2.1. Introduction to Turning Tool Geometry
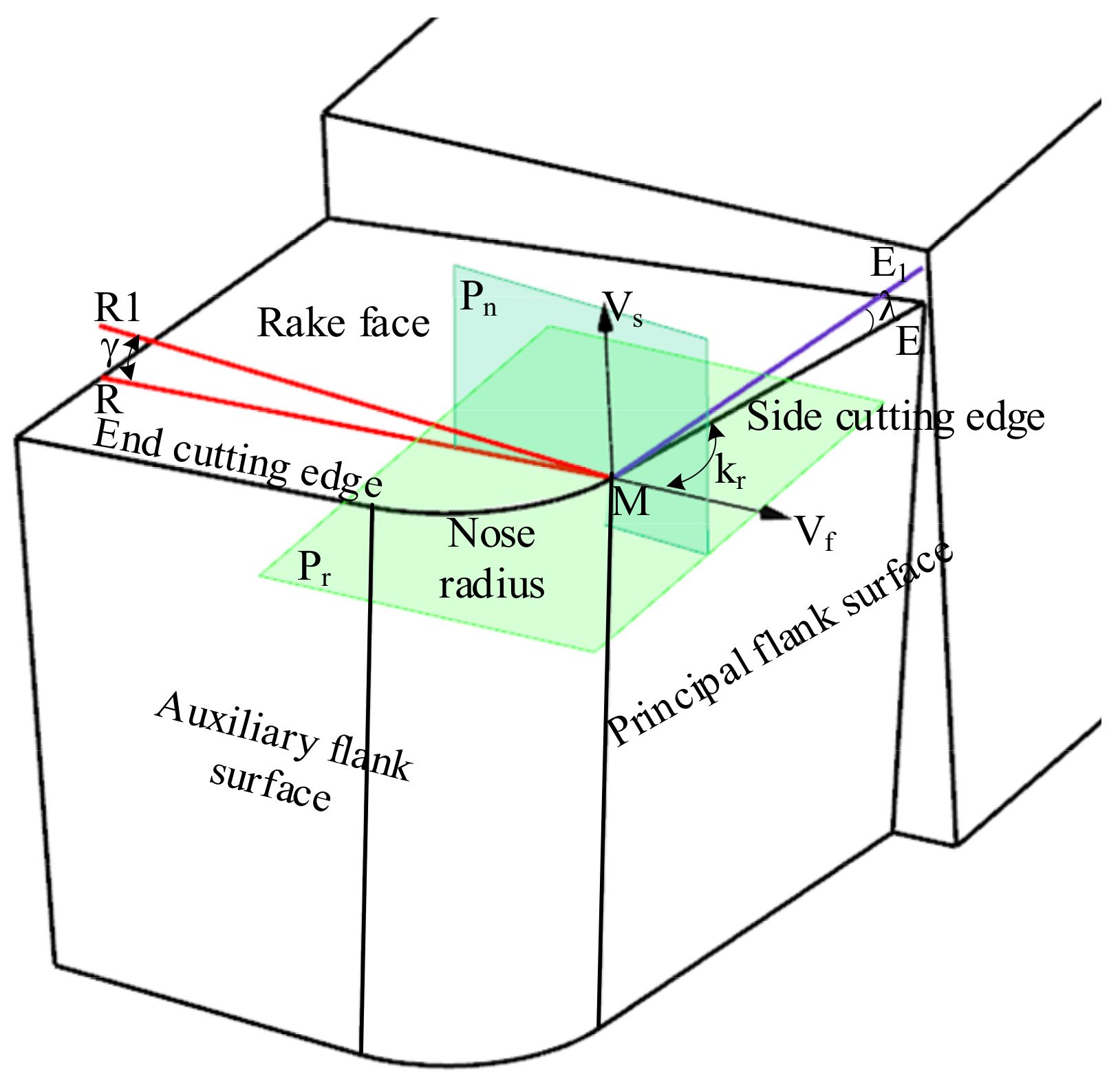
The structure of the turning tool includes the rake face, major flank, minor flank, major cutting edge, minor cutting edge, corner, and shank, as shown in
Figure 1. The turning tool angle is the basis for designing, manufacturing, grinding and measuring the tool.
The turning tool can be described by seven parameters
as defined in ISO 3002-1 the NRA, inclination angle, side clearance angle, end clearance angle, side cutting edge angle, end cutting edge angle and tool nose radius, respectively. To describe different angles of the tool, a reference plane is defined, as shown in
Figure 1. Point M is an arbitrary point on the ACE.
Vs is the assumed turning velocity direction at point M and is referred to as the main direction of motion.
Vf is the assumed feed direction at point M. At any point on the ACE, the direction of
Vs and
Vf are constant.
Vs is the vector normal to the reference plane P
r through point M.
