
Design and Fabrication of Silicon-Blazed Gratings for Near-Infrared Scanning Grating Micromirror


Abstract
:1. Introduction
2. Design of the Grating Structure
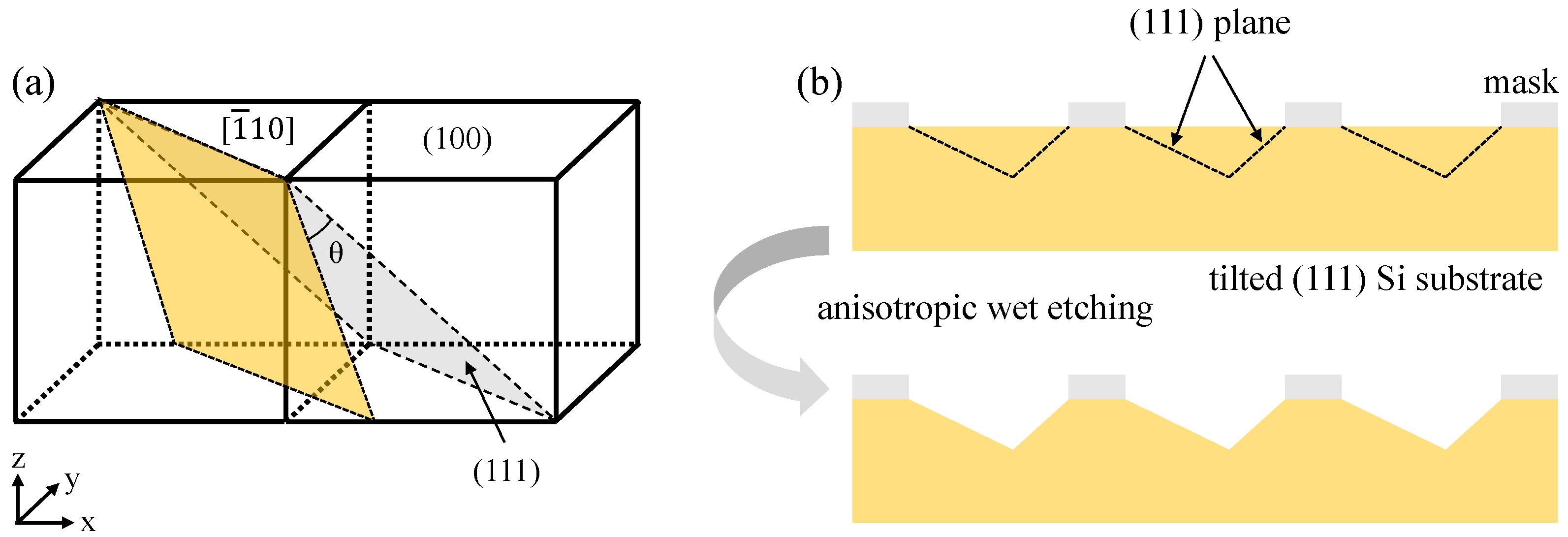
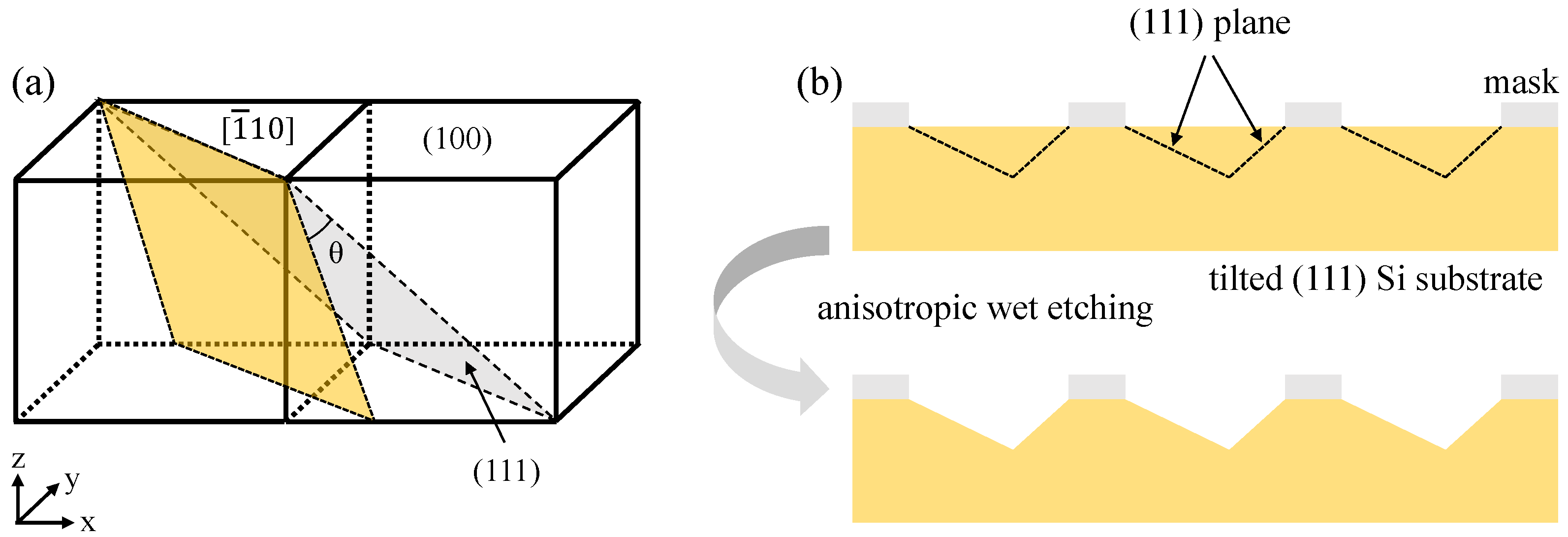
2.1. Principles
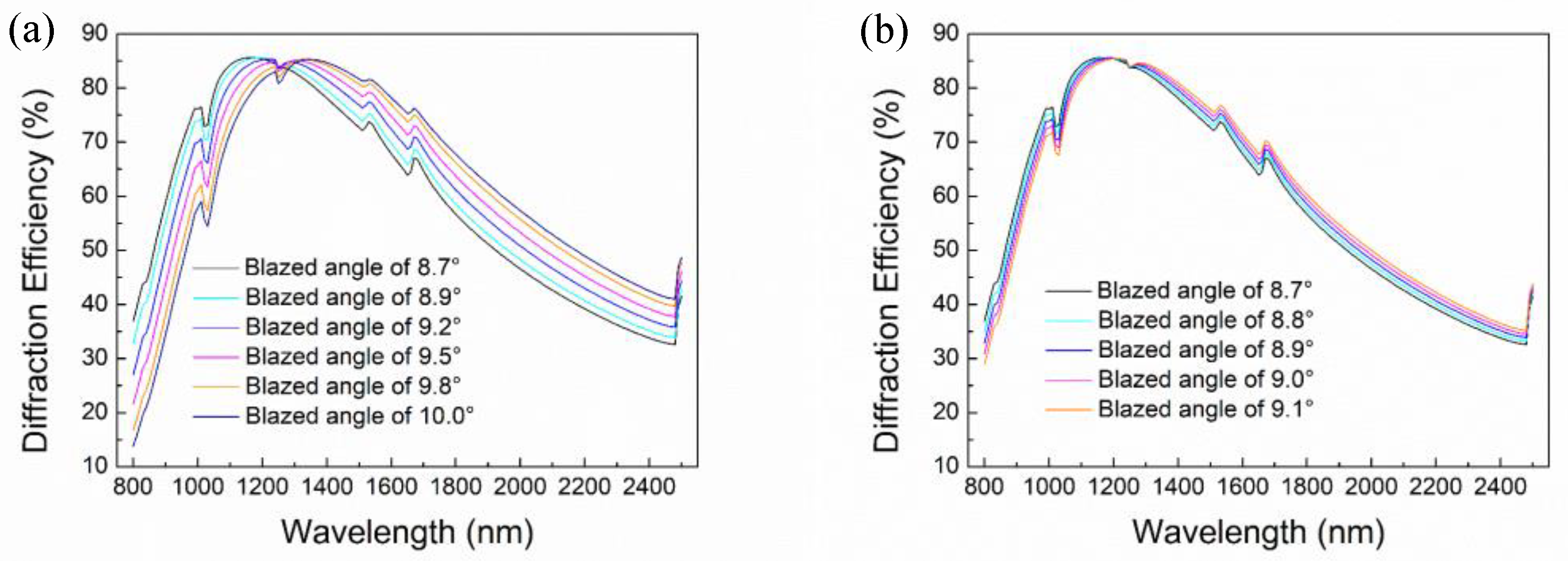
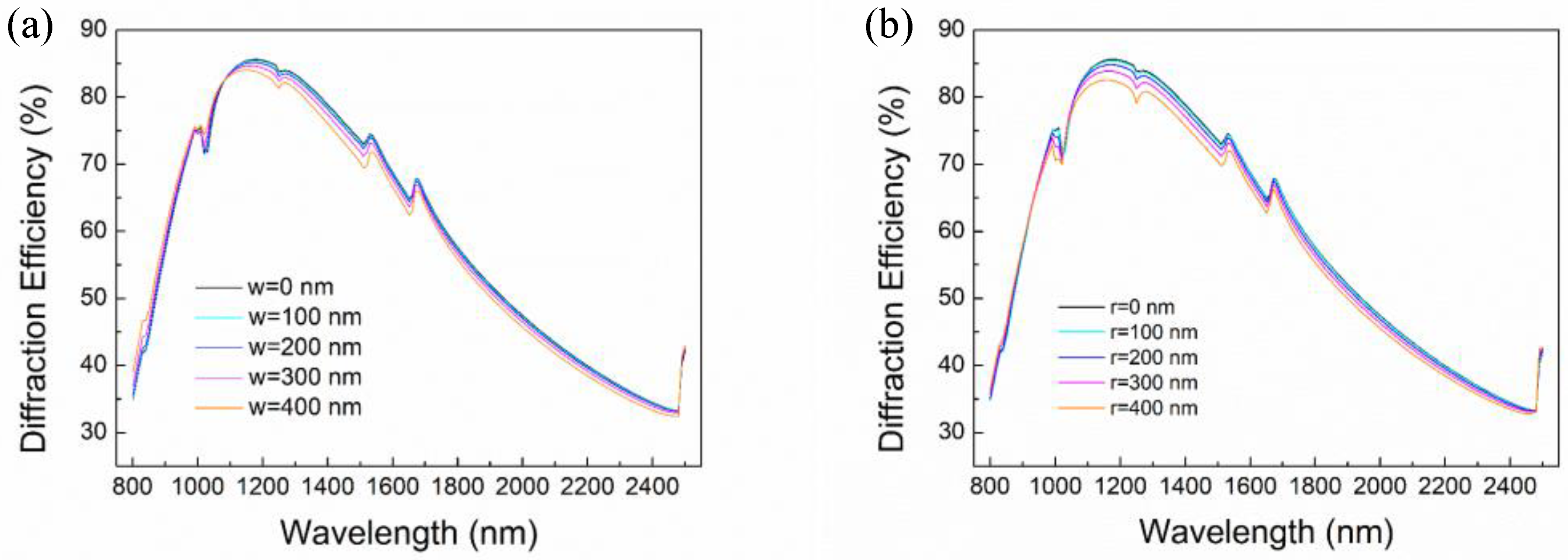
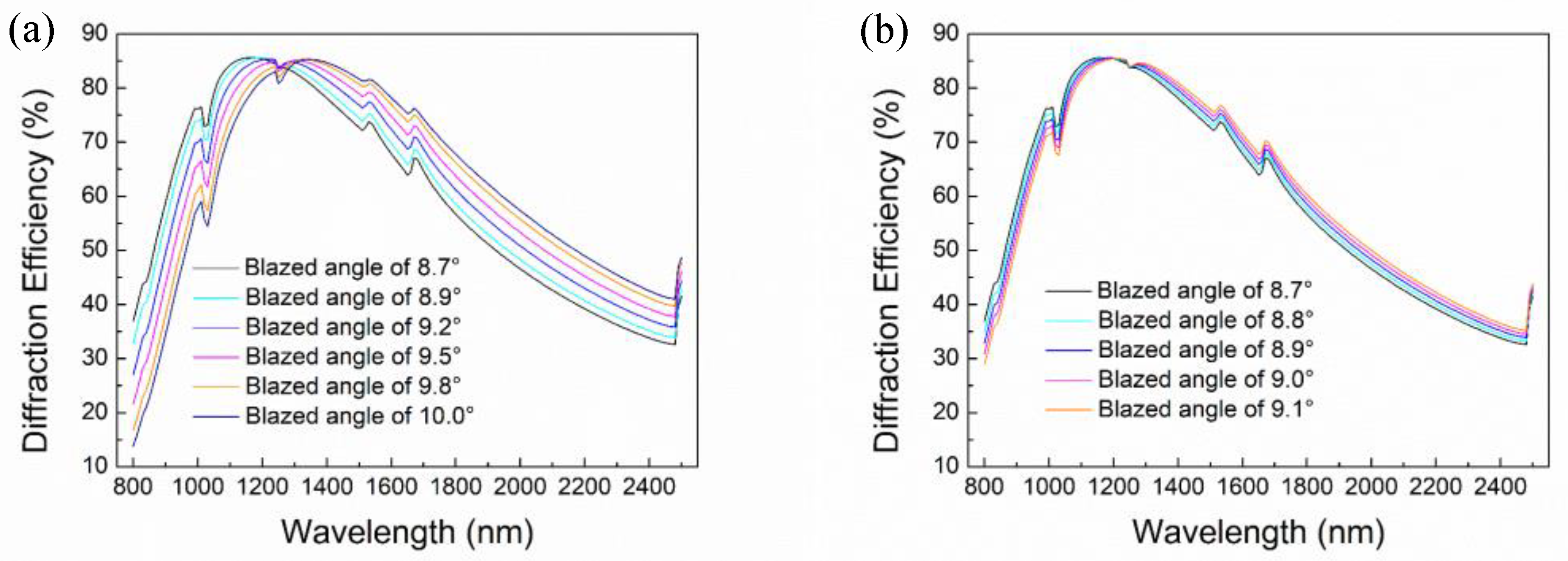
2.2. Optimization of the Blaze Angle
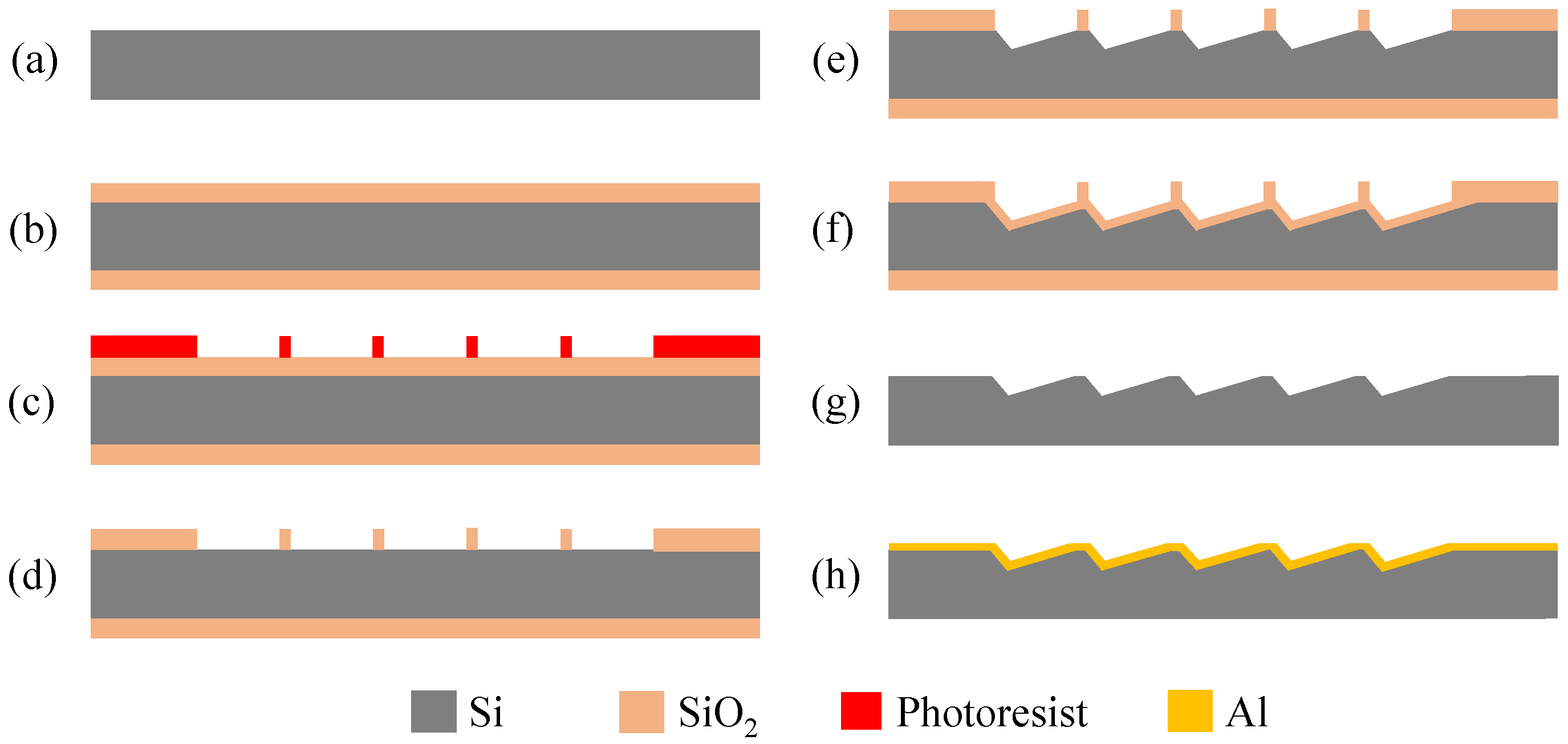
3. Fabrication and Characterization of Blazed Gratings
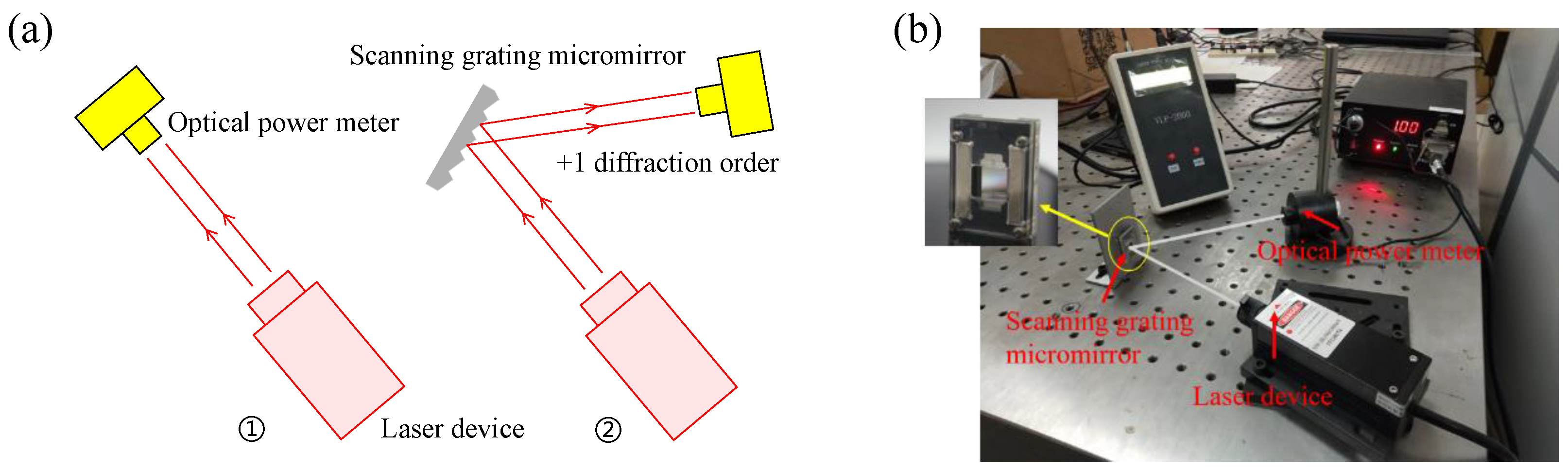
3.1. Experimental
3.2. Fabrication of Grating Etching Mask
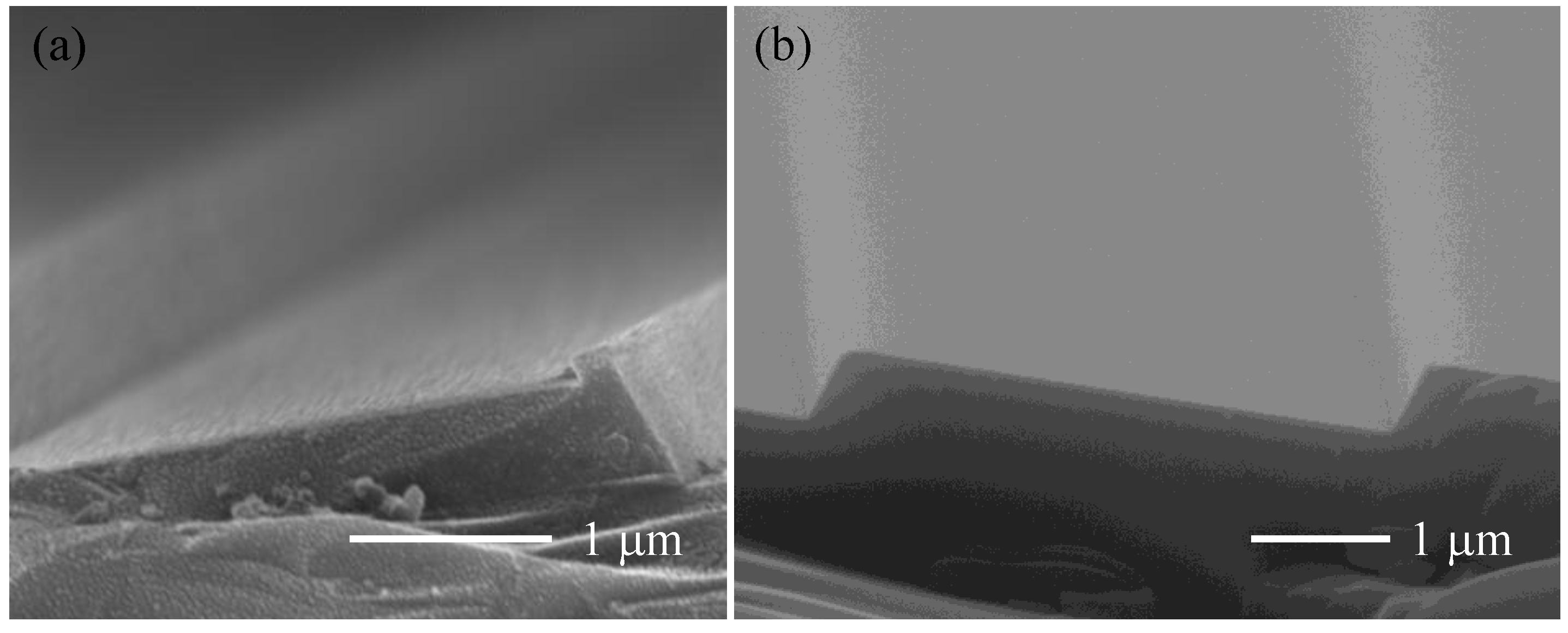
3.3. Anisotropic Wet Etching of Blazed Gratings
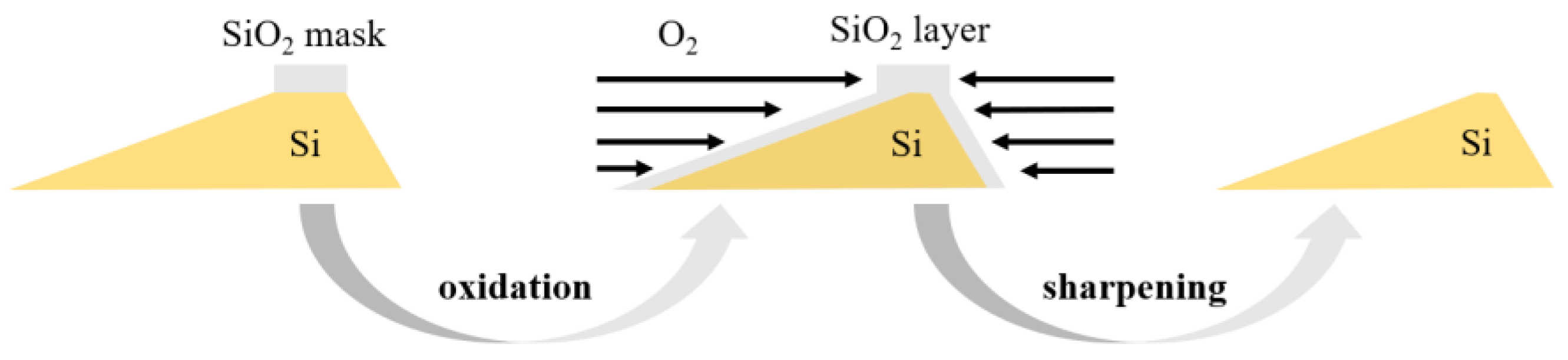
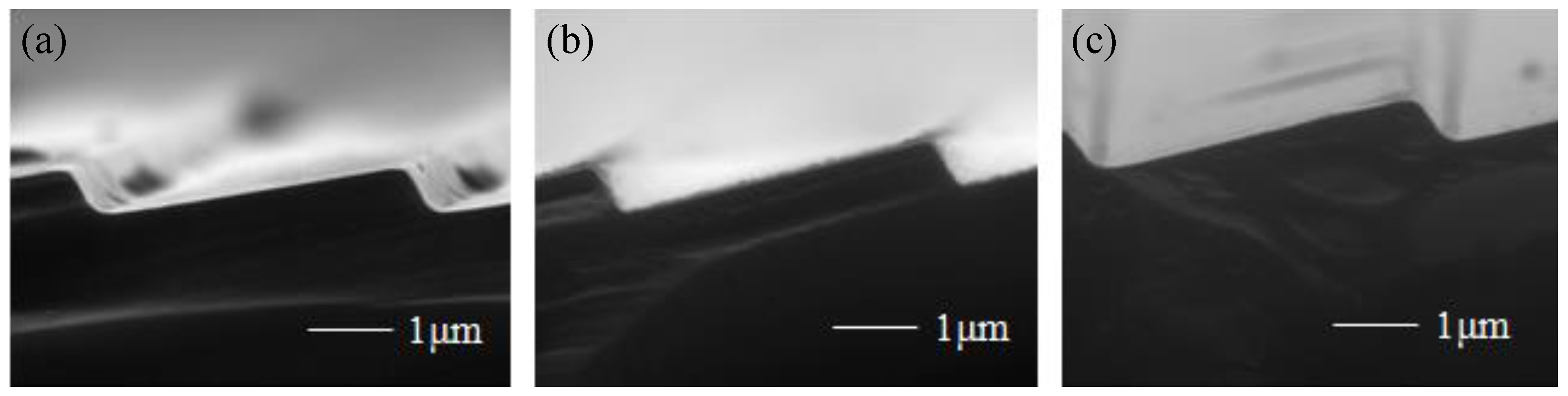
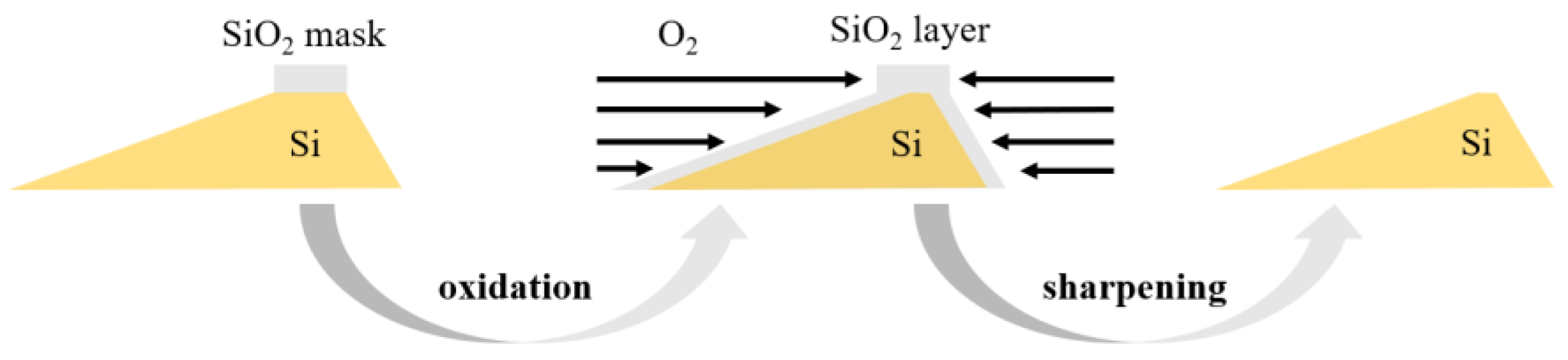
3.4. Oxidation Sharpening
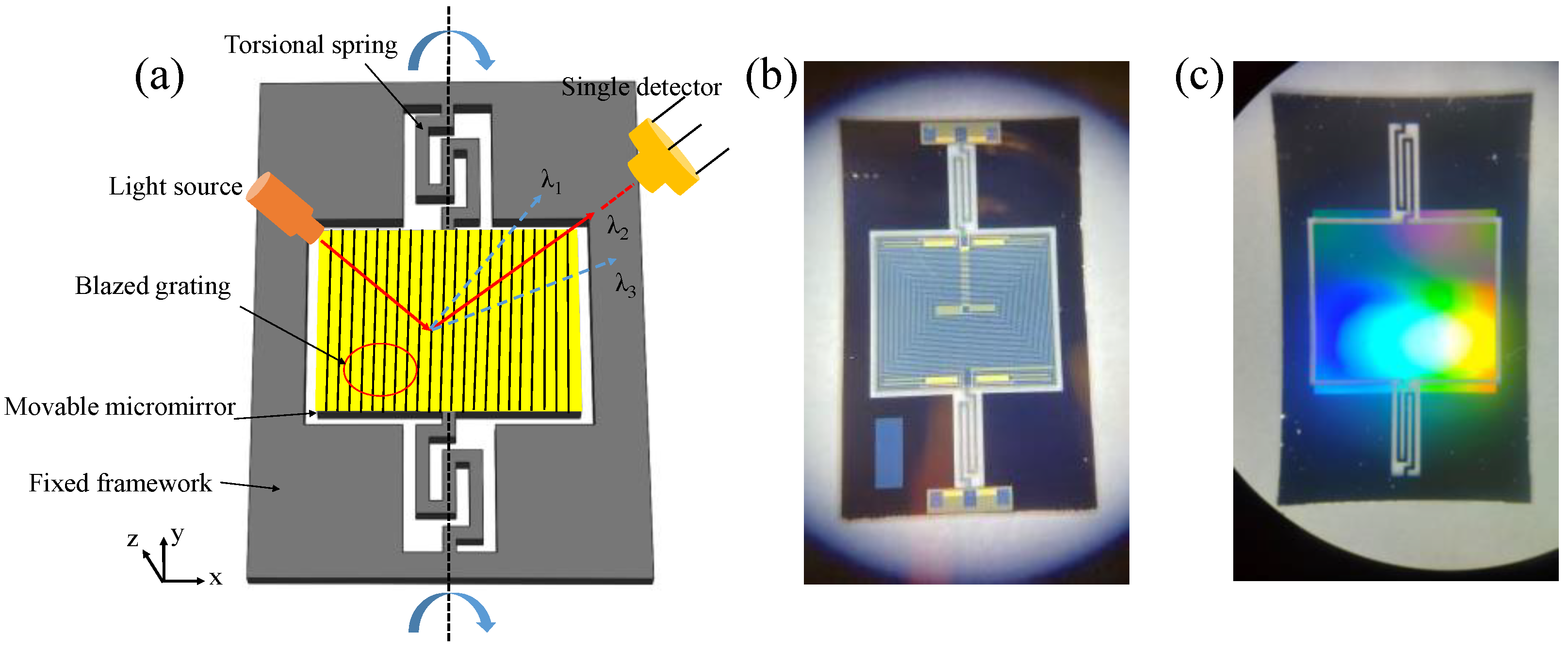
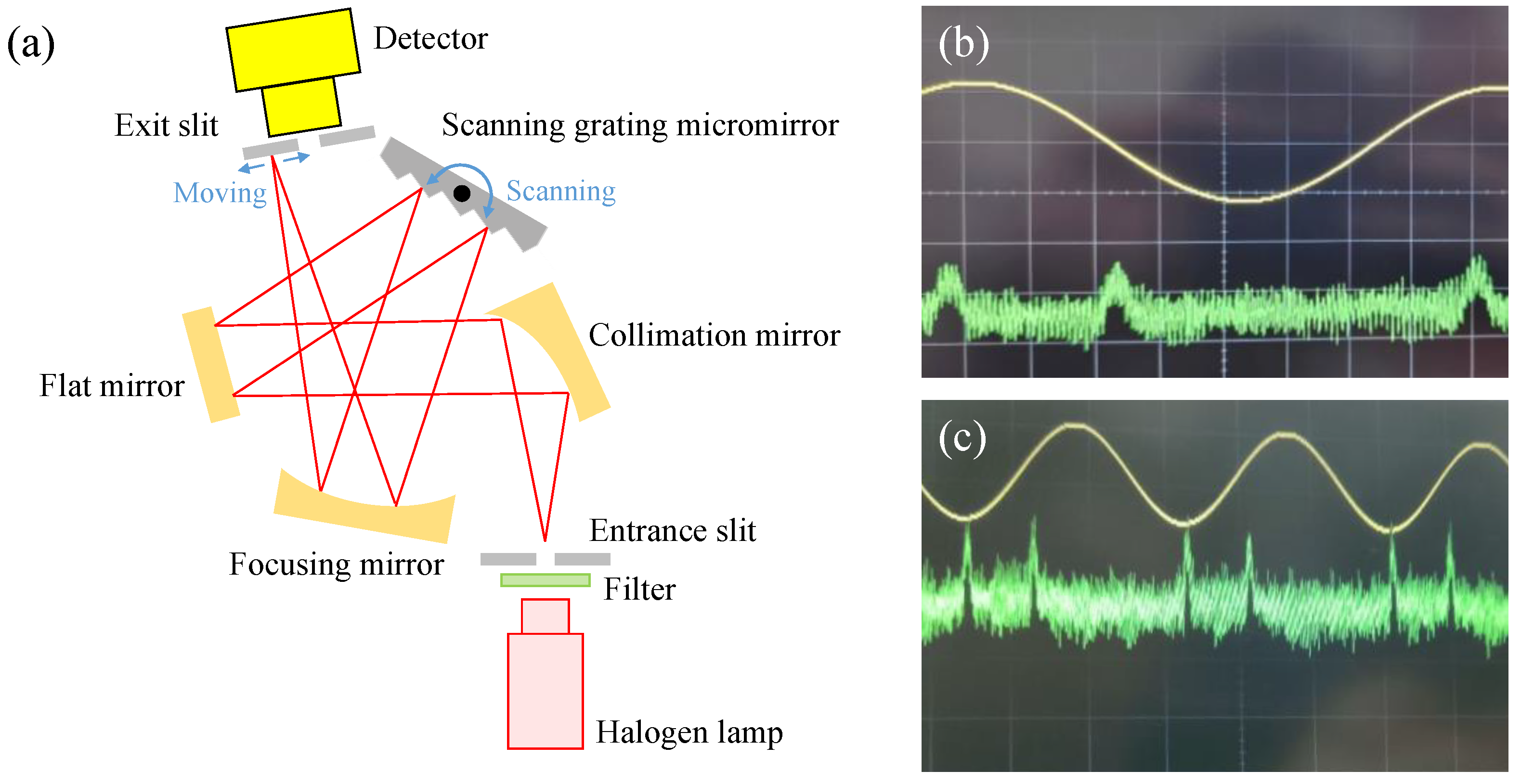
4. Application in Scanning Grating Micromirror
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, F.; Brown, G.M.; Song, M.M. Overview of 3-D shape measurement using optical methods. Opt. Eng. 2000, 39, 10–22. [Google Scholar]
