
Factors Influencing the Carbonation Kinetics of Calcium Silicate-Based Binders—An Overview

Abstract
1. Introduction
2. Blended Cements: Main Types, Advantages, Solutions and Alternatives
2.1. Main Types and Their Advantages
- Binary cements. Derived by mixing OPC clinker with one supplementary cementitious material (SCM), e.g., fly ash, slag, microsilica [23,24], or geopolymers [25]. The addition of additives not only reduces the required amount of clinker in the mixture, it enhances the robustness and mechanical properties of the obtained concrete [26]. The main sub-types include:
- ○
- Portland–slag cement. Blends with up to 70% slag cement serve well in the field of general construction;
- ○
- Portland–pozzolan cement is beneficial in general construction. This amalgam may constitute up to 50% pozzolan;
- ○
- Portland–limestone cement. It features between 5% and 15% percent inter-ground limestone.
- Reduced CO2 emissions. The replacement of part of Portland cement clinker in the mix with cementitious supplements potentially offers a significant reduction in carbon dioxide emissions. Waste from cement production is also recycled, which is a highly beneficial bonus [28].
- Increased durability of concrete. Blended cements increase the durability of concrete, as the SCM in cements reduces shrinkage and permeability while increasing chemical resistance. During pozzolanic reactions, these materials contribute to the formation of calcium silicate hydrate (CSH). This strengthens the concrete matrix. This property is particularly important in marine or aggressive chemical industrial environments [32].
- Economic benefits are obtained. Replacing part of the Portland cement clinker with supplementary cementitious materials yields a reduction in the required amount of clinker in the mix while maintaining or even improving the properties of the concrete. In addition, the employment of manufacturing waste is aligned with the principles of the circular economy [33].
- Inconsistency in the properties of supplementary cementitious materials. The variability of the characteristics of the additional materials in use significantly impacts the properties of blended cements. The particle size, chemical composition, and reactivity determine the hydration and strength of the cement. Therefore, no SCM deviations are possible and strict standards must be followed [34].
- Hydration. Different materials are denoted by different degrees of hydration, making it quite difficult to achieve the desired setting time and strength gain [35].
2.2. Solutions and Alternatives
3. General Principles of Carbonation of Cementitious Materials
3.1. Natural vs. Accelerated
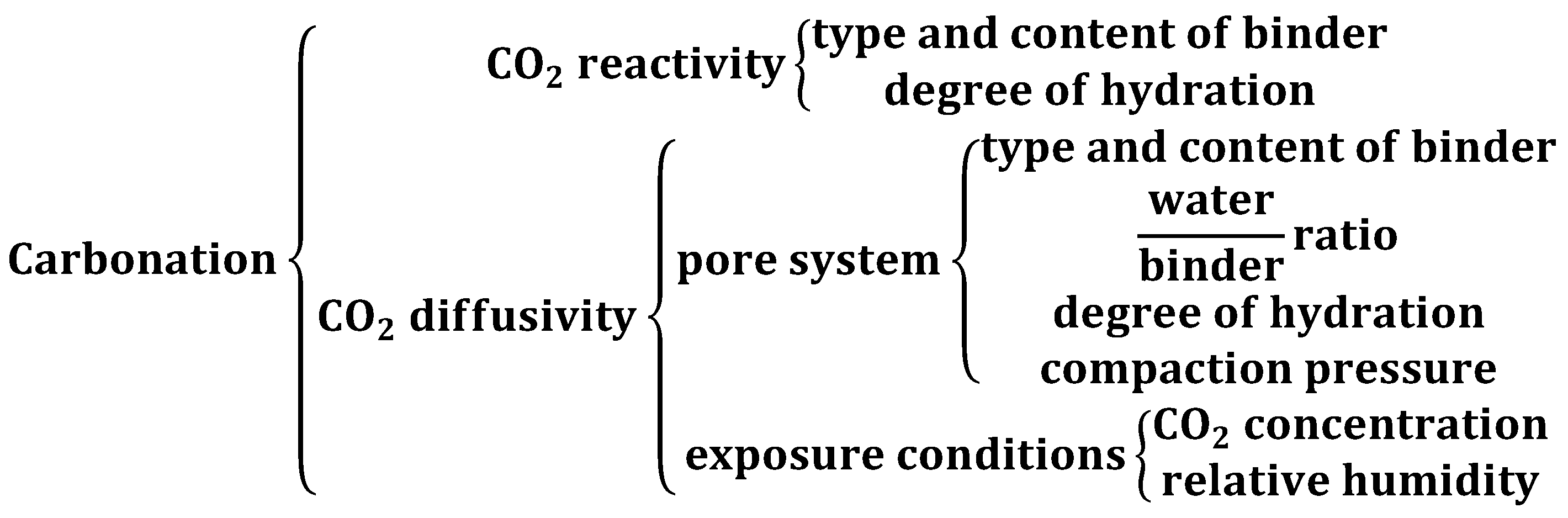
3.2. Parameters Influencing the Carbonation Process
3.2.1. Reactivity of CO2
3.2.2. Diffusivity of CO2
3.2.3. Pressure
3.2.4. Relative Humidity
3.2.5. Temperature
3.3. Ordinary Portland Cement Carbonation
- Diffusion of CO2 in air;
- Permeation of CO2 through the solid;
- Solvation of CO2(g) in water to CO2(aq);
- Hydration of CO2(aq) to H2CO3;
- Ionization of H2CO3 to H+, HCO3- and CO32-. During this stage, the pH typically drops from 11 to 8;
- Dissolution of cementitious phases C3S and C2S, which occurs swiftly and extensively. Calcium silicate grains are covered with a loose layer of calcium silicate hydrate gel. The gel promptly dissolves and Ca2+ and SiO44- ions are released;
- The nucleation of CaCO3 and CSH, for which minutely higher temperatures are required in addition to the presence of finely derived material acting like heterogeneous nuclei;
- Precipitation of solid phases. Initially, vaterite and aragonite can be formed. At a later stage, these polymorphs of CaCO3 are reverted to calcite. The final product may still contain some amorphous calcium carbonate;
- Secondary carbonation. CSH gel is formed and gradually decalcifies; after conversion, the final products are silica gel and CaCO3.
