A Bidirectional Knudsen Pump with a 3D-Printed Thermal Management Platform



Abstract
1. Introduction
2. Design and Modeling
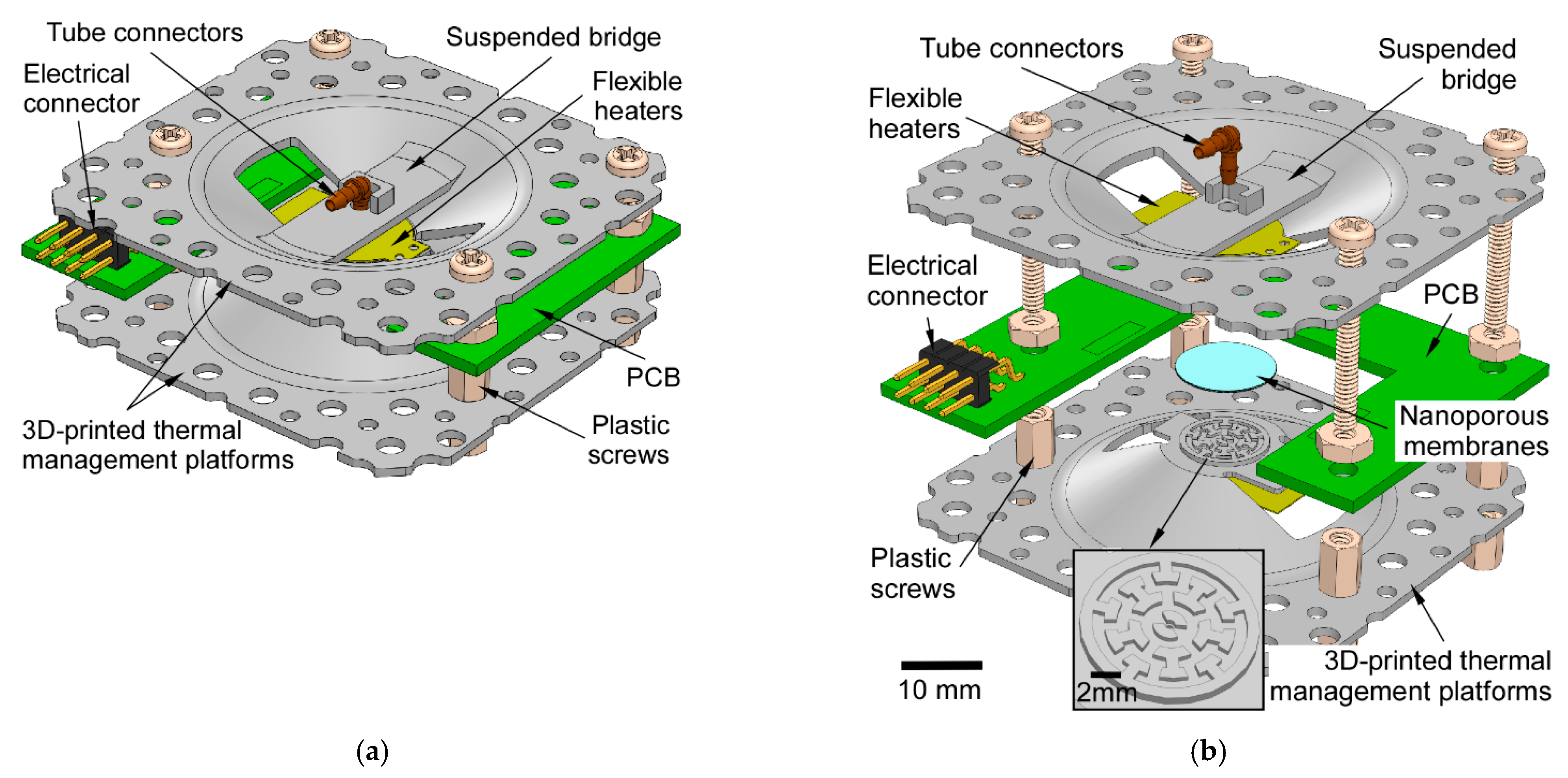
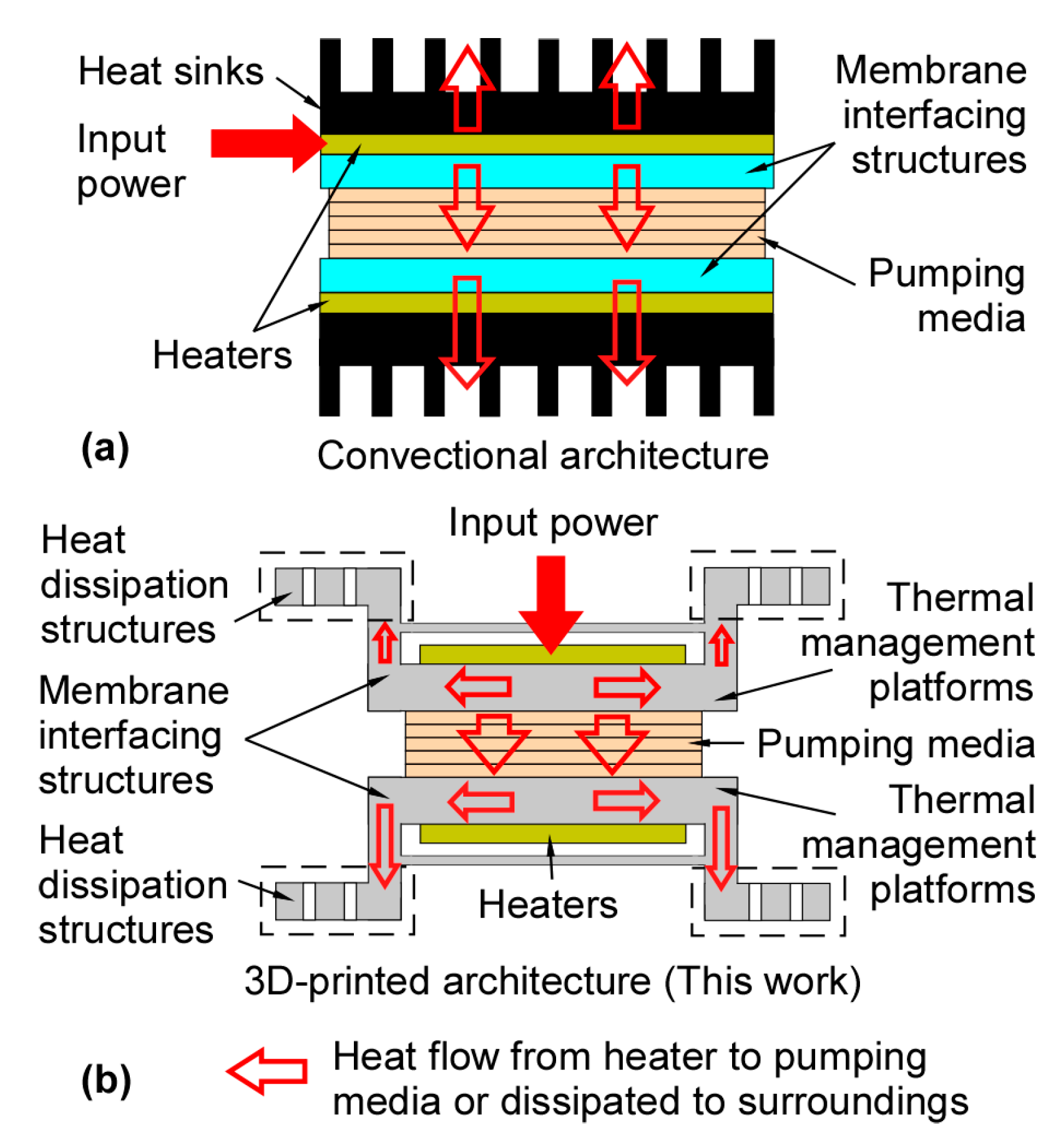
2.1. Architecture
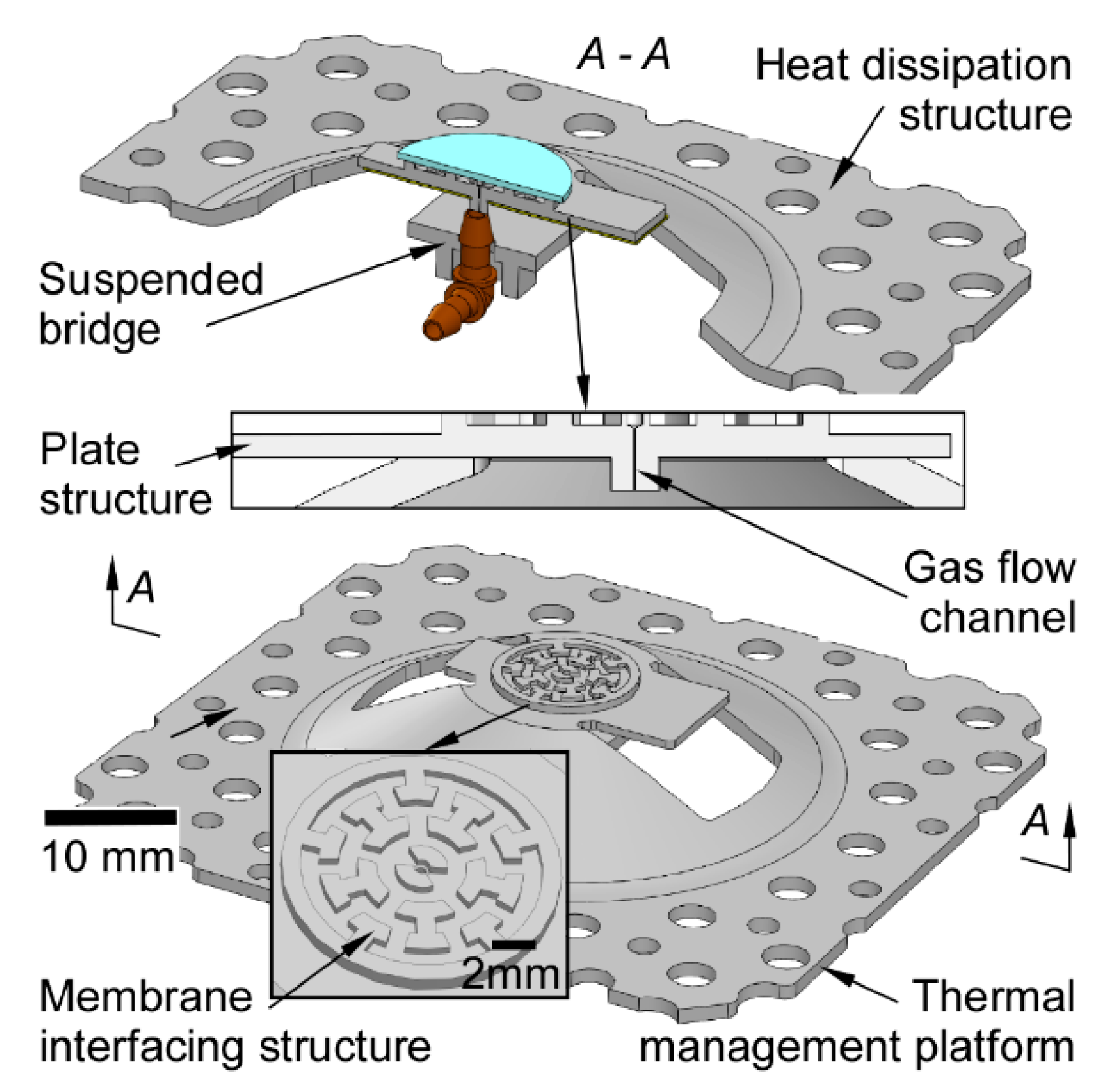
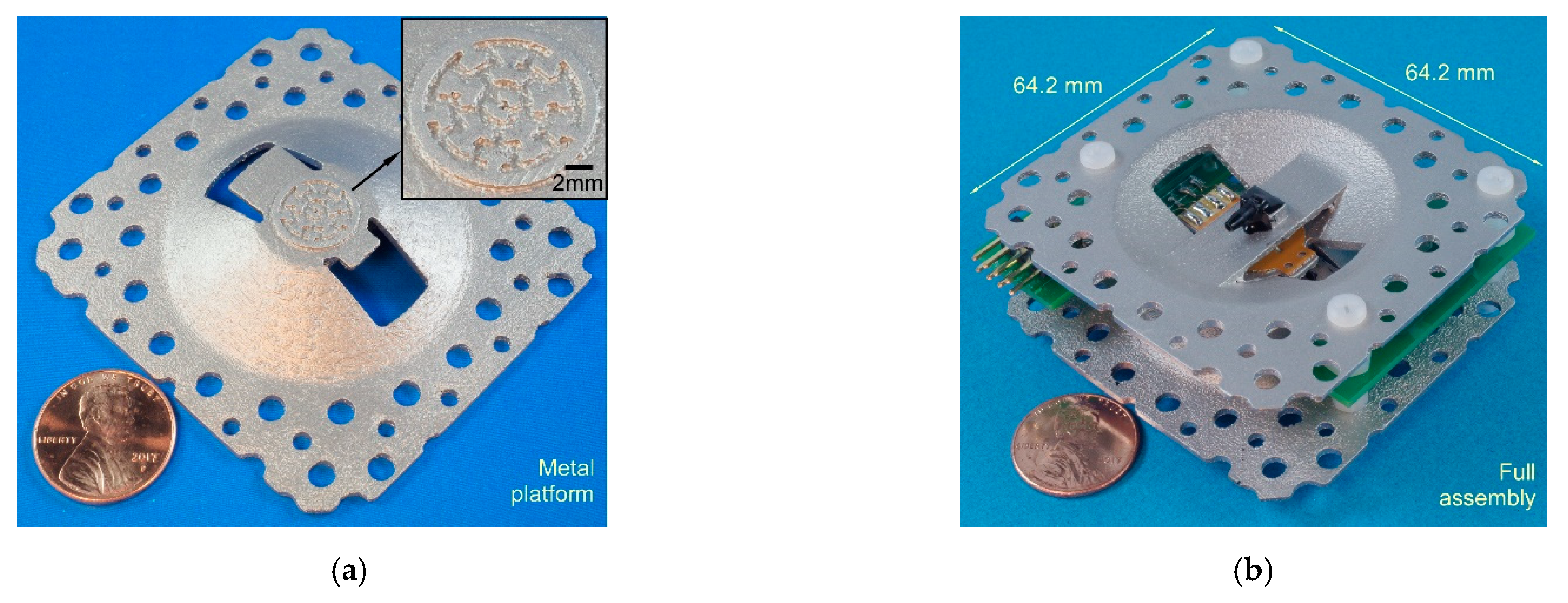
2.2. 3D-Printed Components
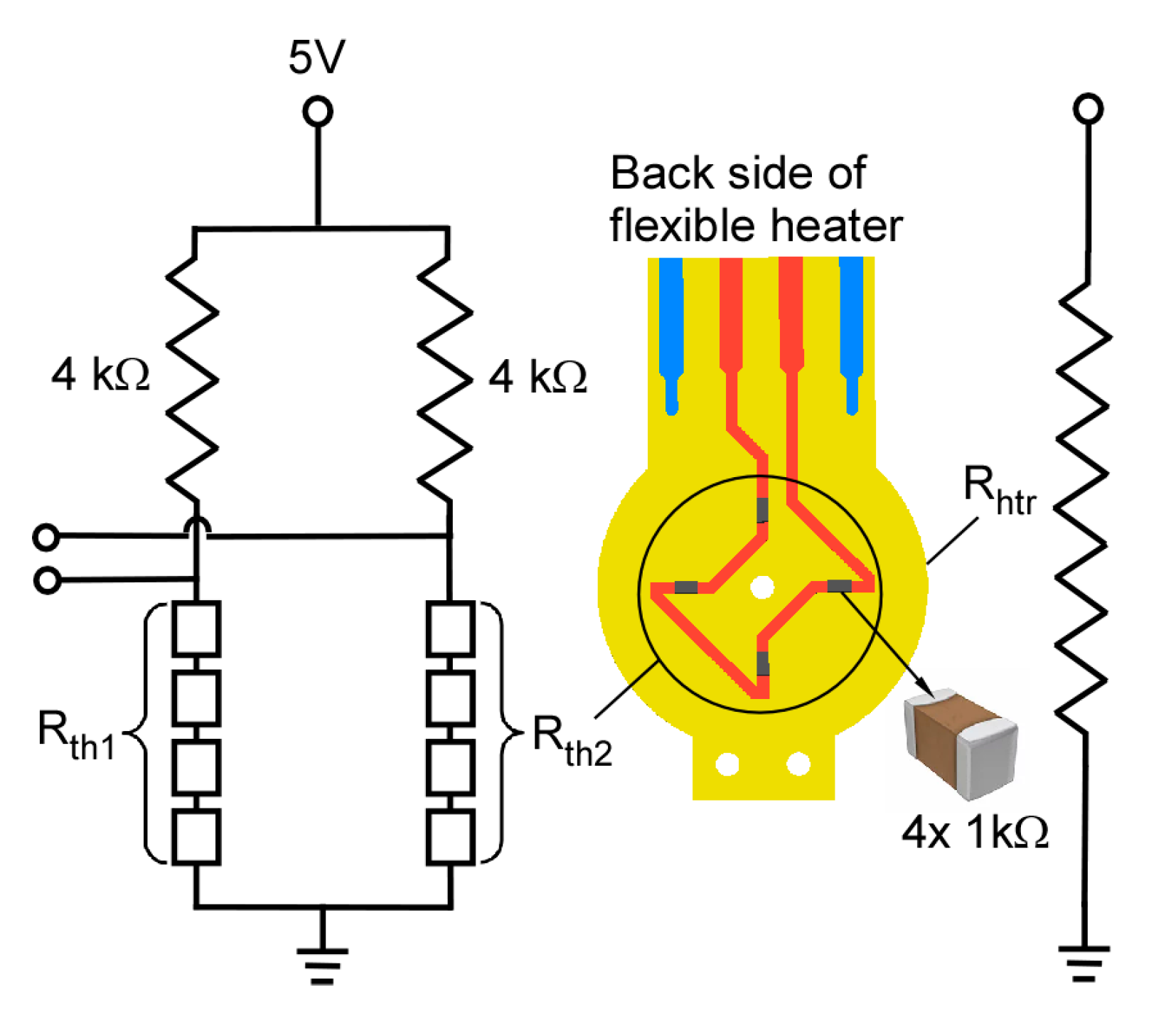
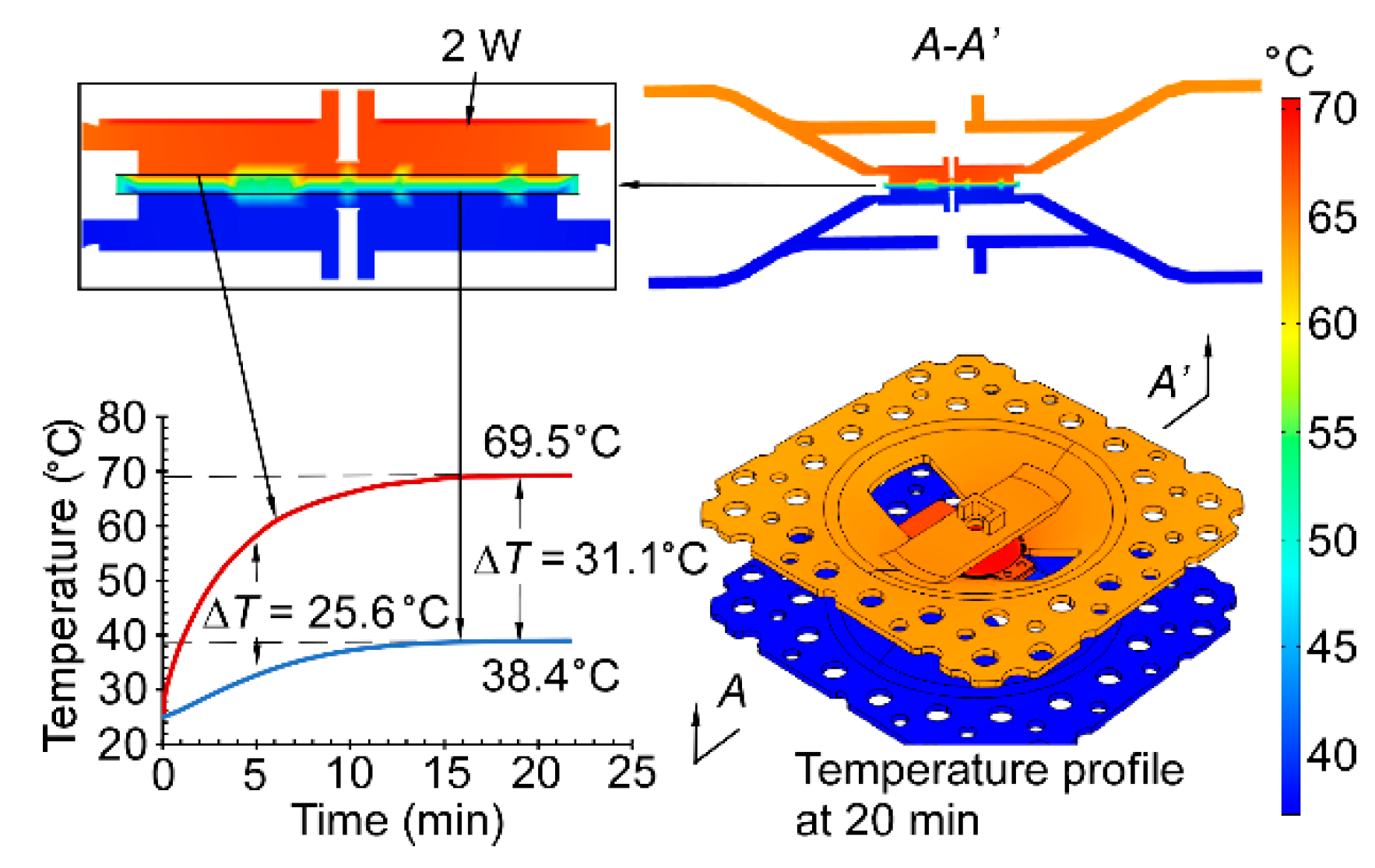
2.3. Thermal Performance Modeling
3. Fabrication
3.1. 3D Printed Metal
3.2. Assembly Process
4. Experimental Results
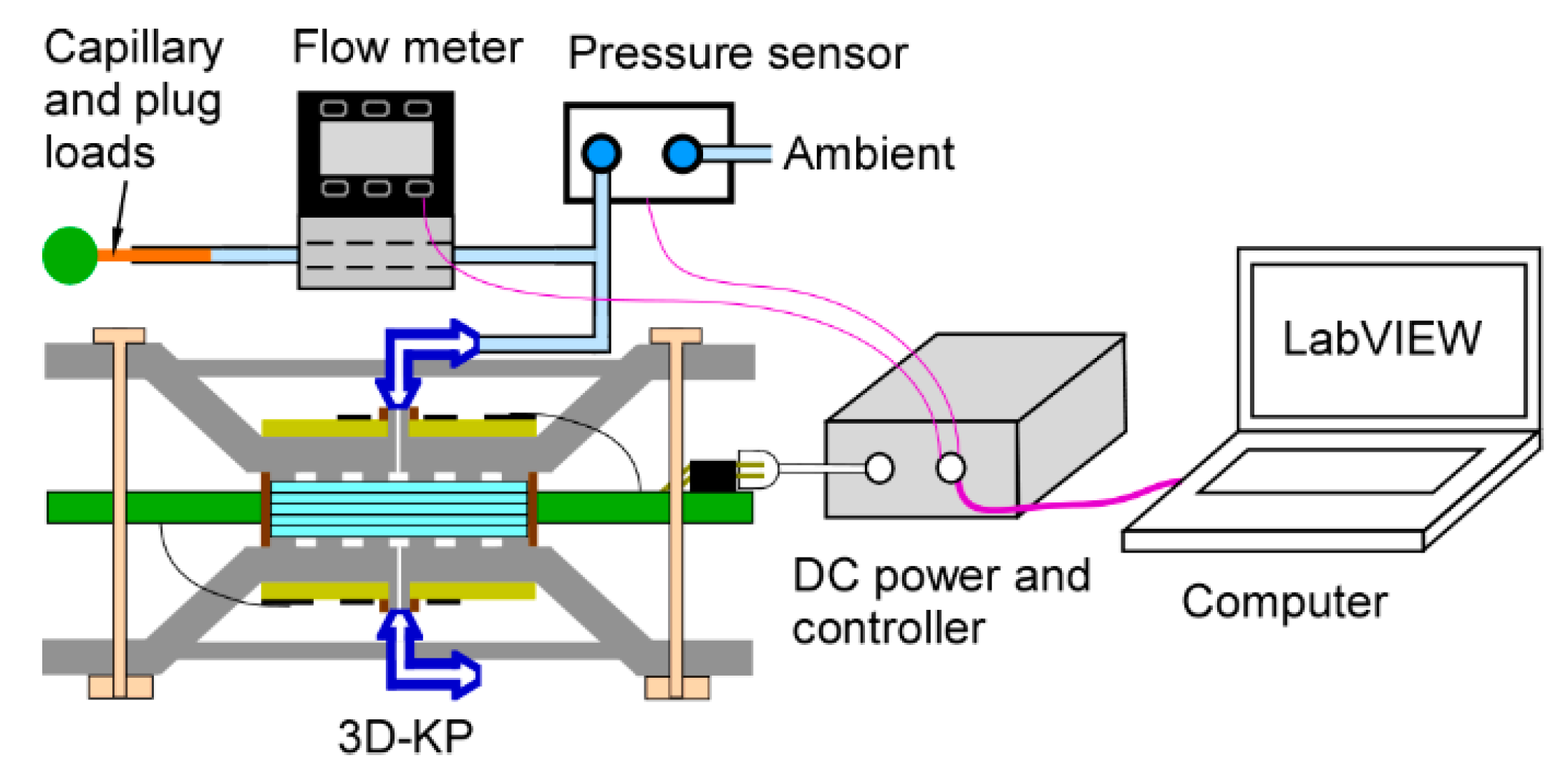
4.1. Test Setup
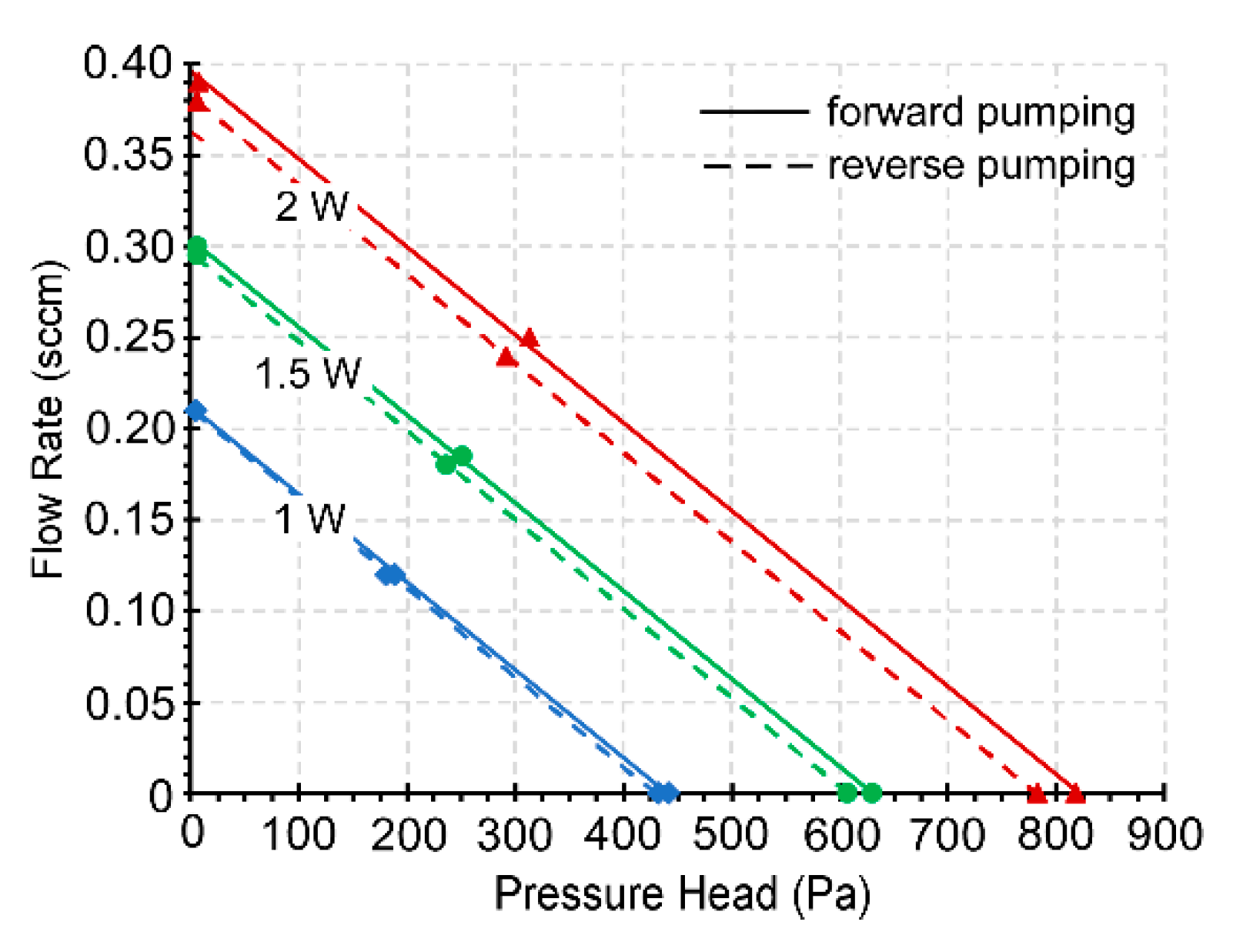
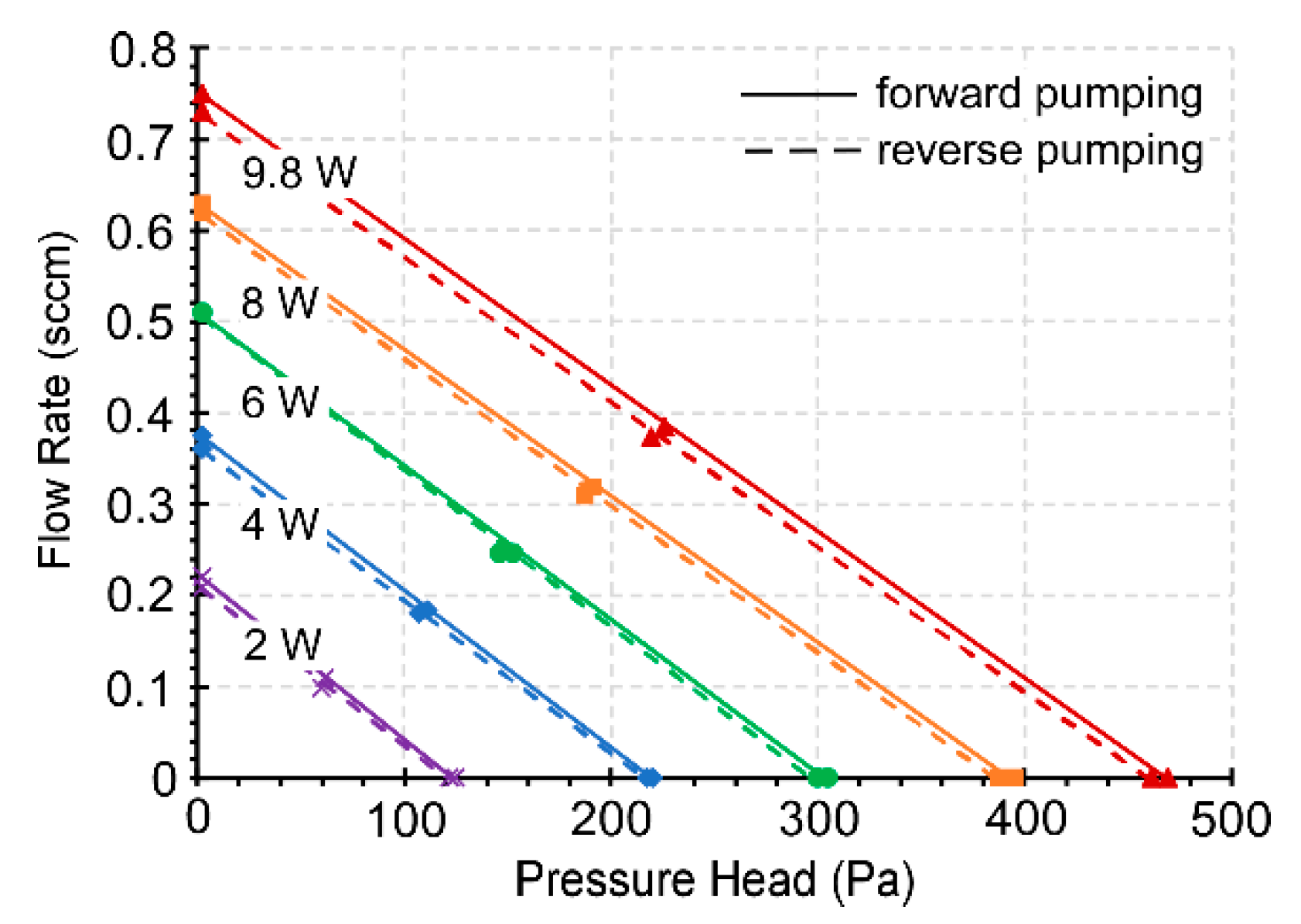
4.2. Steady-State Performance
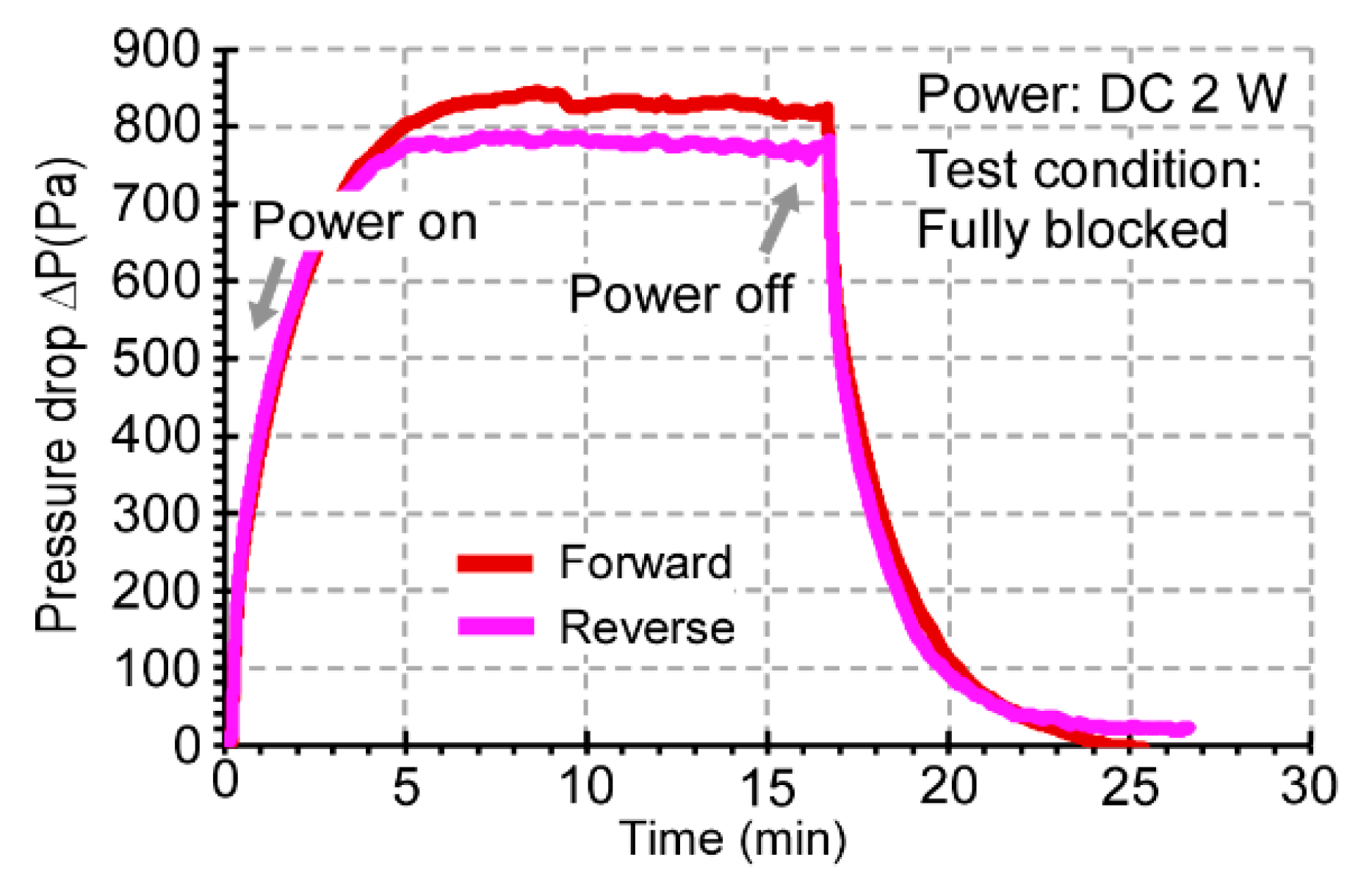
4.3. Transient Performance
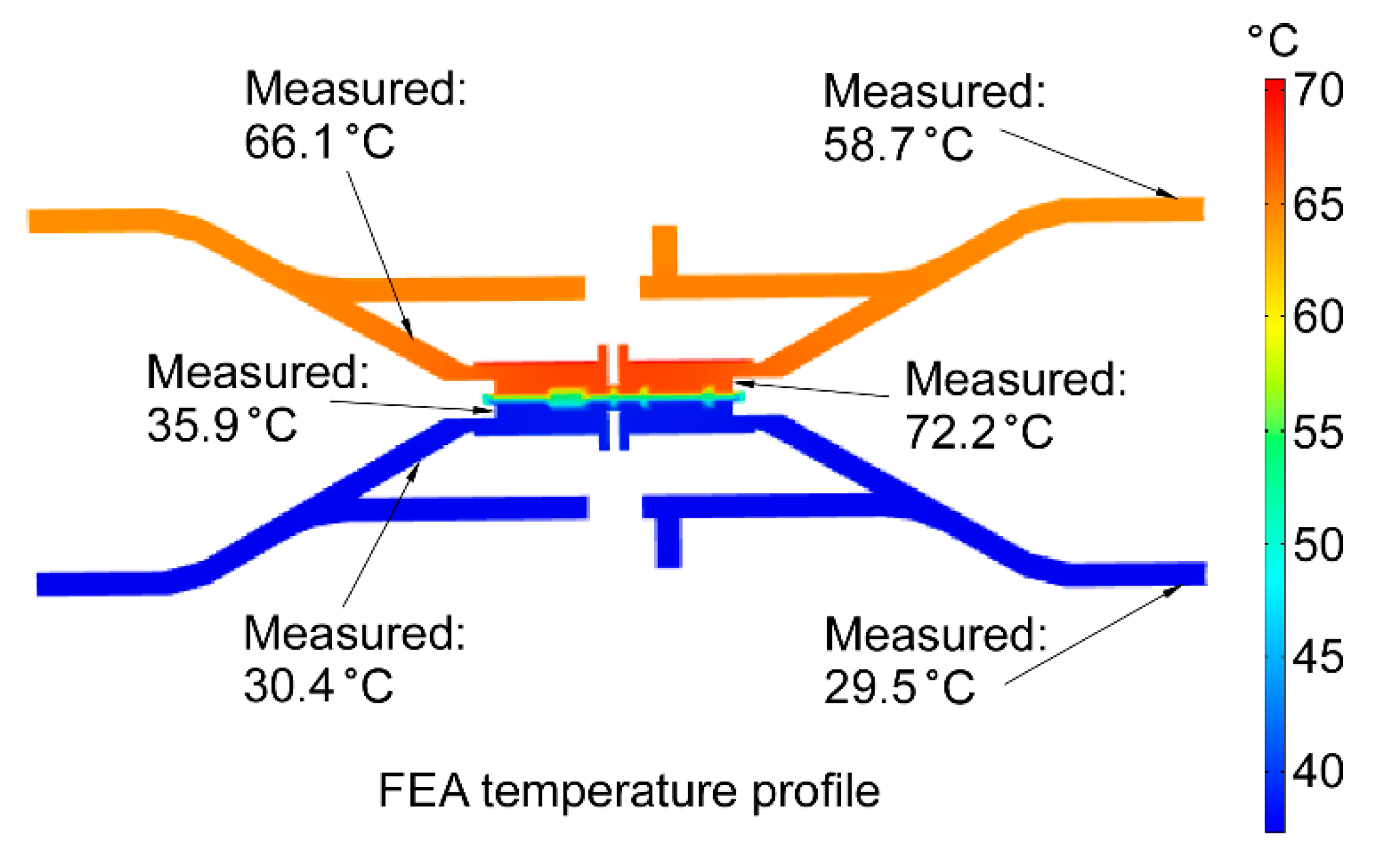
4.4. Operating Temperature Measurements
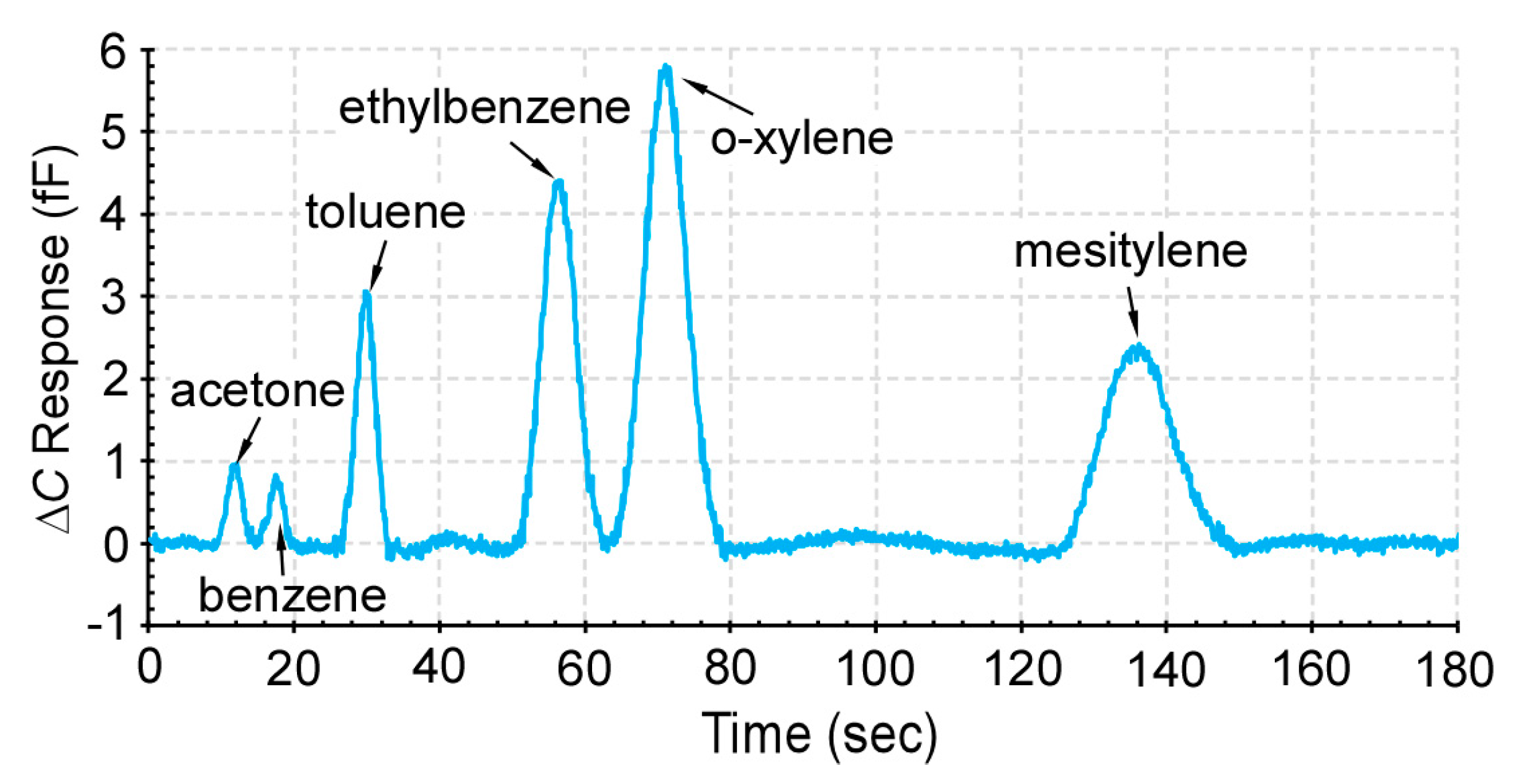
4.5. Chromatography Tests
5. Discussion and Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Carle, G.C.; Donaldson, R.W.; Terry, S.C.; Wise, K.D. Microminiature Gas Chromatograph. U.S. Patent ARC-10594, 1 September 1972. [Google Scholar]
