
Insight into Various Casting Material Selections in Rapid Investment Casting for Making EDM Electrodes

 , , , ,
, , , ,
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
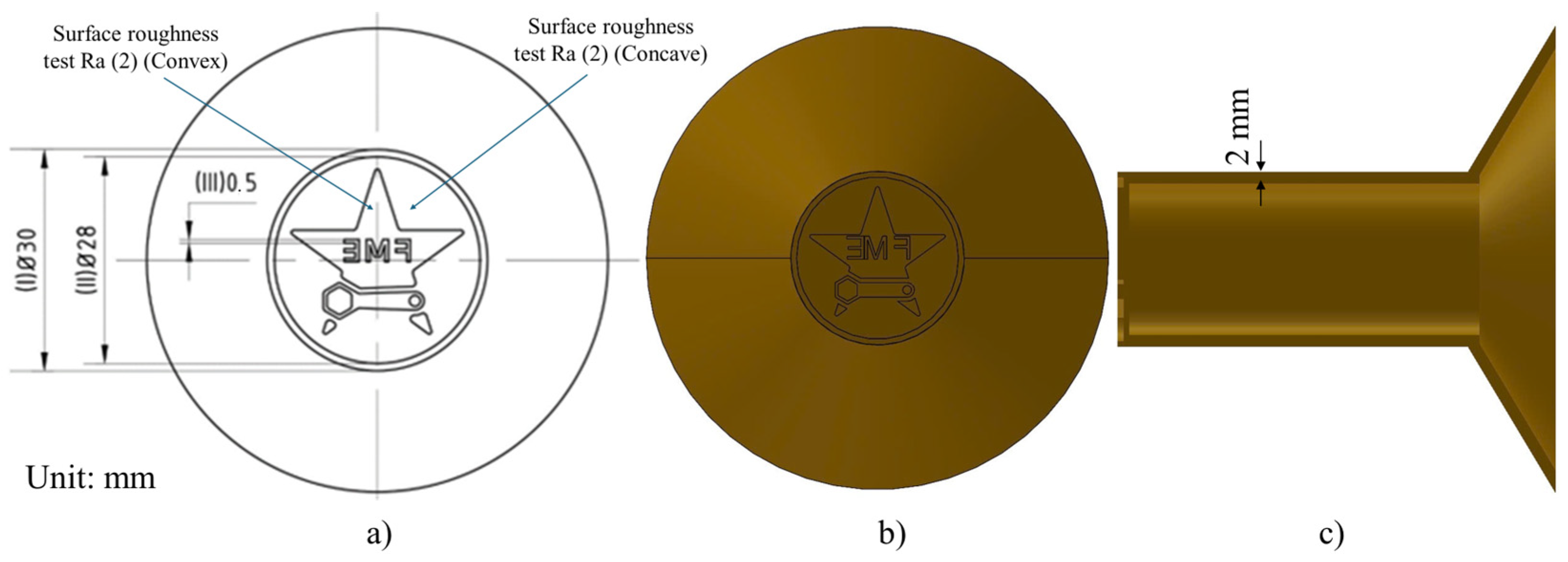
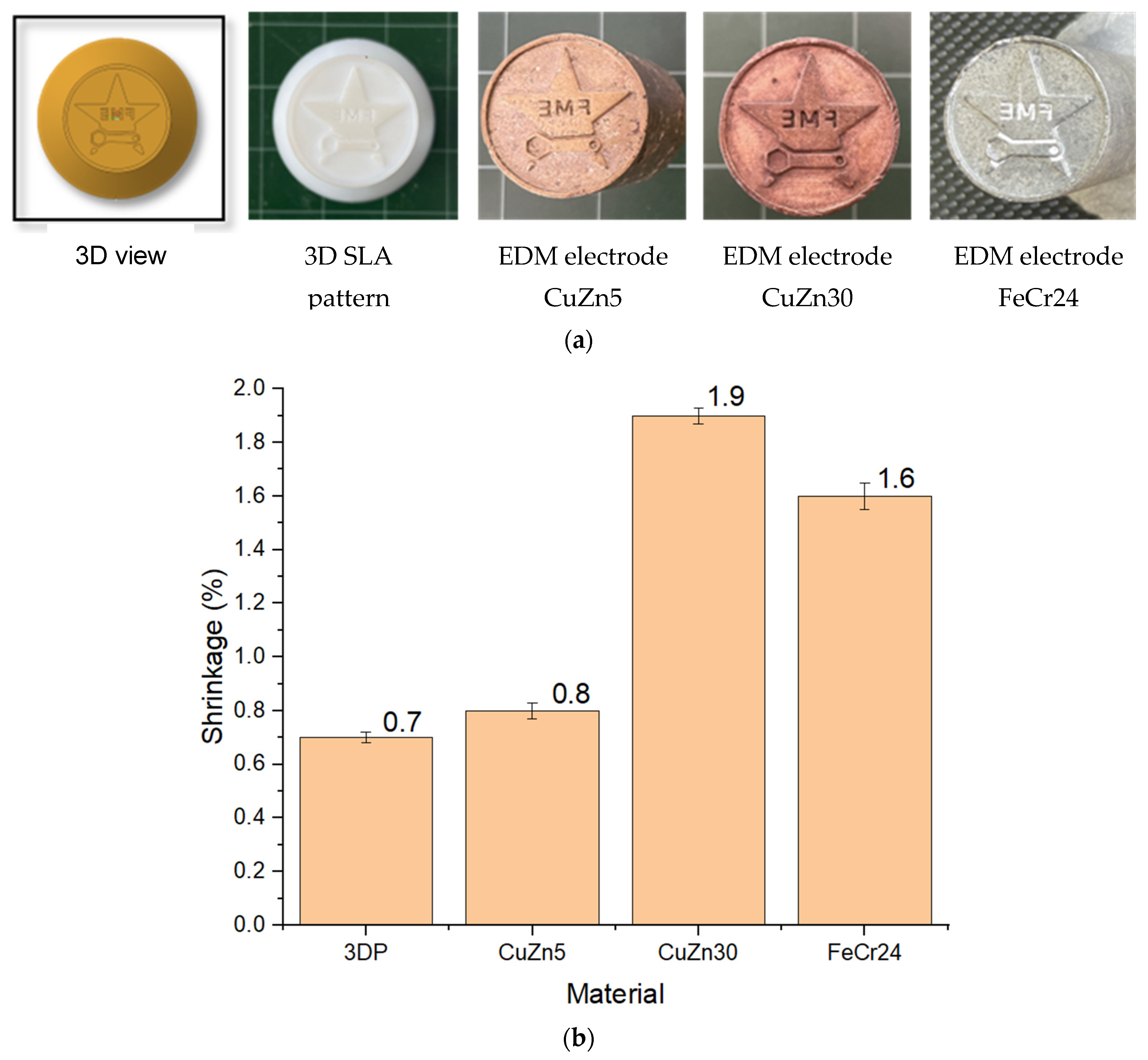
2.1.1. Electrode Design
2.1.2. Materials Properties
2.2. Methods
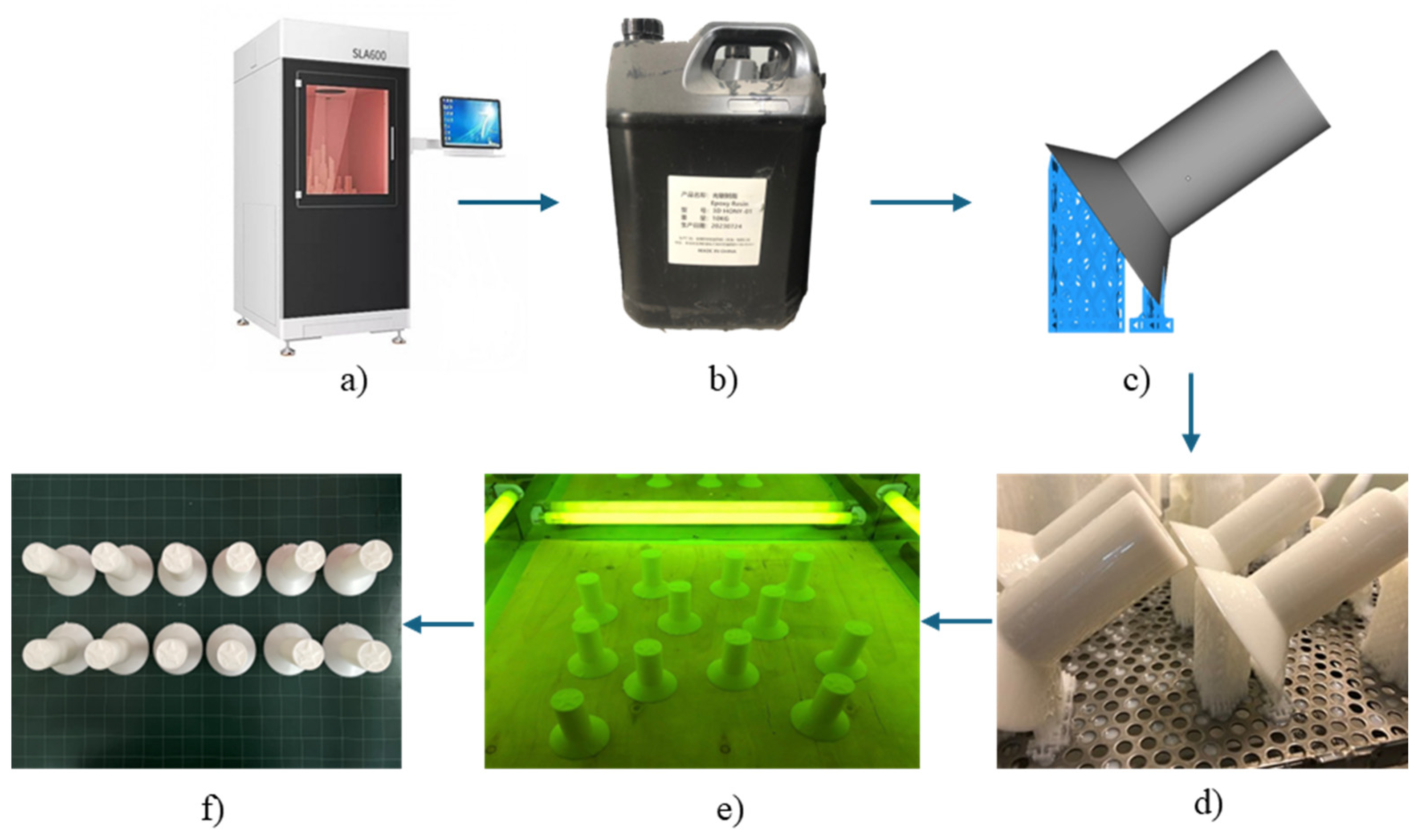
2.2.1. SLA 3D Fabrication Process of Electrodes
2.2.2. Electrode Fabrication Process via Lost-Wax Casting
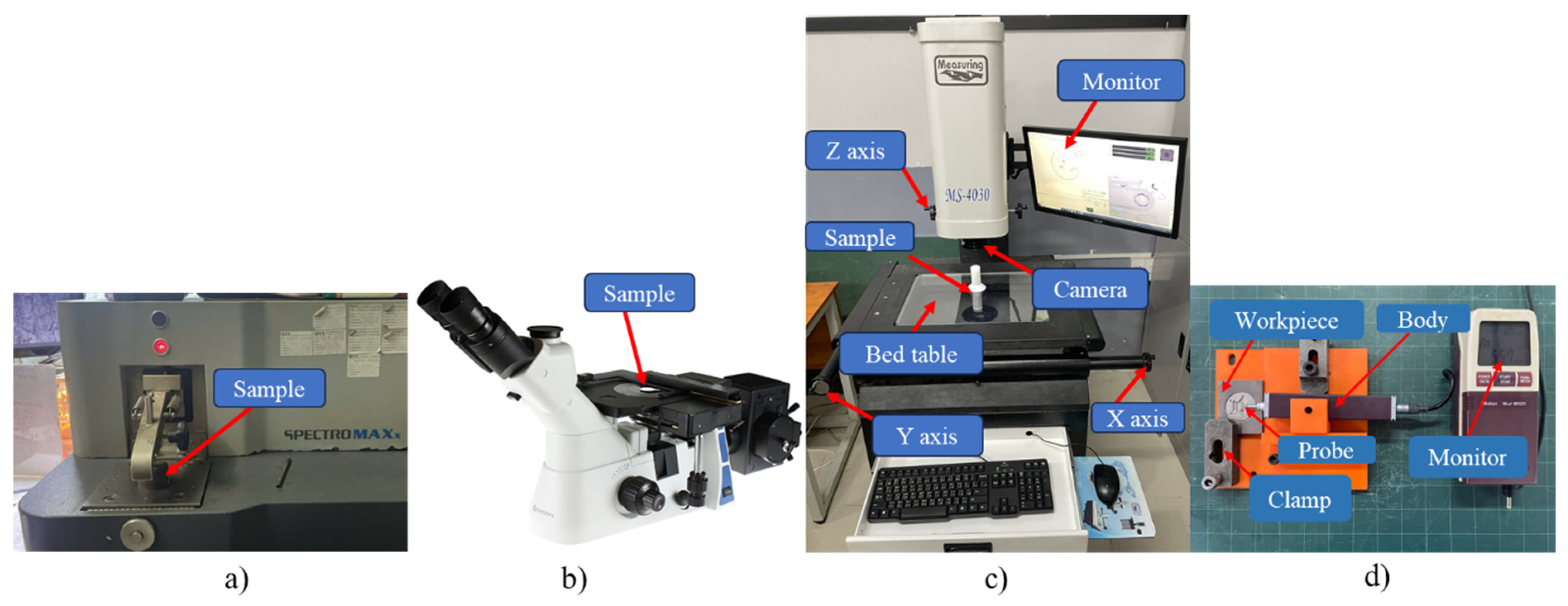
