Laser Treatments for Improving Electrical Conductivity and Piezoresistive Behavior of Polymer–Carbon Nanofiller Composites



 , and
, and
Abstract
:1. Introduction
1.1. Polymer/Carbon Filler Conductive Composites
1.2. Relevance of Filler Morphology, Synergetic Effects, and Laser Treatments on Electrical Conductivity
1.3. Polymer/Carbon Filler Piezoresistive Composites
1.4. Aim of the Work
2. Materials and Methods
3. Results
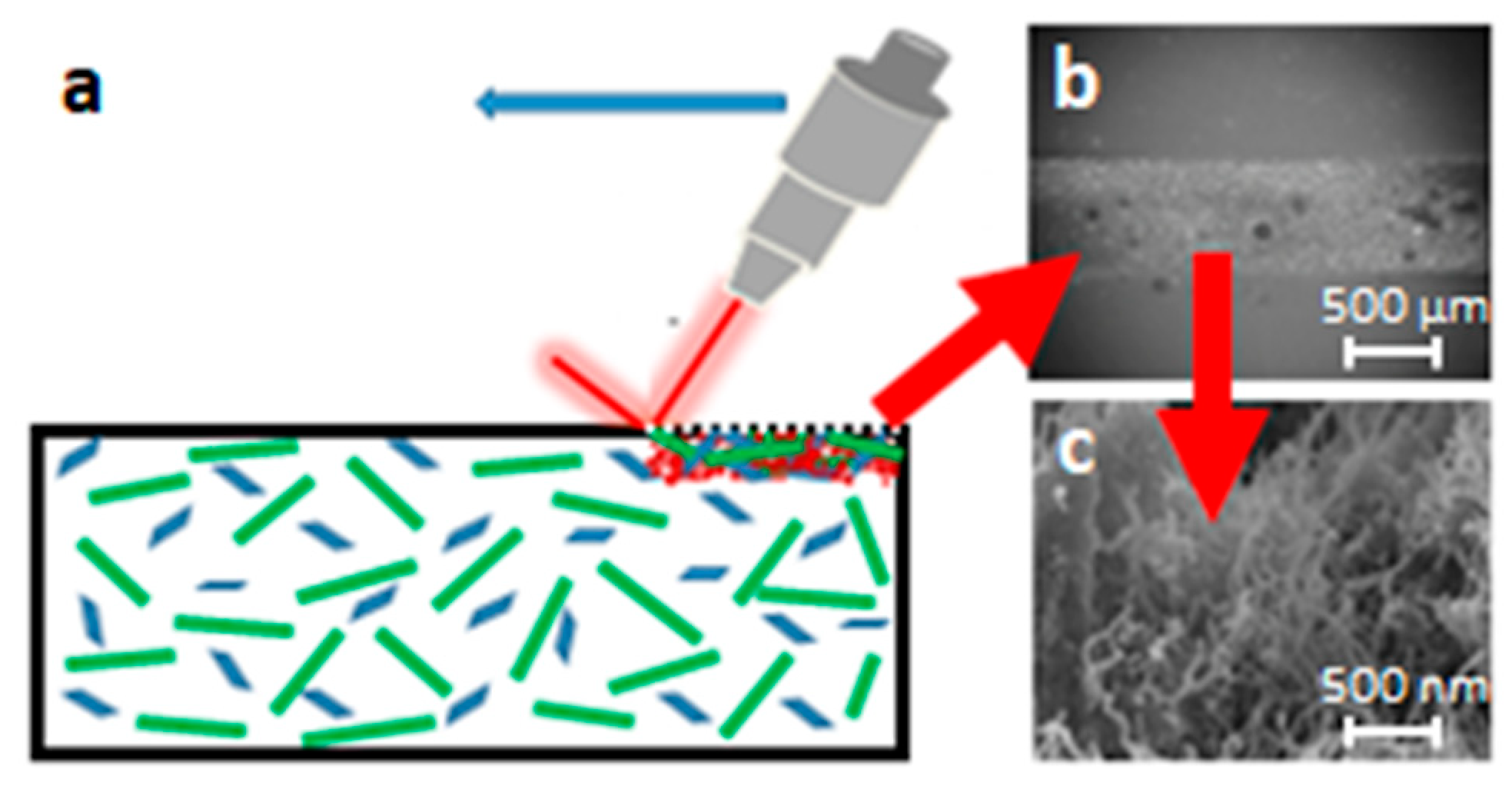
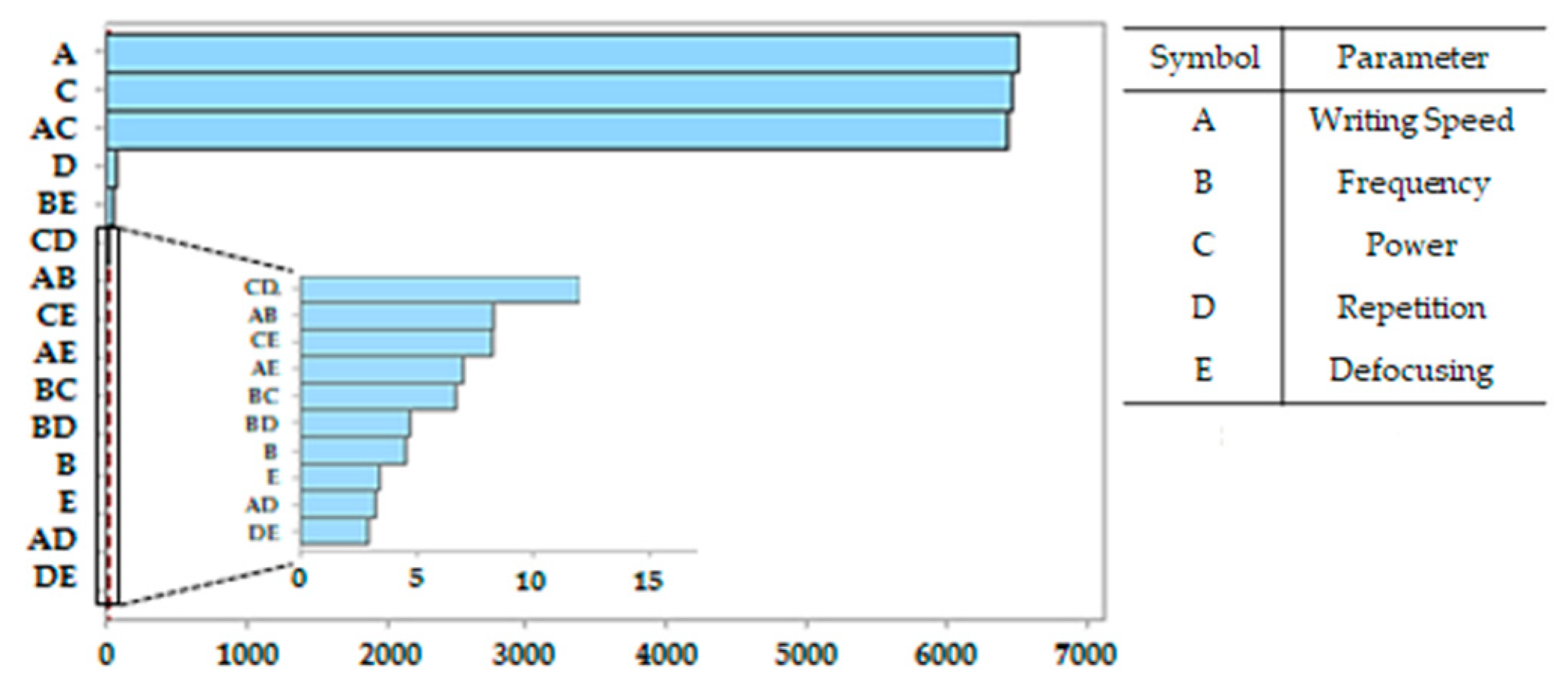
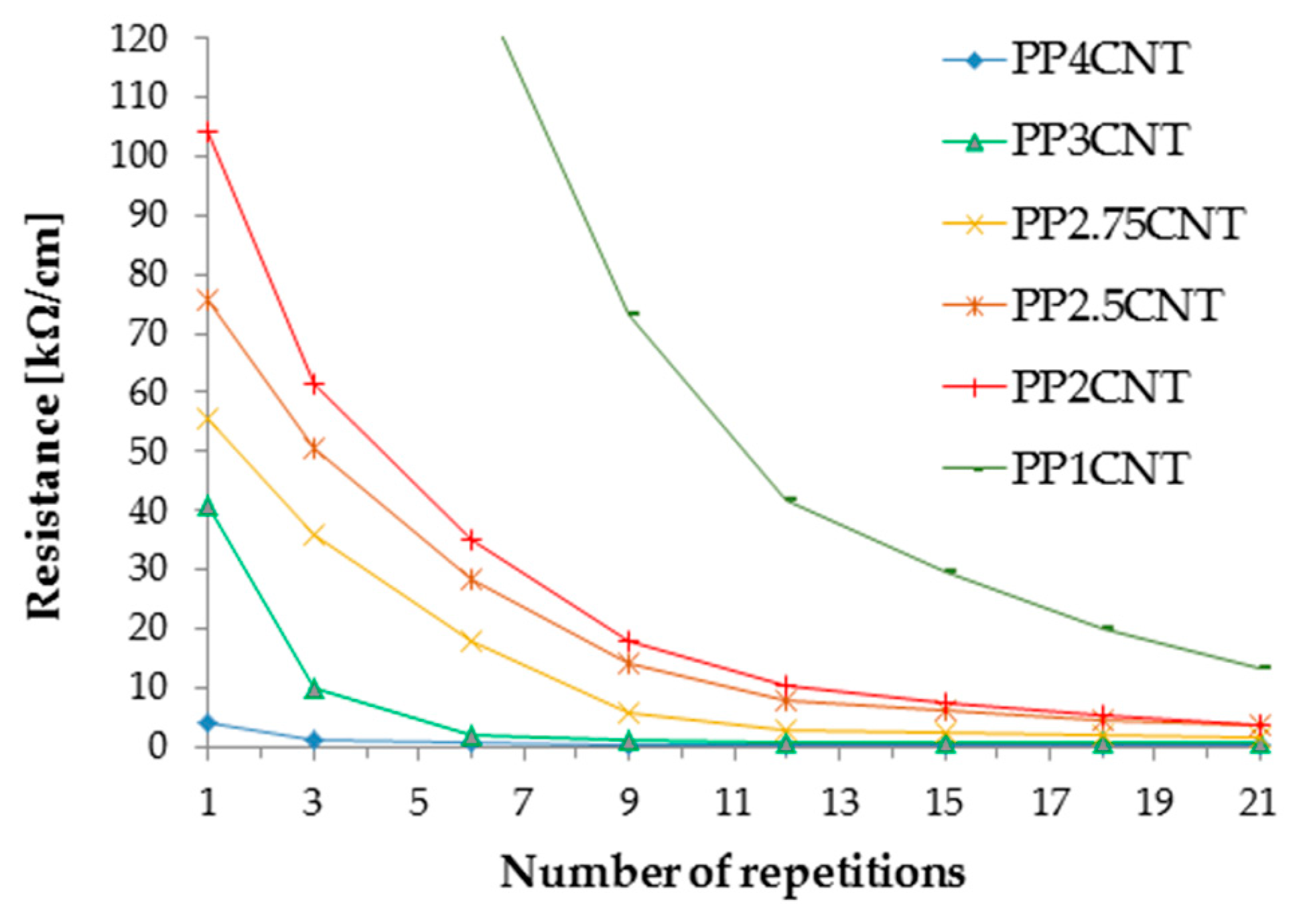
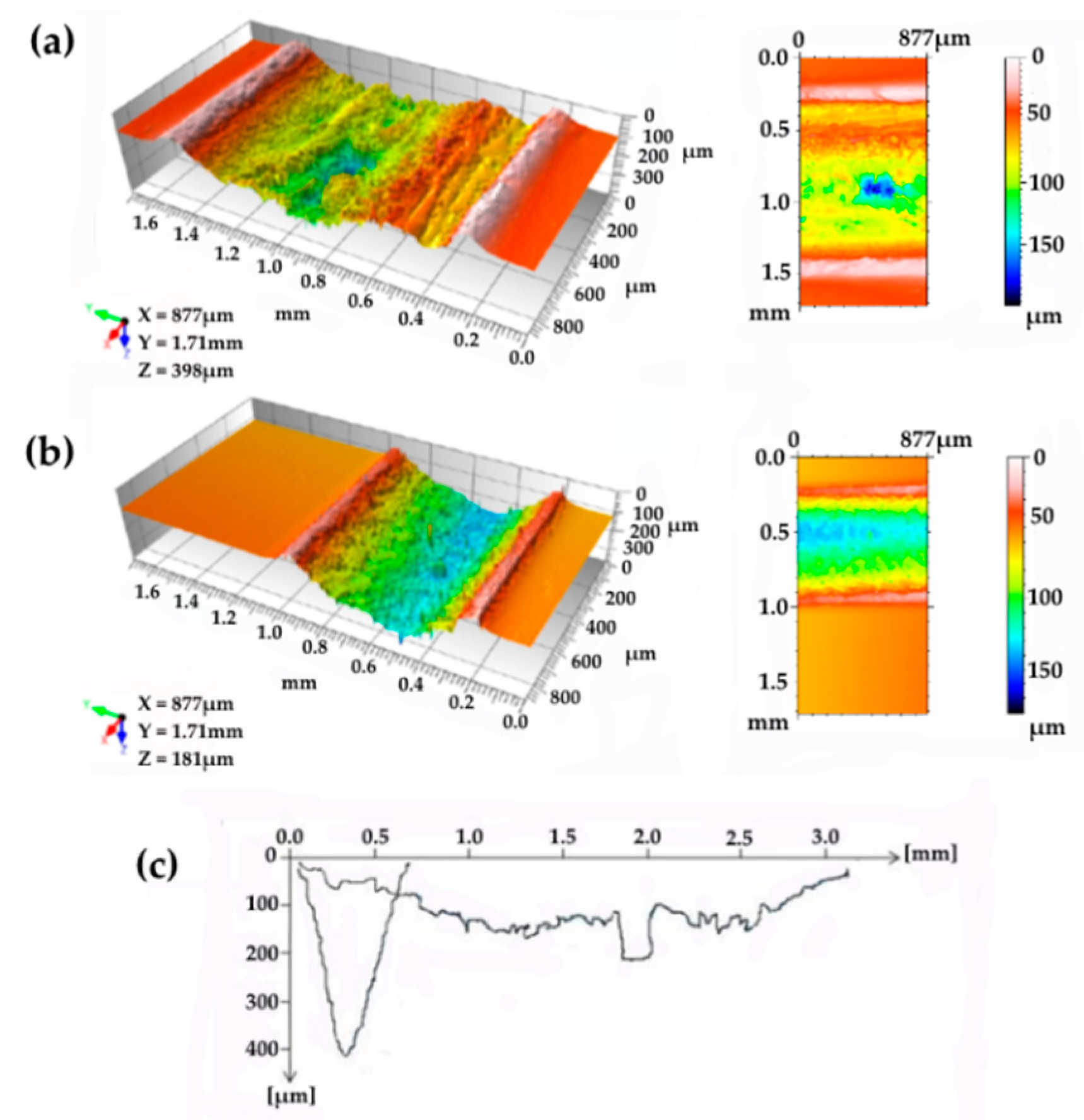
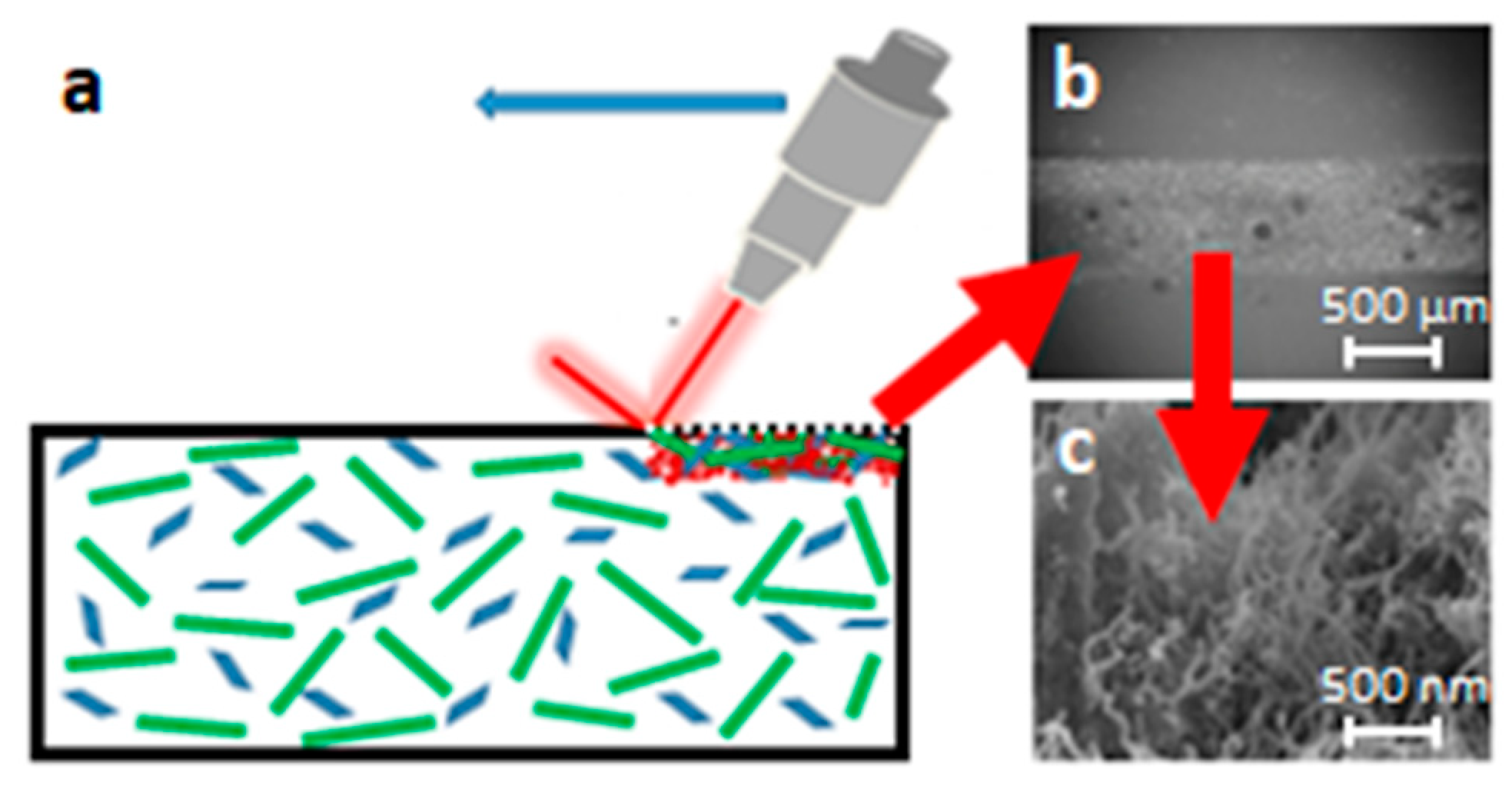
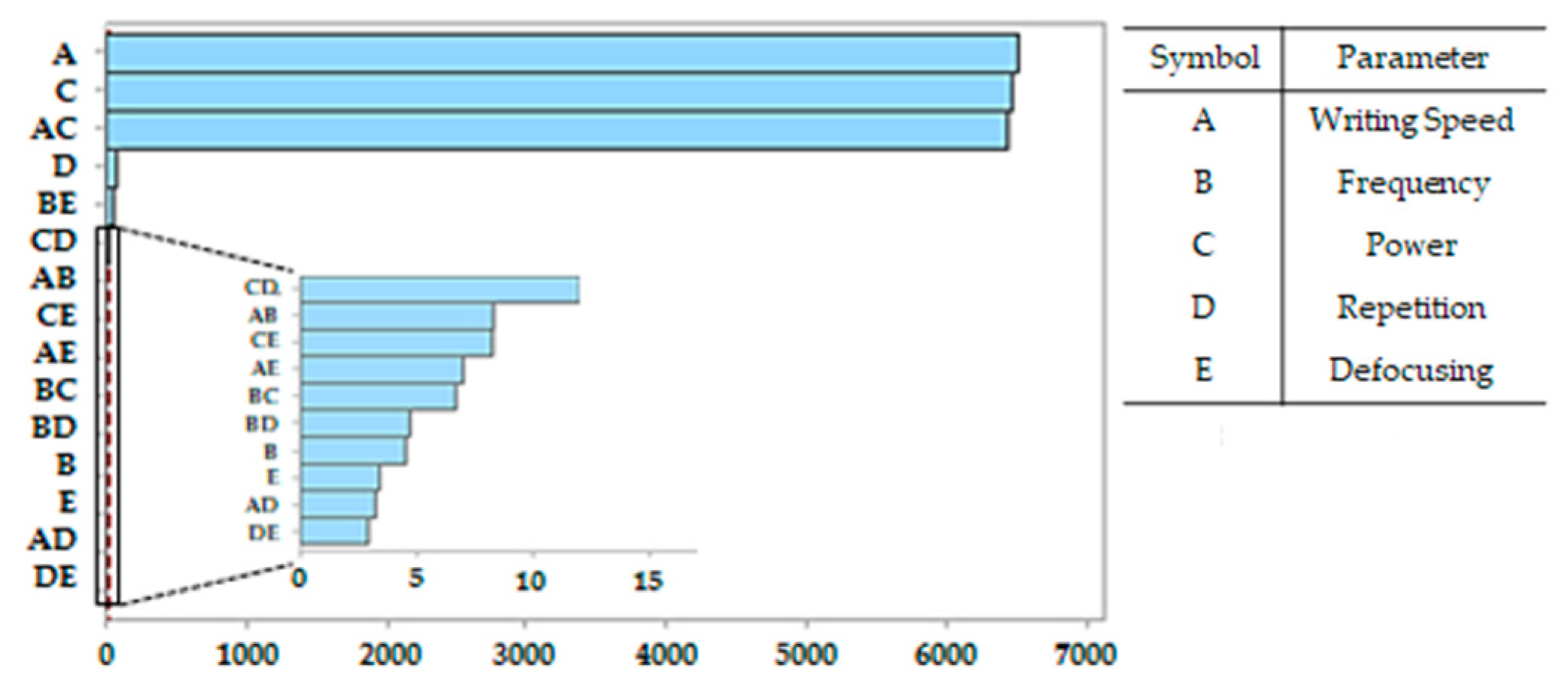
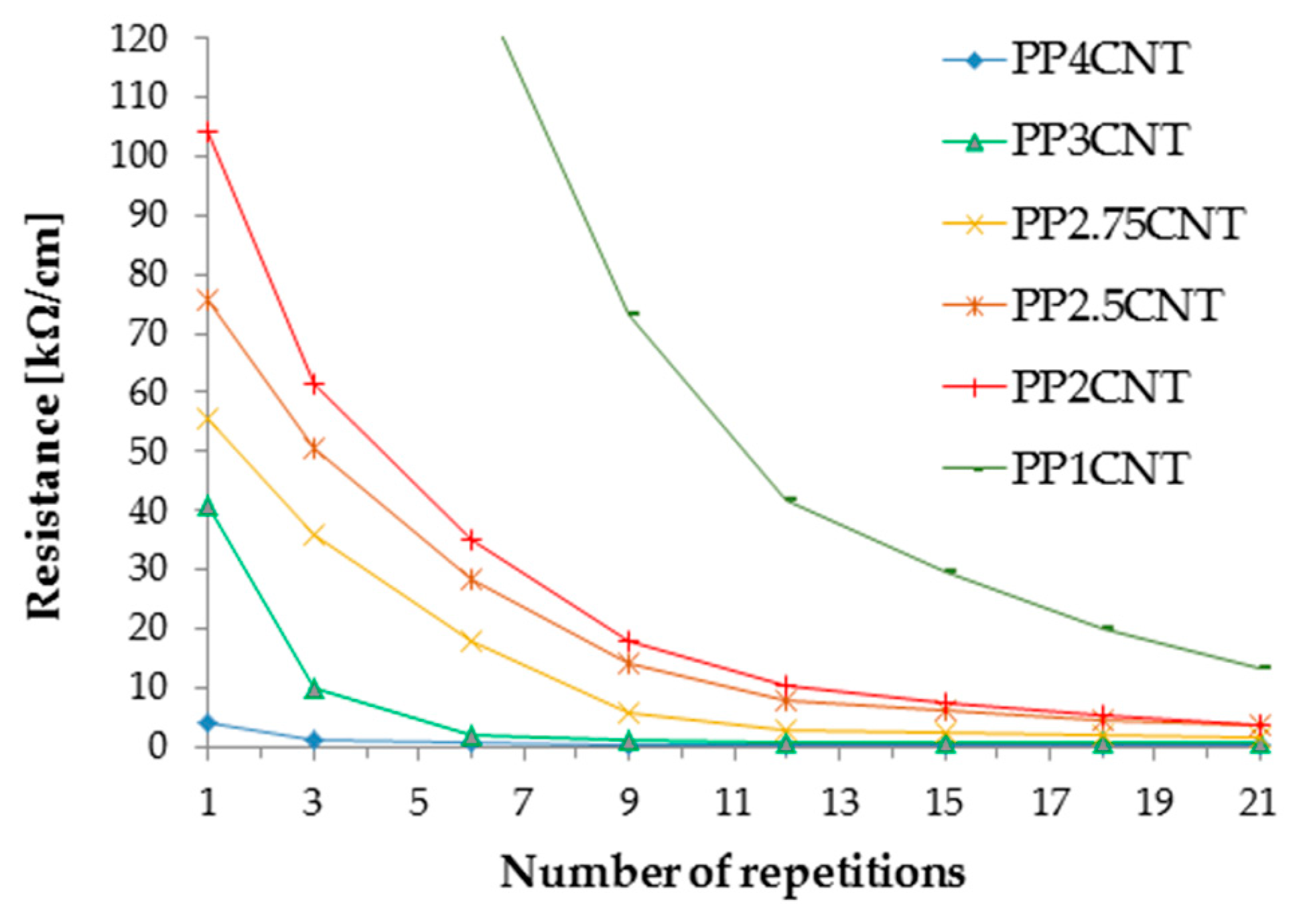
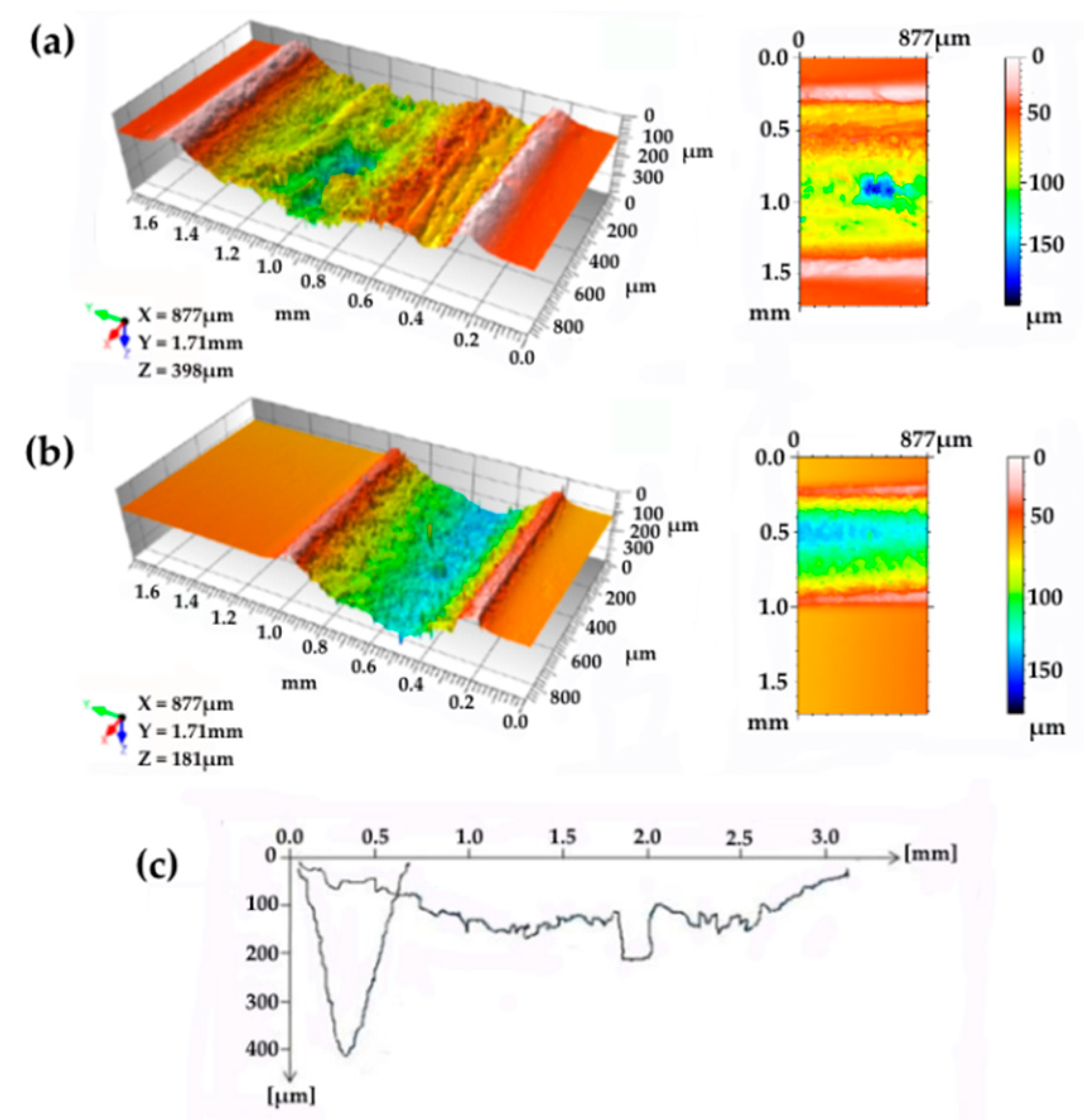
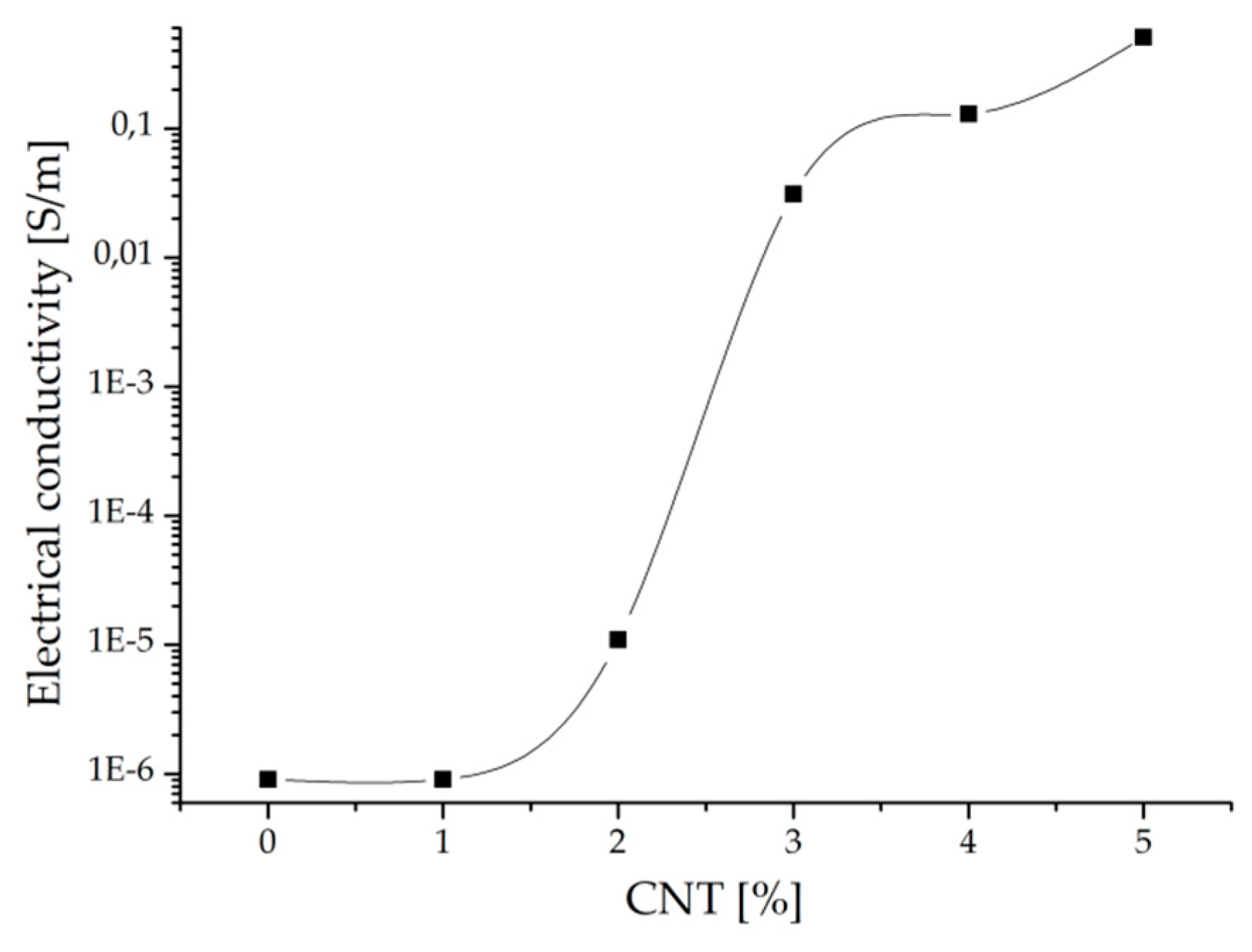
3.1. Laser Writing of Conductive Tracks on Carbon-Filled Polymers
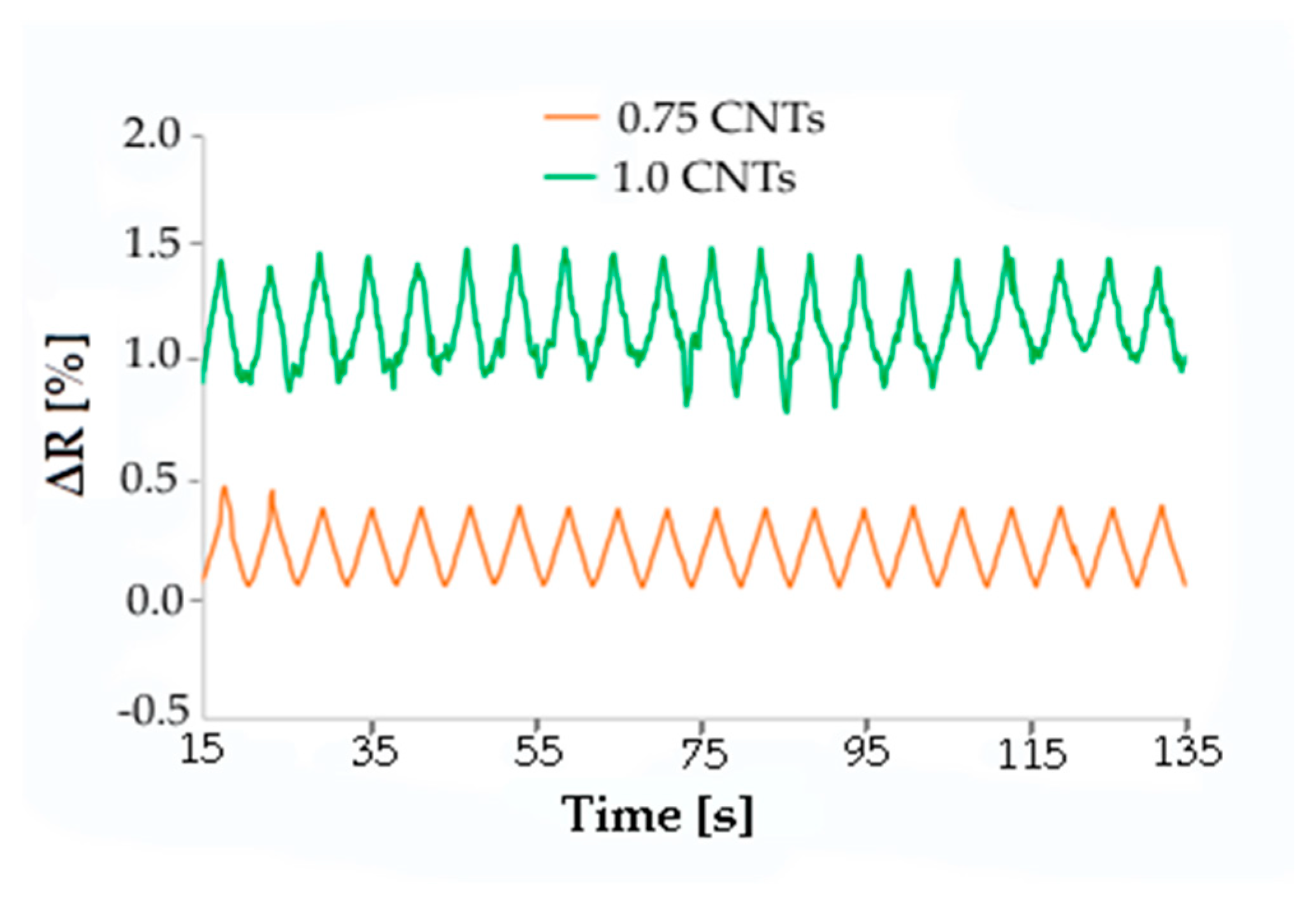
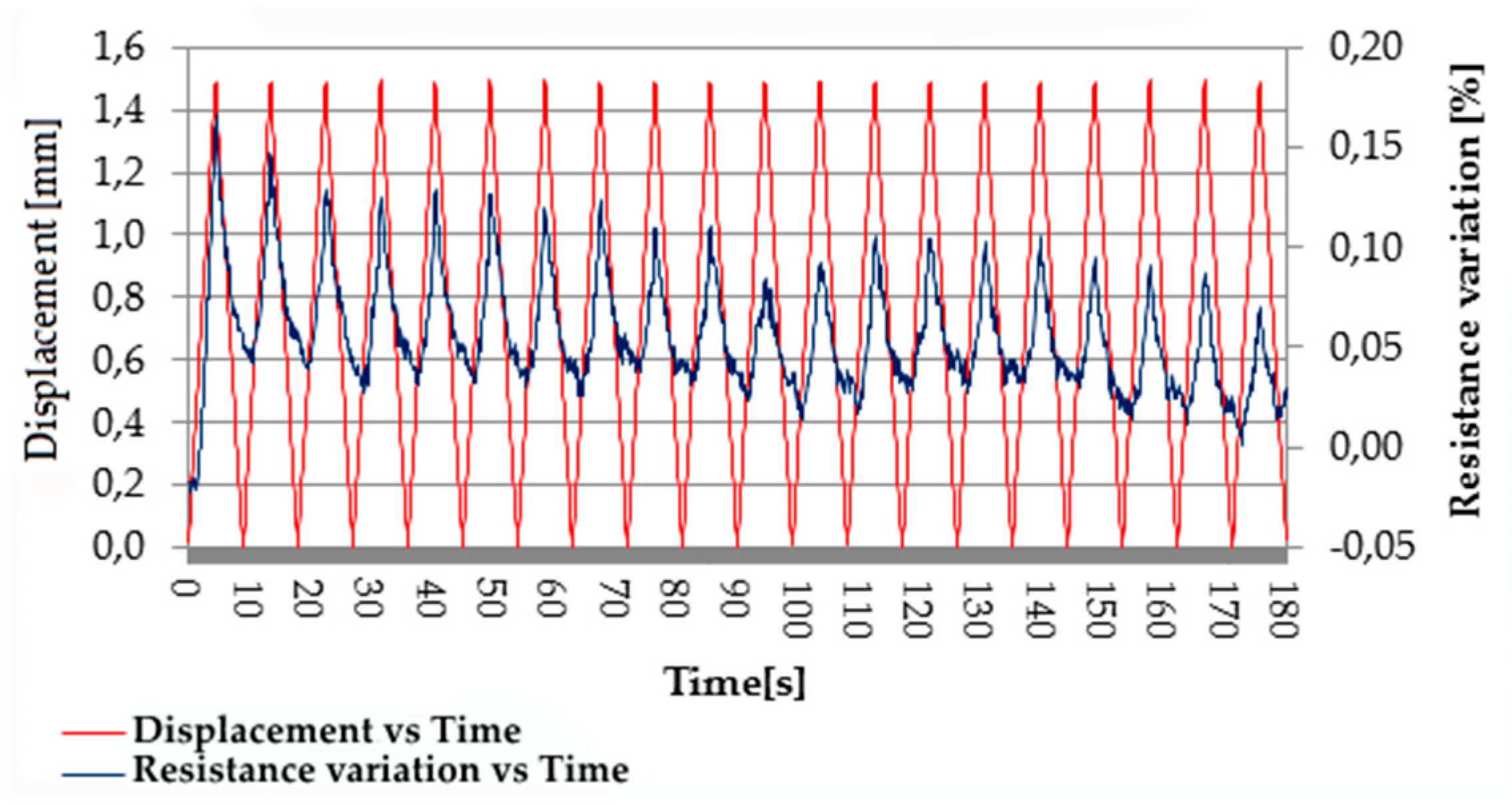
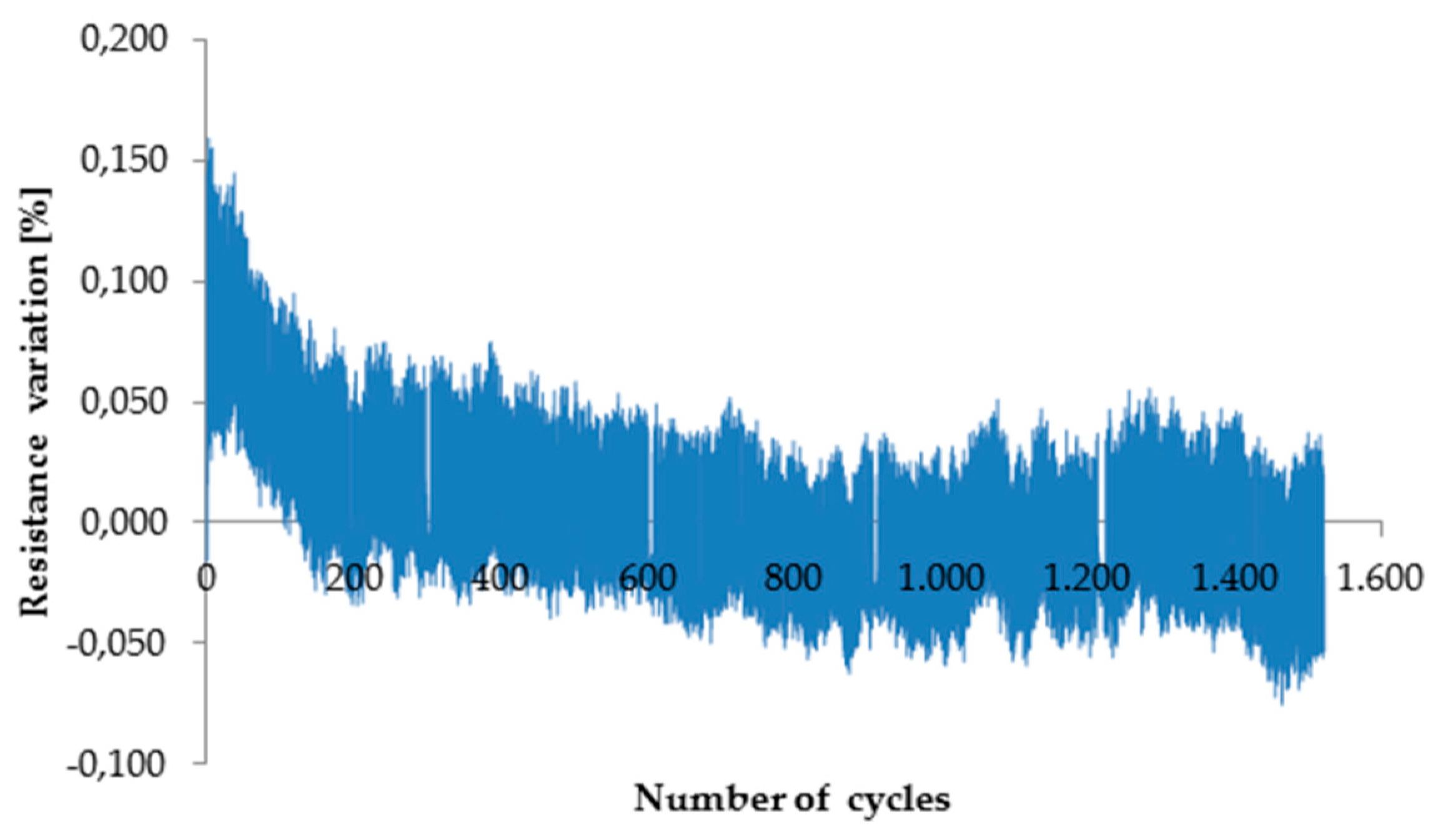
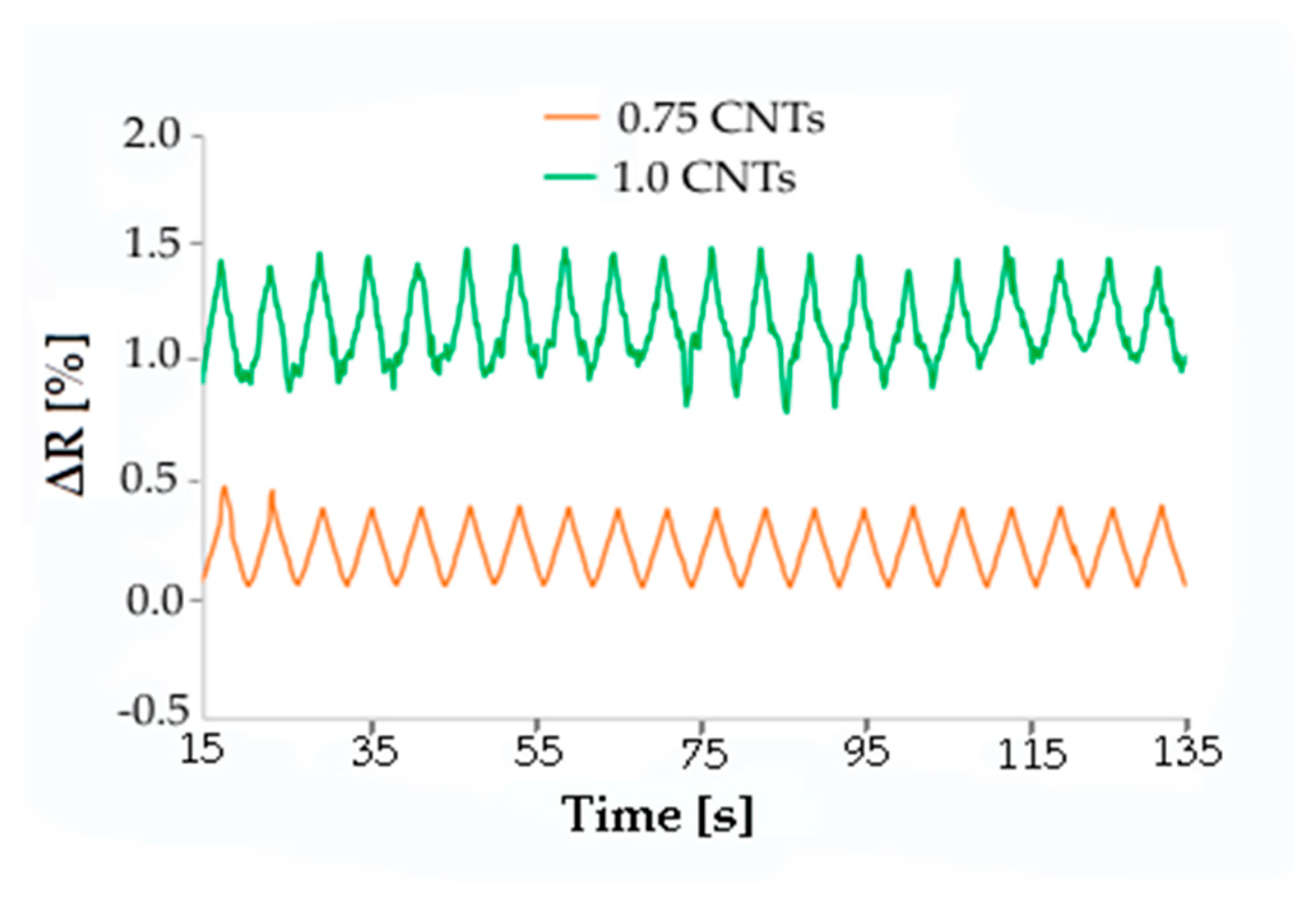
3.2. Piezoresistive Behavior
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Du, J.H.; Bai, J.; Cheng, H.M. The present status and key problems of carbon nanotube based polymer composites. Express Polym. Lett. 2007, 5, 253–273. [Google Scholar] [CrossRef]
- Imtiaz, S.; Siddiq, M.; Kausar, A.; Muntha, S.T.; Ambreen, J.; Bibi, I. A Review Featuring Fabrication, Properties and Applications of Carbon Nanotubes (CNTs) Reinforced Polymer and Epoxy Nanocomposites. Chin. J. Polym. Sci. 2018, 36, 445–461. [Google Scholar] [CrossRef]
