Improving Machining Localization and Surface Roughness in Wire Electrochemical Micromachining Using a Rotating Ultrasonic Helix Electrode


Abstract
:1. Introduction
2. Machining Mechanism of UA-WECMM
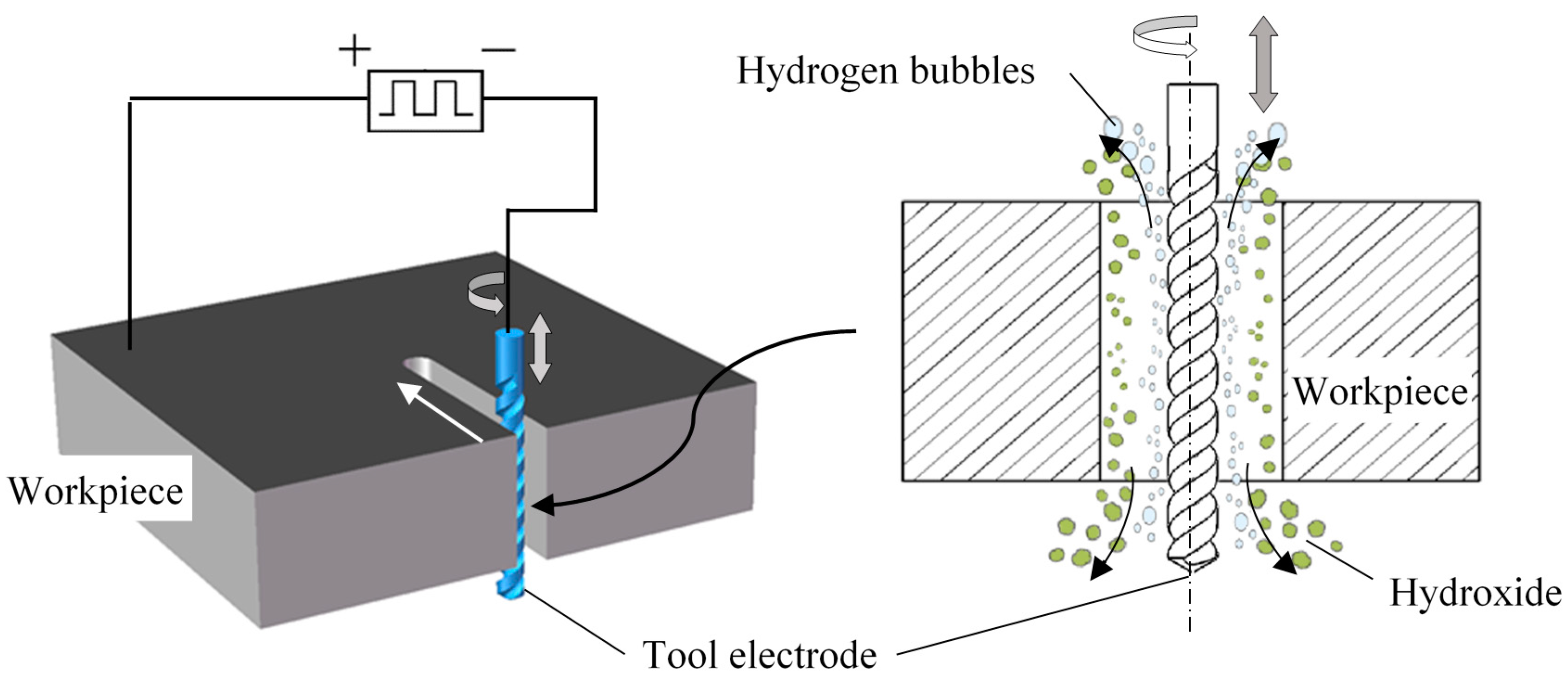
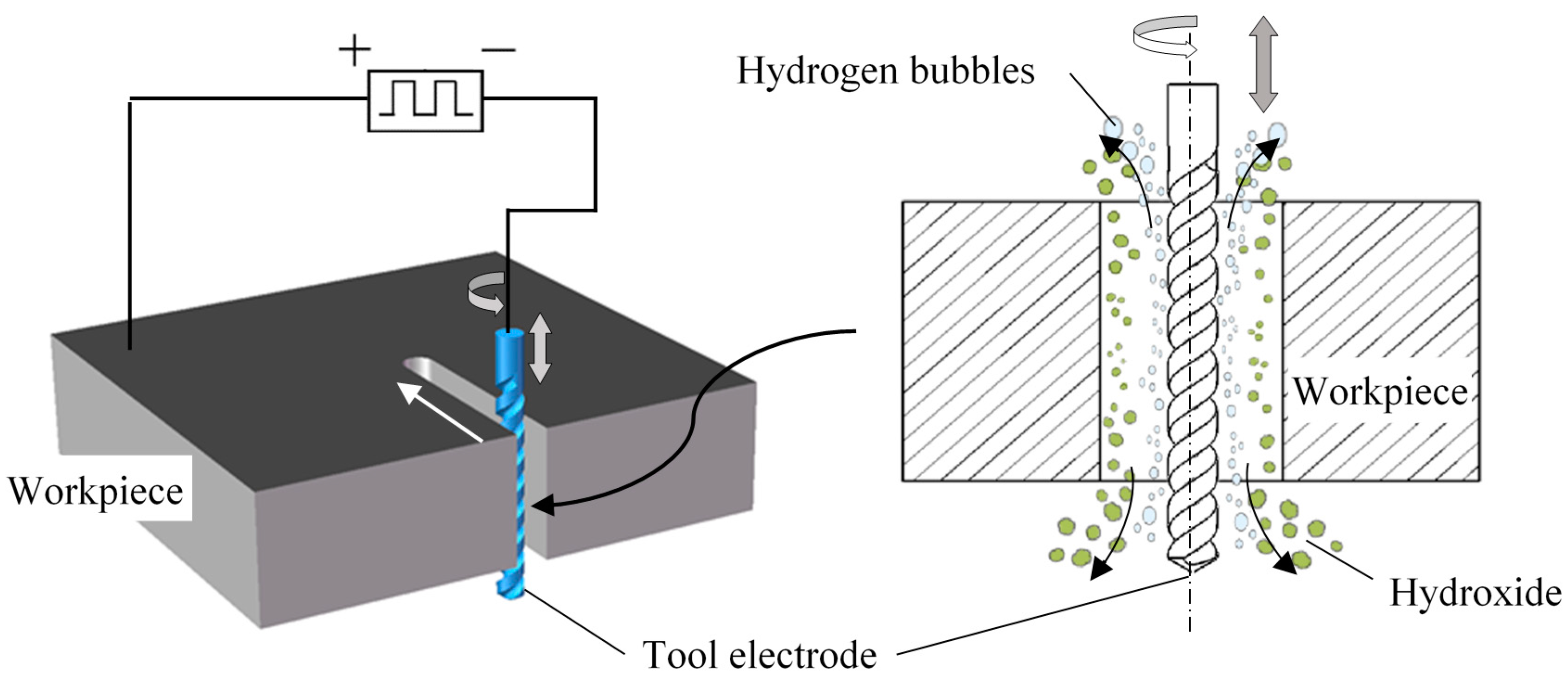
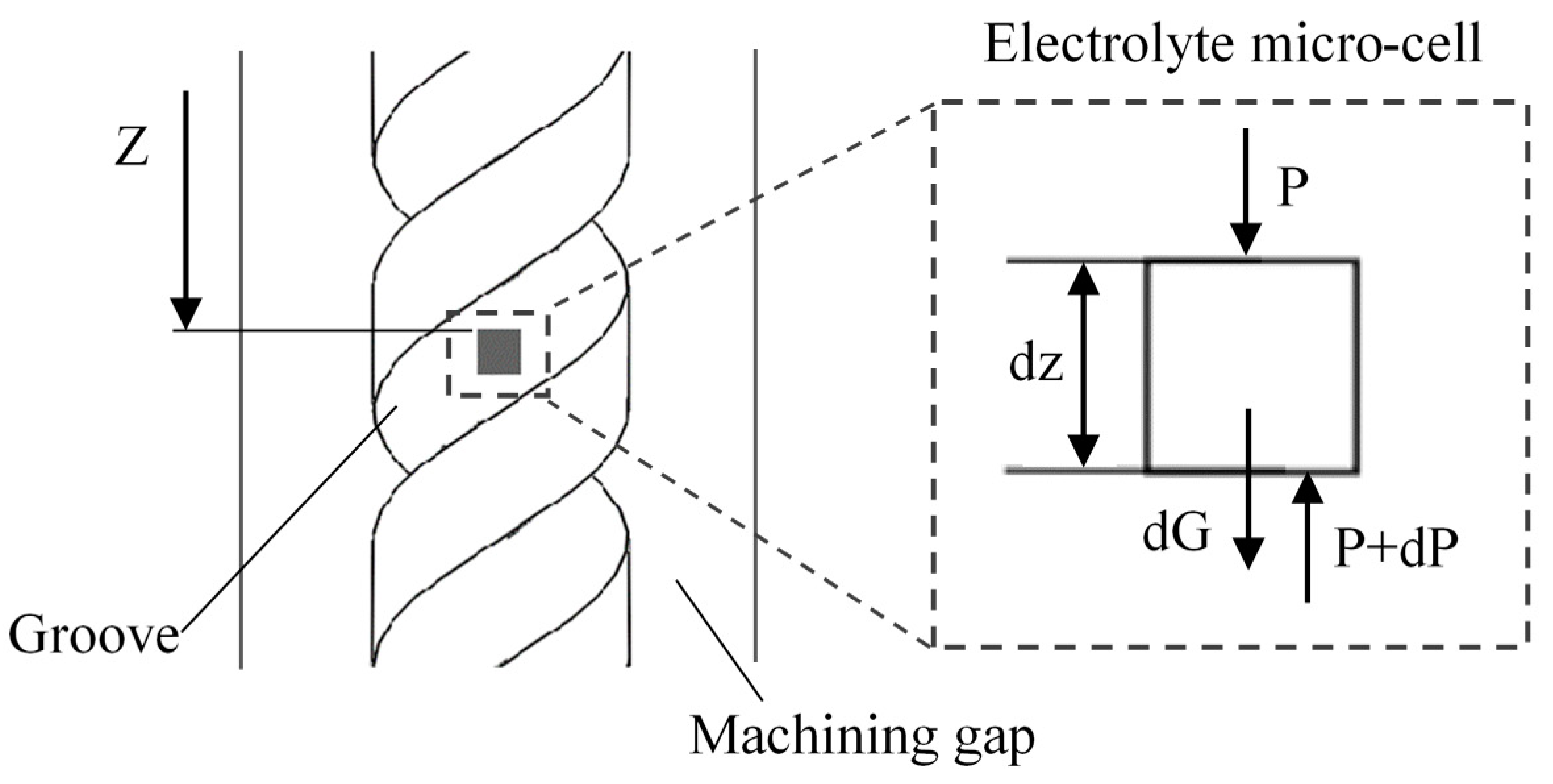
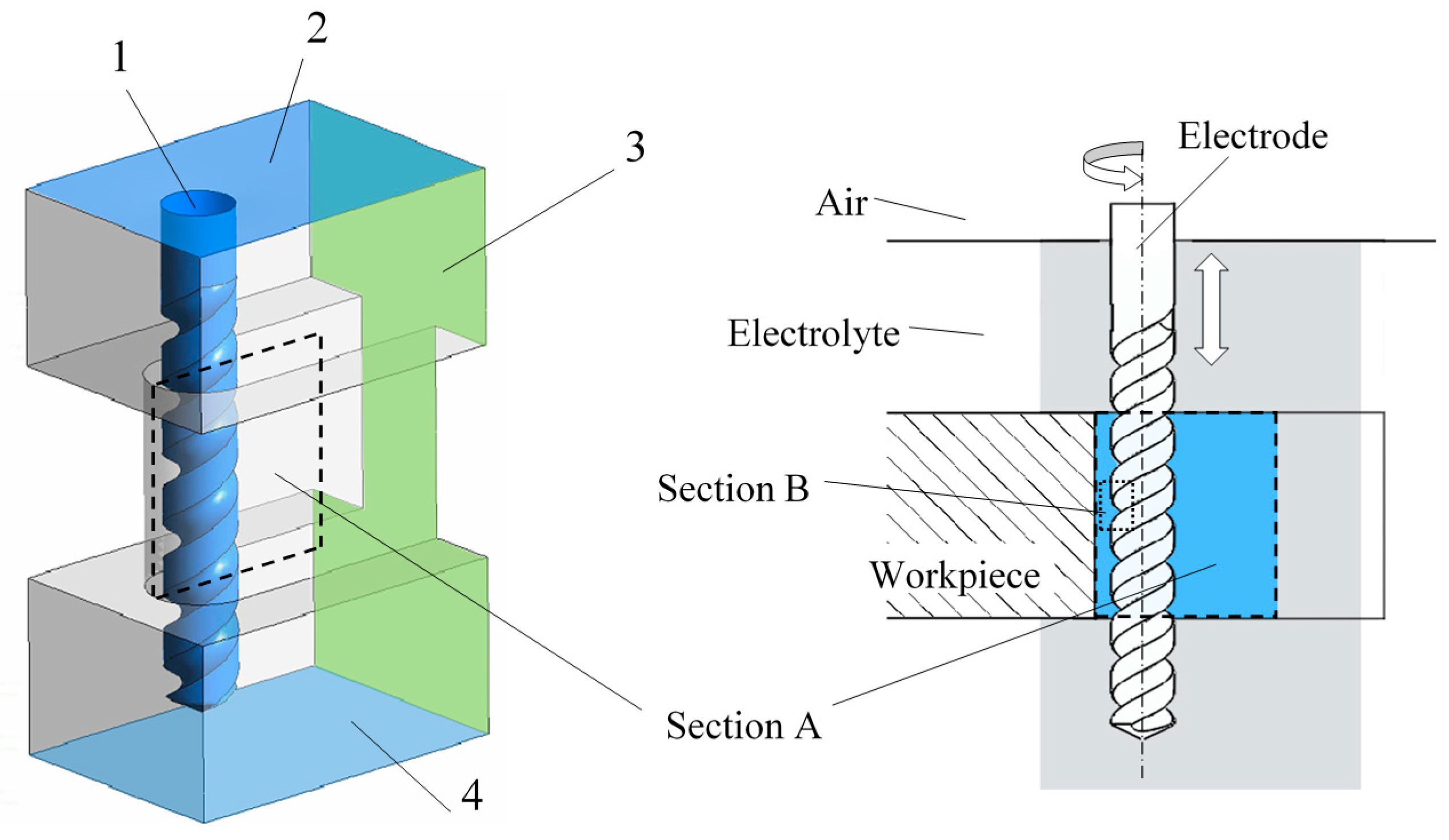
2.1. Machining Principle
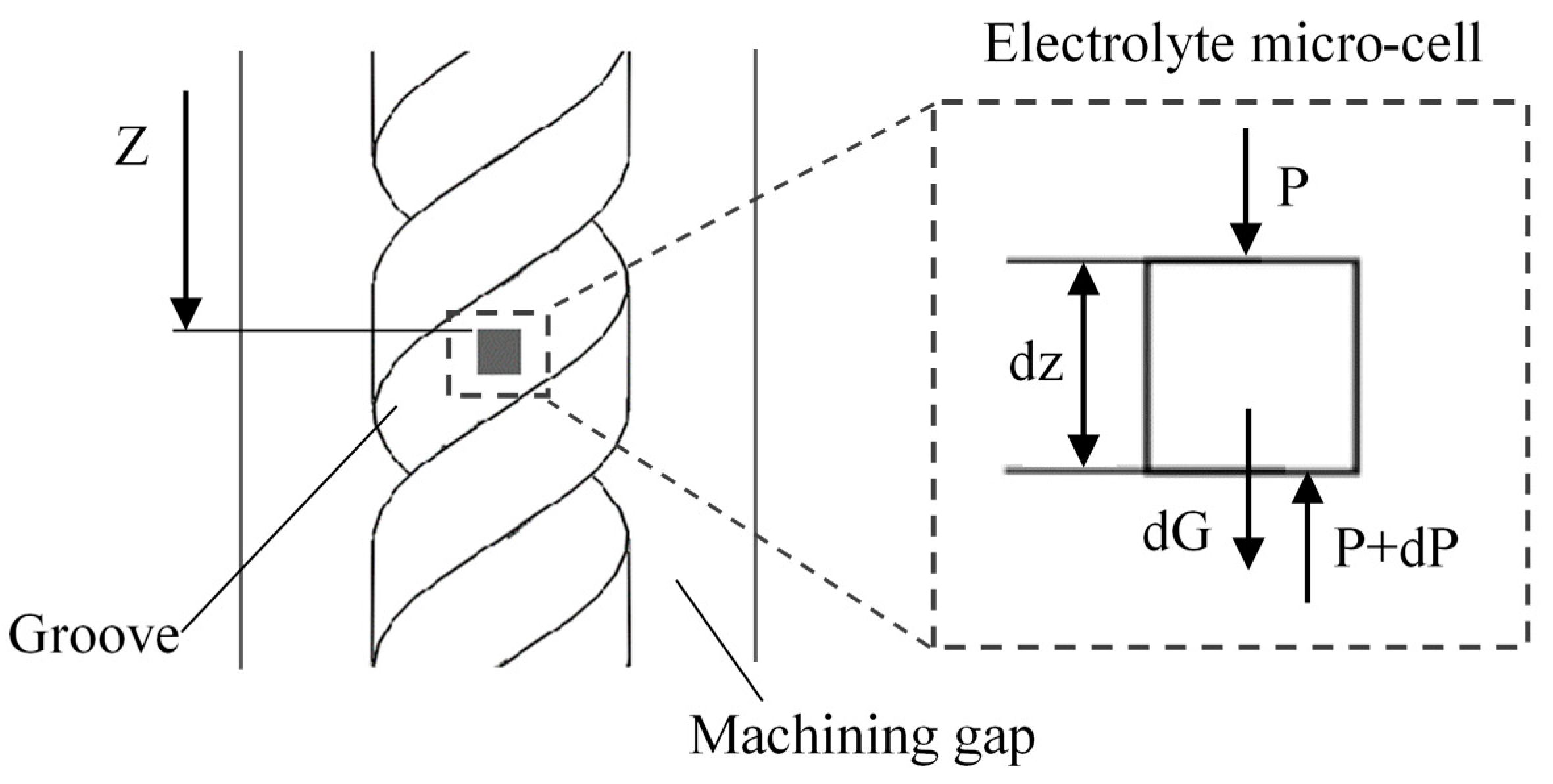
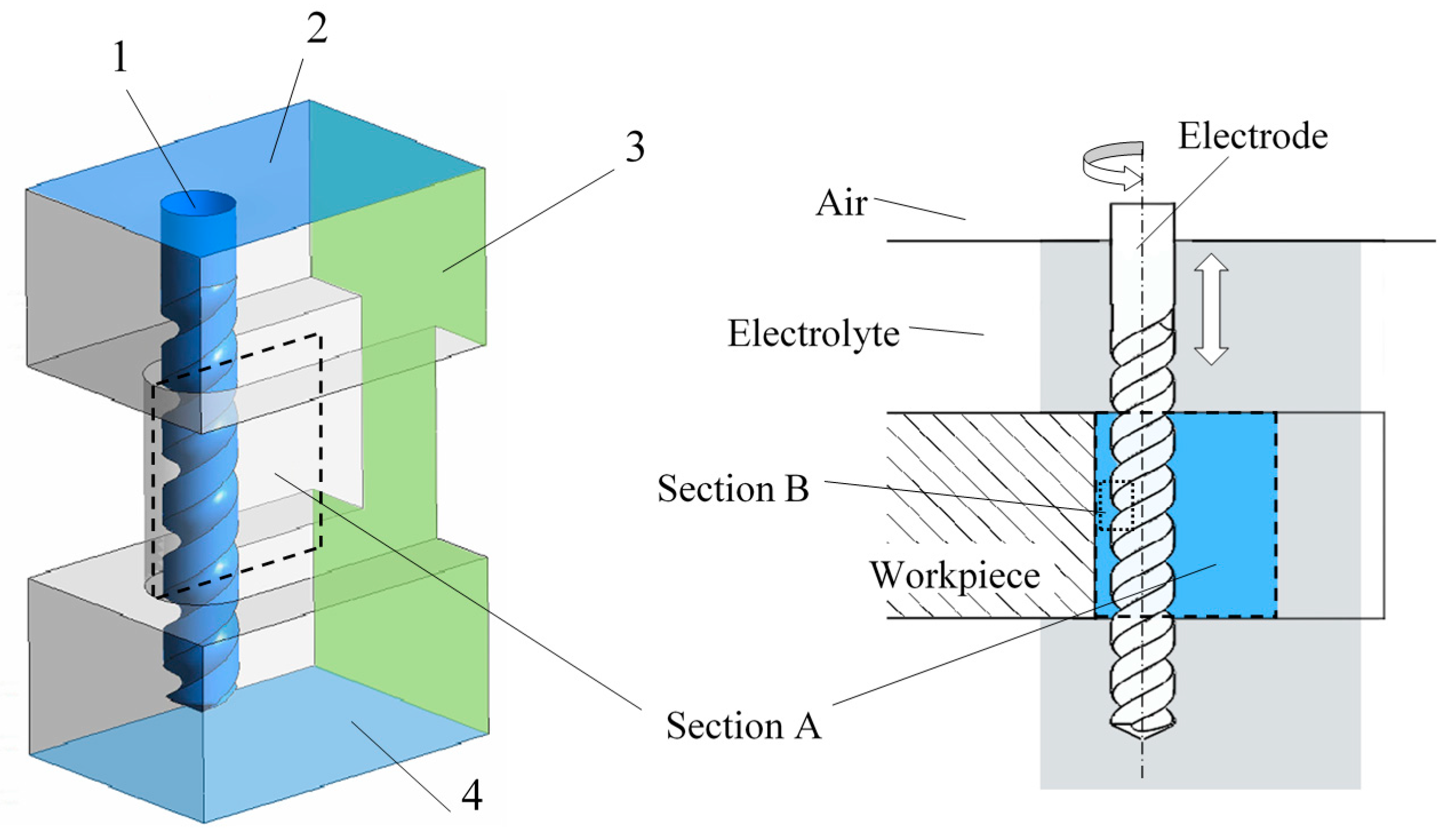
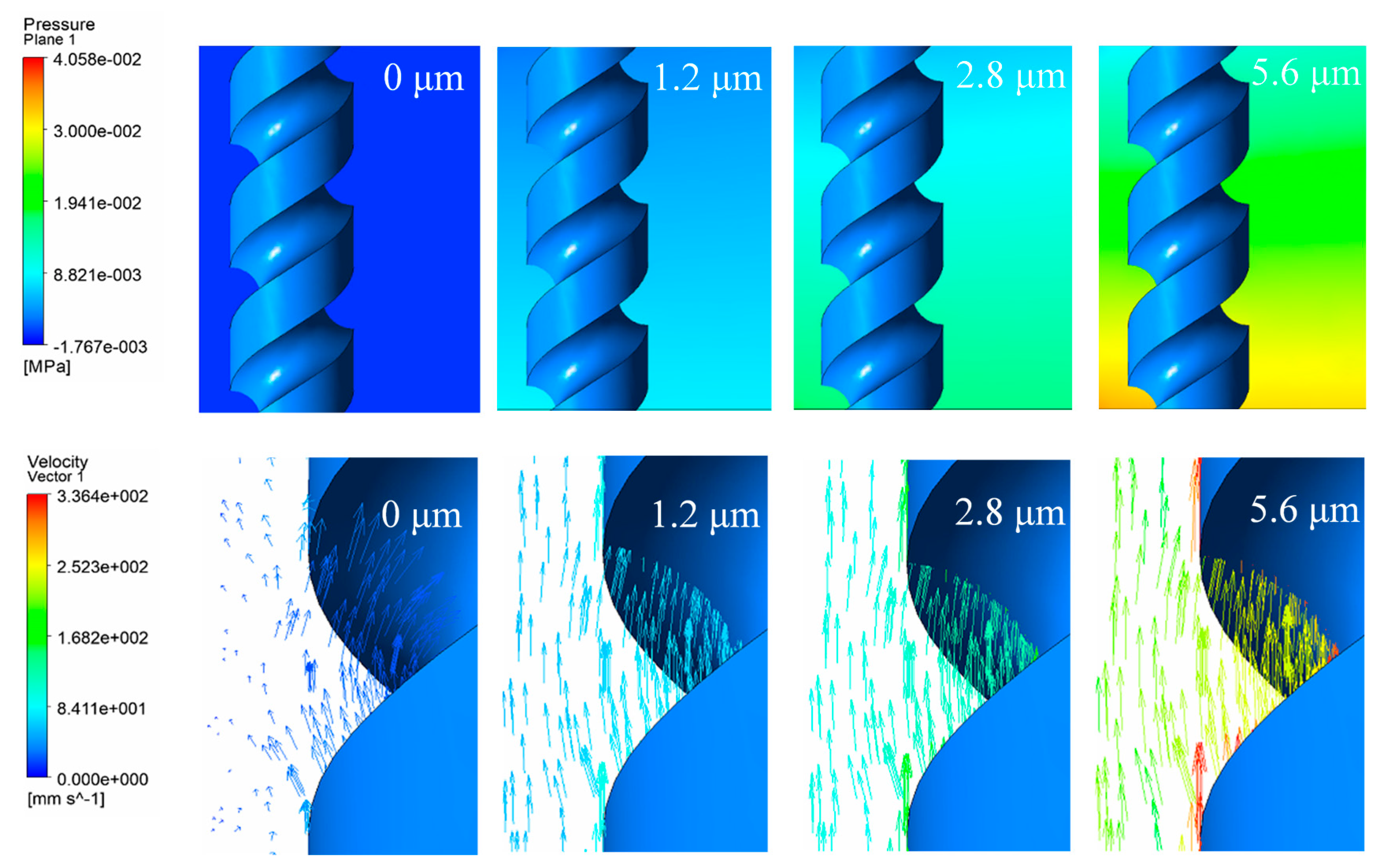
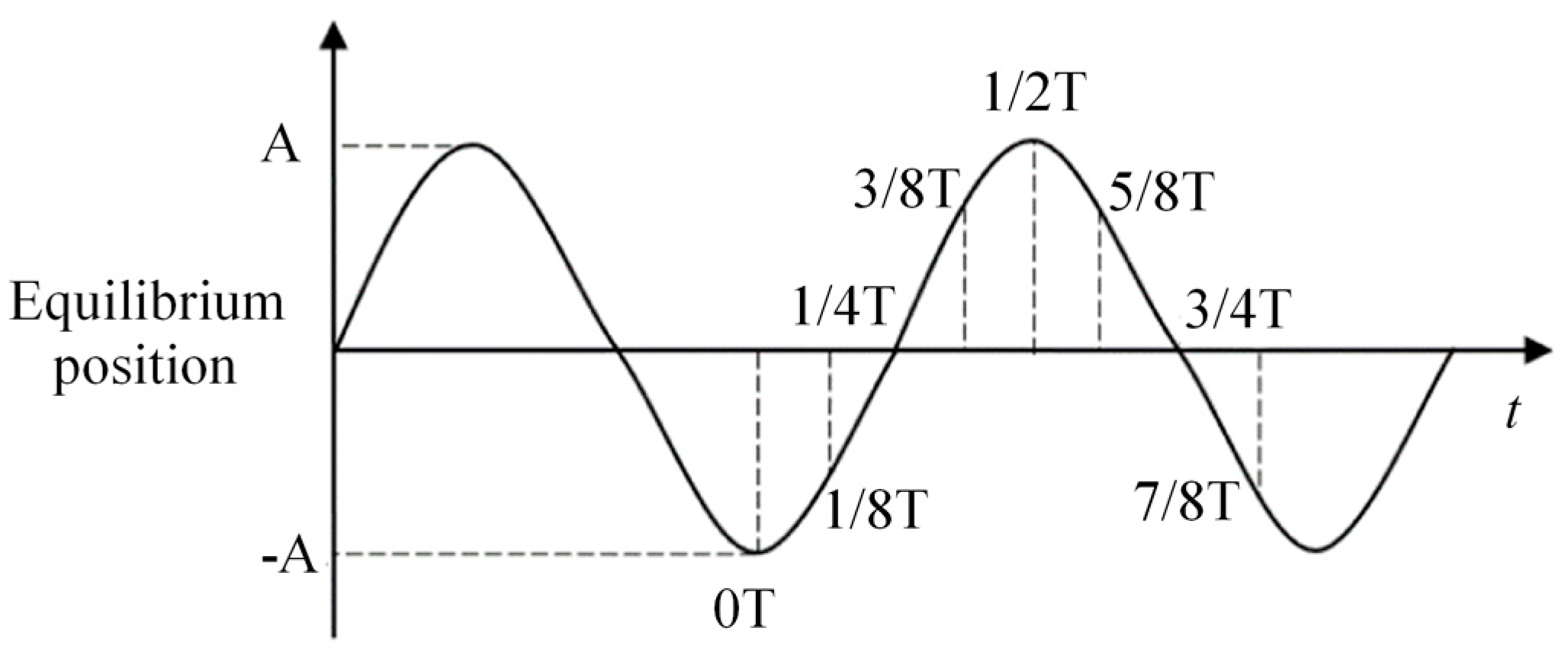
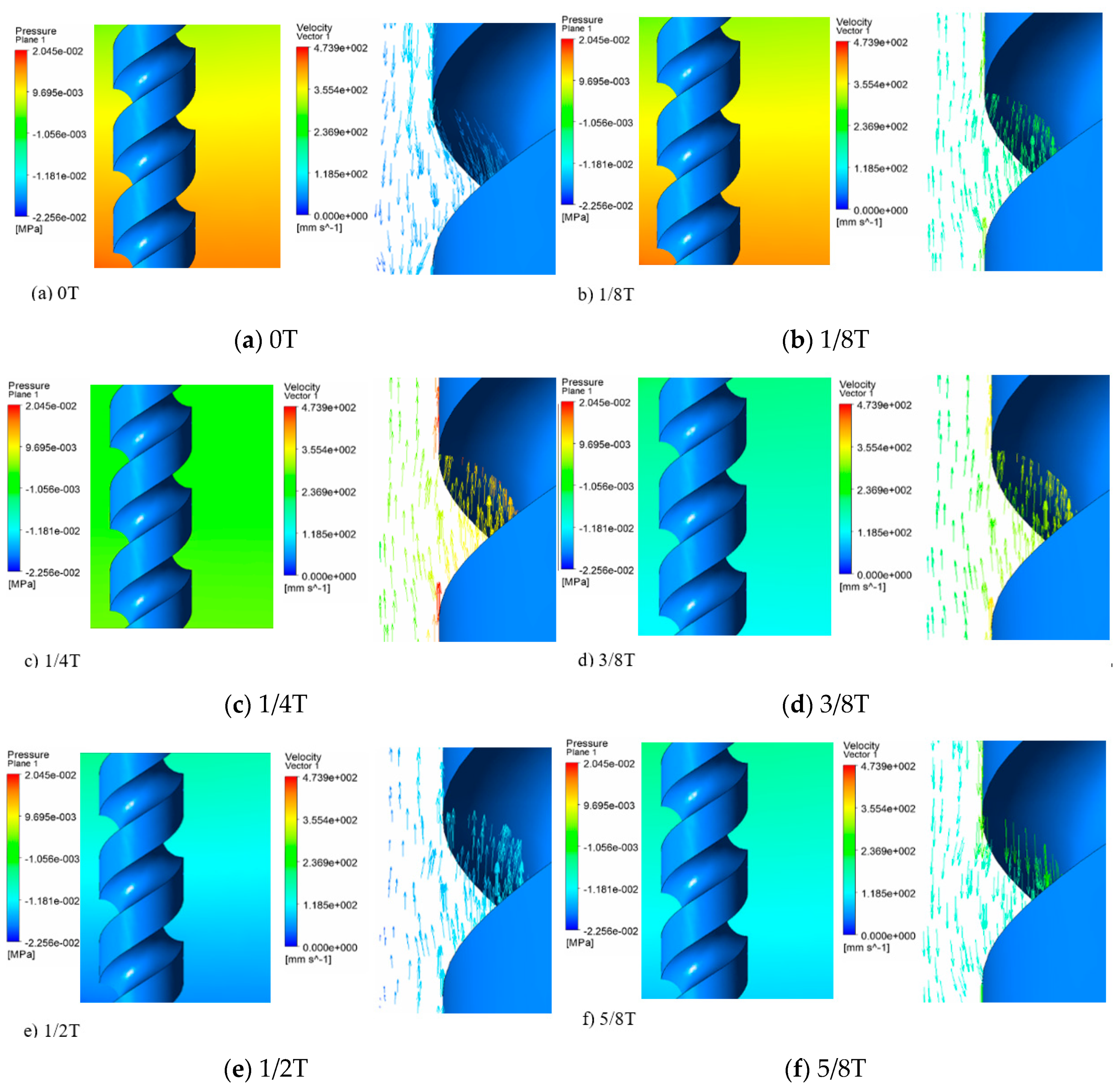
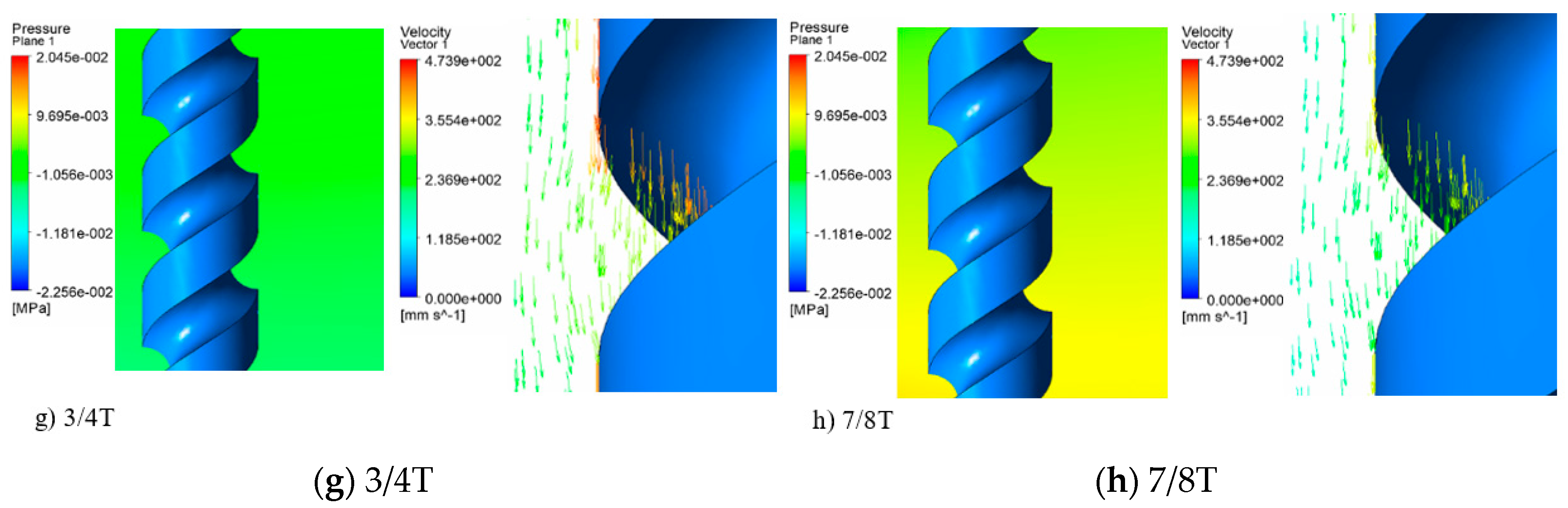
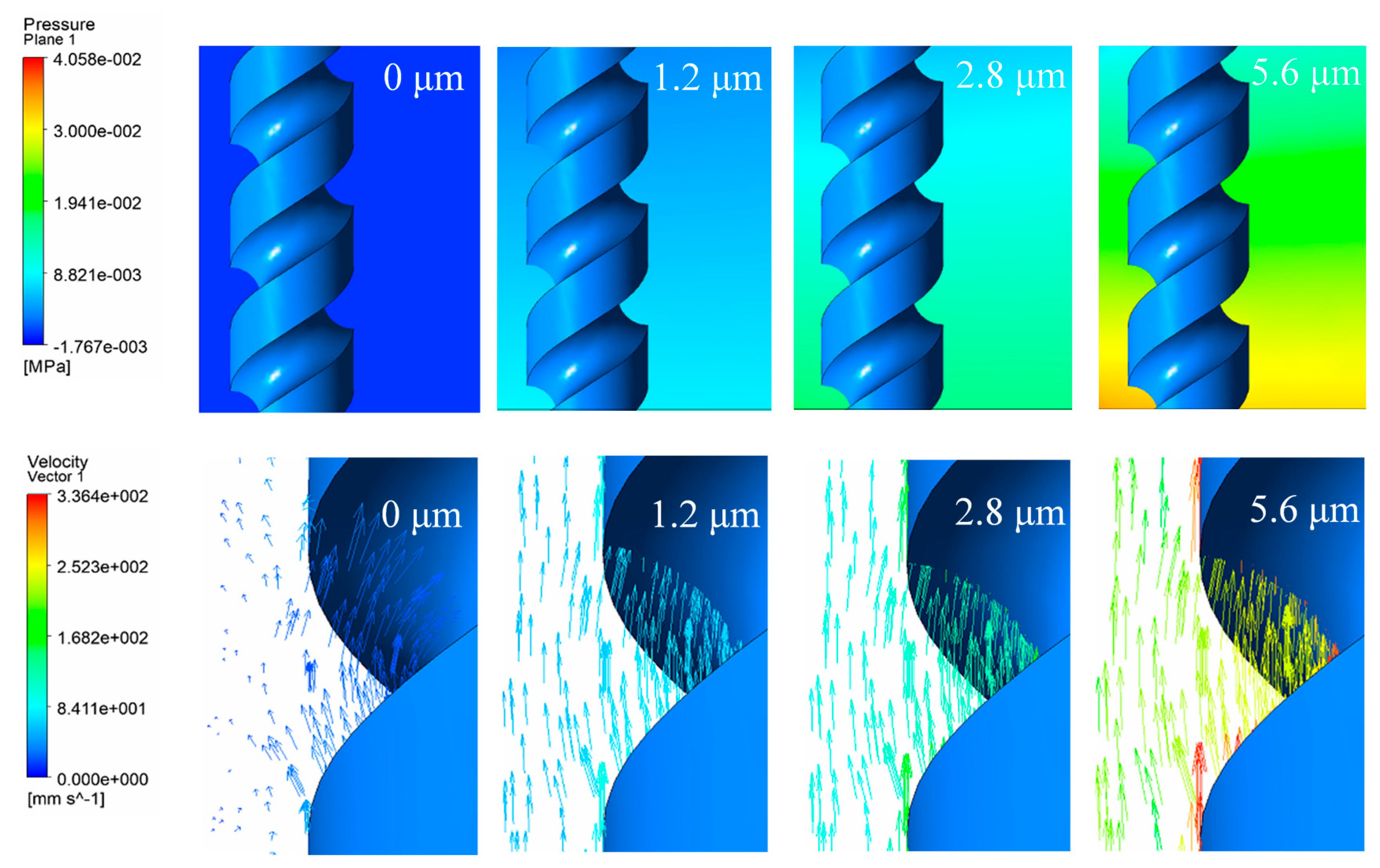
2.2. Simulation of the Flow Field in the Machining Gap
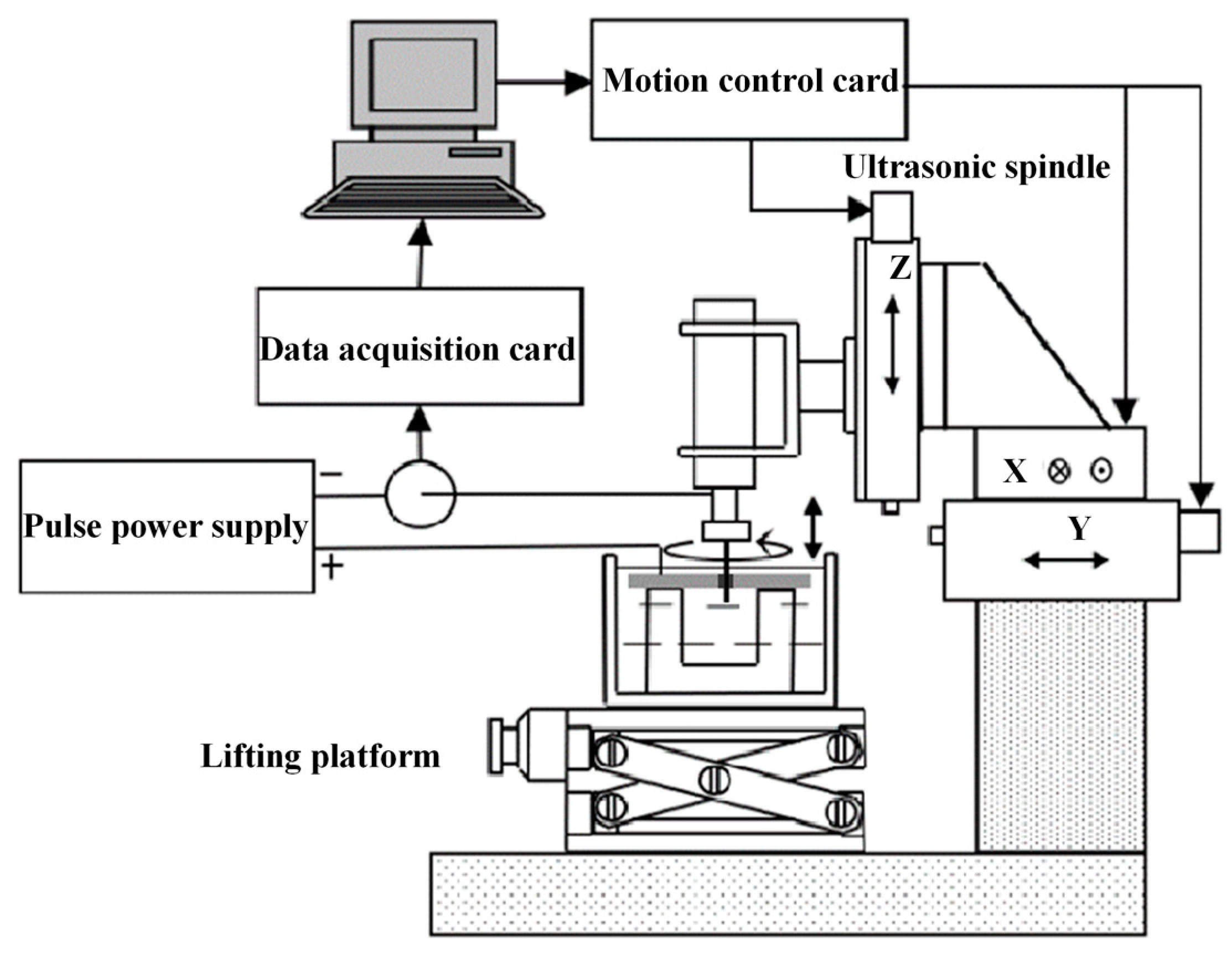
3. Experimental Setup and Arrangements
4. Results and Discussion
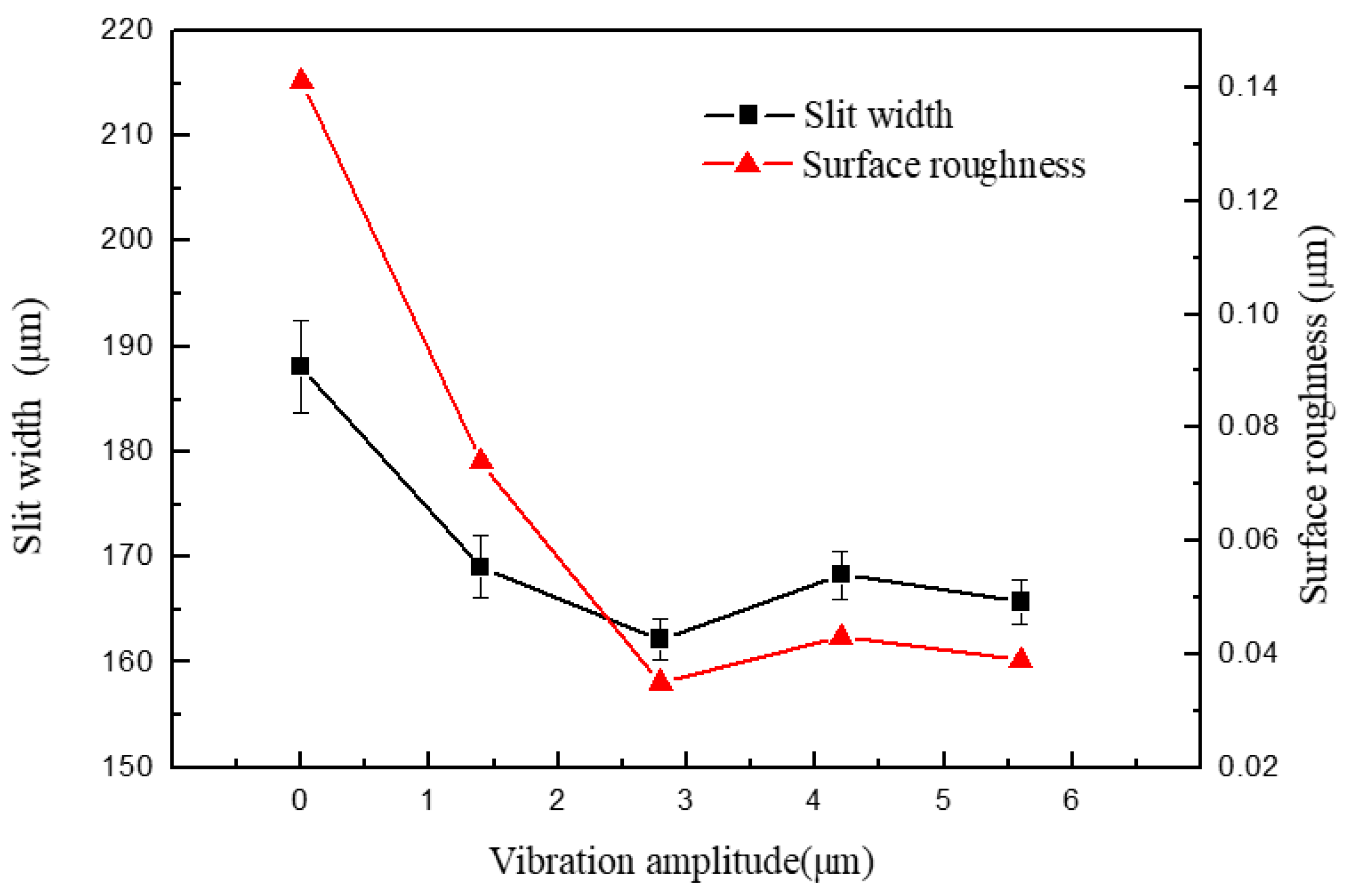
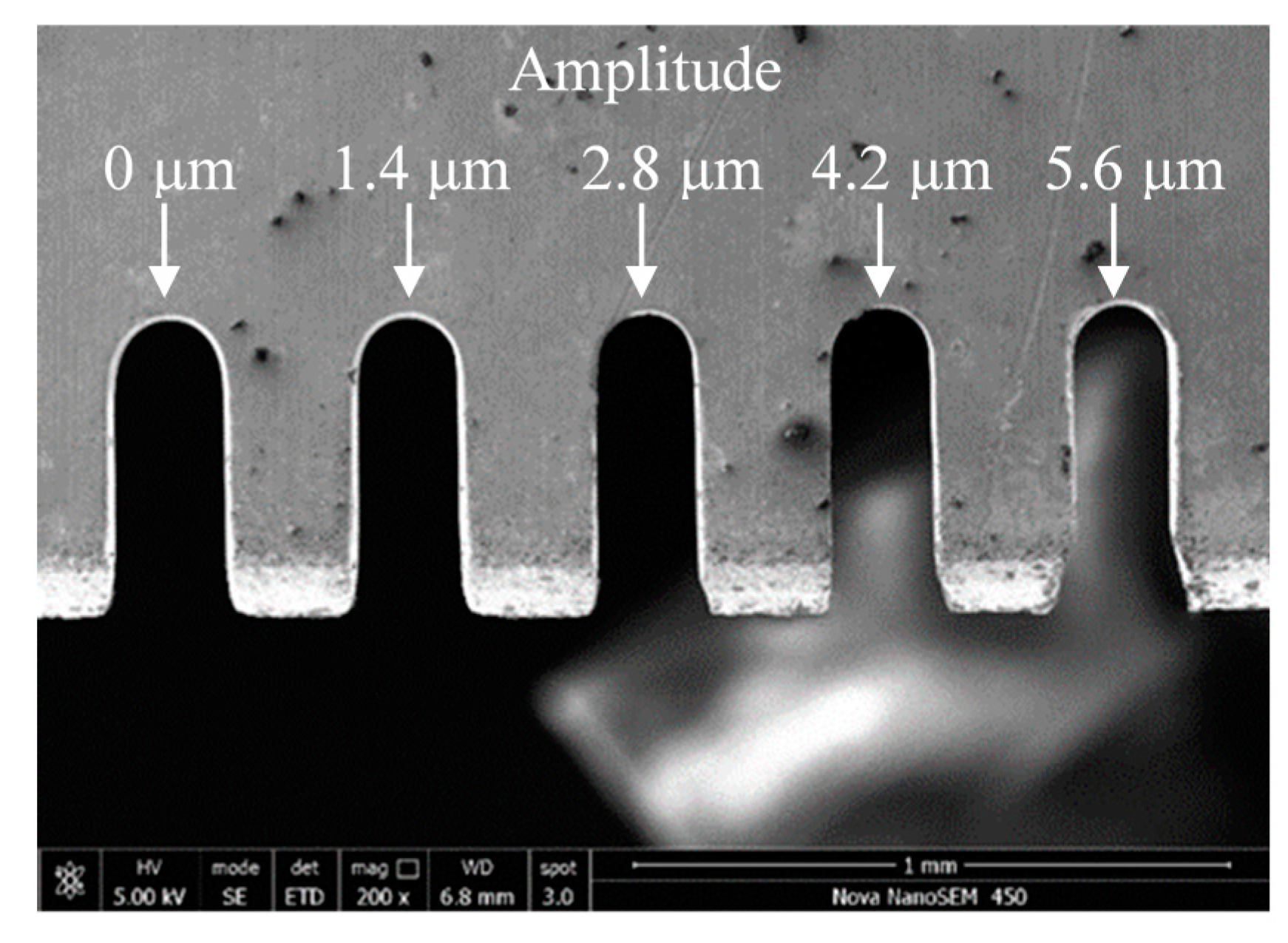
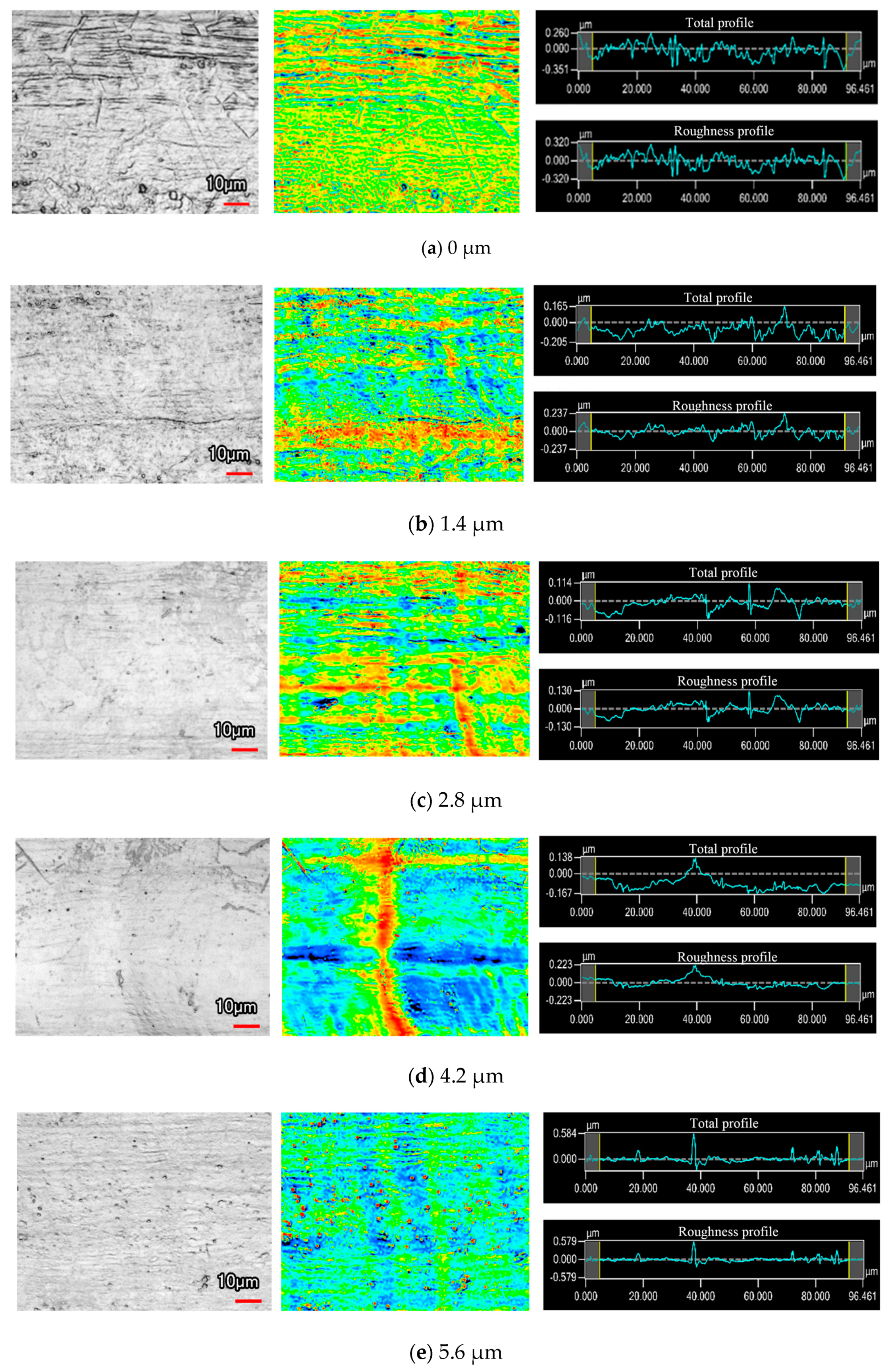
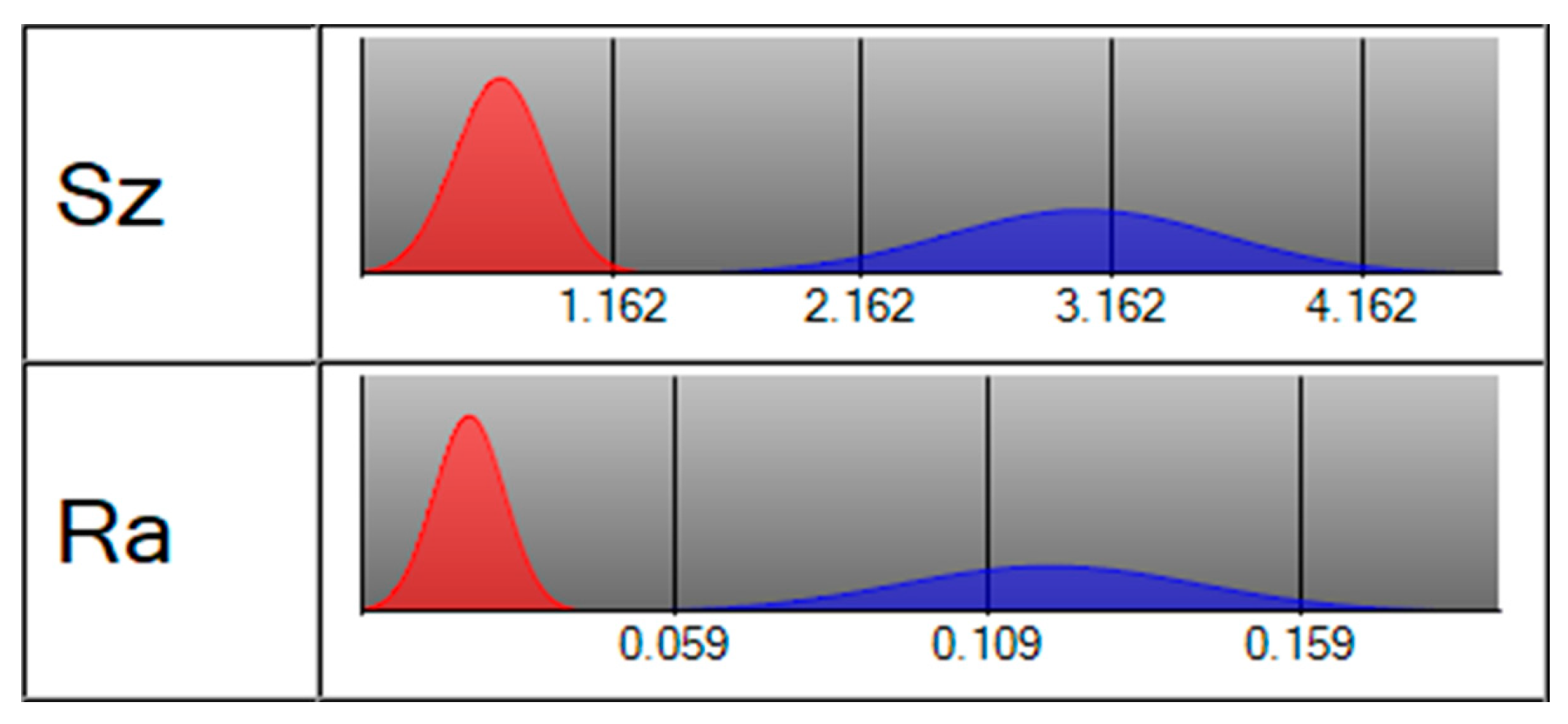
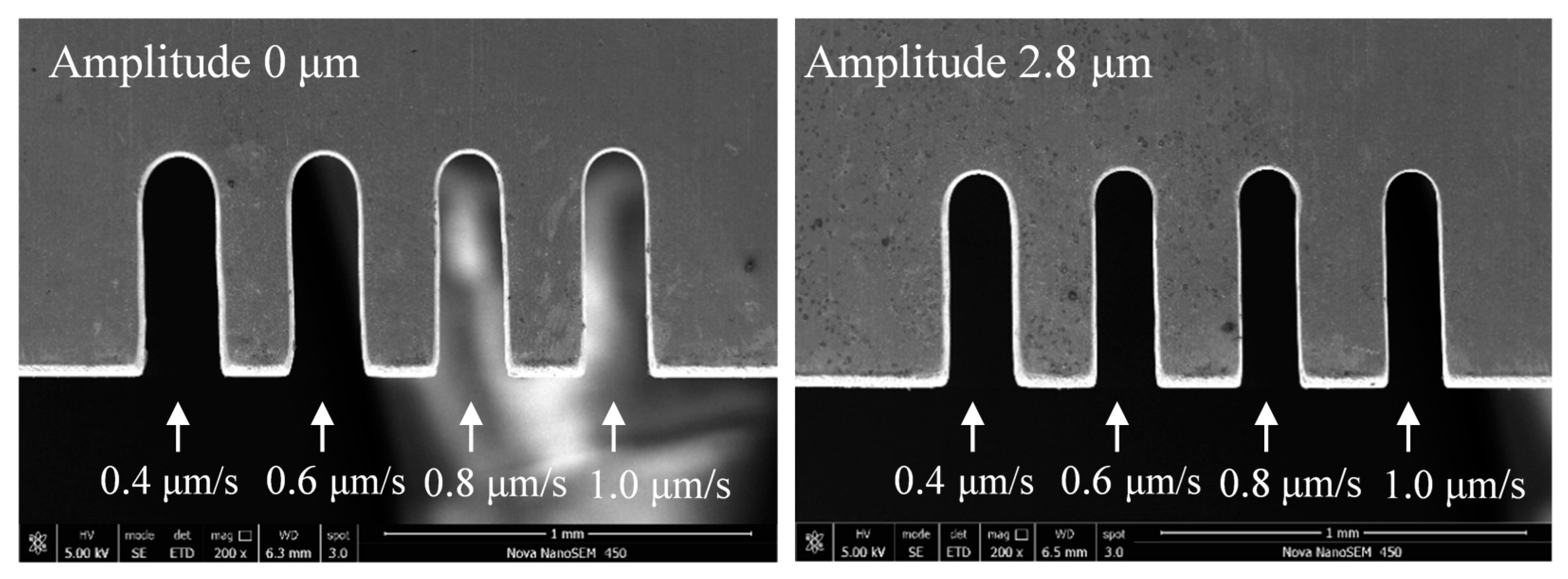
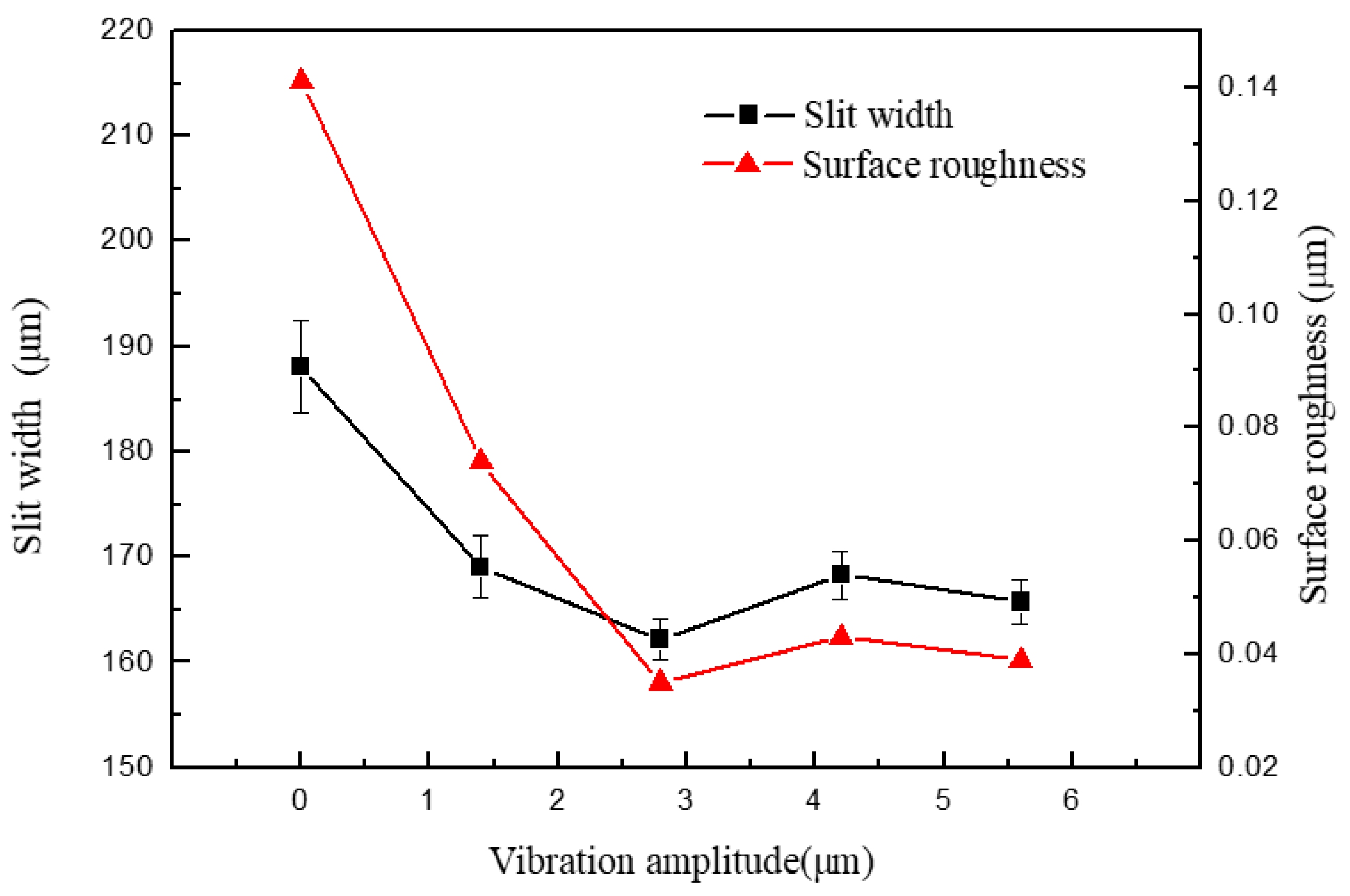
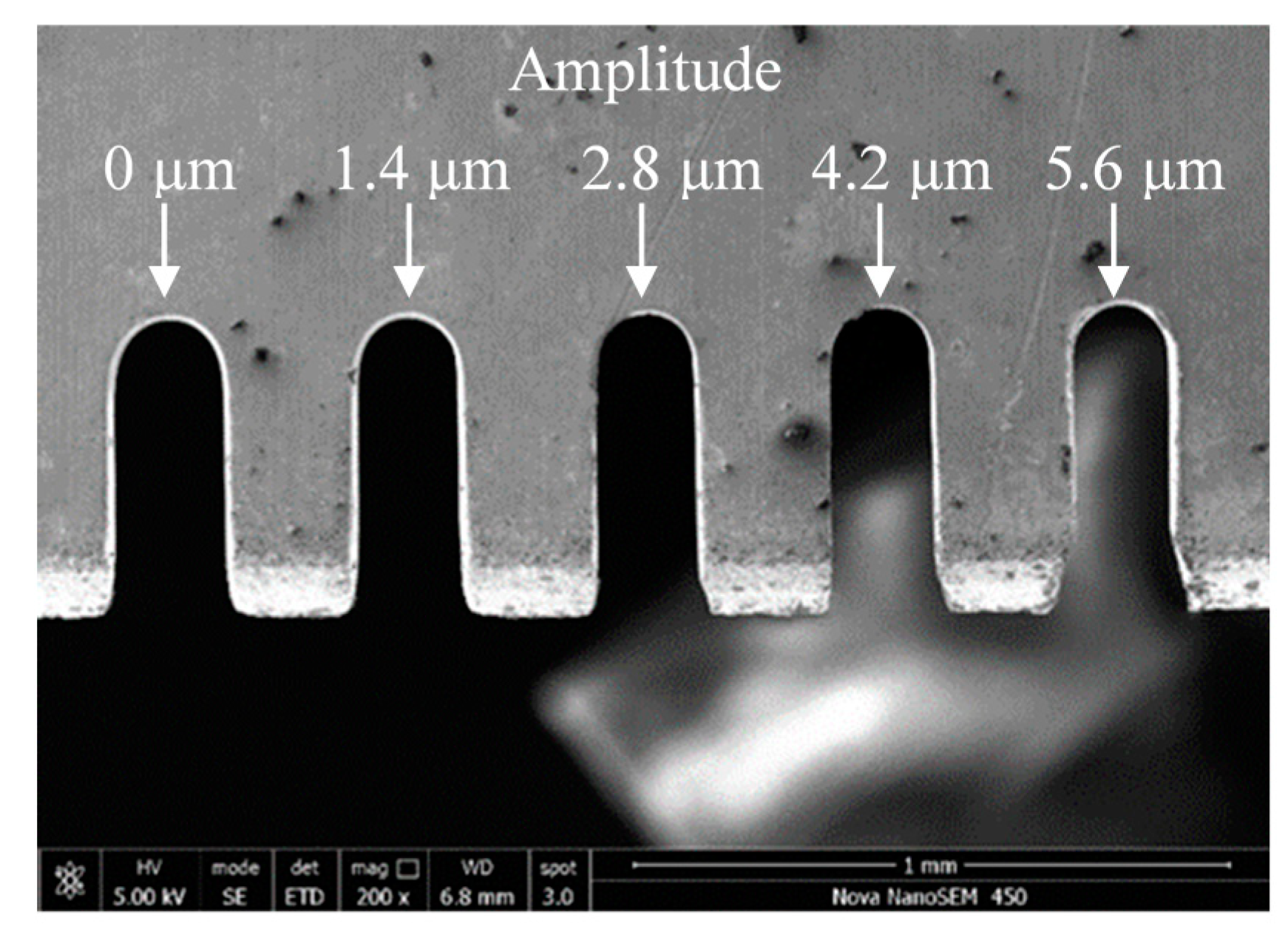
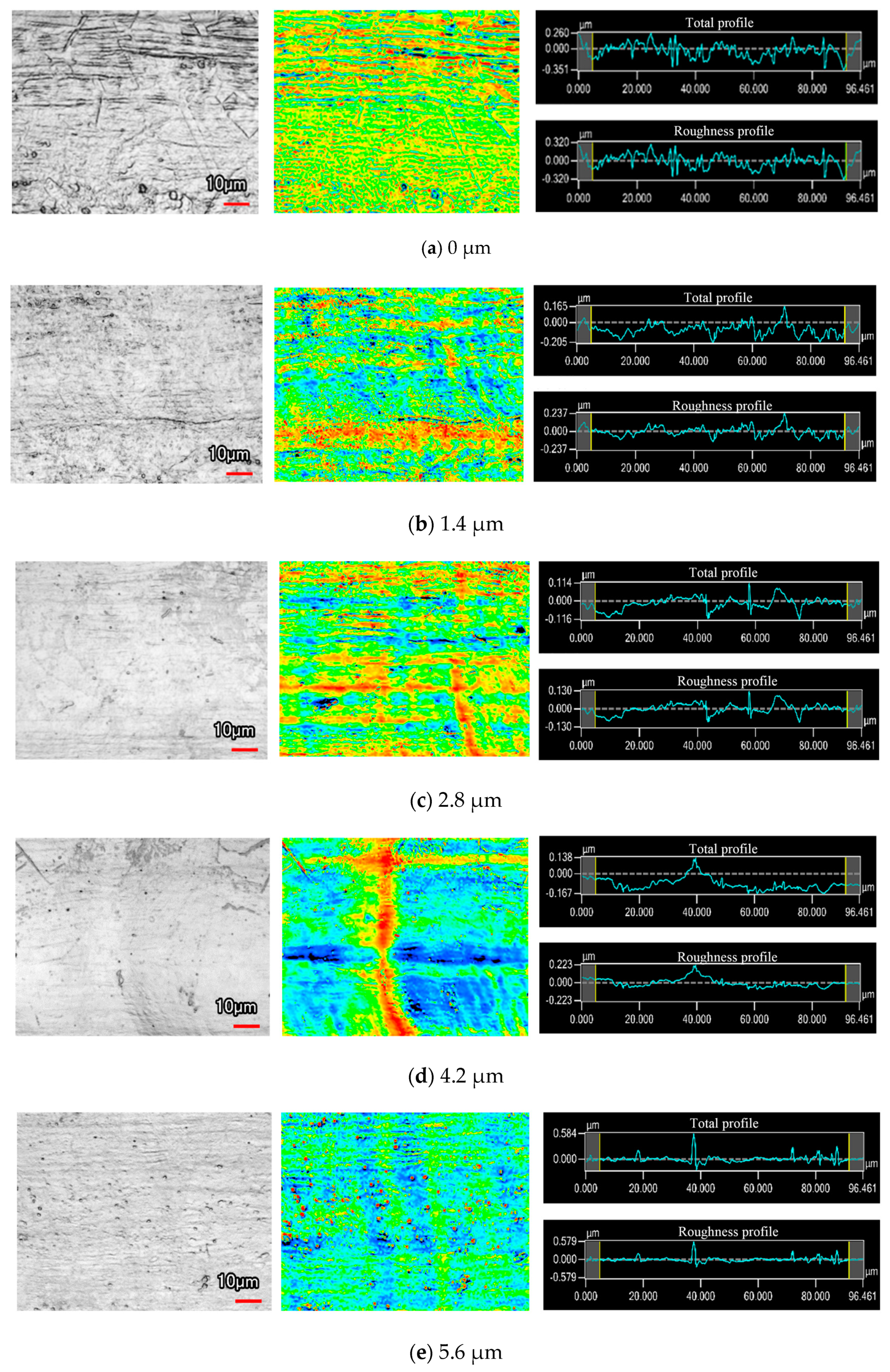