The normal plane Pn through point M is perpendicular to the cutting edge. The intersection line between plane Pn and plane Pr defines the line MR1, and the intersection line between the rake face and Pn defines the line MR. The angle between the lines MR and MR1 defines the rake angle . Projection of the main cutting edge ME onto the plane Pr defines the line ME1, and the angle between lines ME and ME1 defines the inclination angle , The inclination angle affects the flow direction of the chips. The angle between lines ME1 and Vf defines the side cutting edge angle kr. The side cutting edge angle kr affects the length of the ACE. Obviously, reference plane Pr is determined by the cutting velocity direction Vs. The orientation of MR1 is closely related to Pr and affects the WNRA and WIA.
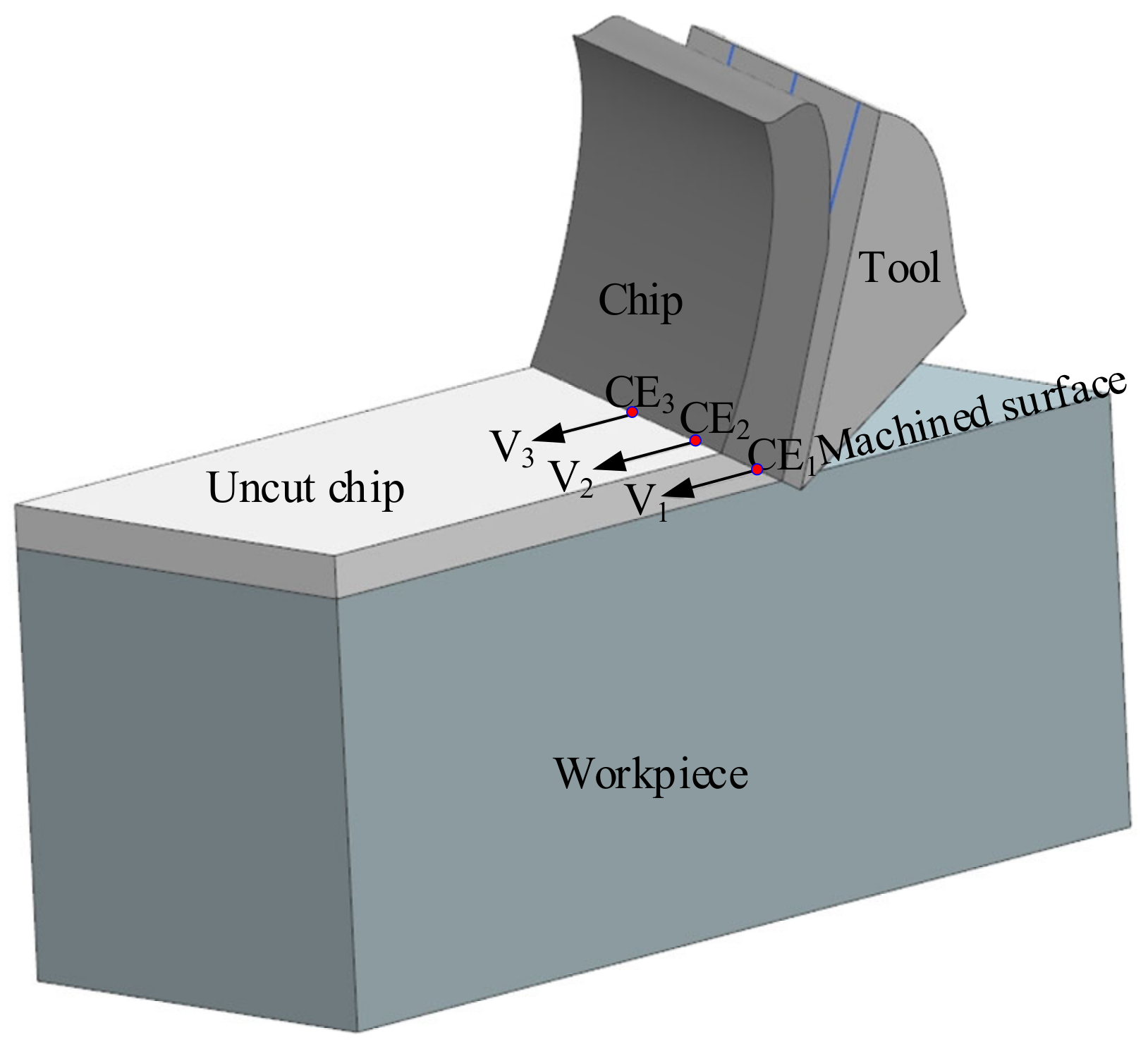
2.3. Analysis of Change in Cutting Velocity Direction during Turning
In traditional oblique cutting, the workpiece is fixed, and the tool moves continuously along the cutting velocity direction, which is generated by the movement of the tool. At any point on the cutting edge, the cutting velocity direction is parallel to the motion of the tool, as shown in
Figure 3.