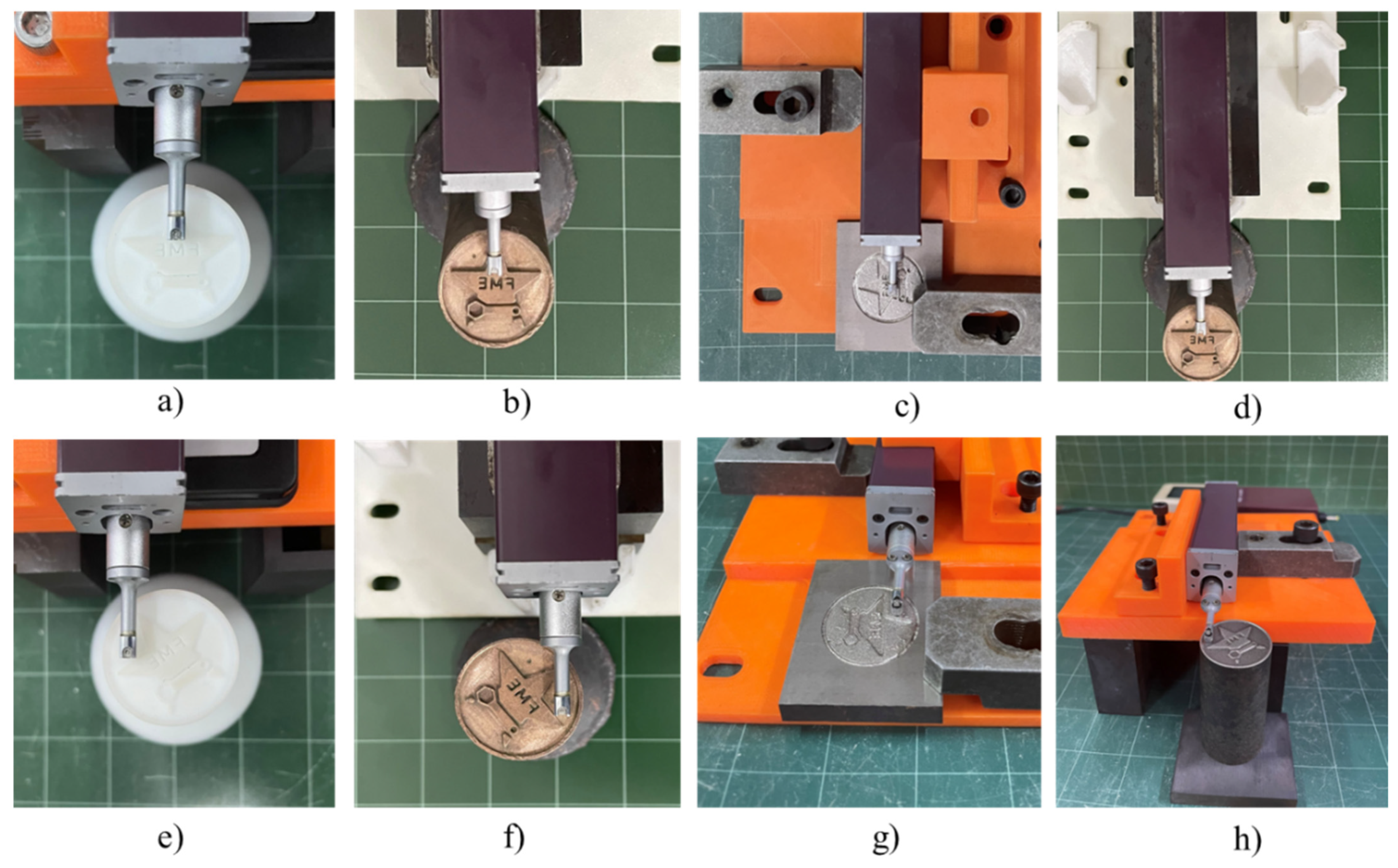
2.2.3. Machining Process and Measurement Equipment
3. Results and Discussion
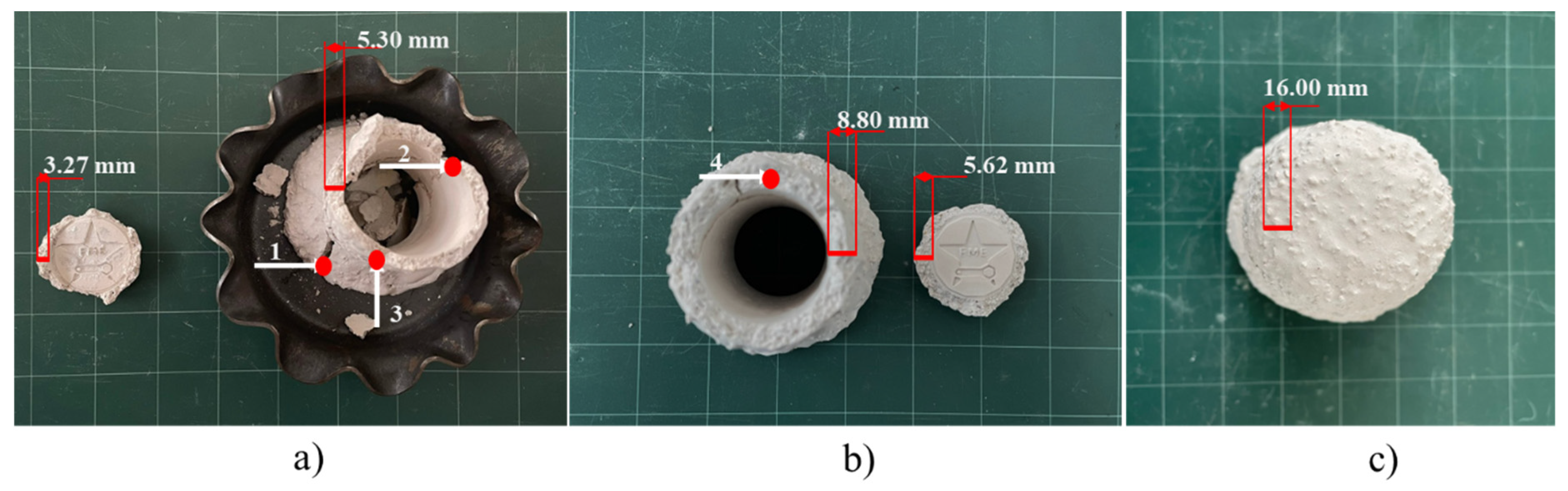
3.1. Effect of Mold Shell Thickness on Mold Durability
3.2. Evaluation of Shrinkage in the Electrode Fabrication Process
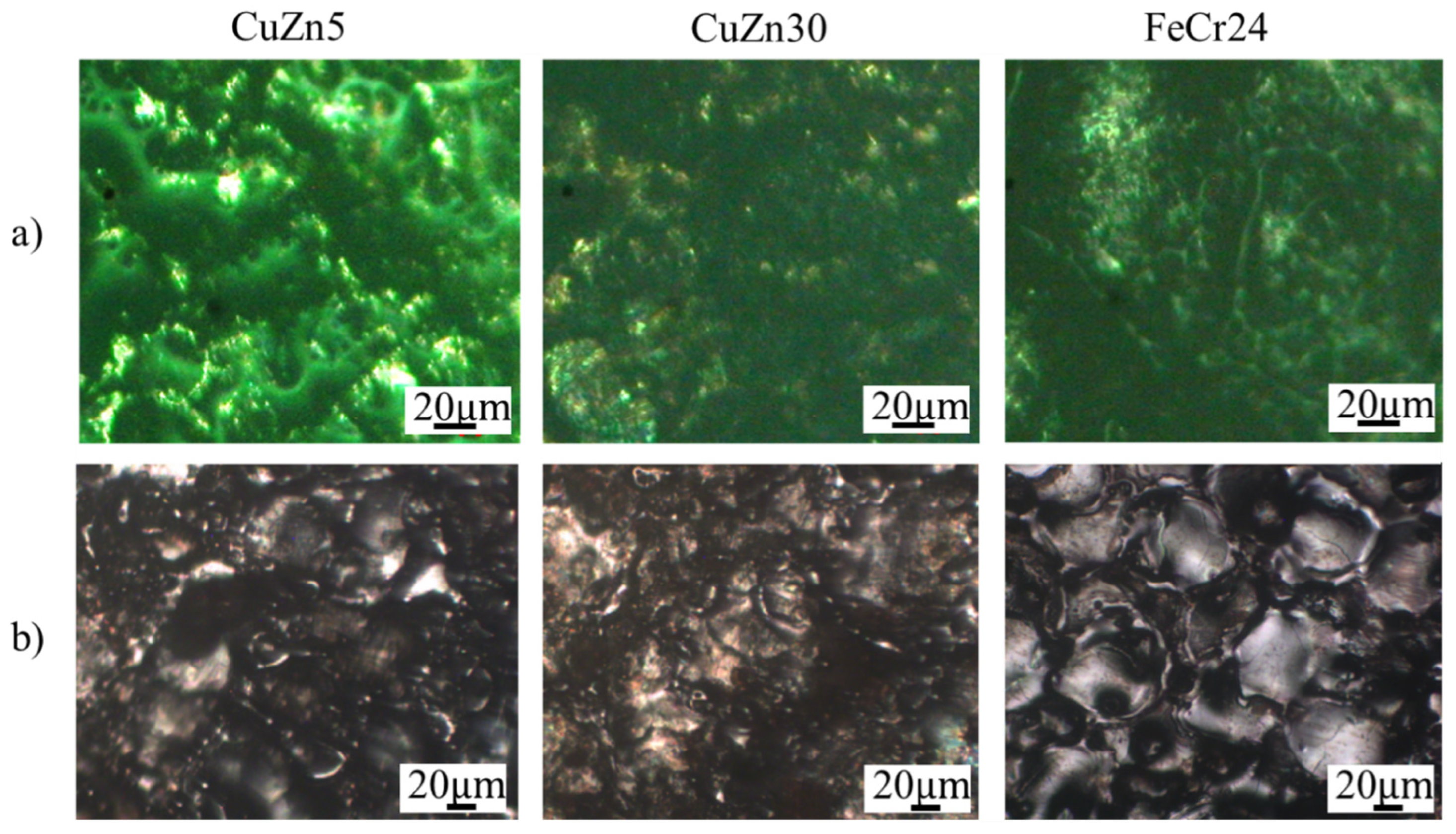
3.3. Evaluation of Surface Roughness of RP Patterns, Electrodes, and Workpiece After EDM Machining
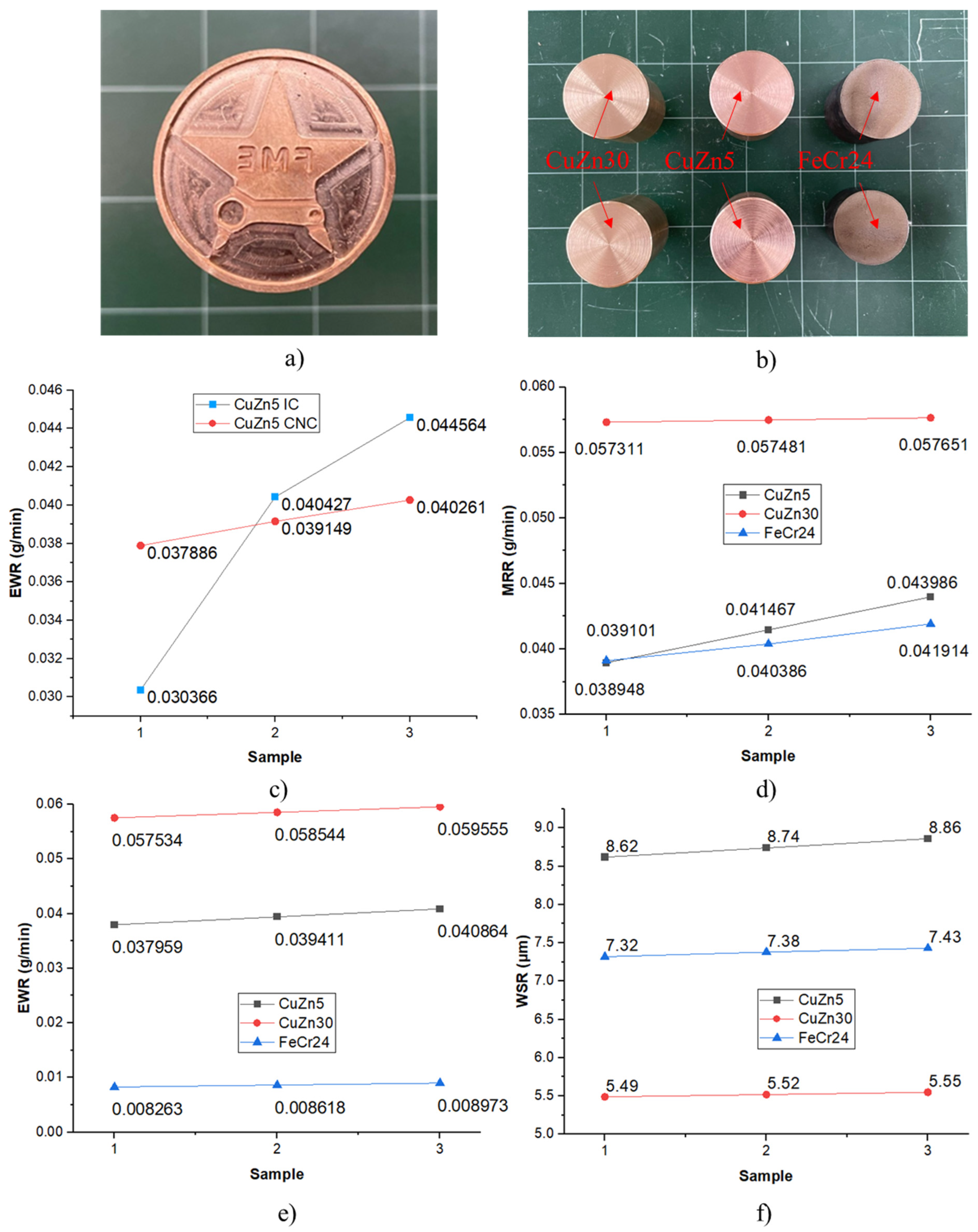
