
Parametric Studies on Finishing of AZ31B Magnesium Alloy with Al2O3 Magnetic Abrasives Prepared by Combining Plasma Molten Metal Powder with Sprayed Abrasive Powder

Abstract
:1. Introduction
2. Magnetic Abrasive Finishing Mechanism
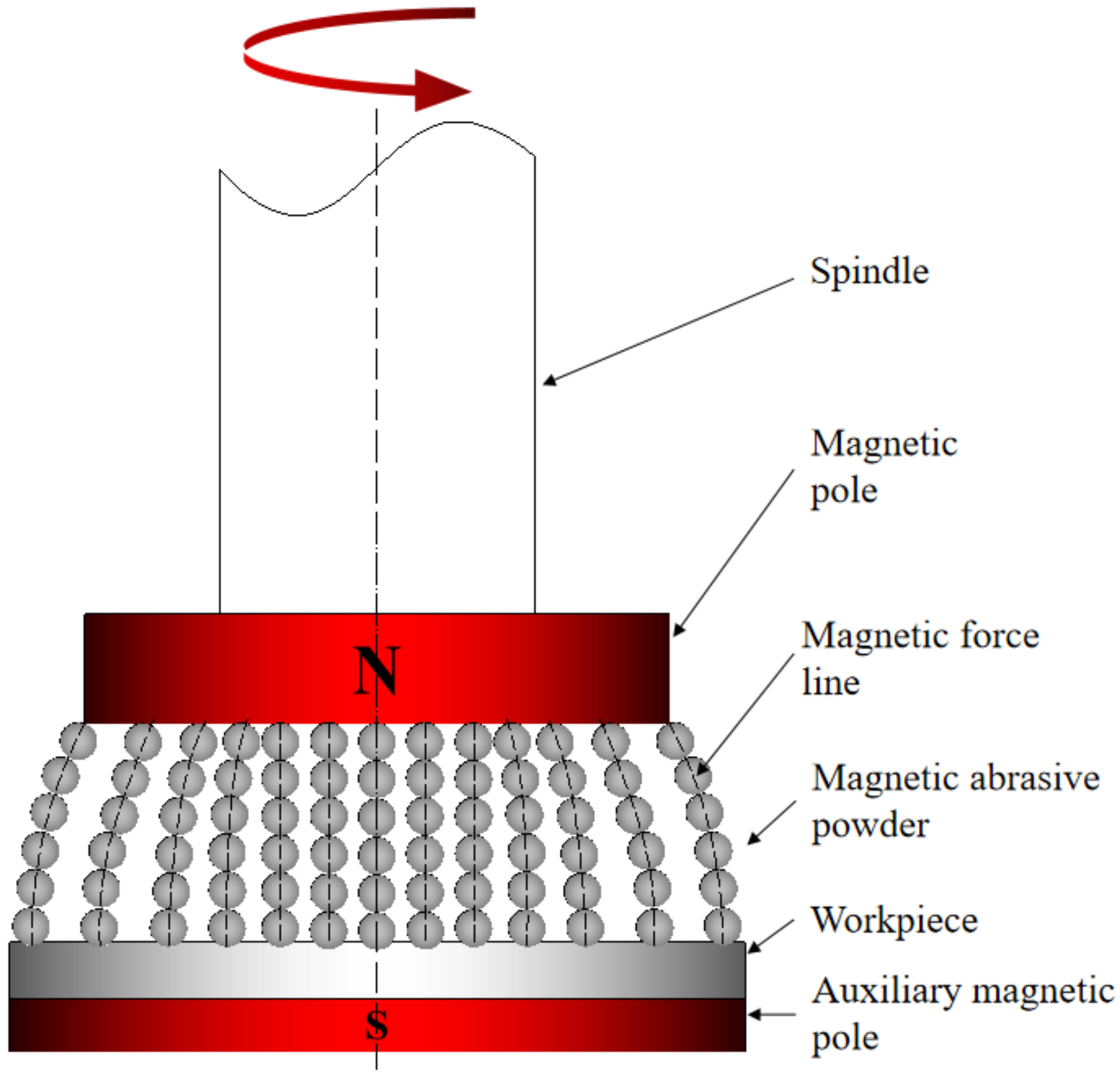
2.1. Principle of Planar Magnetic Abrasive Finishing Process
2.2. Assumptions of the Model
- (1)
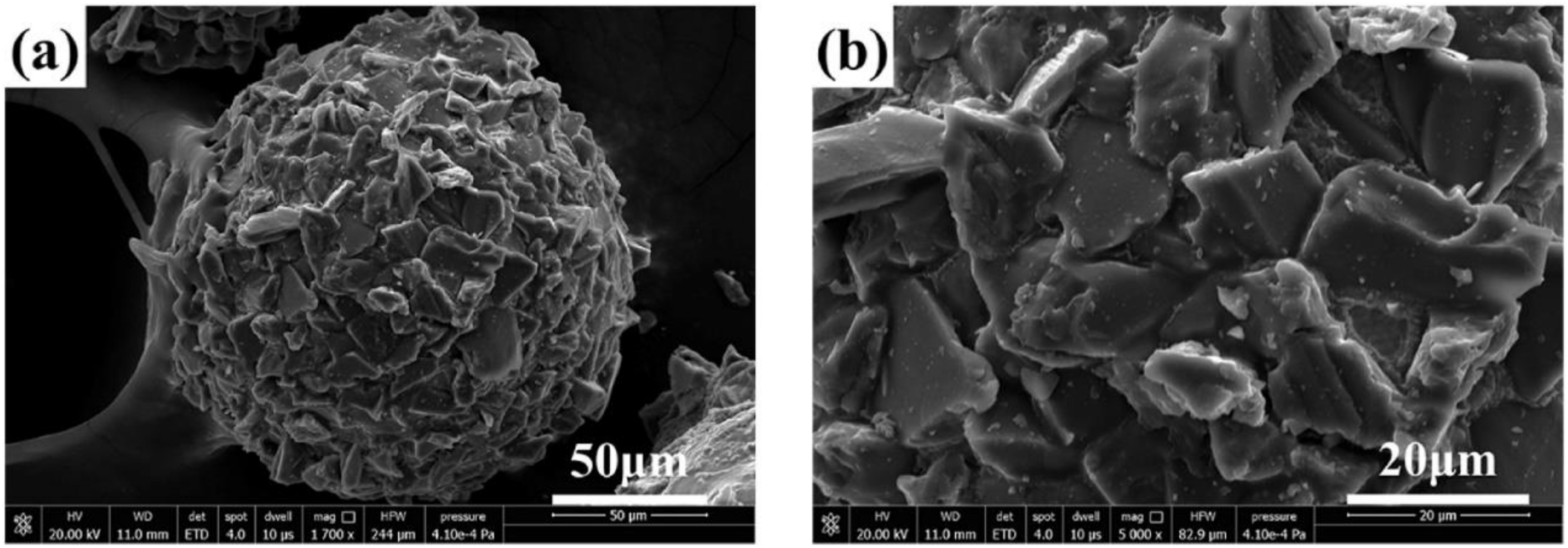
