Design and Fabrication of Bulk Micromachined 4H-SiC Piezoresistive Pressure Chips Based on Femtosecond Laser Technology



Abstract
1. Introduction
2. Materials and Methods
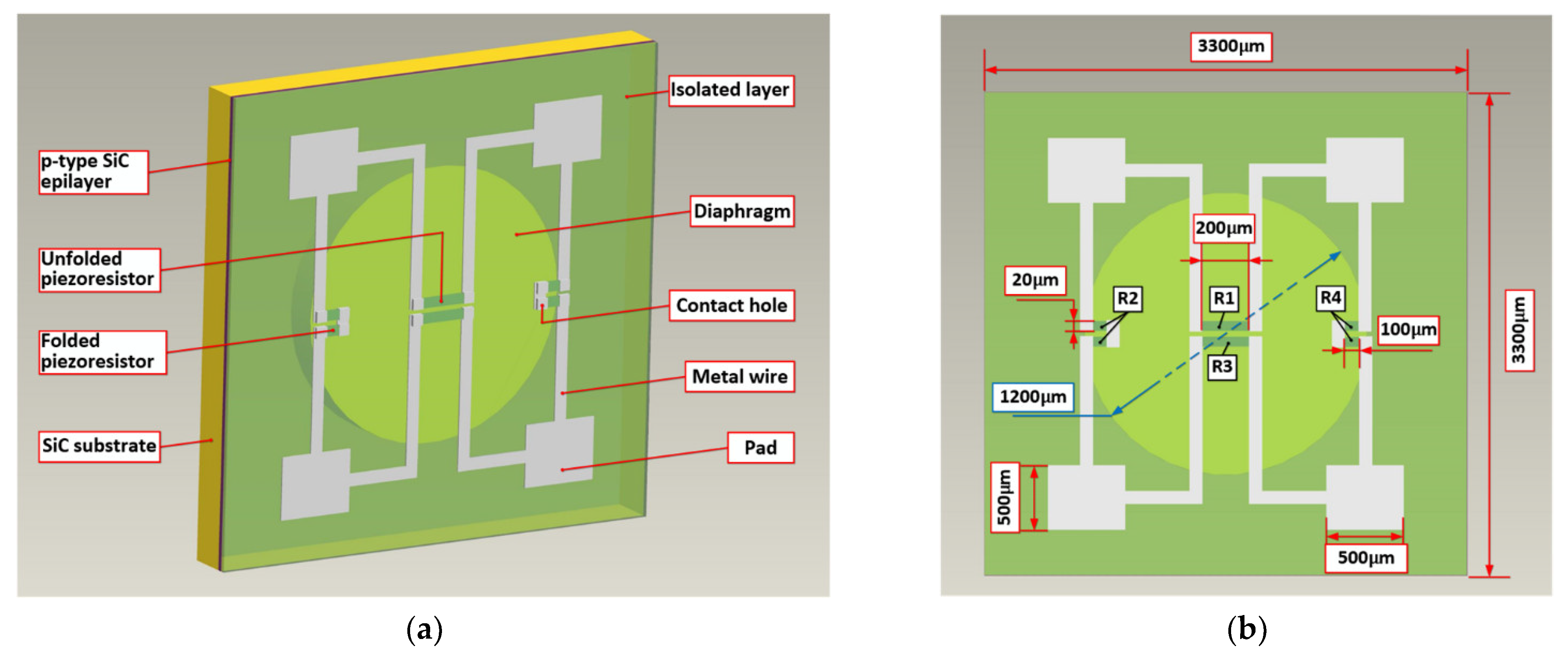
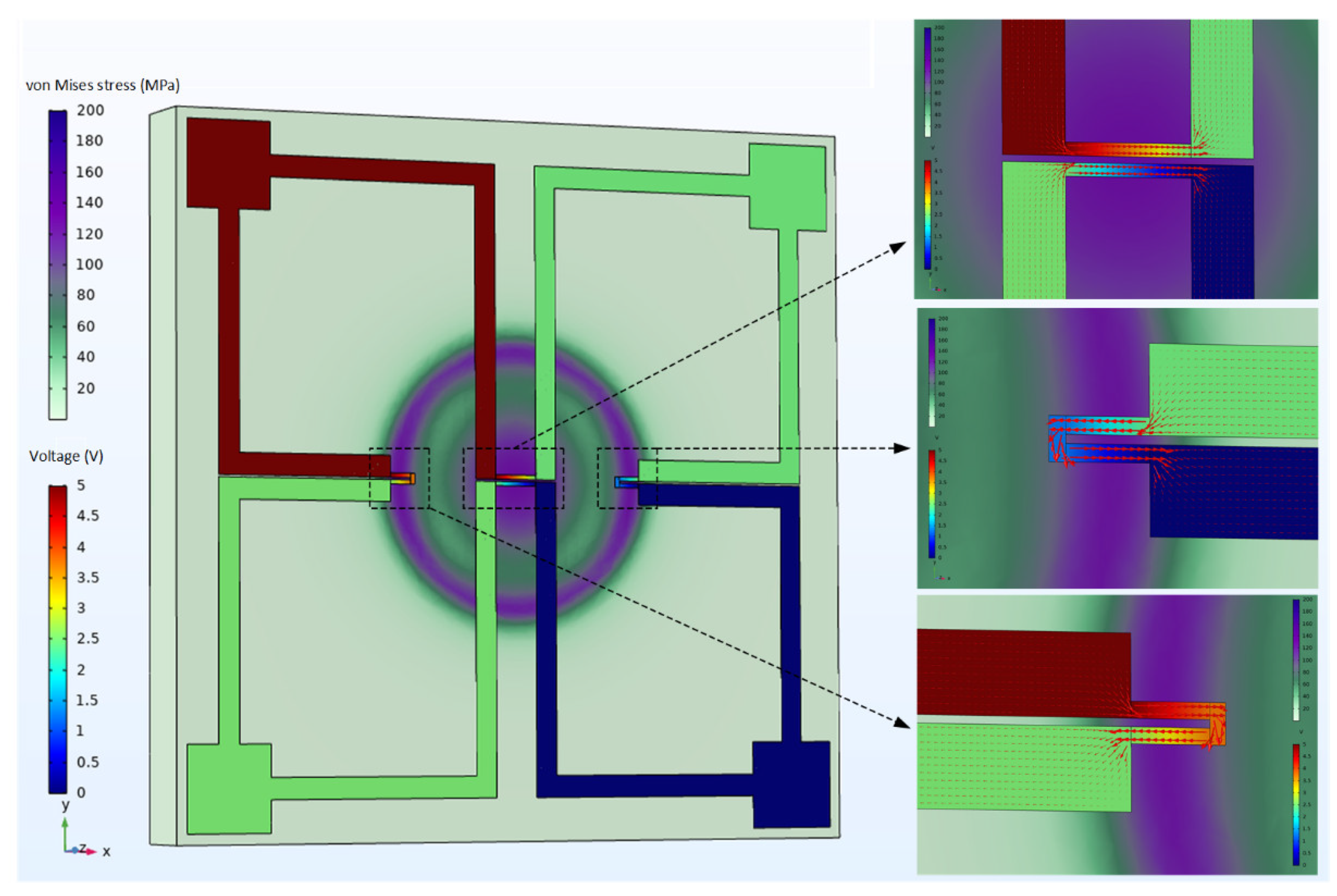
2.1. Theory and Modelling
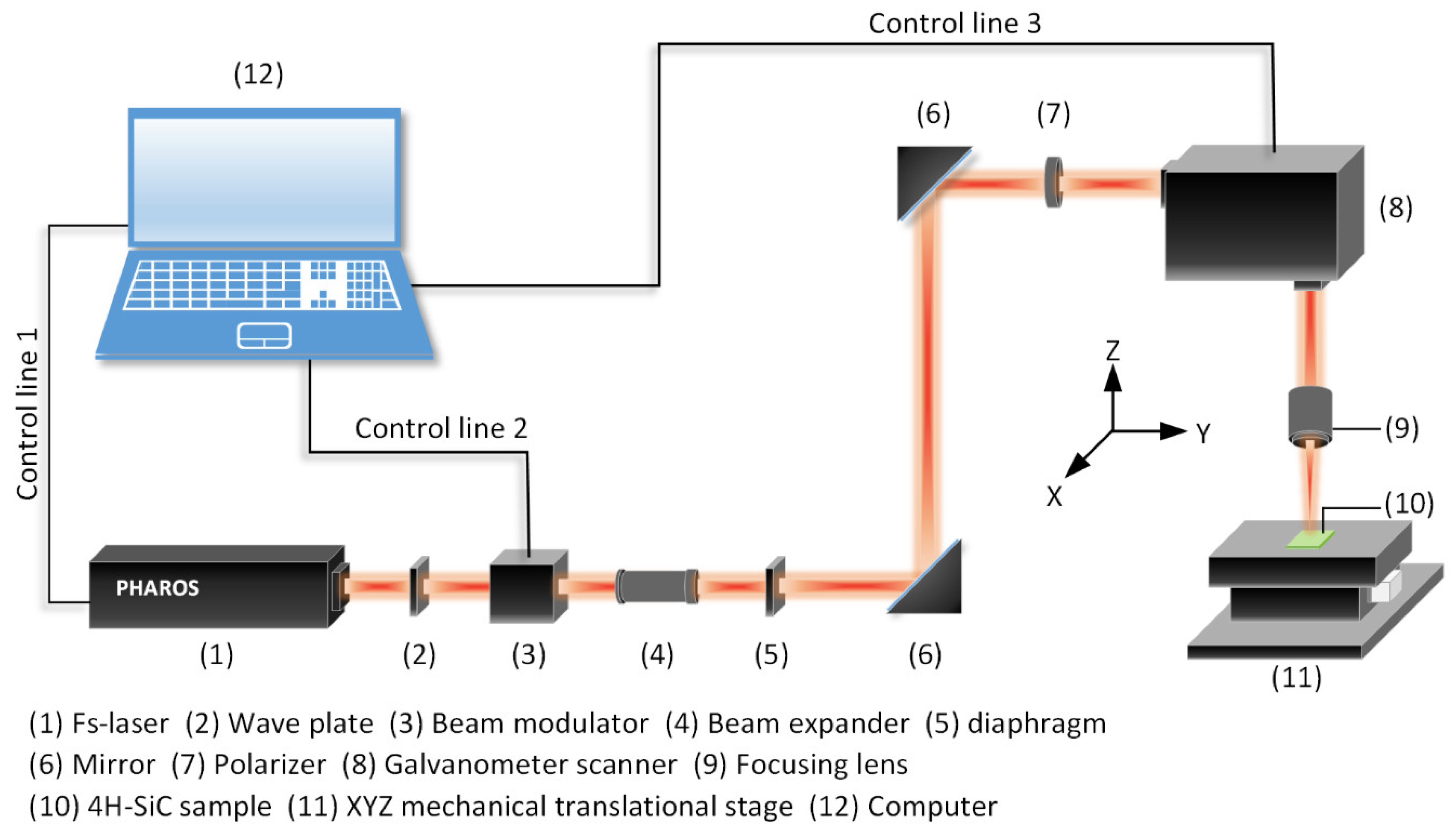
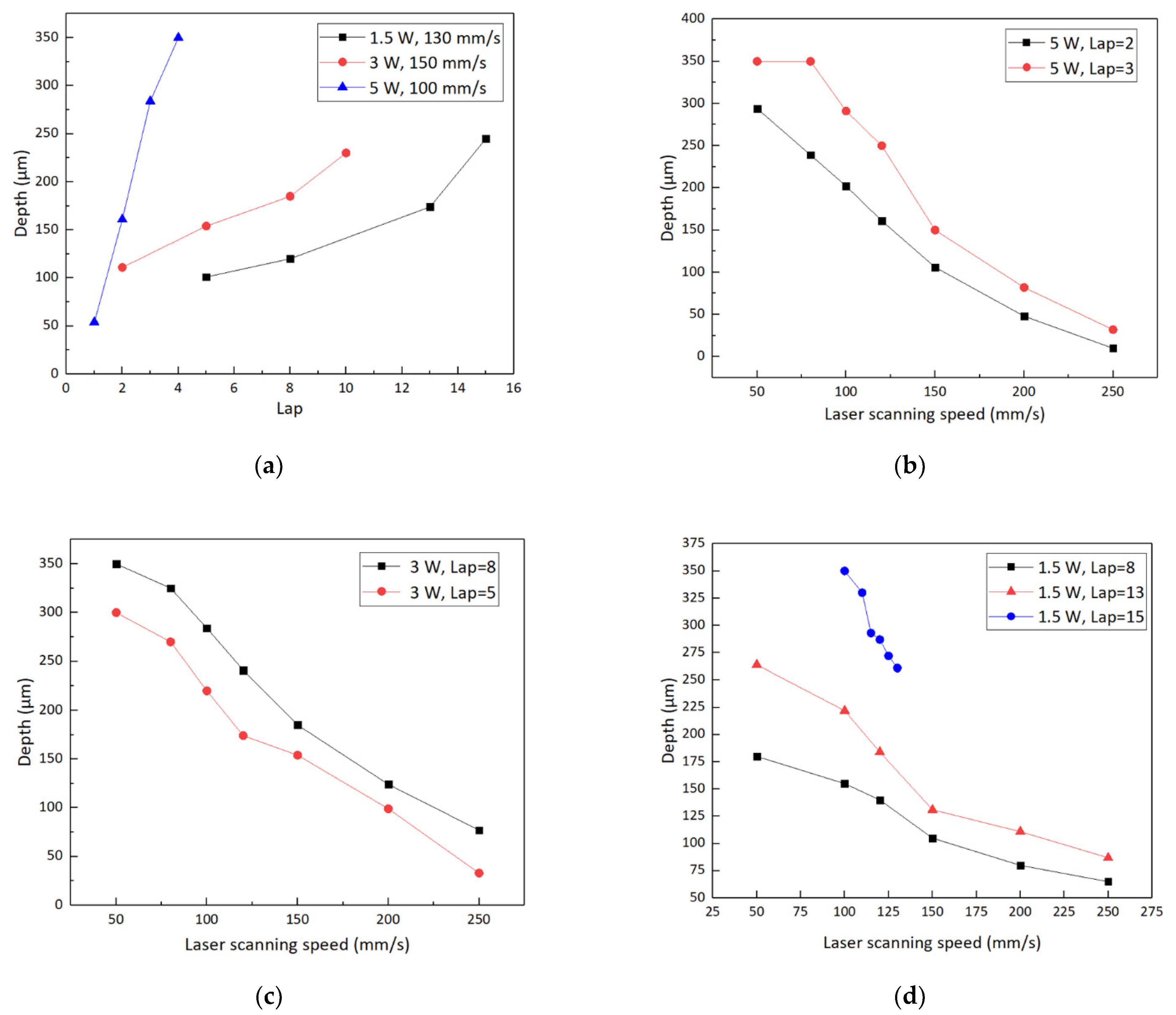
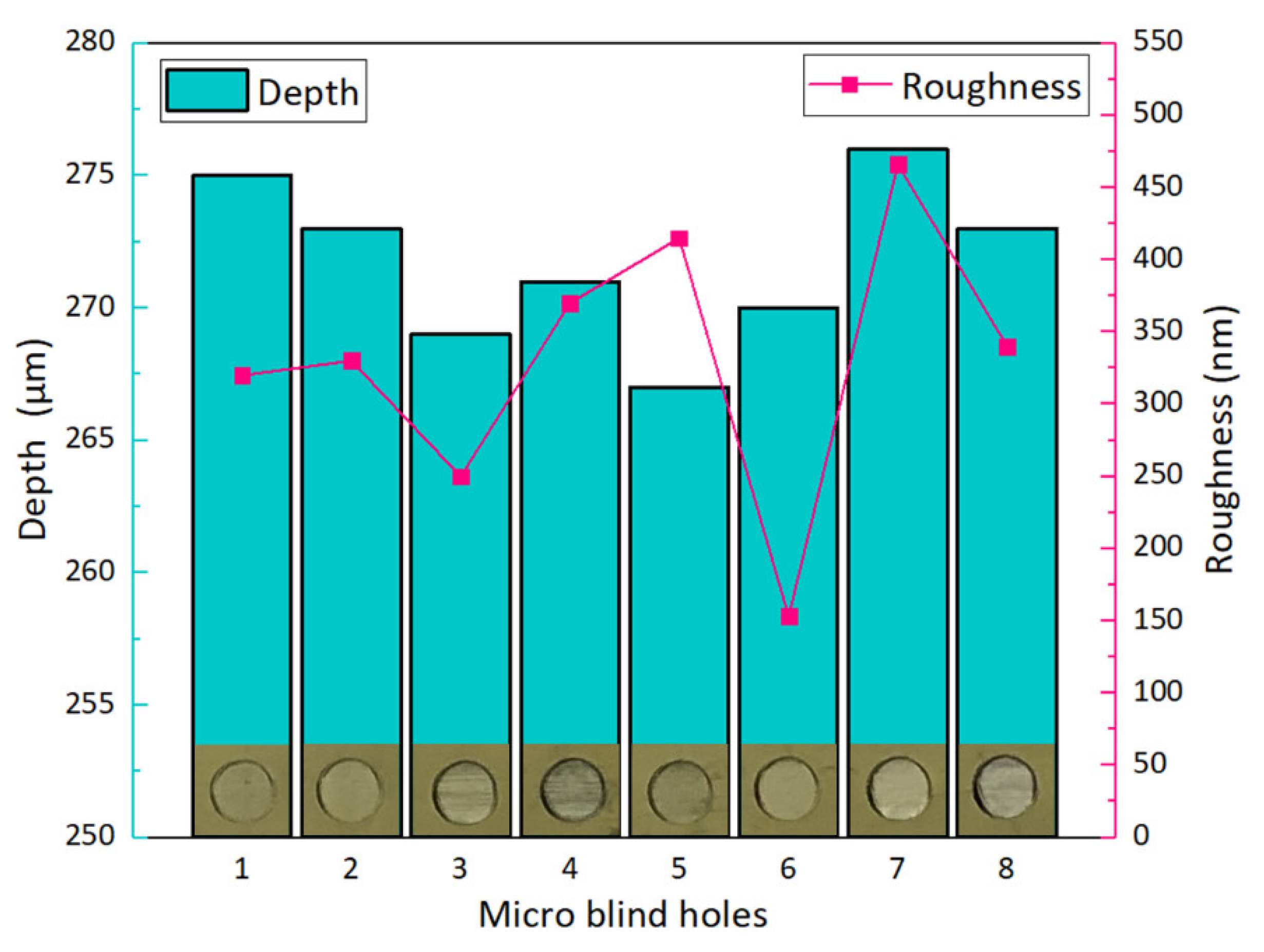
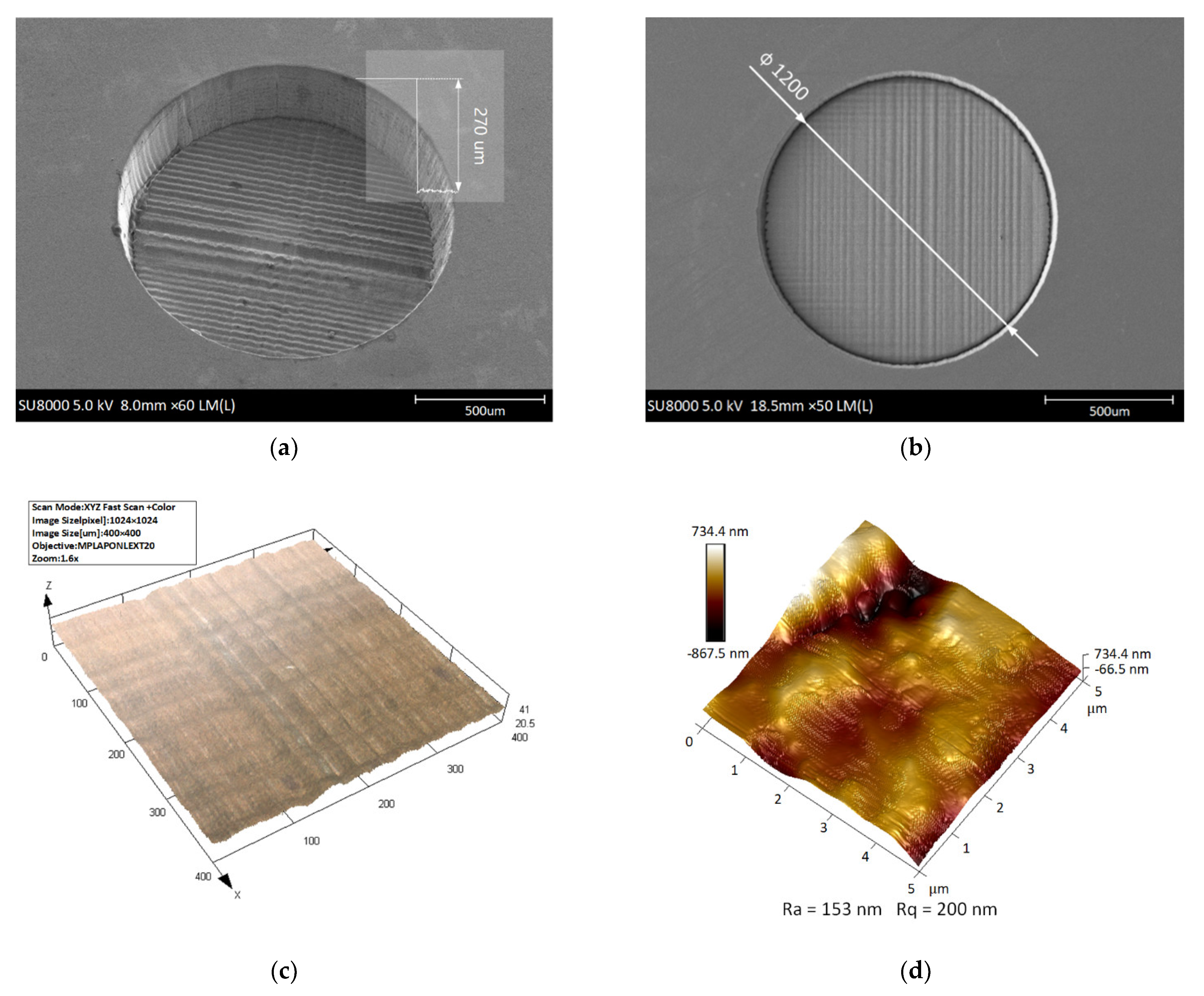
2.2. Laser Micromachining for Diaphragms
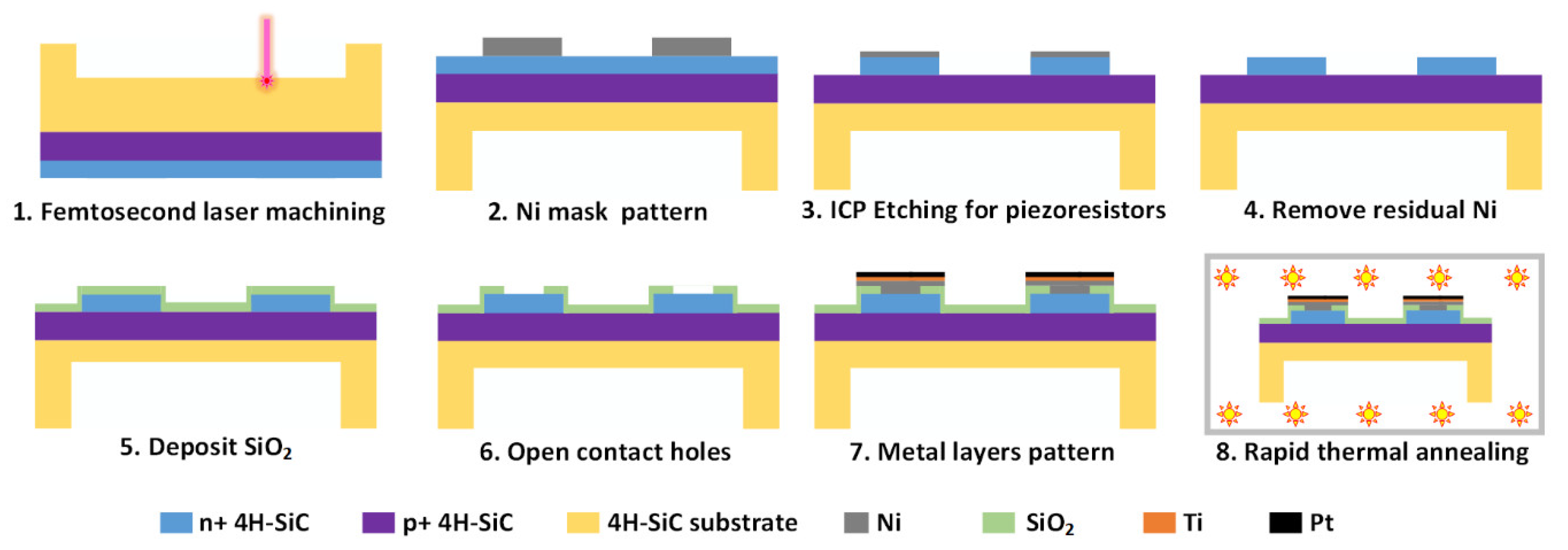
2.3. Wheatstone Bridge Configuration Fabrication Process
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Jiang, Z.; Zhao, Y.; Zhao, L.; Xu, T. High Temperature Silicon Pressure Sensors. In Micro Electro Mechanical Systems; Springer: Singapore, 2018; pp. 325–385. [Google Scholar] [CrossRef]
- Yulong, Z.; Libo, Z.; Zhuangde, J. A novel high temperature pressure sensor on the basis of SOI layers. Sens. Actuators A Phys. 2003, 108, 108–111. [Google Scholar] [CrossRef]
- Li, C.; Cordovilla, F.; Jagdheesh, R.; Ocana, J.L. Design Optimization and Fabrication of a Novel Structural SOI Piezoresistive Pressure Sensor with High Accuracy. Sensors 2018, 18, 439. [Google Scholar] [CrossRef] [PubMed]
- Sheeparamatti, B.G.; Balavalad, K.B. Fabrication and characterization of polysilicon-on-insulator (PolySOI) and a-SOI based micro piezoresistive pressure sensor for harsh environment applications. Microsyst. Technol. 2019, 25, 4119–4133. [Google Scholar] [CrossRef]
- Giuliani, A.; Drera, L.; Arancio, D.; Mukhopadhyay, B.; Ngo, H.-D. SOI-based, High Reliable Pressure Sensor with Floating Concept for High Temperature Applications. Procedia Eng. 2014, 87, 720–723. [Google Scholar] [CrossRef]