- Terry, S.; CJerman, J.H.; Angell, J.B. A gas chromatographic air analyzer fabricated on a silicon wafer. IEEE Trans. Electron. Devices 1979, 26, 1880–1886. [Google Scholar] [CrossRef]
- Agah, M.; Lambertus, G.R.; Sacks, R.; Wise, K.D. High-Speed MEMS-Based Gas Chromatography. J. Microelectromech. Syst. 2006, 15, 1371–1378. [Google Scholar] [CrossRef]
- Kim, S.K.; Chang, H.; Zellers, E.T. Microfabricated gas chromatograph for the selective determination of trichloroethylene vapor at sub-parts-per-billion concentrations in complex mixtures. Anal. Chem. 2011, 83, 7198–7206. [Google Scholar] [CrossRef]
- Zhou, M.; Lee, J.; Zhu, H.; Nidet, R.; Kurabayashi, K.; Fan, X. A fully automated portable gas chromatography system for sensitive and rapid quantification of volatile organic compounds in water. RSC Adv. 2016, 6, 49416–49424. [Google Scholar] [CrossRef]
- Syms, R.R.A.; Wright, S. MEMS mass spectrometers: The next wave of miniaturization. J. Micromech. Microeng. 2016, 26, 023001. [Google Scholar] [CrossRef]