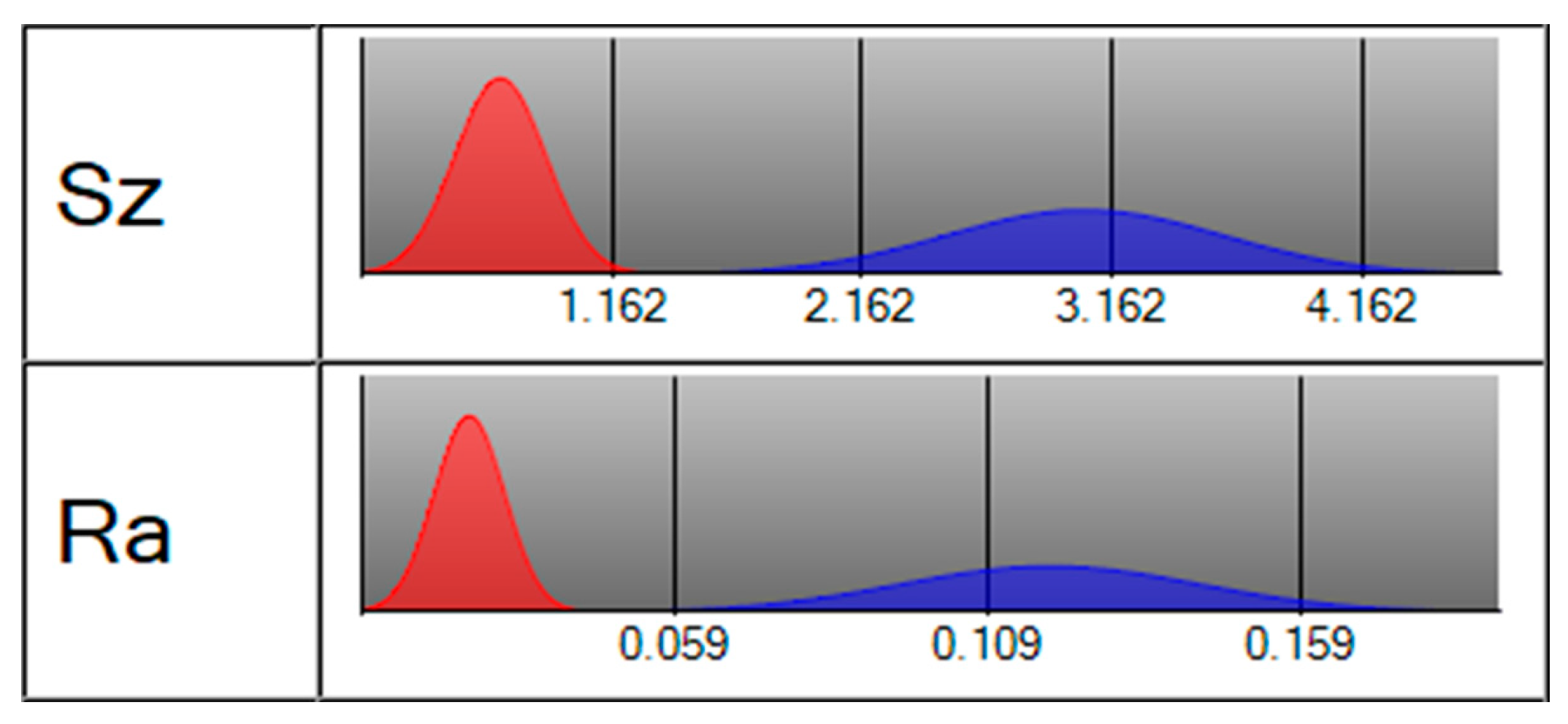
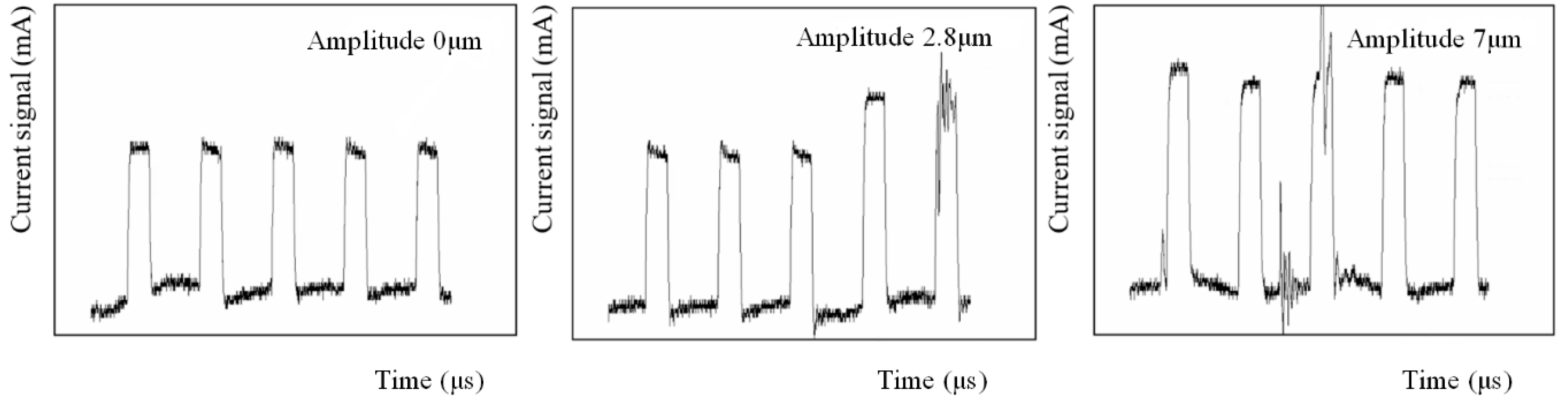
4.1. Influence of Ultrasonic Amplitude on Slit Width and Surface Roughness
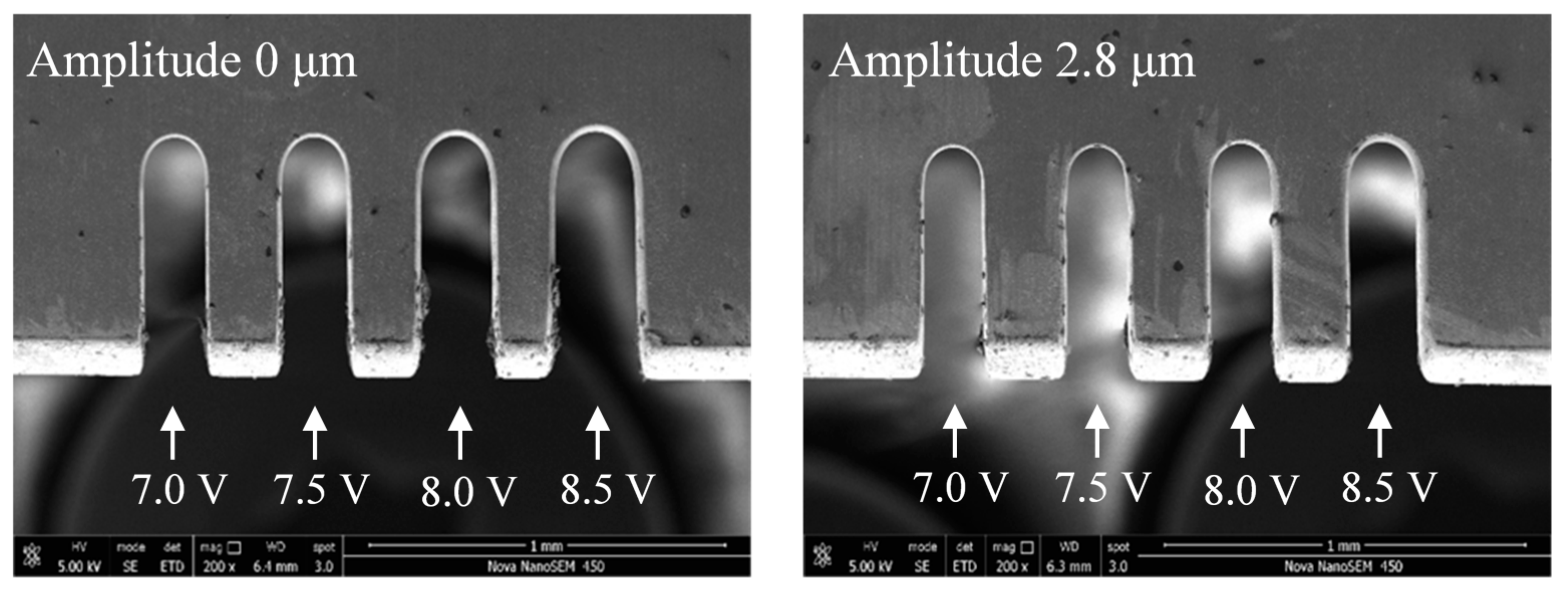
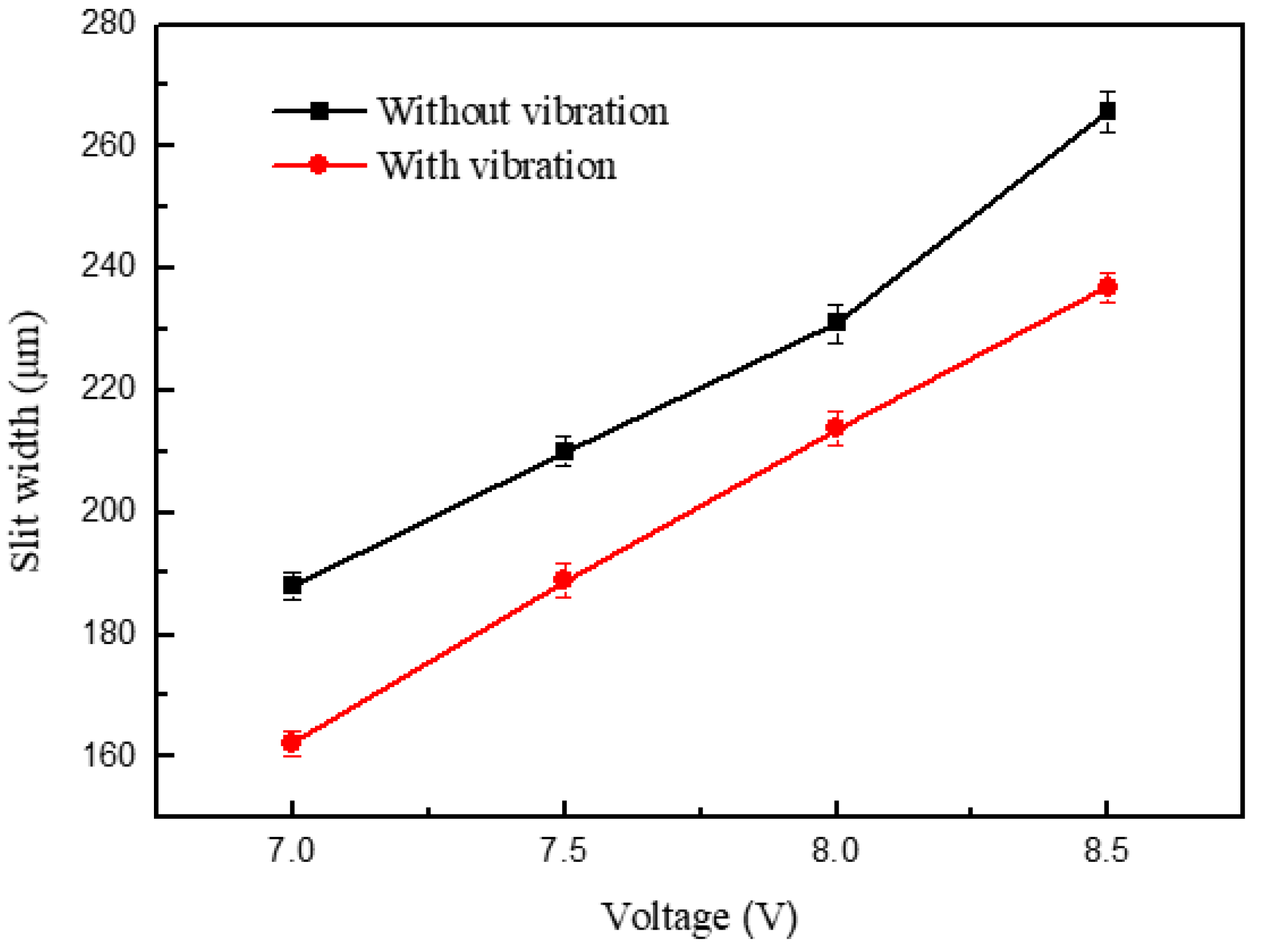
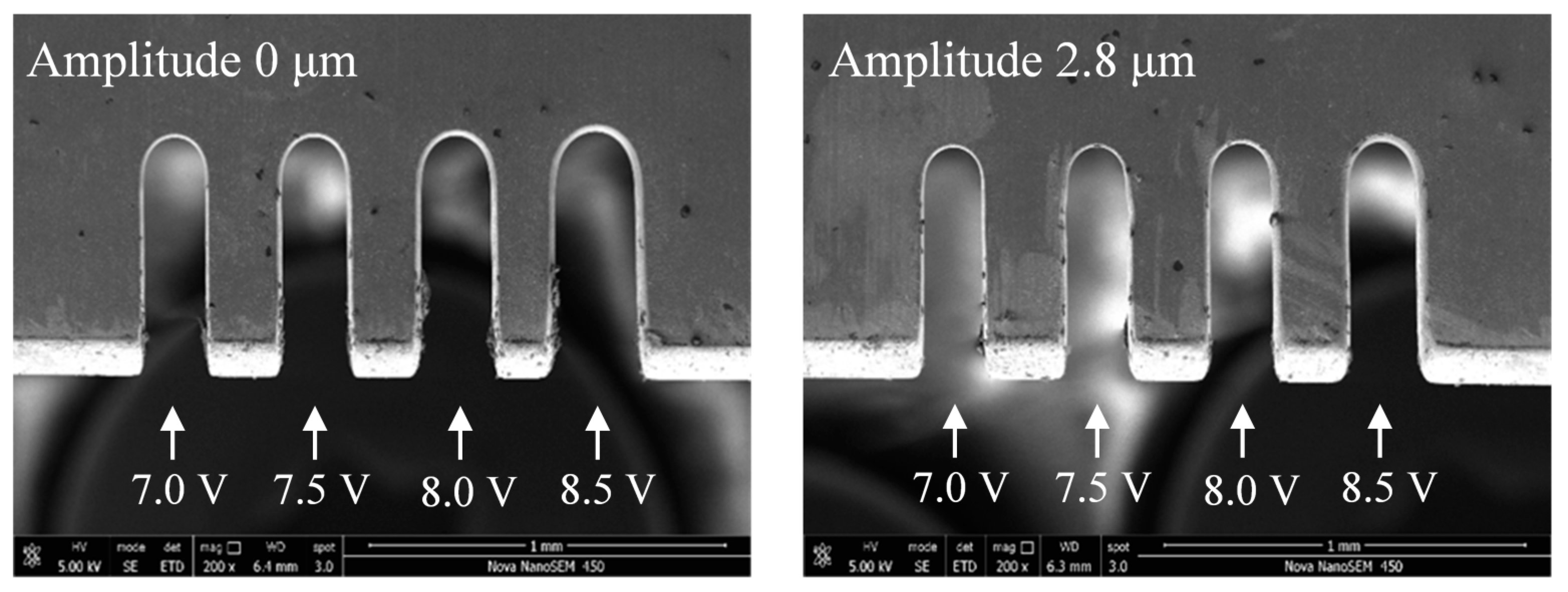
4.2. Influence of Voltage on Slit Width
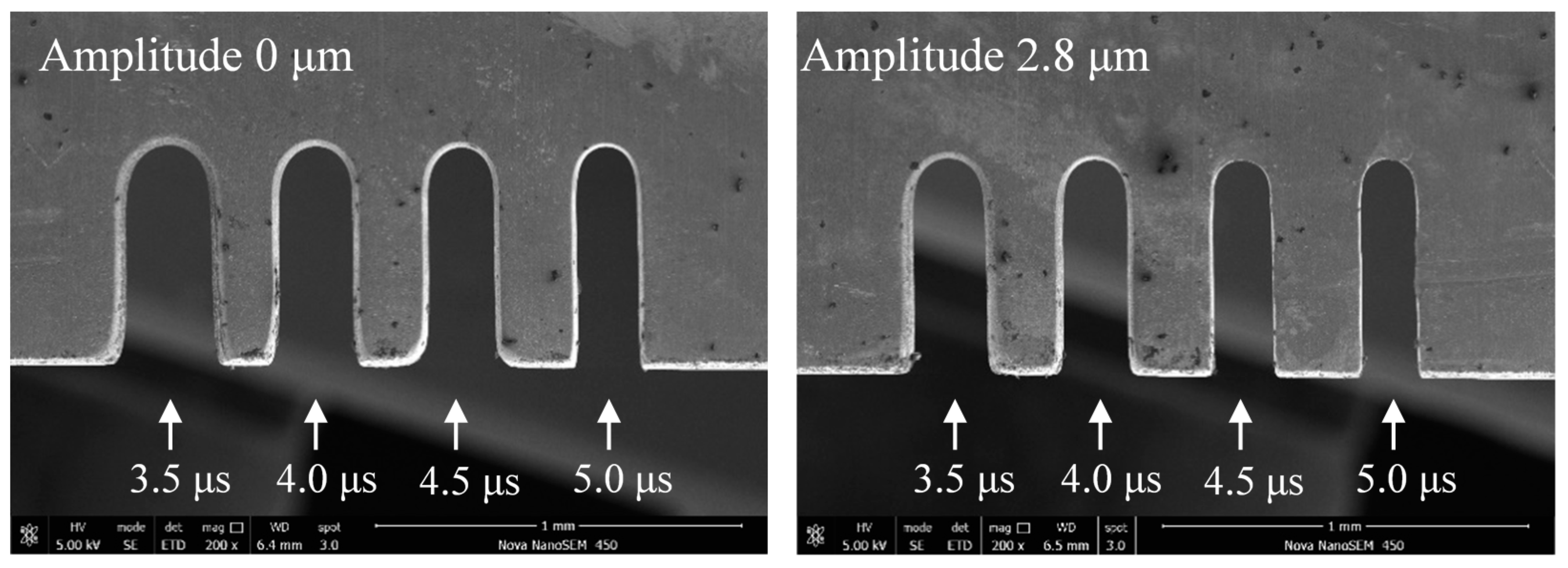
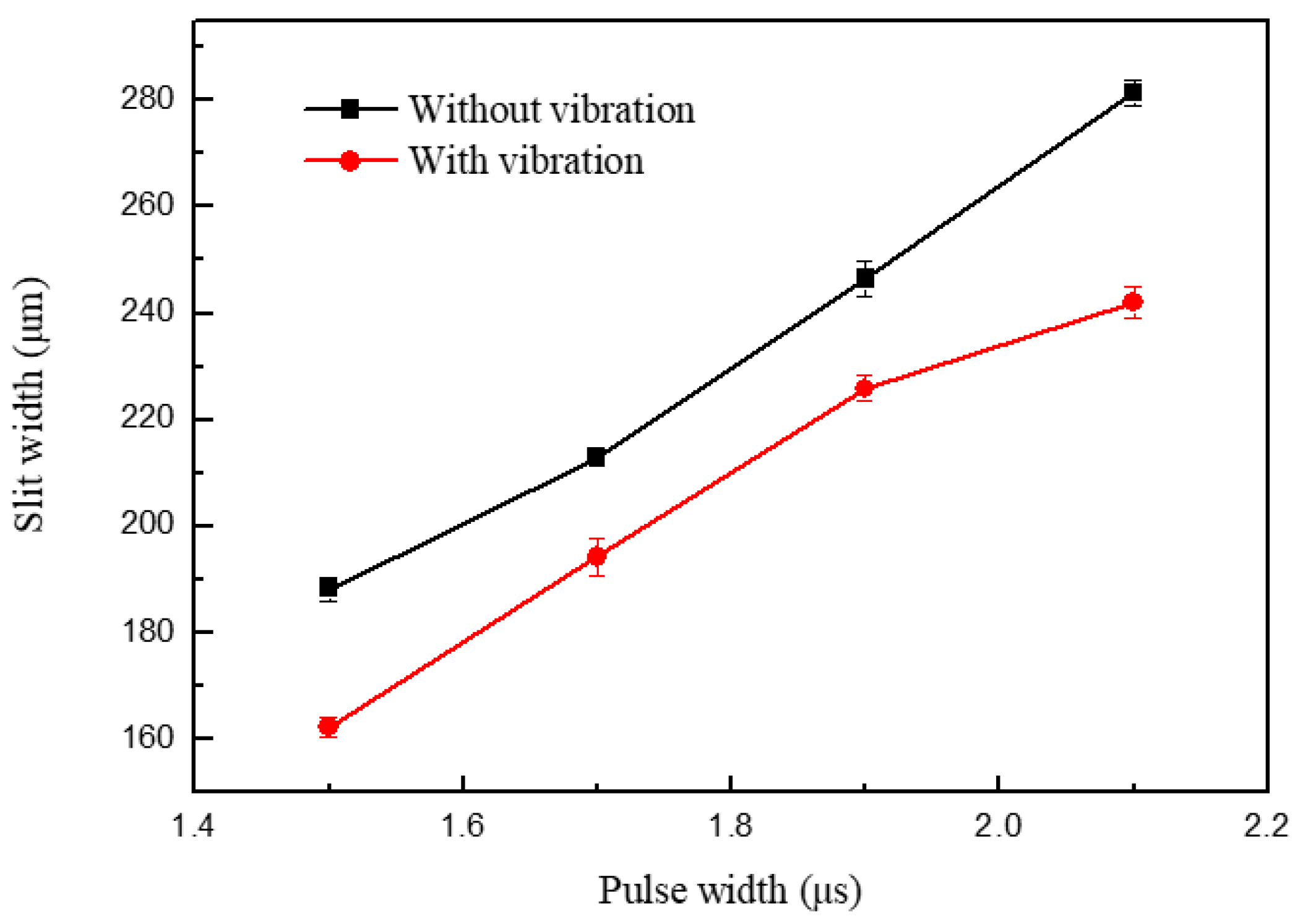
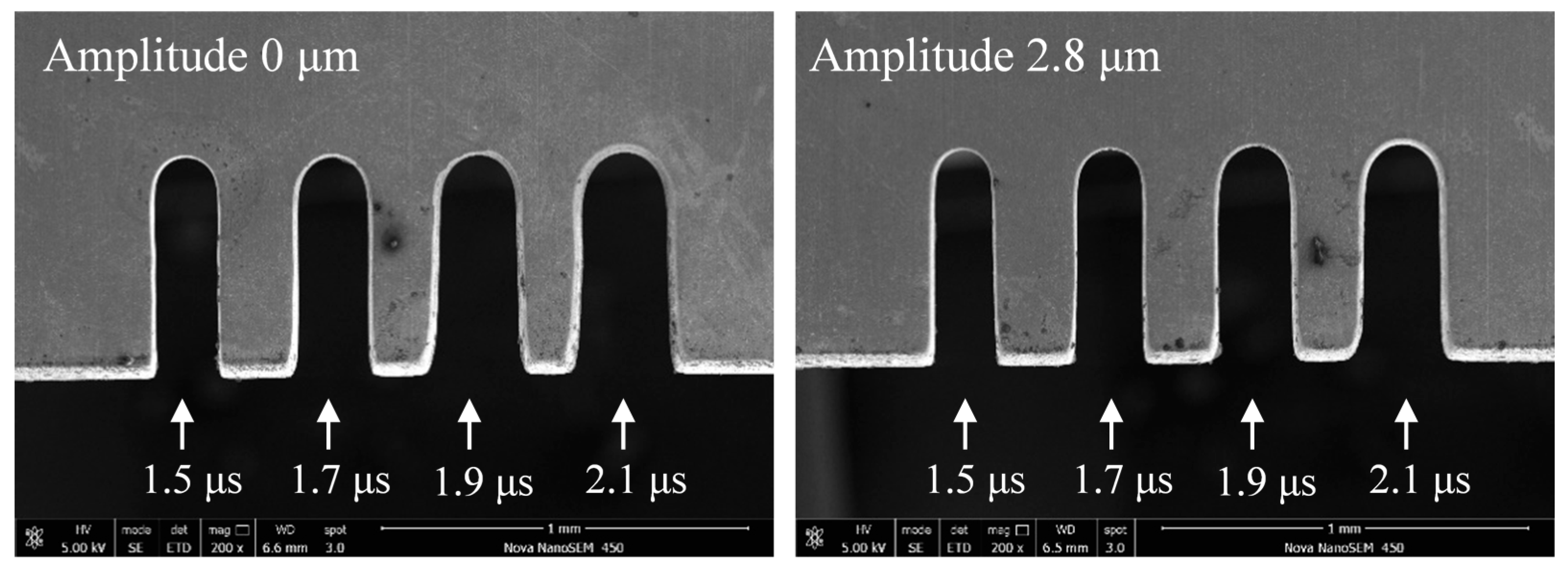
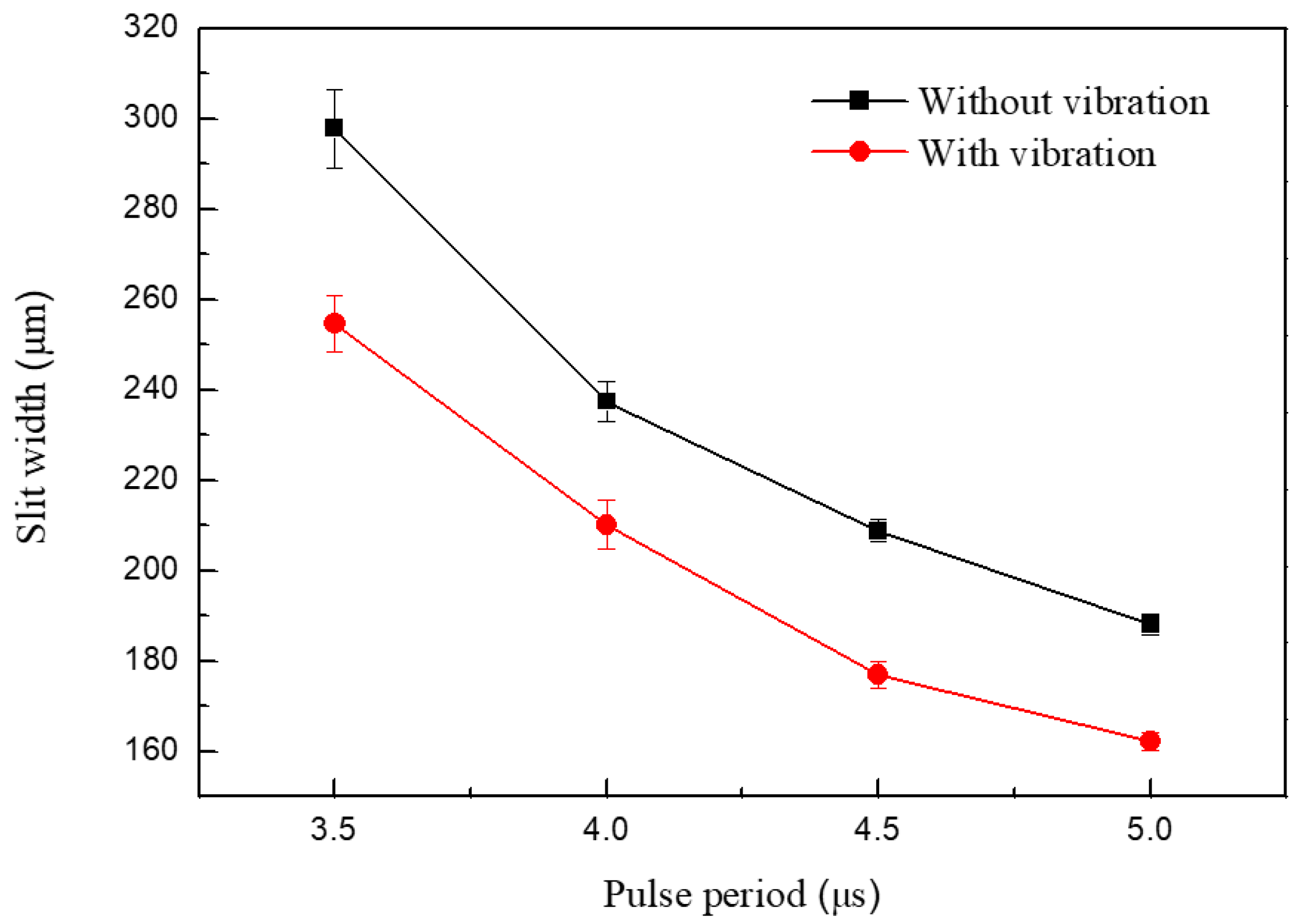
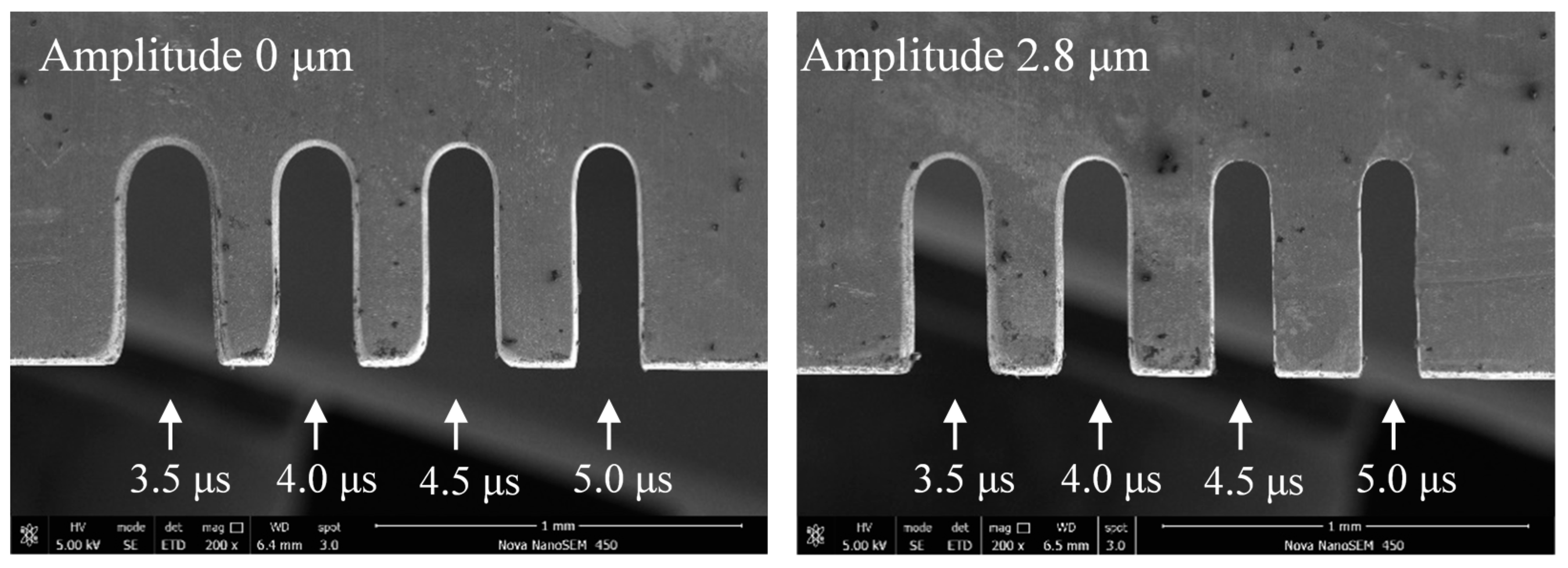
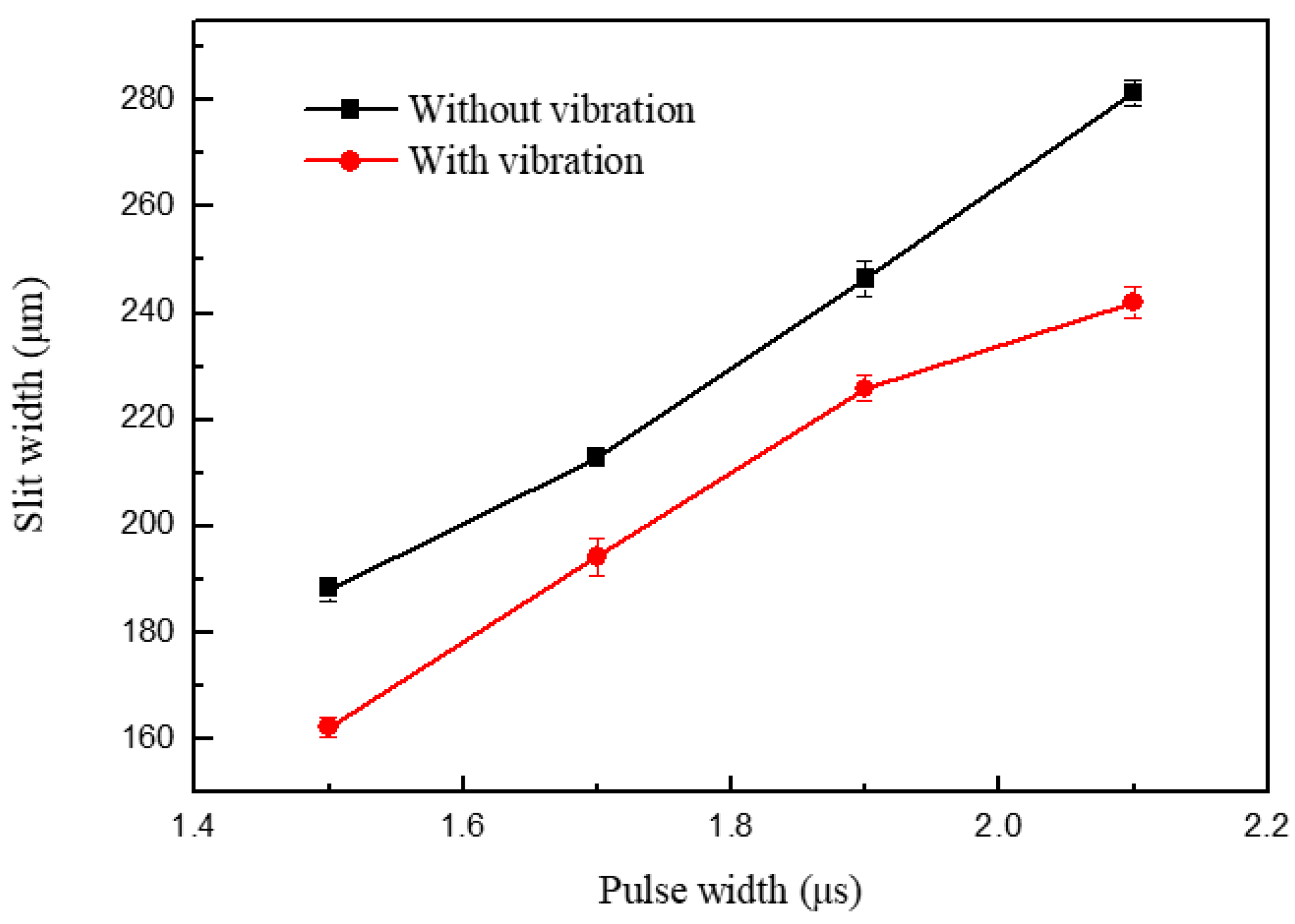
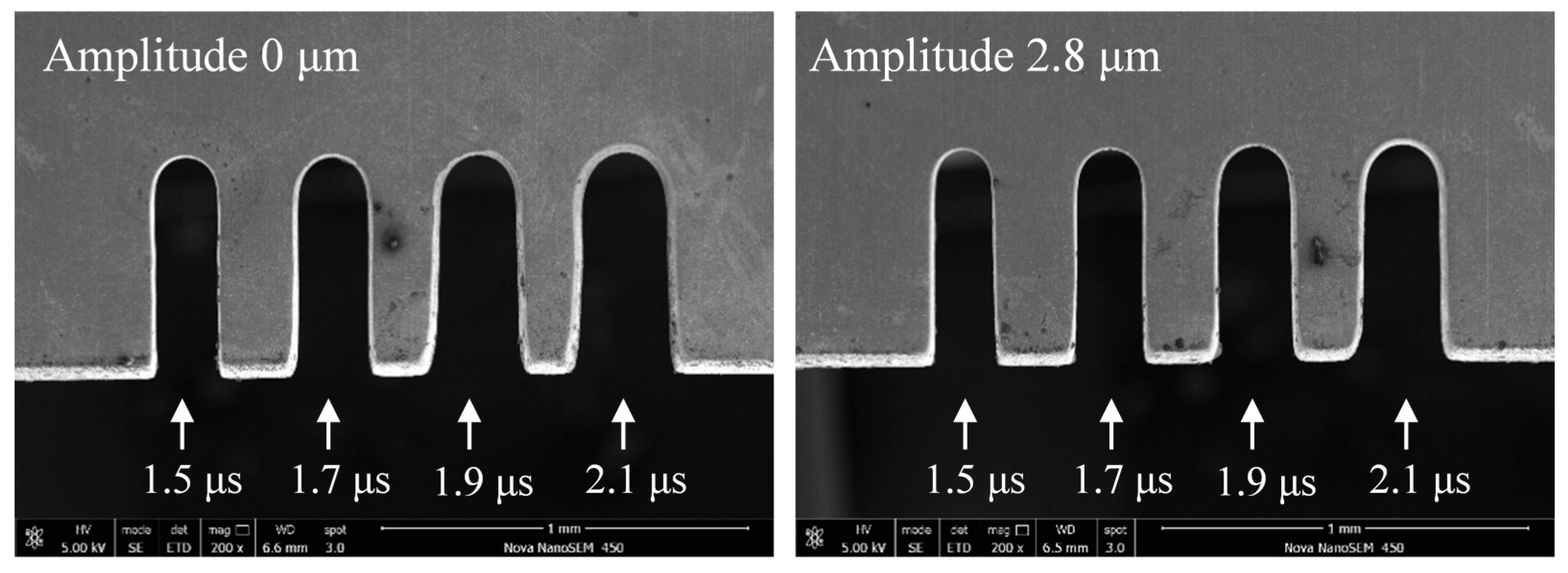
4.3. Influence of Pulse Parameters on Slit Width
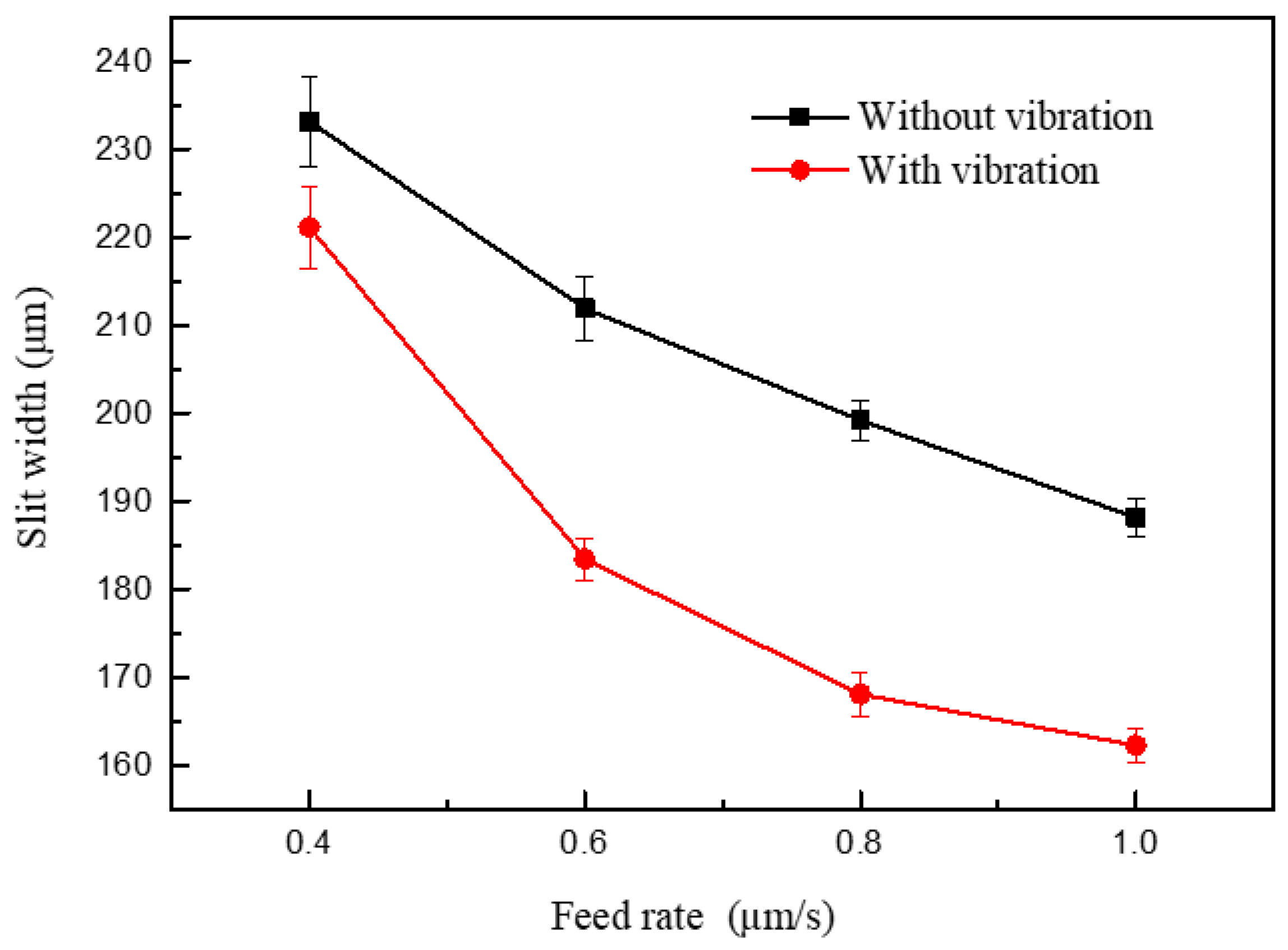
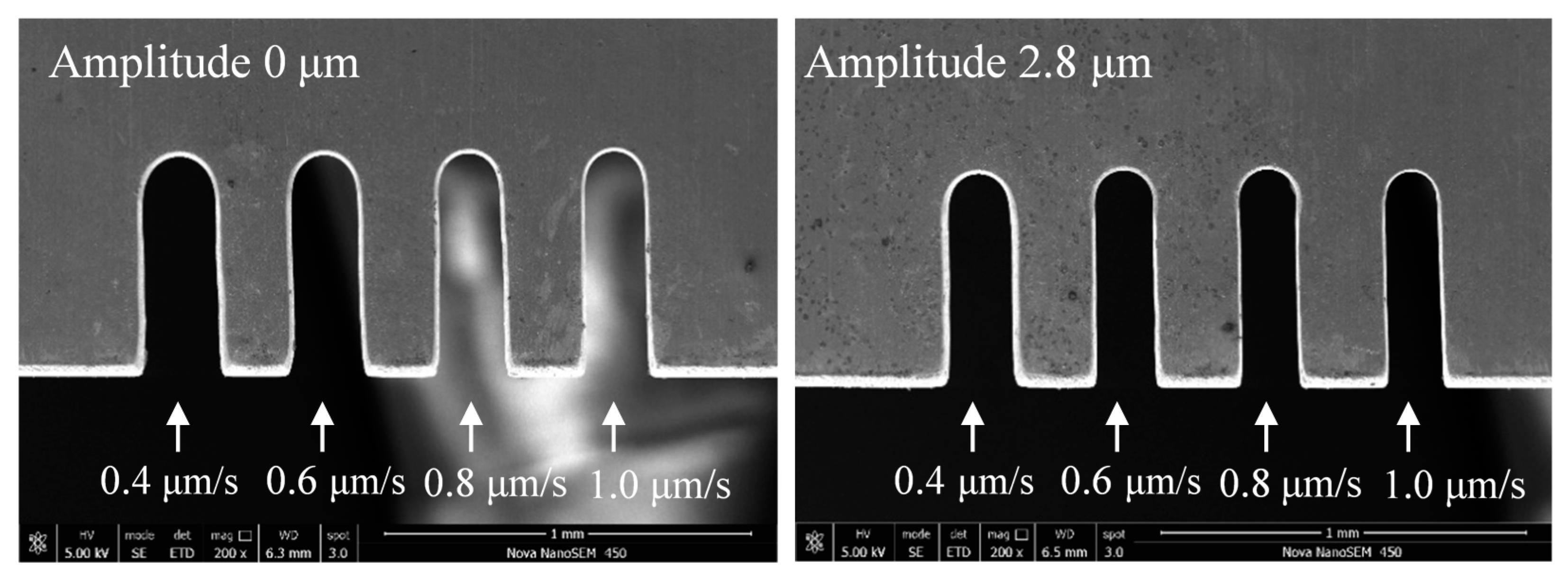
4.4. Influence of Feed Rate on Slit Width
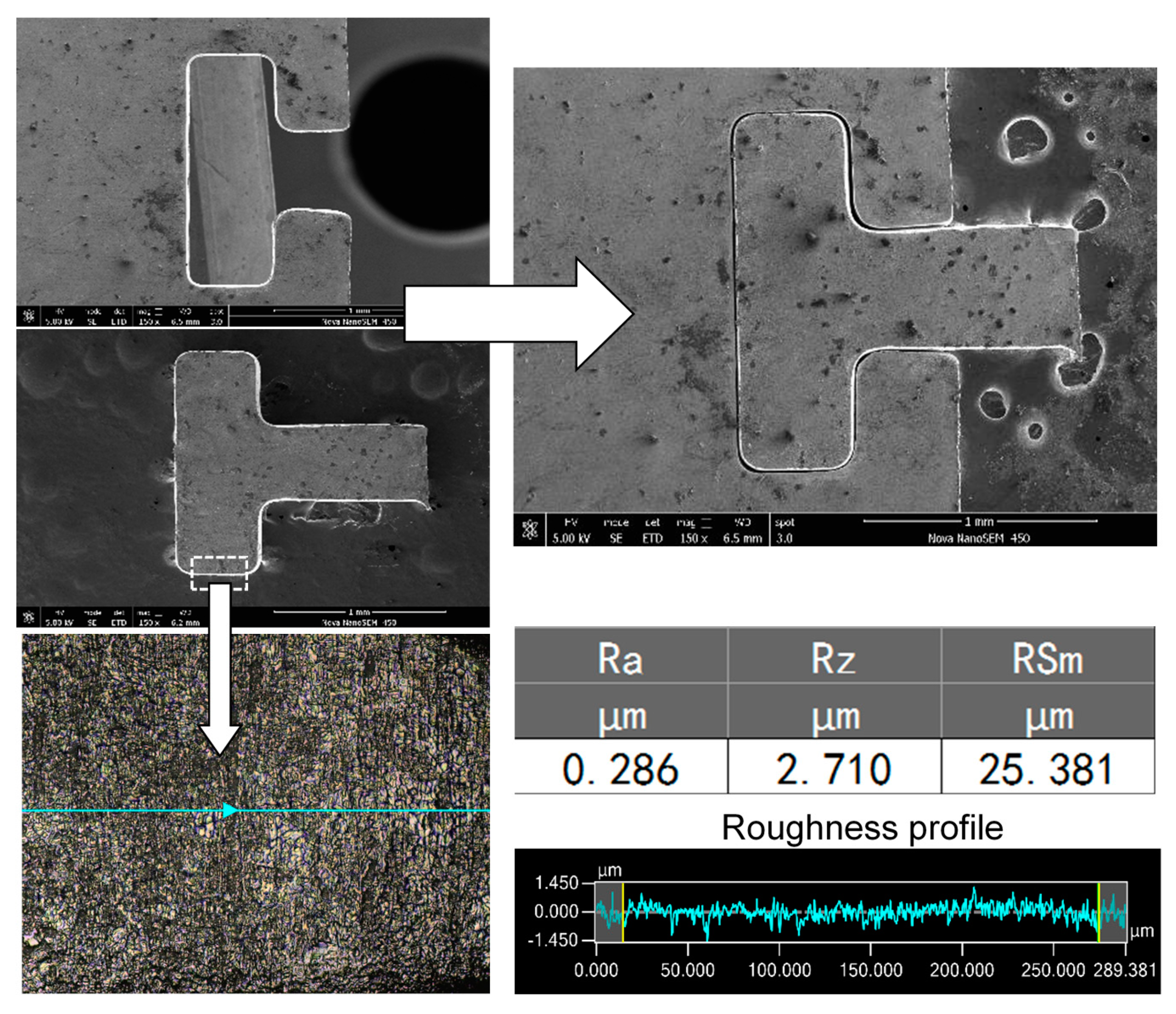
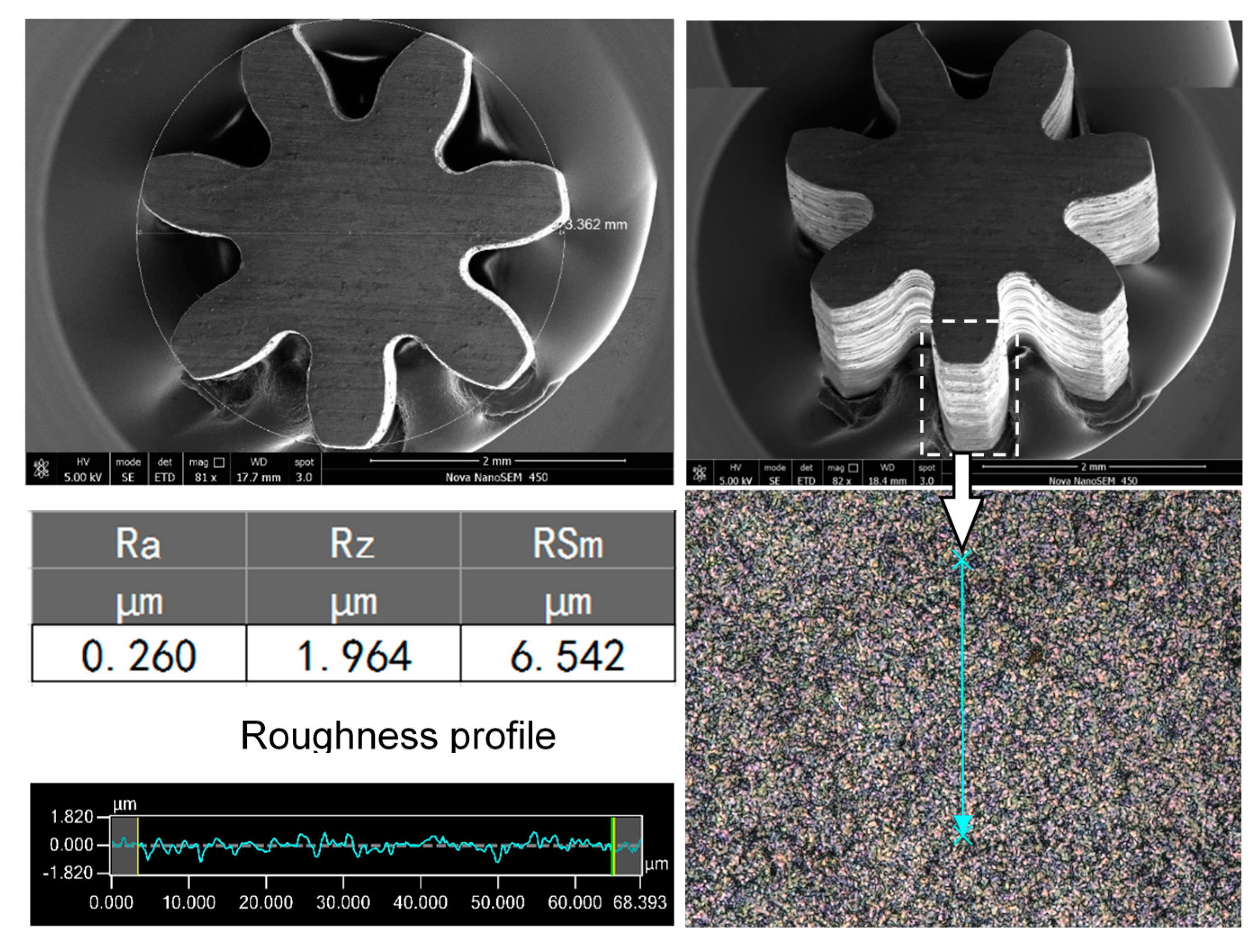
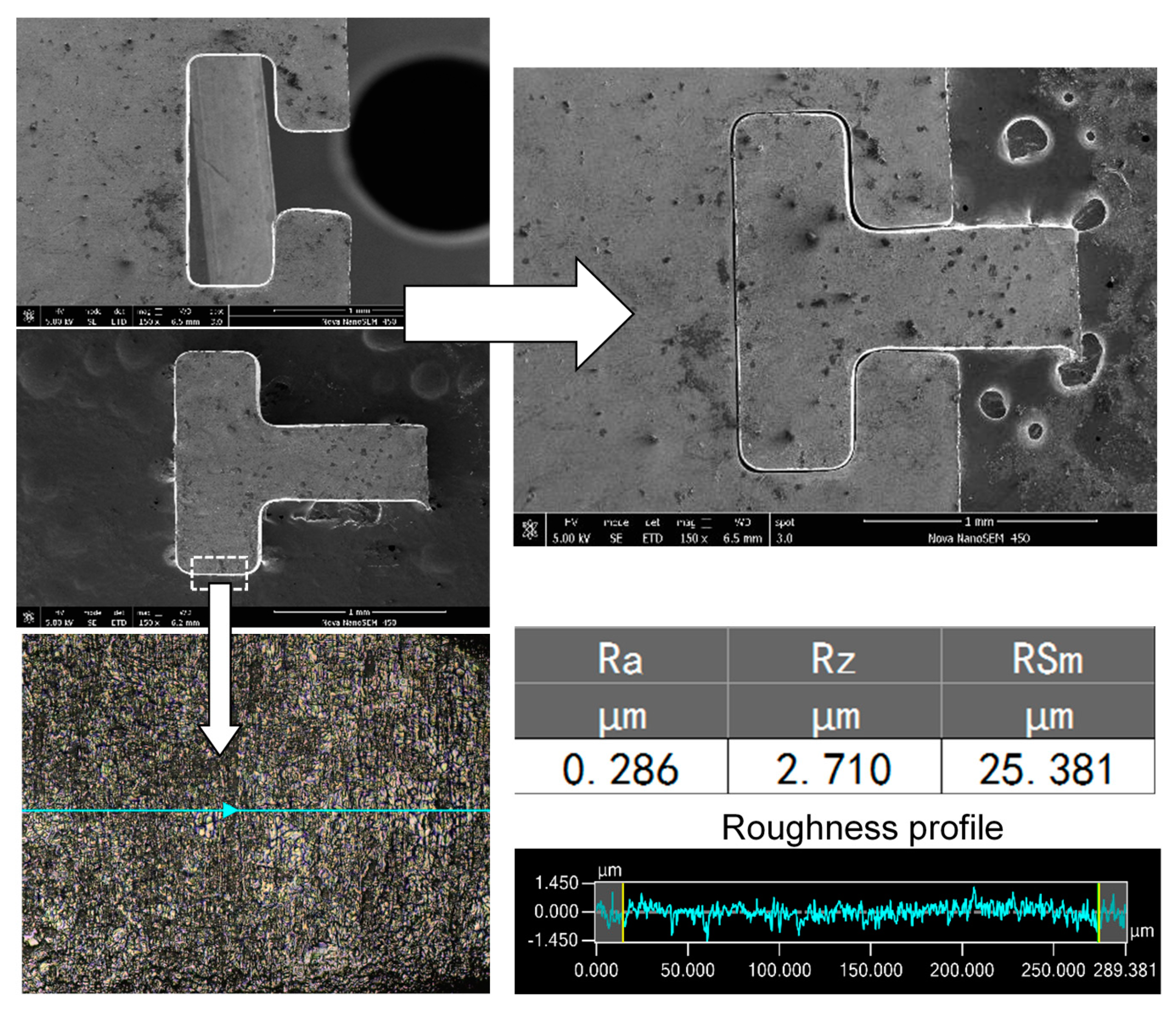
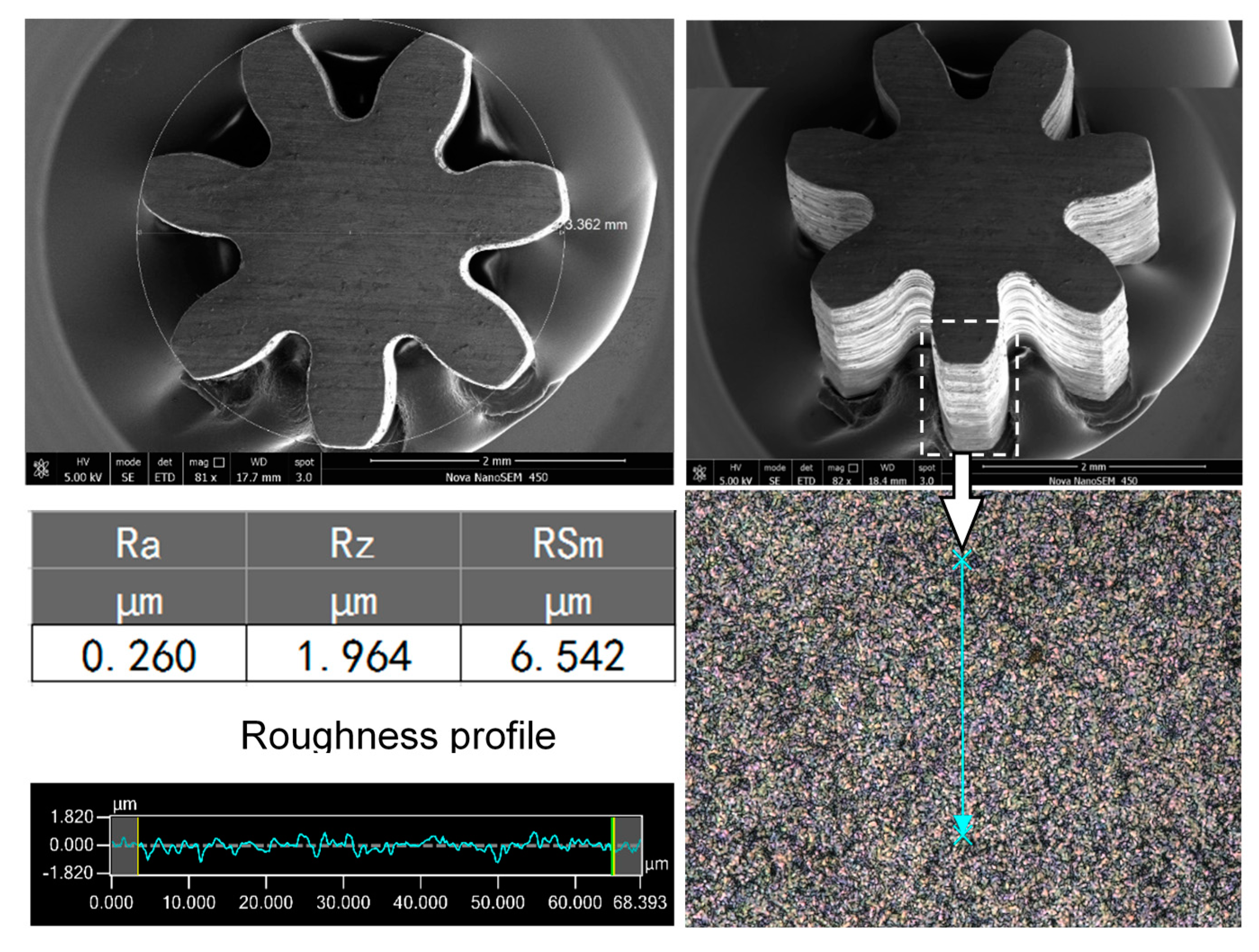
4.5. Fabrication of MicroStructures
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Ghoshal, B.; Bhattacharyya, B. Influence of vibration on micro-tool fabrication by electrochemical machining. Int. J. Mach. Tools Manuf. 2013, 64, 49–59. [Google Scholar] [CrossRef]
