

Numerical Simulation of Thermal Fields and Microstructure Evolution in SLM of Fe32Cr33Ni29Al3Ti3 Alloy

 , ,
, ,
Abstract

1. Introduction
2. Materials and Methods
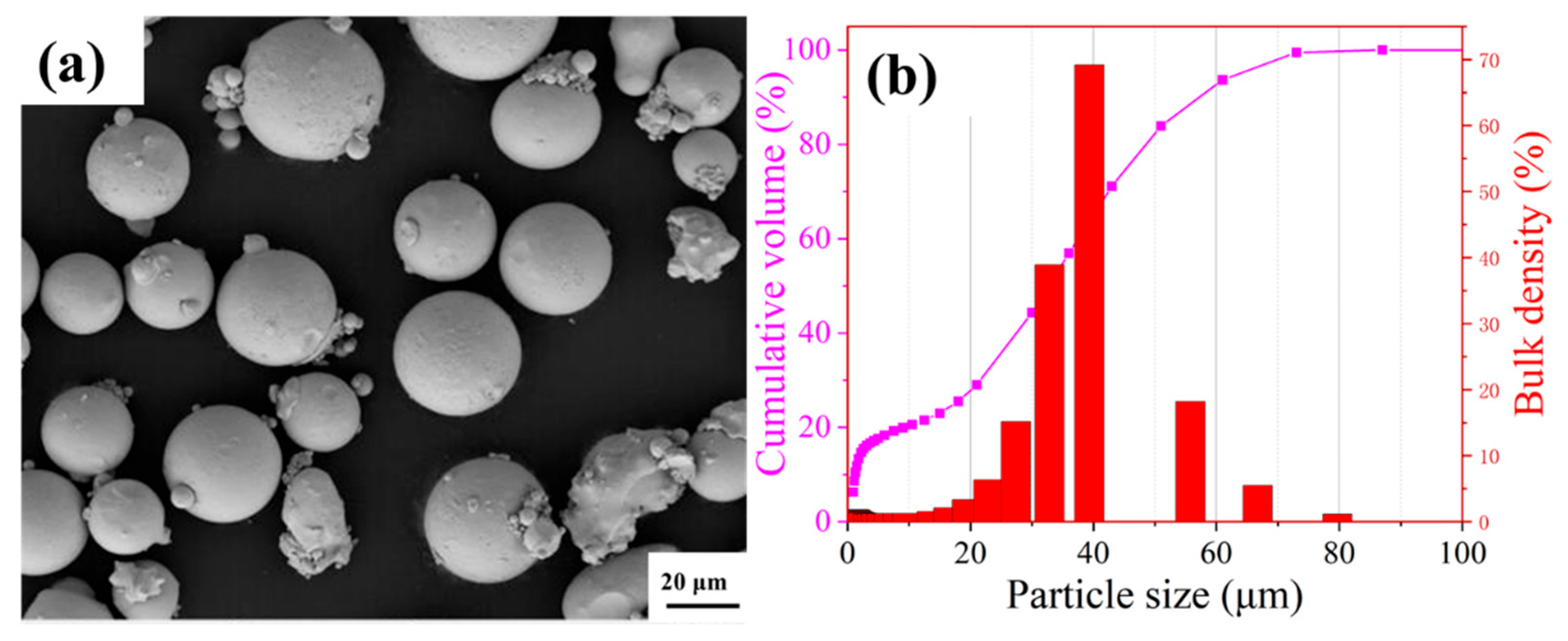
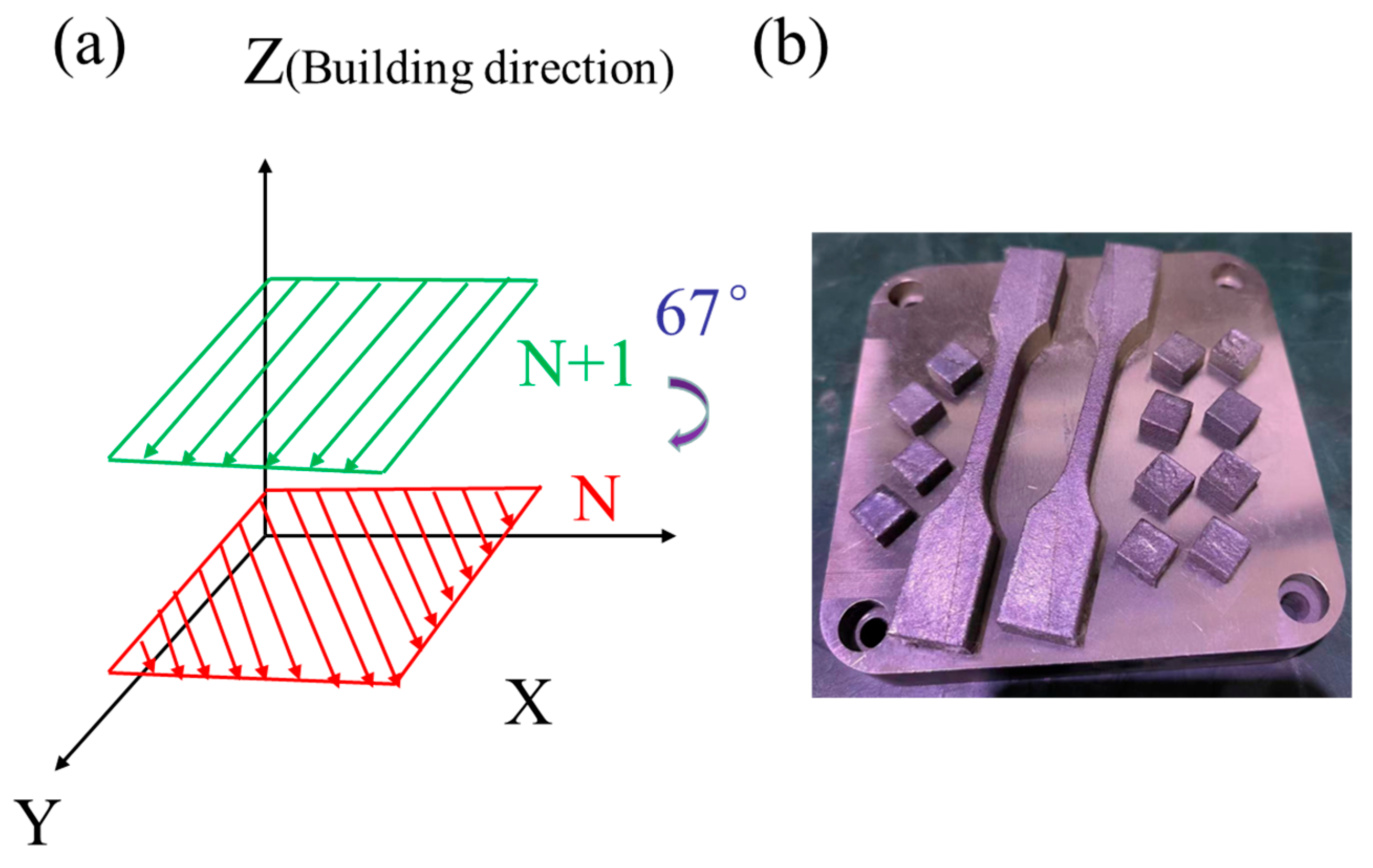
2.1. Sample Preparation
2.2. Microstructural Characterization
2.3. Tensile Testing
3. Numerical Simulations
3.1. Governing Equations
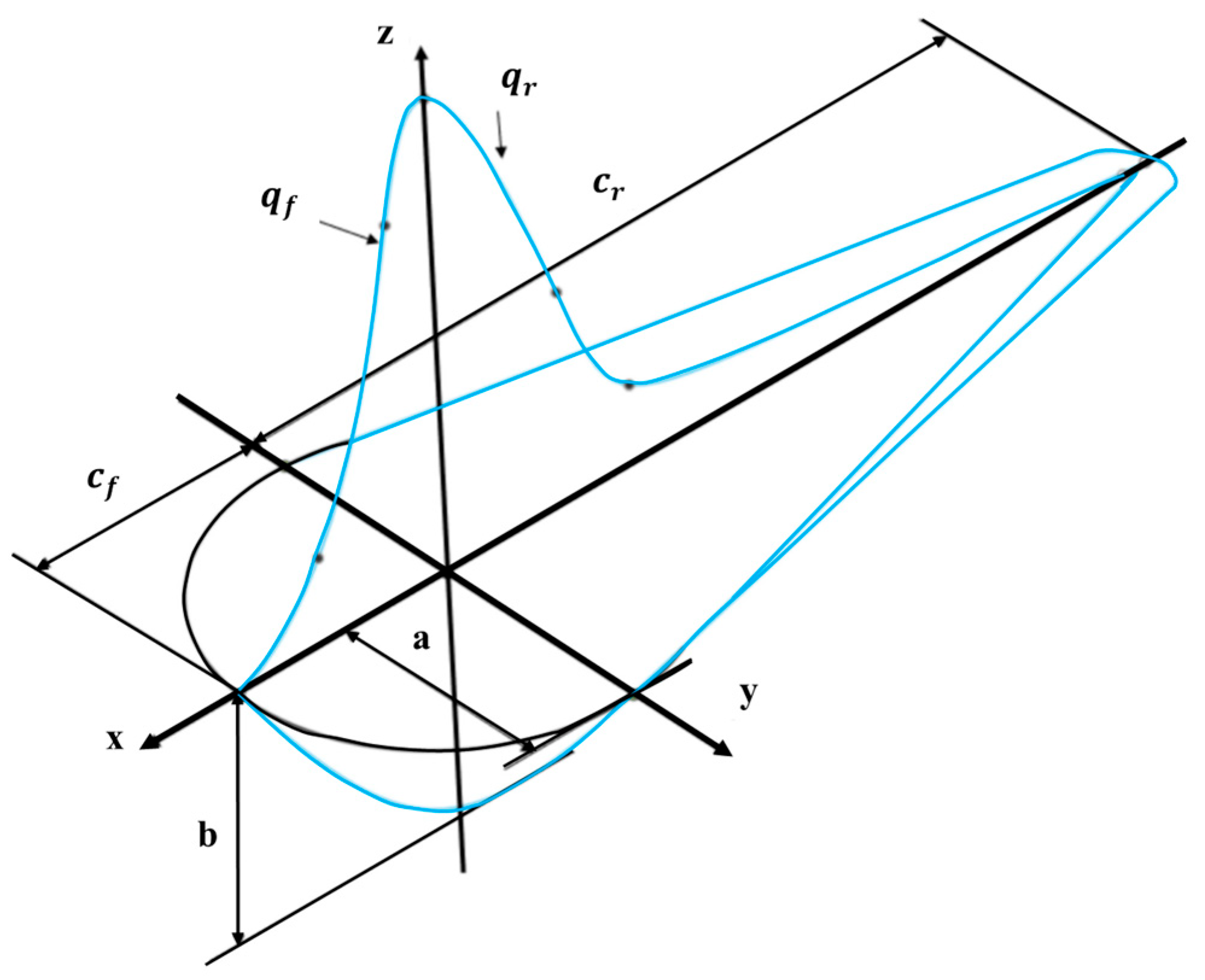
3.2. Laser Heat Source Model
3.3. Latent Heat Treatment
3.4. Boundary Conditions
- (1)
- Initial temperature:
- (2)
- Heat flux input:
- (3)
- Surface losses (convection and radiation):
3.5. Finite Element Model Setup
4. Results and Discussion
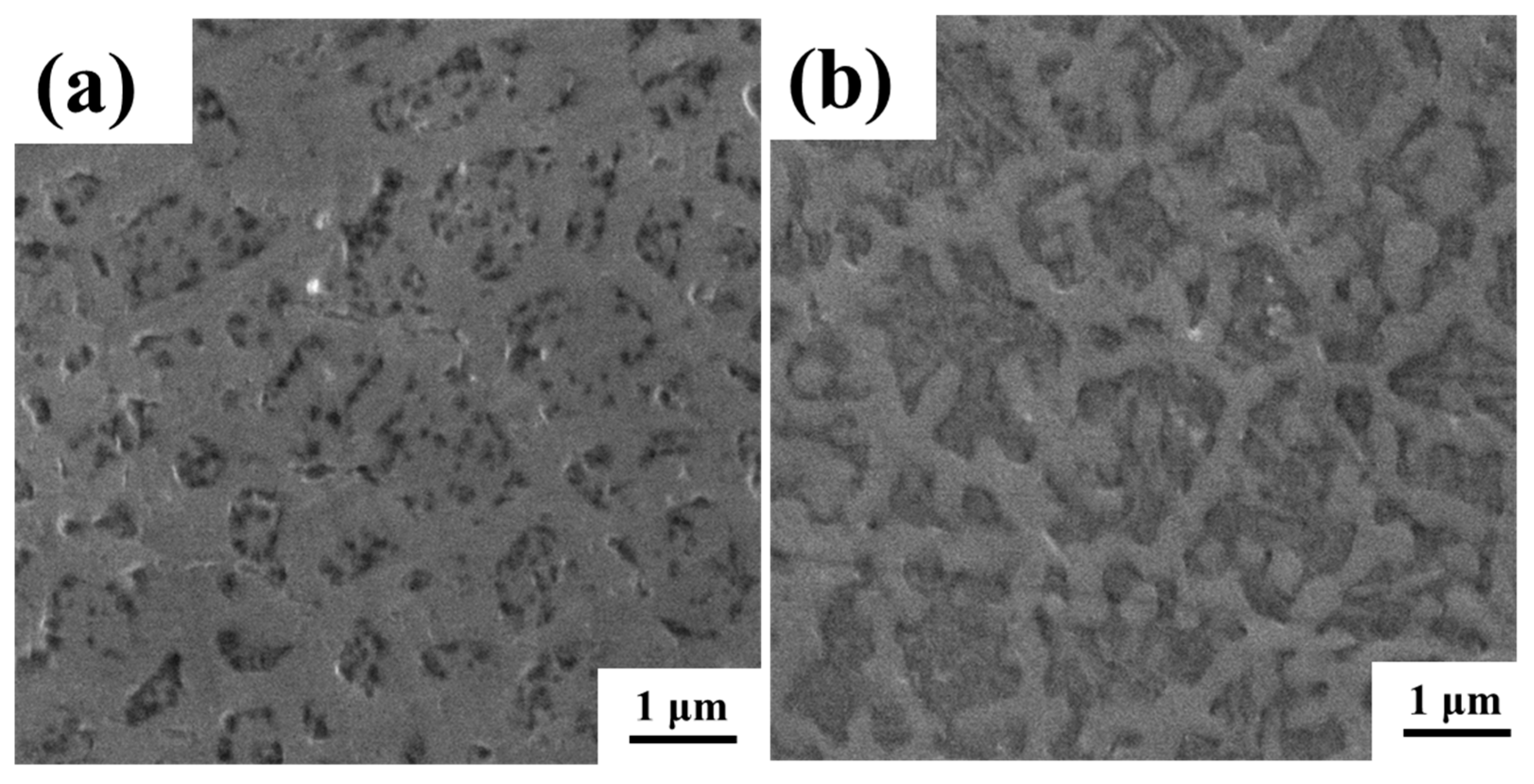
4.1. XRD and SEM Analysis
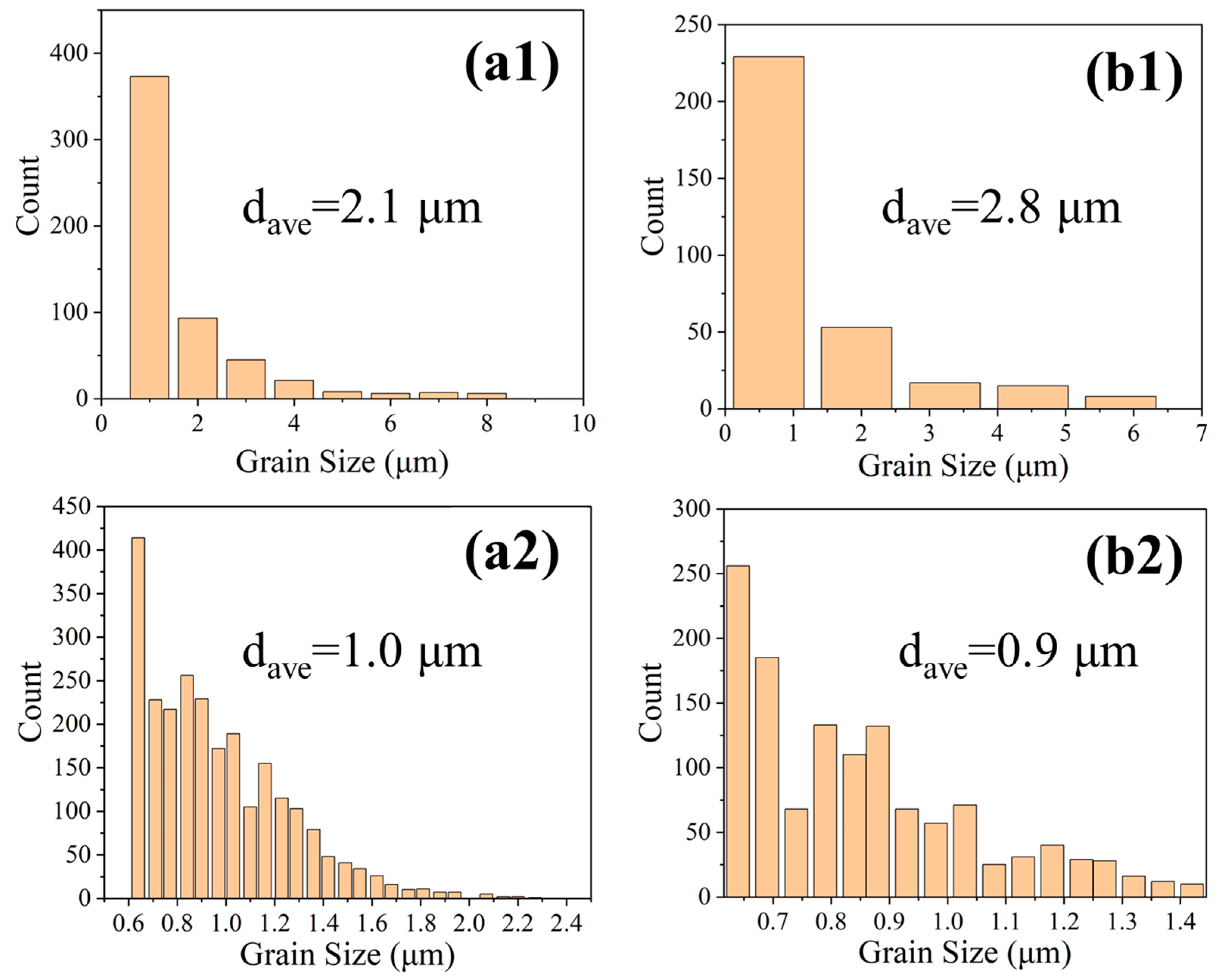
4.2. EBSD Analysis of Phase Distribution and Grain Size
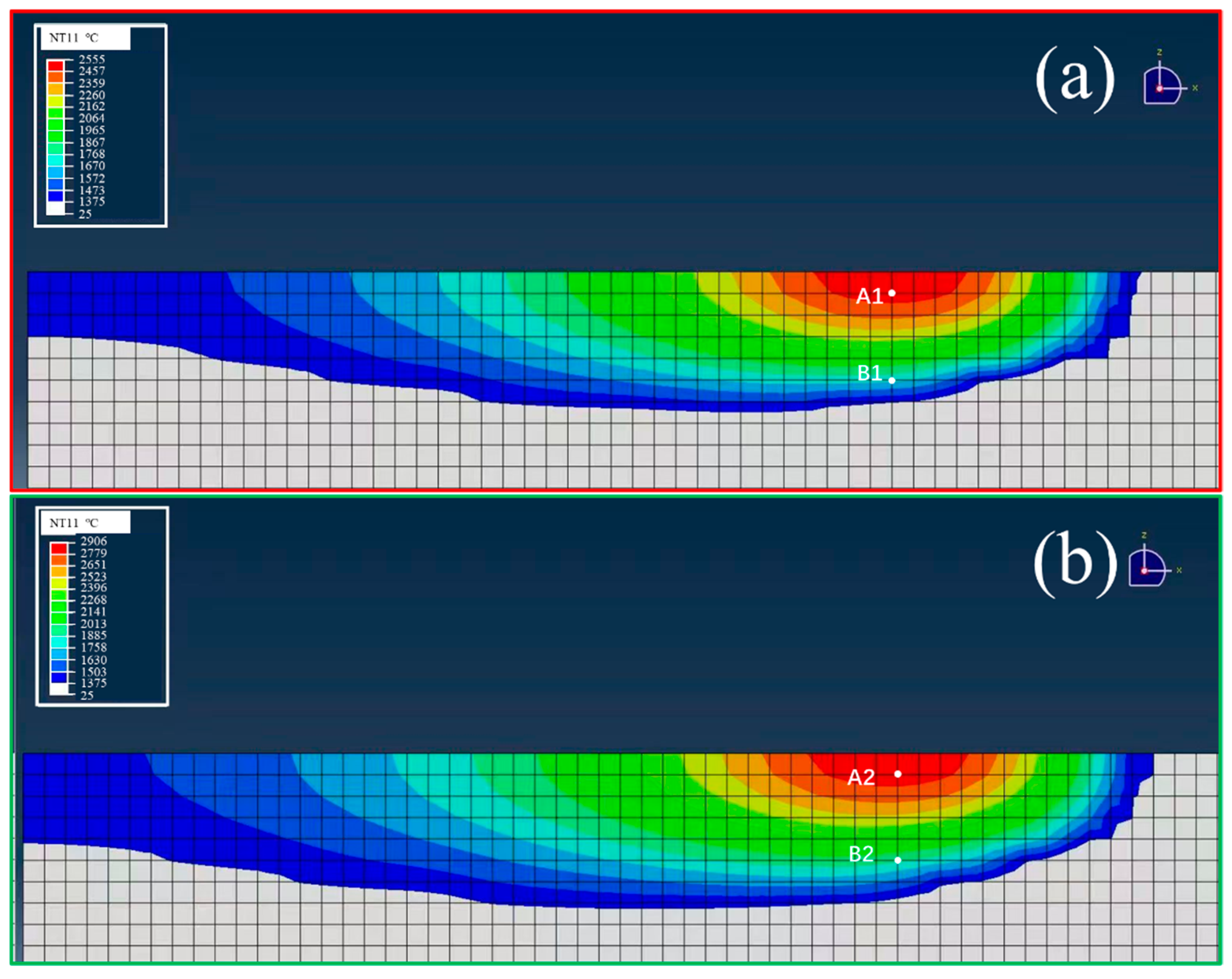
4.3. Spatial Temperature Field and Melt Pool Geometry