- Hauschild, J.P.; Wapelhorst, E.; Müller, J. Mass spectra measured by a fully integrated MEMS mass spectrometer. Int. J. Mass Spectrom. 2007, 264, 53–60. [Google Scholar] [CrossRef]
- Unger, M.A.; Chou, H.P.; Thorsen, T.; Scherer, A.; Quake, S.R. Monolithic Microfabricated Valves and Pumps by Multilayer Soft Lithography. Science 2000, 288, 113–116. [Google Scholar] [CrossRef]
- Yun, K.S.; Lee, D.; Kim, H.S.; Yoon, E. Multi-functional Microwell Plate for On-Chip Cell and Micro-based Bioassays. Sens. Actuators B. Chem. 2009, 143, 387–394. [Google Scholar] [CrossRef]
- Sia, S.K.; Whitesides, G.M. Microfluidic devices fabricated in poly (dimethylsiloxane) for biological studies. Electrophoresis 2003, 24, 3563–3576. [Google Scholar] [CrossRef]
- Qin, Y.; Gianchandani, Y.B. iGC2: An architecture for micro gas chromatographs utilizing integrated bi-directional pumps and multi-stage preconcentrators. J. Micromech. Microeng. 2014, 24, 065011. [Google Scholar] [CrossRef]
- Qin, Y.; Gianchandani, Y.B. A fully electronic microfabricated gas chromatograph with complementary capacitive detectors for indoor pollutants. Nat. Microsyst. Nanoeng. 2016, 2, 1–11. [Google Scholar] [CrossRef] [PubMed]
