Heavily-Doped Bulk Silicon Sidewall Electrodes Embedded between Free-Hanging Microfluidic Channels by Modified Surface Channel Technology

 , , , , and
, , , , and
Abstract
1. Introduction
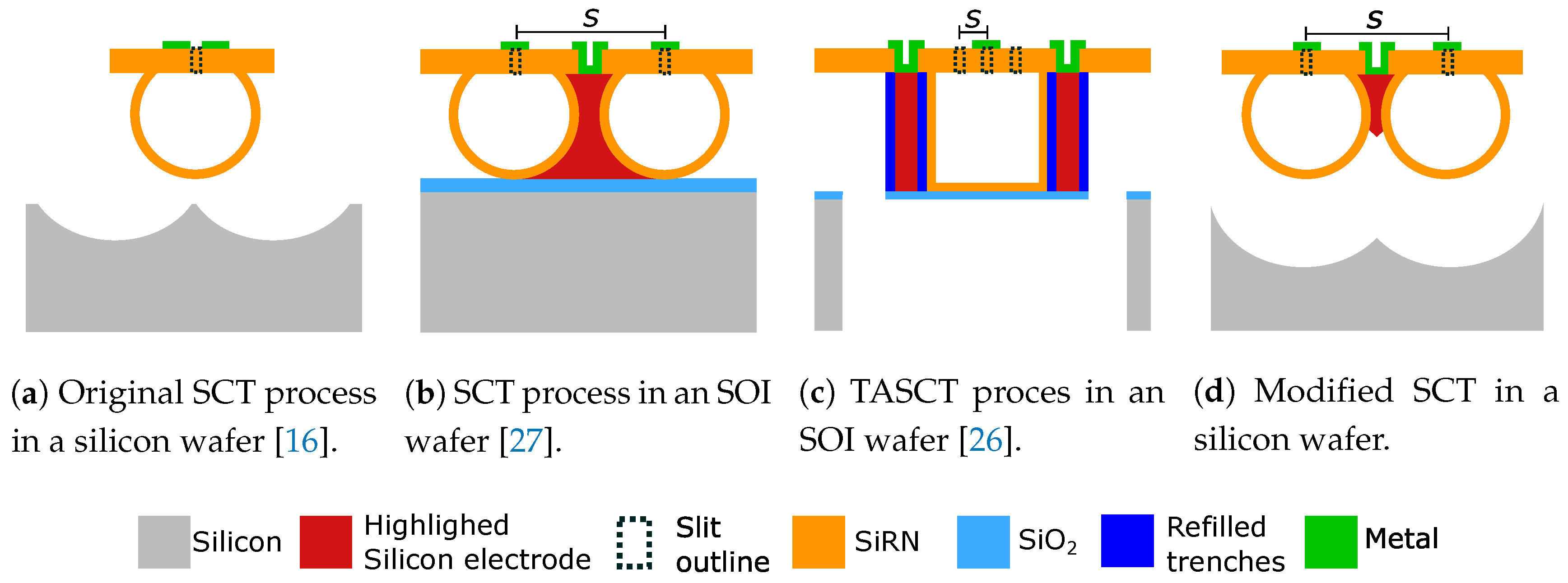
1.1. Surface Channel Technology
1.2. Demands for Sidewall Microelectrodes
1.3. Outline
2. Modified Surface Channel Technology
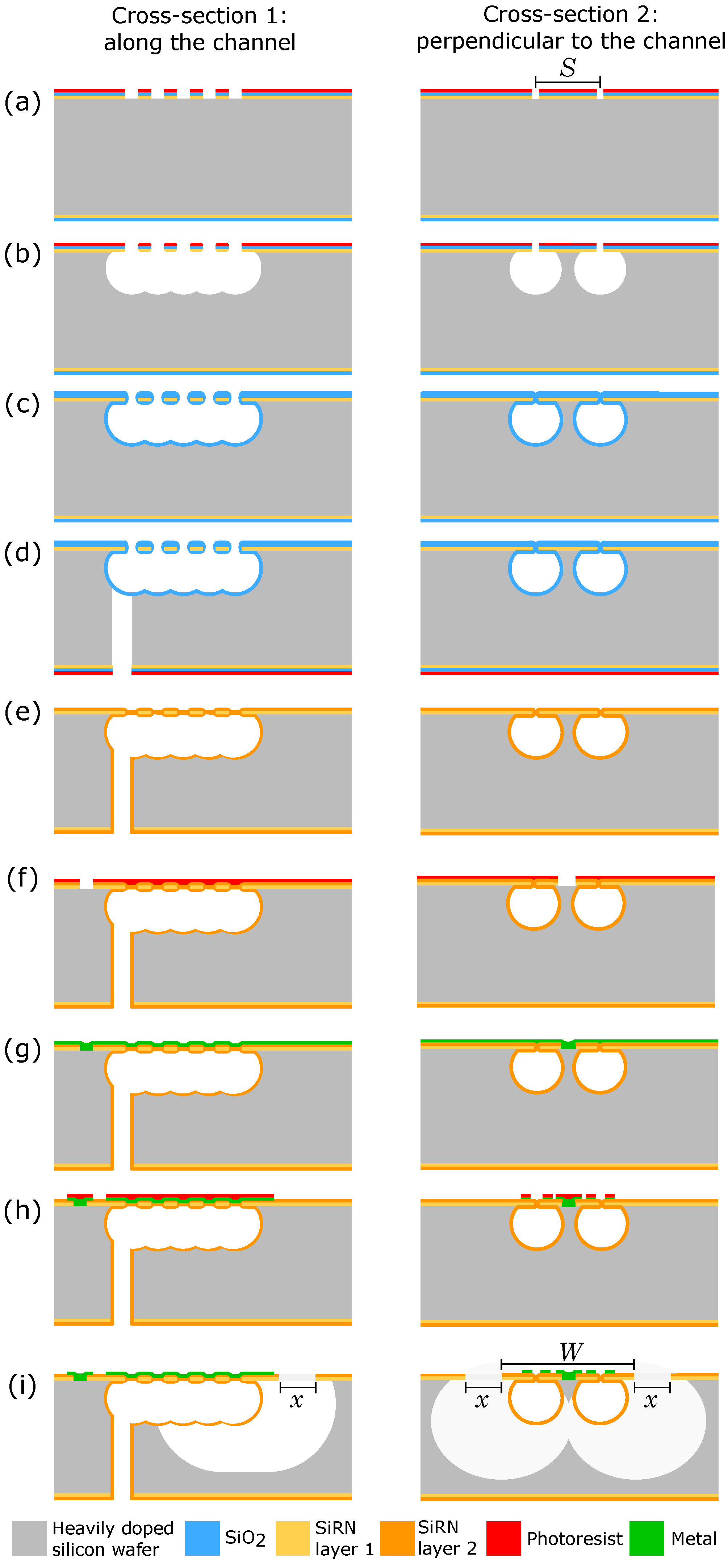
2.1. Fabrication Process
2.2. Test Structure Designs
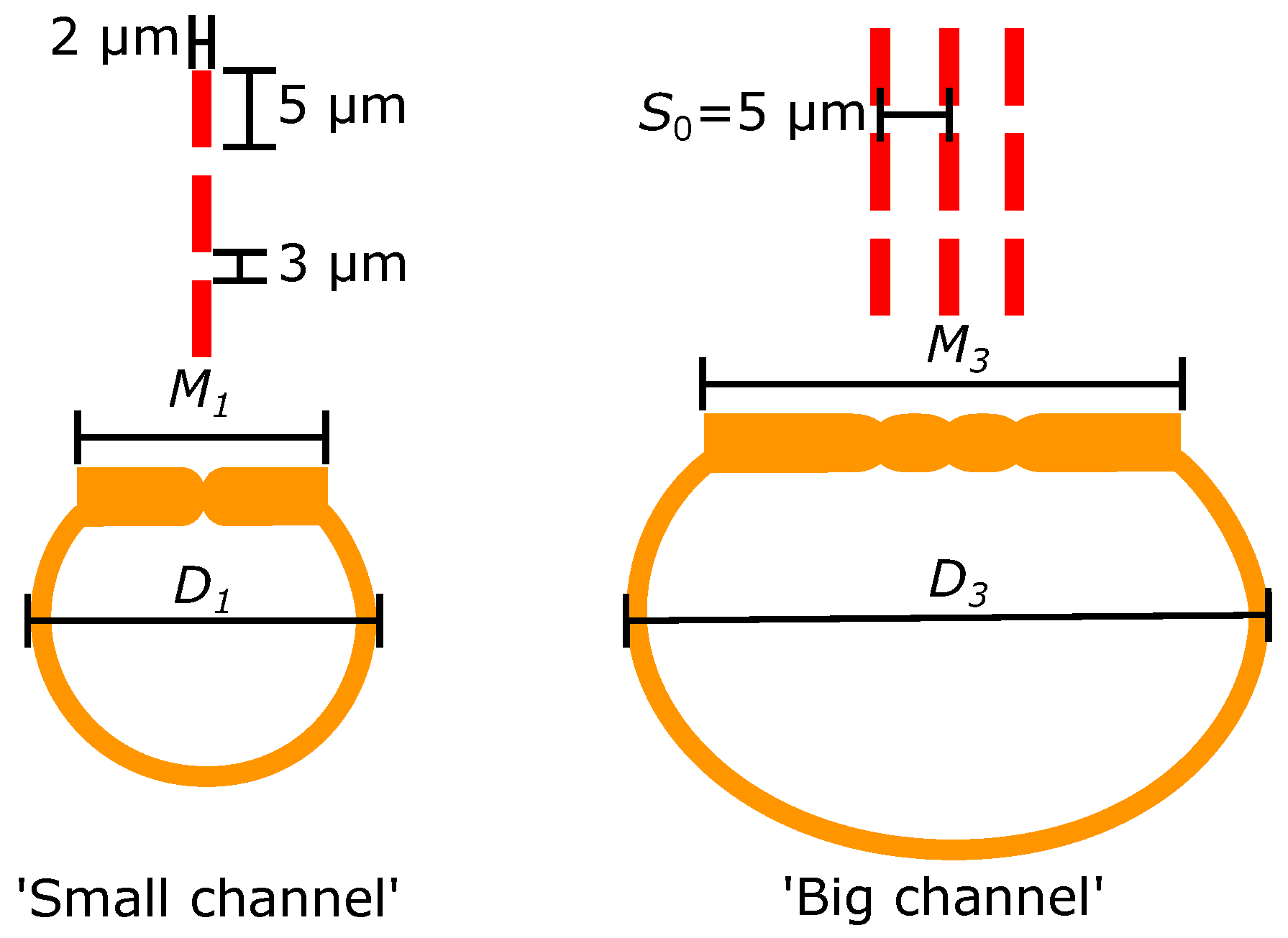
2.2.1. Typical Microchannel Dimensions
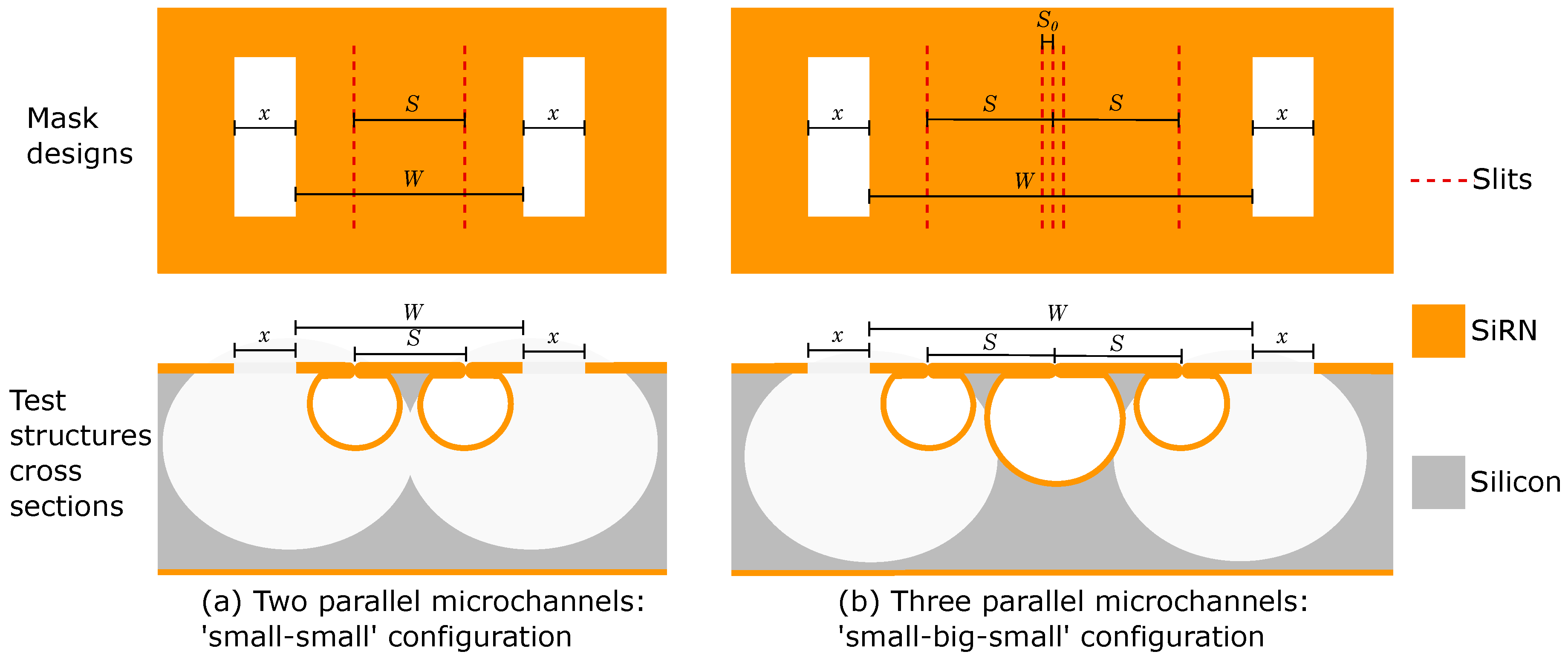
2.2.2. Two Parallel Microchannels
2.2.3. Three Parallel Microchannels
2.3. Test Structure Fabrication Results
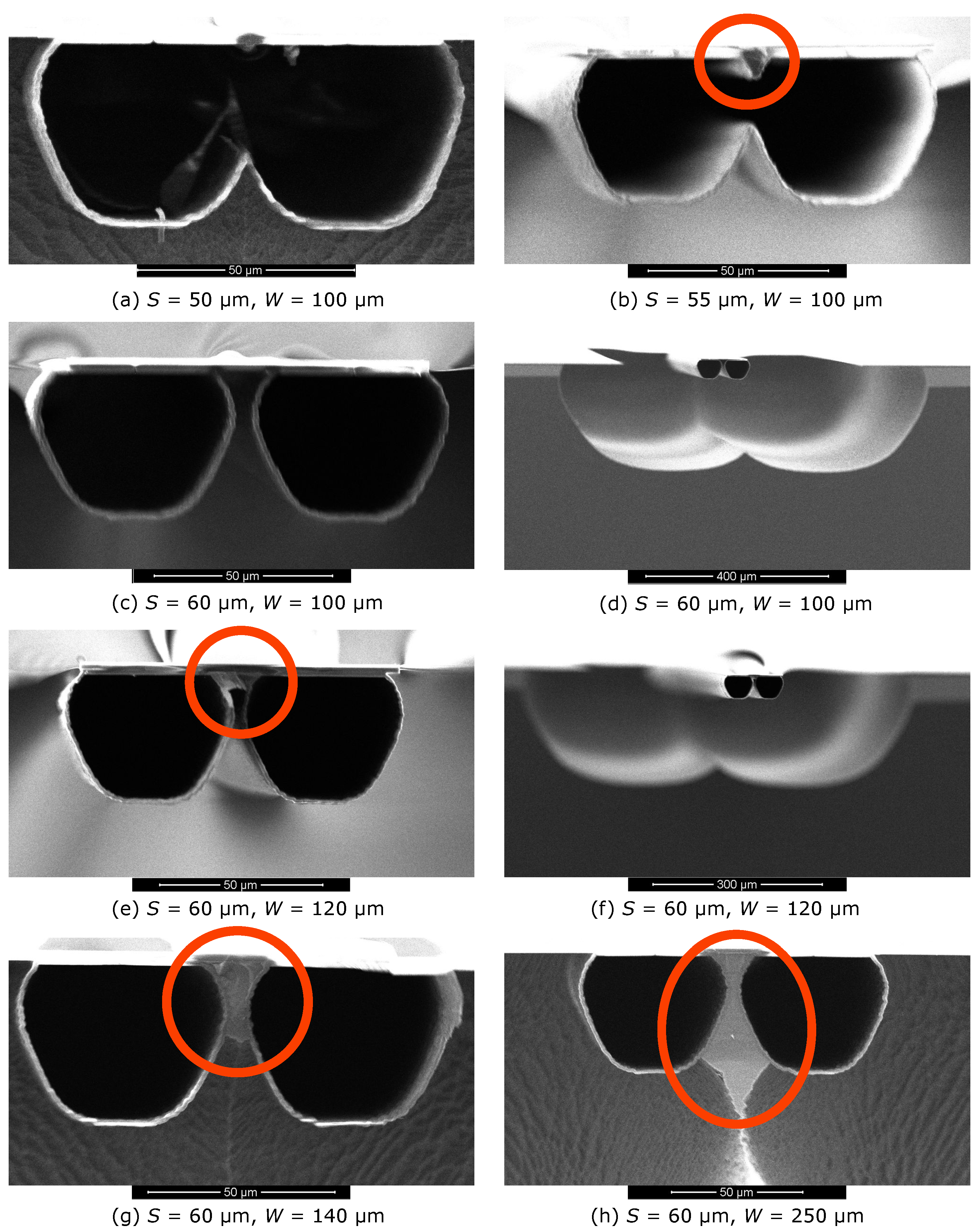
2.3.1. Two Microchannels
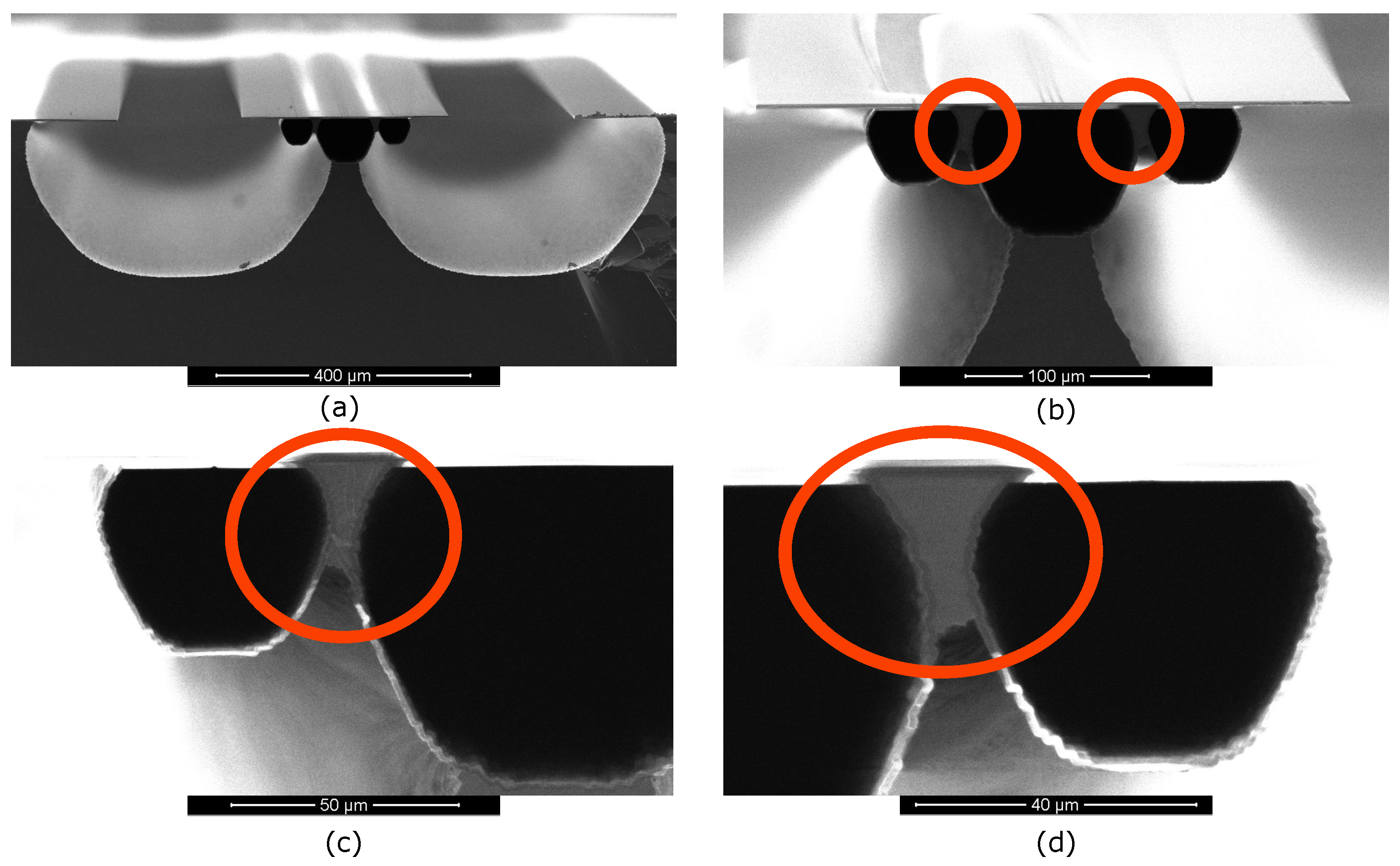
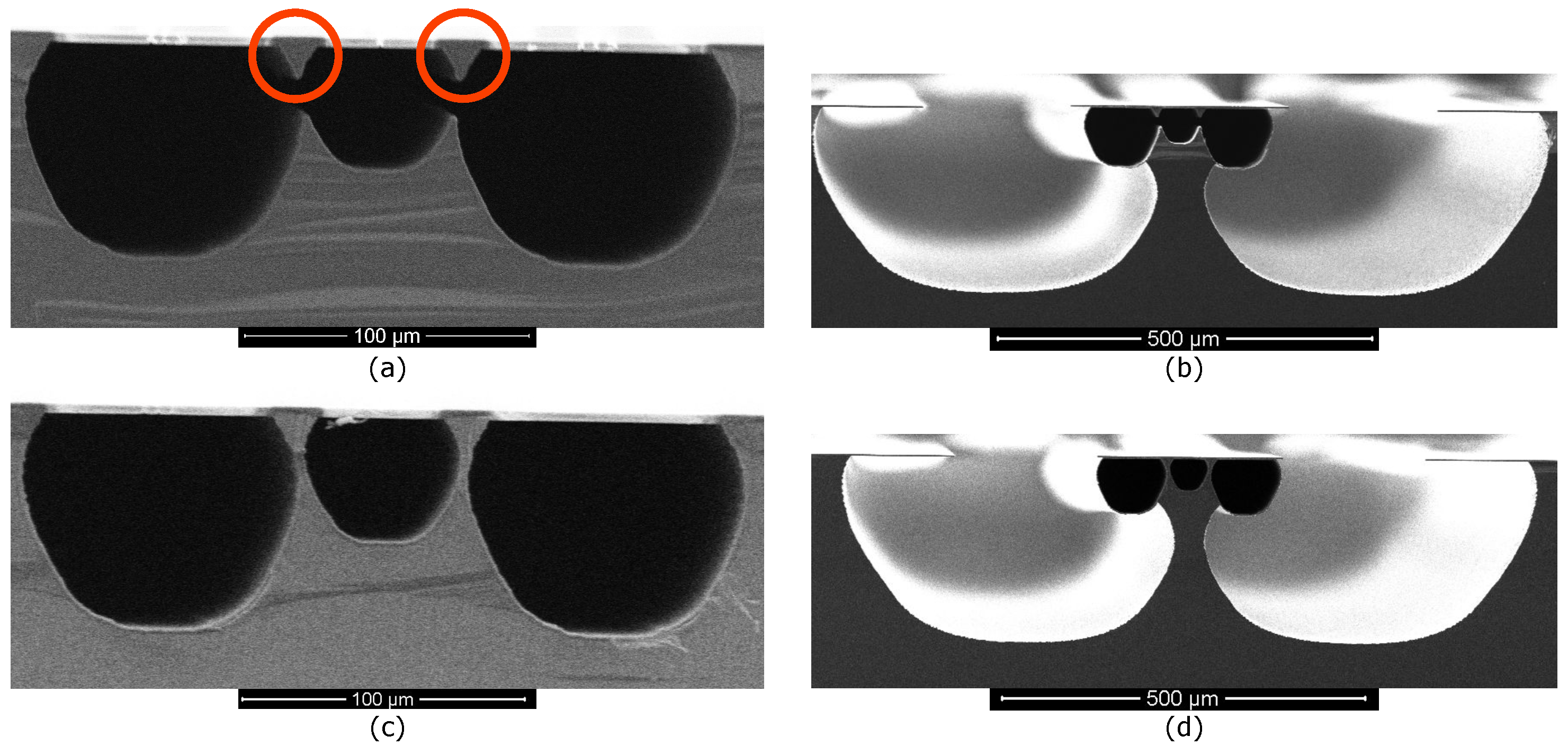
2.3.2. Three Parallel Microchannels
3. Demonstrator Chip Design and Electrical Characterization
3.1. Microheater Design
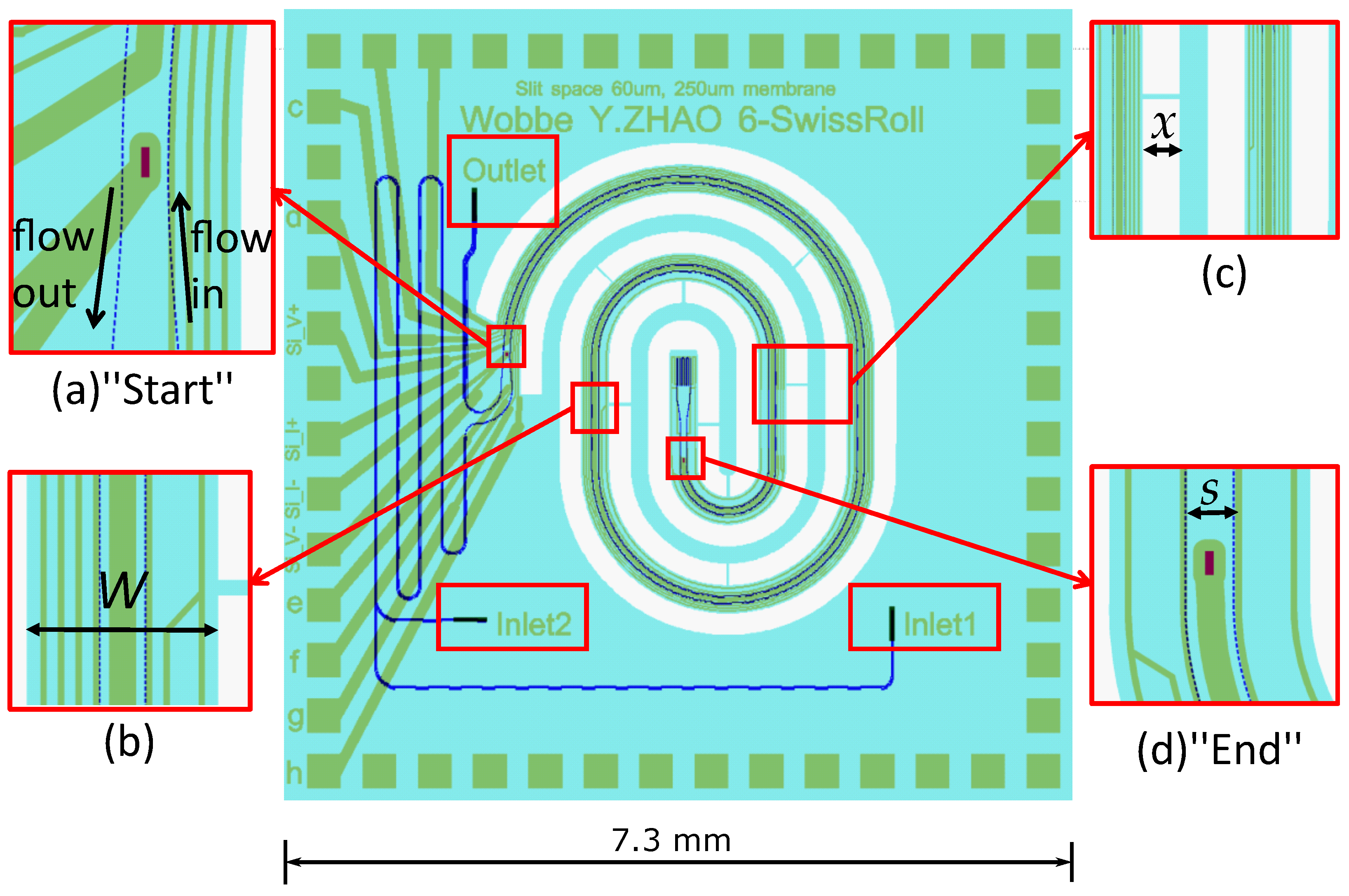
3.2. Demonstrator Chip Design
3.3. Electrical Characterization
3.3.1. Electrical Resistance
3.3.2. Temperature Coefficient of Resistance
3.3.3. Joule Heating of the Silicon Microheater
4. Conclusions and Outlook
Author Contributions
Funding
Conflicts of Interest
References
- Shoji, S.; Esashi, M. Microflow devices and systems. J. Micromech. Microeng. 1994, 4, 157. [Google Scholar] [CrossRef]
- Parce, J.W.; Owicki, J.C.; Kercso, K.M.; Sigal, G.B.; Wada, H.; Muir, V.C.; Bousse, L.J.; Ross, K.L.; Sikic, B.I.; McConnell, H.M. Detection of cell-affecting agents with a silicon biosensor. Science 1989, 246, 243–247. [Google Scholar] [CrossRef] [PubMed]
