
Multi-Scale Traditional and Non-Traditional Machining of Bulk Metallic Glasses (BMGs)—Review of Challenges, Recent Advances, and Future Directions



Abstract
1. Introduction
2. Brief Overview of Structure, Processing, and Properties of BMGs
3. Conventional Machining of Bulk Metallic Glass
3.1. Milling of Bulk Metallic Glass
3.2. Turning of Bulk Metallic Glass
3.3. Drilling of Bulk Metallic Glass
3.4. Grinding of Metallic Glass
4. Non-Conventional Machining of BMG
4.1. Electro-Discharge Machining (EDM)
4.2. Electrochemical Machining of Bulk Metallic Glass
4.3. Ultrasonic Machining of Bulk Metallic Glass
4.4. Laser Machining of Bulk Metallic Glasses
4.5. Abrasive Waterjet Machining of Bulk Metallic Glasses
5. Conclusions, Analysis of Current Research State, and Future Directions
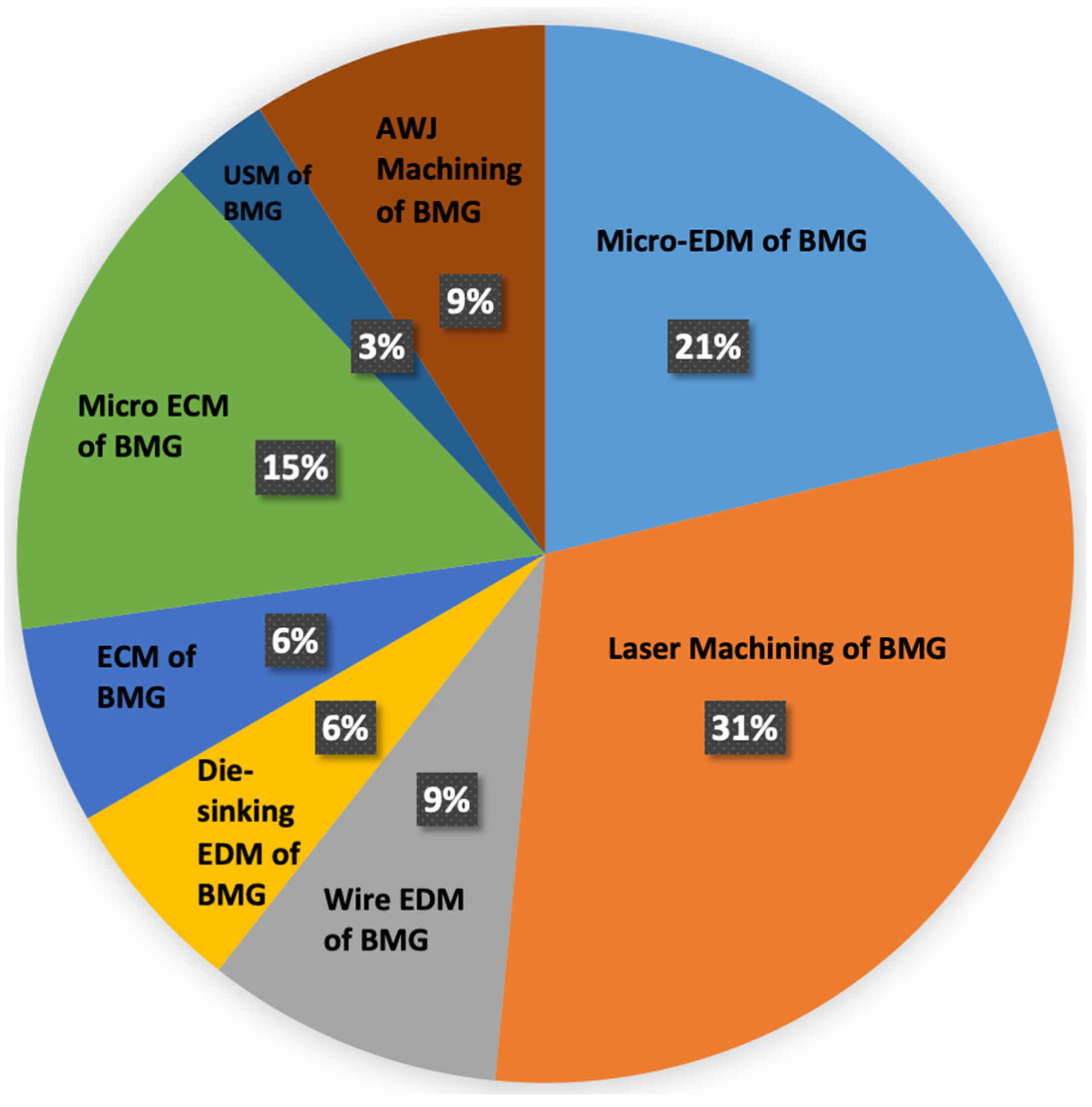
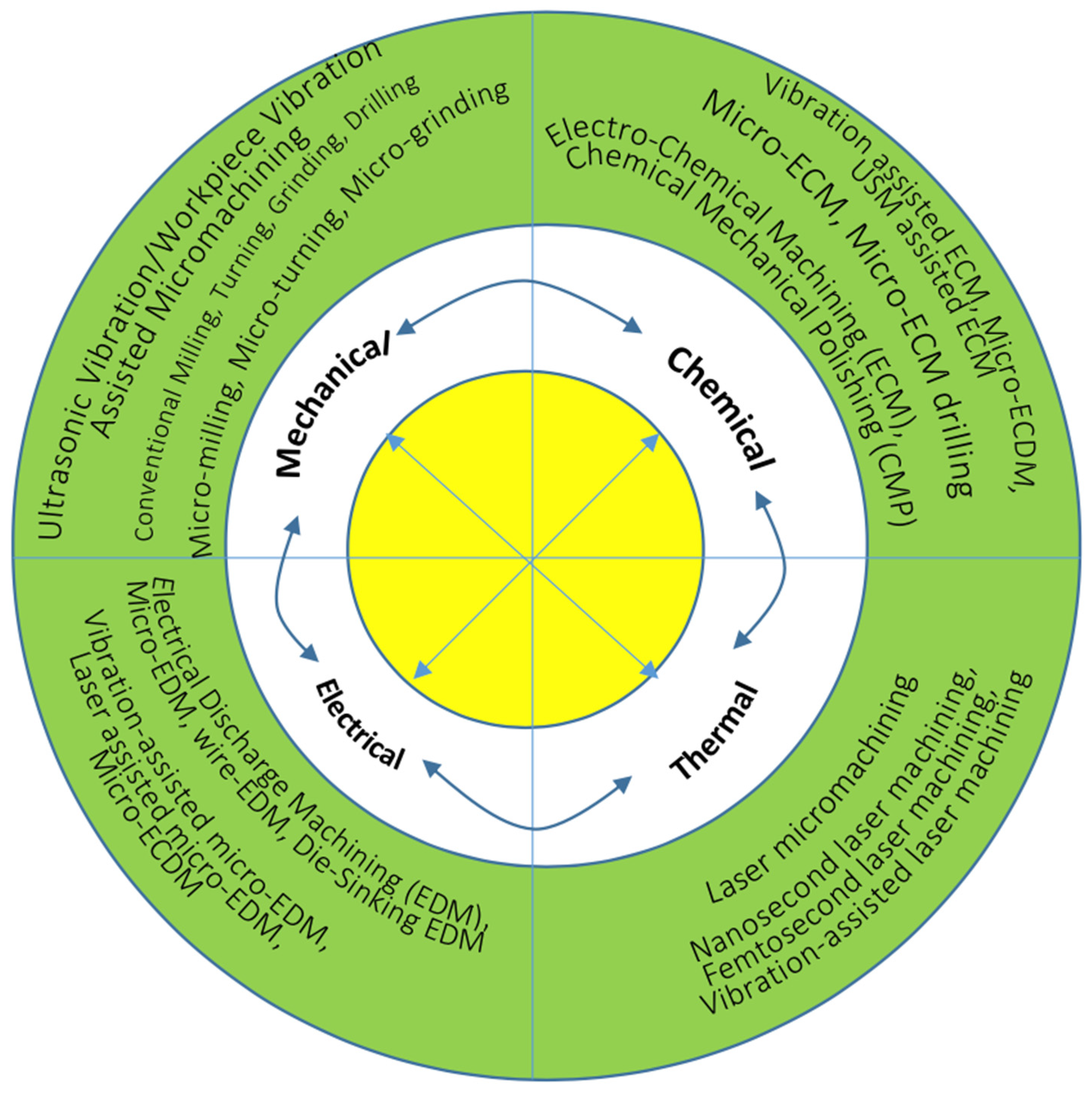
- From the literature, it was found that non-conventional micromachining processes are currently preferable over conventional micromachining processes, mostly because of the capability of non-conventional processes to machine BMGs regardless of their hardness and strengths. The traditional machining of BMGs is also associated with high cost, waste of materials, and oxidation and crystallization of BMGs. Some of the common challenges associated with traditional machining of BMGs are lightning chips causing fire hazards, extensive tool wear and breakage resulting in increase in production cost, and poor surface finish requiring post-process finishing of the parts. The most important challenge is the crystallization of sub-surface microstructure, which changes the unique properties of BMGs. As can be seen from Figure 35 and Figure 36, a significant number of research studies have been carried out on the machining of BMGs using various non-traditional manufacturing processes. Among the non-traditional processes, laser, EDM, and ECM processes were found to be popular in machining of BMGs, mostly because of the non-contact nature of their material removal. However, the non-traditional machining processes, although they can machine BMGs effectively, are not immune when it comes to the crystallization of the machined surface and sub-surface after machining. Therefore, future research should concentrate foremost on eliminating or at least minimizing the crystallization layer on the surface and sub-surface of BMGs after machining.
