3.1. Simulation
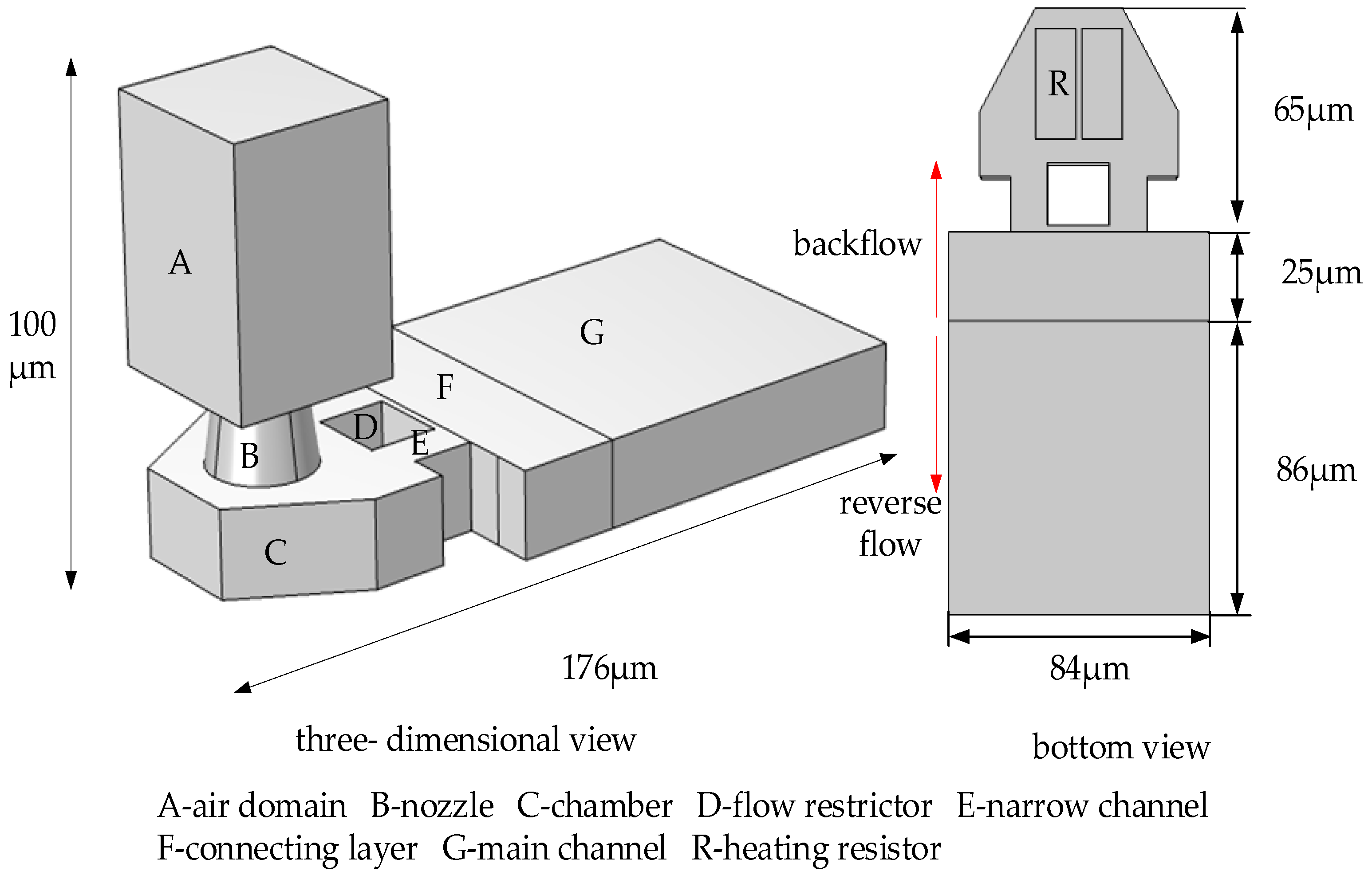
In this paper, we use the finite element software to simulate the entire inkjet process. The thermal bubble inkjet chip designed by us is shown in
Figure 2, which is composed of the main channel, connecting layer, chamber, and nozzle.
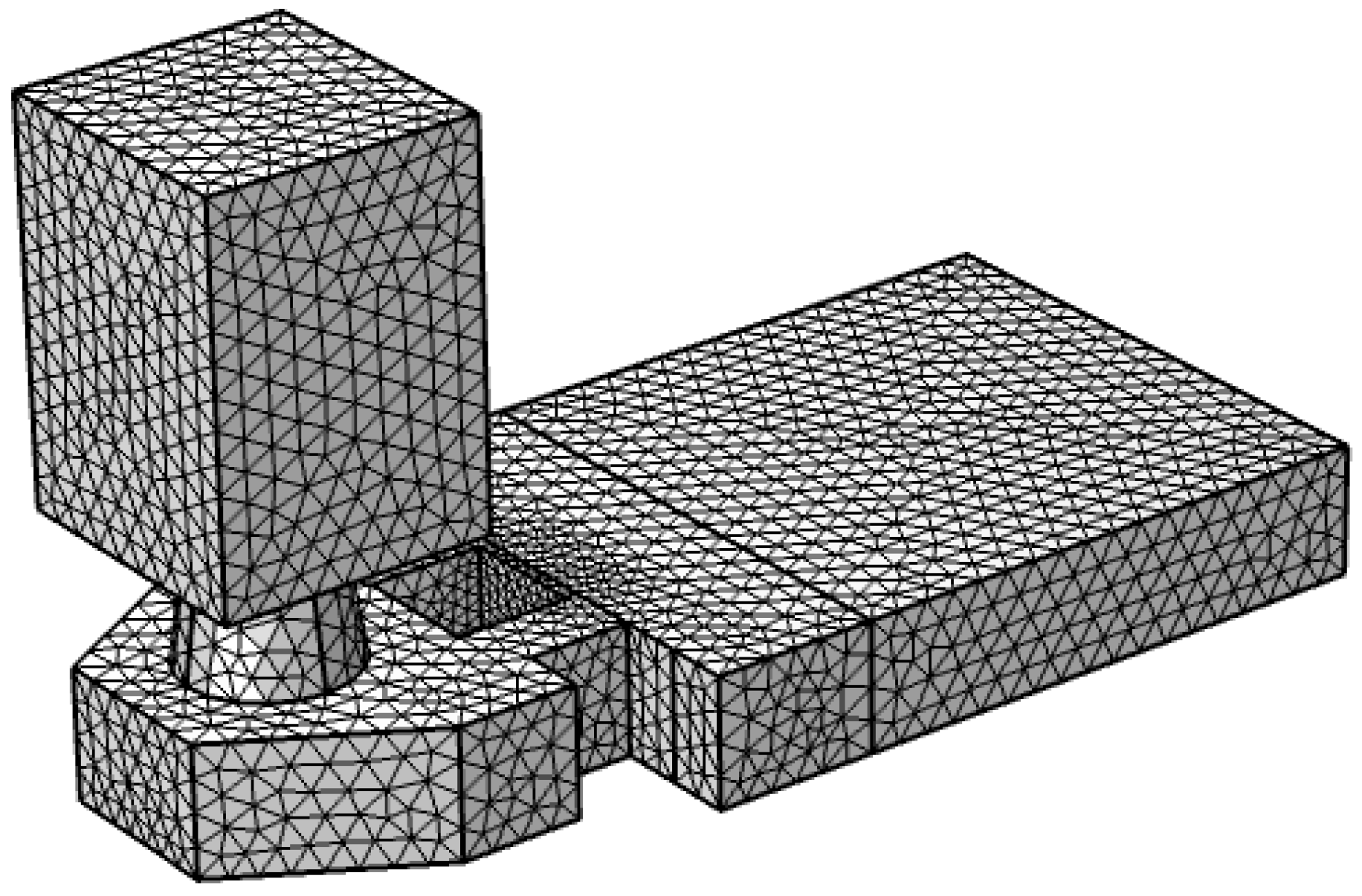
In this paper, as shown in
Figure 3, we use the fluid dynamics model in the finite element software to conduct mesh division on the thermal bubble inkjet printing head, and a total of 159,633 grid cells are divided. In the simulation of thermal bubble inkjet printing, the key point is the driving conditions of a high-pressure vapor bubble. The model used in this paper simulates bubble formation by entering high-pressure vapor bubbles from below the heating resistors (‘R’ in
Figure 2). We refer to the CFD model of Wilson et al. [
16]; they did a lot of research on bubble expansion, but they lacked a real bubble model. Then, we also refer to Asai et al. [
17]; the saturated vapor pressure inside the bubble will reach 10–100 times the atmospheric pressure. In their later studies [
18,
19], the initial bubble pressure was set at 7.5 Mpa. Therefore, the maximum bubble pressure during nucleation should be at least 7.5 Mpa. According to the actual physical debugging and matching of the chip, because of the large work density of the heating resistors designed in this paper, the bubble pressure here is set at 9 Mpa. In addition, we refer to the model used in reference [
20], which drives the vapor bubble at high pressure and sets a liquid–vapor phase transition condition to simulate the bubble disappearance process. When the heating resistors stop pressurizing, the pressure inside the bubble decreases over time. A liquid–vapor transition condition set in this paper is that when it is equal to 1 atm (because the liquid is too shallow here, the pressure of water is not considered), the gas is converted to water, and finally, the bubble disappeared. In addition, the inner wall of the nozzle is set as the wetting wall, and the number of contact angles is 78 degrees. The back of plane G (‘G’ in
Figure 2) is an open interface, where the conditions are set to inhibit reflow and the static pressure is 0. We do not consider the situation in which the ink is squeezed back to the cartridge by a bubble.
