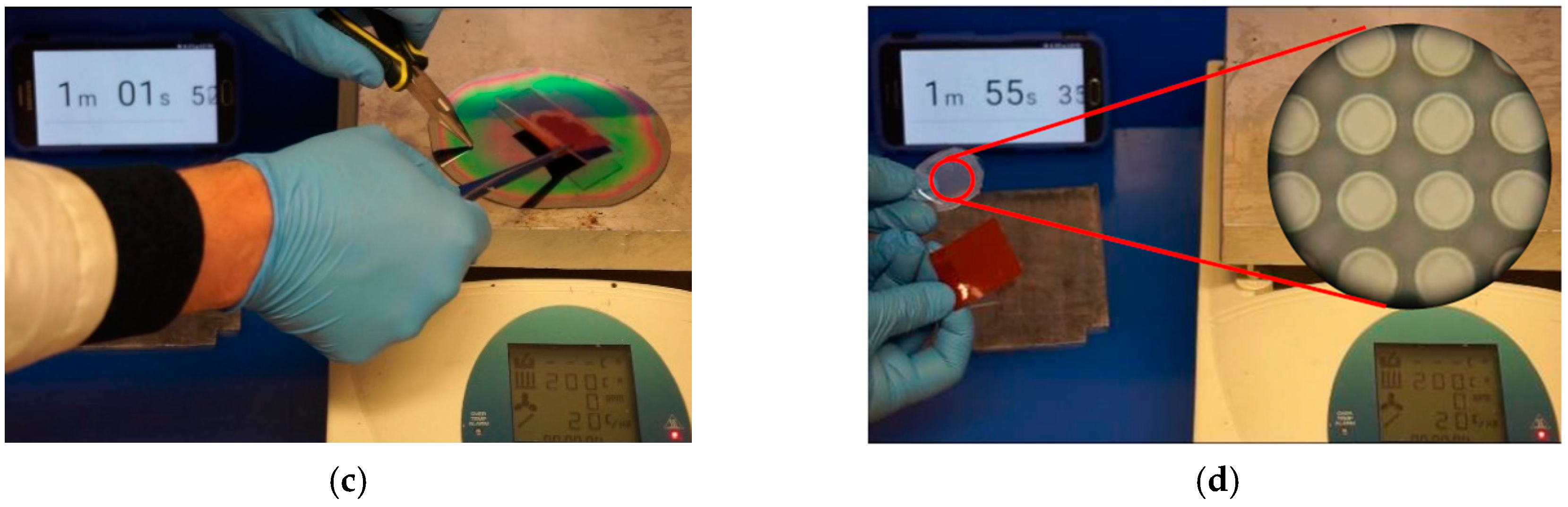
2. Fabrication Process
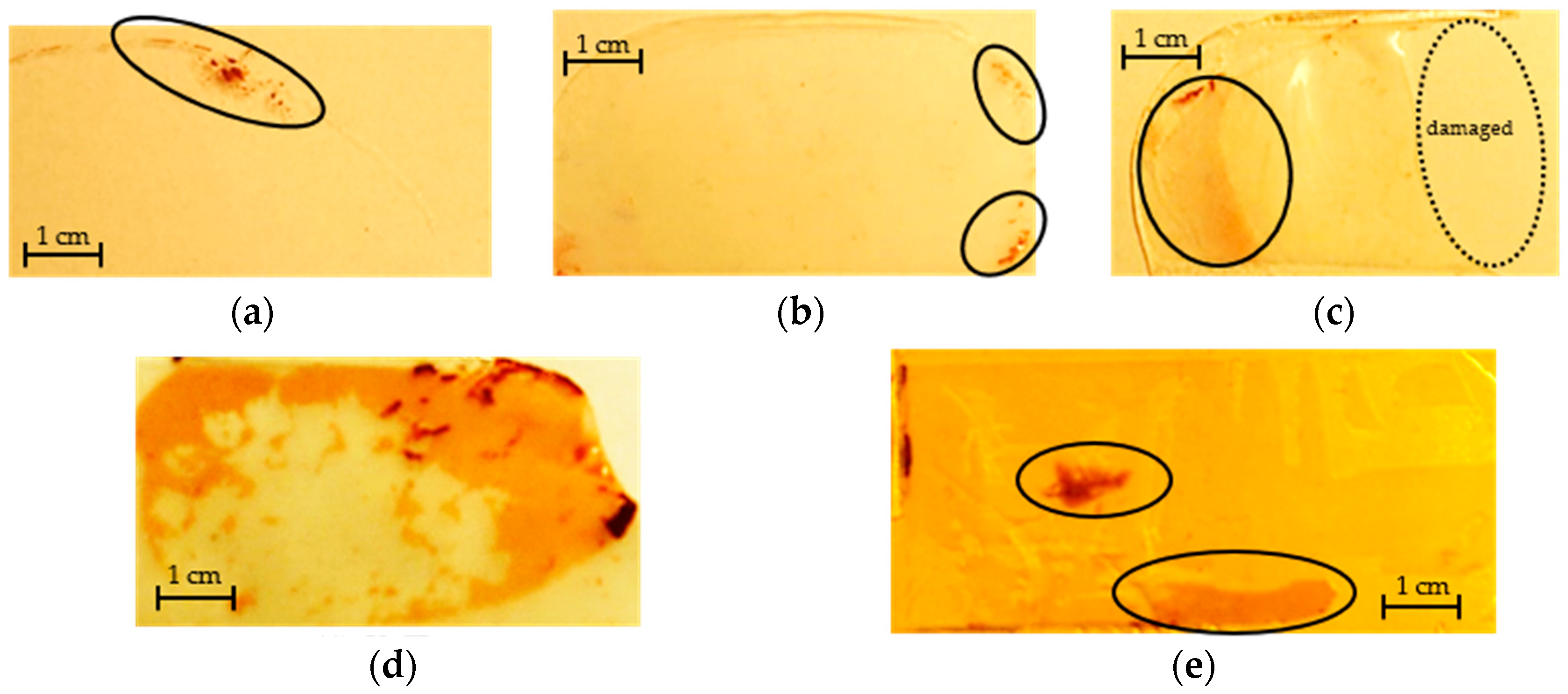
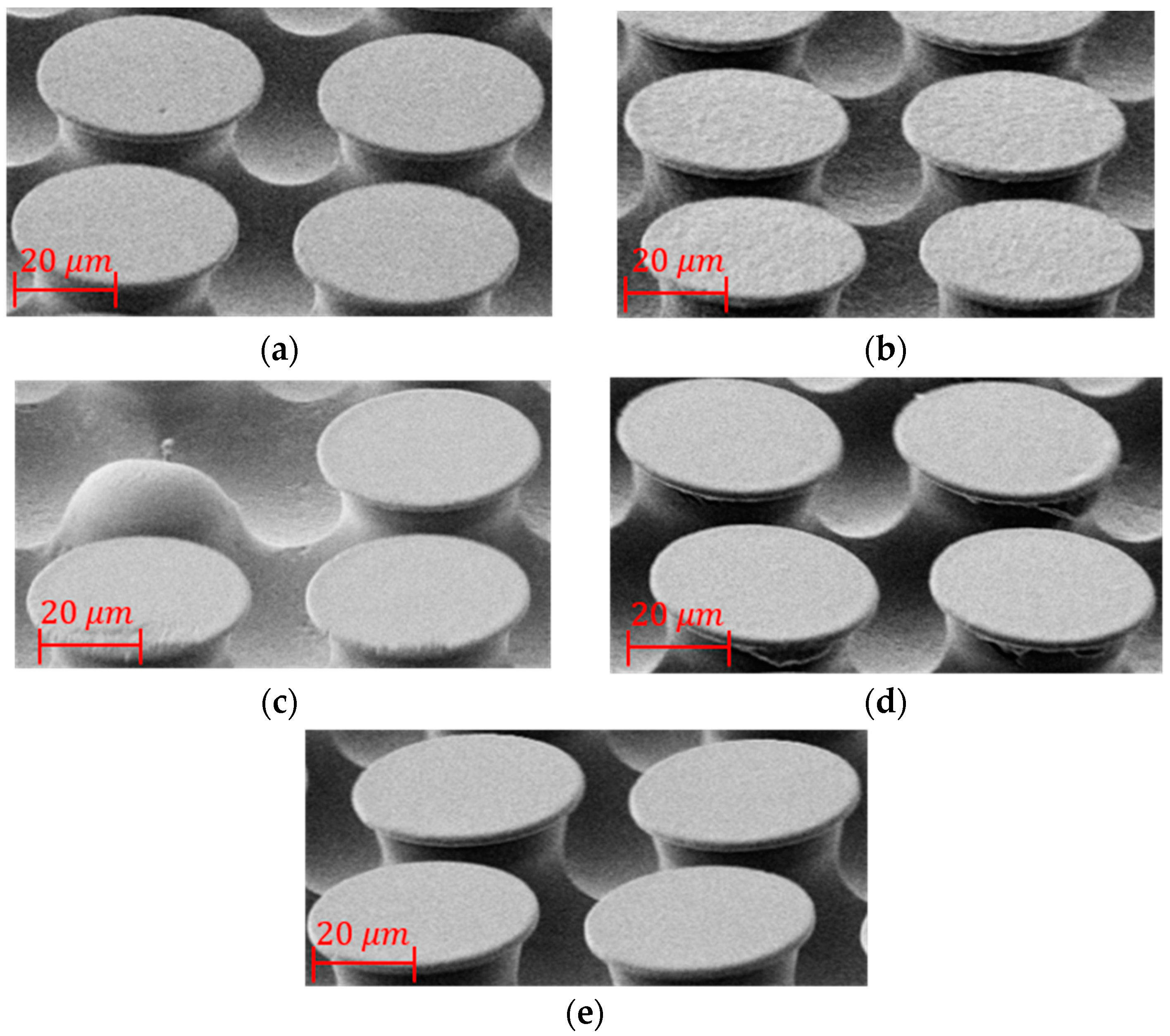
3. Fluorosilicone as a Negative Mold for Soft-Lithography Replication
4. Discussion
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- McCormick, R.M.; Nelson, R.J.; Alonso-Amigo, M.G.; Benvegnu, D.J.; Hooper, H.H. Microchannel electrophoretic separations of DNA in injection-molded plastic substrates. Anal. Chem. 1997, 69, 2626–2630. [Google Scholar] [CrossRef] [PubMed]
- Lan, S.; Lee, H.J.; Kim, E.; Ni, J.; Lee, S.H.; Lai, X.; Song, J.H.; Lee, N.K.; Lee, M.G. A parameter study on the micro hot-embossing process of glassy polymer for pattern replication. Microelectron. Eng. 2009, 86, 2369–2374. [Google Scholar] [CrossRef]
- Zandvakili, M.; Honari, M.M.; Mousavi, P.; Sameoto, D. Gecko-Gaskets for multilayer, complex, and stretchable liquid metal microwave circuits and antennas. Adv. Mater. Technol. 2017, 2, 1700144. [Google Scholar] [CrossRef]
- Soltannia, B.; Sameoto, D. Strong, reversible underwater adhesion via gecko-inspired hydrophobic fibers. ACS Appl. Mater. Inter. 2014, 6, 21995–22003. [Google Scholar] [CrossRef] [PubMed]
