Machining of Lenticular Lens Silicon Molds with a Combination of Laser Ablation and Diamond Cutting



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
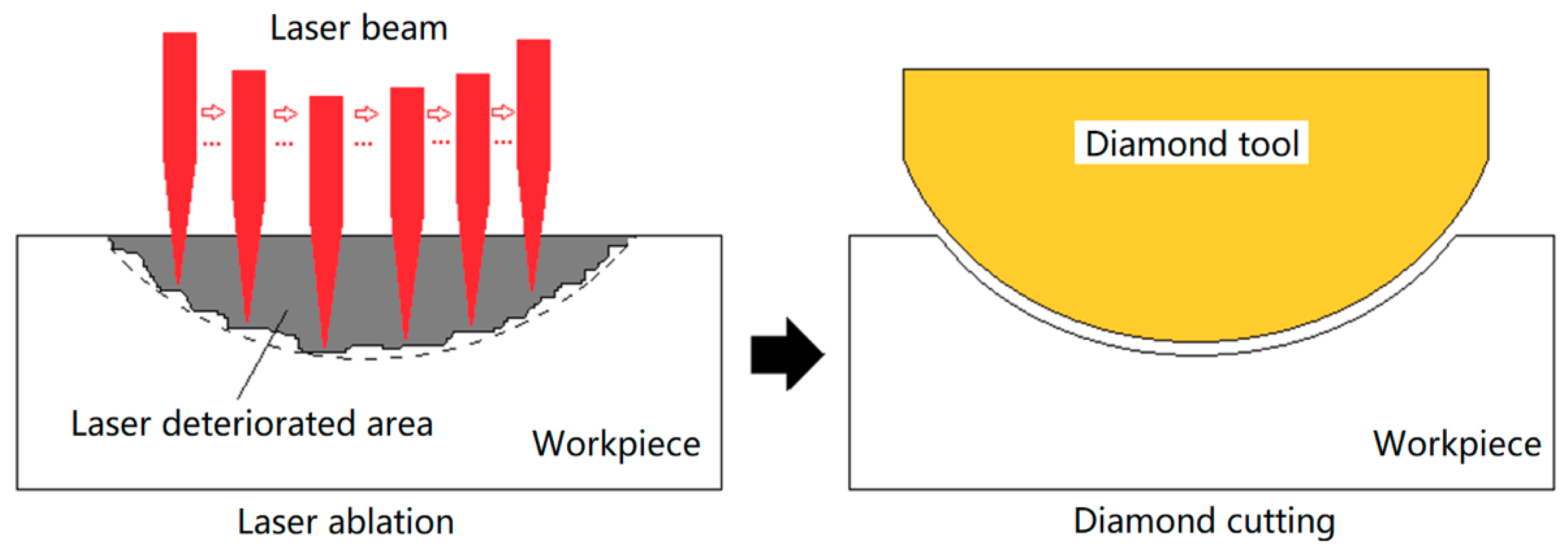
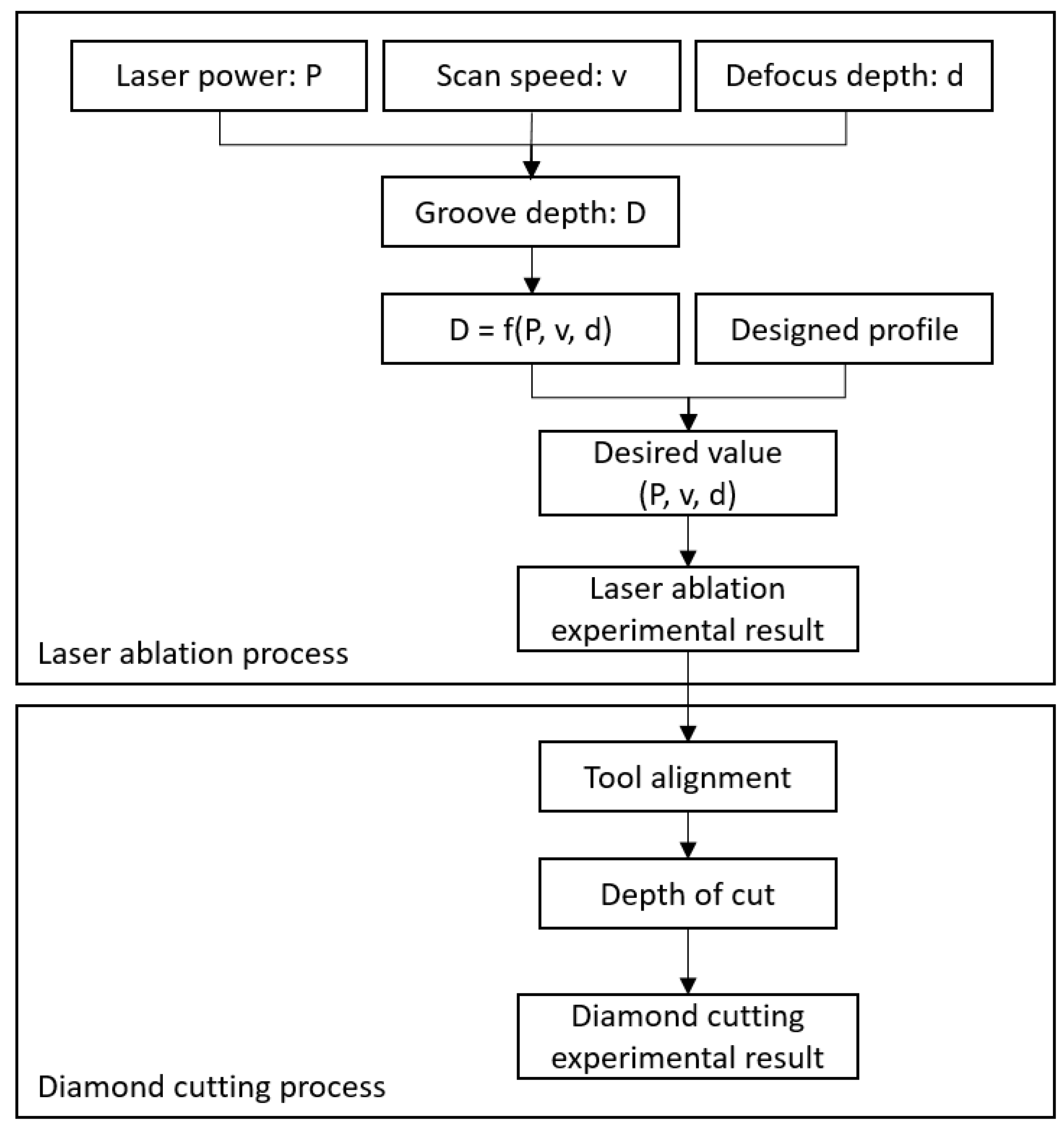
2.1. Experimental Process
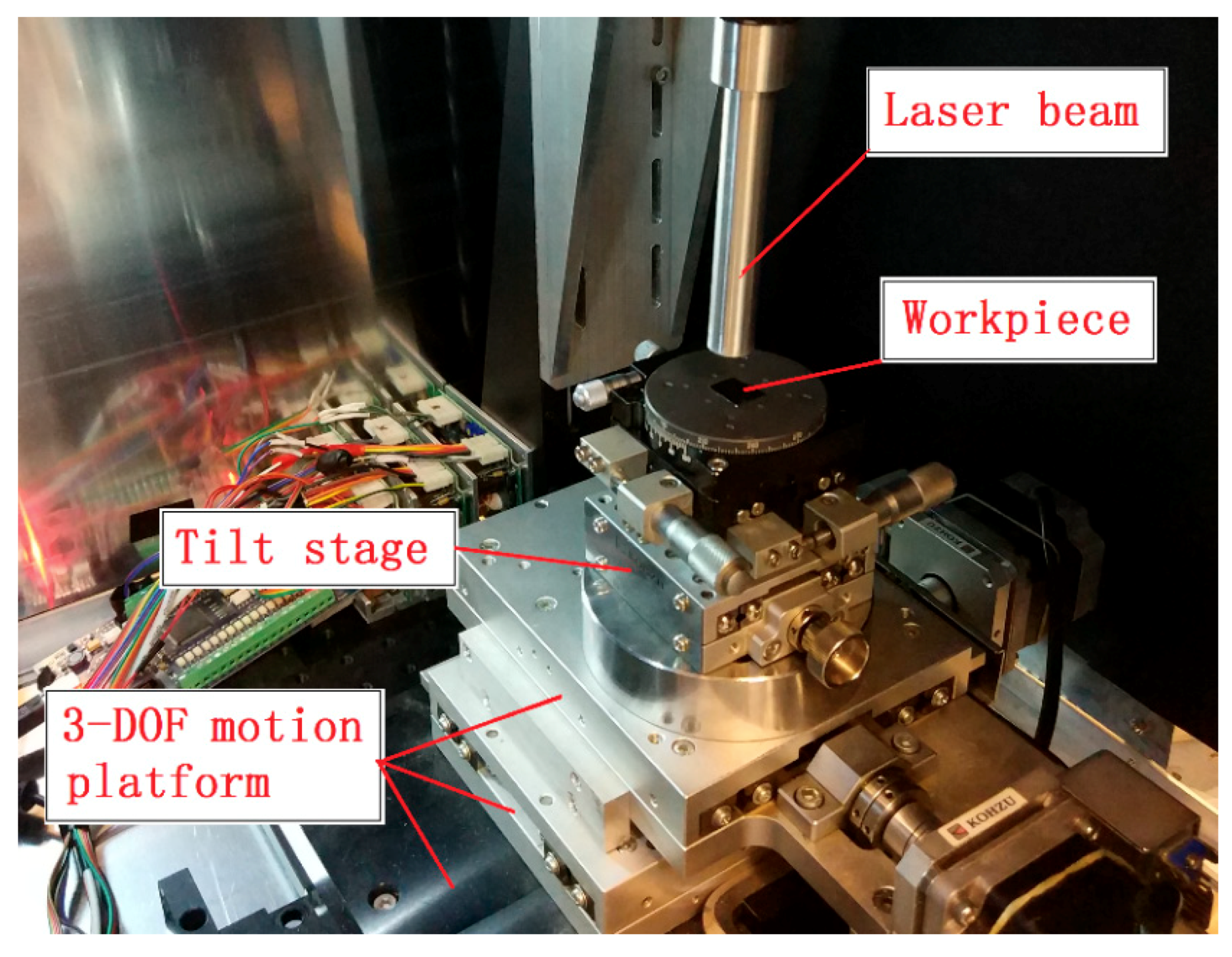
2.2. Laser Ablation Experiment
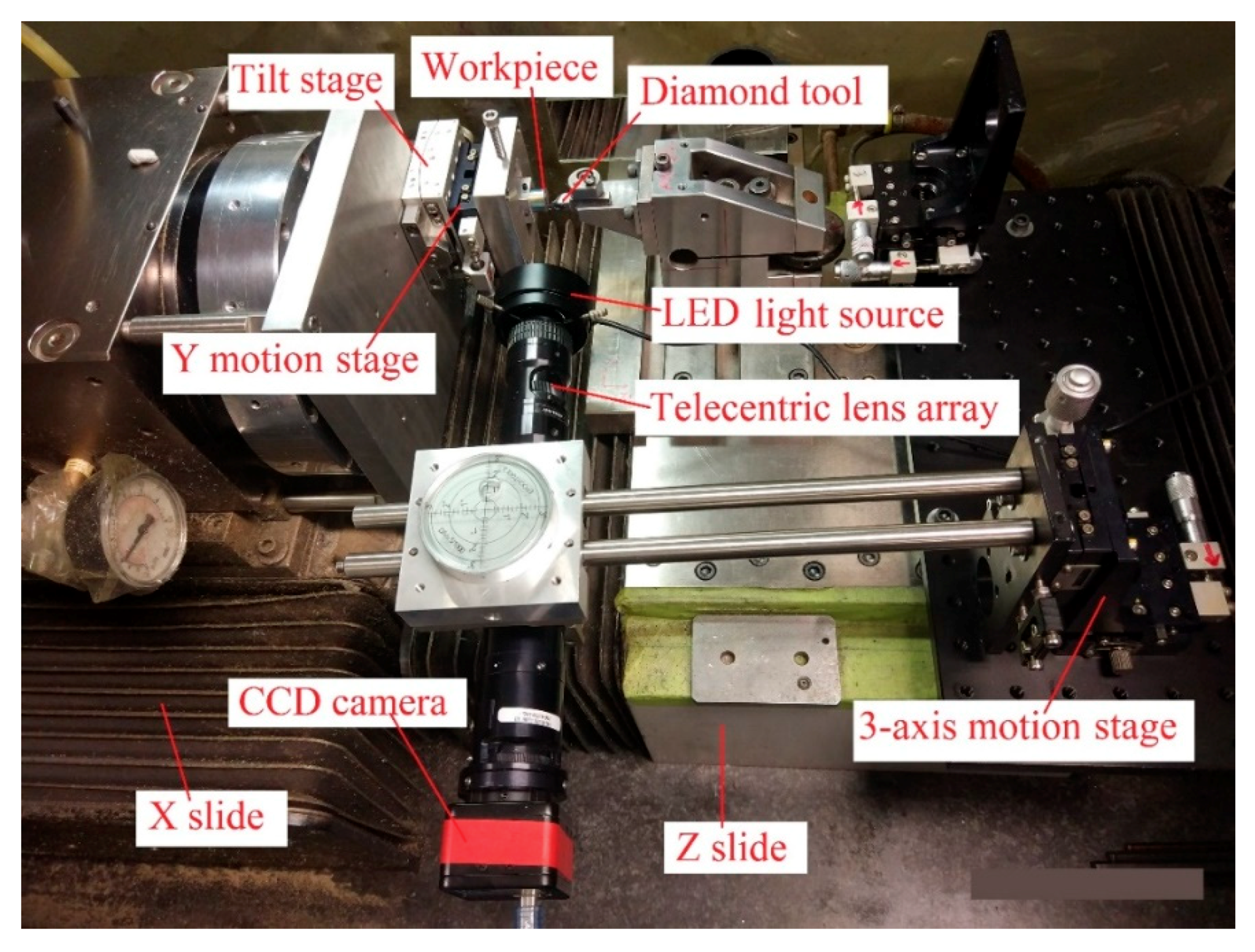
2.3. Diamond Cutting Experiment
3. Results and Discussion
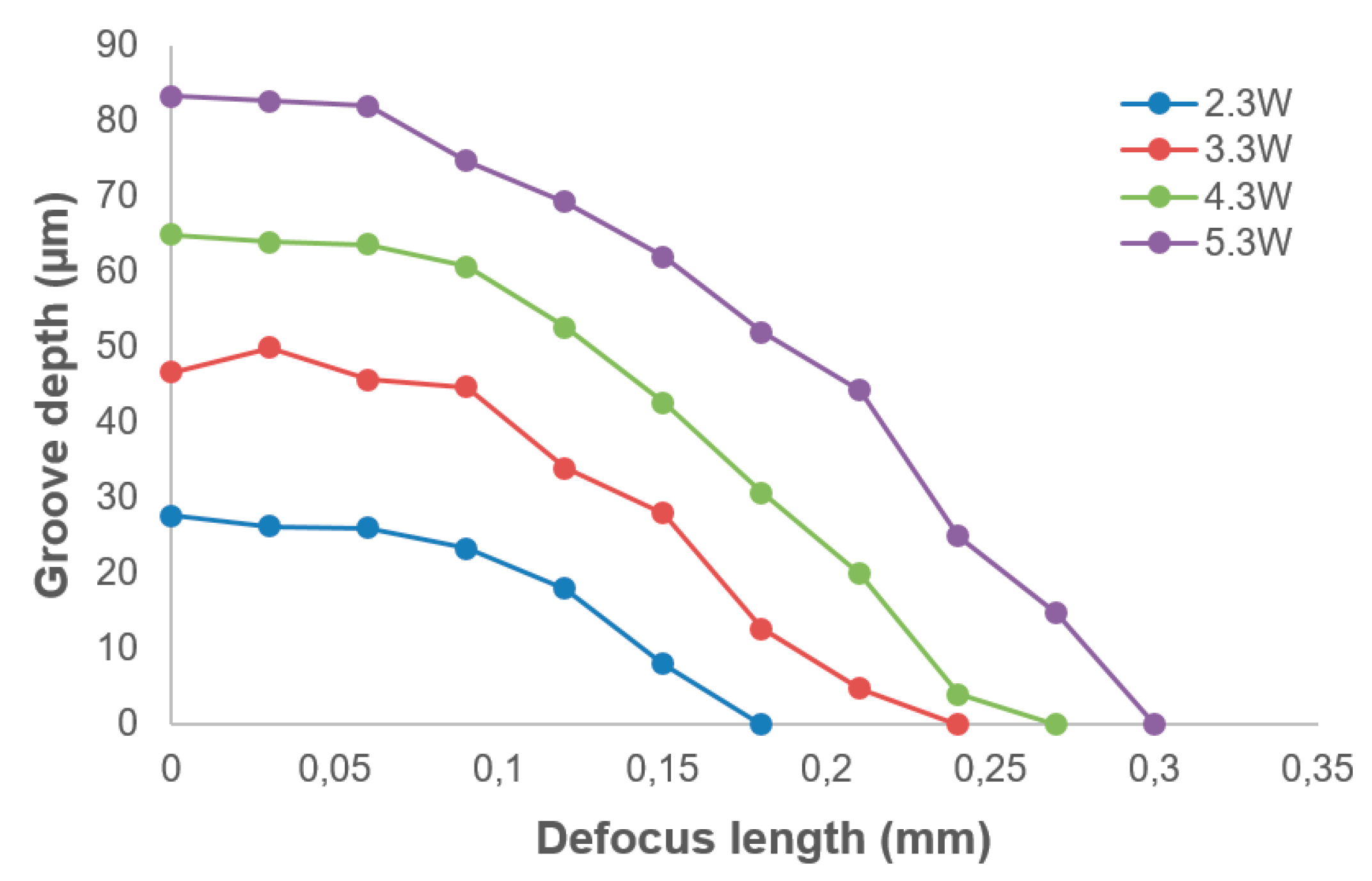
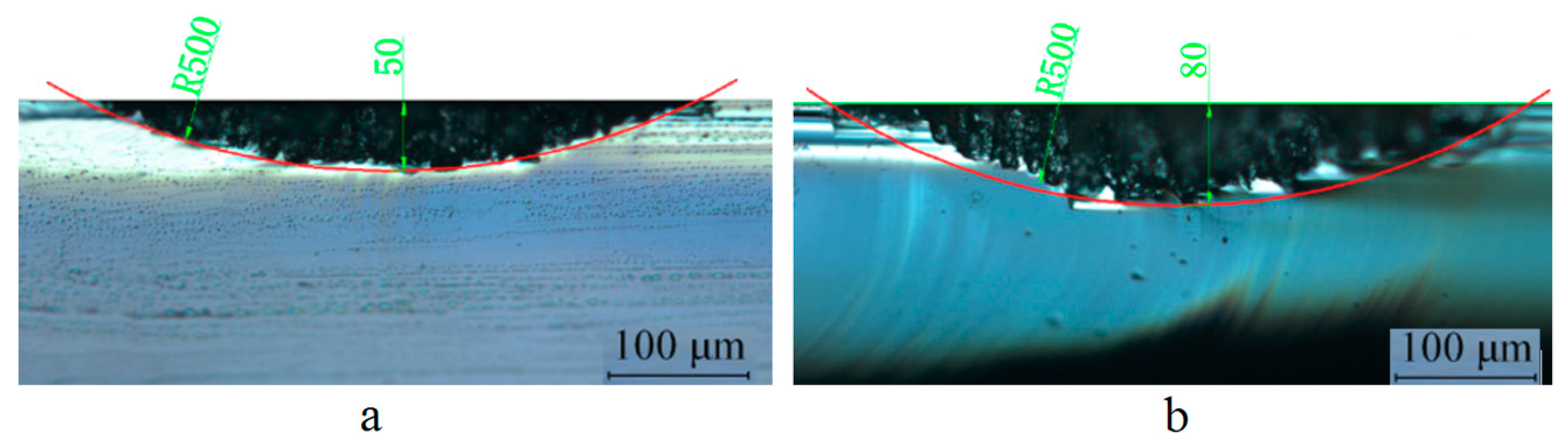
3.1. Laser Ablation Experimental Results
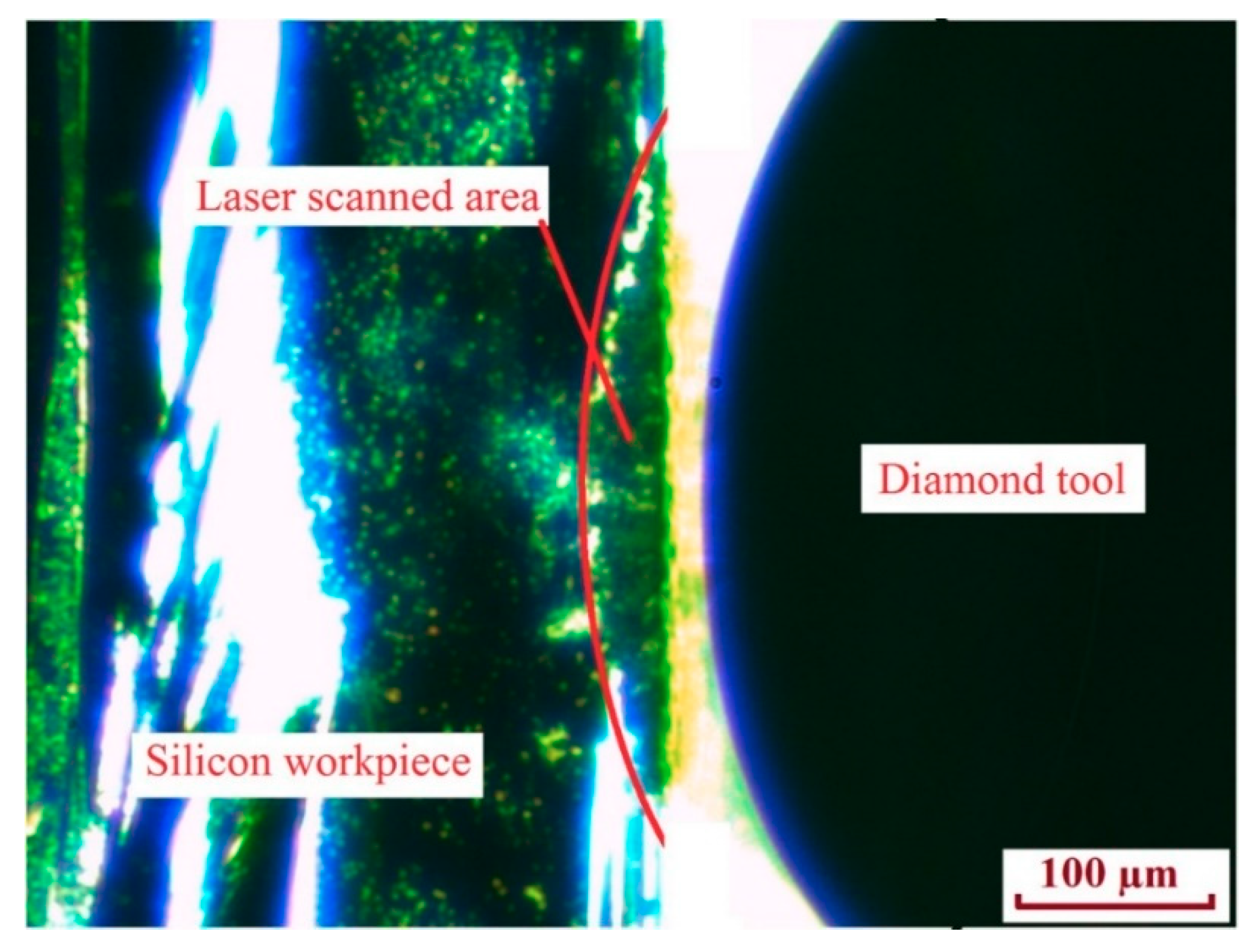
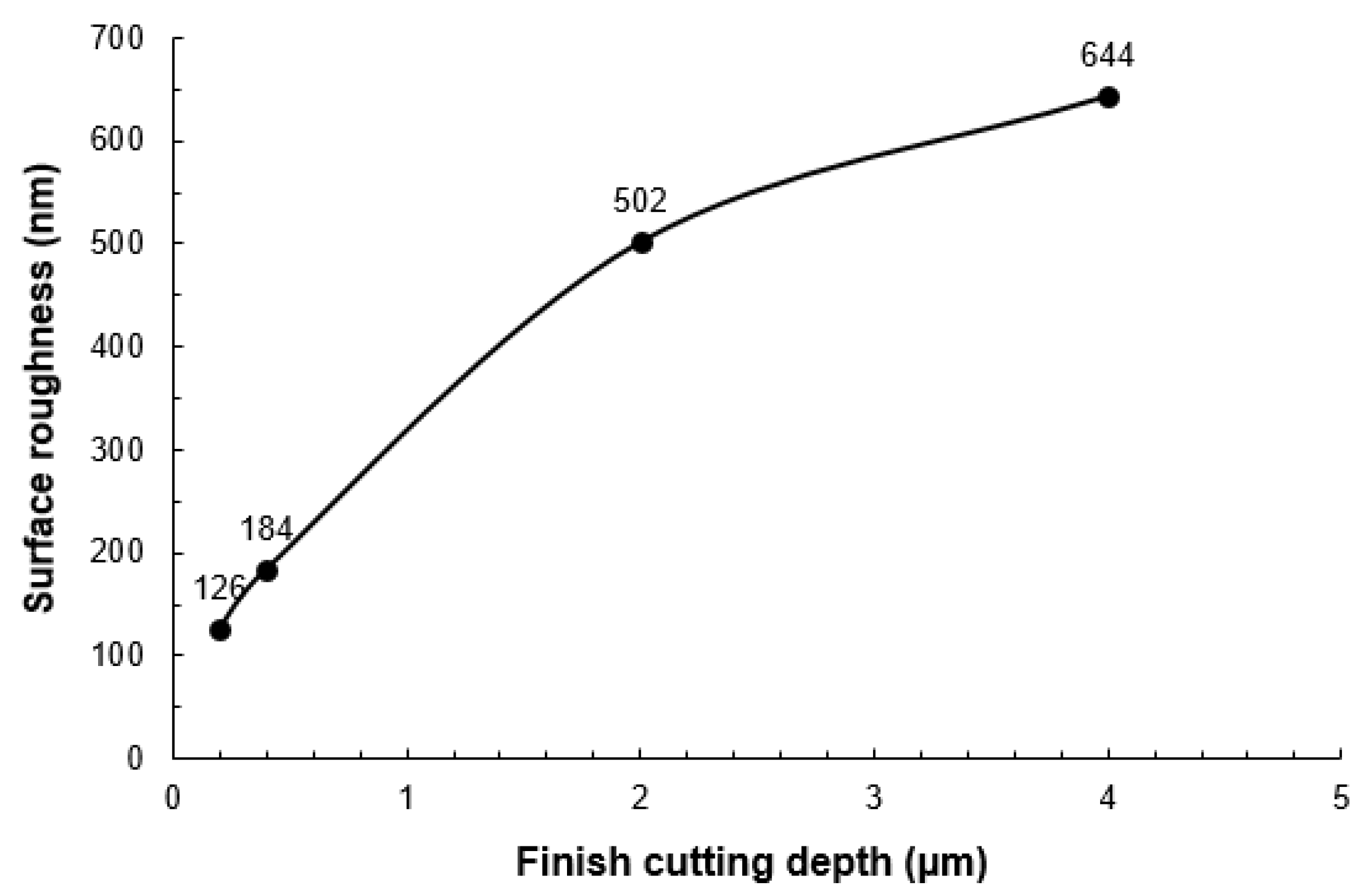
3.2. Diamond Cutting Experimental Results
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Dodgson, N.A. Autostereoscopic 3D displays. Computer 2005, 38, 31–36. [Google Scholar] [CrossRef]