In order to obtain the most reasonable design size of the flow-limiting structure, firstly, the width of the flow restrictor needs to be inferred, and we need to determine the final size according to the flow rate. The equation of flow rate [
21] is:
where
Q is the flow rate,
S is the area of the flow cross-section, and
V represents the flow velocity in the cross-section. As shown in
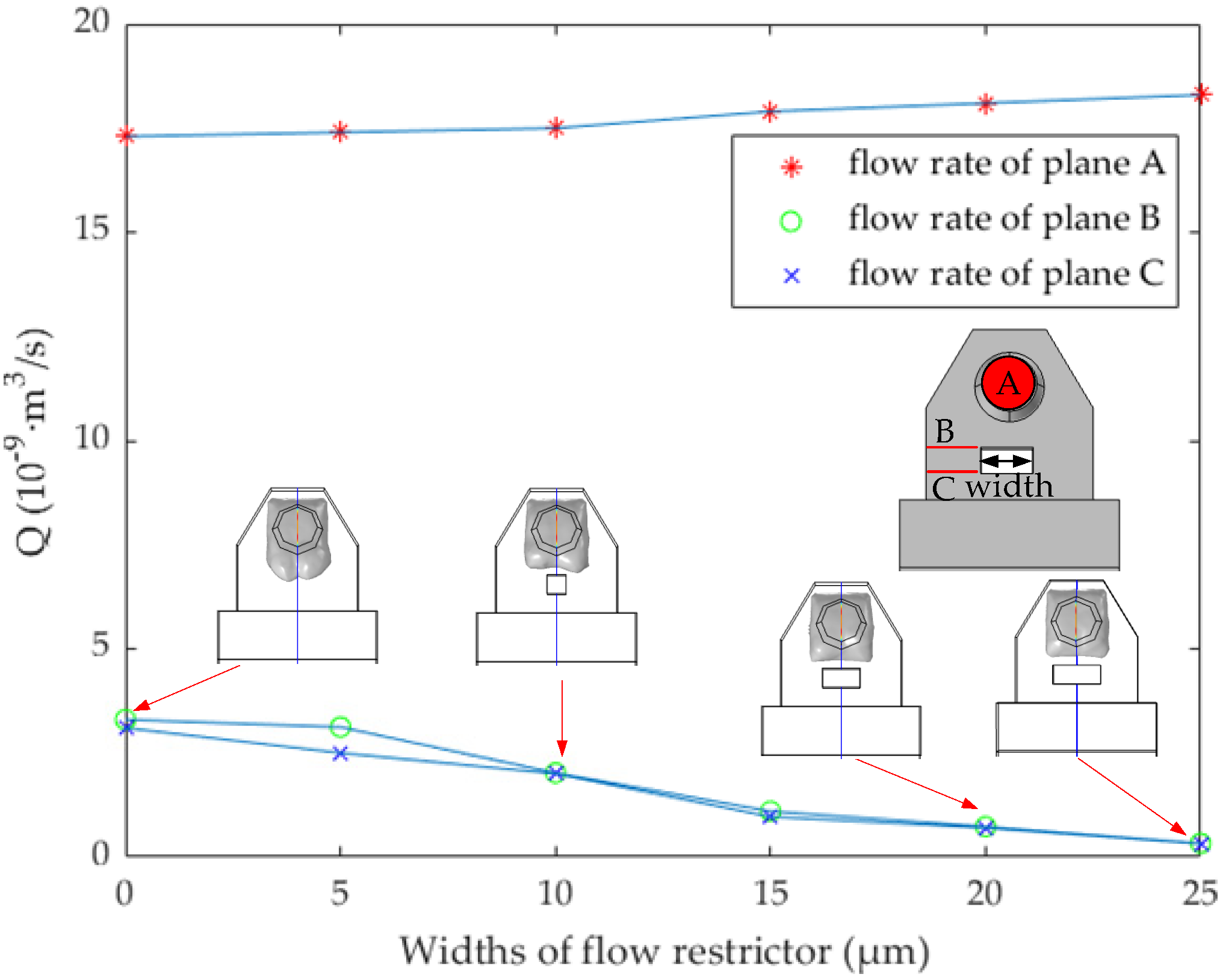
Figure 4, at 1.8 μs, the width of the flow restrictor is 0, 5, 10, 15, 20, and 25 μm (the length is set to 10 μm), respectively, and the vertical axis represents the flow rate of planes A, B, and C respectively. A is the cross-section at the top of the nozzle, and B and C are the front and back cross-section of the narrow channel, respectively. In this paper, the area and position of plane A are fixed, while plane B and plane C will change with the different widths of the narrow channel.
Figure 4 shows the blocking effect on bubble expansion when the width of the flow restrictor is 0, 10, 20, and 25 μm, respectively. It can be found that when the width is 20 μm and 25 μm, the flow rate at planes B and C is less, and the flow rate at plane A is large. In fact, when the width is 20 μm, it is enough to block the bubble. Considering the machining accuracy and the flow rate when ink backflows from the main channel to the chamber, the width of 25 μm is too large and counterproductive. Therefore, we determine the width of the flow restrictor as 20 μm. It should be noted here that although the flow restrictor prevents the expansion direction of the bubble, because of its shorter length, it plays a poor flow-limiting role, and most of the ink liquid reverse flows to the main channel. According to the Newton inner friction theorem [
22,
23], the length of the pipe directly affects the flow resistance coefficient, so we extend its length to the connection layer, which increases the length of the narrow channel. The flow restrictor does not completely connect with the connecting layer, because the manufacturing process of the structure allows certain errors in the processing accuracy.
