A New Grinding Force Model for Micro Grinding RB-SiC Ceramic with Grinding Wheel Topography as an Input


 ,
,
Abstract
1. Introduction
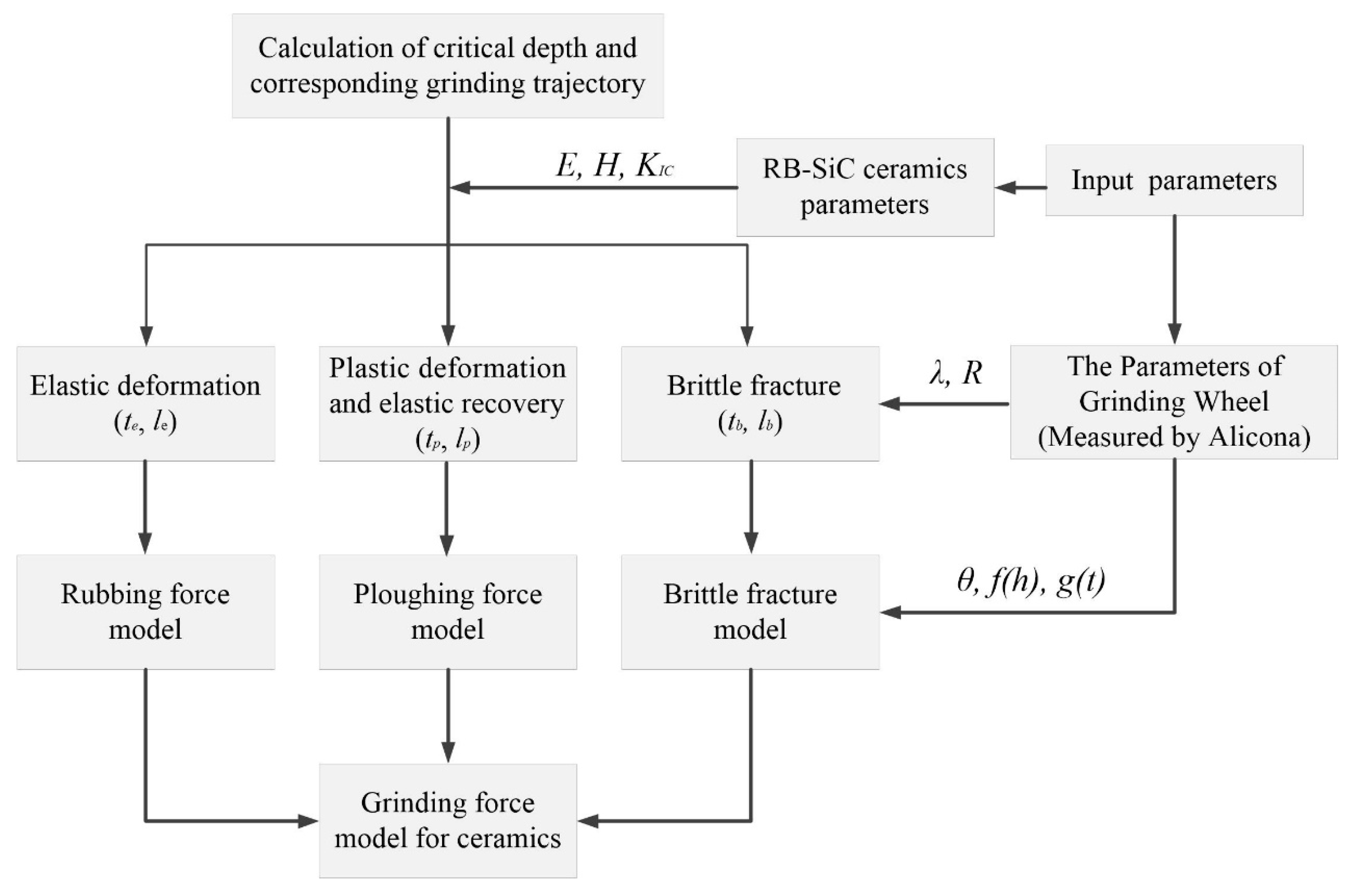
2. New Grinding Force Model
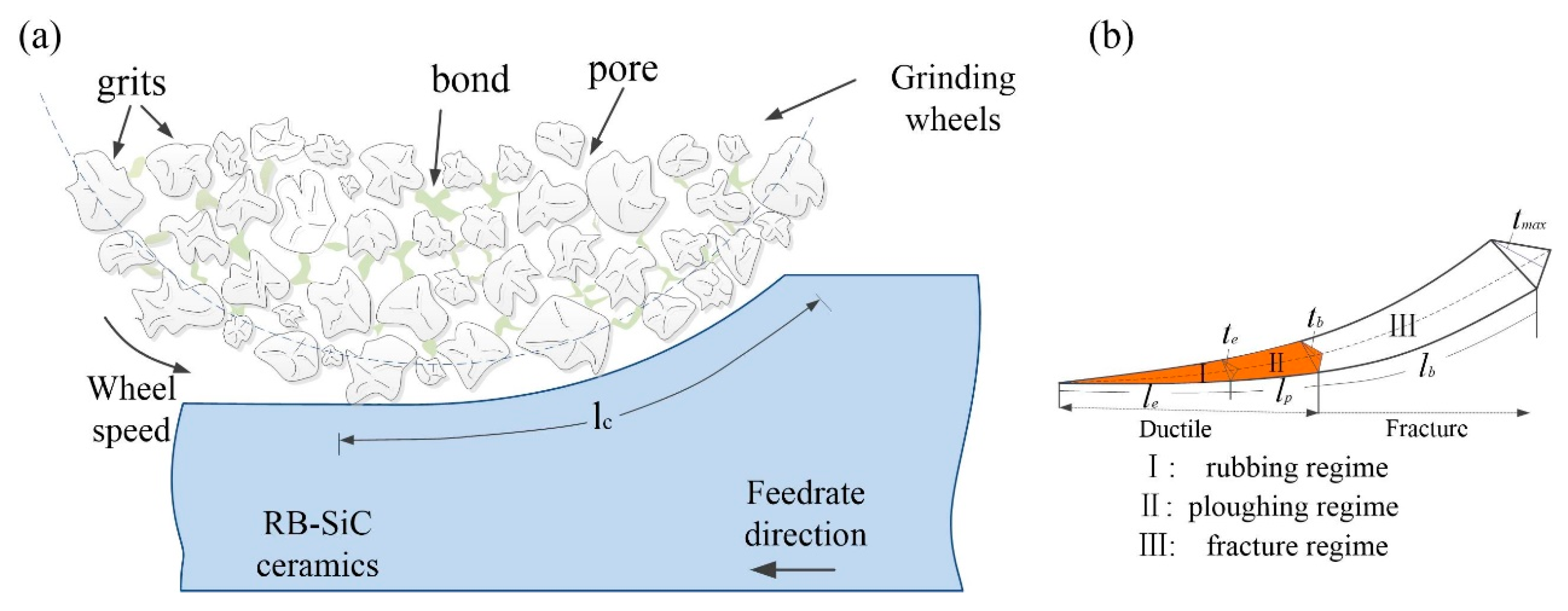
2.1. Trajectory Length of a Single Diamond Grain Workpiece
2.2. Dynamic Grinding Trajectory and Uncut Chip Thickness
2.2.1. The Critical Depth for the Elastic to Plastic Transition
2.2.2. The Critical Depth of Cut for Chip Formation
2.2.3. The Critical Depth for the Ductile to Brittle Transition
2.2.4. The Maximum Undeformed Chip Thickness in Micro-Grinding
2.3. Normal and Tangential Force per Single Grain
2.3.1. Cutting Force in the Elastic Stage
2.3.2. Cutting Force in Plastic Stage
2.3.3. The Elastic Recovery Force at the Rear of the Tool in the Plastic Deformation Region
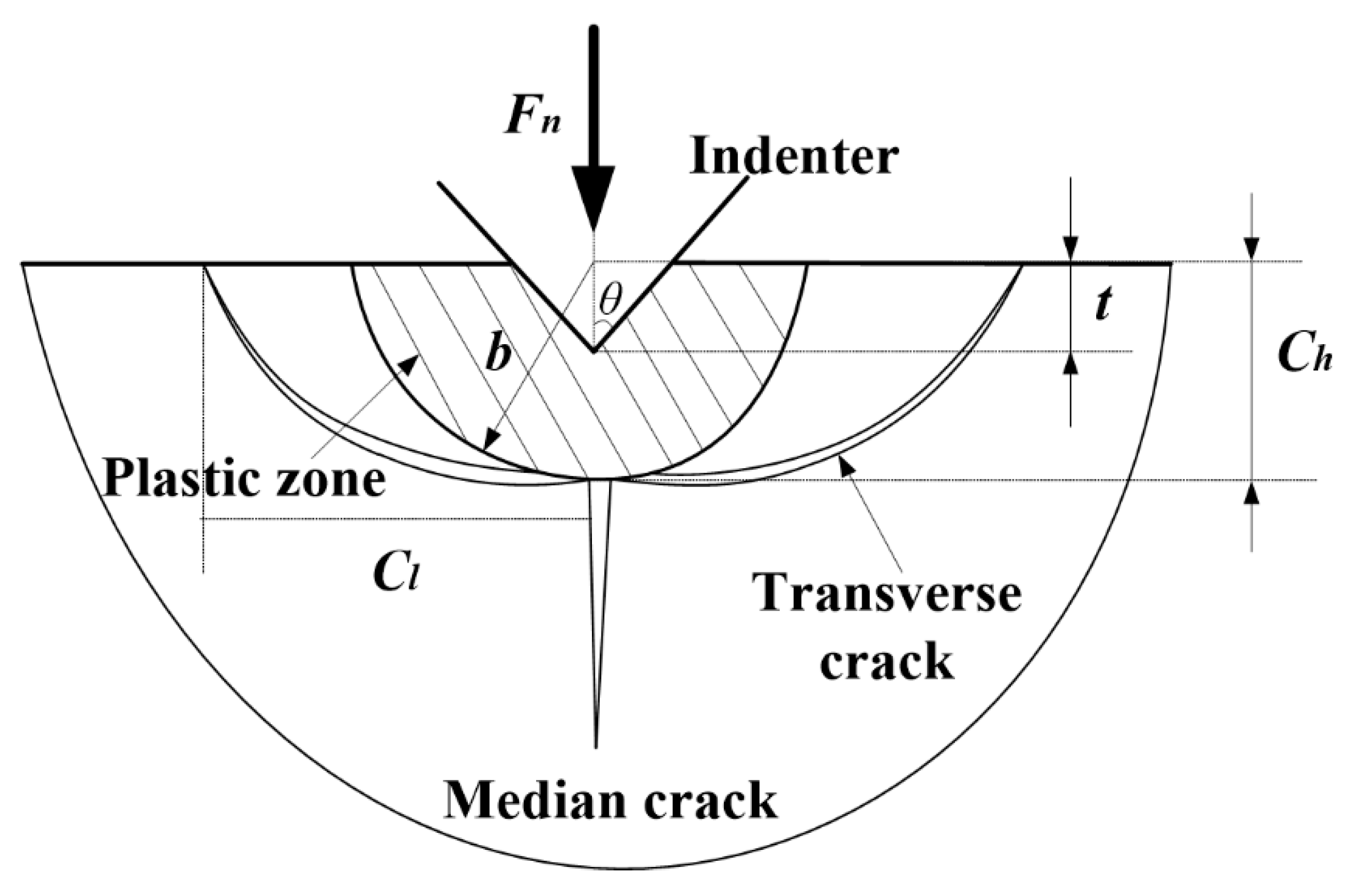
2.3.4. Contact Force in the Brittle Zone
2.4. Measurement of the Grinding Wheel via an Alicona Microscope
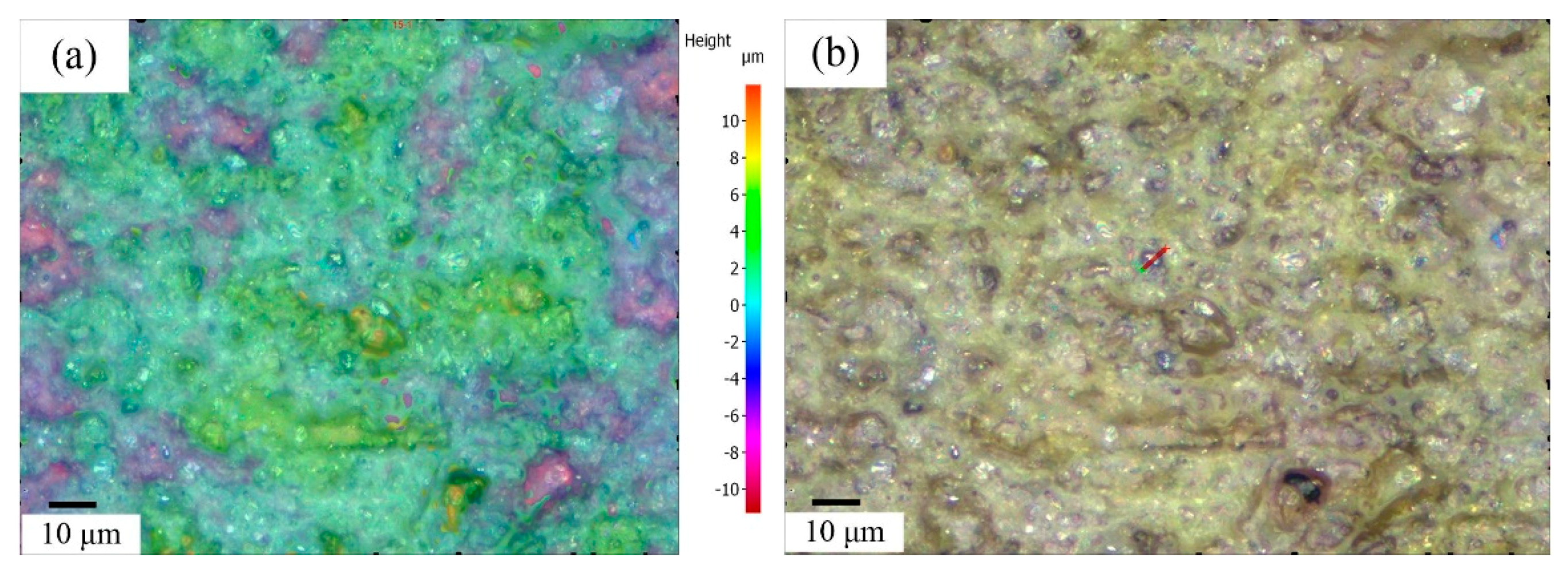
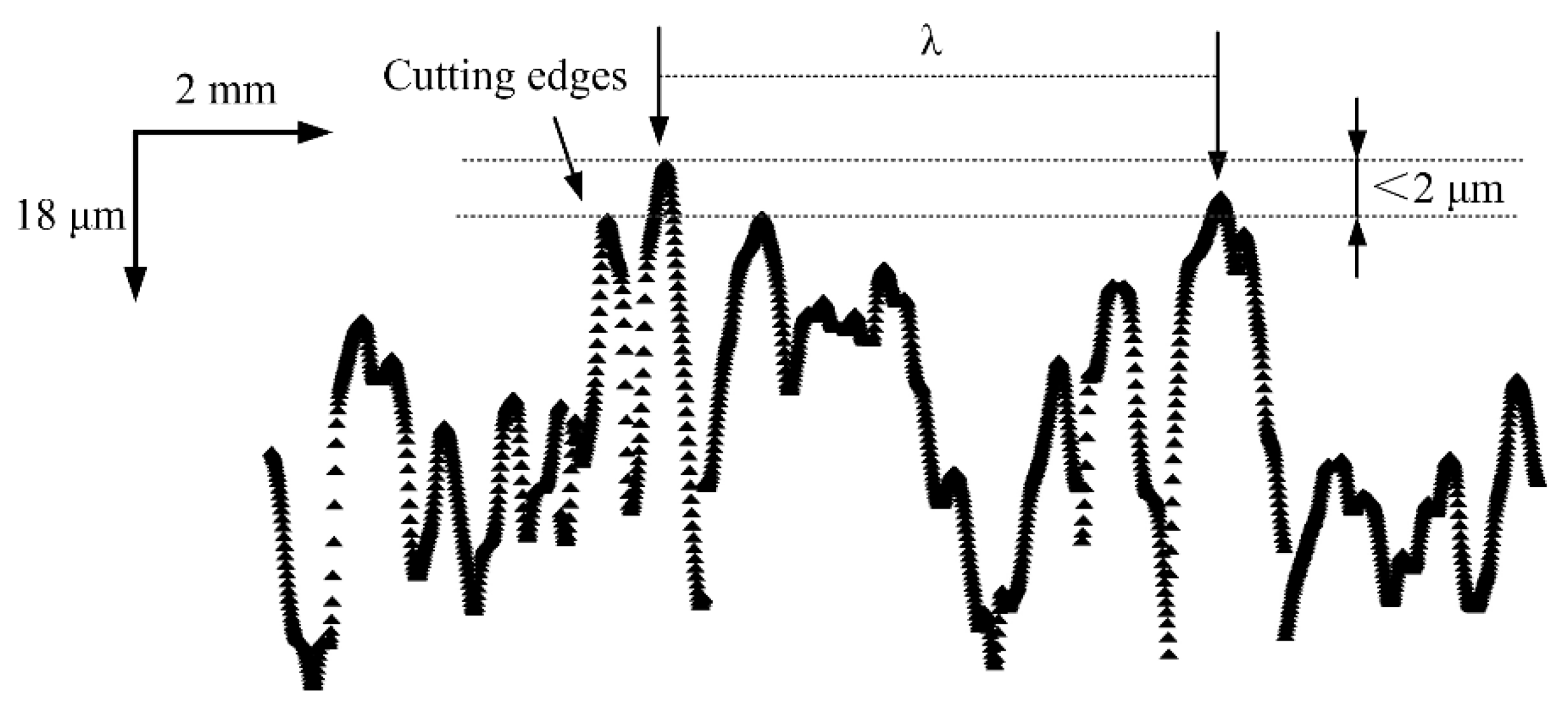
2.4.1. The Topography of the Grinding Wheel Surface
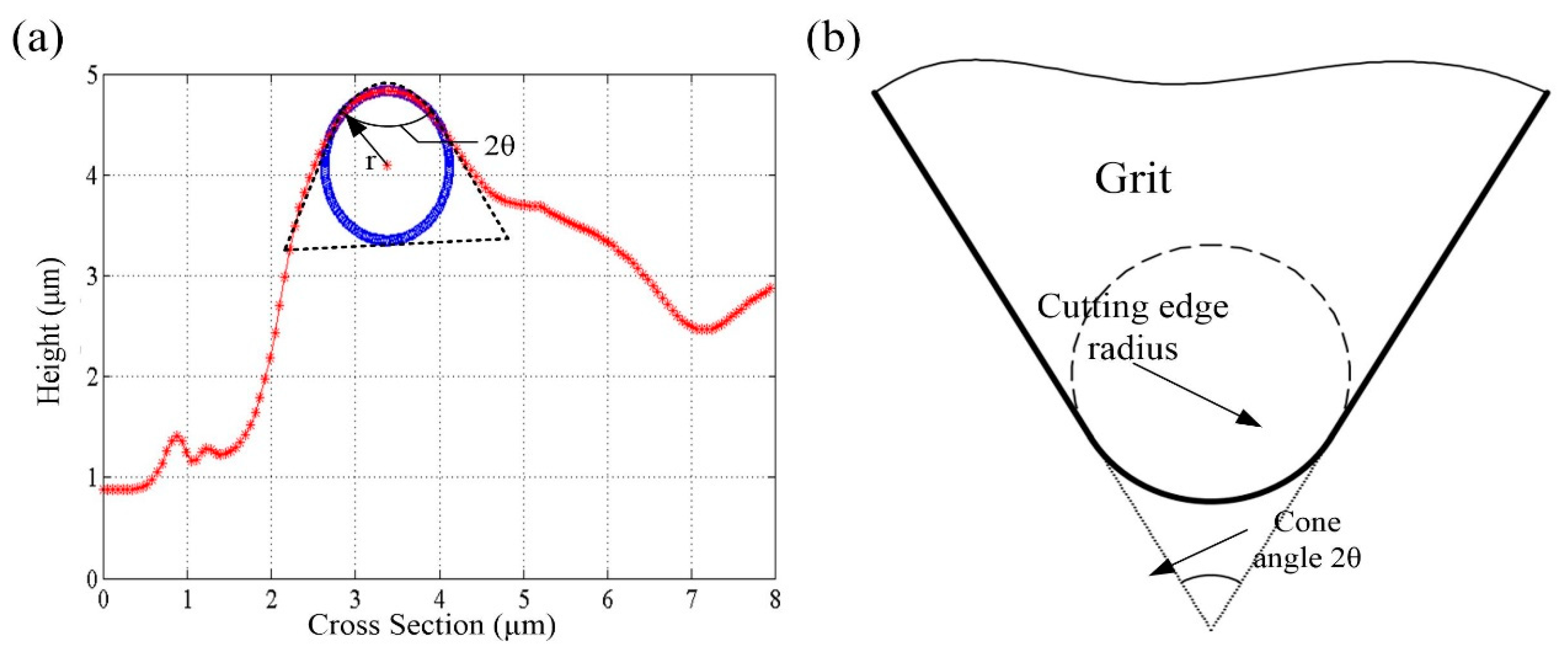
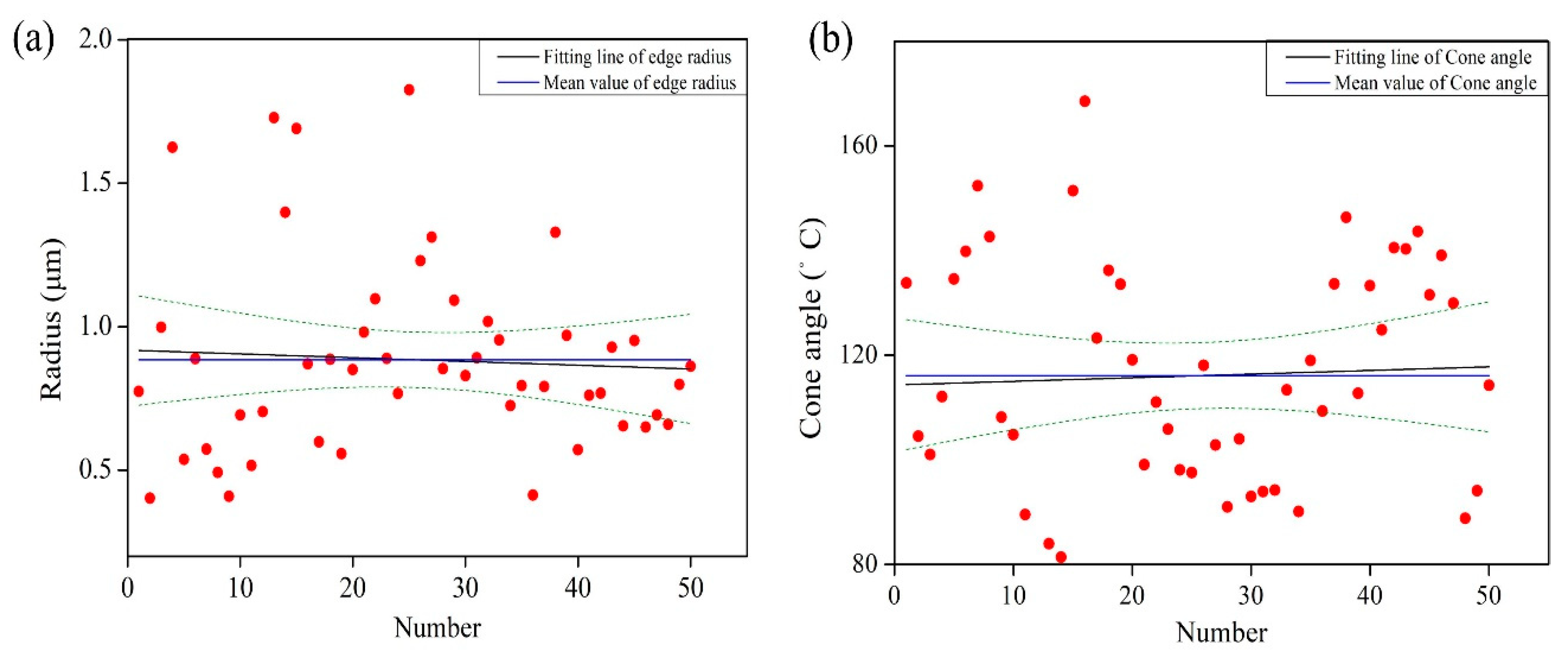
2.4.2. The Parameters of the Cutting Edge Radius and Cone Angle
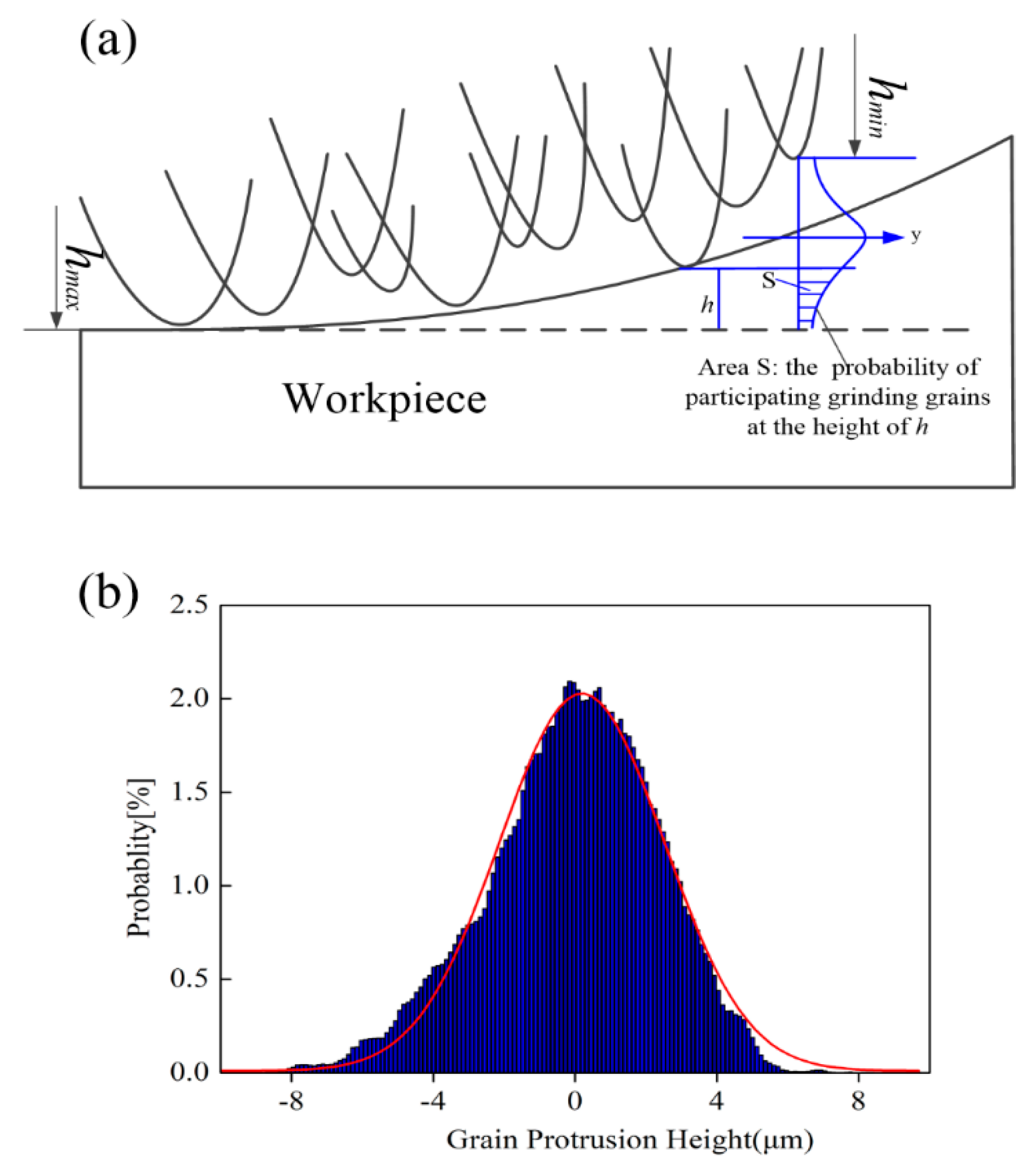