- Sansoni, G.; Patrioli, A. Noncontact 3D sensing of free-form complex surfaces. Proc. SPIE 2001, 4309, 232–239. [Google Scholar]
- Lin, D.M.; Fan, P.Y.; Hasman, E.; Brongersma, M.L. Dielectric gradient metasurface optical elements. Science 2014, 345, 298–302. [Google Scholar] [CrossRef] [PubMed]
- Zhao, B.S.; Meijer, G.; Schöllkopf, W. Quantum reflection of He2 several nanometers above a grating surface. Science 2011, 331, 892–894. [Google Scholar] [CrossRef] [PubMed]
- Xing, J.Y.; Cui, H.; Hu, P.H.; Jin, S.Q.; Hu, M.Y.; Xia, G.; Hu, H.B. Gratings in dispersion-compensated polarization Sagnac interferometer. Opt. Commun. 2020, 458, 124806. [Google Scholar] [CrossRef]
- Sandfuchs, O.; Kraus, M.; Brunner, R. Structured metal double-blazed dispersion grating for broadband spectral efficiency achromatization. J. Opt. Soc. Am. A 2020, 37, 1369–1380. [Google Scholar] [CrossRef] [PubMed]
- Cheng, F.M.; Zhang, J.C.; Wang, D.B.; Gu, Z.H.; Zhuo, N.; Zhai, S.Q.; Wang, L.J.; Liu, J.Q.; Liu, S.M.; Liu, F.Q.; et al. Demonstration of high-power and stable single-mode in a quantum cascade laser using buried sampled grating. Nanoscale Res. Lett. 2019, 14, 123. [Google Scholar] [CrossRef] [Green Version]