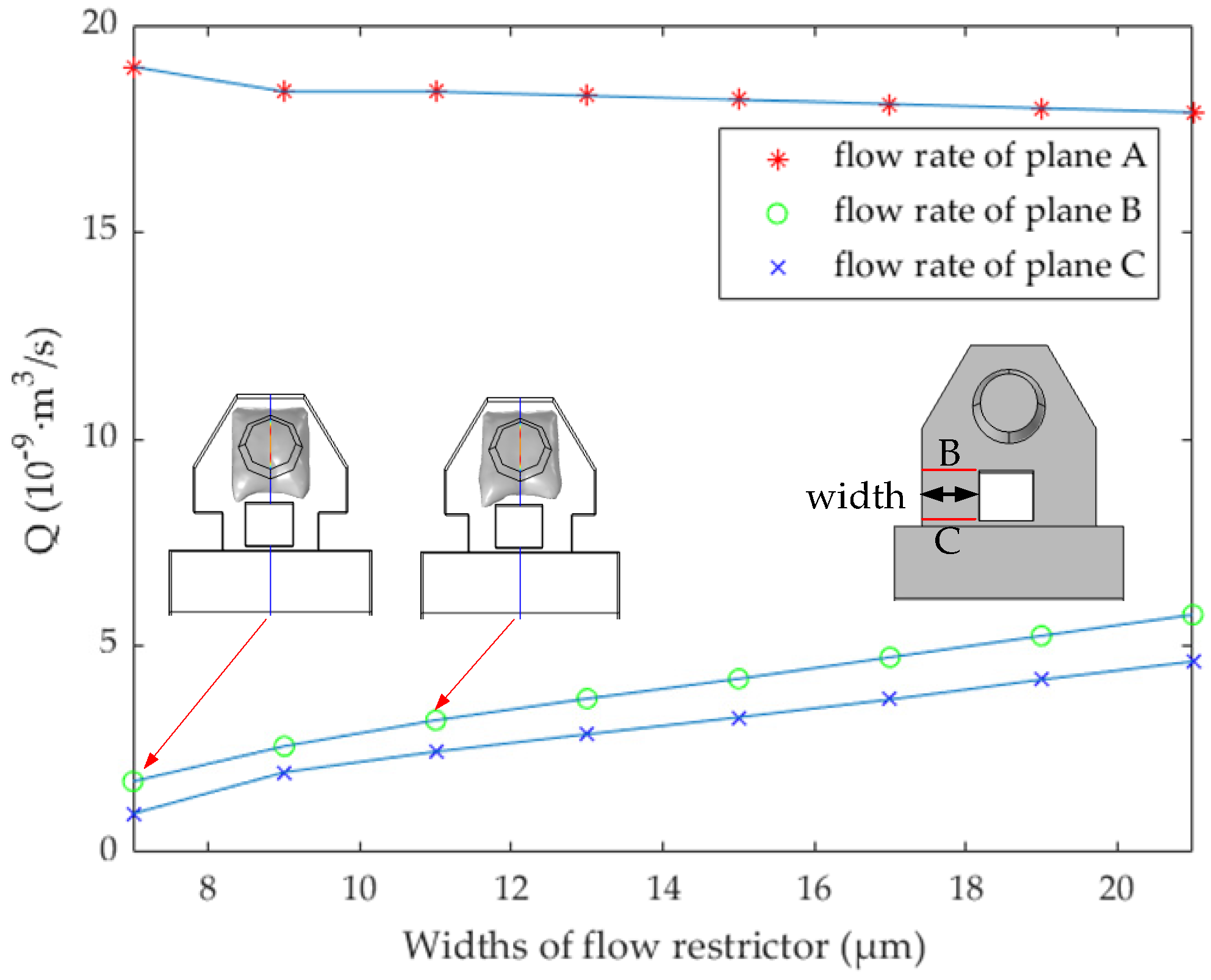
In
Figure 5, at 1.8 μs, the narrow channel widths are 7, 9, 11, 13, 15, 17, 19, and 21 μm, respectively. The flow rate of planes A, B, and C is shown in
Figure 5. When the width of the narrow channel is 7 μm, the flow rate at plane A is the maximum, and the flow rate at B and C is the minimum. However, we also need to consider the ink flow rate, after the bubble disappeared, from the main channel into the chamber. As shown in
Figure 6, in order to study the effect of ink backflowing at different size narrow channels, we continue to study the flow rate at planes A, B, and C. The initial state is to set the ink to just fill the chamber and have no ink in the nozzle. At this time, the ink flow rate is 0 m
3/s. After 3 μs, because of the capillary force, the liquid level in the nozzle began to rise, and we continue to study the flow rate at planes B and C. In this case, the flow rate of planes B and C is minimum when the width of the narrow channel is 7 μm. We should note that the change rate of the difference between
Q at planes B and C is the largest when the width increases from 9 to 11 μm. At this time, the flow-blocking effect of the narrow channel is obvious. Considering the ejection flow rate and the obstruction of bubble expansion, the width of the narrow channel is determined to be 11 μm. The design parameters of the inkjet printing head structure are shown in
Table 1.
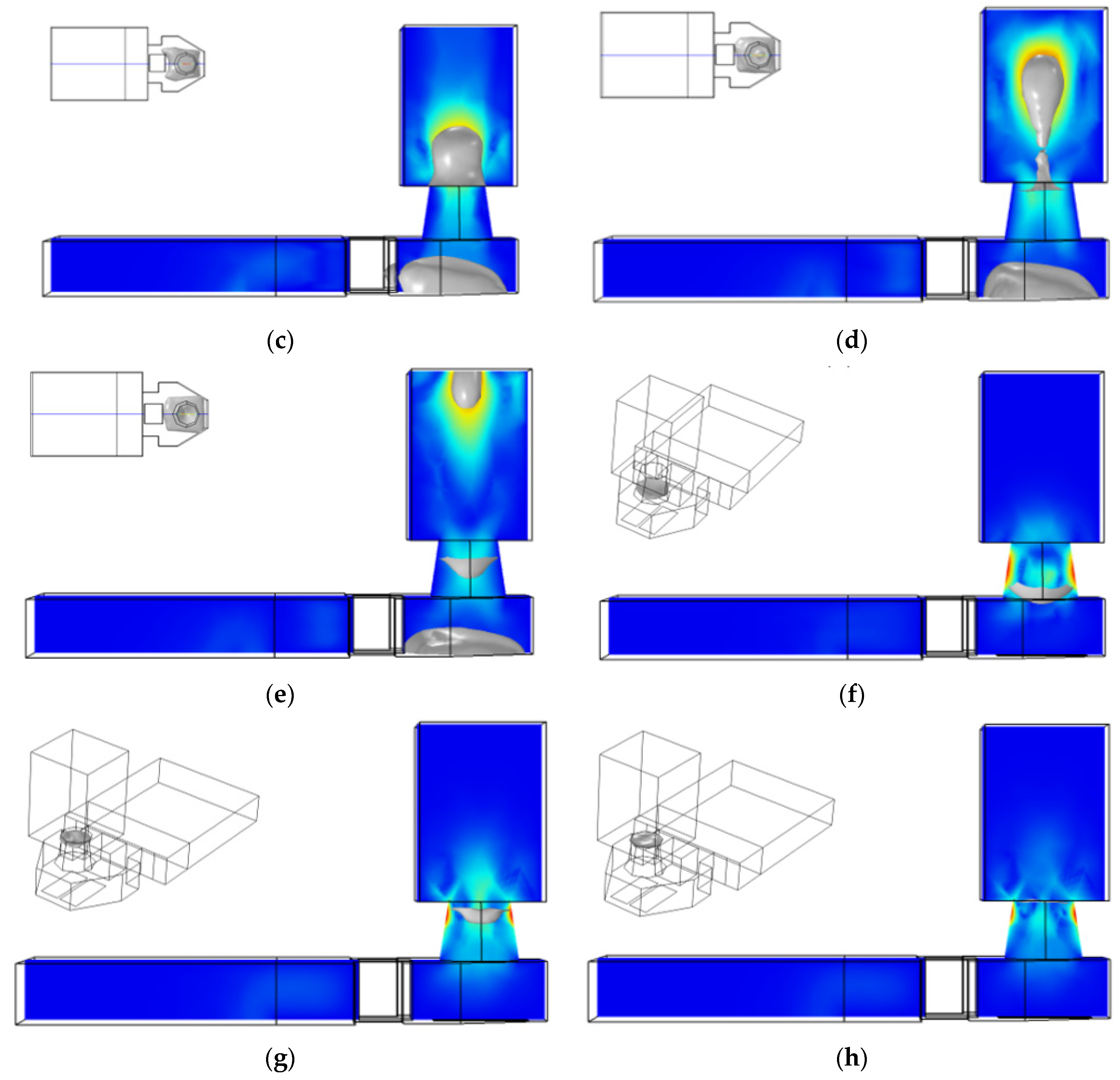
In this paper, we selected several important moments to display the initial state of the vapor bubble, including the top view when the bubble expands to the maximum, the ink droplet separates from the ink liquid, the bubble shrinks, the bubble disappears, the ink liquid surface in the nozzle rises, and finally, the concave surface is formed after filling.