2.4.3. Determination of Active Grains Protrusion Height and Number in Each Stages
2.5. Superposition of Single Grain Grinding Forces
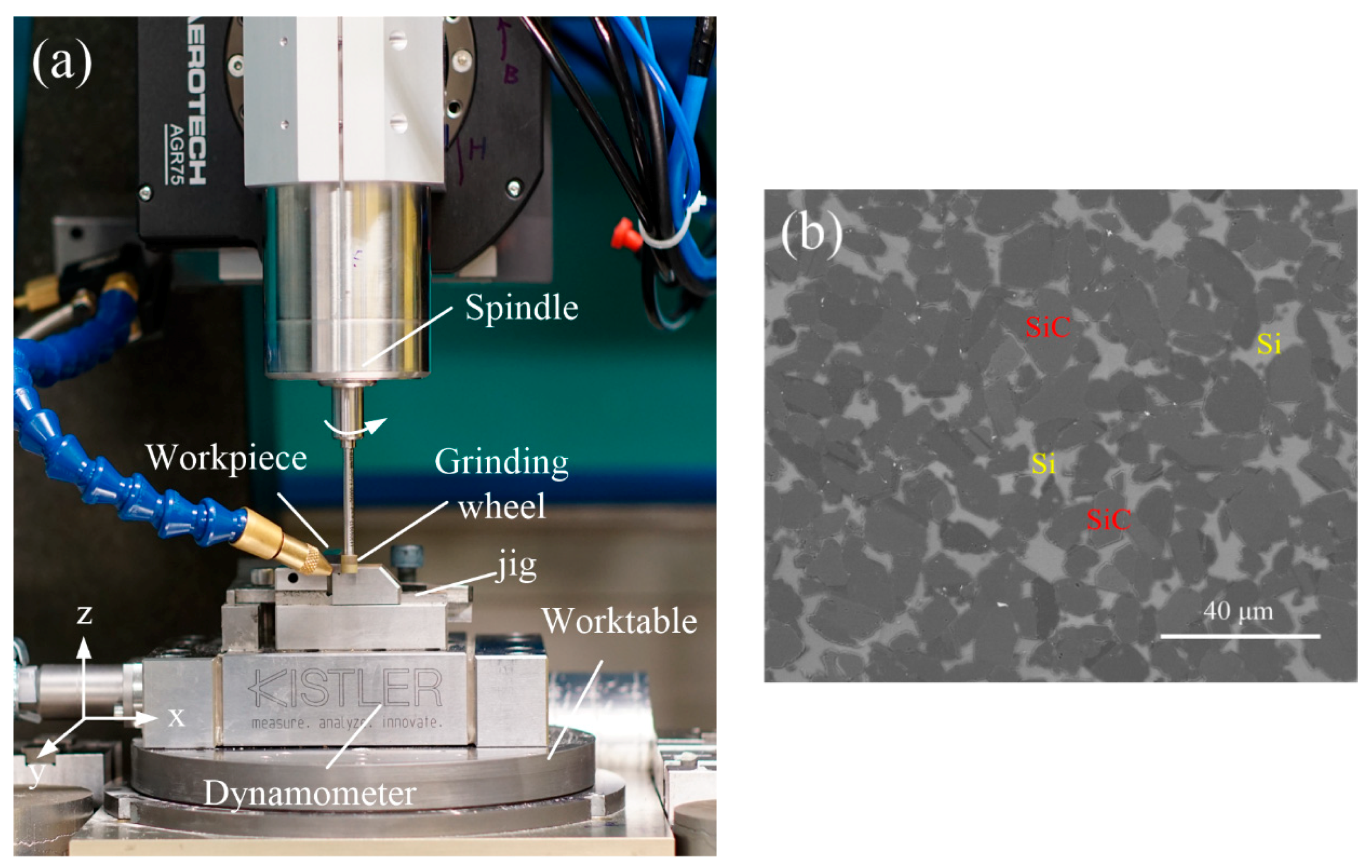
3. Experimental Setup and Procedure for Model Validation
4. Results and Discussion
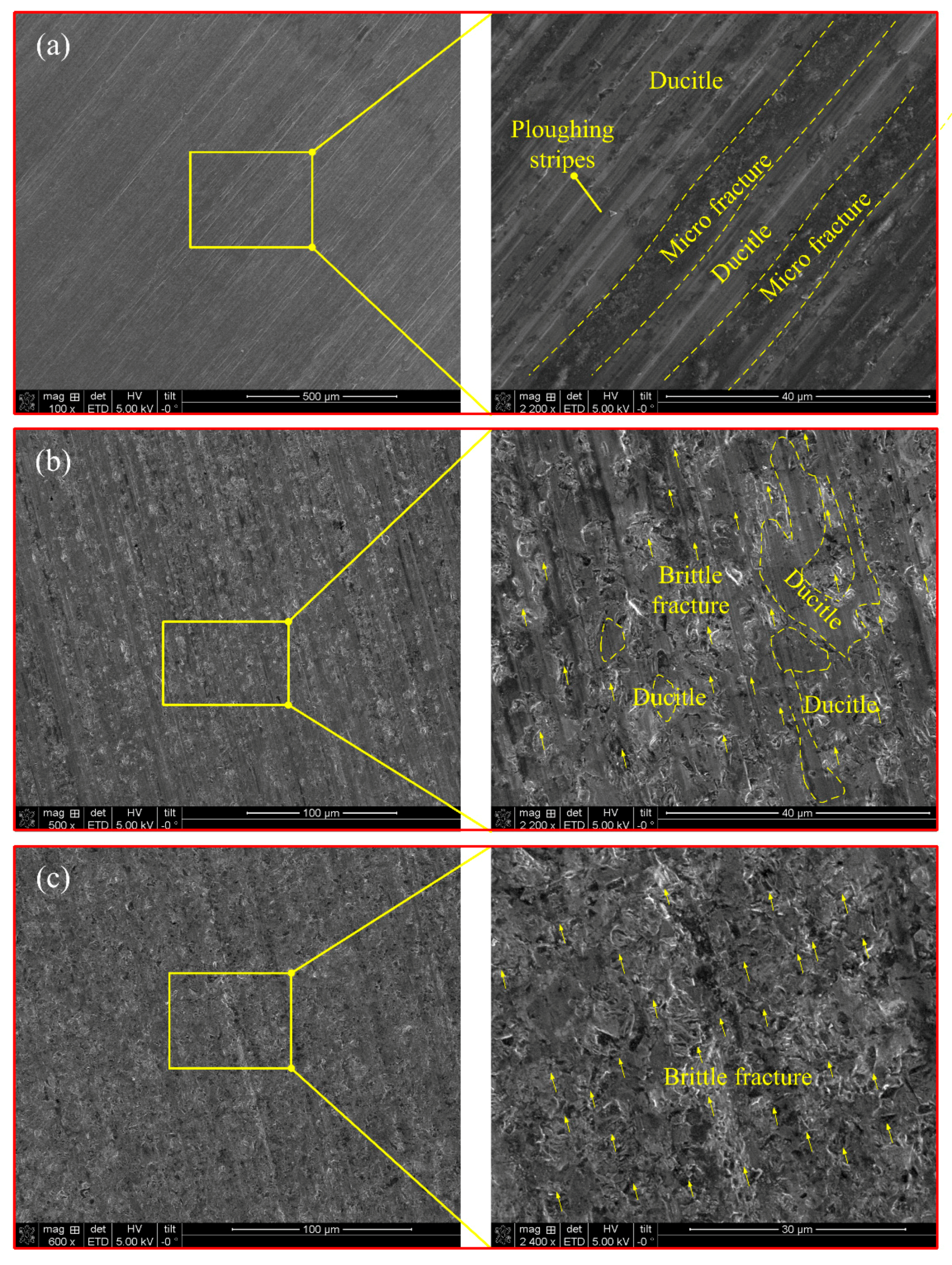
4.1. The Topography of Grinding RB-SiC
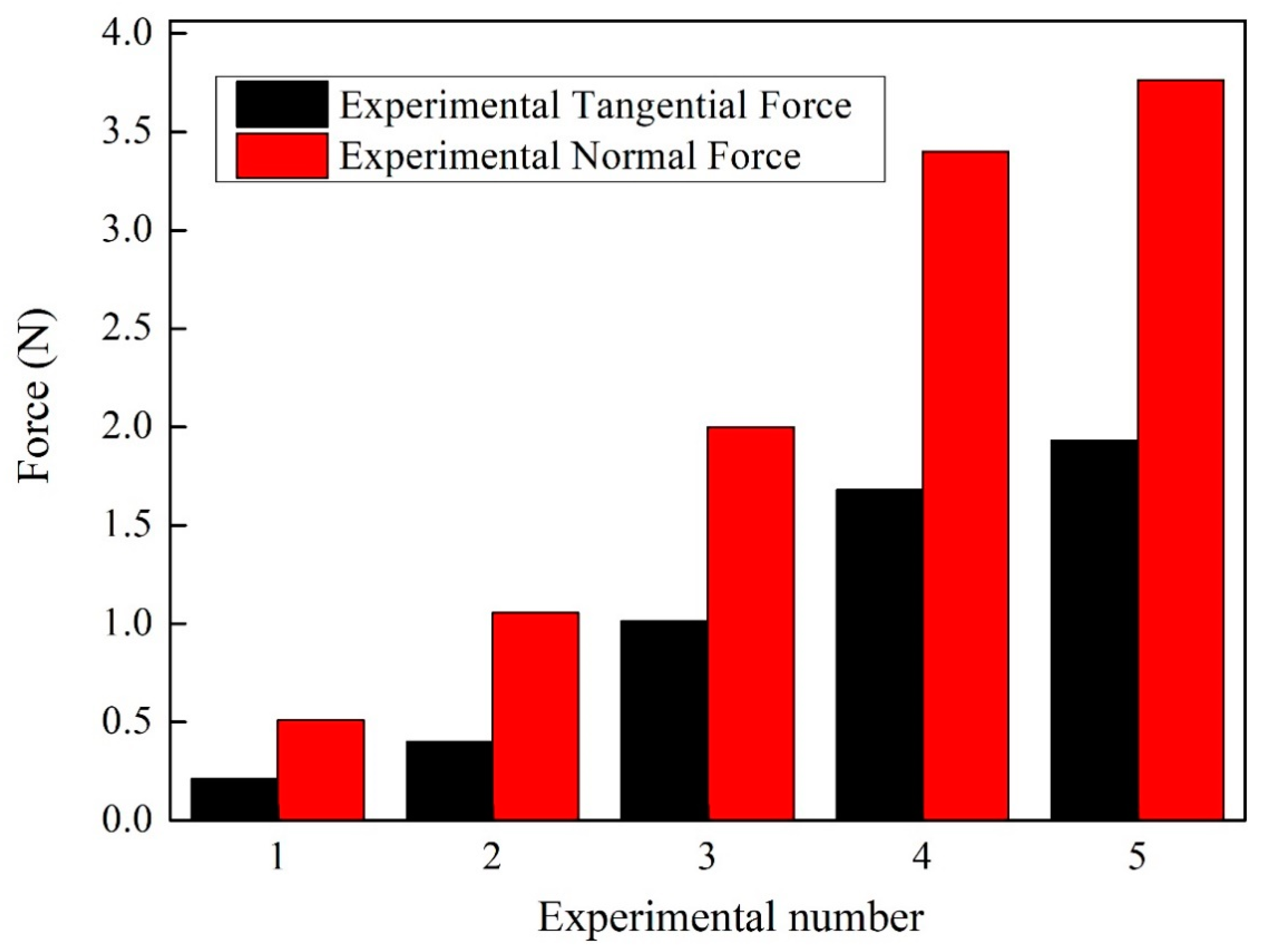
4.2. Determination of Experimental Coefficients
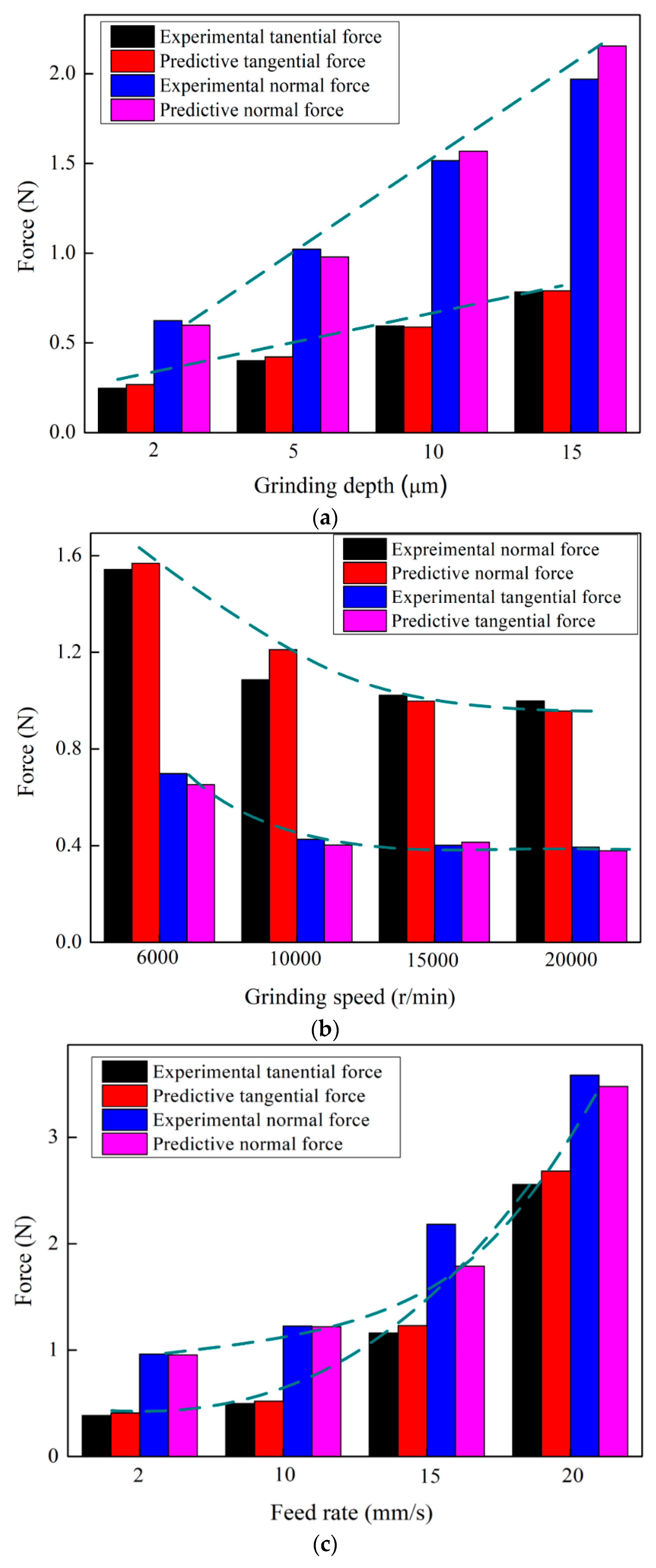
4.3. Force Model Calibration and Verification
5. Conclusions
- (1)
- The grinding wheel topography measurement results suggest that the height of grain protrusion distribution obeys the normal distribution law.
- (2)
- The SEM observations of grinding surface topography indicated that ploughing and brittle fracture were the dominate deformation mechanism. Meanwhile, no ductile chips were found within the chosen grinding parameters. These phenomena revealed that the assumed grinding force components including rubbing, ploughing, and brittle fracture is feasible.
- (3)
- The feed rate has the most significant impacts on the grinding force, and the grinding force is proportional to the feed rate and grinding depth. In contrast, increasing the grinding wheel speeds will result in a downward trend in the grinding force.
- (4)