- The shape of prepared MAPs is almost spherical, so it can be assumed that the model of MAPs is perfect spherical.
- (2)
- The Al2O3 hard particles on the MAPs are uniformly distributed and the shape of the cutting edge is considered spherical. The MAP maintains its properties and shape throughout the MAF process.
- (3)
- The MAF process is stable and the FMAB is continuous and uniform.
2.3. Force Analysis of MAP
2.4. Analysis of Magnetic Field
3. Experiments
3.1. Experimental Materials
3.2. Experimental Setup
3.3. Response Surface Method Process Parameter Design
3.4. Experiment Results and Discussion
3.5. Response Surface Interaction Analysis
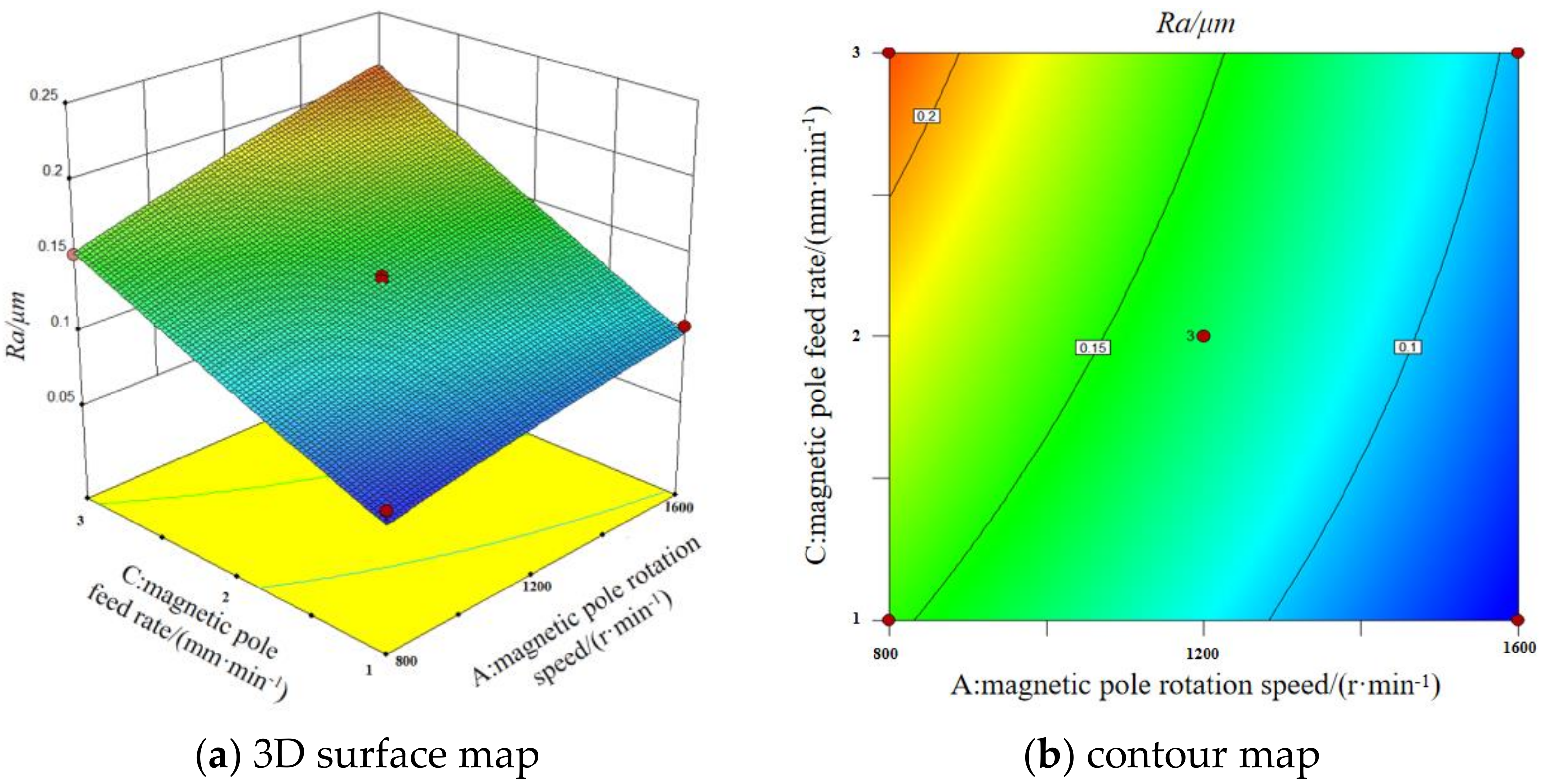
3.5.1. The Interaction of Magnetic Pole Rotation Speed and Feed Rate
3.5.2. Interaction of Grinding Gap and Magnetic Abrasive Filling Quantity
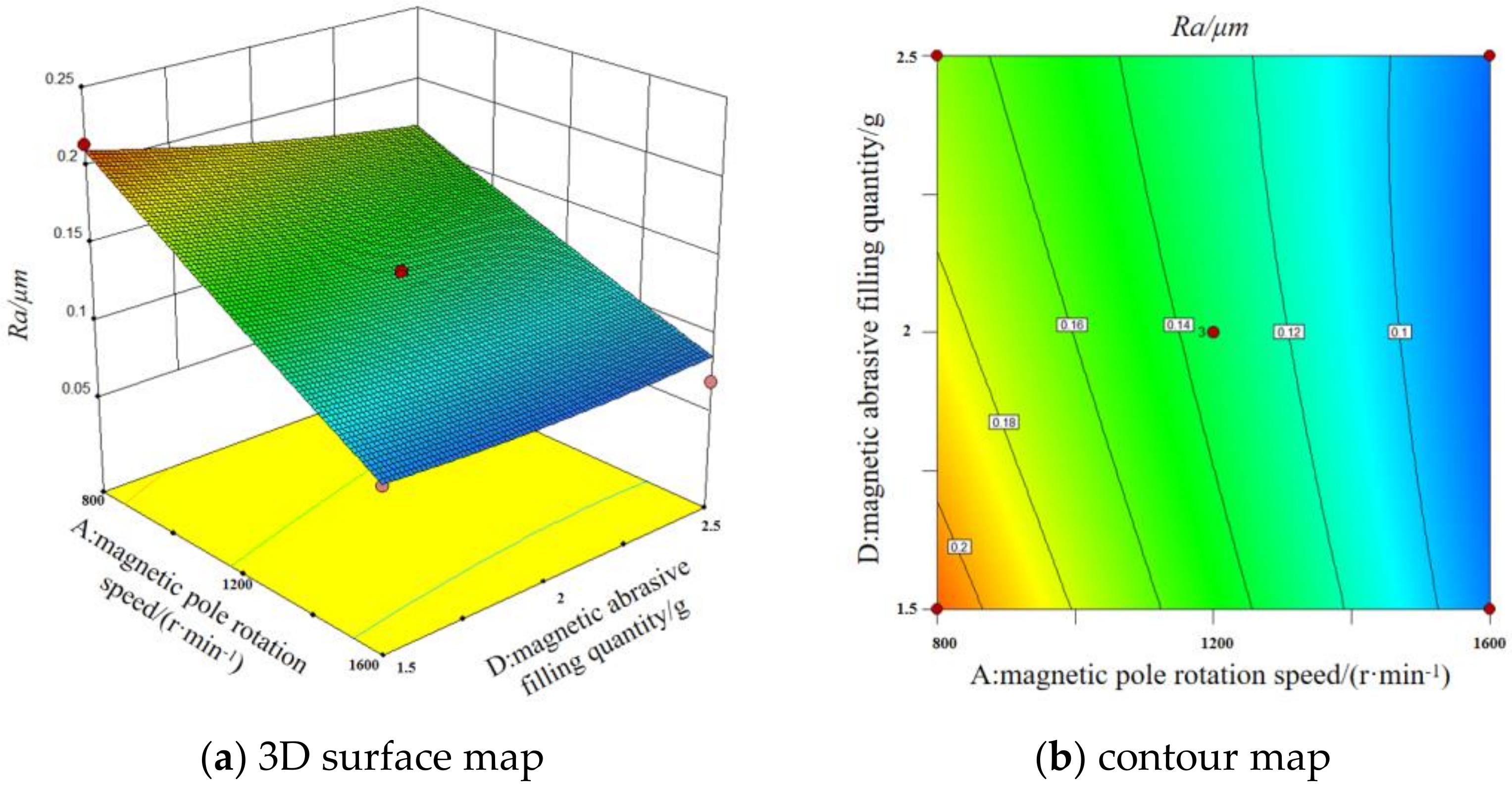
3.5.3. Interaction of Magnetic Pole Rotation Speed and Magnetic Abrasive Filling Quantity