- Kurtz, A.D.; Ned, A.A.; Epstein, A.H. Ultra high temperature, miniature, SOI sensors for extreme environments. Technology 2004, 2, 3. [Google Scholar]
- Phan, H.-P.; Dao, D.V.; Nakamura, K.; Dimitrijev, S.; Nguyen, N.-T. The Piezoresistive Effect of SiC for MEMS Sensors at High Temperatures: A Review. J. Microelectromech. Syst. 2015, 24, 1663–1677. [Google Scholar] [CrossRef]
- Wright, N.G.; Horsfall, A.B. SiC sensors: A review. J. Phys. D Appl. Phys. 2007, 40, 6345–6354. [Google Scholar] [CrossRef]
- Müller, G.; Krötz, G.; Niemann, E. SiC for sensors and high-temperature electronics. Sens. Actuators A Phys. 1994, 43, 259–268. [Google Scholar] [CrossRef]
- Von Berg, J.; Ziermann, R.; Reichert, W.; Obermeier, E.; Eickhoff, M.; Krotz, G.; Thoma, U.; Cavalloni, C.; Nendza, J. Measurement of the cylinder pressure in combustion engines with a piezoresistive/spl beta/-SiC-on-SOI pressure sensor. In Proceedings of the 1998 Fourth International High Temperature Electronics Conference. HITEC (Cat. No. 98EX145), Albuquerque, NM, USA, 14–18 June 1998; pp. 245–249. [Google Scholar]
- Chien-Hung, W.; Zorman, C.A.; Mehregany, M. Fabrication and testing of bulk micromachined silicon carbide piezoresistive pressure sensors for high temperature applications. IEEE Sens. J. 2006, 6, 316–324. [Google Scholar] [CrossRef]
- Zhang, H.; Guo, H.; Wang, Y.; Zhang, G.; Li, Z. Study on a PECVD SiC-coated pressure sensor. J. Micromech. Microeng. 2007, 17, 426–431. [Google Scholar] [CrossRef]
- Syväjärvi, M.; Yakimova, R.; Tuominen, M.; Kakanakova-Georgieva, A.; MacMillan, M.; Henry, A.; Wahab, Q.; Janzén, E. Growth of 6H and 4H–SiC by sublimation epitaxy. J. Cryst. Growth 1999, 197, 155–162. [Google Scholar] [CrossRef]