- Mohan, V.B.; tak Lau, K.; Hui, D.; Bhattacharyya, D. Graphene-based materials and their composites: A review on production, applications and product limitations. Compos. Part B Eng. 2018, 142, 200–220. [Google Scholar] [CrossRef]
- Kim, T.; Park, J.; Sohn, J.; Cho, D.; Jeon, S. Bioinspired, Highly Stretchable, and Conductive Dry Adhesives Based on 1D-2D Hybrid Carbon Nanocomposites for All-in-One ECG Electrodes. ACS Nano 2016, 10, 4770–4778. [Google Scholar] [CrossRef] [PubMed]
- Alamusi; Hu, N.; Fukunaga, H.; Atobe, S.; Liu, Y.; Li, J. Piezoresistive strain sensors made from carbon nanotubes based polymer nanocomposites. Sensors 2011, 11, 10691–10723. [Google Scholar] [CrossRef] [PubMed]
- Huang, C.L.; Wang, Y.J.; Fan, Y.C.; Hung, C.L.; Liu, Y.C. The effect of geometric factor of carbon nanofillers on the electrical conductivity and electromagnetic interference shielding properties of poly(trimethylene terephthalate) composites: A comparative study. J. Mater. Sci. 2017, 52, 2560–2580. [Google Scholar] [CrossRef]
- Chiu, Y.C.; Huang, C.L.; Wang, C. Rheological and conductivity percolations of syndiotactic polystyrene composites filled with graphene nanosheets and carbon nanotubes: A comparative study. Compos. Sci. Technol. 2016, 134, 153–160. [Google Scholar] [CrossRef]