- Klocke, F.; Klink, A.; Veselovac, D.; Aspinwall, D.K.; Soo, S.L.; Schmidt, M.; Schilp, J.; Levy, G.; Kruth, J. Turbomachinery component manufacture by application of electrochemical, electro-physical and photonic processes. CIRP Ann. 2014, 63, 703–726. [Google Scholar] [CrossRef]
- Kim, B.H.; Na, C.W.; Lee, Y.S.; Choi, D.K.; Chu, C.N. Micro electrochemical machining of 3D micro structure using dilute sulfuric acid. CIRP Ann. 2005, 54, 191–194. [Google Scholar] [CrossRef]
- Zeng, Y.B.; Yu, Q.; Wang, S.H.; Zhu, D. Enhancement of mass transport in micro wire electrochemical machining. CIRP Ann. 2012, 61, 195–198. [Google Scholar] [CrossRef]
- Shin, H.S.; Kim, B.H.; Chu, C.N. Analysis of the side gap resulting from micro electrochemical machining with a tungsten wire and ultrashort voltage pulses. J. Micromech. Microeng. 2008, 18, 075009. [Google Scholar] [CrossRef]
- Fang, X.L.; Zhang, P.F.; Zeng, Y.B.; Qu, N.S.; Zhu, D. Enhancement of performance of wire electrochemical micromachining using a rotary helical electrode. J. Mater. Process. Technol. 2016, 227, 129–137. [Google Scholar]