- Yang, K.; Liu, Y.G.; Wang, Z.; Li, G.Y.; Han, Y.; Zhang, H.W.; Yu, J. Five-wavelength-switchable all-fiber erbium-doped laser based on few-mode tilted fiber Bragg grating. Opt. Laser Technol. 2018, 108, 273–278. [Google Scholar] [CrossRef]
- Wang, X.; Wilson, D.; Muller, R.; Maker, P.; Psaltis, D. Liquid-crystal blazed-grating beam deflector. Appl. Opt. 2000, 39, 6545–6555. [Google Scholar] [CrossRef] [Green Version]
- Zhou, F.; Hua, J.Y.; Shi, J.C.; Qiao, W.; Chen, L.S. Pixelated blazed gratings for high brightness multiview holographic 3D display. IEEE Photonics Technol. Lett. 2020, 32, 283–286. [Google Scholar] [CrossRef]
- Zamkotsian, F.; Zhurminsky, I.; Lanzoni, P.; Tchoubaklian, N.; Schneider, C.; Fricke, S.; Schnieper, M.; Lütolf, F.; Luitot, C.; Costes, V. Convex blazed gratings for high throughput spectrographs in space missions. Proc. SPIE 2019, 11180, 1118051. [Google Scholar]
- Sokolov, A.; Huang, Q.S.; Senf, F.; Feng, J.T.; Lemke, S.; Alimov, S.; Knedel, J.; Zeschke, T.; Kutz, O.; Seliger, T.; et al. Optimized highly efficient multilayer-coated blazed gratings for the tender X-ray region. Opt. Express 2019, 27, 16833–16846. [Google Scholar] [CrossRef] [PubMed]