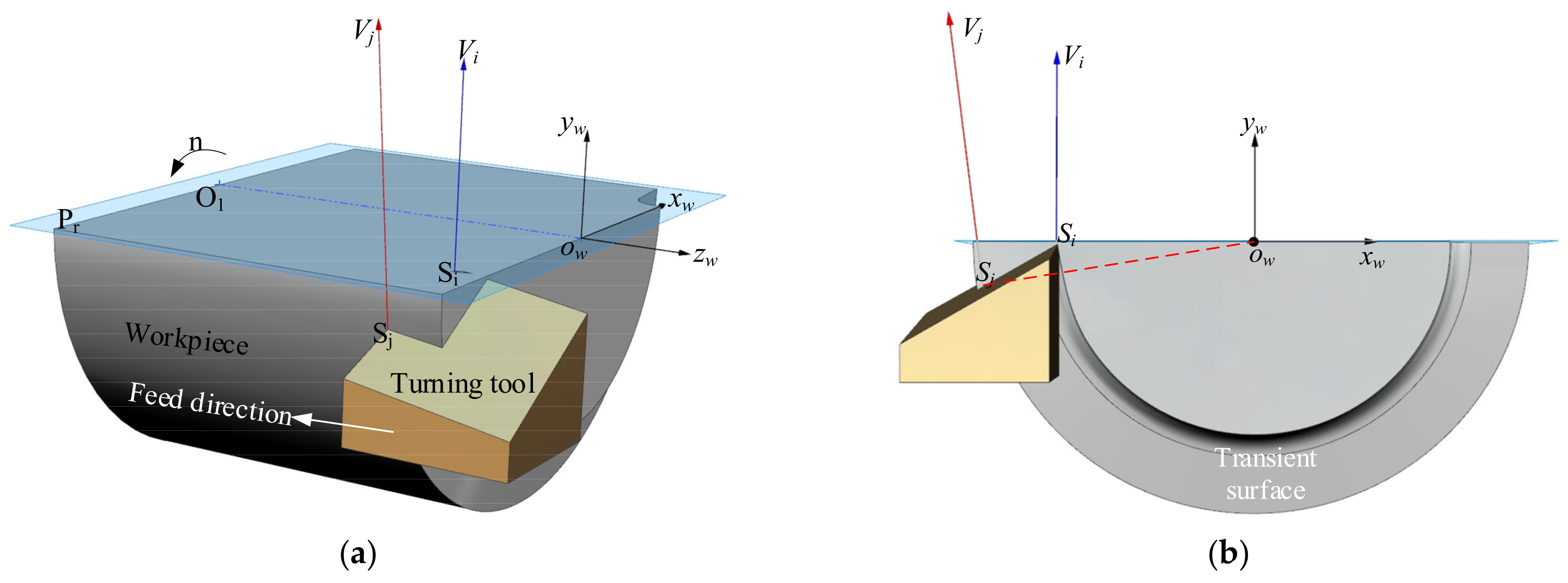
Figure 4a shows a diagram of the cylindrical turning process. Plane P
r is a reference plane that passes through the workpiece axis. The workpiece coordinate system x
w-y
w-z
w is established at the center o
w of the end face of the machined part. The positive z
w axis direction is opposite to the feed direction, the positive y
w axis direction is vertical upward, and x
w is obtained from the y
w and z
w axes, according to the right-hand rule cross product.
The cutting velocity is affected by the radius of the workpiece during turning, as shown in
Figure 4a. To facilitate display and observation, the workpiece is sectioned, the arrow near rotation speed
n indicates the rotation direction of the workpiece. At points S
i and S
j on the ACE, where the reference plane of point S
i is P
r, the rotation of the workpiece produces velocities
Vi and
Vj, respectively.
Figure 4b shows that the cutting velocity
Vi is parallel to the y
w axis at S
i. The cutting velocity direction is not parallel to the y
w axis at other points on the ACE.
During the cutting process, the WNRA and WIA of the tool are defined in terms of the reference plane, and the normal vector of the reference plane at any point on the ACE is the cutting velocity direction at that point. Thus, variation in the cutting velocity direction along the points on the ACE can also change the WNRA and WIA.