- Zou, X.H.; Fang, X.L.; Zeng, Y.B.; Zhu, D. A high efficiency approach for wire electrochemical micromachining using cutting edge tools. Int. J. Adv. Manuf. Technol. 2017, 91, 3943–3952. [Google Scholar]
- He, H.D.; Qu, N.S.; Zeng, Y.B.; Fang, X.L.; Yao, Y.Y. Machining accuracy in pulsed wire electrochemical machining of γ-TiAl alloy. Int. J. Adv. Manuf. Technol. 2016, 86, 2353–2359. [Google Scholar] [CrossRef]
- Klocke, F.; Herrig, T.; Klink, A. Evaluation of wire electrochemical machining with rotating electrode for the manufacture of fir tree slots. In Proceedings of the ASME Turbo Expo: Turbomachinery Technical Conference and Exposition—2018, Oslo, Norway, 11–15 June 2018; 6, p. V006T24A024. [Google Scholar]
- Zeng, Y.B.; Yu, Q.; Fang, X.L.; Xu, K.; Li, H.S.; Qu, N.S. Wire electrochemical machining with monodirectional traveling wire. Int. J. Adv. Manuf. Technol. 2015, 78, 1251–1257. [Google Scholar] [CrossRef]
- Kalaimathi, M.; Venkatachalam, G.; Sivakumar, M.; Ayyappan, S. Experimental investigation on the suitability of ozonated electrolyte in travelling-wire electrochemical machining. J. Braz. Soc. Mech. Sci. Eng. 2017, 39, 4589–4599. [Google Scholar] [CrossRef]