- Pharas, K.; McNamara, S. Knudsen pump driven by a thermoelectric material. J. Micromech. Microeng. 2010, 20, 125032. [Google Scholar] [CrossRef]
- Knudsen, M. Eine Revision der Gleichgewichtsbedingung der Gase Thermische Molekularstromung. Ann. Phys. 1909, 336, 205–229. (In German) [Google Scholar] [CrossRef]
- An, S.; Qin, Y.; Gianchandani, Y.B. A Monolithic High-Flow Knudsen Pump Using Vertical Al2O3 Channels in SOI. IEEE J. Microelectromech. Syst. 2015, 24, 1606–1615. [Google Scholar] [CrossRef]
- Sharipov, F. Rarefied gas flow through a long tube at arbitrary pressure and temperature drops. J. Vacuum Sci. Technol. A 1997, 15, 2434–2436. [Google Scholar] [CrossRef]
- McNamara, S.; Gianchandani, Y.B. On-Chip Vacuum Generated by a Micromachined Knudsen Pump. J. Microelectromech. Syst. 2005, 14, 741–746. [Google Scholar] [CrossRef]
- An, S.; Gupta, N.K.; Gianchandani, Y.B. A Si-micromachined 162-stage two-part Knudsen pump for on-chip vacuum. J. Microelectromech. Syst. 2014, 23, 406–416. [Google Scholar] [CrossRef]