- Micro EDM processes provided, comparatively, a better alternative to conventional machining than most of the other non-traditional machining processes. Micro EDM is capable of minimizing the discharge energy to a great extent, which allows for the generation of 1–2 μm crater sizes and fewer than 5 microns of recast layer, thus minimizing the crystallization at the subsurface of BMGs. Additionally, micro EDM is capable of producing products with high aspect ratios, low cost, and better surface morphology. Due to the capability of micro EDM to machine BMGs without affecting the crystallization significantly, it can be used to machine features in BMGs with a fine surface finish while keeping the mechanical properties of BMGs unaffected. Future research should focus on applying the assistance of external sources to further improve the surface finish and minimize crystallization. Two of the most effective hybrid micromachining processes that were reported in literature are vibration-assisted micro EDM [134] and powder mixed micro EDM [135]. In addition, other micro-EDM-based hybrid machining processes, as discussed in a recent publication by the authors [136], can be applied to further improve the micro EDM machinability of BMGs. Figure 36 proposed some EDM-based hybrid machining processes that can be applied to further improve the machining performance of electrical and thermal machining processes for successfully machining BMGs.
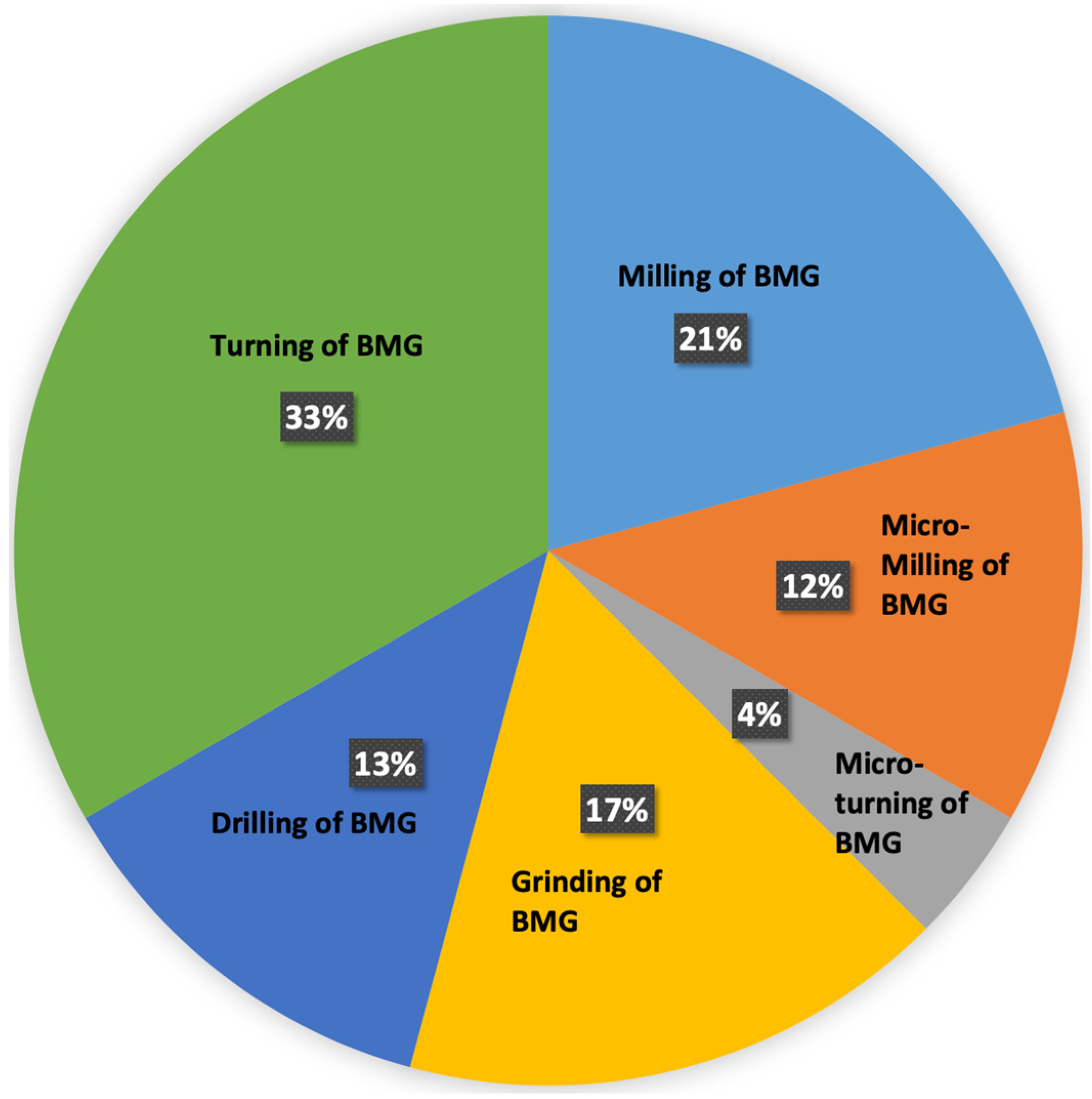
- Very few studies have been conducted using conventional processes, especially at the micro scale, as can be seen from Figure 34. It can be seen that there have been a few studies on micro-milling of BMGs, with almost no attempt to machine BMGs with other micro-scale mechanical machining processes. This is mainly due to the very high cutting forces, lightning chip generation, and light emissions during the drilling of BMGs. In addition, very few studies have focused on the drilling of BMGs using mechanical drilling processes due to significant challenges. As a consequence of this finding, researchers or industry professionals can consider pre-hole drilling using the micro EDM process before performing the actual mechanical drilling process with target dimensions when drilling holes in BMGs. Therefore, future research studies should converge on traditional drilling with non-traditional drilling processes (such as micro EDM drilling, laser drilling, USM, etc.) to complement each other’s shortcomings/challenges and, thus, to improve overall machining performance. In addition, the micro scale machinability of BMGs needs to be explored in more depth in future research studies. Figure 36 proposes how the machining performance of mechanical-contact-based machining processes can be improved by incorporating other sources of energy, such as chemical, electrical, thermal, etc., to innovate new machining processes for BMGs.