Figure 7a represents the initial state of thermal bubble inkjet printing. We simulate the formation of bubbles by entering high-pressure steam bubbles with an initial pressure at 9 atm. After the driving signal is applied, the surfaces of the two heating resistors begin to nucleate a thin layer of vapor bubbles. At this moment, the bubbles are small, and there is a certain distance between the two bubbles.
As shown in
Figure 7b, when the driving signal stops working after 1.8 μs, the bubble expansion velocity reaches the maximum value. Since bubble expansion creates extrusion pressure, the surrounding ink is squeezed and flows around. The bubbles continue to expand for some time due to the inertia of the fluid. It should be noted that during the period when the bubble continues to expand, its expansion velocity is positive and its acceleration is negative.
Figure 7c shows that the bubble expands to the maximum at 2.5 μs; we have analyzed the reason why bubbles continue to expand after 1.8 μs. It can be seen from
Figure 7b that the droplets above the nozzle are thick at the top and thin at the bottom, which is caused by Newton’s inner friction at the nozzle and the viscous force between the ink liquid. When the flow rate is slow, the inner friction generated on the wall of the pipe has the guiding function of flow; when the flow rate is too fast, the force on the wall of the pipe acts to obstruct the flow. The principle of viscous force [
24,
25] of fluid is as follows:
where
τ is the viscous force,
ε is the viscosity coefficient, and
is the speed gradient in the normal direction of the plane. The fluid between the two plates can be divided into countless fluid layers parallel to the plate, and there are speed differences between layers. As a result of the attraction between fluid molecules, the faster layer of fluid drags the slower layer forward. At the same time, the same number of molecules in the slower flow layer enter the faster layer, exerting an equal and opposite decelerating force on it. This transfer continues layer by layer until it reaches the wall, eventually creating friction. At the same time, we can see the top view at 2.5 μs from
Figure 7c. As the bubbles expand, two small bubbles on the heating resistors fuse into a large bubble and squeeze the surrounding ink in the chamber. Since the end of the chamber is closed, the main expansion direction of the bubble is at the nozzle, and there is reverse extrusion toward the main channel. The flow restrictor is positioned in the middle of the chamber to prevent a vapor bubble from expanding to the main channel, and two rectangular channels are formed between the flow restrictor and the wall of chamber. According to Equation (4) inferred above, the flow resistance coefficient of the rectangular pipe is not only related to the cross-section area
S and fluid viscosity coefficient ε but also to the length
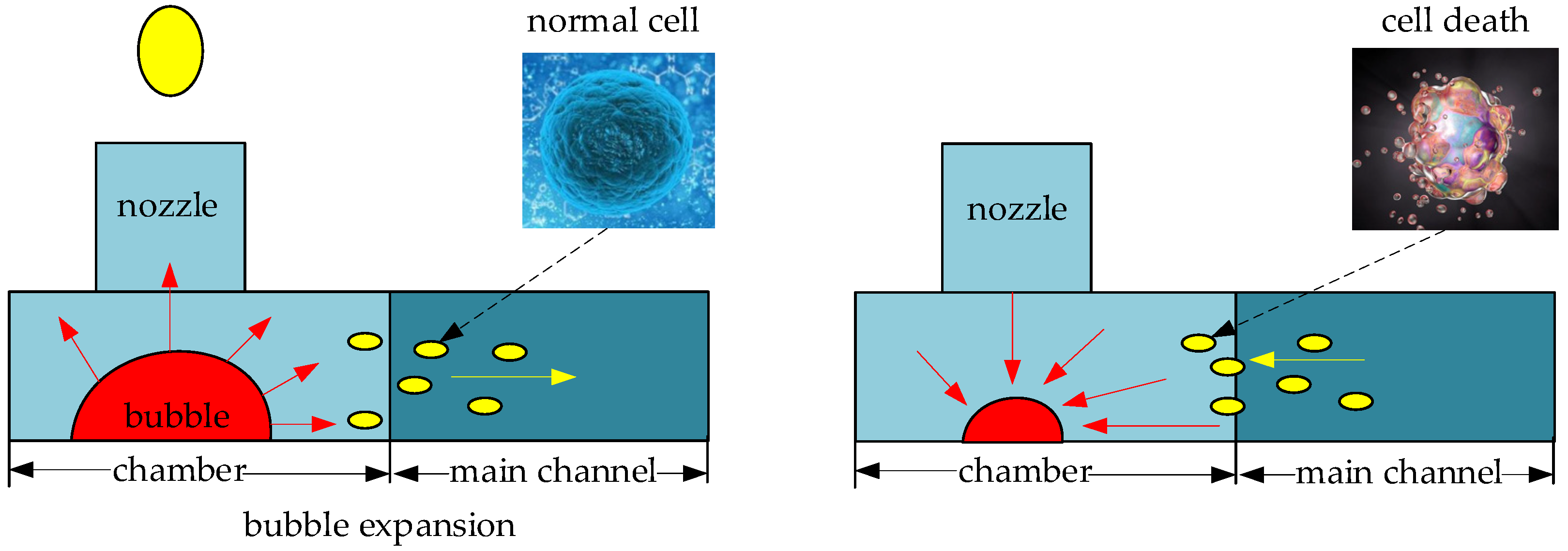
l of the pipe. Therefore, we extend the length of the rectangular channel to the connection layer to prevent ink reverse flowing to the main channel. Actually, in the field of cell bioprinting, the biggest harm of thermal bubble inkjet printing is that the tissue fluid in the chamber is repeatedly heated at high temperature. This is because the bubble expansion squeezes part of the tissue fluid reverse flows to the main channel, and then, the bubble liquefies and shrinks, and the tissue fluid backflows to the chamber. In this process, due to the repeated heating, some cells have not been ejected and lose their activeness, thus reducing the overall survival rate of the cell group in the tissue fluid. In fact, whether it is ink or tissue fluid, repeated heating will reduce the printing quality. The H-shape structure not only solves this problem, but also, because of the maximum utilization of ink in the chamber, it improves the overall inkjet printing frequency.
Figure 7d has shown that the ink droplet separates from the ink liquid at 4.5 μs; this phenomenon is due to the driving signal having stopped working, and the ink droplet continues to move forward, while the viscous force between the fluids is not enough to drive the slow ink to continue to eject. At this time, the liquid at the nozzle shrinks inward and the surface tension is greater than the viscous force of the high-speed fluid on the low-speed fluid. Finally, a fracture is formed between the liquid ink, the ink droplet continues to eject, and the residual ink shrinks to the nozzle mouth. It should be noted that the bubble begins to collapse and become smaller after 2.5 μs reaches its maximum. At this time, the pressure of the outer layer of the vapor bubble becomes smaller; when it is equal to 1 atm, the gas–liquid transition condition is reached, and the bubble is liquefied to ink. This process will attract ink from the nozzle and the main channel to fill the bubble.
Figure 7e has shown the flight path of an ink droplet in the air domain at 6 μs. Here, in order to reduce the complexity of the model, we set the length of the air domain to 60 μm. It can be seen from
Figure 7e that the ink droplet has almost flown out of the air domain, and the bubble further becomes smaller, while the height of the liquid level in the nozzle also decreases at the same time. When the time comes to 9 μs, we can see from
Figure 7f that the vapor bubble in the chamber has completely liquefied, and the liquid level in the nozzle finally drops to the bottom. It should be noted that the height of the liquid level at this time is higher than 20 μm of the chamber thickness. Therefore, this will not cause air to be sucked back into the chamber, resulting in bubble accumulation, and finally reducing the printing quality due to insufficient ink supply in the nozzle.