- Gupta, N.K.; An, S.; Gianchandani, Y.B. A Si-micromachined 48-stage Knudsen pump for on-chip vacuum. J. Micromech. Microeng. 2012, 22, 105026. [Google Scholar] [CrossRef]
- Young, M.; Han, Y.L.; Muntz, E.P.; Shiflett, G.; Ketsdever, A.; Green, A. Thermal Transpiration in Microsphere Membranes. In Proceedings of the International Symposium on Rarefied Gas Dynamics, Whistler, BC, Canada, 5 May 2003; Volume 663, pp. 743–751. [Google Scholar]
- Gupta, N.K.; Gianchandani, Y.B. Thermal transpiration in mixed cellulose ester membranes: Enabling miniature, motionless gas pumps. Microporous Mesoporous Mater. 2011, 142, 535–541. [Google Scholar] [CrossRef]
- Gupta, N.K.; Gianchandani, Y.B. Thermal Transpiration in Zeolites: A Mechanism for Motionless Gas Pumps. Appl. Phys. Lett. 2008, 93, 193511. [Google Scholar] [CrossRef]
- Gupta, N.K.; Gianchandani, Y.B. Porous ceramics for multistage Knudsen micropumps—Modeling approach and experimental evaluation. J. Micromech. Microeng. 2011, 21, 095029. [Google Scholar] [CrossRef]