- Lim, Y.J.; Yu, J.H.; Song, K.H.; Lee, M.H.; Ren, H.; Mun, B.J.; Lee, G.D.; Lee, S.H. Film patterned retarder for stereoscopic three-dimensional display using ink-jet printing method. Opt. Express 2014, 22, 22661–22666. [Google Scholar] [CrossRef]
- He, P.; Li, L.; Yu, J.; Huang, W.; Yen, Y.C.; Lee, L.J.; Allen, Y.Y. Graphene-coated Si mold for precision glass optics molding. Opt. Lett. 2013, 38, 2625–2628. [Google Scholar] [CrossRef] [PubMed]
- He, P.; Li, L.; Li, H.; Yu, J.; Lee, L.J.; Allen, Y.Y. Compression molding of glass freeform optics using diamond machined silicon mold. Manuf. Lett. 2014, 2, 17–20. [Google Scholar] [CrossRef]
- Zhou, T.; Yan, J. Glass molding process for microstructures. In Microfabrication and Precision Engineering; Woodhead Publishing: Cambridge, UK, 2017; pp. 213–262. [Google Scholar]
- Inamura, T.; Shimada, S.; Takezawa, N.; Ikawa, N. Crack initiation in machining monocrystalline silicon. CIRP Ann.-Manuf. Technol. 1999, 48, 81–84. [Google Scholar] [CrossRef]
- Blake, P.N.; Scattergood, R.O. Ductile-regime machining of germanium and silicon. J. Am. Ceram. Soc. 1990, 73, 949–957. [Google Scholar] [CrossRef]
- Blackley, W.S.; Scattergood, R.O. Ductile-regime machining model for diamond turning of brittle materials. Precis. Eng. 1991, 13, 95–103. [Google Scholar] [CrossRef]
- Hirsch, P.B.; Roberts, S.G. The brittle-ductile transition in silicon. Philos. Mag. A 1991, 64, 55–80. [Google Scholar] [CrossRef]
- Leung, T.P.; Lee, W.B.; Lu, X.M. Diamond turning of silicon substrates in ductile-regime. J. Mater. Process. Technol. 1998, 73, 42–48. [Google Scholar] [CrossRef]