3.4. Belite and Blended Cement Carbonation
3.5. Carbonation of Low-Lime Cement
3.6. Carbonation Effect on Reinforced Concrete
4. Conclusions
- Reactivity of CO2. To make CO2 achieve effective carbonation, the solid inorganic material must possess certain chemical properties. The higher the concentration of Ca in the material (CaO/SiO2 ratio), the higher the degree of carbonation obtained. The water content in the material is also of major importance since it is required to promote the carbonation reaction by releasing CO32− ions;
- Diffusivity of CO2. The higher the surface area of the material, the greater the degree of carbonation. A high degree of compaction leads to a lower porosity and, therefore, to a higher strength. However, this may prevent CO2 diffusion;
- Pressure. CO2 partial pressure, along with other process parameters, determines the course of the reaction, and, depending on the individual system, all the parameters should be set individually as well. By increasing the temperature and pressure, it is possible to increase the carbonation rate;
- Relative humidity. The carbonation rate is the highest within a relative humidity range (RH) of 50–70%. At a low RH value, there is not enough water in the pores to dissolve the phases involved. From a certain value of RH, the pores start to be saturated with water, complicating the diffusion;
- Temperature. The effect of temperature is usually complicated. At low temperatures, the carbonate shell forms more easily on the particle surface. At higher temperatures, diffusion processes are more effective and carbonation can proceed through the bulk material. Considering the application on an industrial scale, it may be more convenient to operate at higher temperatures rather than at a high pressure.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gao, T.; Shen, L.; Shen, M.; Liu, L.; Chen, F. Analysis of material flow and consumption in cement production. J. Clean. Prod. 2016, 112, 553–565. [Google Scholar] [CrossRef]
- Statista. Available online: https://www.statista.com/statistics/1087115/global-cement-production-volume/ (accessed on 14 February 2025).
- World Economic Forum. Nature Positive: Role of the Cement and Concrete Sector. 2023. Available online: https://www3.weforum.org/docs/WEF_Nature_Positive_Role_of_the_Cement_and_Concrete_Sector_2023.pdf (accessed on 15 July 2024).
- GCCA. Concrete Future: The GCCA 2050 Cement and Concrete Industry Roadmap for Net Zero. Available online: https://gccassociation.org/concretefuture/wp-content/uploads/2022/10/GCCA-Concrete-Future-Roadmap-Document-AW-2022.pdf (accessed on 19 March 2025).
- Benhelal, E.; Zahedi, G.; Shamsaei, E.; Bahadori, A. Global strategies and potentials to curb CO2 emissions in cement industry. J. Clean. Prod. 2012, 51, 142–161. [Google Scholar] [CrossRef]
- Ige, O.E.; Olanrewaju, O.A. Comparative Life Cycle Assessment of Different Portland Cement Types in South Africa. Clean Technol. 2023, 5, 901–920. [Google Scholar] [CrossRef]
- Oda, J.; Akimoto, K.; Tomoda, T.; Nagashima, M.; Wada, K.; Sano, F. International comparisons of energy efficiency in power, steel, and cement industries. Energy Policy 2012, 44, 118–129. [Google Scholar] [CrossRef]
- Supriya; Chaudhury, R.; Sharma, U.; Thapliyal, P.C.; Singh, L.P. Low-CO2 emission strategies to achieve net zero target in the cement sector. J. Clean. Prod. 2023, 417, 137466. [Google Scholar] [CrossRef]
- Beguedou, E.; Narra, S.; Armoo, E.A.; Agboka, K.; Damgou, M.K. Alternative fuels substitution in cement industries for improved energy efficiency and sustainability. Energies 2023, 16, 3533. [Google Scholar] [CrossRef]
- Cavalett, O.; Watanabe, M.D.B.; Voldsund, M.; Roussanaly, S.; Cherubini, F. Paving the way for sustainable decarbonization of the European cement industry. Nat. Sustain. 2024, 7, 568–580. [Google Scholar] [CrossRef]
- Van Roijen, E.; Sethares, K.; Kendall, A.; Miller, S.A. The climate benefits from cement carbonation are being overestimated. Nat. Commun. 2024, 15, 4848. [Google Scholar] [CrossRef]
- Hu, X.; He, P.; Shi, C. Carbonate binders: Historic developments and perspectives. Cem. Concr. Res. 2024, 175, 107352. [Google Scholar] [CrossRef]
- Von Greve-Dierfeld, S.; Lothenbach, B.; Vollpracht, A.; Wu, B.; Huet, B.; Andrade, C.; Medina, C.; Thiel, C.; Gruyaert, E.; Vanoutrive, H.; et al. Understanding the carbonation of concrete with supplementary cementitious materials: A critical review by RILEM TC 281-CCC. Mater. Struct. 2020, 53, 136. [Google Scholar] [CrossRef]
- Zajac, M.; Maruyama, I.; Iizuka, A.; Skibsted, J. Enforced carbonation of cementitious materials. Cem. Concr. Res. 2023, 174, 107285. [Google Scholar] [CrossRef]
- Merah, A. Methods of concrete accelerated carbonation test: A review. Discov. Civ. Eng. 2024, 1, 53. [Google Scholar] [CrossRef]
- Karimi, A.; Ghanooni-Bagha, M.; Ramezani, E.; Javid, A.A.S.; Samani, M.Z. Influential factors on concrete carbonation: A review. Mag. Concr. Res. 2023, 75, 1212–1242. [Google Scholar] [CrossRef]
- You, X.; Hu, X. A review on the modelling of carbonation of hardened and fresh cement-based materials. Cem. Concr. Comp. 2022, 125, 104315. [Google Scholar] [CrossRef]
- Wang, X.; Yang, Q.; Peng, X.; Qin, F. A Review of Concrete Carbonation Depth Evaluation Models. Coatings 2024, 14, 386. [Google Scholar] [CrossRef]
- Medvedev, V.; Pustovgar, A. A Review of Concrete Carbonation and Approaches to Its Research under Irradiation. Buildings 2023, 13, 1998. [Google Scholar] [CrossRef]
- Global Cement and Concrete Association. Blended Cement—Green, Durable & Sustainable; Global Cement and Concrete Association: India, Mumbai, 2022. [Google Scholar]
- Rhaouti, Y.; Taha, Y.; Benzaazoua, M. Assessment of the environmental performance of blended cements from a life cycle perspective: A systematic review. Sustain. Prod. Consum. 2023, 36, 32–48. [Google Scholar] [CrossRef]
- Cognitive Market Research. Blended Cement Market Report 2025 (Global Edition). Available online: https://www.cognitivemarketresearch.com/blended-cement-market-report (accessed on 5 March 2025).