3.6. Parameter Optimization and Validation
4. Conclusions
- (1)
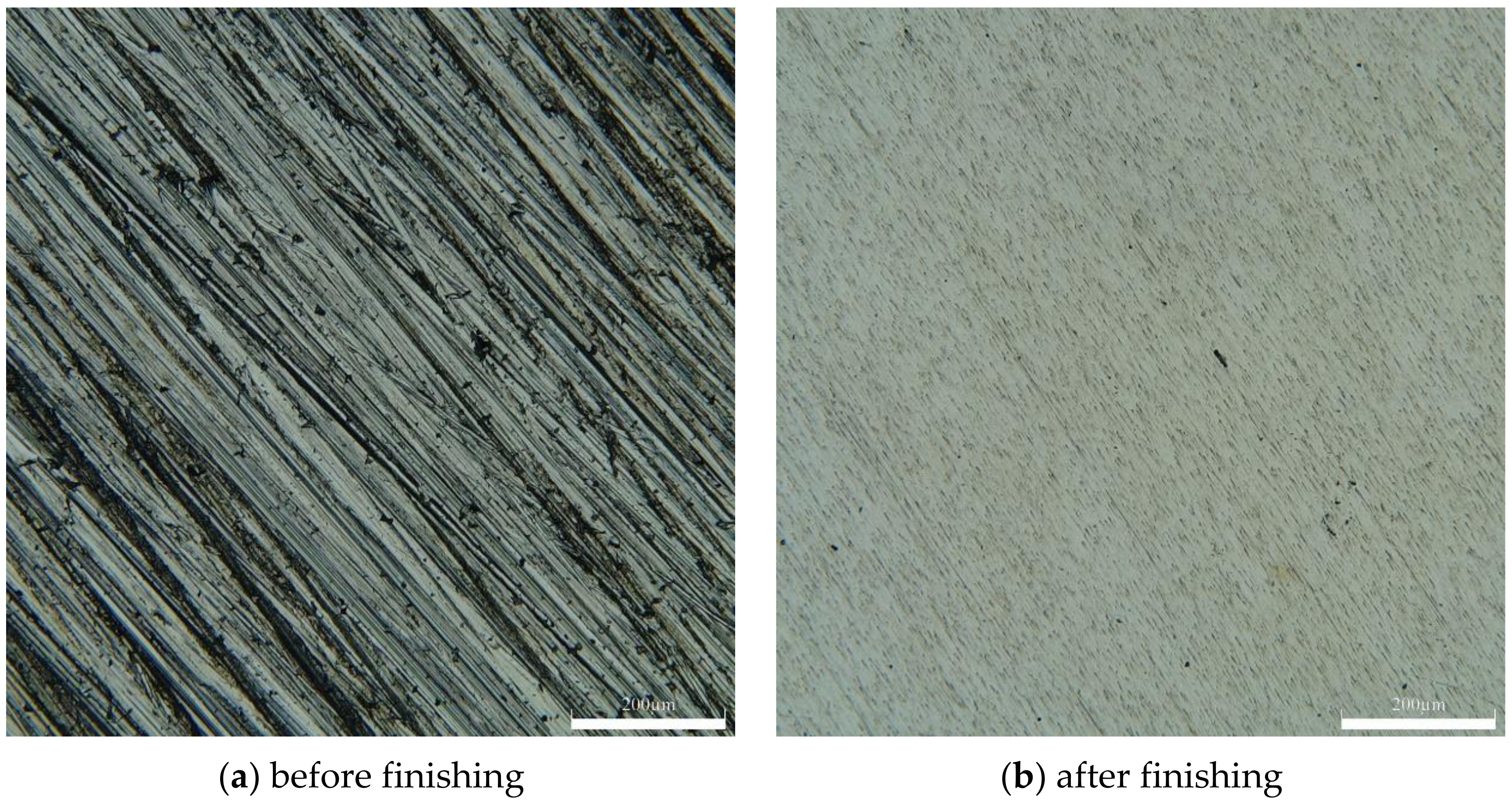
- The magnetic abrasive Al2O3 prepared by plasma melting method was used for magnetic particle grinding and finishing of AZ31B magnesium alloy plate, which solved the problem of temperature rise on the surface of magnesium alloy processed by traditional method, and processed the plate with initial roughness of 0.323 μm to 0.064 μm, and improved the surface quality.