- Wood, R.W. The echelette grating for the infra-red. Philos. Mag. 1910, 20, 770–778. [Google Scholar] [CrossRef]
- Xu, D.; Owen, J.D.; Papa, J.C.; Reimer, J.; Suleski, T.J.; Troutman, J.R.; Davies, M.A.; Thompson, K.P.; Rolland, J.P. Design, fabrication, and testing of convex reflective diffraction gratings. Opt. Express. 2017, 25, 15252–15268. [Google Scholar] [CrossRef]
- Siewert, F.; Lochel, B.; Buchheim, J.; Eggenstein, F.; Firsov, A.; Gwalt, G.; Kutz, O.; Lemke, S.; Nelles, B.; Rudolph, I.; et al. Grating for synchrotron and FEL beamlines: A project for the manufacture of ultra-precise gratings at Helmholtz Zentrum Berlin. J. Synchrotron. Radiat. 2018, 25, 91–99. [Google Scholar] [CrossRef] [Green Version]
- Montesanti, R.C.; Little, S.L.; Kuzmenko, P.J.; Bixler, J.V.; Jackson, J.L.; Lown, J.G.; Priest, R.E.; Yoxall, B.E. Strategies for single-point diamond machining a large format germanium blazed immersion grating. Proc. SPIE. 2016, 9912, 991233. [Google Scholar]