- Xu, C.C.; Fang, X.L.; Zhao, H.; Zhu, D. Wire electrochemical machining with pulsating radial electrolyte supply and preparation of its tube electrode with micro-holes. Appl. Sci. 2020, 10, 331. [Google Scholar] [CrossRef] [Green Version]
- Fang, X.L.; Zou, X.H.; Chen, M.; Zhu, D. Study on wire electrochemical machining assisted with large-amplitude vibrations of ribbed wire electrodes. CIRP Ann. 2017, 66, 205–208. [Google Scholar] [CrossRef]
- Xu, K.; Zeng, Y.B.; Li, P.; Zhu, D. Vibration assisted wire electrochemical micro machining of array micro tools. Precis. Eng. 2017, 47, 487–497. [Google Scholar] [CrossRef]
- Xu, K.; Zeng, Y.B.; Li, P.; Zhu, D. Study of surface roughness in wire electrochemical micro machining. J. Mater. Process. Tech. 2015, 222, 103–109. [Google Scholar] [CrossRef]
- He, H.D.; Zeng, Y.B.; Yao, Y.Y.; Qu, N.S. Improving machining efficiency in wire electrochemical micromachining of array microstructures using axial vibration-assisted multi-wire electrodes. J. Manuf. Process. 2017, 25, 452–460. [Google Scholar] [CrossRef]