It can be seen from
Figure 7g that when the time comes to 23 μs, the ink level in the nozzle rises, almost filling the entire interior. Actually, the reason why we chose to put
Figure 7g in this paper is that when the bubble disappears, the ink level inside the nozzle will rise because of the effect of capillary force; then, the two sides of the ink level to reach at the outlet of the nozzle wall first and then stop rising, and the central surface presents a concave shape. At this time, if the amplitude of the concave shape needs to be further reduced, it needs the force of surface tension and gravity. The contraction of surface tension makes the liquid level as much as possible in the same horizontal plane. In addition, because the nozzle is inverted in practice, there is gravity, which further stretches the concave surface. When the internal friction force, surface tension, and gravity are in dynamic balance, the concave surface in the middle of the liquid surface has a small amplitude and tends to be flat, as shown in
Figure 7h, and the process has been slow. In fact, the volume of the nozzle is about 8 pL (pL = 10
−12 L = 10
−15 m
3), and the inkjet printing head (nozzle, chamber, and connecting layer are included) is about 97 PL. The volume of the ink droplet ejects each time, which accounts for about 10–15% of the inkjet printing head. In order to speed up the inkjet printing frequency, the complete filling of the nozzle can be ignored in actual printing, and the second time, the inkjet can be started when the two sides of the liquid surface are close to the end of the nozzle.
In order to better understand the inkjet state of the droplet, planes B and C were selected to analyze the flow rate. At 1.8 μs, the maximum flow rate at plane B is about 3.2 × 10
−9 m
3/s, and the maximum flow rate at point C is about 2.4 × 10
−9 m
3/s. After passing through the narrow channel, due to the influence of friction, the ink flow rate is reduced by 25%. In order to further observe the flow direction of the ink under the flow-limiting structure, we continue to analyze the cross-section of the whole structure. As shown in
Figure 8a, the section in the middle of the chamber is selected for fluid analysis. It can be found that at 1.8 μs, the bubble expansion speed reaches its maximum, and the flow speed in the narrow channel is between 10 and 14 m/s. The existence of the flow-limiting structure prevents most ink from reverse flow and ensures the maximum utilization of ink in the chamber. In fact, the size of the flow restrictor and narrow channel directly affects the flow speed of liquid, and we need to consider the effect of the flow-limiting structure on liquid backflow filling after the bubble disappeared. As shown in
Figure 7f, at 9 μs, the bubble disappeared completely, and the ink liquid in the nozzle will be supplemented by capillary force. The liquid flow speed in the narrow channel is shown in
Figure 8b. At this time, the ink liquid in the main channel fills the chamber through the narrow channel, and the maximum flow speed in the narrow channel is about 1.2 m/s.
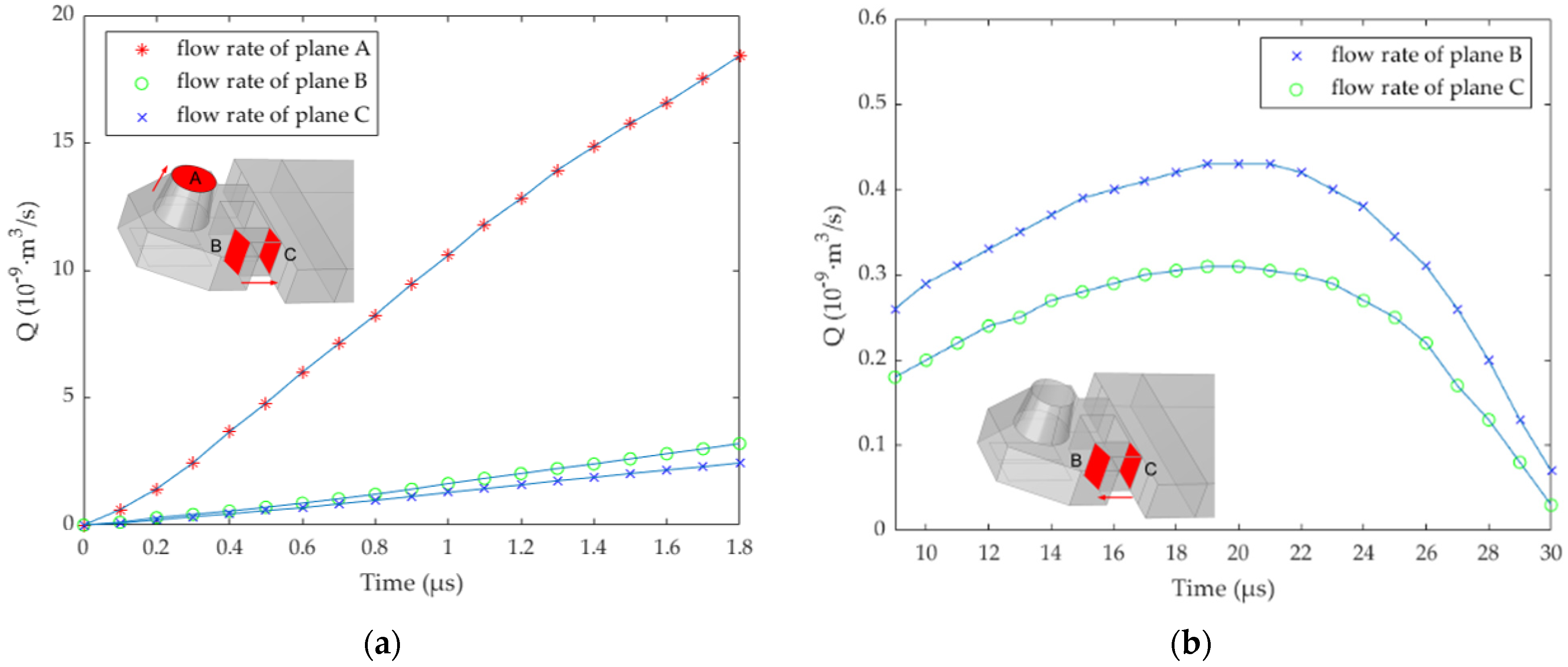
Then, we continue to analyze the flow rate of the ink liquid in the nozzle. The plane A is the cross-section at the top of the nozzle. As we can see from
Figure 9a, the maximum inkjet flow rate at plane A is about 18.41 × 10
−9 m
3/s, and the maximum inkjet speed at the center of the plane A is about 18 m/s. The nozzle diameter in Ref. [
11] is 46 μm, and because the work density of the heating resistors is low, the droplet speed at the nozzle is 12 m/s. The structure proposed in this paper, due to the flow-limiting effect of the flow restrictor and narrow channel, further increases the bubble extrusion pressure in the nozzle direction, and the heating resistors have the large work density, so its ejection speed is greater than 12 m/s. The nozzle diameter in Ref. [
12] is 20 μm, and the inkjet speed is about 26 m/s. This is because the heating time of its heating resistor is 3 μs, while in this paper, it is only 1.8 μs. However, the inkjet period in Ref. [
12] is 50 μs, which is much larger than the structure designed in this paper.
As shown in
Figure 9b, through the narrow channel, the ink liquid flows into the chamber from the main channel, and the flow rate at plane B is faster than that at plane C, speeding up the filling rate of ink in the nozzle. At about 20 μs, the maximum reverse flow rate is about 0.31 × 10
−9 m
3/s at point C. When the ink liquid passes through the narrow channel, the maximum flow rate of plane B is about 0.43 × 10
−9 m
3/s. It can be found that after the guidance of a narrow channel, the ink flow rate in the back and front cross-sections increased by nearly 39%. Later, due to the nozzle diameter shrinkage and other factors, the backflow rate begins to slow down, and at 30 μs, the whole nozzle is almost filled to reach the conditions for the second inkjet printing.