- Machining of BMGs is expensive due not only to the cost associated with machining but also due to the cost of BMG itself. One way to reduce costs is to minimize the number of experiments and carry out modeling and simulation studies on the machining of BMGs. Currently, very few research studies have focused on modeling and simulation of machining of BMGs. Future research should focus on using computer-aided design (CAD) and computer-aided machining (CAM) to design optimum machining conditions for machining BMGs and conducting simulations using advanced simulation techniques such as finite element analysis (FEA) or molecular dynamics simulations (MDS) to narrow down experimental procedures and lower costs. Apart from the initial cost of modeling and simulation software, the cost of BMG materials, cutting tools, machine run time, operator costs, and other maintenance costs can be reduced, thus reducing the overall production cost for product development using BMGs.
- Most of the research studies on micro ECM of BMGs showed that corrosion and transpassive dissolution processes were major challenges during micro ECM of BMGs. Therefore, more research studies should be conducted on developing innovative strategies to minimize corrosion and the transpassive dissolution mechanism. Some of the suggestions are as follows: selection of electrolytes that do not promote these two phenomena and removal of the corrosive layer from the machined surface by micro-ECM-based hybrid processes. Some hybrid processes that could potentially be combined with micro ECM are combined micro ECM and micro-grinding, abrasive micro-jet electro-chemical machining, abrasive mixed electro-chemical grinding, etc. All of these processes involve secondary material removal and work as finishing processes, which will be effective in the removal of the corrosive layer from the BMGs. Figure 37 proposes some innovative hybrid machining processes that can be explored to improve the machinability of BMGs in chemical machining processes. The unwanted corrosion and transpassive dissolution during micro ECM of BMGs poses a major challenge to obtaining a high level of dimensional accuracy and also induces an oxide layer on the machined surfaces of BMGs. A hybrid process combining a post-processing finishing process along with micro ECM (mechanical finishing processes like grinding, ultrasonic machining, abrasive finishing, etc.) will allow removal of oxide and corroded layers and, thus, will enhance overall surface finish and dimensional accuracy of the machined BMG parts.
- It is obvious now that by reducing cutting forces for conventional machining and discharge energy level for EDM, the degree of crystallization can be reduced. So far, no or very few research studies have focused on nanomachining of BMGs. Nano-EDM uses energy in nano Joules (nJ), which can significantly reduce the crystallization on the machined surface and sub-surface. Nano EDM was found to successfully machine electrically conductive metals and is capable of producing sub 100 nm features with consistency and repeatability [137]. In addition, nano scale conventional machining, such as tip-based nanomachining, can be introduced for machining BMGs with minimal to no crystallization.
- One of the potential areas of application of BMGs that is seeing growth is using BMG implants for biomedical applications. BMGs have all of the important properties a biomedical implant need to have, such as high strength, hardness, toughness, corrosion resistance, etc. In recent years, there have been several research studies focusing on investigating the biocompatibility of BMGs after being machined by both conventional and non-conventional machining processes. One of the studies from the authors has reported application of micro EDM for surface generation with improved biomedical characteristics [138]. Future research should investigate enhancing the biomedical characteristics of BMGs using innovative manufacturing processes. BMGs have superior strength and toughness compared to the two most common implant materials: titanium alloy and steel. However, they are susceptible to brittle failure, which can be an issue when using BMGs as biomedical implants. The research on manufacturability and performance of BMGs as biomedical implants will have significant implications for the growth of the biomedical implant industry.
- Monitoring, control, and feedback to improve machining performance has remained one of the major and important research areas in the manufacturing field. Although there have been many studies on improving machining performance and optimizing process parameters using in situ monitoring and control, very few studies focused on applying those techniques for conventional or non-conventional machining of BMGs. In addition, application of artificial intelligence (AI) in machining has been one of the very recent developments in the field of manufacturing, which needs extensive research work [139]. Therefore, future researchers should focus on applying machine learning (ML), artificial intelligence (AI), and digital twins to the machining of BMGs to optimize the machining performance and reduce the crystallization upon machining, thus protecting the excellent mechanical properties of BMCs for prospective applications of machined parts.
- The laser bed fusion (LBF) technique, which is one of the very popular additive manufacturing technologies, can produce metallic, polymer, and ceramic components by selectively melting a powder of the concerned materials on a build platform (heated/unheated) with the help of a scanning laser beam layer by layer as per the design of a three-dimensional CAD file [140,141]. The extreme fast cooling constraint offered by the conventional BMG fabrication technique during large BMG fabrication can be overcome by laser powder bed fusion of BMG, where a part bigger than the critical casted size can be produced from a combination of different elemental powders. Moreover, due to its additive nature, laser bed fusion techniques offer the advantage of producing geometrically complex parts as well as a wide range of BMGs, either with high or low glass forming ability [142]. In addition, preproduction and post-production tooling may not be necessary, therefore making this technology more cost effective [143]. Additively manufactured BMGs hold huge potential, not only for patient-specific application in the biomedical field [144], but also for applications in aerospace [145] and jewelry industries [146]. However, LBF still deals with issues such as partial crystallization, degrading bio response behavior, undesired pores, and microcracks [147]. As a result, future research should focus on design for additive manufacturing, investigating the feasibility of replacing existing BMG products using the existing metal additive manufacturing processes, or innovating novel AM processes for printing industrial grade BMG parts.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chen, M. A brief overview of bulk metallic glasses. NPG Asia Mater. 2011, 3, 82–90. [Google Scholar] [CrossRef]
- Available online: www.bulkmetallicglass.it (accessed on 10 April 2024).
- Bakkal, M.; Shih, A.J.; Mcspadden, S.B.; Liu, C.; Scattergood, R.O. Light emission, chip morphology, and burr formation in drilling the bulk metallic glass. Int. J. Mach. Tools Manuf. 2005, 45, 741–752. [Google Scholar] [CrossRef]
- Xie, B.; Kumar, M.N.; Yan, D.P.; Jin, X. Material Behavior in Micro Milling of Zirconium Based Bulk Metallic Glass. In TMS 2017 146th Annual Meeting & Exhibition Supplemental Proceedings; Springer: Berlin/Heidelberg, Germany, 2017; Available online: https://link.springer.com/chapter/10.1007/978-3-319-51493-2_34 (accessed on 19 May 2018).
- Bakkal, M.; Liu, C.T.; Watkins, T.R.; Scattergood, R.O.; Shih, A.J. Oxidation and crystallization of Zr-based bulk metallic glass due to machining. Intermetallics 2004, 12, 195–204. [Google Scholar] [CrossRef]
- Hofmann, D.C. Bulk Metallic Glasses and Their Composites: A Brief History of Diverging Fields. J. Mater. 2013, 2013, 517904. [Google Scholar] [CrossRef]
- Kruzic, J.J. Bulk Metallic Glasses as Structural Materials: A Review. Adv. Funct. Mater. 2016, 18, 1308–1331. [Google Scholar] [CrossRef]
- Greer, A.L.; Ma, E. Bulk Metallic Glasses: At the Cutting Edge of Metals Research. MRS Bull. 2007, 32, 611–619. [Google Scholar] [CrossRef]
- Khan, M.M.; Nemati, A.; Rahman, Z.U.; Shah, U.H.; Asgar, H.; Haider, W. Recent Advancements in Bulk Metallic Glasses and Their Applications: A Review. Crit. Rev. Solid State Mater. Sci. 2018, 43, 233–268. [Google Scholar] [CrossRef]
- Bakkal, M. Machinability of BMG. Key Eng. Mater. 2012, 521, 225–253. [Google Scholar] [CrossRef]
- Zhang, L.; Huang, H. Micro machining of bulk metallic glasses: A review. Int. J. Adv. Manuf. Technol. 2019, 100, 637–661. [Google Scholar] [CrossRef]
- Williams, E.; Lavery, N. Laser processing of bulk metallic glass: A review. J. Mater. Process. Technol. 2017, 247, 73–91. [Google Scholar] [CrossRef]
- Available online: https://orbray.com/en/product/jewel/material/bmg.html (accessed on 10 April 2024).