- (2)
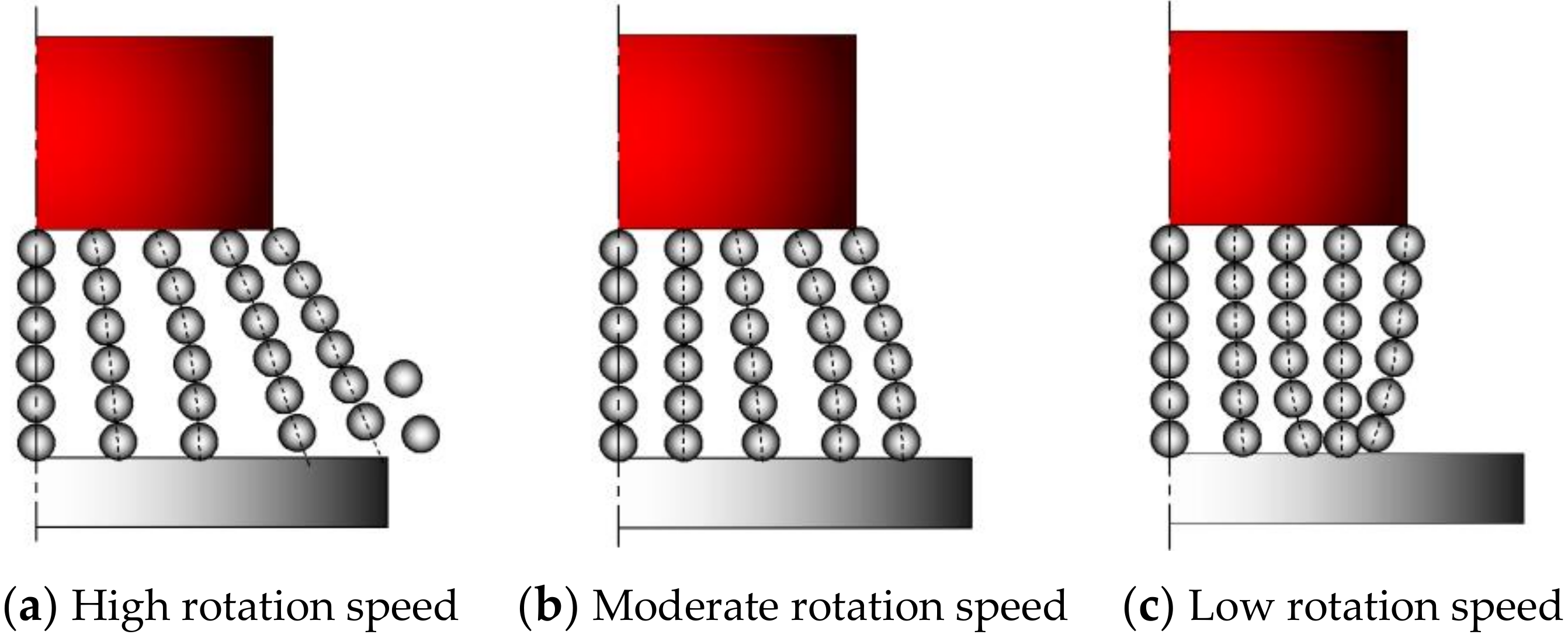
- The force on the magnetic abrasive in the MAF process was analyzed, and the relationship between grinding pressure and magnetic induction strength was investigated, and the simulation of separate and composite magnetic pole processing was carried out by Comsol software respectively. The results show that the composite magnetic pole machining has stronger and more uniform magnetic induction strength and more obvious magnetic field gradient changes than the separate stimulation machining method, which prevents the phenomenon of MAPs fly-off or aggregation caused by insufficient magnetic induction strength during MAF, and improves the machining efficiency and surface integrity of the workpiece.
- (3)
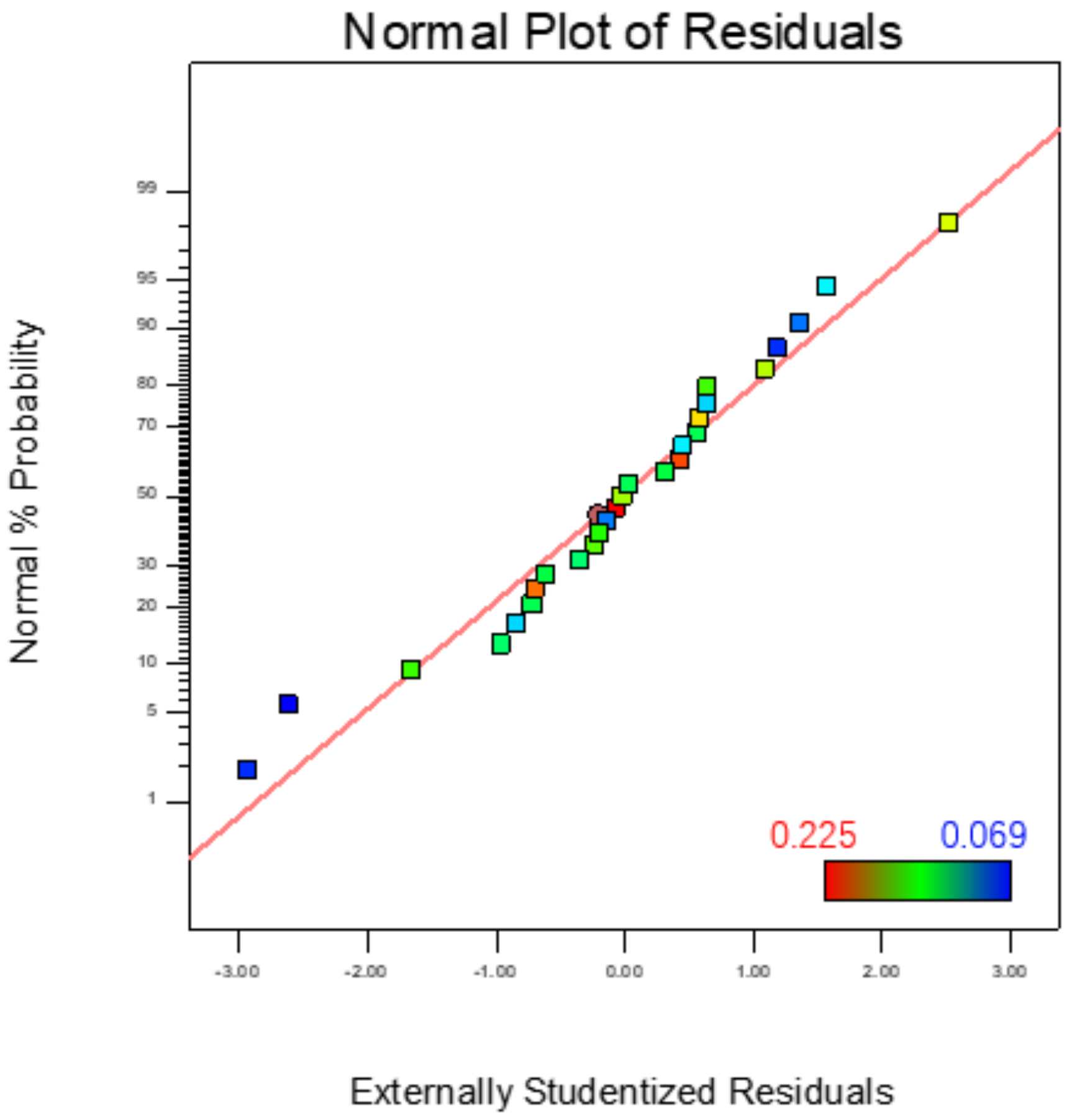
- The regression models of magnetic pole rotation speed, grinding gap, magnetic pole feed rate and magnetic abrasive filling quantity on surface roughness were established by response surface method, and the results of residual and ANOVA proved to be a good fit. The 2D and 3D response surface plots were obtained by Design Expect software, and the influence law of different machining parameters on the surface roughness was analyzed, and the order of the influencing factors of surface roughness was obtained as: magnetic pole rotation speed > grinding gap > magnetic pole feed speed > magnetic abrasive filling quantity. The optimal process parameters obtained with the goal of obtaining the minimum surface roughness value after machining were tested, and the actual surface roughness value of 0.64 μm was obtained, with an error of 8.5% from the predicted value of 0.59 μm, which proved the validity of the model.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Song, J.; Chen, J.; Xiong, X.; Peng, X.; Chen, D.; Pan, F. Research advances of magnesium and magnesium alloys worldwide in 2021. J. Magnes. Alloy. 2022, 10, 863–898. [Google Scholar] [CrossRef]
- Pan, F.; Yang, M.; Chen, X. A Review on Casting Magnesium Alloys: Modification of Commercial Alloys and Development of New Alloys. J. Mater. Sci. Technol. 2016, 32, 1211–1221. [Google Scholar] [CrossRef]
- Su, J.; Kabir, A.S.H.; Sanjari, M.; Yue, S. Correlation of static recrystallization and texture weakening of AZ31 magnesium alloy sheets subjected to high speed rolling. Mater. Sci. Eng. A. Struct. Mater. Prop. Misrostruct. Processing 2016, 674, 343–360. [Google Scholar] [CrossRef]
- Karageorgiou, V.; Kaplan, D. Porosity of 3D biomaterial scaffolds and osteogenesis. Biomaterials 2005, 26, 5474–5491. [Google Scholar] [CrossRef]
- Madrid, A.P.M.; Vrech, S.M.; Sanchez, M.A.; Rodriguez, A.P. Advances in additive manufacturing for bone tissue engineering scaffolds. Mater. Sci. Eng. C 2019, 100, 631–644. [Google Scholar] [CrossRef]
- Uppal, G.; Thakur, A.; Chauhan, A.; Bala, S. Magnesium based implants for functional bone tissue regeneration—A review. J. Magnes. Alloy. 2022, 10, 356–386. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, Y.; Wang, Y.L.; Tian, Y.Q.; Chen, L.S. Research Progress on Surface Protective Coatings of Biomedical Degradable Magnesium alloys. J. Alloy. Compd. 2021, 885, 161001. [Google Scholar] [CrossRef]