- Howard, R.T.; Okojie, R.S.; Richards, R.D. STable 600 °C silicon carbide MEMS pressure transducers. In Proceedings of the Sensors and Systems for Space Applications, Orlando, FL, USA, 3 May 2007. [Google Scholar] [CrossRef]
- Ned, A.A.; Kurtz, A.D.; Beheim, G.; Masheeb, F.; Stefanescu, S. Improved SiC leadless pressure sensors for high temperature, low and high pressure applications. In Proceedings of the Twenty-First Transducer Workshop, Lexington, MD, USA, 22–23 June 2004. [Google Scholar]
- Masheeb, F.; Stefanescu, S.; Ned, A.A.; Kurtz, A.D.; Beheim, G. Leadless sensor packaging for high temperature applications. In Proceedings of the Technical Digest MEMS 2002 IEEE International Conference, Las Vegas, NV, USA, 20–24 January 2002; pp. 392–395. [Google Scholar]
- Itoh, A.; Akita, H.; Kimoto, T.; Matsunami, H. High-quality 4H-SiC homoepitaxial layers grown by step-controlled epitaxy. Appl. Phys. Lett. 1994, 65, 1400–1402. [Google Scholar] [CrossRef]
- Akiyama, T.; Briand, D.; de Rooij, N.F. Piezoresistive n-type 4H-SiC pressure sensor with membrane formed by mechanical milling. In Proceedings of the SENSORS, 2011 IEEE, Limerick, Ireland, 28–31 October 2011; pp. 222–225. [Google Scholar]
- Okojie, R.S.; Lukco, D.; Nguyen, V.; Savrun, E. 4H-SiC Piezoresistive Pressure Sensors at 800 °C with Observed Sensitivity Recovery. IEEE Electron Device Lett. 2015, 36, 174–176. [Google Scholar] [CrossRef]
- Zhuang, D.; Edgar, J.H. Wet etching of GaN, AlN, and SiC: A review. Mater. Sci. Eng. R Rep. 2005, 48, 1–46. [Google Scholar] [CrossRef]