- Dul, S.; Pegoretti, A.; Fambri, L. Effects of the Nanofillers on Physical Properties of Acrylonitrile-Butadiene-Styrene Nanocomposites: Comparison of Graphene Nanoplatelets and Multiwall Carbon Nanotubes. Nanomaterials 2018, 8, 674. [Google Scholar] [CrossRef]
- Goh, P.S.; Ismail, A.F.; Ng, B.C. Directional alignment of carbon nanotubes in polymer matrices: Contemporary approaches and future advances. Compos. Part A Appl. Sci. Manuf. 2014, 56, 103–126. [Google Scholar] [CrossRef]
- Jun, Y.S.; Um, J.G.; Jiang, G.; Yu, A. A study on the effects of graphene nano-platelets (GnPs) sheet sizes from a few to hundred microns on the thermal, mechanical, and electrical properties of polypropylene (PP)/GnPs composites. Express Polym. Lett. 2018, 12, 885–897. [Google Scholar] [CrossRef]
- Chatterjee, S.; Nafezarefi, F.; Tai, N.H.; Schlagenhauf, L.; Nüesch, F.A.; Chu, B.T.T. Size and synergy effects of nanofiller hybrids including graphene nanoplatelets and carbon nanotubes in mechanical properties of epoxy composites. Carbon N. Y. 2012, 50, 5380–5386. [Google Scholar] [CrossRef]
- Szeluga, U.; Kumanek, B.; Trzebicka, B. Synergy in hybrid polymer/nanocarbon composites. A review. Compos. Part A Appl. Sci. Manuf. 2015, 73, 204–231. [Google Scholar] [CrossRef]
- Paszkiewicz, S.; Szymczyk, A.; Pawlikowska, D.; Subocz, J.; Zenker, M.; Masztak, R. Electrically and Thermally Conductive Low Density Polyethylene-Based Nanocomposites Reinforced by MWCNT or Hybrid MWCNT/Graphene Nanoplatelets with Improved Thermo-Oxidative Stability. Nanomaterials 2018, 8, 264. [Google Scholar] [CrossRef] [PubMed]