- Jensen, K.F. Silicon-based microchemical systems: Characteristics and applications. MRS Bull. 2006, 31, 101–107. [Google Scholar] [CrossRef]
- Enoksson, P.; Stemme, G.; Stemme, E. A silicon resonant sensor structure for Coriolis mass-flow measurements. J. Microelectromechanical Syst. 1997, 6, 119–125. [Google Scholar] [CrossRef]
- Enoksson, P.; Stemme, G.; Stemme, E. Fluid density sensor based on resonance vibration. Sens. Actuators A Phys. 1995, 47, 327–331. [Google Scholar] [CrossRef]
- Schasfoort, R.B.; Schlautmann, S.; Hendrikse, J.; Van Den Berg, A. Field-effect flow control for microfabricated fluidic networks. Science 1999, 286, 942–945. [Google Scholar] [CrossRef]
- Sparks, D.R.; Massoud-Ansari, S.; Najafi, N. Chip-level vacuum packaging of micromachines using nanogetters. IEEE Trans. Adv. Packag. 2003, 26, 277–282. [Google Scholar] [CrossRef]
- Tadigadapa, S.; Tsai, C.; Zhang, Y.; Najafi, N. Micromachined Fluidic Apparatus. U.S. Patent 6,477,901, 12 November 2002. [Google Scholar]
- Tiggelaar, R.M.; Van Male, P.; Berenschot, J.; Gardeniers, J.; Oosterbroek, R.; De Croon, M.; Schouten, J.; van den Berg, A.; Elwenspoek, M.C. Fabrication of a high-temperature microreactor with integrated heater and sensor patterns on an ultrathin silicon membrane. Sens. Actuators A Phys. 2005, 119, 196–205. [Google Scholar] [CrossRef]
- Tiggelaar, R.M.; Berenschot, J.W.; De Boer, J.; Sanders, R.G.; Gardeniers, J.G.; Oosterbroek, R.; van den Berg, A.; Elwenspoek, M.C. Fabrication and characterization of high-temperature microreactors with thin film heater and sensor patterns in silicon nitride tubes. Lab Chip 2005, 5, 326–336. [Google Scholar] [CrossRef]