- Snellings, R.; Suraneni, P.; Skibsted, J. Future and emerging supplementary cementitious materials. Cem. Concr. Res. 2023, 171, 107199. [Google Scholar] [CrossRef]
- Song, O.; Guo, M.Z.; Gu, Y.; Ling, T.-C. CO2 curing of SCMs blended cement blocks subject to elevated temperatures. Constr. Build. Mater. 2023, 374, 130907. [Google Scholar] [CrossRef]
- Dadsetan, S.; Siad, H.; Lachemi, M.; Mahmoodi, O.; Şahmaran, M. Geopolymer binders containing construction and demolition waste. In Handbook of Sustainable Concrete and Industrial Waste Management; Pacheco-Torgal, F., Ed.; Woodhead Publishing: Cambridge, UK, 2022; pp. 437–474. [Google Scholar]
- Yazici, S.; Aydin, A. The effects of steel fiber and silica fume on the properties of high-performance concrete. Mater. Sci. Forum. 2012, 730–732, 671–676. [Google Scholar]
- Yuan, Q.; Liu, Z.; Zheng, K.; Ma, C. Inorganic Cementing Materials. In Civil Engineering Materials; Elsevier: Amsterdam, The Netherlands, 2021; pp. 17–57. [Google Scholar]
- Khalaf, F.M.; Al-Halabi, H. Effect of silica fume on the properties of concrete incorporating recycled coarse aggregate. Eng. Technol. J. 2022, 40, 81–92. [Google Scholar]
- Wang, Y.; Lu, B.; Hu, X.; Liu, J.; Zhang, Z.; Pan, X.; Xie, Z.; Chang, J.; Zhang, T.; Nehdi, M.L.; et al. Effect of CO2 surface treatment on penetrability and microstructure of cement-fly ash-slag ternary concrete. Cem. Concr. Compos. 2021, 123, 104194. [Google Scholar] [CrossRef]
- Jiang, Y.; Zeng, Y.; Liu, S.; Meng, X. Mechanical properties and microstructure of high-performance cement-based materials modified with recycled waste glass powder. Mater. Adv. 2023, 26, 1266–1276. [Google Scholar]
- Alsalman, A.; Assi, L.N.; Kareem, R.S.; Cartetr, K.; Ziehl, P. Energy and CO2 emission assessments of alkali-activated concrete and ordinary Portland cement concrete: A comparative analysis of different grades of concrete. Clean. Environ. Syst. 2021, 3, 100047. [Google Scholar] [CrossRef]
- Juenger, M.C.G.; Snellings, R.; Bernal, S.A. Supplementary cementitious materials: New sources, characterization, and performance insights. Cem. Concr. Res. 2019, 122, 257–273. [Google Scholar] [CrossRef]
- Birol, T.; Avcıalp, A. Impact of Macro-Polypropylene Fiber on the Mechanical Properties of Ultra-High-Performance Concrete. Polymers 2025, 17, 1232. [Google Scholar] [CrossRef]
- Senadheera, S.S.; Gupta, S.; Kua, H.W.; Hou, D.; Kim, S.; Tsang, D.C.W.; Ok, Y.S. Application of biochar in concrete—A review. Cem Concr Compos. 2023, 143, 105204. [Google Scholar] [CrossRef]
- Sartika, R.D.; Saputra, E.; Ginting, B. Effect of bamboo charcoal powder as partial replacement of cement on the properties of concrete. IOP Conf. Ser. Earth Environ. Sci. 2022, 1117, 012029. [Google Scholar]
- Ige, O.E.; Von Kallon, D.V.; Desai, D. Carbon emissions mitigation methods for the cement industry using a systems dynamics model. Clean Technol. Environ. Policy 2024, 26, 579–597. [Google Scholar] [CrossRef]
- Juenger, M.; Provis, J.L.; Elsen, J.; Matthes, W.; Hooton, R.D.; Duchesne, J.; Courard, L.; He, H.; Michel, F.; Snellings, R.; et al. Supplementary Cementitious Materials for Concrete: Characterization Needs. Mater. Res. Soc. Symp. Proc. 2012, 1488, 26. [Google Scholar] [CrossRef]
- Qasrawi, H. The use of steel slag aggregate to enhance the mechanical properties of recycled aggregate concrete and retain the environment. Constr. Build. Mater. 2014, 54, 298–304. [Google Scholar] [CrossRef]
- Hassanien, H.; Darweesh, M. A Low Temperature Manufactured Portland Cement Clinker from Pulverized Waste of Fly Ash. Int. J. Mater. Sci. Appl. 2020, 9, 34–39. [Google Scholar] [CrossRef]
- Wonkeo, W.; Thongsanitgarn, P.; Ngamjarurojana, A.; Chaipanich, A. Compressive strength and chloride resistance of self-compacting concrete containing high level fly ash and silica fume. Mater. Des. 2014, 64, 261–269. [Google Scholar] [CrossRef]
- Lilkov, V.; Rostovsky, I.; Petrov, O.; Tzvetanova, Y.; Salvov, P. Long term study of hardened cement pastes containing silica fume and fly ash. Constr. Build. Mater. 2014, 60, 48–56. [Google Scholar] [CrossRef]
- Hamada, H.M.; Jokhio, G.A.; Yahaya, F.M.; Humada, A.M.; Gul, Y. The present state of the use of palm oil fuel ash (POFA) in concrete-review. Constr. Build. Mater. 2018, 175, 26–40. [Google Scholar] [CrossRef]
- Abdul Awal, A.S.M.; Mohammadhosseini, H. Green concrete production incorporating waste carpet fiber and palm oil fuel ash. J. Clean. Prod. 2016, 137, 157–166. [Google Scholar] [CrossRef]
- Mohammad Momeen, U.I.; Jumaat, M.Z. Durability properties of sustainable concrete containing high volume palm oil waste materials. J. Clean. Prod. 2016, 137, 167–177. [Google Scholar]
- Torres, A.; Bartlett, L.; Pilgrim, C. Effect of foundry waste on the mechanical properties of Portland Cement Concrete. Constr. Build. Mater. 2017, 135, 674–681. [Google Scholar] [CrossRef]
- Siddique, R.; de Schutter, G.; Noumowe, A. Effect of used-foundry sand on the mechanical properties of concrete. Constr. Build. Mater. 2009, 23, 976–980. [Google Scholar] [CrossRef]
- Aguiar, I.; Cunha, S.; Aguiar, J. Application of Foundry Wastes in Eco-Efficient Construction Materials: A Review. Appl. Sci. 2025, 15, 10. [Google Scholar] [CrossRef]
- Sengul, O. Mechanical behavior of concretes containing waste steel fibers recovered from scrap tires. Constr. Build. Mater. 2016, 122, 649–658. [Google Scholar] [CrossRef]
- Aprianti, E.S. A huge number of artificial waste material can be supplementary cementitious material (SCM) for concrete production—A review. Part II. J. Clean. Prod. 2017, 4, 4178–4194. [Google Scholar] [CrossRef]
- Letelier, V.; Ortega, J.M.; Munoz, P.; Tarela, E.; Moriconi, G. Influence of Waste Brick Powder in the Mechanical Properties of Recycled Aggregate Concrete. Sustainability 2018, 10, 1037. [Google Scholar] [CrossRef]
- Hanif, A.; Kim, Y.; Lee, K.; Park, C.; Sim, J. Influence of cement and aggregate type on steam-cured concrete-an experimental study. Mag. Concr. Res. 2017, 69, 694–702. [Google Scholar] [CrossRef]
- Chatziaras, N.; Psomopoulus, C.S.; Themelis, N.J. Use of waste derived fuels in cement industry: A review. Manag. Environ. Qual. Int. J. 2016, 27, 178–193. [Google Scholar] [CrossRef]
- Tee, H.T.; Mo, K.H.; Lin, J.; Onn, C.C. An Overview of the Utilization of Common Waste as an Alternative Fuel in the Cement Industry. Hindawi Adv. Civ. Eng. 2023, 7127007. [Google Scholar] [CrossRef]
- Asamany, A.E.; Gibson, M.D.; Pegg, M.J. Evaluating the potential of waste plastics as fuel in cement kilns using bench-scale emissions analysis. Fuel 2017, 193, 178–186. [Google Scholar] [CrossRef]
- Madloon, N.A.; Saidur, R.; Hossain, M.S.; Rahim, N. A Critical Review on Energy Use and Savings in the Cement Industries. Renew. Sustain. Energy Rev. 2011, 15, 2042–2060. [Google Scholar] [CrossRef]
- Benhelal, E.; Zahedi, G.; Hashim, H. A novel design for green and economical cement manufacturing. J. Clean. Prod. 2012, 22, 60–66. [Google Scholar] [CrossRef]
- AZO Materials. Using XRF Determ. Free Lime Content Clinker Cem. Qual. Control. 2011. Available online: https://www.azom.com/article.aspx?ArticleID=5728 (accessed on 12 January 2025).