- Okojie, R.S.; Chang, C.W.; Evans, L.J. Reducing DRIE-Induced Trench Effects in SiC Pressure Sensors Using FEA Prediction. J. Microelectromech. Syst. 2011, 20, 1174–1183. [Google Scholar] [CrossRef]
- Lanois, F.; Lassagne, P.; Planson, D.; Locatelli, M.L. Angle etch control for silicon carbide power devices. Appl. Phys. Lett. 1996, 69, 236–238. [Google Scholar] [CrossRef]
- Osipov, A.A.; Iankevich, G.A.; Speshilova, A.B.; Osipov, A.A.; Endiiarova, E.V.; Berezenko, V.I.; Tyurikova, I.A.; Tyurikov, K.S.; Alexandrov, S.E. High-temperature etching of SiC in SF6/O2 inductively coupled plasma. Sci. Rep. 2020, 10, 19977. [Google Scholar] [CrossRef]
- Tang, F.; Ma, X.; Wang, X. A study on the deep etching and ohmic contact process of 6H-SiC high-temperature pressure sensor. Proc. Inst. Mech. Eng. Part N J. Nanoeng. Nanosyst. 2013, 229, 23–27. [Google Scholar] [CrossRef]
- Li, J.; Geng, D.; Zhang, D.; Qin, W.; Jiang, Y. Ultrasonic vibration mill-grinding of single-crystal silicon carbide for pressure sensor diaphragms. Ceram. Int. 2018, 44, 3107–3112. [Google Scholar] [CrossRef]
- Nguyen, T.-K.; Phan, H.-P.; Dinh, T.; Dowling, K.M.; Foisal, A.R.M.; Senesky, D.G.; Nguyen, N.-T.; Dao, D.V. Highly sensitive 4H-SiC pressure sensor at cryogenic and elevated temperatures. Mater. Des. 2018, 156, 441–445. [Google Scholar] [CrossRef]
- Dong, Y.; Nair, R.; Molian, R.; Molian, P. Femtosecond-pulsed laser micromachining of a 4H–SiC wafer for MEMS pressure sensor diaphragms and via holes. J. Micromech. Microeng. 2008, 18, 035022. [Google Scholar] [CrossRef]
- Gupta, S.; Molian, P. Design of laser micromachined single crystal 6H–SiC diaphragms for high-temperature micro-electro-mechanical-system pressure sensors. Mater. Des. 2011, 32, 127–132. [Google Scholar] [CrossRef]