- Zecchina, A.; Bardelli, F.; Bertarione, S.; Caputo, G.; Castelli, P.; Cesano, F.; Civera, P.; Demarchi, D.; Galli, R.; Innocenti, C.; et al. Process for Producing Conductive and/or Piezoresistive Traces on a Polymeric Substrate. Patent No. WO/2012/055934, 2 May 2012. [Google Scholar]
- Liebscher, M.; Krause, B.; Pötschke, P.; Barz, A.; Bliedtner, J.; Möhwald, M.; Letzsch, A. Achieving electrical conductive tracks by laser treatment of non-conductive polypropylene/polycarbonate blends filled with MWCNTs. Macromol. Mater. Eng. 2014, 299, 869–877. [Google Scholar] [CrossRef]
- Colucci, G.; Beltrame, C.; Giorcelli, M.; Veca, A.; Badini, C. A novel approach to obtain conductive tracks on PP/MWCNT nanocomposites by laser printing. RSC Adv. 2016, 6, 28522–28531. [Google Scholar] [CrossRef]
- Cai, W.; Huang, Y.; Wang, D.; Liu, C.; Zhang, Y. Piezoresistive behavior of graphene nanoplatelets/carbon black/silicone rubber nanocomposite. J. Appl. Polym. Sci. 2014, 131, 1–6. [Google Scholar] [CrossRef]
- Georgousis, G.; Pandis, C.; Kalamiotis, A.; Georgiopoulos, P.; Kyritsis, A.; Kontou, E.; Pissis, P.; Micusik, M.; Omastova, M. Strain sensing in polymer/carbon nanotube composites by electrical resistance measurement. In Procedia Engineering; Elsevier B.V.: Amsterdam, the Netherlands, 2012; Volume 47, pp. 774–777. [Google Scholar]
- Palza, H.; Garzon, C.; Rojas, M. Elastomeric ethylene copolymers with carbon nanostructures having tailored strain sensor behavior and their interpretation based on the excluded volume theory. Polym. Int. 2016, 65, 1441–1448. [Google Scholar] [CrossRef]