- Kowalski, M.P.; Cruddace, R.G.; Heidemann, K.F.; Lenke, R.; Kierey, H.; Barbee, T.W.; Hunter, W.R. Record high extreme-ultraviolet efficiency at near-normal incidence from a multilayer-coated polymer-overcoated blazed ion-etched holographic grating. Opt. Lett. 2004, 29, 2914–2916. [Google Scholar] [CrossRef]
- Kowalski, M.P.; Cruddace, R.G.; Barbee, T.W.; Hunter, W.R.; Heidemann, K.F.; Nelles, B.; Lenke, R.; Kierey, H. High-efficiency multilayer-coated polymer-overcoated blazed ion-etched holographic gratings for high-resolution EUV astronomical spectroscopy. Proc. SPIE 2004, 5488, 910–921. [Google Scholar]
- Fu, Y.; Bryan, N.K.A.; Zhou, W. Self-organized formation of a blazed-grating-like structure on Si (100) induced by focused ion-beam scanning. Opt. Express 2004, 12, 227–233. [Google Scholar] [CrossRef]
- Shen, C.; Tan, X.; Jiao, Q.B.; Zhang, W.; Wu, N.; Bayan, H.; Qi, X.D. Convex blazed grating of high diffraction efficiency fabricated by swing ion-beam etching method. Opt. Express 2018, 26, 25381–25398. [Google Scholar] [CrossRef]
- Lin, H.; Li, L.F. Fabrication of extreme-ultraviolet blazed gratings by use of direct argon-oxygen ion-beam etching through a rectangular photoresist mask. Appl. Opt. 2008, 47, 6212–6218. [Google Scholar] [CrossRef] [PubMed]