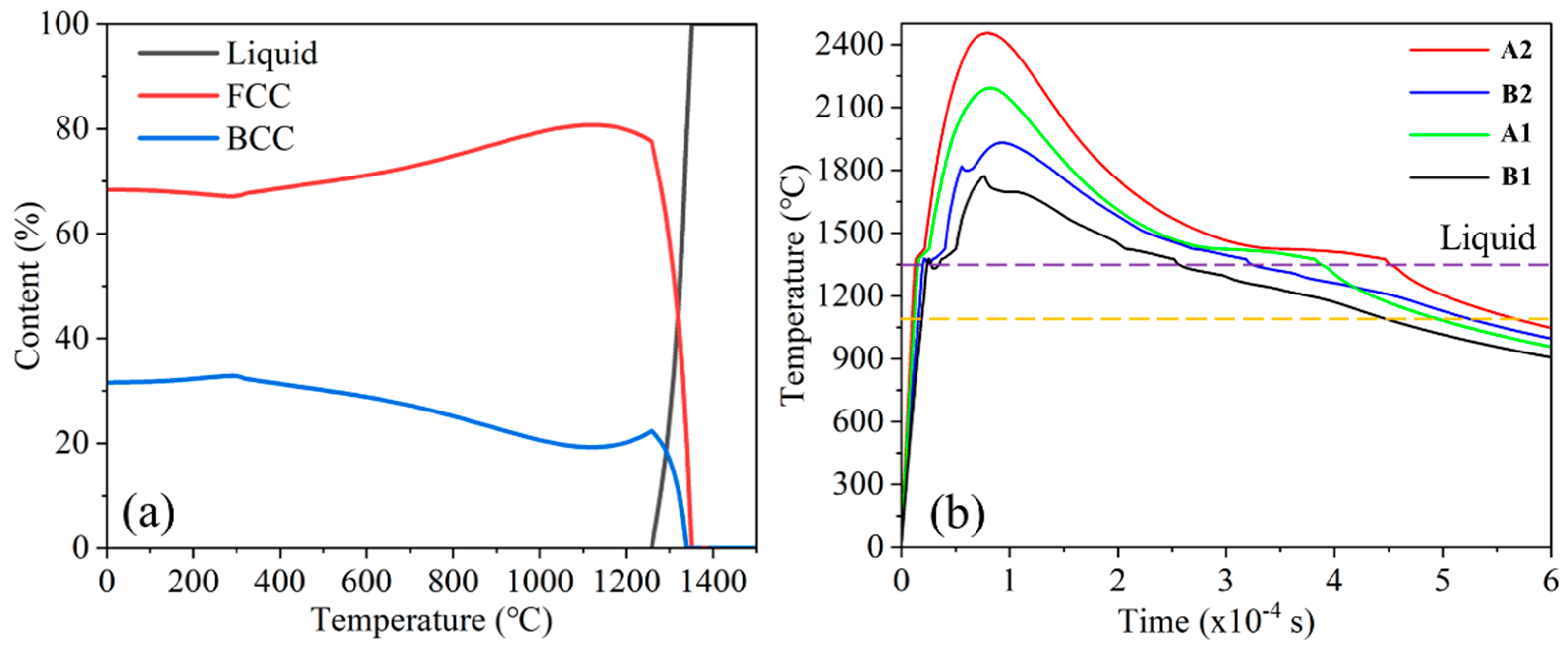
4.4. Comparative Thermal Profiles for P160 and P200
4.5. Microstructure Evolution and Thermodynamic Interpretation
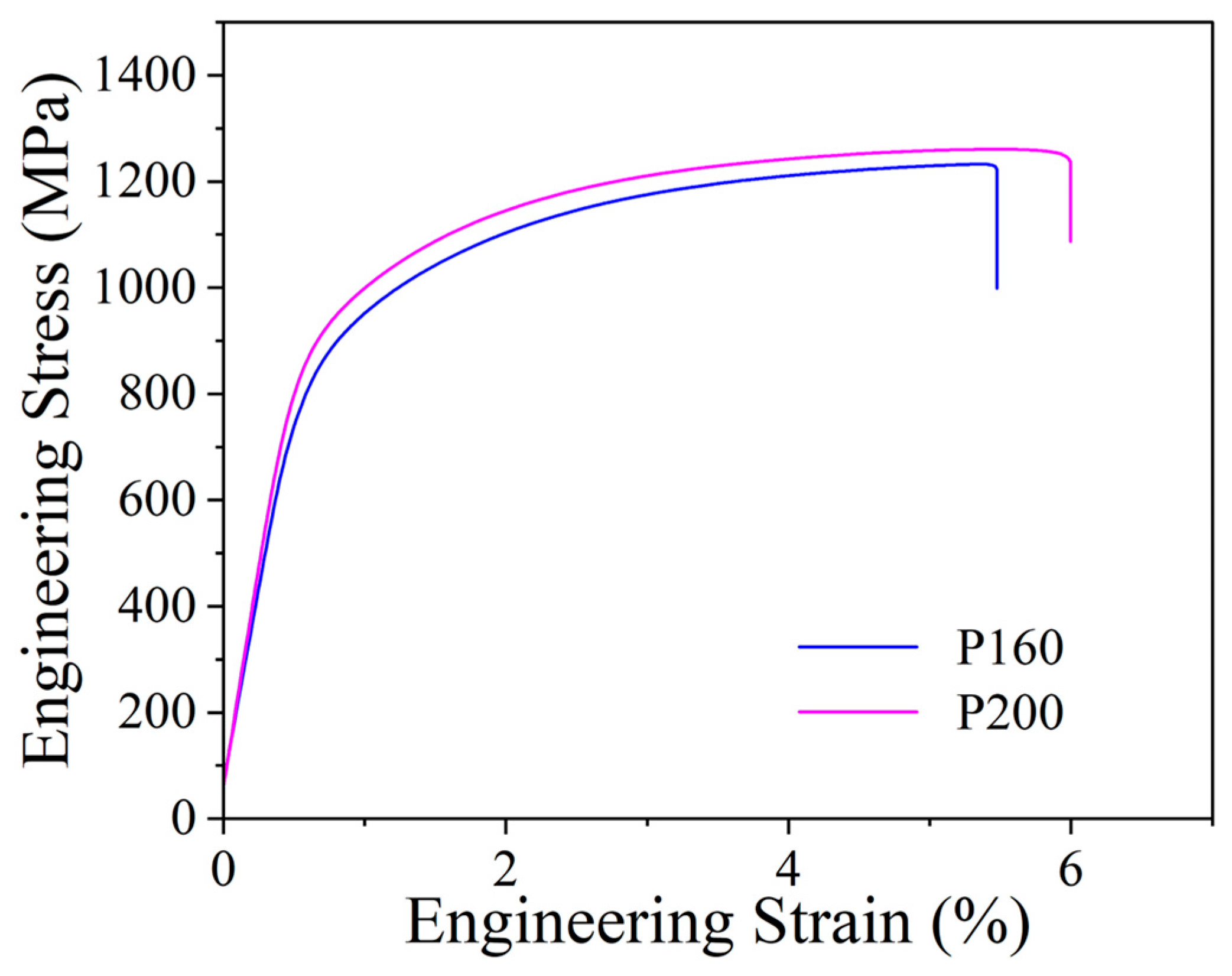
4.6. Mechanical Properties and Strengthening Mechanism
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Miracle, D.B.; Senkov, O.N. A critical review of high entropy alloys and related concepts. Acta Mater. 2017, 122, 448–511. [Google Scholar] [CrossRef]
- Han, C.; Fang, Q.; Shi, Y.; Tor, S.B.; Chua, C.K.; Zhou, K. Recent advances on high-entropy alloys for 3D printing. Adv. Mater. 2020, 32, 1903855. [Google Scholar] [CrossRef]
- Gu, Z.; Su, X.; Peng, W.; Guo, W.; Zhang, X.; Tu, H.; Gao, Y.; Wu, H.J. An important improvement of strength and ductility on a new type of CoCr2.5FeNi2TiW0.5 high entropy alloys under two different protective gases by selective laser melting. J. Alloys Compd. 2021, 868, 266–272. [Google Scholar] [CrossRef]