- Costa, P.; Nunes-Pereira, J.; Oliveira, J.; Silva, J.; Moreira, J.A.; Carabineiro, S.A.C.; Buijnsters, J.G.; Lanceros-Mendez, S. High-performance graphene-based carbon nanofiller/polymer composites for piezoresistive sensor applications. Compos. Sci. Technol. 2017, 153, 241–252. [Google Scholar] [CrossRef]
- Bernal-Martínez, J.; Godínez-Fernández, R.; Roman-Aguirre, M.; Aguilar-Elguezabal, A. The electrical resistance of electrodes made of multi walled carbon nanotubes is modulated by nIR-laser. Microelectron. Eng. 2016, 166, 45–49. [Google Scholar] [CrossRef]
- Souza, N.; Roble, M.; Diaz-Droguett, D.E.; Mücklich, F. Scaling up single-wall carbon nanotube laser annealing: Effect on electrical resistance and hydrogen adsorption. RSC Adv. 2017, 7, 5084–5092. [Google Scholar] [CrossRef]
- Iakovlev, V.Y.; Sklyueva, Y.A.; Fedorov, F.S.; Rupasov, D.P.; Kondrashov, V.A.; Grebenko, A.K.; Mikheev, K.G.; Gilmutdinov, F.Z.; Anisimov, A.S.; Mikheev, G.M.; et al. Improvement of optoelectronic properties of single-walled carbon nanotube films by laser treatment. Diam. Relat. Mater. 2018, 88, 144–150. [Google Scholar] [CrossRef]
- Ballantine, L.B. An Introduction to Design of Experiments: A Simplified Approach; ASQ Quality Press: Milwaukee, WI, USA, 1999; ISBN 0-87389-444-8. [Google Scholar]