- Jena, R.K.; Yue, C.Y.; Lam, Y.C.; Tang, P.S.; Gupta, A. Comparison of different molds (epoxy, polymer and silicon) for microfabrication by hot embossing technique. Sens. Actuators B Chem. 2012, 163, 233–241. [Google Scholar] [CrossRef]
- Lopera, S.; Mansano, R.D. Plasma-based surface modification of polydimethylsiloxane for PDMS-PDMS molding. ISRN Polym. Sci. 2012, 2012, 1–5. [Google Scholar] [CrossRef]
- McDonald, J.C.; Whitesides, G.M. Poly (dimethylsiloxane) as a material for fabricating microfluidic devices. Acc. Chem. Res. 2002, 35, 491–499. [Google Scholar] [CrossRef] [PubMed]
- Liu, C. Recent developments in polymer MEMS. Adv. Mater. 2007, 19, 3783–3790. [Google Scholar] [CrossRef]
- Choi, W.M.; Park, O.O. A soft-imprint technique for direct fabrication of submicron scale patterns using a surface-modified PDMS mold. Microelectron. Eng. 2003, 70, 131–136. [Google Scholar] [CrossRef]
- Romenesko, D.J.; Chorvath, I.; Olsen, C.W.; Tonge, L.M. Poly (fluorosilicones). In Kirk-Othmer Encyclopedia of Chemical Technology; Wiley & Sons: New York, NY, USA, 2005. [Google Scholar]
- Koford, S.K.; Allied Corp. Fluorosilicone Elastomers, Method of Making such Elastomers and Electrical Connectors Including the Elastomers. U.S. Patent 4,488,771, 18 December 1984. [Google Scholar]