- Lin, W.C.; Chang, Y.J.; Hsu, T.H.; Gorsse, S.; Sun, F.; Furuhara, T.; Yeh, A.C. Microstructure and tensile properties of a precipitation-strengthened HEA processed by SLM and heat treatment. Addit. Manuf. 2020, 36, 520–534. [Google Scholar] [CrossRef]
- Ren, J.; Zhang, Y.; Zhao, D.; Chen, Y.; Guan, S.; Liu, Y.; Liu, L.; Peng, S.Y.; Kong, F.Y.; Poplawsky, J.D.; et al. Strong yet ductile nanolamellar HEAs via additive manufacturing. Nature 2022, 608, 62–68. [Google Scholar] [CrossRef]
- Yang, F.; Wang, L.L.; Wang, Z.J.; Wu, Q.F.; Zhou, K.X.; Lin, X.; Huang, W.D. Ultra-strong and ductile EHEA fabricated by SLM. J. Mater. Sci. Technol. 2022, 106, 128–132. [Google Scholar] [CrossRef]
- Li, Z.M.; Pradeep, K.G.; Deng, Y.; Raabe, D.; Tasan, C.C. Metastable high-entropy dual-phase alloys overcome the strength–ductility trade-off. Nature 2016, 534, 227–230. [Google Scholar] [CrossRef]
