4.1. Performance Simulation
Before simulation, Re can be calculated by Equation (11). When the fluid density (
ρ) is 1 × 10
3 kg/m
3, the mixing chamber structural characteristic scale (
L) is 5 × 10
−4 m, the flow velocity (
u) is 2 × 10
−2 m/s, and the dynamic viscosity coefficient (
η) is 1 × 10
−3 Pa·s,
, which proves that the fluid movement in the micromixer is a typical laminar flow:
In a laminar flow condition, the fluid flow of the model is described by the Navier–Stokes equations as follows:
where
ρ is the density (kg/m
3),
u is the velocity (m/s),
μ is the viscosity (N·s/m
2), and
p is the pressure (Pa). The modeled fluid is water with a viscosity of 1 × 10
−3 N·s/m
2 and a density of 1000 kg/m
3. The mass transport of the model is described by the convection–diffusion equation as follows:
where
D is the diffusion coefficient (m
2/s),
c is the concentration of the components (mol/m
3), and
R is the reaction rate between components. When no reactions occur between the fluids to be mixed,
R = 0, and the mass transport between fluids is determined using both convective diffusion (
) and molecular diffusion (
).
Based on the above equations, a series of simulations were executed by using COMSOL Multiphysics. Additionally, the simulation model included the following specific assumptions:
The fluid in the model was incompressible and Newtonian;
There was no chemical reaction between the fluids;
There were no slip boundary conditions;
We did not consider fluid infiltration, bubbles within the fluid, or fluid polarity.
Orderly and clearly unstructured tetrahedral units were chosen as mesh elements. The independence of the number of mesh elements was calculated based on the results of visual tests, and the concentration distribution of the mixing chamber surface was predicted by the simulation results. The microscopic images and the simulation results for surface concentration distribution for different numbers of mesh elements were converted to grayscale using the open source image processing software ImageJ (National Institutes of Health, Bethesda, MD, USA). The number of gray pixels in each image was counted to compare the simulation accuracy and determine the mesh independence. A comparison of the accuracy for different numbers of mesh elements is shown in
Table 1. In the table, the number of mesh elements is divided into five levels, namely coarser, coarse, normal, fine, and finer. When the number of mesh elements increased from coarser (5.8 × 10
3) to fine (87.2 × 10
3), the relative error of the model dropped from 34.45% to 5.52%. When the number of mesh elements became finer (254.26 × 10
3), the relative error of the model dropped to 5.43%, and the calculation time was more than five hours using a Lenovo 510 pro computer with an Intel i5-9400F processor and 8 GB of DDR4 RAM. Therefore, in order to ensure simulation efficiency while limiting the relative error, the mixing chamber structure was divided by fine-level (87.2 × 10
3) mesh elements (calculation time = 97 min).
The underlying finite element discretization method used in this model was the Galerkin method. When the mass transport equation was discretized using the Galerkin method, the resulting numerical problem became unstable if the Peclet Number (Pe) was larger than one. Therefore, some other techniques were required to further ensure numerical stability without mesh refinement in the model. Consistent stabilization methods that did not perturb the original mass transport equation were selected. These methods included streamline diffusion and crosswind diffusion. Streamline diffusion introduces artificial diffusion in the streamline direction. It is often sufficient to obtain a smooth numerical solution if the exact solution of mass transport does not contain any discontinuities. However, undershoots and overshoots can occur in the numerical solutions when sharp gradients are present. The crosswind diffusion that introduces orthogonal diffusion to the streamline direction can address the above spurious oscillations. Therefore, streamline diffusion and crosswind diffusion should be applied at the same time to further ensure numerical stability.