3.4. Comparison of the Electrode Wear Rate (EWR) Performance of Investment Casting Electrodes vs. CNC Electrodes and MRR, EWR, WSR of CuZn5, CuZn30, and FeCr24
4. Conclusions
- -
- There is a clear correlation between ceramic shell thickness and fracture resistance during the degradation phase. Thinner shells were susceptible to cracking due to stress concentration and the substantial difference in CTE between the ceramic and the epoxy pattern. The ceramic shell thickness considerably impacts the product development process in investment casting. Increased thickness leads to higher durability. Increasing the shell thickness of up to 16.0 mm (10 layers) helps against the thermal expansion of 3D-printed designs. The patterns are created by SLA 3D printing with epoxy resin, with a dimensional shrinkage of 0.7% and a surface roughness of 1.95–2.02 μm.
- -
- The shrinkage and surface finish of the investment cast electrode depend on the surface finish of the 3D-printed pattern, the internal surface finish of the ceramic shell, and the material selection. EDM-cast electrodes have a shrinkage of 0.8–1.9% and a surface roughness of 3.2–6.35 μm, depending on the materials chosen.
- -
- The shrinkage and surface roughness of CuZn5, CuZn30, and FeCr24 electrodes are 0.8% and 5.48–6.35 µm, 1.9% and 3.20–3.61 µm, and 1.6% and 4.07–4.71 µm, respectively. The machined surface roughness of the workpiece using CuZn5, CuZn30, and FeCr24 electrodes is 7.58–9.88 µm, 4.83–5.73 µm, and 4.71–6.98 µm, respectively.