- Wu, S.; Lin, Q.; Yuen, Y.; Tai, Y.C. MEMS flow sensors for nano-fluidic applications. Sens. Actuators A Phys. 2001, 89, 152–158. [Google Scholar] [CrossRef]
- Deladi, S.; Berenschot, J.W.; Tas, N.R.; Krijnen, G.; De Boer, J.; De Boer, M.; Elwenspoek, M.C. Fabrication of micromachined fountain pen with in situ characterization possibility of nanoscale surface modification. J. Micromech. Microeng. 2004, 15, 528. [Google Scholar] [CrossRef]
- Dijkstra, M.; Lammerink, T.; Wiegerink, R.; Elwenspoek, M. Nano-flow thermal sensor applying dynamic ω-2ω sensing method. In Proceedings of the Workshop on Micromachining, Micromechanics and Microsystems (MME), Southampton, UK, 3–5 September 2006; pp. 1–4. [Google Scholar]
- Tjerkstra, R.W.; Gardeniers, G.; Kelly, J.J.; Van Den Berg, A. Multi-walled microchannels: Free-standing porous silicon membranes for use in μTAS. J. Microelectromech. Syst. 2000, 9, 495–501. [Google Scholar] [CrossRef]
- De Boer, M.J.; Tjerkstra, R.W.; Berenschot, J.W.; Jansen, H.V.; Burger, G.; Gardeniers, J.G.; Elwenspoek, M.; van den Berg, A. Micromachining of buried micro channels in silicon. J. Microelectromech. Syst. 2000, 9, 94–103. [Google Scholar] [CrossRef]
- Dijkstra, M.; de Boer, M.J.; Berenschot, J.W.; Lammerink, T.S.; Wiegerink, R.J.; Elwenspoek, M. A versatile surface channel concept for microfluidic applications. J. Micromech. Microeng. 2007, 17, 1971. [Google Scholar] [CrossRef]
- Stoute, R.; Muganda, J.; Dahar, S.; Arslan, A.; Henderikx, R.; Van Stiphout, P.; den Toonder, J.; Dekker, R. CMOS compatible embedded microchannels. In Proceedings of the International Conference on Miniaturized Systems for Chemistry and Life Sciences (MicroTAS), 9–13 October 2016; pp. 164–167. [Google Scholar]