- Guo, Y.N.; Su, H.J.; Zhou, H.T.; Shen, Z.L.; Liu, Y.; Zhang, J.; Liu, L.; Fu, H.Z. Unique strength-ductility balance of AlCoCrFeNi2.1 eutectic high entropy alloy with ultra-fine duplex microstructure prepared by selective laser melting. J. Mater. Sci. Technol. 2022, 111, 298–306. [Google Scholar] [CrossRef]
- He, L.; Wu, S.W.; Dong, A.P.; Tang, H.B.; Du, D.F.; Zhu, G.L.; Sun, B.D.; Yan, W.T. Selective laser melting of dense and crack-free AlCoCrFeNi2.1 eutectic high entropy alloy: Synergizing strength and ductility. J. Mater. Sci. Technol. 2022, 117, 133–145. [Google Scholar] [CrossRef]
- Kuzminova, Y.O.; Firsov, D.G.; Shibalova, A.A.; Kudryavtsev, E.A.; Krakhmalev, P.; Klimova-Koorsmik, O.G.; Shishkovsky, I.V.; Evlashin, S.A. Structural and mechanical properties of the additive-manufactured CrFeCoNi(Al, Ti) high-entropy alloys produced using powder blends. Materialia 2023, 32, 2312–2323. [Google Scholar] [CrossRef]