- -
- Investment casting allows for fabricating post-cast products with complex geometries and high-hardness materials, such as FeCr24, with modest surface roughness. The roughness of the wax pattern created from the machined mold, applying the investment cast electrode, ranges from 4.26 to 4.32 µm, which is acceptable in rough machining. The 3D SLA printing technology in investment casting has shown significant potential for product development and tooling in the EDM technique. The electrode wear rate of as-cast EDM electrodes is slower in the initial stage compared to CNC-machined electrodes, and then it wears out faster.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wu, Q.-X.; Wu, M.-C.; Hu, C.-C.; Hsu, C.-Y.; Chang, T.-L.; Tsao, C.-C. Study on the fabricated feasibility of electrodes in EDM using rapid prototyping (RP) and investment casting technology. Int. J. Adv. Manuf. Technol. 2020, 109, 377–384. [Google Scholar] [CrossRef]
- Equbal, A.; Equbal, M.I.; Sood, A.K. An investigation on the feasibility of fused deposition modelling process in EDM electrode manufacturing. CIRP J. Manuf. Sci. Technol. 2019, 26, 10–25. [Google Scholar] [CrossRef]
- Mohanty, S.D.; Mohanty, R.C.; Mahapatra, S.S. Study on Performance of EDM Electrodes Produced Through Rapid Tooling Route. J. Adv. Manuf. Syst. 2017, 16, 357–374. [Google Scholar] [CrossRef]
- Equbal, A.; Equbal, M.I.; Badruddin, I.A.; Algahtani, A. A critical insight into the use of FDM for production of EDM electrode. Alex. Eng. J. 2022, 61, 4057–4066. [Google Scholar] [CrossRef]
- Cheah, C.M.; Chua, C.K.; Lee, C.W.; Feng, C.; Totong, K. Rapid prototyping and tooling techniques: A review of applications for rapid investment casting. Int. J. Adv. Manuf. Technol. 2005, 25, 308–320. [Google Scholar] [CrossRef]
- Ferreira, J.C.; Mateus, A.S.; Alves, N.F. Rapid tooling aided by reverse engineering to manufacture EDM electrodes. Int. J. Adv. Manuf. Technol. 2007, 34, 1133–1143. [Google Scholar] [CrossRef]
- Lumley, R.N. Aluminium Investment Casting and Rapid Prototyping for Aerospace Applications. In Fundamentals of Aluminium Metallurgy; Elsevier: Amsterdam, The Netherlands, 2018; pp. 123–158. [Google Scholar] [CrossRef]
- Ripetskiy, A.V.; Khotina, G.K.; Arkhipova, O.V. The role of additive manufacturing in the investment casting process. E3S Web Conf. 2023, 413, 04015. [Google Scholar] [CrossRef]
- Rahmati, S.; Rezaei, M.R.; Akbari, J. Design and manufacture of a wax injection tool for investment casting using rapid tooling. Tsinghua Sci. Technol. 2009, 14, 108–115. [Google Scholar] [CrossRef]
- Ferreira, J.M.G.C.; Mateus, A.J.S. Modeling of Solidification Process to Cast EDM Electrodes from Rapid Prototyping. In Microstructures, Mechanical Properties and Processes—Computer Simulation and Modelling, 1st ed.; Bréchet, Y., Ed.; Wiley: Hoboken, NJ, USA, 2000; pp. 331–336. [Google Scholar] [CrossRef]
- Mukhtarkhanov, M.; Perveen, A.; Talamona, D. Application of Stereolithography Based 3D Printing Technology in Investment Casting. Micromachines 2020, 11, 946. [Google Scholar] [CrossRef]
- Choudhari, C.M.; Patil, V.D. Product Development and its Comparative Analysis by SLA, SLS, and FDM Rapid Prototyping Processes. IOP Conf. Ser. Mater. Sci. Eng. 2016, 149, 012009. [Google Scholar] [CrossRef]
- Bansode, S.N.; Phalle, V.M.; Mantha, S.S. Influence of Slurry Composition on Mould Properties and Shrinkage of Investment Casting. Trans. Indian Inst. Met. 2020, 73, 763–773. [Google Scholar] [CrossRef]
- Nguyen, T.T.; Tran, V.T.; Nguyen, V.; Nguyen, V.T.T. Effect of infill ratios in SLA 3D printing on mechanical properties of castable wax patterns for molded shells in investment casting. PLoS ONE 2025, 20, e0311245. [Google Scholar] [CrossRef] [PubMed]
- Choo, S.; Jin, S.; Jung, J. Fabricating High-Resolution and High-Dimensional Microneedle Mold through the Resolution Improvement of Stereolithography 3D Printing. Pharmaceutics 2022, 14, 766. [Google Scholar] [CrossRef] [PubMed]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications, and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hui, D. 3D printing of polymer matrix composites: A review and perspective. Compos. Part B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Kanyo, J.E.; Schafföner, S.; Uwanyuze, R.S.; Leary, K.S. An overview of ceramic molds for investment casting of nickel superalloys. J. Eur. Ceram. Soc. 2020, 40, 4955–4973. [Google Scholar] [CrossRef]
- Chen, X.; Li, D.; Wu, H.; Tang, Y.; Zhao, L. Analysis of ceramic shell cracking in stereolithography-based rapid casting of turbine blade. Int. J. Adv. Manuf. Technol. 2011, 55, 447–455. [Google Scholar] [CrossRef]
- Jones, S.; Yuan, C. Advances in shell moulding for investment casting. J. Mater. Process. Technol. 2003, 135, 258–265. [Google Scholar] [CrossRef]