- Cheng, Q.; Qin, Y.; Gianchandani, Y.B. A bidirectional Knudsen pump with superior thermal management for micro-gas chromatography applications. In Proceedings of the IEEE International Conference on Micro Electro Mechanical Systems (MEMS), Las Vegas, NV, USA, 22–26 January 2017; pp. 167–170. [Google Scholar]
- Khaing, M.W.; Fuh, J.Y.H.; Lu, L. Direct metal laser sintering for rapid tooling: Processing and characterisation of EOS parts. J. Mater. Process. Technol. 2001, 113, 269–272. [Google Scholar] [CrossRef]
- Poinern, G.E.J.; Ali, N.; Fawcett, D. Progress in nano-engineered anodic aluminum oxide membrane development. Materials 2011, 4, 487–526. [Google Scholar] [CrossRef] [PubMed]
- Manfredi, D.; Calignano, F.; Krishnan, M.; Canali, R.; Ambrosio, E.; Atzeni, E. From powders to dense metal parts: Characterization of a commercial AlSiMg alloy processed through direct metal laser sintering. Materials 2013, 6, 856–869. [Google Scholar] [CrossRef] [PubMed]
- Steinhart, J.S.; Hart, S.R. Calibration curves for thermistors. Deep Sea Res. Oceanogr. Abstr. 1968, 15, 497–503. [Google Scholar] [CrossRef]
- Vaezi, M.; Seitz, H.; Yang, S. A review on 3D micro-additive manufacturing technologies. Int. J. Adv. Manuf. Technol. 2013, 67, 1721–1754. [Google Scholar] [CrossRef]