- The validation experimental results show that the predicted grinding force model can be employed to simulate the grinding forces. The average percentage of the deviation of the normal force and tangential force are 6.793% and 8.926%, respectively. Therefore, the proposed methodology was proven to be able to capture the actual grinding process of ceramics.
Author Contributions
Funding
Conflicts of Interest
References
- Ebizuka, N.; Dai, Y.; Eto, H.; Lin, W.; Ebisuzaki, T.; Omori, H.; Handa, T.; Takami, H.; Takahashi, Y. Development of SiC ultra-light mirror for large space telescope and for extremely huge ground-based telescope. Proc. SPIE 2003, 4842, 329–335. [Google Scholar]
- Zhou, H.; Zhang, C.R.; Cao, Y.B.; Zhou, X.G. Lightweight C/SiC mirrors for space application. Proc. SPIE 2006, 6148, 61480L. [Google Scholar]
- Kasuga, H.; Ohmori, H.; Mishima, T.; Watanabe, Y.; Lin, W. Investigation on mirror surface grinding characteristics of SiC materials. J. Ceram. Process. Res. 2009, 10, 351–354. [Google Scholar]
- Bifano, T.G.; Dow, T.A.; Scattergood, R.O. Ductile-regime grinding: A new technology for machining brittle materials. J. Eng. Ind. 1991, 113, 184–189. [Google Scholar] [CrossRef]
- Xu, H.H.K.; Jahanmir, S.; Ives, L.K. Material removal and damage formation mechanisms in grinding silicon nitride. J. Mater. Res. 1996, 11, 1717–1724. [Google Scholar] [CrossRef]