- Popescu, C.D.; Muntean, M.; Sharp, J.H. Industrial trial production of low energy belite cement. Cem. Concr. Compos. 2003, 25, 689–693. [Google Scholar] [CrossRef]
- Bouzidi, M.A.; Tahakourt, A.; Bouzidi, N.; Merab, D. Synthesis and characterization of belite cement with high hydraulic reactivity and low environmental impact. Arab. J. Sci. Eng. 2014, 39, 8659–8668. [Google Scholar] [CrossRef]
- Stanek, T.; Sulovsky, P. Active low-energy belite cement. Cem. Concr. Res. 2015, 68, 203–210. [Google Scholar] [CrossRef]
- Kacimi, L.; Simon-Masseron, A.; Salem, S.; Ghomari, A.; Derriche, Z. Synthesis of belite cement clinker of high hydraulic reactivity. Cem. Concr. Res. 2009, 39, 559–565. [Google Scholar] [CrossRef]
- Ashraf, W.; Olek, J. Carbonation behavior of hydraulic and non-hydraulic calcium silicates: Potential of utilizing low-lime calcium silicates in cement-based materials. J. Mater. Sci. 2016, 51, 6173–6191. [Google Scholar] [CrossRef]
- Sahu, S.; DeCristofaro, N. Solidia Cement. In Solidia Technol. White Paper; Solidia Cement’s Performance, Properties Detailed in White Paper Series—Cement Optimized. 2013. Available online: https://cementproducts.com/2013/12/26/solidia-cement-s-performance-properties-detailed-in-white-paper-series-2/ (accessed on 13 April 2025).
- Dambrauskas, T.; Baltakys, K.; Eisinas, A.; Siauciunas, R. A study on the thermal stability of kilchoanite synthesized under hydrothermal conditions. J. Therm. Anal. Calorim. 2017, 127, 229–238. [Google Scholar] [CrossRef]
- Hillert, M.; Sundman, B.; Wang, X. A reevaluation of the rankinite phase in the CaO-SiO2 system. Calphad 1991, 15, 53–58. [Google Scholar] [CrossRef]
- Wang, M.; Li, C.; Zhai, Y. Sorption-Desorption Behaviour of CO2 on Ca3Si2O7 Absorbent. In Proceedings of the Second China Energy Scientist Forum, Xuzhou, China, 18 October 2010. [Google Scholar]
- Smigelskyte, A.; Siauciunas, R.; Hilbig, H.; Detcker, M.; Urbonas, L.; Skripkiunas, G. Carbonated rankinite binder: Effect of curing parameters on microstructure, strength development, and durability performance. Sci. Rep. 2020, 10, 14462. [Google Scholar] [CrossRef]
- Hou, G.; Chen, J.; Lu, B.; Chetn, S.; Cui, E.; Nalguib, H.M.; Guo, M.-Z.; Zhang, Q. Composition design and pilot study of an advanced energy-saving and low-carbon rankinite clinker. Cem. Concr. Res. 2020, 127, 105926. [Google Scholar] [CrossRef]
- Qian, B.; Li, X.; Shen, X. Preparation and accelerated carbonation of low temperature sintered clinker with low Ca/Si ratio. J. Clean. Prod. 2016, 120, 249–259. [Google Scholar] [CrossRef]
- Daval, D.; Martinez, I.; Guigner, J.M.; Hellmann, R.; Corvisier, J.; Findling, N.; Dominici, C.; Goffé, B.; Guyot, F. Mechanism of wollastonite carbonation deduced from micro- to nanometer length scale observations. Am. Mineral. 2009, 94, 1707–1726. [Google Scholar] [CrossRef]
- Daval, D.; Martinez, I.; Corvisier, J.; Findling, N.; Goffé, B.; Guyot, F. Carbonation of Ca-bearing silicates, the case of wollastonite: Experimental investigations and kinetic modeling. Chem. Geol. 2009, 265, 63–78. [Google Scholar] [CrossRef]
- Seryotkin, Y.V.; Sokol, E.V.; Kokh, S.N. Natural pseudowollastonite: Crystal structure, associated minerals, and geological context. Lithos 2012, 134–135, 75–90. [Google Scholar] [CrossRef]
- Siauciunas, R.; Hilbig, H.; Prichockiene, E.; Smigelskyte, A.; Takulinskas, Z. Accelerated carbonation of C2SH-based dense concrete. Ceram. Int. 2020, 46, 29436–29442. [Google Scholar] [CrossRef]
- Siauciunas, R.; Takulinskas, Ž.; Prichockiene, E.; Setlskiene, A. Hydrothermal synthesis of α-C2SH and kilchoanite mixture and its application in CO2 hardening mortar. Ceram. Int. 2023, 49, 14864–14874. [Google Scholar] [CrossRef]
- Siauciunas, R.; Prichockiene, E.; Valancius, Z. The influence of Mg-impurities in raw materials on the synthesis of rankinite clinker and the strength of mortar hardening in CO2 environment. Materials 2023, 16, 2930. [Google Scholar] [CrossRef]