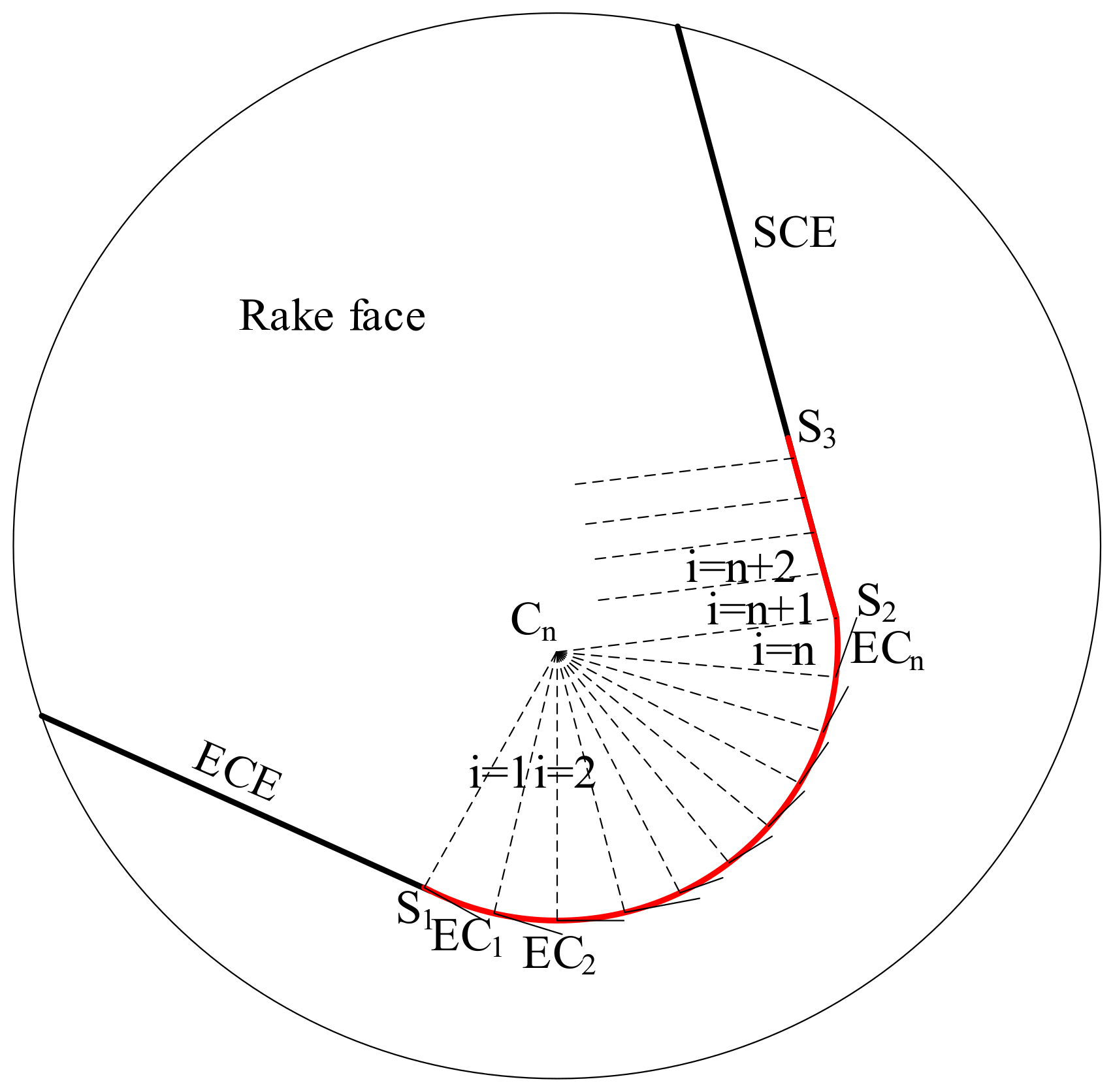
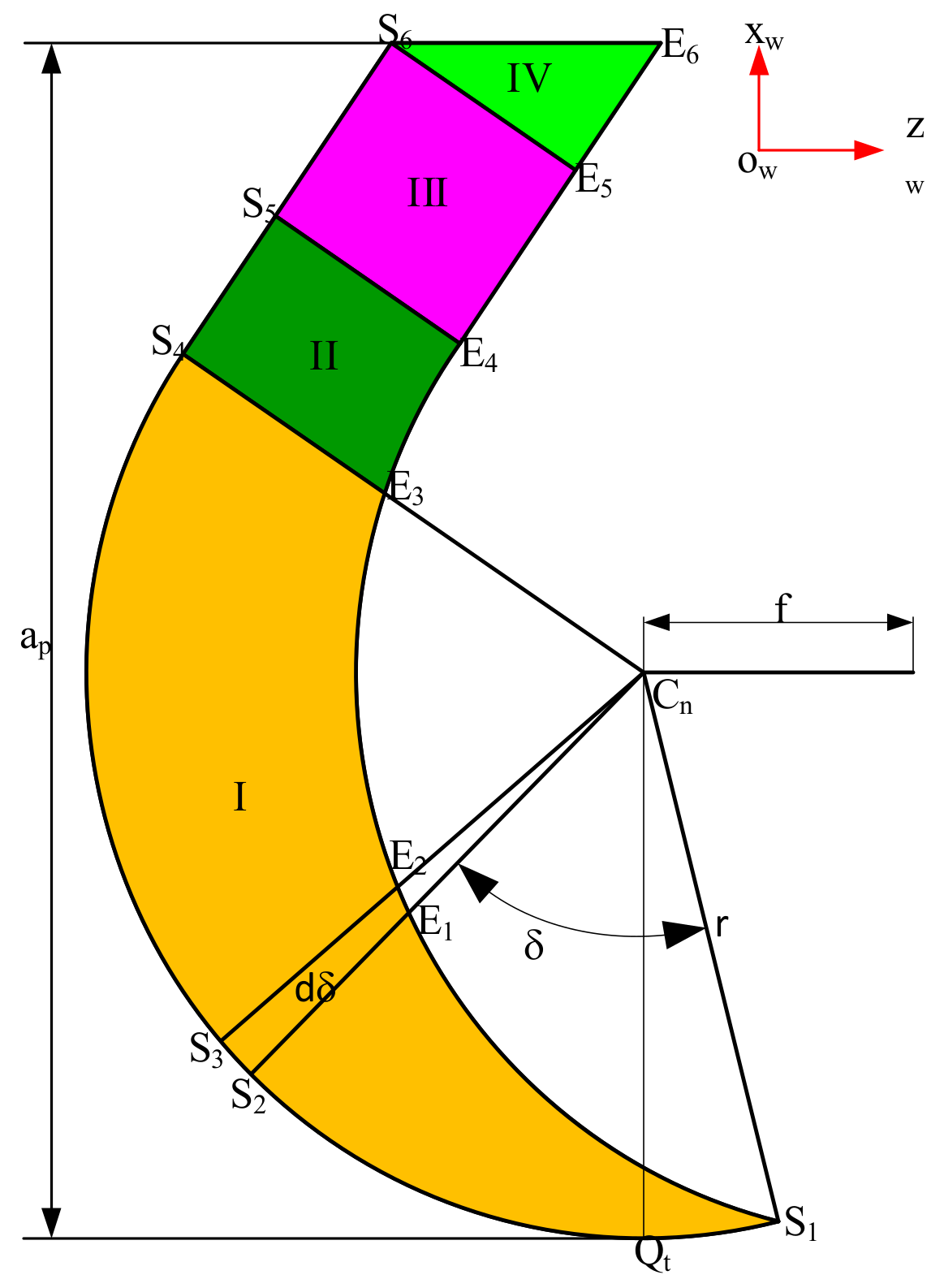
2.4. Modeling of WNRA and WIA on ACE
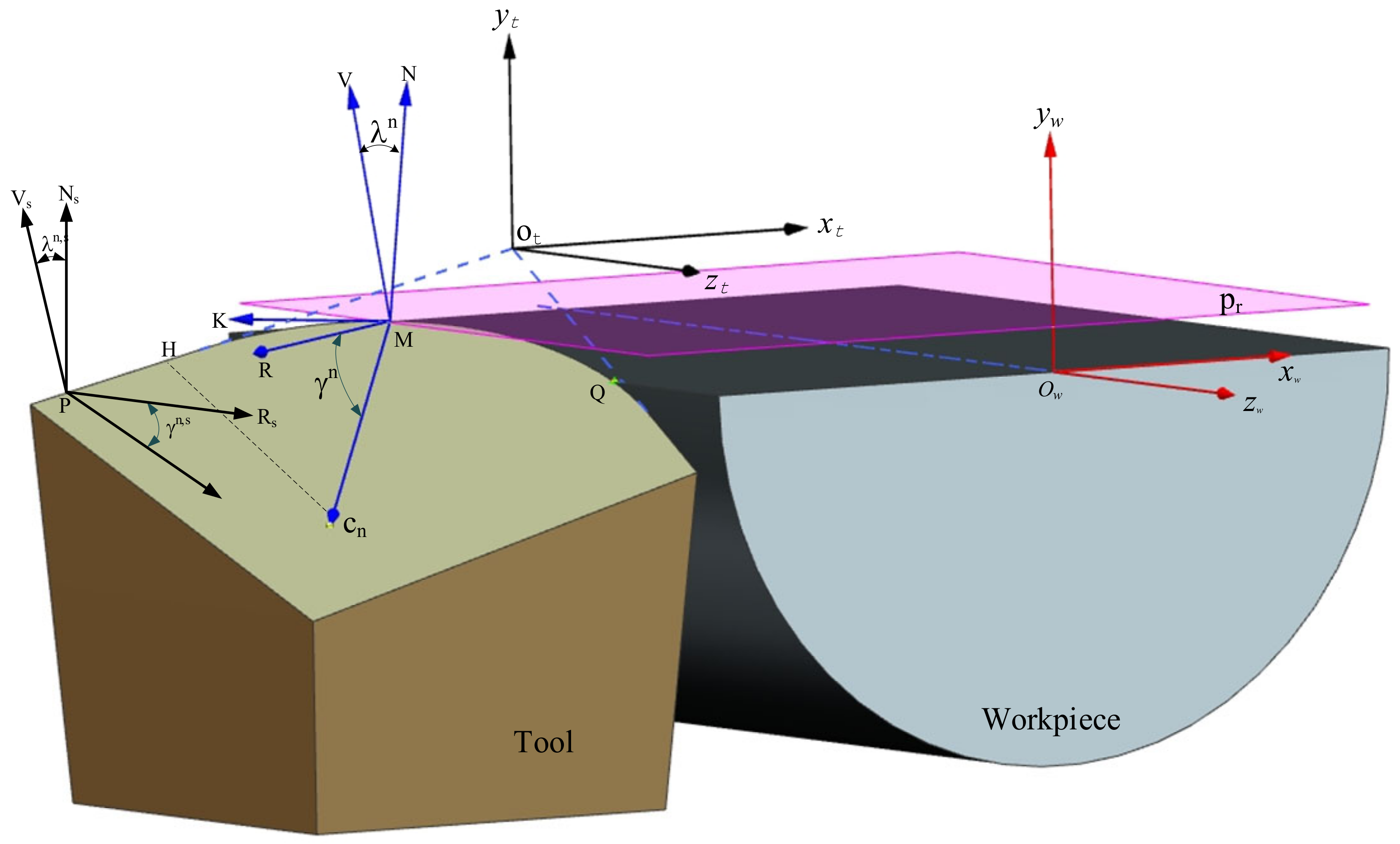
An arbitrary point M on the ACE is selected, as shown in
Figure 5. The intersection of the extension of side cutting edge and end cutting edge serves as the origin of the tool coordinate system x
t-z
t-y
t, in which the x
t, y
t, and z
t axes are parallel to the x
w,y
w, and z
w axes.
Following the method described in [
32], the coordinates of any point M on the ACE in the tool coordinate system can be expressed as
where the transformation matrices
are calculated according to Trans, Rot
Zt, and Rot
Xt respectively in Equation (7) in [
32]. In the workpiece coordinate system, the vector
OwOt is expressed as
, and calculated according to Equation (22) in [
32], the coordinates of point M in the workpiece coordinate system can be calculated as