- Lin, H.; Zhang, L.C.; Li, L.F.; Jin, C.S.; Zhou, H.J.; Huo, T.L. High-efficiency multilayer-coated ion-beam-etched blazed grating in the extreme-ultraviolet wavelength region. Opt. Lett. 2008, 33, 485–487. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Fujii, Y.; Aoyama, K.; Minowa, J. Optical demultiplexer using a silicon echelette grating. IEEE J. Quantum Electron. 1980, 16, 165–169. [Google Scholar] [CrossRef]
- Philippe, P.; Valette, S.; Mata Mendez, O.; Maystre, D. Wavelength demultiplexer: Using echelette gratings on silicon substrate. Appl. Opt. 1985, 24, 1006–1011. [Google Scholar] [CrossRef] [PubMed]
- Voronov, D.L.; Lum, P.; Naulleau, P.; Gullikson, E.M.; Fedorov, A.V.; Padmore, H.A. X-ray diffraction gratings: Precise control of ultra-low blaze angle via anisotropic wet etching. Appl. Phys. Lett. 2016, 109, 43112. [Google Scholar] [CrossRef] [Green Version]
- Voronov, D.L.; Ahn, M.; Anderson, E.H.; Cambie, R.; Chang, C.H.; Gullikson, E.M.; Heilmann, R.K.; Salmassi, F.; Schattenburg, M.L.; Warwick, T.; et al. High-efficiency 5000 lines/mm multilayer-coated blazed grating for extreme ultraviolet wavelengths. Opt. Lett. 2010, 35, 2615–2617. [Google Scholar] [CrossRef] [Green Version]