- Zu, H.; Chau, K.; Olugbade, T.O.; Pan, L.; Dreyer, C.H.; Chow, D.H.K.; Huang, L.; Zheng, L.; Tong, W.; Li, X.; et al. Comparison of modified injection molding and conventional machining in biodegradable behavior of perforated cannulated magnesium hip stents. J. Mater. Sci. Technol. 2021, 63, 145–160. [Google Scholar] [CrossRef]
- Song, G.; Atrens, A. Understanding Magnesium Corrosion—A Framework for Improved Alloy Performance. Adv. Eng. Mater. 2003, 5, 837–858. [Google Scholar] [CrossRef]
- Cao, F.; Song, G.L.; Atrens, A. Corrosion and passivation of magnesium alloys. Corros. Sci. 2016, 111, 835–845. [Google Scholar] [CrossRef] [Green Version]
- Hua, L.; Sun, J.; Wu, G. Enhancing corrosion resistance of hydrothermally-treated magnesium-aluminum alloys by preprocessed metallurgical microstructure. Thin Solid Film. 2022, 752, 139247. [Google Scholar] [CrossRef]
- Carou, D.; Rubio, E.M.; Davim, J.P. Analysis of ignition risk in intermittent turning of UNS M11917 magnesium alloy at low cutting speeds based on the chip morphology. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 229, 365–371. [Google Scholar] [CrossRef]
- Koklu, U.; Çoban, H. Effect of dipped cryogenic approach on thrust force, temperature, tool wear and chip formation in drilling of AZ31 magnesium alloy. J. Mater. Res. Technol. 2020, 9, 2870–2880. [Google Scholar] [CrossRef]
- Jain, V.K. Magnetic field assisted abrasive based micro-/nano-finishing. J. Mater. Processing Technol. 2009, 209, 6022–6038. [Google Scholar] [CrossRef]
- Mori, T.; Hirota, K.; Kawashima, Y. Clarification of magnetic abrasive finishing mechanism. J. Mater. Processing Technol. 2003, 143, 682–686. [Google Scholar] [CrossRef]
- Wu, J.; Zou, Y.; Sugiyama, H. Study on ultra-precision magnetic abrasive finishing process using low frequency alternating magnetic field. Int. J. Adv. Manuf. Technol. 2015, 85, 50–59. [Google Scholar] [CrossRef]
- Zhang, J.; Chaudhari, A.; Wang, H. Surface quality and material removal in magnetic abrasive finishing of selective laser melted 316L stainless steel. J. Manuf. Processes 2019, 45, 710–719. [Google Scholar] [CrossRef]
- Khalil, A.K.; Yip, W.S.; To, S. Theoretical and experimental investigations of magnetic field assisted ultra-precision machining of titanium alloys. J. Mater. Processing Technol. 2022, 300, 117429. [Google Scholar] [CrossRef]
- Chen, Y.; Song, Q.H.; Wang, X.; Ma, N. Study on the Characteristics of Simply Mixed the Magnetic Abrasives Particles. Adv. Mater. Res. 2007, 24–25, 133–138. [Google Scholar] [CrossRef]
- Mulik, R.S.; Pandey, P.M. Ultrasonic assisted magnetic abrasive finishing of hardened AISI 52100 steel using unbonded SiC abrasives. Int. J. Refract. Met. Hard Mater. 2011, 29, 68–77. [Google Scholar] [CrossRef]
- Yang, B.; Lu, W.; Feng, W.; Yang, X.; Zuo, D. Adsorption and deposition of micro diamond particles in preparing diamond magnetic abrasives by electroless composite plating. Diam. Relat. Mater. 2016, 73, 137–142. [Google Scholar] [CrossRef]