where the homogeneous transformation matrix
M4×4 is calculated according to Equation (26) in [
32]. The intersection between the normal plane
of point M and the rake face is the vector
MCn. As defined in
Section 2.2, the equivalent cutting edge at point M given by the vectors
MK,
MK and
MCn in the workpiece coordinate system can be calculated as
Because
, the vector
MK can be calculated as
The cutting velocity direction at point M is the vector
MV, derived as
The angle between
MV and
yw can be expressed as
where
. The intersection line of planes
and
is the vector
MR, which can be calculated as
Thus, the WNRA
at point M can be obtained as
where
The acute angle formed by the cutting velocity direction and the vertical line of the cutting edge is the WIA. In the plane formed by the cutting velocity and the cutting edge element, the direction MN perpendicular to the cutting edge MK can be calculated as
Because MN is perpendicular to the equivalent cutting edge MK, the WIA
at point M is equal to the angle formed by the cutting velocity MV and the vertical line MN, and is expressed as
where
The projection of the equivalent cutting edge MK on the x
w-y
w plane can be expressed as
The working side cutting edge angle (WSCEA) at point M can be calculated as
where the vector
zw = [0,0,1,0]
T, the ACE consists of a tool nose and a straight cutting edge. Owing to the continuous variation in the cutting velocity direction on the straight cutting edge, the WNRA and WIA on the straight cutting edge also change.
The angle between the side cutting edge and the end cutting edge is
.The unit vector
ut of the side cutting edge can be expressed as
and the coordinate of point H can be obtained as
where
.