- Frühauf, J.; Krönert, S. Wet etching of silicon gratings with triangular profiles. Microsyst. Technol. 2005, 11, 1287–1291. [Google Scholar] [CrossRef]
- Miles, D.M.; McCoy, J.A.; McEntaffer, R.L.; Eichfeld, C.M.; Lavallee, G.; Labella, M.; Drawl, W.; Liu, B.; DeRoo, C.T.; Steiner, T. Fabrication and diffraction efficiency of a large-format, replicated X-ray reflection grating. Astrophys. J. 2018, 869, 95. [Google Scholar] [CrossRef]
- Nie, Q.Y.; Xie, Y.Y.; Chang, F. MEMS blazed gratings fabricated using anisotropic etching and oxidation sharpening. AIP Adv. 2020, 10, 65216. [Google Scholar] [CrossRef]
- Mouroulis, P.; Wilson, D.W.; Maker, P.D.; Muller, R.E. Convex grating types for concentric imaging spectrometers. Appl. Opt. 1998, 37, 7200–7208. [Google Scholar] [CrossRef]
- Huang, L.K.; Wen, Q.; Huang, J.; Yu, F.; Lei, H.J.; Wen, Z.Y. Miniature broadband NIR spectrometer based on FR4 electromagnetic scanning micro-grating. Micromachines 2020, 11, 393. [Google Scholar] [CrossRef] [Green Version]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| λ (nm) | ηTM (experimental) | ηTM (theoretical) | error |