Figure 5 shows the concentration distributions of the mixing chamber surface and the outlet cross-section obtained using the above model. The fluids for mixing are shown in green (1 mol/L) and red (0 mol/L), while the color gradient between them indicates the degree of mixing. The concentration contours had increments of 0.02 mol/L. From
Figure 4, it can be seen that when
t = 1 s, the fluids to be mixed only passed through two mixing units, and the color of the outlet cross-section was red (i.e., the concentration was 0 mol/L). When
t = 2 s, the fluids passed through four mixing units, and the color of the outlet cross-section was close to red, which indicated that the concentration of the outlet cross-section was close to 0 mol/L. When
t = 3 s, the fluids almost passed through the entire mixing chamber, and the color of the outlet cross-section was close to yellow (0.5 mol/L), which was the center of the color gradient. Moreover, the interface between the two fluids was difficult to distinguish near the outlet of the mixing chamber. When
t = 4 s, the fluids passed through the entire mixing chamber, the color of the outlet cross-section was a uniform yellow, and the interface between the two fluids was indistinguishable. When
t > 4 s, the mixing chamber surface and the outlet cross-section concentration distribution were not significantly changed, and the mixer worked in a stable state. However, there were many red plaques at the corners and the edges of the mixer structure. A large difference in concentration was observed between these plaques and the surrounding fluid. From the velocity magnitude distribution shown in
Figure 5, it can be seen that when Re = 10, the fluid velocity at the corners and the edges was much lower than that at the center of the structure, even close to 0 m/s. These almost stationary fluids could only be mixed by molecular diffusion. Therefore, it took more time to eliminate these plaques. When
t = 30 s, the plaques completely disappeared due to sufficient molecular diffusion.
In order to investigate the mixing inside the device at
t = 30 s when Re = 10, the particle trajectories, the slice concentration distributions, and the cross-section isoconcentration contours are shown in
Figure 6. The cross-sections, which included folding before (A
1, A
2, B
1, B
2, C
1, C
2, D
1, D
2, E
1, E
2 and F
1, and F
2), folding after (A
3, A
4, B
3, B
4, C
3, C
4, D
3, D
3, E
3, E
4 and F
3, and F
4), and recombination (A
5, B
5, C
5, D
5, E
5 and F
5), are shown in
Figure 5. As can be seen from
Figure 6a, for relatively high Re (Re = 10), there was a significant vortex effect inside the mixer. The vortexes were generated because the sudden expansion of the structure led to the differentiation of the flow rate when the fluids flowed out of the outlet of the T-shaped channel [
31]. The fluids were accelerated once more due to the recombination operation at the outlet of mixing unit A. When the accelerated fluids entered mixing unit B, the flow rate differentiated again. The repetition of the mixing unit structure led to the periodic generation of vortexes. As shown in
Figure 6b, in mixing unit A, the interface between the two fluids was clear. In mixing units B and C, the interface of the two fluids was blurred. In mixing unit D, the interface of the two fluids was indistinguishable. In mixing units E and F, the fluids became a uniform yellow color. The isoconcentration contours before and after the folding operation are shown in
Figure 6c. In A
1, the cross-section that was closest to the inlet of the mixing chamber, the red color was dominant. In A
2, another no-fold cross-section, red and green colors were present, and the interface between them was sharpened. In A
3, which was obtained by the double folding of cross-section A
1, red still dominated; however, the proportion of yellow was significantly increased. In A
4, which was obtained by the double folding of cross-section A
2, the gradient between the two colors was macroscopically decreased. In A
5, which was the cross-section after the first recombination, the color gradient was further reduced; however, the interface was still clear. Additionally, the isoconcentrations on A
1 and A
2 were very dense, and it seemed that some of them overlapped. The isoconcentrations on A
3 and A
4 were still dense, but they were not as crowded. The isoconcentrations on A
5 were further decreased. There was a certain distance between each isoconcentration. In each cross-section of mixing units B, C, and D, the color gradient of the concentration cloud and the number of isoconcentrations were reduced step by step, which illustrated the continuous improvement of fluid uniformity. In each cross-section of mixing units E and F, the change of the color gradient was not obvious, and the interface between the two colors was difficult to distinguish. The number of isoconcentrations in all the cross-sections of mixing units E and F was fewer than five, which illustrated that the concentration difference was not only very small but also steady.