- Ashraf, W.; Jeong, H.; Atakan, V. Effects of high temperature on carbonated calcium silicate cement (CSC) and ordinary Portland cement (OPC) paste. In Proceedings of the 5th International Conference on Durability of Concrete Structures, Shenzhen, China, 30 June–1 July 2016. [Google Scholar]
- Jang, J.G.; Kim, G.M.; Kim, H.J.; Lete, H. Review on recent advances in CO2 utilization and sequestration. Constr. Build. Mater. 2016, 127, 762–773. [Google Scholar] [CrossRef]
- Kainiemi, L.; Eloneva, S.; Toikka, A.; Letvänen, J.; Järvinen, M. Opportunities and obstacles for CO2 mineralization: CO2 mineralization specific frames in the interviews of Finnish carbon capture and storage (CCS) experts. J. Clean. Prod. 2015, 94, 352–358. [Google Scholar] [CrossRef]
- Xuan, D.; Zhan, B.; Poon, C.S. Development of a new generation of eco-friendly concrete blocks by accelerated mineral carbonation. J. Clean. Prod. 2016, 133, 1235–1241. [Google Scholar] [CrossRef]
- Mazzella, A.; Errico, M.; Spiga, D. CO2 uptake capacity of coal fly ash: Influence of pressure and temperature on direct gas-solid carbonation. J. Environ. Chem. Eng. 2016, 4, 4120–4128. [Google Scholar] [CrossRef]
- Kashef-Haghighi, S.; Ghoshal, S. CO2 sequestration in concrete through accelerated carbonation curing in a flow-through reactor. Ind. Eng. Chem. Res. 2010, 49, 1143–1149. [Google Scholar] [CrossRef]
- García-González, C.A.; El Grouh, N.; Hidalgo, A.; Fraile, J.; López-Periago, A.M.; Andrade, C.; Domingo, C. New insights on the use of supercritical carbon dioxide for the accelerated carbonation of cement pastes. J. Supercrit. Fluids 2008, 43, 500–509. [Google Scholar] [CrossRef]
- Ashraf, W. Carbonation of cement-based materials: Challenges and opportunities. Constr. Build. Mater. 2016, 120, 558–570. [Google Scholar] [CrossRef]
- Rostami, V.; Shao, Y.; Boyd, A.J. Durability of concrete pipes subjected to combined steam and carbonation curing. Constr. Build. Mater. 2011, 25, 3345–3355. [Google Scholar] [CrossRef]
- Urbonas, L.; Heinz, D.; Hilbig, H.; Reger, J. The Effect of Supercritical Carbon Dioxide on the Properties of Hardened Cement Paste. Cem. Int. 2010, 8, 73–81. [Google Scholar]
- Zhang, D.; Shao, Y. Early age carbonation curing for precast reinforced concretes. Constr. Build. Mater. 2016, 113, 134–143. [Google Scholar] [CrossRef]
- Bertos, M.F.; Simons, S.J.R.; Hills, C.D.; Carety, P.J. A review of accelerated carbonation technology in the treatment of cement-based materials and sequestration of CO2. J. Hazard. Mater. 2004, B112, 193–205. [Google Scholar]
- Huet, B.; Tasoti, V.; Khalfallah, I. A review of Portland cement carbonation mechanisms in CO2-rich environment. Energy Procedia 2011, 4, 5275–5282. [Google Scholar] [CrossRef]
- Leemann, A.; Moro, F. Carbonation of concrete: The role of CO2 concentration, relative humidity and CO2 buffer capacity. Mater. Struct. 2017, 50, 30. [Google Scholar] [CrossRef]
- Galan, I.; Andrade, C.; Mora, P.; Sanjuan, M.A. Sequestration of CO2 by concrete carbonation. Environ. Sci. Technol. 2010, 44, 3181–3186. [Google Scholar] [CrossRef]
- Mahoutian, M.; Ghouleh, Z.; Shao, Y. Synthesis of waste-based carbonation cement. Mater. Struct. 2016, 49, 4679–4690. [Google Scholar] [CrossRef]
- Neves Junior, A.; Filho, R.D.T.; Fairbairn, E.M.R.; Dwetck, J. A study of the carbonation profile of cement pastes by thermogravimetry and its effect on the compressive strength. J. Therm. Anal. Calorim. 2014, 116, 69–76. [Google Scholar] [CrossRef]
- Hussain, S.; Bhunia, D.; Singh, S.B. Comparative study of accelerated carbonation of plain cement and fly-ash concrete. J. Build. Eng. 2017, 10, 26–31. [Google Scholar] [CrossRef]
- Wang, X.Y. Modeling of hydration, compressive strength, and carbonation of Portland-limestone cement (PLC) concrete. Materials 2017, 10, 115. [Google Scholar] [CrossRef] [PubMed]
- Yoshioka, I.; Obata, D.; Nanjo, H.; Yokozeki, K.; Torichigai, T.; Moriokal, M.; Higuchi, T. New Ecological Concrete That Reduces CO2 Emissions Below Zero Level; New Method for CO2 Capture and Storage. Energy Procedia 2013, 37, 6018–6025. [Google Scholar] [CrossRef]
- Calera. Available online: http://www.calera.com/ (accessed on 17 January 2025).