- Liu, W.; Deng, Z.; Shang, Y.; Wan, L. Effects of grinding parameters on surface quality in silicon nitride grinding. Ceram. Int. 2017, 43, 1571–1577. [Google Scholar] [CrossRef]
- Li, B.; Ni, J.; Yang, J.; Liang, S.Y. Study on high-speed grinding mechanisms for quality and process efficiency. Int. J. Adv. Manuf. Technol. 2014, 70, 813–819. [Google Scholar] [CrossRef]
- Malkin, S.; Guo, C. Grinding Technology: Theory and Applications of Machining with Abrasives, 2nd ed.; Industrial Press: New York, NY, USA, 2008. [Google Scholar]
- Werner, G. Influence of work material on grinding forces. CIRP Ann. 1978, 27, 243–248. [Google Scholar]
- Wang, D.; Ge, P.; Bi, W.; Jiang, J. Grain trajectory and grain workpiece contact analyses for modeling of grinding force and energy partition. Int. J. Adv. Manuf. Technol. 2014, 70, 2111–2123. [Google Scholar] [CrossRef]
- Badger, J.A.; Torrance, A.A. Comparison of two models to predict grinding forces from wheel surface topography. Int. J. Mach. Tools Manuf. 2000, 40, 1099–1120. [Google Scholar] [CrossRef]
- Hecker, R.L.; Liang, S.Y.; Wu, X.J.; Xia, P.; Jin, D.G.W. Grinding force and power modeling based on chip thickness analysis. Int. J. Adv. Manuf. Technol. 2007, 33, 449–459. [Google Scholar] [CrossRef]