However, the particle trajectories, the slice concentration distribution, and the number of isoconcentrations could only describe the improvement of mixer performance roughly, and it was impossible to prove whether chaotic flow occurred inside the mixer. In order to accurately quantify the mixing effectiveness, the mixing concentration variance (
σ) in Equation (14) was used:
where
Ci is the concentration of the statistical area,
N = 10 is the number of samples in the statistical area, and
= 0.5 mol/L is the average concentration.
Figure 7 shows the curves of concentration variance (
σ) against Re when sampling points were at the recombination cross-sections (A
5, B
5, C
5, D
5, E
5, and F
5). From the figure, it can be seen that when Re ≤ 0.5,
σ was proportional to Re, the mixing efficiency was inversely proportional to Re. When Re = 0.1, the concentration variance was
σ = 0.041 at the outlet of the mixing chamber (cross-section F
5). Since the mixing chamber’s characteristic structural scale was
L = 5 × 10
−4 m, the flow velocity
u = 2 × 10
−4 m/s could be calculated by Equation (11). Then, when the diffusion coefficient (
D) was 1 × 10
−9 m
2/s, the mixing chamber’s characteristic structural scale (
L) was consistent, and the Peclet Number Pe = 1 could be calculated by Equation (15):
According to the result of the Pe calculation, the mass transfer in the mixing chamber was mainly determined by molecular diffusion. The effectiveness of molecular diffusion was related to the contact area and the contact time between the fluids to be mixed. The contact area was constant, since the mixing unit structure was identical. When the flow velocity increased with Re, the contact time and the mixing efficiency decreased. When Re = 1, after the fourth recombination (cross-section D5), the concentration variance (σ = 0.110) was still higher than the value at Re = 0.5 (σ = 0.102). However, after the fifth recombination (cross-section E5), the concentration variance (σ = 0.071) was less than the value at Re = 0.5 (σ = 0.079), and the trend of the curves turned over. When Re = 1, the flow velocity u = 2 × 10−3 m/s, and Pe = 10 could be calculated by Equation (15), which proved that the mass transfer in the mixing chamber was determined by both molecular diffusion and convection. When Re = 5, at the outlet of the mixing chamber (cross-section F5), the concentration variance (σ = 0.030) was less than the value at Re = 0.1 (σ = 0.041). When Re = 10, at the outlet of mixing unit C, the concentration variance σ = 0.169 was less than the value at the same position when Re = 0.1 (σ = 0.175). At the outlet of the mixing chamber (cross-section F5), σ = 0.0181 (the mixing index α = 96.4%), which was far less than the value at Re = 0.1 (σ = 0.041). Additionally, a significantly increased Re = 50 was chosen to investigate the influence of inertia on mixing. When Re = 50, at the outlet of mixing unit A (cross-section A5), the concentration variance was σ = 0.464, which was the lowest value at this position. Meanwhile, at the outlet of the mixing chamber (cross-section F5), σ = 0.00965 (the mixing index α = 98.07%), which was the best simulation mixing efficiency obtained in this paper.
The above data confirmed that the convection contributed increasingly to mass transfer when Pe increased with flow velocity and Re. However, the mixer could not easily produce convective diffusion without external driving if the fluid’s only motion was laminar with a low Re. Therefore, it could be inferred that chaotic flow, which is the cause of convective diffusion, was generated inside the mixer.
4.2. Performance Test
Before the performance test, Re was converted to volumetric flow
Q (m
3/s) according to Equation (16):
where
L is the side length of the equivalent square channel,
η0 is the viscosity of the dyed water (8 × 10
−4 Pa·s at 25 °C), and
ρ is the density of water (998 kg/m
3). The correspondence between Re and the volumetric flow rate was as follows: when Re = 0.1,
Q = 0.024 mL/min; when Re = 0.5,
Q = 0.12 mL/min; when Re = 1,
Q = 0.24 mL/min; when Re = 5,
Q = 1.2 mL/min; and when Re = 10,
Q = 2.4 mL/min.