- Molian, P.; Pecholt, B.; Gupta, S. Picosecond pulsed laser ablation and micromachining of 4H-SiC wafers. Appl. Surf. Sci. 2009, 255, 4515–4520. [Google Scholar] [CrossRef]
- Simsek, E.; Pecholt, B.; Everson, C.; Molian, P. High-pressure deflection behavior of laser micromachined bulk 6H-SiC MEMS sensor diaphragms. Sens. Actuators A Phys. 2010, 162, 29–35. [Google Scholar] [CrossRef]
- Vendan, M.; Molian, P. Femtosecond pulsed laser microfabrication of SiC MEMS microgripper. J. Laser Appl. 2007, 19, 149–154. [Google Scholar] [CrossRef]
- Zhao, Y.; Zhao, Y.-L.; Wang, L.-K. Application of femtosecond laser micromachining in silicon carbide deep etching for fabricating sensitive diaphragm of high temperature pressure sensor. Sens. Actuators A Phys. 2020, 309. [Google Scholar] [CrossRef]
- Wang, L.; Zhao, Y.; Yang, Z.; Zhao, Y.; Yang, X.; Gong, T.; Li, C. Femtosecond laser micromachining in combination with ICP etching for 4H–SiC pressure sensor membranes. Ceram. Int. 2020. [Google Scholar] [CrossRef]
- Huang, Y.; Tang, F.; Guo, Z.; Wang, X. Accelerated ICP etching of 6H-SiC by femtosecond laser modification. Appl. Surf. Sci. 2019, 488, 853–864. [Google Scholar] [CrossRef]
- Ito, Y.; Shinomoto, R.; Nagato, K.; Otsu, A.; Tatsukoshi, K.; Fukasawa, Y.; Kizaki, T.; Sugita, N.; Mitsuishi, M. Mechanisms of damage formation in glass in the process of femtosecond laser drilling. Appl. Phys. A 2018, 124, 181. [Google Scholar] [CrossRef]
- Hattori, J.; Ito, Y.; Jo, H.; Nagato, K.; Sugita, N. High-speed observation of pulse energy and pulse width dependences of damage generation in SiC during ultrashort pulse laser drilling. Appl. Phys. A 2020, 126. [Google Scholar] [CrossRef]