- Meng, L.C.; Zeng, Y.B.; Fang, X.L.; Zhu, D. Wire electrochemical micromachining of metallic glass using a carbon nanotube fiber electrode. J. Alloy. Compd. 2017, 709, 760–771. [Google Scholar] [CrossRef]
- Meng, L.C.; Zeng, Y.B.; Fang, X.L.; Zhu, D. Wire electrochemical micromachining of Ni-based metallic glass using bipolar nanosecond pulses. Int. J. Mach. Tools Manuf. 2019, 146, 103439. [Google Scholar] [CrossRef]
- Jiang, K.; Wu, X.Y.; Lei, J.G.; Wu, Z.Z.; Wu, W.; Li, W.; Diao, D.F. Vibration-assisted wire electrochemical micromachining with a suspension of B4C particles in the electrolyte. Int. J. Adv. Manuf. Technol. 2018, 97, 3565–3574. [Google Scholar] [CrossRef]
- Skoczypiec, S. Research on ultrasonically assisted electrochemical machining process. Int. J. Adv. Manuf. Technol. 2011, 52, 565–574. [Google Scholar] [CrossRef] [Green Version]
- Yang, I.; Park, M.; Chu, C.N. Micro ECM with ultrasonic vibrations using a semi-cylindrical tool. Int. J. Precis. Eng. Manuf. 2009, 10, 5–10. [Google Scholar] [CrossRef]
- Wang, M.H.; Zhang, Y.B.; He, Z.W.; Peng, W. Deep micro-hole fabrication in EMM on stainless steel using disk micro-tool assisted by ultrasonic vibration. J. Mater. Process. Technol. 2016, 229, 475–483. [Google Scholar] [CrossRef]