- Hecker, R.L.; Rogelio, L.M.; Liang, S.Y. Analysis of wheel topography and grit force for grinding process modeling. J. Manuf. Process 2003, 5, 13–23. [Google Scholar] [CrossRef]
- Wu, C.; Li, B.; Yang, J.; Liang, S.Y. Prediction of grinding force for brittle materials considering co-existing of ductility and brittleness. Int. J. Adv. Manuf. Technol. 2016, 87, 1967–1975. [Google Scholar] [CrossRef]
- Chang, H.C.; Wang, J.J.J. A stochastic grinding force model considering random grit distribution. Int. J. Mach. Tools Manuf. 2008, 48, 1335–1344. [Google Scholar] [CrossRef]
- Cheng, J.; Yin, G.; Wen, Q.; Song, H.; Gong, Y. Study on grinding force modelling and ductile regime propelling technology in micro drill-grinding of hard-brittle materials. J. Mater. Process. Technol. 2015, 223, 150–163. [Google Scholar] [CrossRef]
- Xiao, X.; Zheng, K.; Liao, W.; Meng, H. Study on cutting force model in ultrasonic vibration assisted side grinding of zirconia ceramics. Int. J. Mach. Tools Manuf. 2016, 104, 58–67. [Google Scholar] [CrossRef]
- Liu, D.; Cong, W.L.; Pei, Z.J.; Tang, Y. A cutting force model for rotary ultrasonic machining of brittle materials. Int. J. Mach. Tools Manuf. 2012, 52, 77–84. [Google Scholar] [CrossRef]
- Zhang, J.; Li, H.; Zhang, M.; Zhao, Y.; Wang, L. Study on force modeling considering size effect in ultrasonic-assisted micro-end grinding of silica glass and Al2O3 ceramic. Int. J. Adv. Manuf. Technol. 2017, 89, 1173–1192. [Google Scholar]