- Evans, S.M.; Vlasopoulos, N. Novacem—Carbon Negative Cement to Transform the Construction Industry; Energy Futures Lab, Imperial College: London, UK, 2008. [Google Scholar]
- Savija, B.; Mladena, L. Carbonation of cement paste: Understanding, challenges, and opportunities. Constr. Build. Mater. 2016, 117, 285–301. [Google Scholar] [CrossRef]
- Lagerblad, B. Carbon Dioxide Uptake During Concrete Life Cycle—State of the Art; Swedish Cement and Concrete Research Institute: Stockholm, Sweden, 2005. [Google Scholar]
- Zhang, D.; Ghouleh, Z.; Shao, Y. Review on carbonation curing of cement-based materials. J. CO2 Util. 2017, 21, 119–131. [Google Scholar] [CrossRef]
- Johannesson, B.; Utgenannt, P. Microstructural changes caused by carbonation of cement mortar. Cem. Concr. Res. 2001, 31, 925–931. [Google Scholar] [CrossRef]
- Bernal, S.A.; Provis, J.L.; Brice, D.G.; Kilculletn, A.; Duxson, P.; van Deventer, J.S. Accelerated carbonation testing of alkali-activated binders significantly underestimates service life: The role of pore solution chemistry. Cem. Concr. Res. 2012, 42, 1317–1326. [Google Scholar] [CrossRef]
- Goni, S.; Gaztanaga, M.T.; Guerrero, A. Role of cement type on carbonation attack. J. Mater. Res. 2002, 17, 1834–1842. [Google Scholar] [CrossRef]
- Rostami, V.; Shao, Y.; Boyd, A.J. Carbonation curing versus steam curing for precast concrete production. J. Mater. Civ. Eng. 2012, 24, 1221–1229. [Google Scholar] [CrossRef]
- Klemm, W.A.; Berger, R.L. Accelerated curing of cementitious systems by carbon dioxide: Part I. Portland cement. Cem. Concr. Res. 1972, 2, 567–576. [Google Scholar] [CrossRef]
- Shao, Y.; Mirza, M.S.; Mu, X. CO2 sequestration using calcium-silicate concrete. Can. J. Civ. Eng. 2006, 33, 776–784. [Google Scholar] [CrossRef]
- Ashraf, W.; Olek, J.; Atakan, V. Microscopic features of carbonated calcium silicate based cement paste and mortar. Cem. Concr. Res. 2017, 100, 361–372. [Google Scholar] [CrossRef]
- Shi, C.; Wu, Y. Studies on Some Factors Affecting CO2 Curing of Lightweight Concrete Products. Resour. Conserv. Recycl. 2008, 52, 1087–1092. [Google Scholar] [CrossRef]
- Taylor, C.M.V.; Rubin, J.B.; Carey, J.W.; Jones, R.; Baglin, F.G. Next Generation Enhancement of Cements by the Addition of Industrial Wastes and Subsequent Treatment with Supercritical CO2. In Proceedings of the Green Chemistry and Engineering Conference: Implementing Vision 2020 for the Environment, American Chemical Society, Washington, DC, USA, 23–25 June 1997. [Google Scholar]
- Wang, T.; Huang, H.; Hu, X.; Fang, M.; Luo, Z.; Guo, R. Accelerated Mineral Carbonation Curing of Cement Paste for CO2 Sequestration and Enhanced Properties of Blended Calcium Silicate. Chem. Eng. J. 2017, 323, 320–329. [Google Scholar] [CrossRef]
- Garcia-Gonzalez, C.A.; Hidalgo, A.; Andrade, C.; Alonso, M.C.; Frailet, J.; Lopez-Periago, A.M.; Domingo, C. Modification of Composition and Microstructure of Portland Cement Pastes as a Result of Natural and Supercritical Carbonation Procedures. Ind. Eng. Chem. Res. 2006, 45, 4985–4992. [Google Scholar] [CrossRef]
- Leemann, A.; Nygaard, P.; Kaufmann, J.; Losetr, R. Relation between Carbonation Resistance, Mix Design and Exposure of Mortar and Concrete. Cem. Concr. Compos. 2015, 62, 33–43. [Google Scholar] [CrossRef]
- Galan, I.; Andrade, C.; Castellote, M. Natural and Accelerated CO2 Binding Kinetics in Cement Paste at Different Relative Humidities. Cem. Concr. Res. 2013, 49, 21–28. [Google Scholar] [CrossRef]
- Asavapisit, S.; Fowler, G.; Cheeseman, C.R. Solution Chemistry During Cement Hydration in the Presence of Metal Hydroxide Wastes. Cem. Concr. Res. 1997, 27, 1249–1260. [Google Scholar] [CrossRef]
- Liu, L.; Ha, J.; Hashida, T. Development of a CO2 Solidification Method for Recycling Autoclaved Lightweight Concrete Waste. J. Mater. Sci. Lett. 2001, 20, 1791–1794. [Google Scholar] [CrossRef]
- Van-Loc, T.; Bonnet, S.; Kiesse, T.S.; Ventura, A. A New Meta-Model to Calculate Carbonation Front Depth within Concrete Structures. Constr. Build. Mater. 2016, 129, 172–181. [Google Scholar]
- Silva, R.V.; Neves, R.; de Brito, J.; Dhir, R. Carbonation Behaviour of Recycled Aggregate Concrete. Cem. Concr. Compos. 2015, 62, 22–32. [Google Scholar] [CrossRef]
- Thiery, M.; Dangla, P.; Belin, P.; Habert, G.; Roussel, N. Carbonation Kinetics of a Bed of Recycled Concrete Aggregates: A Laboratory Study on Model Materials. Cem. Concr. Res. 2013, 46, 50–65. [Google Scholar] [CrossRef]
- Duguid, A.; Scherer, G.W. Degradation of Oilwell Cement Due to Exposure to Carbonated Brine. Int. J. Greenh. Gas Control 2010, 4, 546–560. [Google Scholar] [CrossRef]
- Urbonas, L.; Leno, V.; Heinz, D. Effect of carbonation in supercritical CO2 on the properties of hardened cement paste of different alkalinity. Constr. Build. Mater. 2016, 123, 704–711. [Google Scholar] [CrossRef]
- Qian, L.; Jiaxiang, L.; Liqian, Q. Effects of temperature and carbonation curing on the mechanical properties of steel slag-cement binding materials. Constr. Build. Mater. 2016, 124, 999–1006. [Google Scholar]
- Hidalgo, A.; Domingo, C.; Garcia, C.; Petit, S.; Andrade, C.; Alonso, C. Microstructural changes induced in Portland cement-based materials due to natural and supercritical carbonation. J. Mater. Sci. 2008, 43, 3101–3111. [Google Scholar] [CrossRef]
- Short, N.R.; Purnell, P.; Page, C.L. Preliminary investigations into the supercritical carbonation of cement pastes. J. Mater. Sci. 2001, 36, 35–41. [Google Scholar] [CrossRef]
- Chang, C.F.; Chen, J.W. The experimental investigation of concrete carbonation depth. Cem. Concr. Res. 2006, 36, 1760–1767. [Google Scholar] [CrossRef]
- Ahmad, S.; Assaggaf, R.A.; Maslehuddin, M.; Al-Amoudi, O.S.B.; Adetkunle, S.K.; Ali, S.I. Effects of carbonation pressure and duration on strength evolution of concrete subjected to accelerated carbonation curing. Constr. Build. Mater. 2017, 136, 565–573. [Google Scholar] [CrossRef]
- Wigand, M.; Kaszuba, J.P.; Carey, J.W.; Hollis, W.K. Geochemical Effects of CO2 Sequestration on Fractured Wellbore Cement at the Cement/Caprock Interface. Chem. Geol. 2009, 265, 122–133. [Google Scholar] [CrossRef]
- Kjellsen, K.O.; Guimaraes, M.; Nilson, A. The CO2 Balance of Concrete in a Life Cycle Perspective. Danish Technological Institute; Aarhus, Denmark, Nordic Innovation Center: 2005.