|---|---|---|---|
| 808 | 56.79% | 61.52% | 4.73% |
| 1064 | 86.35% | 90.87% | 4.52% |
| 1550 | 67.73% | 72.22% | 4.49% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zha, S.; Li, D.; Wen, Q.; Zhou, Y.; Zhang, H. Design and Fabrication of Silicon-Blazed Gratings for Near-Infrared Scanning Grating Micromirror. Micromachines 2022, 13, 1000. https://doi.org/10.3390/mi13071000
Zha S, Li D, Wen Q, Zhou Y, Zhang H. Design and Fabrication of Silicon-Blazed Gratings for Near-Infrared Scanning Grating Micromirror. Micromachines. 2022; 13(7):1000. https://doi.org/10.3390/mi13071000
Chicago/Turabian StyleZha, Sinong, Dongling Li, Quan Wen, Ying Zhou, and Haomiao Zhang. 2022. "Design and Fabrication of Silicon-Blazed Gratings for Near-Infrared Scanning Grating Micromirror" Micromachines 13, no. 7: 1000. https://doi.org/10.3390/mi13071000
APA StyleZha, S., Li, D., Wen, Q., Zhou, Y., & Zhang, H. (2022). Design and Fabrication of Silicon-Blazed Gratings for Near-Infrared Scanning Grating Micromirror. Micromachines, 13(7), 1000. https://doi.org/10.3390/mi13071000