- Koch, C.C.; Cavin, O.B.; Mckamey, C.G.; Scarbrough, J.O. Preparation of amorphous Ni60Nb40 by mechanical alloying. Appl. Phys. Lett. 1983, 43, 1017. [Google Scholar] [CrossRef]
- Eckert, J. Mechanical alloying of highly processable glassy alloys. Mater. Sci. Eng. A 1997, 226, 364. [Google Scholar] [CrossRef]
- Inoue, A.; Zhang, T.; Masumoto, T. Al–La–Ni amorphousalloys with a wide supercooled liquid region. Mater. Trans. JIM 1989, 30, 965. [Google Scholar] [CrossRef]
- Inoue, A.; Zhang, T.; Nishiyama, N.; Ohba, K.; Masumoto, T. Preparation of 16 mm diameter rod of amorphous Zr65Al7.5Ni10Cu17.5 alloy. Mater. Trans. JIM 1993, 34, 1234. [Google Scholar] [CrossRef]
- Miller, S.A.; Murphy, R.J. Gas-water atomization process for producing amorphous powders. Scr. Metall. 1979, 13, 673. [Google Scholar] [CrossRef]
- Luborsky, F.E. Amorphous Metallic Alloys; Butterworths: London, UK, 1983. [Google Scholar]
- Schultz, L.; Eckert, J. Mechanically alloyed glassy metals. In Glassy Metals III: Amorphization Techniques, Catalysis, Electronic and Ionic Structure; Beck, H., Gütherodt, H.J., Eds.; Springer: Berlin, Germany, 1994; p. 70. [Google Scholar]
- Eckert, J.; Schultz, L.; Hellstern, E.; Urban, K. Glass-forming range in mechanically alloyed Ni-Zr and the influence of the milling intensity. J. Appl. Phys. 1988, 64, 3224. [Google Scholar] [CrossRef]
- Eckert, J.; Seidel, M.; Schlorke, N.; Kübler, A.; Schultz, L. Solid state processing of bulk metallic glass forming alloys. Mater. Sci. Forum 1997, 235, 23. [Google Scholar] [CrossRef]
- Xing, L.Q.; Eckert, J.; Löser, W.; Schultz, L. High-strength materials produced by precipitation of icosahedral quasicrystals in bulk Zr–Ti–Cu–Ni–Al amorphous alloys. Appl. Phys. Lett. 1999, 74, 664. [Google Scholar] [CrossRef]
- Xing, L.Q.; Eckert, J.; Löser, W.; Schultz, L.; Herlach, D.M. Crystallization behaviour and nanocrystalline microstructure evolution of a Zr57Cu20Al10Ni8Ti5 bulk amorphous alloy. Philos. Mag. A 1999, 79, 1095. [Google Scholar] [CrossRef]
- Saida, J.; Matsushita, M.; Zhang, T.; Inoue, A.; Chen, M.W.; Sakurai, T. Precipitation of icosahedral phase from a supercooled liquid region in Zr65Cu7.5Al7.5Ni10Ag10 metallic glass. Appl. Phys. Lett. 1999, 75, 3497. [Google Scholar] [CrossRef]
- Boucharat, N.; Hebert, R.; Rosner, H.; Valiev, R.; Wilde, G. Nanocrystallization of amorphous Al88Y7Fe5 alloy induced by plastic deformation. Scr. Mater. 2005, 53, 823. [Google Scholar] [CrossRef]
- Wilde, G.; Boucharat, N.; Dinda, G.P.; Rosner, H.; Valiev, R.Z. New routes for synthesizing massive nanocrystalline materials. Mater. Sci. Forum 2006, 503–504, 425. [Google Scholar] [CrossRef]
- Eckert, J.; Das, J.; Pauly, S.; Duhamel, C. Mechanical properties of bulk metallic glasses and composites. J. Mater. Res. 2007, 22, 285–301. [Google Scholar] [CrossRef]
- Li, J.X.; Shan, G.B.; Gao, K.W.; Qiao, L.J.; Chu, W.Y. In situ SEM study of formation and growth of shear bands and microcracks in bulk metallic glasses. Mater. Sci. Eng. A 2003, 354, 337–343. [Google Scholar] [CrossRef]
- Trexler, M.M.; Thadhani, N.N. Mechanical properties of bulk metallic glasses. Prog. Mater. Sci. 2010, 55, 759–839. [Google Scholar] [CrossRef]
- Liu, L.F.; Dai, L.H.; Bai, Y.L.; Wei, B.C.; Eckert, J. Behavior of multiple shear bands in Zr-based bulk metallic glass. Mater. Chem. Phys. 2005, 93, 174–177. [Google Scholar] [CrossRef]
- Jacobson, L.A.; McKittrick, J. Rapid solidification processing. Mater. Sci. Eng. R Rep. 1994, 11, 355–408. [Google Scholar] [CrossRef]
- Conner, R.D.; Choi-Yim, H.; Johnson, W.L. Mechanical properties of Zr57Nb5Al10Cu15.4Ni12.6 metallic glass matrix particulate composites. J. Mater. Res. 1999, 14, 3292–3297. [Google Scholar] [CrossRef]
- Zhang, Z.F.; Eckert, J.; Schultz, L. Difference in compressive and tensile fracture mechanisms of Zr59Cu20Al10Ni8Ti3 bulk metallic glass. Acta Mater. 2003, 51, 1167–1179. [Google Scholar] [CrossRef]
- Subhash, G.; Dowding, R.J.; Kecskes, L.J. Characterization of uniaxial compressive response of bulk amorphous Zr–Ti–Cu–Ni–Be alloy. Mater. Sci. Eng. A 2002, 334, 33–40. [Google Scholar] [CrossRef]
- Zhang, Z.; Keppens, V.; Liaw, P.; Yokoyama, Y.; Inoue, A. Elastic properties of Zr-based bulk metallic glasses studied by resonant ultrasound spectroscopy. J. Mater. Res. 2007, 22, 364–367. [Google Scholar] [CrossRef]
- Lewandowski, J.; Wang, W.; Greer, A. Intrinsic plasticity or brittleness of metallic glasses. Philos. Mag. 2005, 85, 77. [Google Scholar] [CrossRef]
- Schroers, J.; Johnson, W. Ductile bulk metallic glass. Phys. Rev. Lett. 2004, 93, 255506. [Google Scholar] [CrossRef] [PubMed]
- Chen, H.; Krause, J.; Coleman, E. Elastic constants, hardness and their implications to flow properties of metallic glasses. J. Non-Cryst. Solids 1975, 18, 157–171. [Google Scholar] [CrossRef]
- Gu, X.; Poon, S.; Shiflet, G. Mechanical properties of iron-based bulk metallic glasses. J. Mater. Res. 2007, 22, 344–351. [Google Scholar] [CrossRef]
- Lewandowski, J.; Gu, X.; Nouri, A.; Poon, S.; Shiflet, G. Tough Fe-based bulk metallic glasses. Appl. Phys. Lett. 2008, 92, 091918. [Google Scholar] [CrossRef]