- Geng, Z.; Chen, C.; Song, M.; Luo, J.R.; Chen, J.X.; Li, R.D.; Zhou, K.C. High-strength Al0.7CoCrFeNi2.4 hypereutectic high entropy alloy fabricated by laser powder bed fusion via triple-nanoprecipitation. J. Mater. Sci. Technol. 2024, 187, 141–155. [Google Scholar] [CrossRef]
- Bai, X.; Wang, J.Q.; Han, E.H.; Wang, L. Effects of Ti and Al additions on microstructure and mechanical properties of FeCrNi medium entropy alloy fabricated by laser powder bed fusion. Mater. Charact. 2024, 208, 1444–1452. [Google Scholar] [CrossRef]
- Zhang, J.; Fan, J.; Peng, Y.; Yang, D.; Wang, K. Microstructures and properties of AlCoCrFeNi2.5 eutectic high entropy alloy fabricated by selective laser melting. Mater. Sci. Eng. A 2023, 875, 1566–1577. [Google Scholar] [CrossRef]
- Mehta, A.; Huynh, T.; Kljestan, N.; Graydon, K.; Mahmud, A.; Knezevic, M.; McWilliams, B.; Cho, K.; Sohn, Y. Additive manufacturing of Al18Co30Cr10Fe10Ni32 high entropy alloy by gas atomization and laser powder bed fusion. Mater. Lett. 2023, 350, 422–430. [Google Scholar] [CrossRef]
- Fu, A.; Xie, Z.H.; Wang, J.; Cao, Y.K.; Wang, B.F.; Li, J.; Fang, Q.H.; Li, X.F.; Liu, B.; Liu, Y. Control of cellular substructure and its effect on mechanical properties of FeCoCrNiMo0.2 high entropy alloy fabricated by selective laser melting. Mater. Sci. Eng. A 2024, 901, 146547. [Google Scholar] [CrossRef]
- Kazemi, Z.; Soleimani, M.; Rokhgireh, H.; Nayebi, A. Melting pool simulation of 316L samples manufactured by Selective Laser Melting method, comparison with experimental results. Int. J. Therm. Sci. 2022, 176, 107538. [Google Scholar] [CrossRef]
- Ansari, P.; Salamci, M.U. On the selective laser melting based additive manufacturing of AlSi10Mg: The process parameter investigation through multiphysics simulation and experimental validation. J. Alloys Compd. 2022, 890, 161873. [Google Scholar] [CrossRef]
- Zhou, R.H.; Liu, H.S.; Wang, H.F. Modeling and simulation of metal selective laser melting process: A critical review. Int. J. Adv. Manuf. Technol. 2022, 121, 5693–5706. [Google Scholar] [CrossRef]
- Tan, X.J.; Chen, D.H.; Xu, J.B.; Chen, H.T.; Peng, X.Y.; Guo, L.; Xiao, H.B.; Zhang, Q.M. High strength Fe32Cr33Ni29Al3Ti3 fabricated by selective laser melting. J. Mater. Res. 2023, 27, 3701–3711. [Google Scholar] [CrossRef]
- Jiang, Q.; Zhang, P.L.; Yu, Z.S.; Tian, Y.T.; Ma, S.Y. AlCoCrFeNi high entropy alloy fabricated via selective laser melting reinforced by Fe-based metallic glass. Mater. Lett. 2022, 307, 130994. [Google Scholar] [CrossRef]
- ASTM E1820-11E2; Standard Test Methods for Measurement of Fracture Toughness. ASTM International: West Conshohocken, PA, USA, 2011.