- Lao, A.I.; Lee, T.M.H.; Hsing, I.M.; Ip, N.Y. Precise temperature control of microfluidic chamber for gas and liquid phase reactions. Sens. Actuators A Phys. 2000, 84, 11–17. [Google Scholar] [CrossRef]
- Wypych, G. Handbook of Polymers; Elsevier: Amsterdam, The Netherland, 2016. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Thermal conductivity (W·m−1·K−1) | |||
| AlSi10Mg | 179 | MCE membrane | 0.1 |
| Air | 0.02 | Polyimide heater | 0.46 |
| Specific heat capacity (J·kg−1·K−1) | |||
| AlSi10Mg | 739 | MCE membrane | 860 |
| Air | 1000 | Polyimide heater | 400 |
| Ambient Temperature (°C) | 25 | ||
| Natural convection coefficient (W·m−2·K−1) | 5 | ||
| DMLS specifications | |||
| Min. layer resolution (μm) | 20 | Minimum feature size (mm) | 0.38 |
| Surface roughness (μm) | Ra 7–10; Rz 50–60 | ||
| Typical tolerance (mm) | ≈0.1 | ||
| AlSi10Mg properties | |||
| Thermal conductivity (W·m−1·K−1) | 179 | Density (kg/m3) | 2680 |
| Power Levels | Temperatures for Forward Pumping (°C) | Temperatures for Reverse Pumping (°C) | ||||
|---|---|---|---|---|---|---|