- Gilvert, C.; Schroeder, V.; Ritchie, R. Mechanisms for fracture and fatigue-crack propagation in a bulk metallic glass. Metall. Mater. Trans. A 1999, 30, 1739. [Google Scholar] [CrossRef]
- Wang, G.Y.; Liaw, P.K.; Peter, W.H.; Yang, B.; Freels, M.; Yokoyama, Y.; Benson, M.L.; Green, B.A.; Saleh, T.A.; McDaniels, R.L.; et al. Fatigue behavior and fracture morphology of Zr50Al10Cu40 and Zr50Al10Cu30Ni10 bulk-metallic glasses. Intermetallics 2004, 12, 1219. [Google Scholar] [CrossRef]
- Wang, G.Y.; Liaw, P.K.; Peter, W.H.; Yang, B.; Yokoyama, Y.; Benson, M.L.; Green, B.A.; Kirkham, M.J.; White, S.A.; Saleh, T.A.; et al. Fatigue behavior of bulk-metallic glasses. Intermetallics 2004, 12, 885. [Google Scholar] [CrossRef]
- Peter, W.H.; Liaw, P.K.; Buchanan, R.A.; Liu, C.T.; Brooks, C.R.; Horton, J.A., Jr.; Carmichael, C.A., Jr.; Wright, J.L. Fatigue behavior of Zr52.5Al10Ti5Cu17.9Ni14.6 bulk metallic glass. Intermetallics 2002, 10, 1125. [Google Scholar] [CrossRef]
- Peter, W.; Buchanan, R.; Liu, C.; Liaw, P. The fatigue behavior of a zirconium-based bulk metallic glass in vacuum and air. J. Non-Cryst. Solids 2003, 317, 187. [Google Scholar] [CrossRef]
- Freels, M.; Liaw, P.; Zhang, Q.; Hu, Z. Stress-life fatigue behavior and fracture-surface morphology of a Cu-based bulk-metallic glass. J. Mater. Res. 2007, 22, 374–381. [Google Scholar] [CrossRef]
- Flores, K.M.; Johnson, W.; Dauskardt, R.H. Fracture and fatigue behavior of a ZrTiNb ductile phase reinforced bulk metallic glass matrix composite. Scr. Mater. 2003, 49, 1181. [Google Scholar] [CrossRef]
- Flores, K.M.; Dauskardt, R.H. Fracture and deformation of bulk metallic glasses and their composites. Intermetallics 2004, 12, 1025. [Google Scholar] [CrossRef]
- Qiao, D.C.; Liaw, P.K.; Fan, C.; Lin, Y.H.; Wang, G.Y.; Choo, H.; Buchanan, R.A. Fatigue and fracture behavior of (Zr58Ni13.6Cu18Al10.4)99Nb1 bulkamorphous alloy. Intermetallics 2006, 14, 1043. [Google Scholar] [CrossRef]
- Li, Q.; Li, M. Molecular dynamics simulation of intrinsic and extrinsic mechanical properties of amorphous metals. Intermetallics 2006, 14, 1005–1010. [Google Scholar] [CrossRef]
- Schuh, C.; Nieh, T. A nanoindentation study of serrated flow in bulk metallic glasses. Acta Mater. 2003, 51, 87–99. [Google Scholar] [CrossRef]
- Owen, D.M.; Rosakis, A.J.; Johnson, W.L. Dynamic failure mechanisms in beryllium bearing bulk metallic glasses. Mater. Res. Soc. Symp. Proc. 1999, 554, 419–430. [Google Scholar] [CrossRef]
- Lewandowski, J. Effects of annealing and changes in stress state on fracture toughness of bulk metallic glass. Mater. Trans. JIM 2001, 42, 633–637. [Google Scholar] [CrossRef]
- Khonik, S.V.; Granato, A.V.; Joncich, D.M.; Pompe, A.; Khonik, V.A. Evidence of distributed interstitialcy- like relaxation of the shear modulus due to structural relaxation of metallic glasses. Phys. Rev. Lett. 2006, 100, 065501. [Google Scholar] [CrossRef]
- Lind, M.L.; Duan, G.; Johnson, W.L. Isoconfigurational elastic constants and liquid fragility of a bulk metallic glass forming alloy. Phys. Rev. Lett. 2006, 97, 015501. [Google Scholar] [CrossRef]
- Glezer, A.M.; Shurygina, N.A. Amorfnonanokristallicheski Splavy (Amorphous-Nanocrystalline Alloys); Fizmatlit: Moscow, Russia, 2013. [Google Scholar]
- Louzguine, D.V.; Pol’kin, V.I. Bulk metallic glasses: Fabrication, structure, and structural changes under heating. Russ. J. Non-Ferr. Met. 2016, 57, 25–32. [Google Scholar] [CrossRef]
- Harms, U.; Shen, T.D.; Schwarz, R.B. Thermal conductivity of Pd40Ni40–xCuxP20 metallic glasses. Scr. Mater. 2002, 47, 411–414. [Google Scholar] [CrossRef]
- Yamasaki, M.; Kagao, S.; Kawamura, Y. Thermal diffusivity and conductivity of Zr55Al10Ni5Cu30 bulk metallic glass. Scr. Mater. 2005, 53, 63–67. [Google Scholar] [CrossRef]
- Yamasaki, M.; Kagao, S.; Kawamura, Y.; Yoshimura, K. Thermal diffusivity and conductivity of supercooled liquid in Zr41Ti14Cu12Ni10Be23 metallic glass. Appl. Phys. Lett. 2004, 84, 4653–4655. [Google Scholar] [CrossRef]
- Busch, R. The thermophysical properties of bulk metallic glass-forming liquids. JOM 2000, 52, 39–42. [Google Scholar] [CrossRef]
- Louzguine-Luzgin, D.V.; Seki, I.; Yamamoto, T.; Kawaji, H.; Suryanarayana, C.; Inoue, A. Double-stage glass transition in a metallic glass. Phys. Rev. B 2010, 81, 144202. [Google Scholar] [CrossRef]
- Zaichenko, S.G.; Perov, N.S.; Glezer, A.M. Low-temperature thermo-cycling of FINEMET and metglas amorphous alloys: Last achievements in theory and experiments. J. ASTM Int. Amer. Soc. Test. Mater. 2010, 7, 102479. [Google Scholar] [CrossRef]
- Pang, S.; Zhang, T.; Asami, K.; Inoue, A. Bulk glassy Ni(Co–)Nb–Ti–Zr alloys with high corrosion resistance and high strength. Mater. Sci. Eng. A 2004, 375, 368–371. [Google Scholar] [CrossRef]
- Wang, T.; Wu, X.; Zhang, G.Q.; Xu, B.; Chen, Y.H.; Ruan, S.C. Experimental Study on Machinability of Zr-Based Bulk Metallic Glass during Micro Milling. Micromachines 2020, 11, 86. [Google Scholar] [CrossRef]
- Karaguzel, U.; Bakkal, M. Finite Element Simulation of Milling Bulk Metallic Glass. June 2011. Available online: https://www.researchgate.net/publication/272794372_Finite_Element_Simulation_of_Milling_Bulk_Metallic_Glass (accessed on 19 May 2018).