- Moser, D.; Pannala, S.; Murthy, J. Computation of effective radiative properties of powders for selective laser sintering simulations. JOM 2015, 67, 1194–1202. [Google Scholar] [CrossRef]
- Kamara, A.M.; Wang, W.; Marimuthu, S.; Li, L. Modelling of the melt pool geometry in the laser deposition of nickel alloys using the anisotropic enhanced thermal conductivity approach. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2011, 225, 87–99. [Google Scholar] [CrossRef]
- Bertini, L.; Bucchi, F.; Frendo, F.; Moda, M.; Monelli, B.D. Residual stress prediction in selective laser melting: A critical review of simulation strategies. Int. J. Adv. Manuf. Technol. 2019, 105, 609–636. [Google Scholar] [CrossRef]
- Chernyshikhin, S.V.; Firsov, D.G.; Shishkovsky, I.V. Selective Laser Melting of Pre-Alloyed NiTi Powder: Single-Track Study and FE Modeling with Heat Source Calibration. Materials 2021, 14, 7486. [Google Scholar] [CrossRef]
- King, W.E.; Anderson, A.; Ferencz, R.; Hodge, N.E.; Kamath, C.; Khairallah, S.A.; Rubenchik, A.M. Laser powder bed fusion additive manufacturing of metals; physics, computational, and materials challenges. Appl. Phys. Rev. 2015, 2, 041304. [Google Scholar] [CrossRef]
- Huang, Y.; Yang, L.J.; Du, X.Z.; Yang, Y.P. Finite element analysis of thermal behavior of metal powder during selective laser melting. Int. J. Therm. Sci. 2016, 104, 146–157. [Google Scholar] [CrossRef]
- Wang, J.C.; Zhu, R.; Liu, Y.J.; Zhang, L.C. Understanding melt pool characteristics in laser powder bed fusion: An overview of single- and multi-track melt pools for process optimization. Adv. Powder Mater. 2023, 2, 100137. [Google Scholar] [CrossRef]
- Mohanty, S.; Kothari, A.; Raghavan, R.; Sahu, V.K.; Gurao, N.P.; Sahu, K.K.; Dhindaw, B.K.; Zeng, L.; Xia, M.; Gollapudi, S. Microstructure and Mechanical Properties of High-Carbon-Containing Fe-Ni-Mn-Al-Cr High-Entropy Alloy: Effect of Thermomechanical Treatment. Front. Mater. 2022, 9, 915278. [Google Scholar] [CrossRef]
- Su, Y.; Luo, S.C.; Wang, Z.M. Microstructure evolution and cracking behaviors of additively manufactured AlxCrCuFeNi2 high entropy alloys via selective laser melting. J. Alloy. Compd. 2020, 842, 1155823. [Google Scholar] [CrossRef]
- Xiong, T.; Yang, W.F.; Zheng, S.J.; Liu, Z.R.; Lu, Y.P.; Zhang, R.F.; Zhou, Y.T.; Shao, X.H.; Zhang, B.; Wang, J.; et al. Faceted Kurdjumov-Sachs interface-induced slip continuity in the eutectic high-entropy alloy, AlCoCrFeNi2.1. J. Mater. Sci. Technol. 2021, 65, 216–227. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Location | Residence Time (1350–1250 °C) (×10−4 s) | Residence Time (1250–1100 °C) (×10−4 s) |
|---|---|---|
| A1 | 0.88018 | 0.13402 |
| A2 | 0.80276 | 0.28524 |
| B1 | 0.3487 | 1.50978 |
| B2 | 0.27612 | 1.66762 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Peng, X.; Tan, X.; Xiao, H.; Zhang, W.; Guo, L.; Tan, W.; Huang, J.; Ding, C.; Yang, Y.; Yang, J.; et al. Numerical Simulation of Thermal Fields and Microstructure Evolution in SLM of Fe32Cr33Ni29Al3Ti3 Alloy. Micromachines 2025, 16, 694. https://doi.org/10.3390/mi16060694
Peng X, Tan X, Xiao H, Zhang W, Guo L, Tan W, Huang J, Ding C, Yang Y, Yang J, et al. Numerical Simulation of Thermal Fields and Microstructure Evolution in SLM of Fe32Cr33Ni29Al3Ti3 Alloy. Micromachines. 2025; 16(6):694. https://doi.org/10.3390/mi16060694
Chicago/Turabian StylePeng, Xuyun, Xiaojun Tan, Haibing Xiao, Wei Zhang, Liang Guo, Wei Tan, Jian Huang, Chaojun Ding, Yushan Yang, Jieshun Yang, and et al. 2025. "Numerical Simulation of Thermal Fields and Microstructure Evolution in SLM of Fe32Cr33Ni29Al3Ti3 Alloy" Micromachines 16, no. 6: 694. https://doi.org/10.3390/mi16060694
APA StylePeng, X., Tan, X., Xiao, H., Zhang, W., Guo, L., Tan, W., Huang, J., Ding, C., Yang, Y., Yang, J., Chen, H., & Zhang, Q. (2025). Numerical Simulation of Thermal Fields and Microstructure Evolution in SLM of Fe32Cr33Ni29Al3Ti3 Alloy. Micromachines, 16(6), 694. https://doi.org/10.3390/mi16060694