- Lee, S.H. Analysis of ductile mode and brittle transition of AFM nanomachining of silicon. J. Mach. Tools Manuf. 2012, 61, 71–79. [Google Scholar] [CrossRef]
- Hertz, H.; Jones, D.E.; Schott, G.A. Miscellaneous Papers; Macmillan and Company: New York, NY, USA, 1986. [Google Scholar]
- Son, S.M.; Lim, H.S.; Ahn, J.H. Effects of the friction coefficient on the minimum cutting thickness in micro cutting. Int. J. Mach. Tools Manuf. 2005, 45, 529–535. [Google Scholar] [CrossRef]
- Zhang, F.; Meng, B.; Geng, Y.; Zhang, Y.; Li, Z. Friction behavior in nanoscratching of reaction bonded silicon carbide ceramic with Berkovich and sphere indenters. Tribol. Int. 2016, 97, 21–30. [Google Scholar] [CrossRef]
- Agarwal, S.; Rao, P.V. Predictive modeling of force and power based on a new analytical undeformed chip thickness model in ceramic grinding. Int. J. Mach. Tools Manuf. 2013, 65, 68–78. [Google Scholar] [CrossRef]
- Zhang, W.; Subhash, G. An elastic-plastic-cracking model for finite element analysis of indentation cracking in brittle materials. Int. J. Solids Struct. 2001, 38, 5893–5913. [Google Scholar] [CrossRef]
- Arcona, C.; Dow, T.A. An empirical tool force model for precision machining. J. Manuf. Sci. Eng. 1998, 120, 700–707. [Google Scholar] [CrossRef]