- Wang, S.; Miranda, A.G.; Shih, C. A Study of Investment Casting with Plastic Patterns. Mater. Manuf. Process. 2010, 25, 1482–1488. [Google Scholar] [CrossRef]
- Harun, W.S.W.; Safian, S.; Idris, M.H. Evaluation of ABS Patterns Produced from FDM for Investment Casting Process. In Proceedings of the Materials Characterisation 2009, New Forest, UK, 17–19 June 2009; pp. 319–328. [Google Scholar] [CrossRef]
- Rashedul, I.M.; Zhang, Y.; Zhou, K.; Wang, G.; Xi, T.; Ji, L. Influence of Different Tool Electrode Materials on Electrochemical Discharge Machining Performances. Micromachines 2021, 12, 1077. [Google Scholar] [CrossRef]
- Maccarini, G.; Pellegrini, G.; Ravasio, C. Effects of the properties of workpiece, electrode and dielectric fluid in micro-EDM drilling process. Procedia Manuf. 2020, 51, 834–841. [Google Scholar] [CrossRef]
- Nafi, M.A.; Jahan, M.P. Functional Surface Generation by EDM—A Review. Micromachines 2022, 14, 115. [Google Scholar] [CrossRef] [PubMed]
- Oniszczuk-Świercz, D.; Świercz, R.; Kopytowski, A.; Nowicki, R. Experimental Investigation and Optimization of Rough EDM of High-Thermal-Conductivity Tool Steel with a Thin-Walled Electrode. Materials 2022, 16, 302. [Google Scholar] [CrossRef]
- Li, L.; Wong, Y.S.; Fuh, J.Y.H.; Lu, L. Effect of TiC in copper–tungsten electrodes on EDM performance. J. Mater. Process. Technol. 2001, 113, 563–567. [Google Scholar] [CrossRef]
- Ding, S.; Zhou, J.; Wang, B.; Wang, Z.; Zhou, B. Research on the ultrasonic vibration-assisted short electric arc milling process of Inconel 718. Int. J. Adv. Manuf. Technol. 2024, 131, 4865–4884. [Google Scholar] [CrossRef]
- Arif, U.; Khan, I.A.; Hasan, F. Green and sustainable electric discharge machining: A review. Adv. Mater. Process. Technol. 2023, 9, 970–1044. [Google Scholar] [CrossRef]
- Liu, Z.; Liu, K.; Dai, X.; Zhou, J.; Xu, Y.; Zhou, Z. Milling performance of Inconel 718 based on DC short electric arc machining with graphite and W-Ag electrode materials. Int. J. Adv. Manuf. Technol. 2022, 122, 2253–2265. [Google Scholar] [CrossRef]
- Tedmon, C.S. The effect of li on the high temperature oxidation of Fe-25 Cr alloy. Corros. Sci. 1967, 7, 525–533. [Google Scholar] [CrossRef]
- Nguyen, T.T.; Tran, T.V.; Dao, S.H. A study on the Ability to Fabricate Mold Using 3D Printing Technology and Evaluate the Surface Roughness of Products in Investment Casting. J. Mach. Eng. 2024, 24, 106–118. [Google Scholar] [CrossRef]
- Nguyen, T.T.; Tran, V.T.; Pham, T.H.N.; Nguyen, V.-T.; Thanh, N.C.; Thi, H.M.N.; Duy, N.V.A.; Thanh, D.N.; Nguyen, V.T.T. Influences of Material Selection, Infill Ratio, Layer Height in the 3D Printing Cavity Process on the Surface Roughness of Printed Patterns and Casted Products in Investment Casting. Micromachines 2023, 14, 395. [Google Scholar] [CrossRef]
- Du, X.; Zhou, H.; Sun, W.; Liu, H.-Y.; Zhou, G.; Zhou, H.; Mai, Y.-W. Graphene/epoxy interleaves for delamination toughening and monitoring of crack damage in carbon fiber/epoxy composite laminates. Compfos. Sci. Technol. 2017, 140, 123–133. [Google Scholar] [CrossRef]
- Lü, K.; Duan, Z.; Liu, X.; Li, Y. Effects of fibre length and mixing routes on fibre reinforced shell for investment casting. Ceram. Int. 2019, 45, 6925–6930. [Google Scholar] [CrossRef]
- Li, Z.; Liu, X.; Lv, K. Study on the Strength of Short Carbon Fiber-Reinforced Silicon Sol Shells for the Investment Casting Process. Int. J. Met. 2020, 14, 432–441. [Google Scholar] [CrossRef]
- Gao, Y.; Ding, J. Low solid loading, low viscosity, high uniform shrinkage ceramic resin for stereolithography based additive manufacturing. Procedia Manuf. 2020, 48, 749–754. [Google Scholar] [CrossRef]
- Karalekas, D.; Aggelopoulos, A. Study of shrinkage strains in a stereolithography cured acrylic photopolymer resin. J. Mater. Process. Technol. 2003, 136, 146–150. [Google Scholar] [CrossRef]
- Yaman, U. Shrinkage compensation of holes via shrinkage of interior structure in FDM process. Int. J. Adv. Manuf. Technol. 2018, 94, 2187–2197. [Google Scholar] [CrossRef]
- Singh, D.; Singh, R.; Boparai, K.S. Development and surface improvement of FDM pattern based investment casting of biomedical implants: A state of the art review. J. Manuf. Process. 2018, 31, 80–95. [Google Scholar] [CrossRef]
- Tian, G.-L.; Bu, K.; Zhao, D.-Q.; Zhang, Y.-L.; Qiu, F.; Zhang, X.-D.; Ren, S.-J. A shrinkage prediction method of investment casting based on geometric parameters. Int. J. Adv. Manuf. Technol. 2018, 96, 1035–1044. [Google Scholar] [CrossRef]
- Badanova, N.; Perveen, A.; Talamona, D. Study of SLA Printing Parameters Affecting the Dimensional Accuracy of the Pattern and Casting in Rapid Investment Casting. J. Manuf. Mater. Process. 2022, 6, 109. [Google Scholar] [CrossRef]