- Fukuda, T.; Fukushima, M.; Itoh, K.; Fujiki, H. Fluorosilicone Rubber Composition. U.S. Patent 4,988,758, 29 January 1991. [Google Scholar]
- Osawa, Y. Method for Producing Molded Fluoroelastomer Parts. U.S. Patent 6,468,463, 22 October 2002. [Google Scholar]
- Uno, T.; Takita, K.; Sekiguchi, S.; Shin-Etsu Chemical Co Ltd. Fluorosilicone rubber composition and molded rubber article. U.S. Patent 7,510,772, 31 March 2009. [Google Scholar]
- Itami, Y.; Mitsuhashi, H.; Masutani, T.; Hupfield, P.C.; Kleyer, D.L. Fluorosilicone Mold Release Composition. U.S. Patent 8,497,340, 30 July 2013. [Google Scholar]
- Kikuchi, S. Three-dimensional Molding Device. U.S. Patent 7,780,429, 24 August 2010. [Google Scholar]
- Yamana, M.; Nakamae, Y.; Sakashita, H.; Kashiwagi, M. Mold Release Agent, Cured Film Obtained from Said Mold Release Agent, and Molding Method Using Said Mold Release Agent. U.S. Patent 5,804,674, 8 September 1998. [Google Scholar]
- Takamizawa, M.; Fujisawa, T.; Shiotani, S.; Futaki, K. Process of Molding a Coated Plastic Lens. U.S. Patent 5,096,626, 17 March 1992. [Google Scholar]
- Klemm, K.A.; Fairbank, J.A. Method for Preparing a Mold Part Useful for Transferring a Coating onto an Optical Substrate. U.S. Patent 6,986,857, 17 January 2006. [Google Scholar]