- Marshall, D.B.; Lawn, B.R.; Evans, A.G. Elastic/plastic indentation damage in ceramics: The lateral crack system. J. Am. Ceram. Soc. 1982, 65, 561–566. [Google Scholar] [CrossRef]
- Jing, X.; Maiti, S.; Subhash, G. A new analytical model for estimation of scratch-induced damage in brittle solids. J. Am. Ceram. Soc. 2007, 90, 885–892. [Google Scholar] [CrossRef]
- Malkin, S.; Guo, G. Grinding Technology Theory and Applications of Machining with Abrasives; Northeastern University Press: Shenyang, China, 2002. [Google Scholar]
- Hou, Z.B.; Komanduri, R. On the mechanics of the grinding process-Part I. Stochastic nature of the grinding process. Int. J. Mach. Tools Manuf. 2003, 43, 1579–1593. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Workpiece | RB-SiC |
|---|---|
| Elastic modulus (Gpa) | 390 |
| Vickers hardness (Kgf·mm−2) | 3000 |
| Compressive strength (Mpa) | 2000 |
| Fracture toughness KIC (Mpa·m1/2) | 4.0 |
| Thermal Expansion Coefficient (×10−6/°C) | 3 |
| Thermal Shock Resistance (°C) | 400 |
| Density ρ (g/cm3) | 3.1 |
| Exp. No. | Grinding Depth ae (μm) | Grinding Speed ns (m/s) | Feed Rate vw (mm/s) |
|---|---|---|---|
| 1 | 2 | 6000 | 1 |
| 2 | 5 | 10,000 | 5 |
| 3 | 10 | 15,000 | 8 |
| 4 | 15 | 20,000 | 10 |
| 5 | 15 | 20,000 | 12 |