3.3. Thermal Bubble Inkjet Printing Test
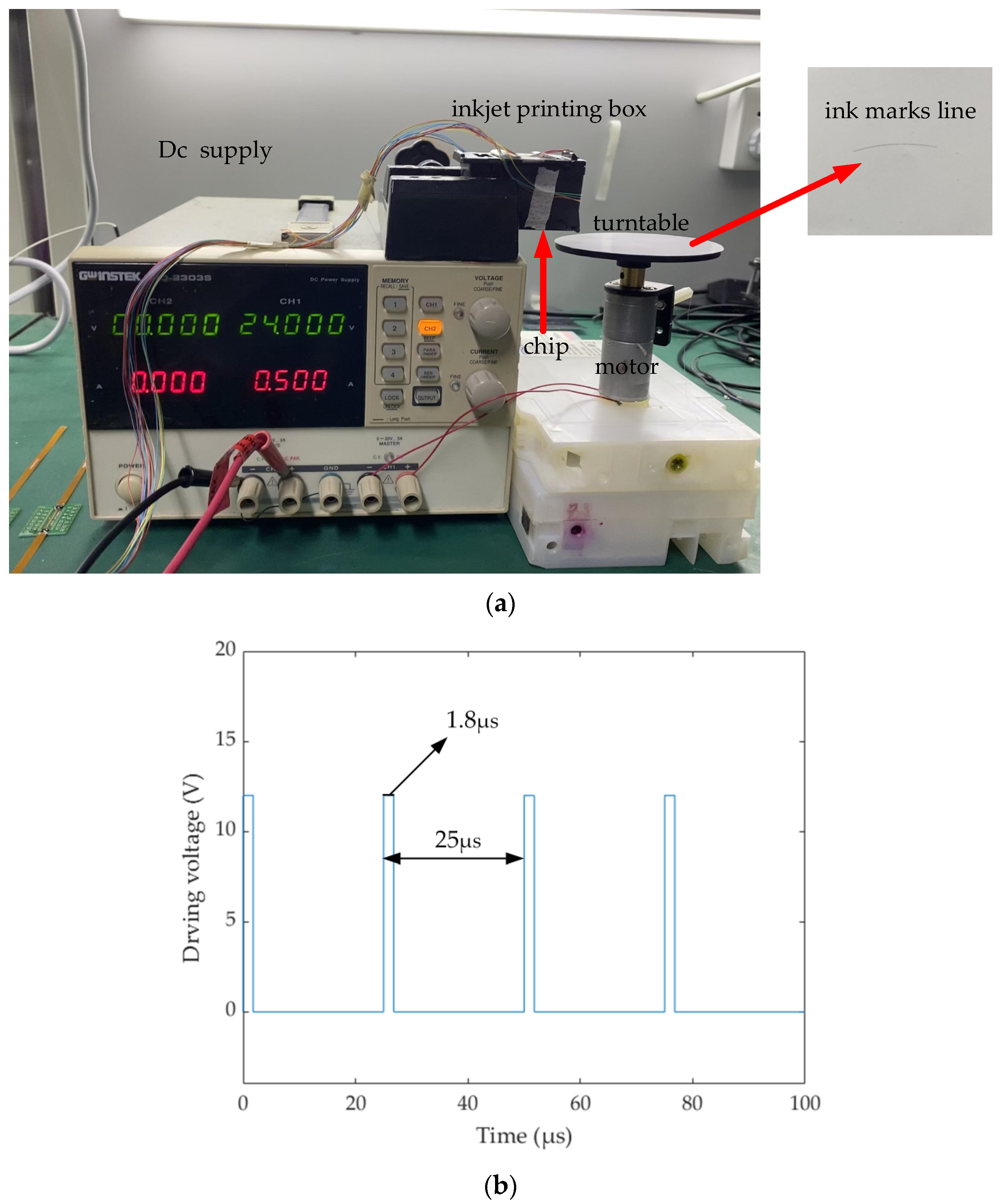
For inkjet printing, the two most critical parameters are the volume of the droplet and the printing frequency. The former determines the printing accuracy, and the smaller the ink droplet, the higher the printing accuracy. The latter determines the printing time. When the diameter of the nozzle is reduced and the ink droplet becomes smaller, the ink marks line will become thinner and thinner. At this time, it is necessary to increase the printing frequency and eject more ink droplets to ensure the width of the ink marks line. According to the simulation results, we get the H-shaped structure of the thermal bubble inkjet printing head, and the whole inkjet period is controlled within 30 μs. In fact, in the previous simulation results, we mentioned that at 23 μs, the liquid level inside the nozzle is almost full enough to support the second time inkjet printing. Therefore, in the following experiment, we control the inkjet period at 25 μs and the thermal bubble inkjet frequency up to 40 kHz. The extra 2 μs serves as a buffer time to ensure that the amount of ink in the nozzle is sufficient and the volume of ink droplets ejected out is basically unchanged under the high-frequency continuous inkjet printing. When the ink droplets from the nozzle hit the glossy photo paper of the electric turntable, they form an ink marks line. If the distance between two adjacent ink droplets is consistent, the size of the ink droplets is uniform and the surface is smooth. Then, it shows that the inkjet period of the H-shaped inkjet print head designed in this paper is 25 μs, and the printing working frequency is 40 kHz, which is consistent with the previous simulation results.
In the preparation process of the test, as shown in
Figure 12a, we fixed the height of the inkjet printing box, which was about 1 cm away from the electric turntable. The reason is that the ink droplet is too small, and it is very prone to be disturbed by the micro air flow in the air during the falling process, making its flight path deviate. The electric turntable is attached to a ring of glossy photo paper, instead of ordinary wooden paper, because after ink droplets are printed on wooden paper, there will be infiltration and diffusion, which is not conducive to later observation, while glossy photo paper can lock ink droplets well to avoid their changes, which is convenient for later observation. The electric turntable is driven by an electric motor at 500 RPM (rounds per minute), and the period of the motor
T is about