- Gu, X.; Hao, W.; Wang, J.; Kou, H.; Li, J. Microstructure Changes in Zr-Based Metallic Glass Induced by Ion Milling. Rare Met. Mater. Eng. 2010, 39, 1693–1696. [Google Scholar] [CrossRef]
- Gong, F.; Chen, S.H.; Ran, J.Q.; Yang, Z.; Ma, J. Tuning the performance of bulk metallic glasses by milling artificial holes. Mater. Sci. Eng. A 2016, 668, 50–54. [Google Scholar] [CrossRef]
- Maroju, N.K.; Yan, D.P.; Xie, B.; Jin, X. Investigations on surface microstructure in high-speed milling of Zr-based bulk metallic glass. J. Manuf. Process. 2018, 35, 40–50. [Google Scholar] [CrossRef]
- Ray, D.; Puri, A.B.; Hanumaiah, N. Experimental analysis on the quality aspects of micro-channels in mechanical micro milling of Zr-based bulk metallic glass. Measurement 2020, 158, 107622. [Google Scholar] [CrossRef]
- Maroju, N.K.; Jin, X. Vibration-assisted dimple generation on bulk metallic glass. Procedia Manuf. 2018, 26, 317–328. [Google Scholar] [CrossRef]
- Bakkal, M.; Shih, A.J.; Scattergood, R.O.; Liu, C. Machining of a Zr–Ti–Al–Cu–Ni metallic glass. Scr. Mater. 2004, 50, 583–588. Available online: https://www.sciencedirect.com/science/article/pii/S1359646203007851 (accessed on 10 April 2024). [CrossRef]
- Jiang, M.; Dai, L. Formation mechanism of lamellar chips during machining of bulk metallic glass. Acta Mater. 2009, 57, 2730–2738. [Google Scholar] [CrossRef]
- Bakkal, M.; Shih, A.J.; Scattergood, R.O. Chip formation, cutting forces, and tool wear in turning of Zr-based bulk metallic glass. Int. J. Mach. Tools Manuf. 2004, 44, 915–925. [Google Scholar] [CrossRef]
- Fujita, K.; Morishita, Y.; Nishiyama, N.; Kimura, H.; Inoue, A. Cutting Characteristics of Bulk Metallic Glass. Mater. Trans. 2005, 46, 2856–2863. [Google Scholar] [CrossRef]
- Han, D.X.; Wang, G.; Li, J.; Chan, K.C.; To, S.; Wu, F.F.; Gao, Y.L.; Zhai, Q.J. Cutting Characteristics of Zr-Based Bulk Metallic Glass. J. Mater. Sci. Technol. 2015, 31, 153–158. Available online: https://www.sciencedirect.com/science/article/pii/S1005030214001960 (accessed on 10 April 2024). [CrossRef]
- Ding, F.; Wang, C.; Zhang, T.; Zheng, L.; Zhu, X.; Li, W.; Li, L. Investigation on chip deformation behaviors of Zr-based bulk metallic glass during machining. J. Mater. Process. Technol. 2020, 276, 116404. [Google Scholar] [CrossRef]
- Xiong, J.; Wang, H.; Zhang, G.; Chen, Y.; Ma, J.; Mo, R. Machinability and surface generation of Pd40Ni10Cu30P20 bulk metallic glass in single-point diamond turning. Micromachines 2019, 11, 4. [Google Scholar] [CrossRef] [PubMed]
- Dhale, K.; Banerjee, N.; Singh, R. Investigation of a novel sub-surface work hardening phenomenon in micro-turning of Zr-based bulk metallic glass. Intermetallics 2022, 150, 107690. [Google Scholar] [CrossRef]
- Schuh, C.A.; Hufnagel, T.C.; Ramamurty, U. Mechanical behavior of amorphous alloys. Acta Mater. 2007, 55, 4067–4109. [Google Scholar] [CrossRef]
- Argon, A.S. Plastic deformation in metallic glasses. Acta Metall. 1979, 27, 47–58. [Google Scholar] [CrossRef]
- Spaepen, F. A microscopic mechanism for steady state inhomogeneous flow in metallic glasses. Acta Metall. 1977, 25, 407–415. [Google Scholar] [CrossRef]
- Bakkal, M.; Shih, A.J.; Mcspadden, S.B.; Scattergood, R.O. Thrust force, torque, and tool wear in drilling the bulk metallic glass. Int. J. Mach. Tools Manuf. 2005, 45, 863–872. [Google Scholar] [CrossRef]
- Gao, G.; Sun, Z.; Pan, X.; Li, J.; Xiang, D. Study of longitudinal-torsional ultrasonic-assisted vibration on micro-hole drilling Zr-based metallic glass. Int. J. Adv. Manuf. Technol. 2024, 131, 2893–2907. [Google Scholar] [CrossRef]
- Bakkal, M.; Serbest, E.; Karipçin, I.; Kuzu, A.T.; Karagüzel, U.; Derin, B. An experimental study on grinding of Zr-based bulk metallic glass. Adv. Manuf. 2015, 3, 282–291. [Google Scholar] [CrossRef]
- Serbest, E.; Bakkal, M.; Karipcin, I.; Derin, B.; Chinesta, F.; Chastel, Y.; El Mansori, M. The Effect of Cutting Speed in Metallic Glass Grinding. AIP Conf. Proc. 2011, 1315, 967–972. [Google Scholar] [CrossRef]
- Yin, L.; Ya-dong, G.; Yao, S.; Huan, Z.; Qiang, L. Microgrinding characteristics of Zr-based bulk metallic glasses. Int. J. Adv. Manuf. Technol. 2017, 94, 2401–2417. [Google Scholar] [CrossRef]
- Ya-Dong, G.; Yin, L.; Yao, S.; Xue-Long, W.; Qiang, L.; Shuo-Shuo, Q.; Ming, C. Experimental and emulational investigations into grinding characteristics of Zr-based bulk metallic glass (BMG) using microgrinding. Int. J. Adv. Manuf. Technol. 2018, 97, 3431–3451. [Google Scholar] [CrossRef]
- Lavisse, B.; Mendil, N.; Kapelski, G.; Cerutti, X.; Lenain, A.; Gravier, S.; Daudin, R. Surface integrity investigation of a Zr52.5Ti5Cu17.9Ni14.6Al10 metallic glass after grinding. Int. J. Mach. Mach. Mater. 2020, 22, 430–441. [Google Scholar]
- Nafi, M.A.; Jahan, M.P. Functional Surface Generation by EDM—A Review. Micromachines 2022, 14, 115. [Google Scholar] [CrossRef] [PubMed]
- Nafi, M.A.; Karim, M.A.; Lalvani, S.; James, P.F.; Sommers, A.; Jahan, M.P. Investigating wettability and corrosion resistance of the titanium alloy surface engineered by the WEDM process. Manuf. Lett. 2023, 35, 450–459. [Google Scholar] [CrossRef]
- Nafi, M.A. Surface Paterning of Titanium Alloy Using Multi-Pass Wire-EDM for Favorable Surface Wettability, Corrosion Resistance, and Cell Adhesion. Doctoral Dissertation, Miami University, Oxford, OH, USA, 2023. [Google Scholar]
- Karim, M.A.; Nafi, M.A.; Jahan, M.P. Investigating Electrode Design Methodology for Improving Machining Performance in Silicon Using Die Sinking EDM. In International Manufacturing Science and Engineering Conference; American Society of Mechanical Engineers: New York, NY, USA, 2023; Volume 87240, p. V002T06A028. [Google Scholar] [CrossRef]
- Nafi, M.A.; Jahan, M.P. Functional EDMed surfaces for Bio-applications. Ref. Modul. Mater. Sci. Mater. Eng. 2023, in press. [Google Scholar] [CrossRef]
- Rashid, A.; Perveen, A.; Jahan, P. Understanding Novel Assisted Electrode from a Theoretical and Experimental Perspectives for EDM of Aluminum Nitride Ceramics. Int. J. Adv. Manuf. Technol. 2021, 116, 2959–2973. [Google Scholar] [CrossRef]
- Jahan, M.P.; Lieh, T.W.; Wong, Y.S.; Rahman, M. An experimental investigation into the electro-discharge machining behavior of p-type silicon. Int. J. Adv. Manuf. Technol. 2011, 57, 617–637. [Google Scholar] [CrossRef]
- Jahan, M.P.; Rajurkar, K.P.; Malshe, A.P. A comparative study on machining capabilities of wet and dry nano-scale electro-machining. Procedia CIRP 2016, 42, 155–160. [Google Scholar] [CrossRef]
- Jahan, M.P.; Alavi, F. A Study on the Surface Composition and Migration of Materials and their Effect on Surface Microhardness during Micro-EDM of Ti-6Al-4V. J. Mater. Eng. Perform. 2019, 28, 3517–3530. [Google Scholar] [CrossRef]