| Exp. No. | Grinding Depth ae (μm) | Grinding Speed vs (m/s) | Feed Rate vw (mm/s) |
|---|---|---|---|
| 1 | 2 | ||
| 2 | 5 | ||
| 3 | 10 | 6000 | 2 |
| 4 | 15 | ||
| 5 | 6000 | ||
| 6 | 5 | 10,000 | 5 |
| 7 | 15,000 | ||
| 8 | 20,000 | ||
| 9 | 2 | ||
| 10 | 5 | 15,000 | 10 |
| 11 | 15 | ||
| 12 | 20 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Z.; Zhang, F.; Luo, X.; Guo, X.; Cai, Y.; Chang, W.; Sun, J. A New Grinding Force Model for Micro Grinding RB-SiC Ceramic with Grinding Wheel Topography as an Input. Micromachines 2018, 9, 368. https://doi.org/10.3390/mi9080368
Li Z, Zhang F, Luo X, Guo X, Cai Y, Chang W, Sun J. A New Grinding Force Model for Micro Grinding RB-SiC Ceramic with Grinding Wheel Topography as an Input. Micromachines. 2018; 9(8):368. https://doi.org/10.3390/mi9080368
Chicago/Turabian StyleLi, Zhipeng, Feihu Zhang, Xichun Luo, Xiaoguang Guo, Yukui Cai, Wenlong Chang, and Jining Sun. 2018. "A New Grinding Force Model for Micro Grinding RB-SiC Ceramic with Grinding Wheel Topography as an Input" Micromachines 9, no. 8: 368. https://doi.org/10.3390/mi9080368
APA StyleLi, Z., Zhang, F., Luo, X., Guo, X., Cai, Y., Chang, W., & Sun, J. (2018). A New Grinding Force Model for Micro Grinding RB-SiC Ceramic with Grinding Wheel Topography as an Input. Micromachines, 9(8), 368. https://doi.org/10.3390/mi9080368