- Groenesteijn, J.; de Boer, M.J.; Lötters, J.C.; Wiegerink, R.J. A versatile technology platform for microfluidic handling systems, part I: Fabrication and functionalization. Microfluid. Nanofluid. 2017, 21, 127. [Google Scholar] [CrossRef]
- Groenesteijn, J.; de Boer, M.J.; Lötters, J.C.; Wiegerink, R.J. A versatile technology platform for microfluidic handling systems, part II: Channel design and technology. Microfluid. Nanofluid. 2017, 21, 126. [Google Scholar] [CrossRef]
- Lötters, J.C.; Groenesteijn, J.; van der Wouden, E.; Sparreboom, W.; Lammerink, T.S.; Wiegerink, R.J. Fully integrated microfluidic measurement system for real-time determination of gas and liquid mixtures composition. In Proceedings of the International Conference on Solid-State Sensors, Actuators and Microsystems (TRANSDUCERS), Anchorage, AK, USA, 21–25 June 2015; pp. 1798–1801. [Google Scholar]
- Lötters, J.C.; van der Wouden, E.; Groenesteijn, J.; Sparreboom, W.; Lammerink, T.S.; Wiegerink, R.J. Integrated multi-parameter flow measurement system. In Proceedings of the IEEE International Conference on Micro Electro Mechanical Systems (MEMS), San Francisco, CA, USA, 26–30 January 2014; pp. 975–978. [Google Scholar]
- Groen, M.S.; Groenesteijn, J.; Meutstege, E.; Brookhuis, R.A.; Brouwer, D.M.; Lötters, J.C.; Wiegerink, R.J. Proportional control valves integrated in silicon nitride surface channel technology. J. Microelectromech. Syst. 2015, 24, 1759–1767. [Google Scholar] [CrossRef]