Then, a visualization test was conducted to intuitively observe the 3D HT mixer process. Rhodamine B (red) and Methyl Green (bluish-green) dyes were utilized as indicators. A dual-channel micro-injection pump (SN-50F6; Sino Medical-Device Technology Co., Ltd., Shenzhen, China) was used to provide impetus and controlled volumetric flow, and a microscope (C3203A; Shanghai Precision Instrument Co., Ltd., Shanghai, China) was used to observe the mixing progress under different Re. Microscopic top-view images of the 3D HT mixer are shown in
Figure 8. The arrow indicates the direction of fluid flow, and the positions of the letters (A
5, B
5, C
5, D
5, and E
5) are consistent with recombination cross-sections in the concentration distribution of
Figure 5. Due to the limitation of the microscope’s field of view, the recombination cross-section F
5 was not visible in the images; however, the five mixing units were sufficient to verify the mixer performance. From the images, it can be seen that when Re = 0.1, at cross-section B
5, the fluid interface could be easily identified after the double-folding and the recombination operations, while the interface became indistinct after the fourth recombination (cross-section D
5). When Re = 0.5, at cross-section B
5, the interface between the two fluids became clearer, and the fluid interface could still be easily identified in cross-section D
5; all of the above changes proved the decline in mixing efficiency. When Re = 1, at cross-sections B
5 and D
5, the fluid interface became harder to identify but not significantly so. When Re = 5, at cross-section B
5, the fluid interface was not visible, while the fluid interface was invisible at cross-section D
5. When Re = 10, at cross-section B
5, the fluid interface was invisible, which indicated further improvement of the mixing efficiency. The results of the visualization test indicated that the variation trend of mixing efficiency under different Re was consistent with the simulation.
Next, standard pH buffer solutions (INESA Scientific Instruments, Ltd., Shanghai, China) containing potassium hydrogen phthalate (0.05 mol/L, pH = 4.01), mixed phosphate (0.025 mol/L, pH = 6.86), and borax (0.01 mol/L, pH = 9.18) were prepared at room temperature (25 °C) to more accurately test the mixing performance. To provide a reference, any two equal-volume solutions (10 mL) were homogeneously mixed using a magnetic stirrer. The obtained buffer solutions were calibrated using a pH meter (JB-1A; INESA Scientific Instruments, Ltd., Shanghai, China). Each measurement was repeated three times, and the values were averaged. The results of the calibration are shown in
Table 2.
After the calibration of reference solutions, the dual-channel micro-injection pump was used to inject different combinations of buffers through the two inlets of the mixer. At the outlet, the pH of the mixing solution at different Re was tested using a pH meter. To ensure the consistency of the results, all the tests were started one minute after the injection of the solution, and tests were repeated three times. The pH curves of the mixed buffer solutions under different Re are shown in
Figure 9. From the test results, it can be seen that the pHs of the three different buffer solution combinations fluctuated above the reference value with the change of Re. When Re ≤ 0.5, the pH gradually deviated from the reference value with the increase of Re, which indicated that the mixing efficiency became worse. When Re ≥ 1, the pH gradually decreased towards the reference value with the increase of Re, which indicated that the mixing efficiency was improved. It can be seen that when 0.5 < Re < 1, the mixing efficiency turned over, which was consistent with the concentration variance curves shown in
Figure 7. Additionally, when Re = 10, pH
AVG1 = 5.01, pH
AVG2 = 5.14, and pH
AVG3 = 7.75 were all closest to the reference value.