- Chao, C.L.; Ma, K.J.; Liu, D.S.; Bai, C.Y.; Shy, T.L. Ductile behaviour in single-point diamond-turning of single-crystal silicon. J. Mater. Process. Technol. 2002, 127, 187–190. [Google Scholar] [CrossRef]
- Goel, S.; Luo, X.; Agrawal, A.; Reuben, R.L. Diamond machining of silicon: A review of advances in molecular dynamics simulation. Int. J. Mach. Tools Manuf. 2015, 88, 131–164. [Google Scholar] [CrossRef]
- Fang, F.Z.; Venkatesh, V.C. Diamond cutting of silicon with nanometric finish. CIRP Ann. 1998, 47, 45–49. [Google Scholar] [CrossRef]
- Yeh, C.H.; Shih, C.J.; Wang, H.C.; Chang, F.Y.; Young, H.T.; Chang, W.C. Microlenticular lens replication by the combination of gas-assisted imprint technology and LIGA-like process. J. Micromech. Microeng. 2012, 22, 095021. [Google Scholar] [CrossRef]
- Fang, F.Z.; Chen, Y.H.; Zhang, X.D.; Hu, X.T.; Zhang, G.X. Nanometric cutting of single crystal silicon surfaces modified by ion implantation. CIRP Ann. 2011, 60, 527–530. [Google Scholar] [CrossRef]
- To, S.; Wang, H.; Jelenković, E.V. Enhancement of the machinability of silicon by hydrogen ion implantation for ultra-precision micro-cutting. Int. J. Mach. Tools Manuf. 2013, 74, 50–55. [Google Scholar] [CrossRef]
- Mohammadi, H.; Poyraz, H.B.; Ravindra, D.; Patten, J.A. Single point diamond turning of silicon by using micro-laser assisted machining technique. In Proceedings of the ASME 2014 International Manufacturing Science and Engineering Conference collocated with the JSME 2014 International Conference