- Alveringh, D.; Schut, T.; Wiegerink, R.J.; Sparreboom, W.; Lötters, J. Resistive pressure sensors integrated with a coriolis mass flow sensor. In Proceedings of the International Conference on Solid-State Sensors, Actuators and Microsystems (TRANSDUCERS), Kaohsiung, Taiwan, 18–22 June 2017; pp. 1167–1170. [Google Scholar]
- Dijkstra, M.; de Boer, M.J.; Berenschot, J.W.; Lammerink, T.S.; Wiegerink, R.J.; Elwenspoek, M. Miniaturized thermal flow sensor with planar-integrated sensor structures on semicircular surface channels. Sens. Actuators A Phys. 2008, 143, 1–6. [Google Scholar] [CrossRef]
- Lötters, J.C.; Lammerink, T.S.; Pap, M.; Sanders, R.G.; de Boer, M.J.; Mouris, A.; Wiegerink, R.J. Integrated micro Wobbe index meter towards on-chip energy content measurement. In Proceedings of the IEEE International Conference on Micro Electro Mechanical Systems (MEMS), Taipei, Taiwan, 20–24 January 2013; pp. 965–968. [Google Scholar]
- Veltkamp, H.W.; Zhao, Y.; de Boer, M.J.; Sanders, R.G.; Wiegerink, R.J.; Lötters, J.C. High power Si sidewall heaters for fluidic application fabricated by trench-assisted surface channel technology. In Proceedings of the IEEE International Conference on Micro Electro Mechanical Systems (MEMS), Seoul, Korea, 27–31 January 2019; pp. 648–651. [Google Scholar]
- Alveringh, D.; Wiegerink, R.J.; Lötters, J.C. Inline relative permittivity sensing using silicon electrodes realized in surface channel technology. In Proceedings of the IEEE International Conference on Micro Electro Mechanical Systems (MEMS), Belfast, Northern Ireland, 21–25 January 2018; pp. 840–843. [Google Scholar]
- Tiggelaar, R.M.; Sanders, R.G.; Groenland, A.; Gardeniers, J.G. Stability of thin platinum films implemented in high-temperature microdevices. Sens. Actuators A Phys. 2009, 152, 39–47. [Google Scholar] [CrossRef]