- Dang, Z.M.; Shehzad, K.; Zha, J.W.; Mujahid, A.; Hussain, T.; Nie, J.; Shi, C.Y. Complementary percolation characteristics of carbon fillers based electrically percolative thermoplastic elastomer composites. Compos. Sci. Technol. 2011, 72, 28–35. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Filler | Production Process | Laser Parameters | Surface Resistance per Length Unit |
|---|---|---|---|---|
| HDPE/6 wt.% MWCNTs | MWCNTs Nanocyl NC7000 | Masterbatch produced by melt compounding high-density polyethylene (HDPE) and multiwall carbon nanotubes (MWCNTs) | P = 10%, S = 100 mm/s, N = 25, F = 15 kHz, D = 50 mm | 1.28 kΩ/cm |
| HDPE/4 wt.% MWCNTs | MWCNTs Nanocyl NC7000 | Twin screw extrusion of masterbatch HDPE/MWCNTs and HDPE, pelletizing and injection molding | P = 10%, S = 100 mm/s, N = 25, F = 15 kHz, D = 50 mm | 19.7 kΩ/cm |
| HDPE/4 wt.% MWCNTs/4 wt.%GNPs | MWCNTs Nanocyl NC7000; GNPs ABCR 25 µm 6–8 nm | Twin screw extrusion of masterbatch HDPE/MWCNTS and masterbatch HDPE/graphene-like nanoplatelets (GNPs), pelletizing and injection molding | P = 10%, S = 100 mm/s, N = 25, F = 15 kHz, D = 50 mm | 46 kΩ/cm |
| HDPE/4 wt.% MWCNTs/4 wt.% graphite | MWCNTs Nanocyl NC7000; Graphite Alfa-Aesar 7–10 µm | Twin screw extrusion of masterbatch HDPE/MWCNTs and masterbatch HDPE/graphite, pelletizing and injection molding | P = 10%, S = 100 mm/s, N = 25, F = 15 kHz, D = 50 mm | 7.01 kΩ/cm |
| PP/30 wt.% biochar | Biochar pellets OSR700 UK Biochar Research Center | Melt blending of PP and biochar, twin screw extrusion, pelletizing and injection molding | P = 15%, S = 50 mm/s, N = 7, F = 5 kHz, D = 30 mm | 4 MΩ/cm (antistatic) |