seconds per round. Next, we first start the electric turntable; the driving conditions of the electric motor are 24 V–500 mA. Next, we choose one of the inkjet printing heads and set the inkjet printing times to 800. As shown in
Figure 12b, the driving conditions of the heating resistors are 1.8 μs–12 V–120 mA. The period of inkjet printing is 25 μs. Then, we get an ink marks line. The distance
between each point on the curve to the center of the turntable is 3.8 cm.
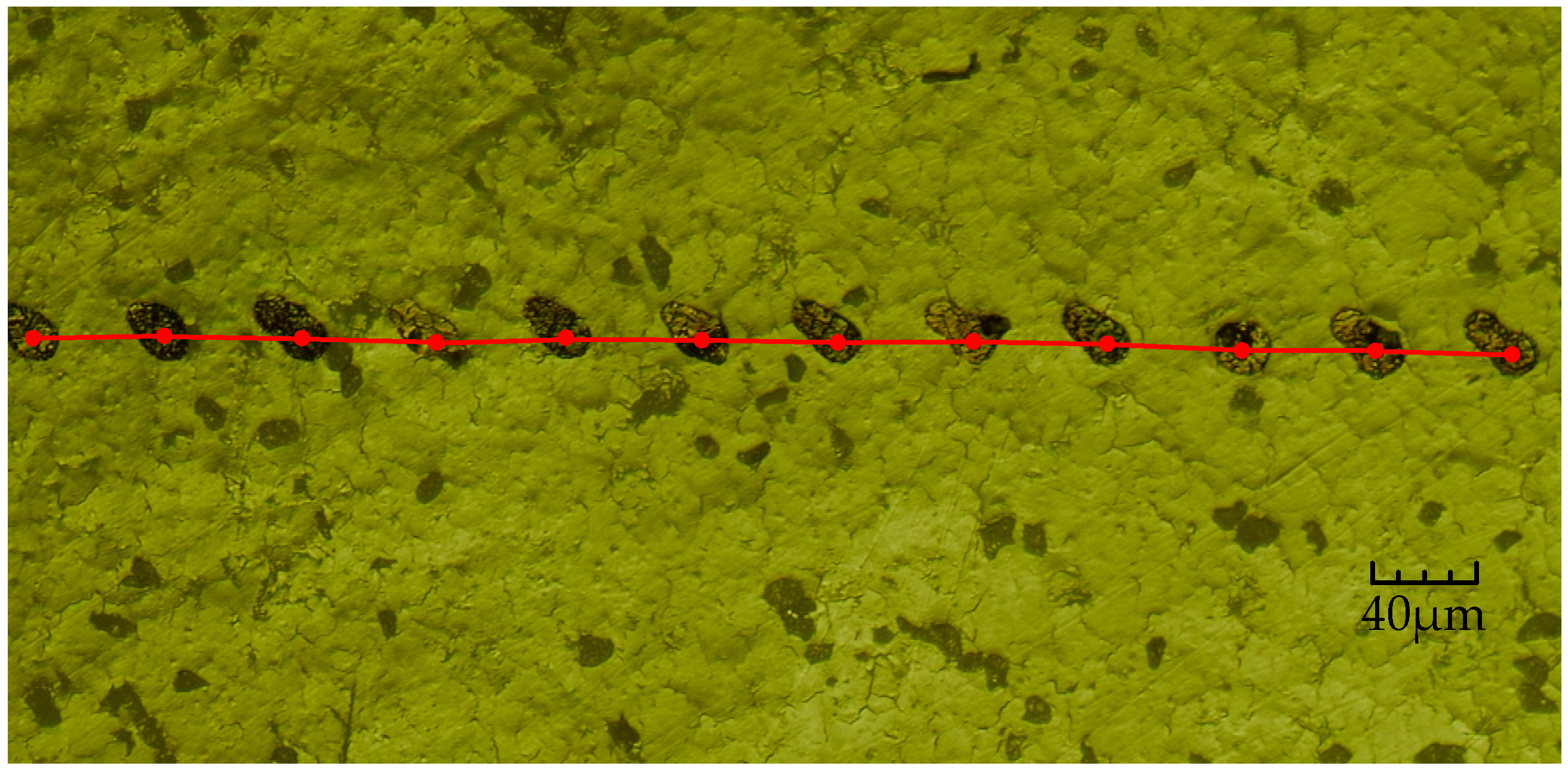
Using the optical microscope to observe the ink marks line, as shown in
Figure 13, there are 12 ink droplets randomly selected for analysis. Due to the high rotation speed of the turntable, when the ink droplets hit the paper, they will drift due to their own flow characteristics, so the ink droplets on the paper were not round. Next, we continue to observe the edges of the droplets and find the centers of the 12 droplets before they drift. The marked center lines show that they are almost on the same horizontal line, not a curve. The reason is that the distance between two adjacent droplets is too small. According to Newton’s calculus theorem, the length of the curved line can be broken down into the accumulation of innumerable linear lines, while the distance between two adjacent droplets is about 50 μm. Therefore, the linear velocity
corresponding to the turntable at the ink droplet location can be set, which approximates the velocity of a straight line under constant motion, and speed
can be calculated by the following formula:
In the above equation,
= 3.8 cm, and the period of the motor
T is about
seconds per round, so the distance
between adjacent ink droplets is:
Then, in
Figure 13, from left to right, we need to measure the distance between two adjacent points of 12 ink droplets, which adds up to 11 groups. As shown in
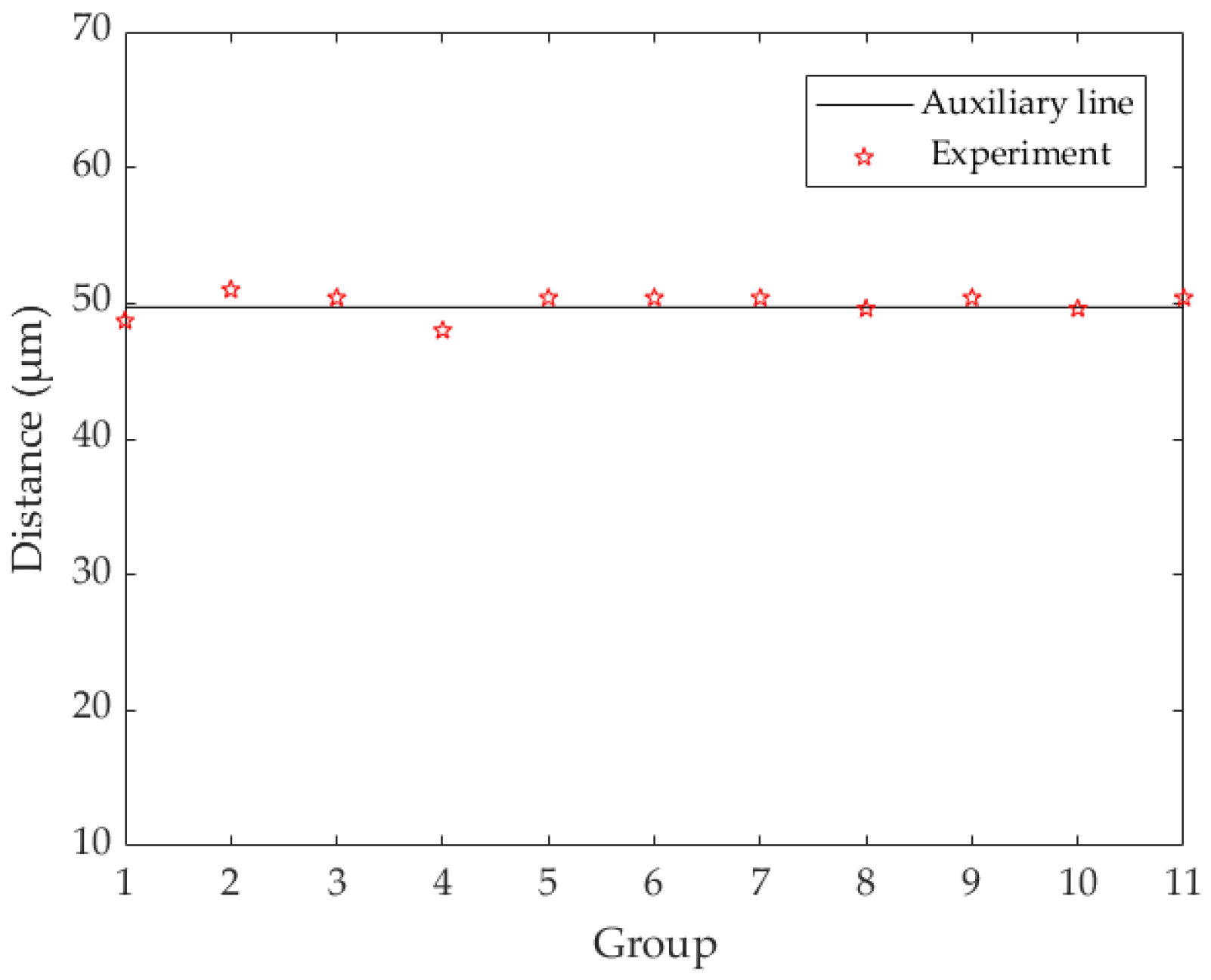
Figure 14, the vertical axis represents the distance between two droplets, and the horizontal axis represents the sequence number from the first group to the last.
An auxiliary line is given in
Figure 14, corresponding to the distance of 49.7 × 10
−6 (m). It can be found that the measured distances of the 11 groups are basically consistent with the theoretical experimental results. It should be noted here that because the diameter of the ink droplet is about 20 μm and the size is small, there will be some errors in the accuracy of the measuring distance and the selection of mark points in the center of the ink droplets. Therefore, the distances of the 11 groups in
Figure 14 do not completely coincide with the theoretical results, which is reasonable.