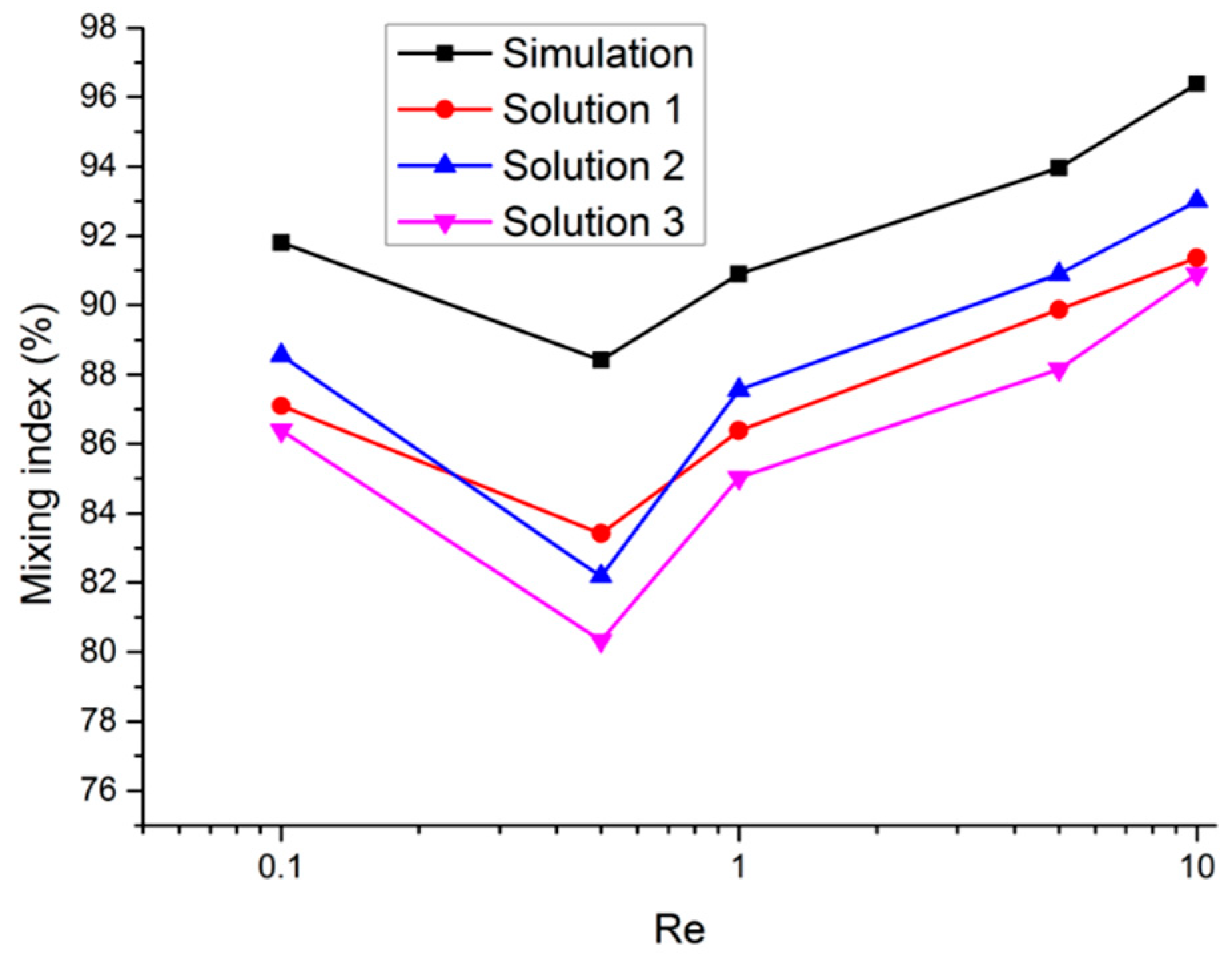
The mixing index (
α) was obtained by Equation (17), and then the relationship curves between the mixing index and Re were plotted, as shown in
Figure 10. Here,
σmax was the maximum concentration variance at the inlet of the mixer (unmixed). Since the Re increment was large, a log scale was used on the variation trend curves. The logarithmic scale not only compressed the size of the independent variable but also made the change trend more obvious.