| PP/2 wt.% CNTs | MWCNTs Nanocyl NC7000 | Melt blending of masterbatch PP-MWCNTs and PP, pelletizing and injection molding | P = 20%, S = 50 mm/s, N = 25, F = 10 kHz, D = 200 mm | 0.9 kΩ/cm |
| PP/1 wt.% CNTs | MWCNTs Nanocyl NC7000 | Melt blending of masterbatch PP-MWCNTs and PP, pelletizing and injection molding | P = 20%, S = 200 mm/s, N = 25, F = 15 kHz, D = 100 mm | 12.3 kΩ/cm |
| PC-ABS/1.0 wt.% CNTs | MWCNTs Nanocyl NC7000 | Twin screw extrusion of masterbatch PC-ABS-MWCNTs and PC-ABS, pelletizing and injection molding | P = 5%, S = 300 mm/s, N = 30, F = 30 kHz, D = 0 mm | 3.96 kΩ/cm |
| PC-ABS/0.75 wt.% CNTs | MWCNTs Nanocyl NC7000 | Twin screw extrusion of masterbatch PC-ABS-MWCNTs and PC-ABS, pelletizing and injection molding | P = 5%, S = 100 mm/s, N = 20, F = 5 kHz, D = 0 mm | 0.41 kΩ/cm |
| PC-ABS/0.5 wt.% CNTs | MWCNTs Nanocyl NC7000 | Twin screw extrusion of masterbatch PC-ABS-MWCNTs and PC-ABS, pelletizing and injection molding | P = 10%, S = 100 mm/s, N = 20, F = 30 kHz, D = 0 mm | 0.02 kΩ/cm |
| PP/5 wt.% GNPs | GNPs ABCR (1–2 µm) | Melt mixing, pelletizing and injection molding | P = 20%, S = 200 mm/s, N = 25, F = 15 kHz, D = 100 mm | ≈5 * kΩ/cm |
| ABS/5 wt.% GNPs | GNPs ABCR (1–2 µm) | Melt mixing, pelletizing and injection molding | P = 20%, S = 200 mm/s, N = 25, F = 15 kHz, D = 100 mm | ≈5 * kΩ/cm |
| Material (CNTs wt.%) | Resistance Variation (%) | Average Resistance (kΩ) | ||||