- Huang, H.; Yan, J. On the surface characteristics of a Zr-based bulk metallic glass processed by microelectrical discharge machining. Appl. Surf. Sci. 2015, 355, 1306–1315. [Google Scholar] [CrossRef]
- Huang, H.; Yan, J. Microstructural changes of Zr-based metallic glass during micro-electrical discharge machining and grinding by a sintered diamond tool. J. Alloys Compd. 2016, 688, 14–21. [Google Scholar] [CrossRef]
- Chen, X.; Zhang, X.; Zhang, Y.; Chen, G. Fabrication and characterization of metallic glasses with a specific microstructure for micro-electro-mechanical system applications. J. Non-Cryst. Solids 2008, 354, 3308–3316. [Google Scholar] [CrossRef]
- Xu, B.; Wu, X.Y.; Ma, J.; Liang, X.; Lei, J.G.; Wu, B.; Ruan, S.C.; Wang, Z.L. Micro-electrical discharge machining of 3D micro-molds from Pd40Cu30P20Ni10metallic glass by using laminated 3D micro-electrodes. J. Micromech. Microeng. 2016, 26, 035004. [Google Scholar] [CrossRef]
- Liu, C.; Duong, N.; Jahan, M.P.; Ma, J.; Kirwin, R. Experimental investigation and numerical simulation of micro-EDM of bulk metallic glass with focus on crater sizes. Procedia Manuf. 2019, 34, 275–286. [Google Scholar] [CrossRef]
- Liu, C.; Rashid, A.; Jahan, M.P.; Ma, J. Investigating the Micro-EDM Machinability of Bulk Metallic Glass in Micro-EDM Drilling. In Proceedings of the ASME 2019 International Mechanical Engineering Congress and Exposition (IMECE 2019b), Salt Lake City, UT, USA, 11–14 November 2019. [Google Scholar]
- Jahan, M.P.; Wong, Y.S.; Rahman, M. A Comparative Study of Transistor and RC Pulse Generators for Micro-EDM of Tungsten Carbide. Int. J. Precis. Eng. Manuf. 2008, 9, 3–10. [Google Scholar]
- Kuriakose, S.; Patowari, P.K.; Bhatt, J. Effect of micro-EDM machining parameters on the accuracy of micro hole drilling in Zr-based metallic glass. Eng. Res. Express 2019, 2, 015001. [Google Scholar] [CrossRef]
- Chang, W.; Li, X.; Yang, H.; Zhang, J.; Zhang, J.; Tang, H.; Chen, S. On the wire EDM of metastable atomic structured bulk metallic glasses. Int. J. Adv. Manuf. Technol. 2022, 120, 5411–5430. [Google Scholar] [CrossRef]
- Hou, Y.; Xu, J.; Lian, Z.; Pei, Q.; Yang, S.; Zhai, C.; Yu, H. Surface integrity evolution of zirconium-based metallic glass multi-cut with wire electrical discharge machining. J. Mater. Eng. Perform. 2022, 31, 4158–4166. [Google Scholar] [CrossRef]
- Tang, H.; Cheng, M.; Chang, W.; Yin, Y.; Dong, B.; Yang, Q.; Chen, S. Effects of processing parameters on the surface roughness of Zr-based bulk metallic glass processed by wire electrical discharge machining. Int. J. Adv. Manuf. Technol. 2023, 128, 41–56. [Google Scholar] [CrossRef]
- Chen, S.; Gu, H.; Wang, J.; Chang, W.; Chan, K. Processing of monolithic bulk metallic glass using sinking electrical discharge machining. Int. J. Adv. Manuf. Technol. 2023, 126, 5057–5080. [Google Scholar] [CrossRef]
- Chen, S.; Gu, H.; Feng, K.; Zheng, H.; Chen, K. A comparative study on the die-sinking EDM performance of bulk metallic glass composites under rough and refined conditions. Int. J. Adv. Manuf. Technol. 2022, 121, 4865–4883. [Google Scholar] [CrossRef]
- Koza, J.A.; Sueptitz, R.; Uhlemann, M.; Schultz, L.; Gebert, A. Electrochemical micromachining of a Zr-based bulk metallic glass using a micro-tool electrode technique. Intermetallics 2011, 19, 437–444. [Google Scholar] [CrossRef]
- Meng, L.; Zeng, Y.; Zhu, D. Investigation on Wire Electrochemical Micro Machining of Ni-based Metallic Glass. Electrochim. Acta 2017, 233, 274–283. [Google Scholar] [CrossRef]
- Meng, L.; Zeng, Y.; Fang, X.; Zhu, D. Micropatterning of Ni-based metallic glass by pulsed wire electrochemical micro machining. Intermetallics 2017, 81, 16–25. [Google Scholar] [CrossRef]
- Meng, L.; Zeng, Y.; Fang, X.; Zhu, D. Wire electrochemical micromachining of metallic glass using a carbon nanotube fiber electrode. J. Alloys Compd. 2017, 709, 760–771. [Google Scholar] [CrossRef]
- Cole, K.; Kirk, D.; Singh, C.; Thorpe, S. Optimizing electrochemical micromachining parameters for Zr-based bulk metallic glass. J. Manuf. Process. 2017, 25, 227–234. [Google Scholar] [CrossRef]
- Zeng, Y.; Meng, L.; Fang, X. Surface Characteristics of Ni-Based Metallic Glass in Wire Electrochemical Micro Machining. J. Electrochem. Soc. 2017, 164, E408. [Google Scholar] [CrossRef]
- Sueptitz, R.; Horn, S.; Stoica, M.; Uhlemann, M.; Gebert, A. Electrochemical micromachining of passive electrodes–Application to bulk metallic glasses. J. Mater. Process. Technol. 2015, 219, 193–198. [Google Scholar] [CrossRef]
- Kuriakose, S.; Patowari, P.K.; Bhatt, J. Machinability study of Zr-Cu-Ti metallic glass by micro hole drilling using micro-USM. J. Mater. Process. Technol. 2017, 240, 42–51. [Google Scholar] [CrossRef]
- Pavey, J.; Penchev, P.; Dimov, S.; Chang, I.; Petkov, P.; Kolew, A. Laser Machining of a Zr-Based Bulk Metallic Glass with Nano-Second Laser. In Proceedings of the 10th International Conference on Multi-Material Micro Manufacture, San Sebastián, Spain, 8–10 October 2013. [Google Scholar] [CrossRef]
- Williams, E.; Brousseau, E.B. Nanosecond laser processing of Zr41.2Ti13.8Cu12.5Ni10Be22.5 with single pulses. J. Mater. Process. Technol. 2016, 232, 34–42. [Google Scholar] [CrossRef]
- Lin, H.K.; Lee, C.J.; Hu, T.T.; Li, C.H.; Huang, J. Pulsed laser micromachining of Mg–Cu–Gd bulk metallic glass. Opt. Lasers Eng. 2012, 50, 883–886. [Google Scholar] [CrossRef]
- Huang, H.; Yan, J. Laser Patterning of Metallic Glass. In Micro and Nano Fabrication Technology. Micro/Nano Technologies; Yan, J., Ed.; Springer: Singapore, 2018; Volume 1. [Google Scholar] [CrossRef]
- Jiao, Y.; Brousseau, E.; Han, Q.; Zhu, H.; Bigot, S. Investigations in nanosecond laser micromachining on the Zr52.8Cu17.6Ni14.8Al9.9Ti4.9 bulk metallic glass: Experimental and theoretical study. J. Mater. Process. Technol. 2019, 273, 116232. [Google Scholar] [CrossRef]
- Wang, Q.; Cheng, Y.; Zhu, Z.; Xiang, N.; Wang, H. Modulation and Control of Wettability and Hardness of Zr-Based Metallic Glass via Facile Laser Surface Texturing. Micromachines 2021, 12, 1322. [Google Scholar] [CrossRef]
- Ma, J.; Jahan, M.P.; Lee, S.; Gueli, M. Experimental investigation of nanosecond laser modification of bulk metallic glass. In Proceedings of the 2022 ASME International Manufacturing Science and Engineering Conference (MSEC2022), West Lafayette, Indiana, 27 June–1 July 2022. [Google Scholar]
- Melkani, U.; Mullick, S.; Bhatnagar, S.; Pantangi, R.; Korimilli, E.P.; Gollapudi, S. Analysis of groove quality and machining behavior of Zr-based metallic glass through laser grooving and electro-jet machining. J. Laser Appl. 2022, 34, 012030. [Google Scholar] [CrossRef]