As shown in
Figure 10, when Re ≤ 0.5, the curve decreased as Re increased. When Re = 0.5, at the nadir of each curve, the simulated mixing index
αS-min = 88.42%, while the experimentally derived mixing indexes
αE-min1 = 83.42%,
αE-min2 = 82.18%,
αE-min3 = 80.33%, respectively, with the average of the three experimentally derived values being
αAVG-min = 81.98%. Here, the molecular diffusion became insufficient due to the shortened contact time as Re increased, and the convection diffusion caused by chaotic flow still did not play a leading role in the mixing. When Re ≥ 1, the mixing index curves increased as Re increased. When Re = 10, the best mixing efficiency was achieved, with the simulated mixing index being
αS-max = 96.4% and the experimentally derived mixing indexes being
αE-max1 = 96.38%,
αE-max2 = 91.36%, and
αE-max3 = 93.01%, respectively, giving an average experimentally derived value of
αAVG-max = 91.75%. Here, the mixing was mainly controlled by the convective diffusion induced by the chaotic flow. The experimentally derived mixing index curves agreed well with the numerical simulation; however, the experimentally derived values were slightly lower. Compared with the simulation results, the
αAVG-min was lower by 6.44%, and the
αAVG-max was lower by 4.65%. This was due to the fact that the simulation was based on ideal molecular diffusion, as well as the fact that unfavorable factors of fluid infiltration, bubbles within the fluid, and fluid polarity were not considered.
4.3. Performance Comparison
Finally,
Table 3 lists the results of experimental tests using some micromixers that were also used for water-based fluids with Newtonian behavior. In order to directly compare the working conditions of these mixers, the flow rate or the volumetric flow that was stated in the literature was converted to Re. As can be seen from
Table 3, when Re < 10, all the mixers could work. When Re < 1, more than half of the mixers worked (the mixers in references [
11,
12,
13,
14,
24,
26] and the mixer used in this paper), which indicated that these devices were suitable for laminar flow mixing. For all the mixers, the maximum mixing length was no more than 13 mm [
12], while the minimum mixing length was 2.75 mm [
11], which indicated that the structure size was suitable for integration in μTASs. Except for 3D SAR mixer (split-and-recombine) [
32], the mixers shown in
Table 3 consisted of more than one mixing unit, with the maximum number of units being 20 (in the mixer in reference [
13]). Using a larger number of mixing units could improve the fluid chaos and thus obtain a better mixing index. However, when more units were used, the manufacturing cost and the difficulty of integration increased. Therefore, the number of mixing units was usually around 10 or fewer than 10. The mixing indexes of the various mixers are compared in
Table 3. The mixing index of each mixer exceeded 70%. However, for seven mixers, the mixing index exceeded 80% (the mixers in references [
11,
13,
14,
15,
24,
26], and for three mixers, it exceeded 90%, namely the GSMMT (grooves staggered in the upper and lower layers at the midstream positions) [
15] (
α = 90%, when Re = 96), the 3D Tesla [
13] (
α = 94%, when Re = 1), and the 3D HT used in the present study (
αsimulation = 96.4%,
αtest = 91.75%, when Re = 10). However, compared to the 3D HT mixer, the GSMMT structure required a higher Re, while the 3D Tesla needed more mixing units to ensure mixing efficiency. The designs of the micromixers in references [
8] and [
9] are also based on the Horseshoe Transformation. The mixing index of the “squeeze back” HT mixer was approximately 80% (Re = 3) [
24], and that of the “classic HT” was 84% (Re = 10) [
26]. For the 3D HT mixer used in this paper, the simulation results revealed that the mixing index could reach 96.4% when Re = 10. However, the mixing index obtained in the experimental pH test was only 91.75% due to the non-ideal molecular diffusion and unfavorable factors (fluid infiltration, bubbles within the fluid, fluid polarity, and Joule heating). However, the mixer still achieved a good performance. It can be seen that, compared to the existing design related to the Horseshoe Transformation, the performance of the micromixer based on the 3D Horseshoe Transformation was significantly improved.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}