|---|---|---|---|---|---|---|
| Cycle 1 | After 300 Cycles | After 1000 Cycles | Cycle 1 | After 300 Cycles | After 1000 Cycles | |
| 3 | 0.22 | 0.50 | 0.50 | 31.652 | 31.690 | 31.690 |
| 4 | 0.15 | 0.80 | 0.80 | 0.732 | 0.733 | 0.733 |
| 5 | 0.25 | 0.90 | 0.90 | 0.188 | 0.189 | 0.190 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Caradonna, A.; Badini, C.; Padovano, E.; Veca, A.; De Meo, E.; Pietroluongo, M. Laser Treatments for Improving Electrical Conductivity and Piezoresistive Behavior of Polymer–Carbon Nanofiller Composites. Micromachines 2019, 10, 63. https://doi.org/10.3390/mi10010063
Caradonna A, Badini C, Padovano E, Veca A, De Meo E, Pietroluongo M. Laser Treatments for Improving Electrical Conductivity and Piezoresistive Behavior of Polymer–Carbon Nanofiller Composites. Micromachines. 2019; 10(1):63. https://doi.org/10.3390/mi10010063
Chicago/Turabian StyleCaradonna, Andrea, Claudio Badini, Elisa Padovano, Antonino Veca, Enea De Meo, and Mario Pietroluongo. 2019. "Laser Treatments for Improving Electrical Conductivity and Piezoresistive Behavior of Polymer–Carbon Nanofiller Composites" Micromachines 10, no. 1: 63. https://doi.org/10.3390/mi10010063
APA StyleCaradonna, A., Badini, C., Padovano, E., Veca, A., De Meo, E., & Pietroluongo, M. (2019). Laser Treatments for Improving Electrical Conductivity and Piezoresistive Behavior of Polymer–Carbon Nanofiller Composites. Micromachines, 10(1), 63. https://doi.org/10.3390/mi10010063