- Kellogg, G. Temperature dependence of surface self-diffusion on Pt (001). Surf. Sci. 1991, 246, 31–36. [Google Scholar] [CrossRef]
- Firebaugh, S.L.; Jensen, K.F.; Schmidt, M.A. Investigation of high-temperature degradation of platinum thin films with an in situ resistance measurement apparatus. J. Microelectromech. Syst. 1998, 7, 128–135. [Google Scholar] [CrossRef]
- Park, K.H.; Kim, C.Y.; Jeong, Y.W.; Kwon, H.J.; Kim, K.Y.; Lee, J.S.; Kim, S.T. Microstructures and interdiffusions of Pt/Ti electrodes with respect to annealing in the oxygen ambient. J. Mater. Res. 1995, 10, 1790–1794. [Google Scholar] [CrossRef]
- Lee, K.N.; Lee, D.S.; Jung, S.W.; Jang, Y.H.; Kim, Y.K.; Seong, W.K. A high-temperature MEMS heater using suspended silicon structures. J. Micromech. Microeng. 2009, 19, 115011. [Google Scholar] [CrossRef]
- Boyer, H.E.; Gall, T.L. Metals Handbook: Desk Edition; American Society for Metals: Metals Park, OH, USA, 1985. [Google Scholar]
- Galinski, H.; Ryll, T.; Elser, P.; Rupp, J.; Bieberle-Hütter, A.; Gauckler, L. Agglomeration of Pt thin films on dielectric substrates. Phys. Rev. B 2010, 82, 235415. [Google Scholar] [CrossRef]
- Schmid, U. The impact of thermal annealing and adhesion film thickness on the resistivity and the agglomeration behavior of titanium/platinum thin films. J. Appl. Phys. 2008, 103, 054902. [Google Scholar] [CrossRef]
- Olowolafe, J.; Jones, R., Jr.; Campbell, A.C.; Hegde, R.; Mogab, C.; Gregory, R. Effects of anneal ambients and Pt thickness on Pt/Ti and Pt/Ti/TiN interfacial reactions. J. Appl. Phys. 1993, 73, 1764–1772. [Google Scholar] [CrossRef]