- Giovanni, D. Flat and Corrugated Diaphragm Design Handbook; Mercel Dekker: New York, NY, USA, 1982; Volume 11. [Google Scholar]
- Ding, H.; Chen, W.; Zhang, L. Elasticity of Transversely Isotropic Materials; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2006; Volume 126. [Google Scholar]
- Smith, C.S. Macroscopic symmetry and properties of crystals. In Solid State Physics; Elsevier: Amsterdam, The Netherlands, 1958; Volume 6, pp. 175–249. [Google Scholar]
- Nguyen, T.-K.; Phan, H.-P.; Dinh, T.; Toriyama, T.; Nakamura, K.; Foisal, A.R.M.; Nguyen, N.-T.; Dao, D.V. Isotropic piezoresistance of p-type 4H-SiC in (0001) plane. Appl. Phys. Lett. 2018, 113. [Google Scholar] [CrossRef]
- Machac, P.; Barda, B.; Hubickova, M. Sputtering of Ni/Ti/SiC ohmic contacts. Microelectron. Eng. 2008, 85, 2016–2018. [Google Scholar] [CrossRef]
- Han, L.; Shen, H.; Liu, K.; Wang, Y.; Tang, Y.; Bai, Y.; Xu, H.; Wu, Y.; Liu, X. Improved adhesion and interface ohmic contact on n-type 4H-SiC substrate by using Ni/Ti/Ni. J. Semicond. 2014, 35. [Google Scholar] [CrossRef]
- Eaton, S.; Zhang, H.; Herman, P.; Yoshino, F.; Shah, L.; Bovatsek, J.; Arai, A. Heat accumulation effects in femtosecond laser-written waveguides with variable repetition rate. Opt Express 2005, 13, 4708–4716. [Google Scholar] [CrossRef] [PubMed]
- Wei, C.; Ito, Y.; Shinomoto, R.; Nagato, K.; Sugita, N. Simulation of ultrashort pulse laser drilling of glass considering heat accumulation. Opt Express 2020, 28, 15240–15249. [Google Scholar] [CrossRef]
- Reeves, G.K.; Harrison, H.B. Obtaining the specific contact resistance from transmission line model measurements. IEEE Electron Device Lett. 2005, 3, 111–113. [Google Scholar] [CrossRef]