- Liu, G.; Zhao, Y.; Meng, J.; Gao, Y.; Song, Z.; Zhang, X.; Liu, Q.; Cao, C. Preparation of Al2O3 magnetic abrasives by combining plasma molten metal powder with sprayed abrasive powder. Ceram. Int. 2022, 48, 21612–21619. [Google Scholar] [CrossRef]
- Miao, C.; Song, C.; Yang, Z.; Li, W.; Lv, Y.; Chen, Y. Mechanism analysis and experimental study of dual magnetic pole magnetic particle grinding. Surf. Technol. 2020, 49, 81–89. [Google Scholar]
- Gao, Y.; Zhao, Y.; Zhang, G.; Yin, F.; Zhang, H. Modeling of material removal in magnetic abrasive finishing process with spherical magnetic abrasive powder. Int. J. Mech. Sci. 2020, 177, 105601. [Google Scholar] [CrossRef]
- Jain, V.K.; Kumar, R.; Dixit, P.M.; Sidpara, A. Investigations into abrasive flow finishing of complex workpiece using FEM. Wear 2009, 267, 71–80. [Google Scholar] [CrossRef]
- Jiao, A.; Zhang, L.; Liu, X.; Chen, Y. Experimental study of deburring in Al 7075 cross hole edge based on magnetic particles grinding. Surf. Technol. 2019, 48, 302–309. [Google Scholar]
- Yang, L.; Wang, T.; Liu, C.; Ma, Y.; Wu, L.; Yan, H.; Zhao, X.; Liu, W. Microstructures and mechanical properties of AZ31 magnesium alloys fabricated via vacuum hot-press sintering. J. Alloy. Compd. 2021, 870, 159473. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Zn | Mn | Si | Fe | Mg |
|---|---|---|---|---|---|---|
| Wt.% | ≤3.65 | ≤1.16 | ≤0.084 | ≤0.001 | ≤0.017 | Bal. |
| Performance Indicators | Density/(g·cm3) | Tensile Strength (mPa) | Yield Strength (mPa) | Elastic Modulus (gPa) | Vickers Hardness (HV) |
|---|---|---|---|---|---|
| Value | 1.78 | 290 | 220 | 45 | 80 |
| Level | Magnetic Pole Rotation Speed n/(r·min−1) | Grinding Gap d/(mm) | Magnetic Pole Feed Rate f/(mm·min−1) | Magnetic Abrasive Filling Quantity m/(g) |
|---|---|---|---|---|
| Upper level (+1) | 1600 | 3 | 3 | 2.5 |
| Zero level (0) | 1200 | 2 | 2 | 2 |
| lower level (−1) | 800 | 1 | 1 | 1.5 |
| Radius of change | 400 | 1 | 1 | 0.5 |
| Trial | Magnetic Pole Rotation Speed n/(r·min−1) | Grinding Gap d/(mm) | Magnetic Pole Feed Rate f/(mm·min−1) | Magnetic Abrasive Filling Quantity m/(g) | Ra/(μm) |
|---|---|---|---|---|---|
| 1 | 1200 | 1 | 3 | 2 | 0.131 |
| 2 | 1200 | 3 | 3 | 2.5 | 0.157 |
| 3 | 1200 | 2 | 2 | 2 | 0.137 |
| 4 | 1600 | 2 | 1 | 2 | 0.076 |
| 5 | 800 | 2 | 2 | 1.5 | 0.214 |
| 6 | 800 | 3 | 2 | 2 | 0.225 |
| 7 | 1200 | 3 | 2 | 2.5 | 0.175 |
| 8 | 800 | 2 | 2 | 2.5 | 0.156 |
| 9 | 1200 | 2 | 1 | 2.5 | 0.107 |
| 10 | 1200 | 3 | 3 | 2 | 0.191 |
| 11 | 800 | 2 | 1 | 2 | 0.152 |
| 12 | 1200 | 2 | 1 | 1.5 | 0.134 |
| 13 | 1600 | 2 | 3 | 2 | 0.102 |
| 14 | 1200 | 2 | 3 | 1.5 | 0.161 |
| 15 | 800 | 1 | 2 | 2 | 0.180 |
| 16 | 1600 | 2 | 2 | 1.5 | 0.088 |
| 17 | 1600 | 1 | 2 | 2 | 0.087 |
| 18 | 1200 | 1 | 2 | 1.5 | 0.137 |
| 19 | 1600 | 3 | 2 | 2 | 0.102 |
| 20 | 1200 | 1 | 1 | 2 | 0.076 |
| 21 | 1200 | 1 | 2 | 2.5 | 0.106 |
| 22 | 1200 | 3 | 1 | 2 | 0.135 |
| 23 | 1200 | 3 | 2 | 1.5 | 0.172 |