On the straight cutting edge, the direction vector of the intersection of the normal plane and the rake face is
, which can be calculated as
The coordinates of arbitrary point P on the straight cutting edge of the ACE can be determined as
which are written in the workpiece coordinate system as
The cutting velocity direction vector at point P is
, and the direction vector PR
s of the intersection line between the normal plane and the rake face can be calculated as
The WNRA
at point P can be calculated as
where
Similarly, the vector
PN perpendicular to the cutting edge can be calculated as
The WIA at point P can be expressed as
where
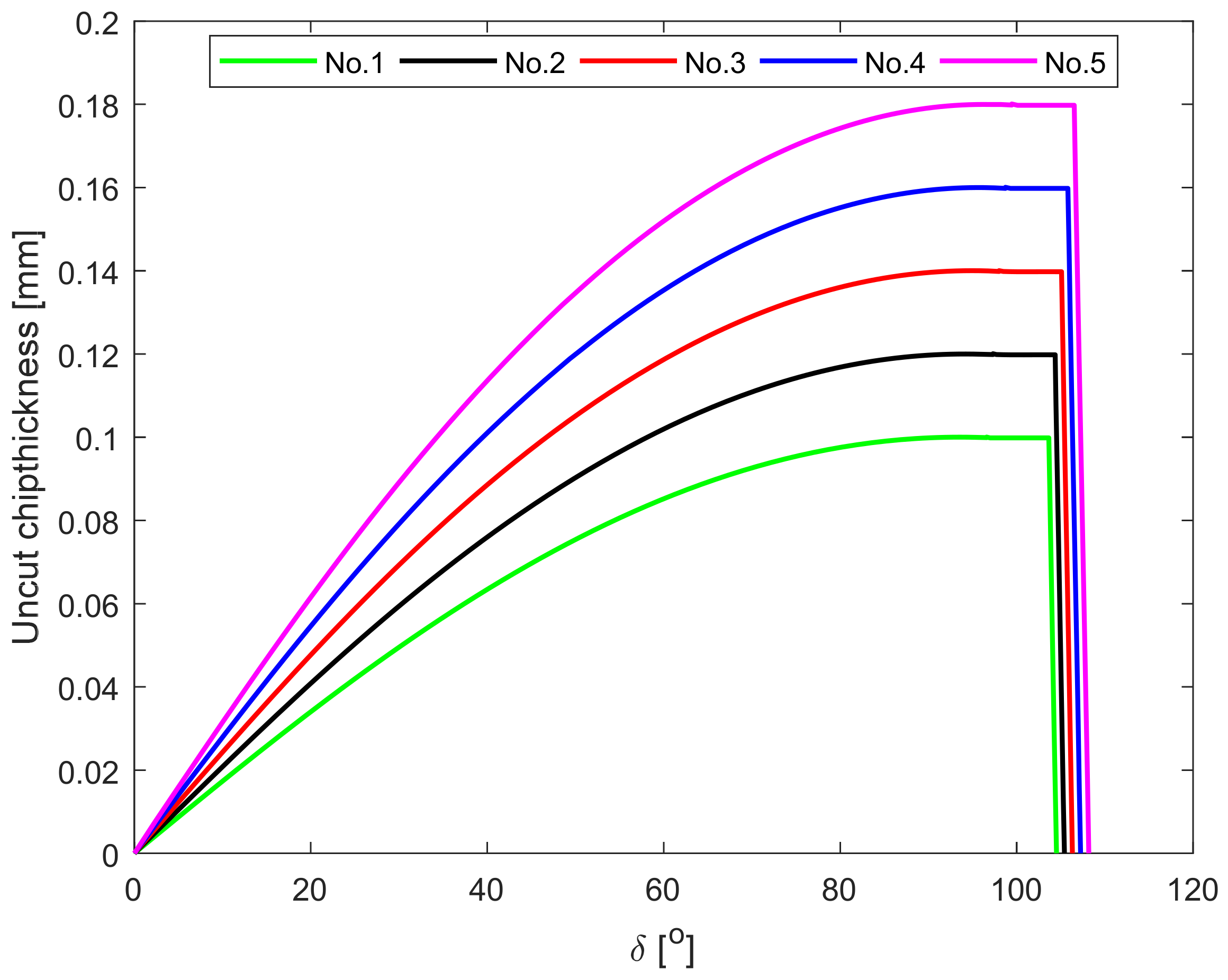
To understand the relationship between the cutting velocity direction on the ACE and the radius of the machined part, a sensitivity study was conducted by changing the radius of the workpiece. For the simulation, the NRA was set as
, the inclination angle was
, the side cutting edge angle was
kr = 93°, the end cutting edge angle is
ke = 52°, the tool nose radius is
r = 0.8 mm and the feed rate is
f = 0.1 mm. The radius of the workpiece is shown in
Table 1. The angle between the velocity direction at each point on the ACE and the
yw axis was calculated to characterize the change in velocity direction based on Equation (6); the results are shown in
Figure 6.
The cutting velocity direction is closely related to the radius of the workpiece, as shown in
Figure 6. The largest range of the cutting velocity direction occurred in Test No.1, for which the maximum angle with the y
w axis was 7.4°. The minimum angle change of 1.2 ° occurred in Test No.5. As the workpiece radius increases, the range of the cutting velocity direction on the ACE gradually decreases. Thus, the radius of the workpiece exerts a size effect on the cutting velocity direction at each point on the ACE during turning.
To investigate the variation in the WNRA, WIA, and WSCEA with the design angle of the tool, the WNRA WIA and WSCEA were calculated at each element on the ACE for different NRA, inclination angle and side cutting edge angle values. The geometric parameters of the tool are shown in
Table 2. The side cutting edge angle was set as 93°, the end cutting edge angle was 52°, the tool nose radius was
r = 0.8 mm, the feed rate
f = 0.1 mm, the cut depth a
p = 1 mm, and the workpiece radius
Rw = 20 mm. The resulting WNRA
, WIA
and WSCEA
kr for each element on the ACE are shown in
Figure 7. The abscissa is the x
w coordinate of the element in the workpiece coordinate system.