- Eckberg, R.P.; Evans, E.R.; Toub, M.R. Fluorosilicone Coatings. U.S. Patent 5,616,403, 1 April 1997. [Google Scholar]
- Park, B.C. An Evaluation of a Fluorosilicone Elastomer Used as a Dynamic Seal in the LANCE Propulsion System (No. RL-76-2); Army Missile Research Development and Engineering Lab. Redstone Arsenal Ala Ground Equipment/Materials Directorate: Huntsville, AL, USA, 1975. [Google Scholar]
- Stritzke, B. Custom Molding of Thermoset Elastomers: A Comprehensive Approach to Materials, Mold Design, and Processing; Carl Hanser Verlag GmbH: München, Germany, 2012. [Google Scholar]
- Technical Data Sheet of SYLGARD™ 184 Silicone Elastomer. Available online: https://consumer.dow.com/content/dam/dcc/documents/en-us/productdatasheet/11/11-31/11-3184-sylgard-184-elastomer.pdf?iframe=true (accessed on 26 June 2018).
- Dow Corning® 5-8601 Fluorosilicone Liquid Silicone Rubber. Available online: https://consumer.dow.com/en-us/document-viewer.html?ramdomVar=118780221716818847&docPath=/content/dam/dcc/documents/en-us/productdatasheet/45/45-158-dow-corning-5-8601-fluorosilicone-liquid-rubber.pdf (accessed on 26 June 2018).