- Liu, X.; Feng, P.; Cai, Y.; Yu, X.; Yu, C.; Raln, Q. Carbonation behavior of calcium silicate hydrate (C-SH): Its potential for CO2 capture. Chem. Eng. J. 2022, 431, 134243. [Google Scholar] [CrossRef]
- Santra, A.; Sweatman, R. Understanding the Long-Term Chemical and Mechanical Integrity of Cement in a CCS Environment. Energy Procedia 2011, 4, 5243–5250. [Google Scholar] [CrossRef]
- Berger, J.M.; Bukowski, R.L. Reactivity and Strength Development of CO2 Activated Non-hydraulic Calcium Silicates. Cem. Concr. Res. 1979, 9, 57–68. [Google Scholar]
- Chang, J.; Fang, Y.; Shang, X. The Role of β-C2S and γ-C2S in Carbon Capture and Strength Development. Mater. Struct. 2016, 49, 4417–4424. [Google Scholar] [CrossRef]
- Hyvert, N.; Sellier, A.; Duprat, F.; Rougetau, P.; Fralncisco, P. Dependency of C–S–H Carbonation Rate on CO2 Pressure to Explain Transition from Accelerated Tests to Natural Carbonation. Cem. Concr. Res. 2010, 40, 1582–1589. [Google Scholar] [CrossRef]
- Borges, P.H.R.; Costa, J.O.; Milestone, N.B.; Lynsdale, C.J.; Streatfield, R.E. Carbonation of CH and C–S–H in Composite Cement Pastes Containing High Amounts of BFS. Cem. Concr. Res. 2010, 40, 284–292. [Google Scholar] [CrossRef]
- Zhou, Q.; Glasser, F.P. Kinetics and Mechanism of the Carbonation of Ettringite. Adv. Cem. Res. 2000, 12, 131–136. [Google Scholar] [CrossRef]
- Jang, J.G.; Lee, H.K. Microstructural densification and CO2 uptake promoted by the carbonation curing of belite-rich Portland cement. Cem. Concr. Res. 2016, 82, 50–57. [Google Scholar] [CrossRef]
- Shi, C.; Qu, B.; Provis, J.L. Recent progress in low-carbon binders. Cem. Concr. Res. 2019, 122, 227–250. [Google Scholar] [CrossRef]
- Fang, Y.; Chang, J. Rapid hardening β-C2S mineral and microstructure changes activated by accelerated carbonation curing. J. Therm. Anal. Calorim. 2017, 129, 681–689. [Google Scholar] [CrossRef]
- Šmigelskytė, A. Synthesis and Performance of Environmentally Friendly Calcium Silicate Cement. Ph.D. Dissertation, Kaunas University of Technology, Kaunas, Lithuania, 2019. [Google Scholar]
- Guan, X.; Liu, S.; Feng, C.; Qiu, M. The hardening behavior of γ-C2S binder using accelerated carbonation. Constr. Build. Mater. 2016, 114, 204–207. [Google Scholar] [CrossRef]
- Saito, T.; Sakai, E.; Morioka, M.; Qiu, M. Carbonation of γ-Ca2SiO₄ and the mechanism of vaterite formation. J. Adv. Concr. Technol. 2010, 8, 273–280. [Google Scholar] [CrossRef]
- Saito, T.; Khamhou, S.; Yumoto, T.; Otsuki, N. Permeability of sulfate ions in cementitious materials containing c-Ca2SiO₄ after autoclave curing and accelerated carbonation. J. Adv. Concr. Technol. 2011, 9, 223–230. [Google Scholar] [CrossRef]
- Mabudo, G.M.; Lee, S.; Kang, S.; Song, M.; Teng, S.; Li, Q.; Liu, Y.; Conforti, A.; Tiberti, G.; Plizzari, G.A.; et al. Physical properties and carbon dioxide capture of synthetic γ-C2S cement composites in the early days of curing. Mag. Concr. Res. 2016, 68, 1079–1084. [Google Scholar] [CrossRef]
- Boscaro, F.; Palacios, M.; Robert, J. Flatt Formulation of low clinker blended cements and concrete with enhanced fresh and hardened properties. Cem. Concr. Res. 2021, 150, 106605. [Google Scholar] [CrossRef]
- Liu, W.; Lin, S.; Li, Y.; Long, W.; Dong, Z.; Tang, L. Slag Blended Cement Paste Carbonation under Different CO2 Concentrations: Controls on Mineralogy and Morphology of Products. Materials 2020, 13, 3404. [Google Scholar] [CrossRef]
- Kuzielová, E.; Slan, M.; Žemlička, M.; Másilko, J. Accelerated carbonation of oil-well cement blended with pozzolans and latent hydraulic materials. J. Therm. Anal. Calorim. 2023, 148, 9963–9977. [Google Scholar] [CrossRef]
- Siauciunas, R.; Prichockiene, E.; Valancius, Z.; Elsteris, A. Hardening of mortars from blended cement with opoka additive in CO2 environment. Ceramics 2024, 7, 1301–1315. [Google Scholar] [CrossRef]
- Siauciunas, R.; Mikaliunaite, J.; Urbonas, L.; Baltakys, K. Tribochemical and thermal activation of α-C2S hydrate as precursor for cementitious binders. J. Therm. Anal. Calorim. 2014, 118, 817–823. [Google Scholar] [CrossRef]
- Yu, J.; Wu, H.L.; Mishra, D.K.; Li, G.; Letung, C.K. Compressive strength and environmental impact of sustainable blended cement with high-dosage limestone and calcined clay (LC2). J. Clean. Prod. 2021, 278, 123616. [Google Scholar] [CrossRef]
- Ostovari, H.; Müller, L.J.; Skoček, J.; Bardow, A. From unavoidable CO2 source to CO2 sink? A cement industry based on CO2 mineralization. Environ. Sci. Technol. 2021, 55, 5212–5223. [Google Scholar] [CrossRef] [PubMed]
- Sarhan, A.; Kishar, E.A.; Hamed, S.A. Uses of EAFs in production of blended cements. J. Sci. Res. Sci. 2020, 37, 111–124. [Google Scholar] [CrossRef]
- Seo, J.; Amr, I.T.; Park, S.; Bamagain, R.A.; Fadhetl, B.A.; Kim, G.M.; Hunaidy, A.S.; Lee, H.K. CO2 uptake of carbonation-cured cement blended with ground volcanic ash. Materials 2018, 11, 2187. [Google Scholar] [CrossRef]
- Telesca, A.; Ibriş, N.; Marroccoli, M. Use of potabilized water sludge in the production of low-energy blended calcium sulfoaluminate cements. Appl. Sci. 2021, 11, 1679. [Google Scholar] [CrossRef]
- Rodriguez-Navarro, C.; Ilić, T.; Ruiz-Agudo, E.; Elert, K. Carbonation mechanisms and kinetics of lime-based binders: An overview. Cem. Concr. Res. 2023, 173, 107301. [Google Scholar] [CrossRef]
- Freitas, A.A.; Santos, R.L.; Colaco, R.; Horta, R.B.; Lopets, J.N.C. From Lime to Silica and Alumina: Systematic Modeling of Cement Clinkers Using a General Force-Field. Phys. Chem. Chem. Phys. 2015, 17, 18477–18494. [Google Scholar] [CrossRef]