on Materials and Processing and the 42nd North American Manufacturing Research Conference, Detroit, MI, USA, 9–13 June 2014; American Society of Mechanical Engineers: New York, NY, USA, 2014; p. V002T02A057. [Google Scholar]
- Mohammadi, H.; Ravindra, D.; Kode, S.K.; Patten, J.A. Experimental work on micro laser-assisted diamond turning of silicon (111). J. Manuf. Process. 2015, 19, 125–128. [Google Scholar] [CrossRef]
- Youn, S.W.; Takahashi, M.; Goto, H.; Maeda, R. Fabrication of micro-mold for glass embossing using focused ion beam, femto-second laser, eximer laser and dicing techniques. J. Mater. Process. Technol. 2007, 187, 326–330. [Google Scholar] [CrossRef]
- Kim, C.; Sohn, I.B.; Lee, Y.J.; Byeon, C.C.; Kim, S.Y.; Park, H.; Lee, H. Fabrication of a fused silica based mold for the microlenticular lens array using a femtosecond laser and a CO2 laser. Opt. Mater. Express 2014, 4, 2233–2240. [Google Scholar] [CrossRef]
- Kim, S.; Kim, B.H.; Shin, H.S.; Chu, C.N. Hybrid micromachining using a nanosecond pulsed laser and micro EDM. J. Micromech. Microeng. 2009, 20, 015037. [Google Scholar] [CrossRef]
- Yoshida, Y.; Masuzawa, T.; Ikeda, H.; Oguchi, K.; Yamagishi, H.; Wakabayashi, Y. Development of a laser-focused ion beam combination machine. Rev. Sci. Instrum. 2010, 81, 02B702. [Google Scholar] [CrossRef]
- Cao, X.D.; Kim, B.H.; Chu, C.N. Hybrid micromachining of glass using ECDM and micro grinding. Int. J. Precis. Eng. Manuf. 2013, 14, 5–10. [Google Scholar] [CrossRef]














© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Han, J.; Li, L.; Lee, W. Machining of Lenticular Lens Silicon Molds with a Combination of Laser Ablation and Diamond Cutting. Micromachines 2019, 10, 250. https://doi.org/10.3390/mi10040250
Han J, Li L, Lee W. Machining of Lenticular Lens Silicon Molds with a Combination of Laser Ablation and Diamond Cutting. Micromachines. 2019; 10(4):250. https://doi.org/10.3390/mi10040250
Chicago/Turabian StyleHan, Jide, Lihua Li, and Wingbun Lee. 2019. "Machining of Lenticular Lens Silicon Molds with a Combination of Laser Ablation and Diamond Cutting" Micromachines 10, no. 4: 250. https://doi.org/10.3390/mi10040250
APA StyleHan, J., Li, L., & Lee, W. (2019). Machining of Lenticular Lens Silicon Molds with a Combination of Laser Ablation and Diamond Cutting. Micromachines, 10(4), 250. https://doi.org/10.3390/mi10040250