- Flitney, B. Extending the application of fluorosilicone elastomers. Seal. Technol. 2005, 2, 6–11. [Google Scholar] [CrossRef]
- Dawir, M. Sealing in the automotive industry with liquid fluorosilicone elastomers. Seal. Technol. 2008, 7, 10–14. [Google Scholar] [CrossRef]
- Ferguson, B.J. Improved Gecko Inspired Dry Adhesives Applied to the Packaging of MEMS. Master’s Thesis, University of Alberta, Edmonton, AB, Canada, June 2013. [Google Scholar]
- Wang, Y.; Lehmann, S.; Shao, J.; Sameoto, D. Adhesion circle: A new approach to better characterize directional gecko-inspired dry adhesives. ACS Appl. Mater. Interfaces 2017, 9, 3060–3067. [Google Scholar] [CrossRef] [PubMed]
- Mäkelä, T.; Haatainen, T.; Majander, P.; Ahopelto, J. Continuous roll to roll nanoimprinting of inherently conducting polyaniline. Microelectron. Eng. 2007, 84, 877–879. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Unit | Materials | |
|---|---|---|---|
| PDMS | Fluorosilicone | ||
| Elongation | % | 120 | 350 |
| Tear strength | kN/mm | 0.87 | 20 |
| Tensile modulus | MPa | 7.1 | 6.2 |
| Durometer Shore A | points | 44 | 45 |
| Pot life at room temperature | hours | 1.4 | 96 |
| Materials | Mold Category | Ease of Demolding | Residual Ratio | Notes |
|---|---|---|---|---|
| PMMA | Flat | ++ | Not observable | Easy to demold, works well |
| Silanized glass | Flat | ++ | Not observable | Easy to demold, works well |
| Glass | Flat | - | ~5% | Residual fluorosilicone on the glass |
| Silanized silicon wafer | Flat | ++ | Not observable | Easy to demold, works well |
| Silicon wafer | Flat | -- | 100% | Impossible to demold |
| SU-8 | Structured | ++ | Not observable | Easy to demold, works well |
| PLA | Structured | + | ~5% | The top surface of the PLA looks rough after demolding |
| SEBS | Structured | -- | ~40% | SEBS mold is damaged in demolding |
| Polystyrene | Structured | ++ | Not observable | Easy to demold, works well |
| SMP | Structured | - | ~50% | Residual fluorosilicone on the SMP mold |
| TC-5030 | Structured | -- | 100% | Impossible to demold |
| Sylgard-184 | Structured | - | ~30% | Residual PDMS on the fluorosilicone mold |
| Polymers | Flat Mold | Negative Mold | Note |
|---|---|---|---|
| Chronoprene 5A | Work | Too soft to form stable structures | Not difficult to demold |
| Dow Corning® 93-500 | Work | Too soft to form stable structures | Difficult to demold even for the flat mold, although it is cured well |
| ECO-Flex™ 00-10 | Work | Too soft to form stable structures | The same as Chronoprene 5A |
| MG 7-9850 | Work | Too soft to form stable structures | The same as Dow Corning® 93-500 |
| PS | Work | Work | Works well and very easy to demold |
| SEBS | Work | Work | The same quality as PS |
| SMP | Work | Work | The same quality as PS, although more difficult to compression mold |
| PU | Work | Work | The same as PS |
| Sylgard-184 | Work | Work | Kapton polyimide tape is needed to demold without tearing. Good quality samples can be obtained with tape or with thicker PDMS |
| TC-5030 | Work | Work | When cured too long, the fibers are damaged after peeling off |
| Dragon Skin® 30 | Work | Work | Good performance when being cured at room temperature |
| MS-1002 | Work | Work | Good performance, but due to its low tear strength, easy to be broken |
| 3 Regular Body | Work | Work | Good performance |
| RTV 159 adhesive | Work | Failed | Good performance for the flat mold, but failed to negative mold |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, T.; Yue, X.; Sameoto, D. Fluorosilicone as an Omnimold for Microreplication. Micromachines 2018, 9, 406. https://doi.org/10.3390/mi9080406
Zhang T, Yue X, Sameoto D. Fluorosilicone as an Omnimold for Microreplication. Micromachines. 2018; 9(8):406. https://doi.org/10.3390/mi9080406
Chicago/Turabian StyleZhang, Teng, Xiaokui Yue, and Dan Sameoto. 2018. "Fluorosilicone as an Omnimold for Microreplication" Micromachines 9, no. 8: 406. https://doi.org/10.3390/mi9080406
APA StyleZhang, T., Yue, X., & Sameoto, D. (2018). Fluorosilicone as an Omnimold for Microreplication. Micromachines, 9(8), 406. https://doi.org/10.3390/mi9080406