Along the ACE from the tool nose to the straight cutting edge, the WNRA first increases and then decreases, as shown in
Figure 7a. The variation range of the WNRA at each point on the tool nose is greater than the range on the straight edge of the ACE, where the WNRA values are nearly constant. Comparing the results from Test No. 1 and Test No. 5 in
Table 2, it can be observed that the variation range of the WNRA for each element increases with the design rake angle. The WIA is affected by both the rake angle and the inclination angle (tool-in-hand system) as shown in
Figure 7b. Starting from the tool nose, the WIA gradually increases along the curved cutting edge, but does not change significantly along the straight cutting edge. The variation range of the WIA is positively correlated with the design rake angle. In
Figure 7b, all lines increase from negative to positive values. Thus, in the curved part of the ACE, there is always a point with an inclination angle of zero, at which orthogonal cutting occurs at the element cutting edge, whereas oblique cutting occurs at other points on the ACE.
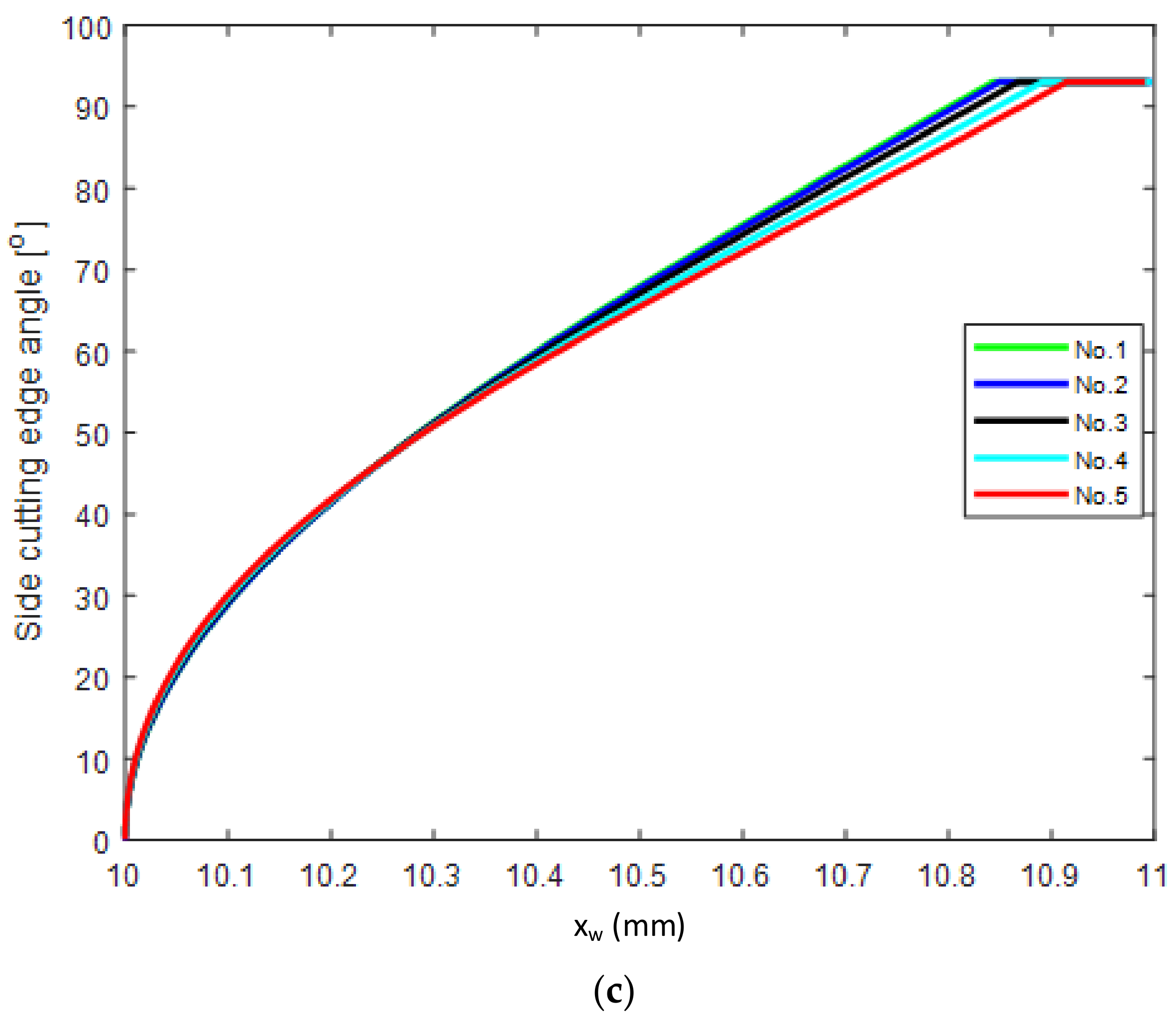
Figure 7c shows the WSCEA along the ACE. The WSCEA gradually increases from the curved to the straight cutting edge and reaches its maximum value on the straight cutting edge. The maximum WSCEA value is equal to the design side cutting edge angle of the tool.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}