- Smigelskyte, A.; Siauciunas, R. Parameter influence on the rankinite binder paste and mortar accelerated carbonation curing. J. Therm. Anal. Calorim. 2019, 138, 2651–2659. [Google Scholar] [CrossRef]
- Wang, K.; Ren, L.; Yang, L. Excellent Carbonation Behavior of Rankinite Prepared by Calcining the C-S-H: Potential Recycling of Waste Concrete Powders for Prefabricated Building Products. Materials 2018, 11, 1474. [Google Scholar] [CrossRef]
- Ashraf, W.; Olek, J. Elucidating the Accelerated Carbonation Products of Calcium Silicates Using Multi-Technique Approach. J. CO2 Util. 2018, 23, 61–74. [Google Scholar] [CrossRef]
- Hernández-Rodríguez, A.; Orlando, A.; Montegrossi, G.; Huet, B.; Virgili, G.; Vaselli, O. Experimental analysis on the carbonation rate of Portland cement at room temperature and CO2 partial pressure from 1 to 51 bar. Cem Concr Compos. 2021, 124, 104271. [Google Scholar] [CrossRef]
- Padmalal, A.; Kulkarni, K.S.; Rawat, P.; Sugandhini, H.K. Efficacy of Accelerated Carbonation Curing and Its Influence on the Strength Development of Concrete. Buildings 2024, 14, 2573. [Google Scholar] [CrossRef]
- Pizzol, V.D.; Mendes, L.M.; Savastano, H., Jr.; Frías, M.; Davila, F.; Cincotto, M.; John, V.; Tonoli, G. Mineralogical and Microstructural Changes Promoted by Accelerated Carbonation and Ageing Cycles of Hybrid Fiber–Cement Composites. Constr. Build. Mater. 2014, 68, 750–756. [Google Scholar] [CrossRef]
- Mo, L.; Panesar, D.K. Accelerated Carbonation—A Potential Approach to Sequester CO2 in Cement Paste Containing Slag and Reactive MgO. Cem. Concr. Compos. 2013, 43, 69–77. [Google Scholar] [CrossRef]
- Lackner, K.S.; Wendt, C.H.; Butt, D.P.; Joycet, E.L., Jr.; Shalrp, D.H. Carbon Dioxide Disposal in Carbonate Minerals. Energy 1995, 20, 1153–1170. [Google Scholar] [CrossRef]
- Ismailov, A.; Merilaita, N.; Levänen, E. Accelerated Carbonation of High-Calcite Wollastonite Tailings. Minerals 2024, 14, 415. [Google Scholar] [CrossRef]
- Min, Y.; Li, Q.; Voltolini, M.; Kneafsey, T.; Jun, Y.-S. Wollastonite Carbonation in Water-Bearing Supercritical CO2: Effects of Particle Size. Environ. Sci. Technol. 2017, 51, 13044–13053. [Google Scholar] [CrossRef]
- Miller, Q.R.S.; Thompson, C.J.; Loring, J.S.; Windisch, C.; Bowden, M.; Hoyt, D.; Hu, J.; Alrey, B.; Rosso, K.; Schaef, H. Insights into Silicate Carbonation Processes in Water-Bearing Supercritical CO2 Fluids. Int. J. Greenh. Gas Control 2013, 15, 104–118. [Google Scholar] [CrossRef]
- Fuhaid, A.F.A.; Niaz, A. Carbonation and Corrosion Problems in Reinforced Concrete Structures. Buildings 2022, 12, 586. [Google Scholar] [CrossRef]
- Babalola, O.E.; Awoyera, P.O.; Le, D.H.; Olalusi, O.B.; Bhagat, S. Anthropogenic Carbon Aerosol Induced Carbonation in Reinforced Concrete: Deterioration Effects on Mechanical Properties. J. Eng. Res. Appl. 2021, 57, 139–148. [Google Scholar] [CrossRef]
- Ikumapayi, C.M.; Adeniji, A.A.; Obisesan, A.A.; Odeyemi, O.; Ajayi, J.A. Effects of Carbonation on the Properties of Concrete. Sci. Rev. 2019, 512, 205–214. [Google Scholar]
- Yin, J.; Zhang, X.C.; Chi, Y.; Pang, Q.L. Analysis of Concrete Performance Used for Non-Ballasted Track Base Plate Based on the Coupling of Effect of Acid and Carbonization. Adv. Mater. Res. 2013, 639–640, 382–389. [Google Scholar]
- Pašek, J.; Vejvara, L. Degradation of the Building Structures Due to Carbonation of Concrete. Adv. Mater. Res. 2014, 1020, 37. [Google Scholar] [CrossRef]
- Tian, Y.; Zhang, G.; Ye, H.; Zeng, Q.; Zhang, Z.; Tian, Z.; Jin, X.; Jin, N.; Chen, Z.; Walng, J. Corrosion of Steel Rebar in Concrete Induced by Chloride Ions Under Natural Environments. Constr. Build. Mater. 2023, 369, 130504. [Google Scholar] [CrossRef]
- Ali, M.; Shams, M.A.; Bheel, N.; Almaliki, A.H.; Mahmoud, A.S.; Dodo, Y.A.; Benjeddou, O. A review on chloride induced corrosion in reinforced concrete structures: Lab and in situ investigation. RSC Adv. 2024, 14, 37252–37271. [Google Scholar] [CrossRef]
- Al-Rousan, E.T.; Khalid, H.R.; Rahman, M.K. Fresh, mechanical, and durability properties of basalt fiber-reinforced concrete (BFRC): A review. Dev. Built Environ. 2023, 14, 100155. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No | The Main Carbon Mitigation Methods |
|---|---|
| 1 | Technologies for mitigating CO2 emissions in the cement industry |
| 2 | Alternative materials (Clinker substitution) |
| 3 | Switching to alternative fuels |
| 4 | Energy efficiency improvement |
| 5 | Carbon capture and storage potential in the cement industry |
| 6 | Waste heat recovery (WHR) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Siauciunas, R.; Smigelskyte, A.; Aliukonyte, N. Factors Influencing the Carbonation Kinetics of Calcium Silicate-Based Binders—An Overview. Sustainability 2025, 17, 4191. https://doi.org/10.3390/su17094191
Siauciunas R, Smigelskyte A, Aliukonyte N. Factors Influencing the Carbonation Kinetics of Calcium Silicate-Based Binders—An Overview. Sustainability. 2025; 17(9):4191. https://doi.org/10.3390/su17094191
Chicago/Turabian StyleSiauciunas, Raimundas, Agne Smigelskyte, and Neda Aliukonyte. 2025. "Factors Influencing the Carbonation Kinetics of Calcium Silicate-Based Binders—An Overview" Sustainability 17, no. 9: 4191. https://doi.org/10.3390/su17094191
APA StyleSiauciunas, R., Smigelskyte, A., & Aliukonyte, N. (2025). Factors Influencing the Carbonation Kinetics of Calcium Silicate-Based Binders—An Overview. Sustainability, 17(9), 4191. https://doi.org/10.3390/su17094191