- Vivona, M.; Greco, G.; Giannazzo, F.; Lo Nigro, R.; Rascunà, S.; Saggio, M.; Roccaforte, F. Thermal stability of the current transport mechanisms in Ni-based Ohmic contacts on n- and p-implanted 4H-SiC. Semicond. Sci. Technol. 2014, 29. [Google Scholar] [CrossRef]
- Konishi, R.; Yasukochi, R.; Nakatsuka, O.; Koide, Y.; Moriyama, M.; Murakami, M. Development of Ni/Al and Ni/Ti/Al ohmic contact materials for p-type 4H-SiC. Mater. Sci. Eng. B 2003, 98, 286–293. [Google Scholar] [CrossRef]
- Laariedh, F.; Lazar, M.; Cremillieu, P.; Penuelas, J.; Leclercq, J.L.; Planson, D. The role of nickel and titanium in the formation of ohmic contacts on p-type 4H–SiC. Semicond. Sci. Technol. 2013, 28. [Google Scholar] [CrossRef]
- Abi-Tannous, T.; Soueidan, M.; Ferro, G.; Lazar, M.; Raynaud, C.; Toury, B.; Beaufort, M.-F.; Barbot, J.-F.; Dezellus, O.; Planson, D. A Study on the Temperature of Ohmic Contact to p-Type SiC Based on Ti3SiC2Phase. IEEE Trans. Electron Devices 2016, 63, 2462–2468. [Google Scholar] [CrossRef]
- Zhang, Y.; Guo, T.; Tang, X.; Yang, J.; He, Y.; Zhang, Y. Thermal stability study of n-type and p-type ohmic contacts simultaneously formed on 4H-SiC. J. Alloy. Compd. 2018, 731, 1267–1274. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Parameters | Values |
|---|---|
| Center wavelength | 1030 nm |
| Pulse duration | 200 fs |
| Repetition rate | 100 kHz |
| Jumping speed of galvanometer | 8000 mm/s |
| Scanning line interval | 2 μm |
| Laser spot diameter | 30 μm |
| Beam quality | TEM00 (M2 < 1.2) |
| Beam pointing stability | <20 μrad/°C |
| Power stability | <0.5% rms over 100 h |
| Output pulse-to-pulse stability | <0.5% rms over 24 h |