- Jolly, M.; Katgerman, L. Modelling of defects in aluminum cast products. Prog. Mater. Sci. 2022, 123, 100824. [Google Scholar] [CrossRef]
- Vossel, T.; Wolff, N.; Pustal, B.; Bührig-Polaczek, A.; Ahmadein, M. Heat Transfer Coefficient Determination in a Gravity Die Casting Process with Local Air Gap Formation and Contact Pressure Using Experimental Evaluation and Numerical Simulation. Inter. Met. 2022, 16, 595–612. [Google Scholar] [CrossRef]
- Gierlotka, W.; Chen, S. Thermodynamic descriptions of the Cu–Zn system. J. Mater. Res. 2008, 23, 258–263. [Google Scholar] [CrossRef]
- Tang, Y.; Ma, J.; Han, D.; Wang, J.; Qi, H.; Jin, L. Critical Evaluation and Thermodynamic Optimization of the Cu-Zn, Cu-Se and Zn-Se Binary Systems. Metals 2022, 12, 1401. [Google Scholar] [CrossRef]
- Machuta, J.; Nova, I.; Horacek, J. Metallurgy and Structure of Casting Alloy Cu-30Zn Cast in Sand Moulds. Manuf. Technol. 2016, 16, 1014–1020. [Google Scholar] [CrossRef]
- Yang, Q.; Lu, Z.; Zhou, J.; Miao, K.; Li, D. A novel method for improving the surface finish of stereolithography apparatus. Int. J. Adv. Manuf. Technol. 2017, 93, 1537–1544. [Google Scholar] [CrossRef]
- Kumar, S.; Karunakar, D.B. Characterization and Properties of Ceramic Shells in Investment Casting Process. Int. Met. 2021, 15, 98–107. [Google Scholar] [CrossRef]
- Hadad, M.; Bui, L.Q.; Nguyen, C.T. Experimental investigation of the effects of tool initial surface roughness on the electrical discharge machining (EDM) performance. Int. J. Adv. Manuf. Technol. 2018, 95, 2093–2104. [Google Scholar] [CrossRef]
- Singh, H.; Singh, J.; Kumar, S. Effect of processing conditions and electrode materials on the surface roughness of EDM-processed hybrid metal matrix composites. Int. J. Light. Mater. Manuf. 2024, 7, 480–493. [Google Scholar] [CrossRef]
- Ishfaq, K.; Rehman, M.; Wang, Y. Toward the Targeted Material Removal with Optimized Surface Finish During EDM for the Repair Applications in Dies and Molds. Arab. J. Sci. Eng. 2023, 48, 2653–2669. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Chemical Composition (%) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Fe | Ni | Cu | Zn | Sn | Pb | Cr | C | Si | Mn | V | |
| FeCr24 | 71.000 | 0.224 | 0.0402 | 0.005 | 0.003 | 0.002 | 24.130 | 2.990 | 0.835 | 0.447 | 0.119 |
| CuZn30 | 1.230 | 0.265 | 69.930 | 26.640 | 1.000 | 0.918 | - | - | - | - | - |
| CuZn5 | 0.094 | 0.473 | 85.730 | 4.720 | 4.340 | 4.640 | - | - | - | - | - |
| Materials | CuZn5 | CuZn30 | FeCr24 |
|---|---|---|---|
| Melting temperature | 1030 | 954 | 1150 |
| Electrical conductivity MS/m | 8.5 | 16 | 0.91 |
| Thermal conductivity W/mK | 71 | 121 | 17 |
| Parameters | Values |
|---|---|
| X-axis | 400 mm |
| Y-axis | 300 mm |
| Z-axis (Servo) | 300 mm |
| Table working | 650 × 350 mm |
| Spacing from the chuck to the machine table | 150–450 mm |
| HV (High Voltage) | 1A (V) |
| GAP (Distance between electrode and workpiece) | 9 |
| SERVO | 62.5% |
| JI (Jump backward distance) | 2 (mm) |
| WT (Duration of sparking) | 0.3 (s) |
| Mold Types | Samples | Measurements | Average | ||
|---|---|---|---|---|---|
| 1 | 2 | 3 | |||
| 4 layers (5.3 mm) | A | 5.29 | 5.43 | 5.25 | 5.32 |
| B | 5.26 | 5.44 | 5.16 | 5.29 | |
| C | 5.37 | 5.29 | 5.43 | 5.36 | |
| 6 layers (8.8 mm) | A | 8.76 | 8.78 | 8.81 | 8.78 |
| B | 8.75 | 8.66 | 8.53 | 8.64 | |
| C | 8.71 | 9.08 | 9.12 | 8.97 | |
| 6 layers (16.0 mm) | A | 16.02 | 16.29 | 16.22 | 16.18 |
| B | 16.29 | 16.08 | 15.99 | 16.12 | |
| C | 15.94 | 16.20 | 16.02 | 16.05 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nguyen, T.T.; Nguyen, V.-T.; Tran, V.T.; Le, A.T.; Nguyen, T.D.; Huynh, Q.D.; Ho, M.T.; Dang, M.P.; Le, H.G.; Nguyen, V.T.T. Insight into Various Casting Material Selections in Rapid Investment Casting for Making EDM Electrodes. Micromachines 2025, 16, 595. https://doi.org/10.3390/mi16050595
Nguyen TT, Nguyen V-T, Tran VT, Le AT, Nguyen TD, Huynh QD, Ho MT, Dang MP, Le HG, Nguyen VTT. Insight into Various Casting Material Selections in Rapid Investment Casting for Making EDM Electrodes. Micromachines. 2025; 16(5):595. https://doi.org/10.3390/mi16050595
Chicago/Turabian StyleNguyen, Thanh Tan, Van-Thuc Nguyen, Van Tron Tran, Anh Thi Le, Thanh Duy Nguyen, Quoc Dung Huynh, Minh Tri Ho, Minh Phung Dang, Hieu Giang Le, and Van Thanh Tien Nguyen. 2025. "Insight into Various Casting Material Selections in Rapid Investment Casting for Making EDM Electrodes" Micromachines 16, no. 5: 595. https://doi.org/10.3390/mi16050595
APA StyleNguyen, T. T., Nguyen, V.-T., Tran, V. T., Le, A. T., Nguyen, T. D., Huynh, Q. D., Ho, M. T., Dang, M. P., Le, H. G., & Nguyen, V. T. T. (2025). Insight into Various Casting Material Selections in Rapid Investment Casting for Making EDM Electrodes. Micromachines, 16(5), 595. https://doi.org/10.3390/mi16050595