- Akasaka, S.; Boku, E.; Amamoto, Y.; Yuji, H.; Kanno, I. Ultrahigh temperature platinum microheater encapsulated by reduced-TiO2 barrier layer. Sens. Actuators A Phys. 2019, 296, 286–291. [Google Scholar] [CrossRef]
- Schut, T.V.P.; Alveringh, D.; Sparreboom, W.; Groenesteijn, J.; Wiegerink, R.J.; Lotters, J. Fully integrated mass flow, pressure, density and viscosity sensor for both liquids and gases. In Proceedings of the IEEE Micro Electro Mechanical Systems (MEMS), Belfast, Northern Ireland, 21–25 January 2018; pp. 218–221. [Google Scholar]
- Giancoli, D.C. Physics: Principles with Applications; Pearson/Prentice Hall: Upper Saddle River, NJ, USA, 2016. [Google Scholar]
- Kuphaldt, T.R. Lessons in Electric Circuits, Volume I–DC. Available online: http://www.ibiblio.org/kuphaldt/electricCircuits/index.htm (accessed on 31 May 2020).
- Belser, R.B.; Hicklin, W.H. Temperature coefficients of resistance of metallic films in the temperature range 25 to 600 C. J. Appl. Phys. 1959, 30, 313–322. [Google Scholar] [CrossRef]
- Belser, R.B. Alloying behavior of thin bimetal films, simultaneously or successively deposited. J. Appl. Phys. 1960, 31, 562–570. [Google Scholar] [CrossRef]
- Incropera, F.P.; Lavine, A.S.; Bergman, T.L.; DeWitt, D.P. Fundamentals of Heat and Mass Transfer; Wiley: Hoboken, NJ, USA, 2007. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Recipe |
|---|---|
| Platen Temperature | 20 |
| SF6 flow | 600 sccm |
| Pressure | 90 /8% valve |
| ICP | 3000 |
| CCP | Off |
| Etch time | 7 × 5 (with 2 interval) |
| Microheaters | Resistivity () | Cross-Sectional Area (A) | Resistance per Unit Length () | Power Generation per Unit Length () (Supply a Current Density of ) |