| Thot | Tcool | ΔT | Thot | Tcool | ΔT | |
| 3D-KP.MCE | ||||||
| 1 W | 45.8 | 30.4 | 15.4 | 45.3 | 31.7 | 13.6 |
| 2 W | 73.6 | 35.9 | 37.7 | 74.9 | 38.4 | 36.5 |
| 3D-KP.AAO | ||||||
| 2 W | 61.5 | 42.9 | 21.6 | 64.3 | 43.4 | 20.9 |
| 9.8 W | 194.3 | 73.1 | 121.2 | 191.2 | 73.2 | 118 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cheng, Q.; Qin, Y.; Gianchandani, Y.B. A Bidirectional Knudsen Pump with a 3D-Printed Thermal Management Platform. Micromachines 2021, 12, 58. https://doi.org/10.3390/mi12010058
Cheng Q, Qin Y, Gianchandani YB. A Bidirectional Knudsen Pump with a 3D-Printed Thermal Management Platform. Micromachines. 2021; 12(1):58. https://doi.org/10.3390/mi12010058
Chicago/Turabian StyleCheng, Qisen, Yutao Qin, and Yogesh B. Gianchandani. 2021. "A Bidirectional Knudsen Pump with a 3D-Printed Thermal Management Platform" Micromachines 12, no. 1: 58. https://doi.org/10.3390/mi12010058
APA StyleCheng, Q., Qin, Y., & Gianchandani, Y. B. (2021). A Bidirectional Knudsen Pump with a 3D-Printed Thermal Management Platform. Micromachines, 12(1), 58. https://doi.org/10.3390/mi12010058