- Goel, H.; Pandey, P. Experimental investigations into the ultrasonic assisted jet electrochemical micro-drilling process. Mater. Manuf. Process. 2017, 32, 1547–1556. [Google Scholar] [CrossRef]
- Natsu, W.; Nakayama, H.; Yu, Z. Improvement of ECM characteristics by applying ultrasonic vibration. Int. J. Precis. Eng. Manuf. 2012, 13, 1131–1136. [Google Scholar] [CrossRef]
- Zhao, W.S.; Wang, Z.L.; Di, S.C.; Chi, G.X.; Wei, H.Y. Ultrasonic and electric discharge machining to deep and small hole on titanium alloy. J. Mater. Process. Technol. 2002, 120, 101–106. [Google Scholar]
- Banks, C.; Compton, R.G. Voltammetric exploration and applications of ultrasonic cavitation. ChemPhysChem 2003, 4, 169–178. [Google Scholar] [CrossRef] [PubMed]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| Voltage (V) | 7.0, 7.5, 8.0, 8.5 |
| Pulse period (μs) | 3.5, 4.0, 4.5, 5.0, 5.5 |
| Pulse width (μs) | 1.3, 1.5, 1.7, 1.9, 2.1 |
| Workpiece thickness (μm) | 300 |
| Electrode diameter (μm) | 100 |
| Electrolyte type | NaNO3 |
| Electrolyte mass fraction | 5% |
| Spindle speed (rpm) | 10,000 |
| Ultrasonic frequency (Hz) | 24k |
| Ultrasonic amplitude (μm) | 0, 1.4, 2.8, 4.2, 5.6 |