| Process Parameters | Values |
|---|---|
| Gas conditions | O2:CF4 (10 sccm:35 sccm) |
| ICP power | 800 W |
| Radio frequency (RF) power | 100 W |
| Chamber pressure | 10 mTorr |
| Direct current (DC) bias | −120 V |
| Average etching rate | ~200 nm/min |
| Contact Metal | Doping Concentration (cm−3) | SCR (Ω cm2) | Reference |
|---|---|---|---|
| Ni | 1 × 1020 | 1 × 10−4 | [46] |
| Ni/Ti/Al | 3.0~9.0 × 1018 | 6.6 × 10−5 | [47] |
| Ni/Al/Ti/Ni | 3.0~4.0 × 1019 | 1.5 × 10−5 | [48] |
| Al/Ti | 1.0~4.0 × 1019 | 2.7 × 10−4 | [49] |
| Ni/Ti/Ni/TaSi2/Pt | 1.3 × 1019 | 3.7 × 10−4 | [50] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, L.; Zhao, Y.; Zhao, Y.; Yang, Y.; Gong, T.; Hao, L.; Ren, W. Design and Fabrication of Bulk Micromachined 4H-SiC Piezoresistive Pressure Chips Based on Femtosecond Laser Technology. Micromachines 2021, 12, 56. https://doi.org/10.3390/mi12010056
Wang L, Zhao Y, Zhao Y, Yang Y, Gong T, Hao L, Ren W. Design and Fabrication of Bulk Micromachined 4H-SiC Piezoresistive Pressure Chips Based on Femtosecond Laser Technology. Micromachines. 2021; 12(1):56. https://doi.org/10.3390/mi12010056
Chicago/Turabian StyleWang, Lukang, You Zhao, Yulong Zhao, Yu Yang, Taobo Gong, Le Hao, and Wei Ren. 2021. "Design and Fabrication of Bulk Micromachined 4H-SiC Piezoresistive Pressure Chips Based on Femtosecond Laser Technology" Micromachines 12, no. 1: 56. https://doi.org/10.3390/mi12010056
APA StyleWang, L., Zhao, Y., Zhao, Y., Yang, Y., Gong, T., Hao, L., & Ren, W. (2021). Design and Fabrication of Bulk Micromachined 4H-SiC Piezoresistive Pressure Chips Based on Femtosecond Laser Technology. Micromachines, 12(1), 56. https://doi.org/10.3390/mi12010056