- Song, X.; Wu, X.; Dai, L.; Jiang, M. Comparative study of amorphous and crystalline Zr-based alloys in response to nanosecond pulse laser ablation. Acta Mech. Sin. 2022, 38, 221480. [Google Scholar] [CrossRef]
- Li, T.; Guo, Y.; Mizutani, M.; Xu, S. Surface smoothing of bulk metallic glasses by femtosecond laser double-pulse irradiation. Surf. Coat. Technol. 2021, 408, 126803. [Google Scholar] [CrossRef]
- Wessels, V.; Grigoryev, A.; Dold, C.; Wyen, C.F.; Roth, R.; Weingärtner, E.; Pude, F.; Wegener, K.; Löffler, J.F. Abrasive waterjet machining of three-dimensional structures from bulk metallic glasses and comparison with other techniques. J. Mater. Res. 2012, 27, 1187–1192. [Google Scholar] [CrossRef]
- Loc, P.H.; Shiou, F.J. Abrasive water jet polishing on Zr-based bulk metallic glass. Adv. Mater. Res. 2012, 579, 211–218. [Google Scholar] [CrossRef]
- Shiou, F.J.; Loc, P.H.; Dang, N.H. Surface finish of bulk metallic glass using sequential abrasive jet polishing and annealing processes. Int. J. Adv. Manuf. Technol. 2013, 66, 1523–1533. [Google Scholar] [CrossRef]
- Jahan, M.P.; Saleh, T.; Rahman, M.; Wong, Y.S. Development, modeling and experimental investigation of low frequency workpiece vibration assisted micro-EDM of tungsten carbide. Trans. ASME J. Manuf. Sci. Eng. 2010, 132, 041001. [Google Scholar] [CrossRef]
- Jahan, M.P.; Rahman, M.; Wong, Y.S. Modeling and experimental investigation on the effect of nanopowder mixed dielectrics in fine-finish micro-EDM of tungsten carbide. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2010, 224, 11. [Google Scholar] [CrossRef]
- Rashid, A.; Jahan, M.P. Microfabrication by electrical discharge machining-based Hybrid Processes. In Micro and Nano Electro-Fabrication; Saleh, T., Ali, M.S.M., Takahata, K., Eds.; Elsevier: Amsterdam, The Netherlands, 2021; Chapter 2; pp. 33–60. ISBN 978-0-12-820049-0. [Google Scholar] [CrossRef]
- Jahan, M.P.; Virwani, K.R.; Rajurkar, K.P.; Malshe, A.P. A comparative study of the dry and wet nano-scale electro-machining. Procedia CIRP 2013, 6, 626–631. [Google Scholar] [CrossRef]
- Jahan, M.P.; Alavi, F.; Kirwin, R.; Mahbub, R. Micro-EDM induced surface modification of titanium alloy for biocompatibility. Int. J. Mach. Mach. Mater. 2018, 20, 274–298. [Google Scholar]
- Rahman, M.A.; Saleh, T.; Jahan, M.P.; McGarry, C.; Chaudhari, A.; Huang, R.; Tauhiduzzaman, M.; Ahmed, A.; Mahmud, A.A.; Bhuiyan, M.S.; et al. Review of Intelligence for Additive and Subtractive Manufacturing: Current Status and Future Prospects. Micromachines 2023, 14, 508. [Google Scholar] [CrossRef]
- Shinjo, J.; Panwisawas, C. Digital materials design by thermal-fluid science for multi-metal additive manufacturing. Acta Mater. 2021, 210, 116825. [Google Scholar] [CrossRef]
- Balla, V.K.; Bandyopadhyay, A. Laser processing of Fe-based bulk amorphous alloy. Surf. Coat. Technol. 2010, 205, 2661–2667. [Google Scholar] [CrossRef]
- Li, Q.; Qin, D.; Lu, Y.; Zhu, X.; Lu, X. Laser additive manufacturing of ductile Fe-based bulk metallic glass composite. J. Mater. Sci. Technol. 2022, 121, 148–153. [Google Scholar] [CrossRef]
- Wang, N.; Chang, S.; Li, G.; Dheen, S.T.; Kumar, A.S.; Wu, W.; Liu, Q.; Zhao, J.; Rene, L.; Fuh, J.Y.H. Effects of various processing parameters on mechanical properties and biocompatibility of Fe-based bulk metallic glass processed via selective laser melting at constant energy density. Chin. J. Mech. Eng. Addit. Manuf. Front. 2022, 1, 100038. [Google Scholar] [CrossRef]
- Zhang, C.; Li, X.M.; Liu, S.Q.; Liu, H.; Yu, L.J.; Liu, L. 3D printing of Zr-based bulk metallic glasses and components for potential biomedical applications. J. Alloys Compd. 2019, 790, 963–973. [Google Scholar] [CrossRef]
- Deng, L.; Wang, S.; Wang, P.; Kühn, U.; Pauly, S. Selective laser melting of a Ti-based bulk metallic glass. Mater. Lett. 2018, 212, 346–349. [Google Scholar] [CrossRef]
- Sohrabi, N.; Jhabvala, J.; Kurtuldu, G.; Frison, R.; Parrilli, A.; Stoica, M.; Neels, A.; Löffler, J.F.; Logé, R.E. Additive manufacturing of a precious bulk metallic glass. Appl. Mater. Today 2021, 24, 101080. [Google Scholar] [CrossRef]
- Aliyu, A.A.A.; Panwisawas, C.; Shinjo, J.; Puncreobutr, C.; Reed, R.C.; Poungsiri, K.; Lohwongwatana, B. Laser-based additive manufacturing of bulk metallic glasses: Recent advances and future perspectives for biomedical applications. J. Mater. Res. Technol. 2023, 23, 2956–2990. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process | BMG | Type of Machining | Remarks: Challenges Faced and Measures Taken to Resolve |
|---|---|---|---|
| Milling | Zr-based BMG | Micro-milling |
|
| FEM simulation slot milling |
| ||
| Ion milling |
| ||
| Milling holes |
| ||
| Turning | Zr-based BMG | Turning |
|
| |||
| |||
| ZrTiAlCuNi metallic glass | Turning |
| |
| Drilling | Zn-based BMG |
| |
| |||
| Grinding | Zr52.5Ti5Cu17.9Ni14.6Al10 |
| |
| |||
| (BMGC Zr70Ni10Cu20)82Ta8Al10 and BMGD Zr55Cu30Ni5Al10). |
|
| Process | BMG | Type of Operation | Remarks: Challenges Faced and Measures Taken to Resolve |
|---|---|---|---|
| EDM | Zr-based BMG | Micro EDM |
|
| Micro EDM grinding |
| ||
| La62Al14Ni12Cu12,Zr55Al10Ni5Cu30,Cu46Zr44Al7Y3 | Micro EDM |
| |
| Pd-Cu-P-Ni |
| ||
| ECM | Zr-based BMG |
| |
| |||
| Ni-based metallic glass |
| ||
| |||
| |||
| |||
| Fe-based BMG |
| ||
| Ultrasonic machining | ZrCuTi metallic glass |
| |
| Laser machining | Mg-Cu-Gd | 355 nm ultraviolet laser and 1064 nm infrared laser |
|
| Zr-based bulk metallic glass | Nanosecond laser |
| |
| Abrasive waterjet machining | Zr52.5Cu17.9Ni14.6Al10Ti5BMG | Dry milling, wire EDM, nanosecond pulsed laser micromachining, and AWJ |
|
| Zr-based BMG | Taguchi’s L18 design |
|
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jahan, M.P.; Niraula, A.; Nafi, M.A.; Perveen, A. Multi-Scale Traditional and Non-Traditional Machining of Bulk Metallic Glasses (BMGs)—Review of Challenges, Recent Advances, and Future Directions. Micromachines 2024, 15, 686. https://doi.org/10.3390/mi15060686
Jahan MP, Niraula A, Nafi MA, Perveen A. Multi-Scale Traditional and Non-Traditional Machining of Bulk Metallic Glasses (BMGs)—Review of Challenges, Recent Advances, and Future Directions. Micromachines. 2024; 15(6):686. https://doi.org/10.3390/mi15060686
Chicago/Turabian StyleJahan, Muhammad P., Aakash Niraula, Muhammad Abdun Nafi, and Asma Perveen. 2024. "Multi-Scale Traditional and Non-Traditional Machining of Bulk Metallic Glasses (BMGs)—Review of Challenges, Recent Advances, and Future Directions" Micromachines 15, no. 6: 686. https://doi.org/10.3390/mi15060686
APA StyleJahan, M. P., Niraula, A., Nafi, M. A., & Perveen, A. (2024). Multi-Scale Traditional and Non-Traditional Machining of Bulk Metallic Glasses (BMGs)—Review of Challenges, Recent Advances, and Future Directions. Micromachines, 15(6), 686. https://doi.org/10.3390/mi15060686