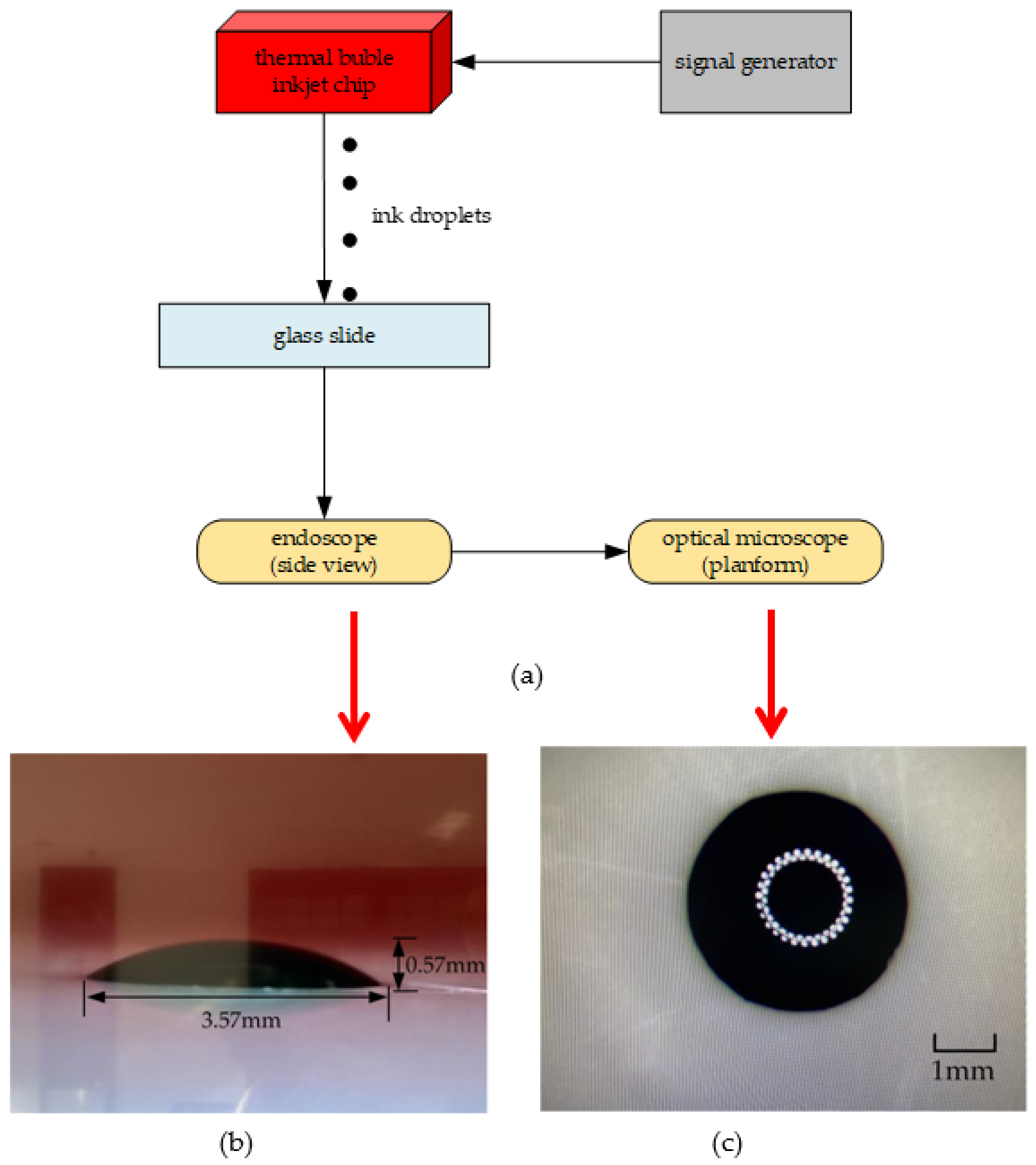
Next, we need to calculate the volume of each inkjet droplet. As mentioned above, the volume of the inkjet printing head designed in this paper is 97 pL. If the volume of the inkjet droplet ejects each time, which accounts for about 10–15% of the whole inkjet printing head, then it meets the standard. As shown in
Figure 15a, because the volume of the ink droplet ejected each time is too small to be calculated, we use one inkjet printing head to continuously eject 200,000 times and use a glass slide to undertake the droplets. We choose the glass slide instead of glossy photo paper because it has a smooth surface and is chemically stable, making it almost impossible to be penetrated by ink droplets. At the end of the ejection, a hemispherical droplet of ink forms on the surface of the glass slide. Then, we use an endoscope to observe it and adjusting the angle of the endoscope to be parallel to the desktop. As shown in
Figure 15b, the proportionality coefficient of the width to height of the hemispherical droplet can be obtained, which is about 7:1. As shown in
Figure 15c, in order to get the specific size of its width, we use the optical microscope to measure it. The cross-section of the ink droplet is round, and there is an aperture in the center of the ink droplet, which is the reflection of the fill light of the microscope. Finally, we get the width of 3.57 mm and the height of 0.51 mm.
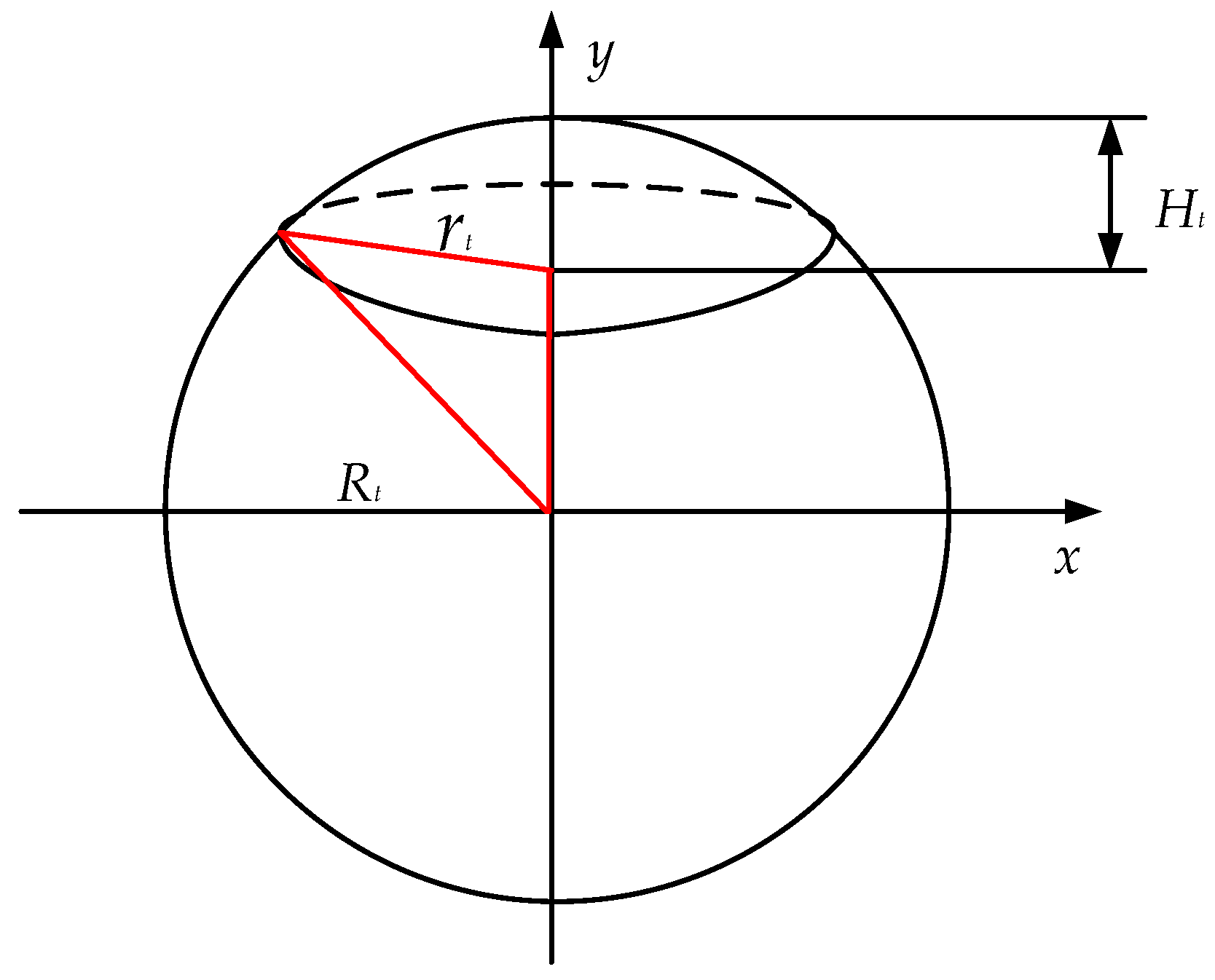
Next, calculating the volume of the hemispherical droplet. As shown in
Figure 16, given that the high
of the sphere is 0.51 mm and the radius
of the sphere is 1.785 mm, the Pythagorean theorem can be used to solve the radius
of the sphere:
By solving Equation (9), it can be obtained that
is about 3.379 mm. Next, we infer the volume
of the hemispherical droplet, and the solution process is as follows:
By solving the equations above, the volume of the hemispherical droplet is approximately 2.62 × 10−9 m3 (2.62 × 10−6 L); since the total of 200,000 droplets are ejected, the volume of each ink droplet is approximately 13.1 pL. This experimental result is consistent with theoretical estimation.


 ,
, 





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}