|---|---|---|---|---|
| Thin film platinum | 2 | |||
| Silicon (Figure 5e) | 35 | |||
| Silicon (Figure 5g) | 230 | |||
| Silicon (Figure 5h) | 720 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, Y.; Veltkamp, H.-W.; Schut, T.V.P.; Sanders, R.G.P.; Breazu, B.; Groenesteijn, J.; de Boer, M.J.; Wiegerink, R.J.; Lötters, J.C. Heavily-Doped Bulk Silicon Sidewall Electrodes Embedded between Free-Hanging Microfluidic Channels by Modified Surface Channel Technology. Micromachines 2020, 11, 561. https://doi.org/10.3390/mi11060561
Zhao Y, Veltkamp H-W, Schut TVP, Sanders RGP, Breazu B, Groenesteijn J, de Boer MJ, Wiegerink RJ, Lötters JC. Heavily-Doped Bulk Silicon Sidewall Electrodes Embedded between Free-Hanging Microfluidic Channels by Modified Surface Channel Technology. Micromachines. 2020; 11(6):561. https://doi.org/10.3390/mi11060561
Chicago/Turabian StyleZhao, Yiyuan, Henk-Willem Veltkamp, Thomas V. P. Schut, Remco G. P. Sanders, Bogdan Breazu, Jarno Groenesteijn, Meint J. de Boer, Remco J. Wiegerink, and Joost C. Lötters. 2020. "Heavily-Doped Bulk Silicon Sidewall Electrodes Embedded between Free-Hanging Microfluidic Channels by Modified Surface Channel Technology" Micromachines 11, no. 6: 561. https://doi.org/10.3390/mi11060561
APA StyleZhao, Y., Veltkamp, H.-W., Schut, T. V. P., Sanders, R. G. P., Breazu, B., Groenesteijn, J., de Boer, M. J., Wiegerink, R. J., & Lötters, J. C. (2020). Heavily-Doped Bulk Silicon Sidewall Electrodes Embedded between Free-Hanging Microfluidic Channels by Modified Surface Channel Technology. Micromachines, 11(6), 561. https://doi.org/10.3390/mi11060561