| Feed rate (μm/s) | 0.4, 0.6, 0.8, 1.0 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ling, S.; Li, M.; Liu, Y.; Wang, K.; Jiang, Y. Improving Machining Localization and Surface Roughness in Wire Electrochemical Micromachining Using a Rotating Ultrasonic Helix Electrode. Micromachines 2020, 11, 698. https://doi.org/10.3390/mi11070698
Ling S, Li M, Liu Y, Wang K, Jiang Y. Improving Machining Localization and Surface Roughness in Wire Electrochemical Micromachining Using a Rotating Ultrasonic Helix Electrode. Micromachines. 2020; 11(7):698. https://doi.org/10.3390/mi11070698
Chicago/Turabian StyleLing, Siying, Minghao Li, Yong Liu, Kan Wang, and Yong Jiang. 2020. "Improving Machining Localization and Surface Roughness in Wire Electrochemical Micromachining Using a Rotating Ultrasonic Helix Electrode" Micromachines 11, no. 7: 698. https://doi.org/10.3390/mi11070698
APA StyleLing, S., Li, M., Liu, Y., Wang, K., & Jiang, Y. (2020). Improving Machining Localization and Surface Roughness in Wire Electrochemical Micromachining Using a Rotating Ultrasonic Helix Electrode. Micromachines, 11(7), 698. https://doi.org/10.3390/mi11070698