| 24 | 1200 | 2 | 2 | 2 | 0.130 |
| 25 | 800 | 2 | 3 | 2 | 0.208 |
| 26 | 1600 | 2 | 2 | 2.5 | 0.069 |
| 27 | 1200 | 2 | 2 | 2 | 0.134 |
| Source | Sum of Squares | df | Mean Square | F | Prob > F | |
|---|---|---|---|---|---|---|
| Model | 0.047 | 14 | 3.374 × 10−3 | 22.53 | <0.0001 | significant |
| A-magnetic pole rotation speed | 0.031 | 1 | 0.031 | 207.78 | <0.0001 | |
| B-grinding gap | 6.674 × 10−3 | 1 | 6.674 × 10−3 | 44.57 | <0.0001 | |
| C-magnetic pole feed rate | 6.075 × 10−3 | 1 | 6.075 × 10−3 | 40.57 | <0.0001 | |
| D-magnetic abrasive filling quantity | 1.541 × 10−3 | 1 | 1.541 × 10−3 | 10.29 | 0.0075 | |
| AB | 2.250 × 10−4 | 1 | 2.250 × 10−4 | 1.50 | 0.2438 | |
| AC | 2.250 × 10−4 | 1 | 2.250 × 10−4 | 1.50 | 0.2438 | |
| AD | 3.802 × 10−4 | 1 | 3.802 × 10−4 | 2.54 | 0.1370 | |
| BC | 2.500 × 10−7 | 1 | 2.500 × 10−7 | 1.670 × 10−3 | 0.9681 | |
| BD | 2.890 × 10−4 | 1 | 2.890 × 10−4 | 1.93 | 0.1900 | |
| CD | 1.323 × 10−4 | 1 | 1.323 × 10−4 | 0.88 | 0.3658 | |
| A2 | 9.481 × 10−6 | 1 | 9.481 × 10−6 | 0.063 | 0.8056 | |
| B2 | 3.929 × 10−4 | 1 | 3.929 × 10−4 | 2.62 | 0.1312 | |
| C2 | 2.801 × 10−5 | 1 | 2.801 × 10−5 | 0.19 | 0.6730 | |
| D2 | 6.379 × 10−5 | 1 | 6.739 × 10−5 | 0.43 | 0.5263 | |
| Residual | 1.797 × 10−3 | 12 | 1.497 × 10−4 | |||
| Lack of Fit | 1.772 × 10−3 | 10 | 1.772 × 10−4 | 14.37 | 0.0668 | Not significant |
| Pure Error | 2.467 × 10−5 | 2 | 1.233 × 10−5 | |||
| Cor Total | 0.049 | 26 | ||||
| R-Squared = 0.9634 | Adj R-Squared = 0.9206 | |||||
| Experimental 1 | Experimental 2 | Experimental 3 | Mean Value | Predictive | Error |
|---|---|---|---|---|---|
| 0.067 μm | 0.065 μm | 0.060 μm | 0.064 μm | 0.059 μm | 8.5% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Z.; Zhao, Y.; Liu, G.; Cao, C.; Liu, Q.; Zhao, D.; Zhang, X.; Zhao, C.; Yu, H. Parametric Studies on Finishing of AZ31B Magnesium Alloy with Al2O3 Magnetic Abrasives Prepared by Combining Plasma Molten Metal Powder with Sprayed Abrasive Powder. Micromachines 2022, 13, 1369. https://doi.org/10.3390/mi13091369
Li Z, Zhao Y, Liu G, Cao C, Liu Q, Zhao D, Zhang X, Zhao C, Yu H. Parametric Studies on Finishing of AZ31B Magnesium Alloy with Al2O3 Magnetic Abrasives Prepared by Combining Plasma Molten Metal Powder with Sprayed Abrasive Powder. Micromachines. 2022; 13(9):1369. https://doi.org/10.3390/mi13091369
Chicago/Turabian StyleLi, Zhihao, Yugang Zhao, Guangxin Liu, Chen Cao, Qian Liu, Dandan Zhao, Xiajunyu Zhang, Chuang Zhao, and Hanlin Yu. 2022. "Parametric Studies on Finishing of AZ31B Magnesium Alloy with Al2O3 Magnetic Abrasives Prepared by Combining Plasma Molten Metal Powder with Sprayed Abrasive Powder" Micromachines 13, no. 9: 1369. https://doi.org/10.3390/mi13091369
APA StyleLi, Z., Zhao, Y., Liu, G., Cao, C., Liu, Q., Zhao, D., Zhang, X., Zhao, C., & Yu, H. (2022). Parametric Studies on Finishing of AZ31B Magnesium Alloy with Al2O3 Magnetic Abrasives Prepared by Combining Plasma Molten Metal Powder with Sprayed Abrasive Powder. Micromachines, 13(9), 1369. https://doi.org/10.3390/mi13091369